техника выполнения, необходимые материалы и инструменты, советы специалистов
Техническая схема сварочных работ может содержать отдельный пункт, посвященный направленности термического воздействия. Типовые ручные и дуговые методики в разной степени допускают применение наклонных способов сварки. Проблема заключается в том, что на вертикальной поверхности расплав, естественно, стекает, осложняя рабочий процесс. Но как варить потолочные швы, которые и вовсе обращены вниз к напольному покрытию? Ведь расплав будет капать, в принципе не позволяя качественно выполнить операцию. На этот случай есть некоторые хитрости, успешно применяемые на практике.
Какое оборудование используется?
Аппаратура используется стандартная, но высокого качества. Это может быть типовая комбинация генератора, преобразователя и в некоторых случаях полуавтоматического держателя электродной проволоки. Основу технической базы может формировать инвертор с подходящими характеристиками по силе тока, диапазонам напряжения и функционалу. Конкретные показатели определяются требованиями к соединению и свойствами целевой заготовки. Как варить потолочный шов инвертором? Далее будут рассмотрены оптимальные условия рабочего процесса, но на этом этапе следует подготовить оборудование и учесть, что режим подачи тока желательно должен быть импульсным. При этом сложности логично могут возникнуть в работе с толстыми конструкциями, поскольку для потолочной сварки рекомендуются средние электроды на 2-4 мм, но не более. Как и полуавтоматическую сварку, крупноформатные электроды применяют в основном профессионалы в реализации масштабных проектов.
Конкретные показатели определяются требованиями к соединению и свойствами целевой заготовки. Как варить потолочный шов инвертором? Далее будут рассмотрены оптимальные условия рабочего процесса, но на этом этапе следует подготовить оборудование и учесть, что режим подачи тока желательно должен быть импульсным. При этом сложности логично могут возникнуть в работе с толстыми конструкциями, поскольку для потолочной сварки рекомендуются средние электроды на 2-4 мм, но не более. Как и полуавтоматическую сварку, крупноформатные электроды применяют в основном профессионалы в реализации масштабных проектов.
Общие советы по технике сварки
Потолочные швы требуют более высокого тока, чем при вертикальном и горизонтальном направлении дуги. Электрод наклоняется относительно поверхности заготовки под углом порядка 80-90°. Стекающий шлак не доставит проблем и при наклоне вперед, что позволит формировать заглубленные валики. Как варить потолочные швы, чтобы обеспечивался полный контроль дуги? Во-первых, она должна быть короткая. Это облегчит и процесс розжига, и дальнейшее управление сваркой. Во-вторых, длина дуги лучше всего контролируется, если стыковку производить «на себя» с наклоном относительно кромок заготовки.
Это облегчит и процесс розжига, и дальнейшее управление сваркой. Во-вторых, длина дуги лучше всего контролируется, если стыковку производить «на себя» с наклоном относительно кромок заготовки.
Размеры и форма валика могут отличаться в зависимости от материала и параметров шва. С одной стороны, надо успеть сформировать его объем, пока расплав тоже находится в управляемом состоянии, а с другой – высокая скорость манипуляций электродом может негативно отразиться на точности сварки. Оптимальный способ управления электродом – по технике «лестницы». Это значит, что ширина валика должна соответствовать примерно двум или трем диаметрам электрода вместе с его покрытием. Такое соотношение позволит эффективнее контролировать расплавленный металл.
Создание наплава
Уже отмечалось, что показатели тока в случае с потолочными швами отличаются от обычных способов сварки. Если нет возможности применять ток в высоком диапазоне, то можно использовать узкие электроды на 1-2 мм. Это позволит формировать небольшие швы с минимальными затратами энергоресурсов.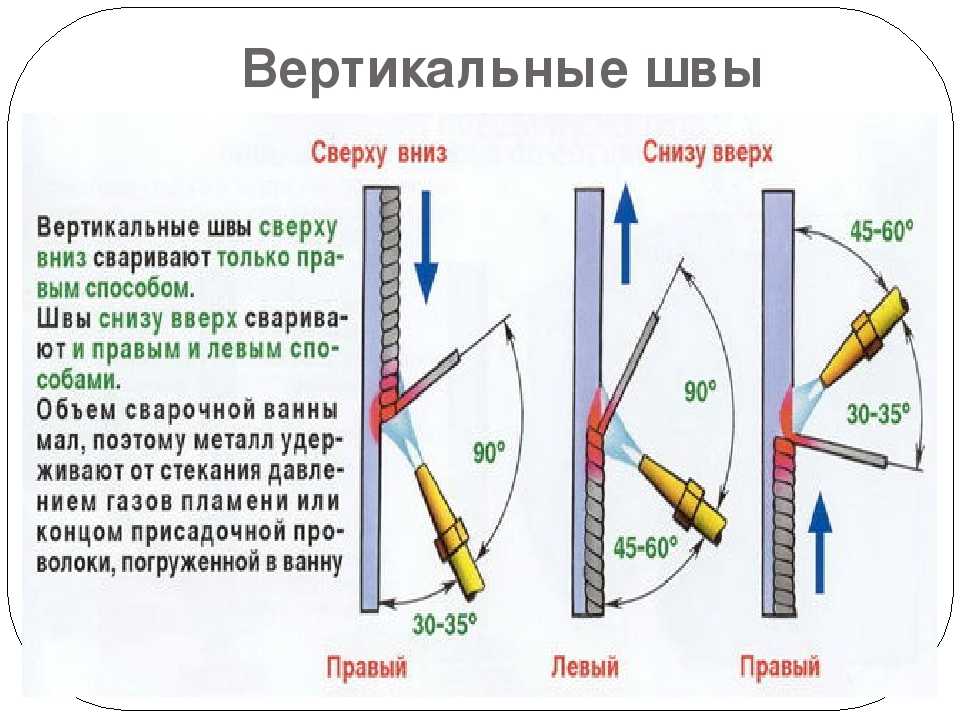 Как правильно варить электросваркой потолочный шов с формированием узких валиков? Первый слой оптимально класть шириной, в два раза превышающей диаметр электрода. То есть валик будет проходить по границе наплавки «на себя» шириной в 2-4 мм. В дальнейшем валики делаются более широкими слева направо. Важно заранее предусмотреть возможность смены положения оператора, поскольку каждый новый валик может требовать выполнения наплавки с разных сторон.
Как правильно варить электросваркой потолочный шов с формированием узких валиков? Первый слой оптимально класть шириной, в два раза превышающей диаметр электрода. То есть валик будет проходить по границе наплавки «на себя» шириной в 2-4 мм. В дальнейшем валики делаются более широкими слева направо. Важно заранее предусмотреть возможность смены положения оператора, поскольку каждый новый валик может требовать выполнения наплавки с разных сторон.
Создание стыкового соединения
Самый ответственный этап при образовании классических стыков – создание корня шва. Его формируют без манипуляций с электродами при обеспечении колебательных движений по технике «лестницы». Электроды можно использовать с диаметром в 3 мм, а ток может иметь и начальные показатели. Как варить потолочные швы на этапе создания корневого стержня? Сразу определяется, должна ли быть проварка с тыльной стороны. Если она нужна, то особое внимание уделяется качеству валика со стороны оператора. В его структуре не должны быть дефекты наподобие подрезов и подвисаний. Желательно выполнять такие валики в ходе перемещения электрода от одной кромки к другой, задерживаясь на каждом из них. В дальнейшем полученный корневой шов не потребует дополнительных обработок по разным сторонам с выборкой. Выполнив базовую зачистку от брызг расплава и шлака, можно будет начинать формирование второго валика.
Желательно выполнять такие валики в ходе перемещения электрода от одной кромки к другой, задерживаясь на каждом из них. В дальнейшем полученный корневой шов не потребует дополнительных обработок по разным сторонам с выборкой. Выполнив базовую зачистку от брызг расплава и шлака, можно будет начинать формирование второго валика.
Заполнение области раздела
Начиная со второго и до последнего слоя валика, сварка производится 3-миллиметровым электродом на средних или максимальных токах. Выполняя второй и третий валики, следует избегать образования «горбатости» структуры. Данный эффект обычно проявляется при чрезмерных задержках по краям валиков. Как правильно варить потолочный шов, чтобы его конструкция была максимально гладкой? Обычно такие задачи ставятся для стыков, которые должны иметь вогнутую или нормальную поверхность. Для потолочной сварки это особенно сложные задачи. Многое будет зависеть от скорости движения электрода с правильным расчетом времени задержки. Движения должны соответствовать темпам образования оптимального объема валиков, но так, чтобы провар сохранял цельность по всему контуру. Вместе с этим вогнутость шва может получиться только при наклоне электрода вперед. Величина шага делается больше, чем при выполнении вертикальной сварки.
Вместе с этим вогнутость шва может получиться только при наклоне электрода вперед. Величина шага делается больше, чем при выполнении вертикальной сварки.
Провар лицевой зоны
Для наружной поверхности оставляется незаполненный объем валика. Предпоследний валик будет наиболее ответственным, так как он определит исходные параметры структуры для образования лицевой стороны шва. Незаполнение разделки рекомендуется делать в диапазоне 1,5-2 мм. Как варить потолочные швы по лицевому слою? Проход желательно делать одиночным, но если ширина большая и заготовка толстая, то может потребоваться и несколько операций. Для исключения образования слишком большой высоты шва следует использовать метод направления дуги вперед. Если сварка производится в несколько проходов, то техника манипуляции электродами должна будет ориентироваться на соединение вершин боковых валиков без резких переходов – можно выполнять эту часть по лестничному методу провара.
Техника безопасности – что учесть?
Работа с перевернутой сварочной ванной наиболее опасна как для сварщика, так и для окружающих поверхностей. Неконтролируемый расплав может стать причиной серьезной травмы, поэтому важно заранее продумать и меры безопасности. Как варить потолочный шов сваркой, чтобы минимизировались риски причинения вреда здоровью? Как минимум должны выполняться следующие правила:
Неконтролируемый расплав может стать причиной серьезной травмы, поэтому важно заранее продумать и меры безопасности. Как варить потолочный шов сваркой, чтобы минимизировались риски причинения вреда здоровью? Как минимум должны выполняться следующие правила:
- Необходимо следить за тем, чтобы вся проводка имела надежную изоляцию.
- Полностью исключается работа во влажных зонах.
- Запрещаются и рабочие мероприятия на открытом воздухе.
- Работать следует в спецодежде с полной заправкой, сварочной маской и в перчатках.
- Соблюдаются общие правила пожаробезопасности, действующие для сварки независимо от метода.
Заключение
В профессиональной сфере работы в сложных условиях направления сварки являются штатными и могут производиться в регулярном режиме. Но как варить потолочный шов электросваркой обычному домашнему мастеру? Даже при условии соблюдения всех рекомендаций по рабочим параметрам, отсутствие опыта выполнения манипуляций с теми же электродами не позволит сразу рассчитывать на качественный результат. Тем не менее повысить шансы на образование ровного и прочного шва поможет проведение серии тестовых проваров на заготовках в том же перевернутом положении ванны с расплавом.
Тем не менее повысить шансы на образование ровного и прочного шва поможет проведение серии тестовых проваров на заготовках в том же перевернутом положении ванны с расплавом.
Как правильно заварить потолочный шов. Как варить потолочный шов электросваркой
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
При сварке потолочных швов сварочный ток выше, чем при вертикальной сварке, и ниже (или равный), чем при горизонтальной. В основном применяется электрод диаметром 3; 4 мм. Угол наклона электрода по направлению сварки (рис. 59) 80°-90°. Шлак, стекая вниз, под сварочный шов, не мешает вести сварку под прямым углом или «углом вперед», что позволяет в потолочном положении выполнять «нормальные» и «вогнутые» валики в разделке. Сварка ведется только короткой дугой.
Сварка ведется только короткой дугой.
Сварку стыковых соединений рекомендуется производить на себя, что позволяет хорошо наблюдать за длиной дуги, наклоном электрода по отношению к обеим кромкам изделия и формированием валика. Наблюдая за полнотой и формой валика, легче выбрать скорость сварки, способ манипулирования электродом и время задержки на краях сварочной ванны. При манипулировании электродом рекомендуется применять два способа: «лестницей» и «дугой вперед». Ширина валика и его полнота должны составлять 1-3 диаметра электрода с покрытием, что позволяет легко управлять жидким металлом. При чрезмерной ширине, полноте валика и чрезмерном сварочном токе, жидкий металл шва становится трудно управляемым, что приводит к подтекам, «горбатости» валика, грубым перепадам между чешуйками и подрезам по краям шва.
Наплавка в потолочном положении
При сварке в этом положении важен подбор сварочного тока. Если позволяет толщина изделия — производительней применять электрод диаметром 4 мм. Наплавку рекомендуется производить узкими, 1,5-2 диаметра электрода с покрытием, одиночными валиками, что позволяет применять средний диапазон сварочного тока. Первый валик рекомендуется положить шириной в 2-3 диаметра электрода с покрытием по границе наплавки методом «сварка на себя» (рис. 60). Последующие валики, со 2 по 5 и т.д., рекомендуется прокладывать слева направо или справа налево, в этом случае сварщику необходимо поменять свое положение по отношению к валикам. Наклон электрода при этом необходимо выдерживать под углом 70°-80° к изделию. В остальном техника наплавки та же, что и в нижнем положении.
Наплавку рекомендуется производить узкими, 1,5-2 диаметра электрода с покрытием, одиночными валиками, что позволяет применять средний диапазон сварочного тока. Первый валик рекомендуется положить шириной в 2-3 диаметра электрода с покрытием по границе наплавки методом «сварка на себя» (рис. 60). Последующие валики, со 2 по 5 и т.д., рекомендуется прокладывать слева направо или справа налево, в этом случае сварщику необходимо поменять свое положение по отношению к валикам. Наклон электрода при этом необходимо выдерживать под углом 70°-80° к изделию. В остальном техника наплавки та же, что и в нижнем положении.
Сварка стыковых соединений в потолочном положении
Корень шва
Корневой валик в зависимости от величины зазора и притупления кромок следует варить без манипулирования или с поперечными колебательными движениями по методу «лестница» электродом диаметром 3 мм на сварочном токе в диапазоне минимального или среднего значения. В зависимости от требований чертежа и техусловий сварку первого корневого валика можно выполнить по двум рекомендациям:
1) Если предусмотрена выборка и подварка обратной стороны корня шва, необходимо при проплаве в зазор все внимание обратить на формирование валика со стороны сварки. Валик должен быть без нависаний и подрезов. Лучше всего такой валик выполнить манипулированием электродом от кромки к кромке и задержками на них (рис. 61). Такой валик не потребует дополнительной выборки, и после зачистки от шлака и брызг сразу можно приступать к сварке второго валика.
Валик должен быть без нависаний и подрезов. Лучше всего такой валик выполнить манипулированием электродом от кромки к кромке и задержками на них (рис. 61). Такой валик не потребует дополнительной выборки, и после зачистки от шлака и брызг сразу можно приступать к сварке второго валика.
2) Если необходимо в стыковом соединении сформировать обратный валик (без выборки и подварки обратной стороны корня шва), необходимо постоянное поступательное движение электрода вверх в зазор (на предельно короткой дуге), добиваясь при этом, чтобы сварочная дуга горела с обратной стороны (рис. 62). Электродный металл растекается в виде «фонтанчика»(зонтика). Это самый лучший вариант для формирования обратного валика. Все внимание на формирование обратного валика и при возможности скорость сварки выдерживать в зависимости от формирования валика снизу (во избежание чрезмерной выпуклости). Если корневой валик со стороны сварки получился «горбатым», обязательна механическая выборка до чистого металла по рисункам в предыдущих главах.
Заполнение разделки
Сварка второго и третьего валиков ведется в зависимости от ширины корневого валика электродом диаметром 3 мм на среднем-максимальном сварочном токе или диаметром 4 мм — в среднем диапазоне, достаточном для нормального сварочного процесса (рис. 63).
Чтобы избежать «горбатости» 2 и 3 валиков, очень важен момент задержки на краях валика, затем небольшой спуск по кромке изделия и после этого переход методом «лестница» на другую кромку «Нормальный» или «вогнутый» валик можно получить, так же используя скорость сварки, наклон электрода «углом вперед», величину шага чуть большую, чем при вертикальной сварке. Не рекомендуются валики большого объема, т.к. металл шва в жидком состоянии находится длительное время и стремится вниз, что приводит к чрезмерной выпуклости шва. 4-й и 5-й слои выполняются в зависимости от ширины предыдущего валика во всю ширину или в два валика. Последующие слои рекомендуется выполнять без колебательных движений в виде наплавки и при подходе к кромке оставлять расстояние между предпоследним валиком каждого слоя и кромкой не менее диаметра электрода (с покрытием). Последний валик каждого слоя выполнить по способу как второй и т.д.
Последний валик каждого слоя выполнить по способу как второй и т.д.
Сварка лицевого слоя
Предпоследний слой в разделке должен быть выполнен так, чтобы незаполнение разделки было не более 0,5-2 мм. В зависимости от толщины металла и ширины лицевого слоя сварку можно выполнить в один или более проходов. При сварке в один проход при незаполненной разделке в 0,5-1 мм рекомендуется, во избежание излишней высоты шва, сварку производить методом «дугой вперед», подбирая шаг в зависимости от формирования валика. При глубине незаполненной разделки от 1 мм до 2 мм — методом «лестницей».
При сварке лицевого слоя в несколько проходов, как показано на рис. 63, 9-й и 10-й валики выполняются в зависимости от каждого конкретного случая с манипулированием или без него, «лестницей» или «дугой вперед». Валик 11 выполняется с манипулированием электродом так, чтобы соединить вершины боковых валиков любым из методов, подходящих в данной ситуации.
- Основные правила техники безопасности
- Особенности технологии наложения потолочного шва
- Какие существуют способы варки потолочных швов?
Одним из самых сложных сварочных швов является потолочный. Это объясняется тем, что в данном случае сварочная ванна перевернута вверх дном и поэтому во время проведения работ существует высокая вероятность того, что будут возникать подтеки раскаленного металла.
Это объясняется тем, что в данном случае сварочная ванна перевернута вверх дном и поэтому во время проведения работ существует высокая вероятность того, что будут возникать подтеки раскаленного металла.
Наложение данного типа шва требует более тщательного соблюдения правил безопасности, так как расплавленный металл может попасть не только на одежду рабочего, но и на его лицо, шею, руки.
Каждый профессиональный сварщик должен знать и уметь правильно варить указанный вид швов. Если в промышленном производстве такой способ используется редко, так как есть возможность перевернуть деталь, то в судостроении, при поведении строительно-монтажных работ и при сваривании трубопроводов он используется довольно часто.
Основные правила техники безопасности
- следите за тем, чтобы все провода были изолированы, а если оборудование не используется, то его надо отключать от питания;
- нельзя приступать к работе во влажных помещениях без необходимого опыта, а также на открытом пространстве, когда идет снег или дождь;
- используйте только спецодежду, которая должна быть заправлена и максимально защищать тело, нельзя работать без сварочной маски;
- придерживайтесь правил пожаро- и взрывобезопасности.


Вернуться к оглавлению
Особенности технологии наложения потолочного шва
Когда накладывается потолочный сварочный шов, расплавленный металл не падает благодаря силе поверхностного натяжения.
Чтобы были качественные потолочные швы при работе электросваркой, необходимо добиться минимального размера сварочной ванны.
Потолочный шов приходится выполнять над головой, при этом расплавленный металл стремится упасть вниз, поэтому такой вид сварочных швов принято считать одним из трудных видов сварки.
Сделать это можно только в том случае, если часто отводить электрод в сторону, при этом металл будет успевать остывать, и не будет вытекать.
При выполнении потолочной сварки обычно используются электроды диаметром до 4 мм. При таком способе соединения деталей ширина валиков уменьшается и составляет 2-3 ширины электрода. Чтобы во время частого удаления электрода не образовывались подрезы, необходимо задерживать его на кромках.
Для качественного выполнения работы необходимо варить только сухими электродами. Если они будут влажными, то выделяется большое количество газов, они попадают в шов и таким образом снижается его качество.
При таком методе соединения деталей уменьшается испарение шлаков и газов, поэтому потолочный шов менее прочный, чем такой же шов на другой поверхности.
Чтобы добиться максимального результата при наложении указанного вида сварочного шва, надо варить на себя, в таком случае вы сможете лучше контролировать процесс и подобрать необходимую скорость работы. Если возникла необходимость сваривать детали, толщина которых больше 8 мм, то лучше это делать в несколько подходов. В таком случае первый шов делается 3 мм электродом, а все остальные электродом диаметром 4 мм.
Чтобы шов имел максимальные качества, торцы соединяемых деталей должны иметь фаски и быть хорошо обработаны, а после каждого валика необходимо тщательно удалять шлак.
Вернуться к оглавлению
Какие существуют способы варки потолочных швов?
При сварке полумесяцем, электрод к поверхности потолка должен быть расположен под углом 90-130°. Сварщик выполняет электродом движения зигзагами или в виде полумесяца. При каждом поступательном движении электрод заводится на уже затвердевшую поверхность. Этот способ требует несколько проходов, он наиболее простой и доступен даже новичку.
Сварщик выполняет электродом движения зигзагами или в виде полумесяца. При каждом поступательном движении электрод заводится на уже затвердевшую поверхность. Этот способ требует несколько проходов, он наиболее простой и доступен даже новичку.
При сваривании способом лесенка, электрод по отношению к потолку также располагается под углом 90-130°. При появлении расплавленного металла, необходимо на 5-10 мм отвести электрод, после чего вернуть его назад, надо проводить перекрытие остывшего металла на 30-50% от его длины. При таком способе, возвращая постоянно электрод назад, постепенно удлиняется сварной шов. При использовании указанного способа, шов получается самым прочным, но это очень трудоемкий и сложный процесс, что может выполнить только профессионал.
При сваривании обратно-поступательным способом работа выполняется в несколько этапов. Сначала выполняется проварка корня шва, для чего берут электрод диаметром 3 мм, ток при этом должен быть минимальным или средним.
Такая сварка проводится несколькими способами:
- В том случае, когда есть возможность выполнения выборки и подварки с обратной стороны, то во время работы необходимо формировать валик снизу и не допускать нависаний и подрезов. Такой шов необходимо делать колебательными движениями по направлению от кромки к кромке и немного на них задерживаться. Если варить правильно, то не надо проводить дополнительную выборку, а после того, как удалится шлак, можно накладывать следующий валик.
- Если необходимо, чтобы валик формировался с обратной стороны, то движения электродом выполняются внутрь зазора, при этом дуга должна быть минимально короткой. В таком случае, дуга должна гореть с обратной стороны и металл будет застывать в виде зонтика.
 Такой шов необходимо делать колебательными движениями по направлению от кромки к кромке и немного на них задерживаться. Если варить правильно, то не надо проводить дополнительную выборку, а после того, как удалится шлак, можно накладывать следующий валик.
Такой шов необходимо делать колебательными движениями по направлению от кромки к кромке и немного на них задерживаться. Если варить правильно, то не надо проводить дополнительную выборку, а после того, как удалится шлак, можно накладывать следующий валик.При данном способе сваривания необходимо контролировать обратный валик, для этого контролируют скорость работы, чтобы нижний валик не был очень выпуклым. Если такое получилось, то проводится выборка до чистого металла.
Сварной шов потолочный
Во время сварки расплавленный металл удерживается от падения силой поверхностного натяжения. Именно поэтому нужно максимально уменьшать размер сварочной ванны. Для этого нужно периодически отводить электрод в сторону, чтобы металл успел слегка затвердеть.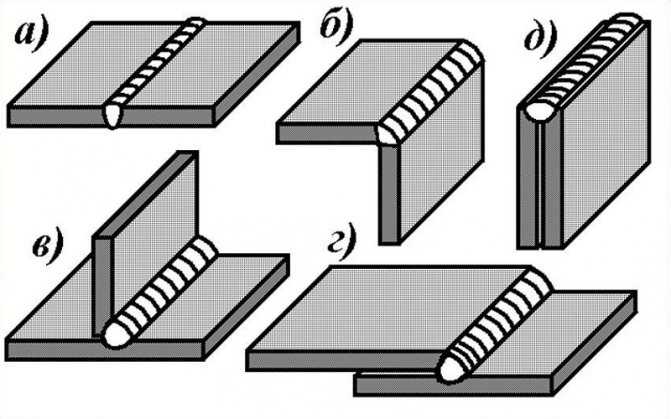
Кроме того, ширина валиков уменьшается. Как правило, она составляет 2-3 ширины электрода. Обычно на потолочный сварной шов используются электроды диаметром не больше 4 мм . В момент удаления дуги иногда образуются подрезы. Задерживайте электрод на кромках, чтобы избежать этого.
Электрод обязательно должен быть сухой, иначе выделяемые газы могут попасть в сварной шов, снизив его качества. При сварке такой методикой уменьшаются испарения шлаков и газов из расплавленного металла. Поэтому потолочные сварочные швы имеют более низкие свойства металла, чем при сварке в других положениях .
Сварку на потолке рекомендуется проводить на себя, это позволит вам хорошо наблюдать за процессом, подбирать скорость и способ варки. Материалы толщиной выше 8 мм сваривают в несколько проходов. Корневой шов обычно выполняется электродом 3 мм, а последующие — 4 мм.
Важно знать! Перед сваркой соединяемые торцы должны быть обработаны и иметь фаску по ГОСТу 10948-64. После каждого валика следует тщательно удалять слой шлака. Сварочные допуски соединений описаны в ГОСТ 5264-80.
Сварочные допуски соединений описаны в ГОСТ 5264-80.
Способы варки потолочных швов
· Полумесяцем – электрод должен находиться под углом 90-130° к потолку. Колебательными движениями в форме полумесяца (зигзагами), беспрерывно заходят электродом на затвердевшую часть металла. Такой способ требует нескольких проходов, и является самым простым для новичков.
Способ сварки полумесяцем
· Лесенкой – электрод находится под углом 90-130° к потолку. Его подводят к потолку и зажигают дугу. Когда образуется расплавленный металл, электрод немного отводят (5-10 миллиметров) и возвращают назад, перекрывая засохший металл на 30-50% от её длины .
Сварка лесенкой
Обратно-поступательно – конец электрода постоянно возвращается назад, на затверделую часть металла, таким образом, постоянно удлиняя шов. Это самый трудный и трудоёмкий способ, но в тоже время он самый прочный.
Обратно-поступательный способ
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами :
1. Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.
Потолочный сварочный шов
Основное внимание при такой сварке должно быть сосредоточено на обратном валике.При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла .
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.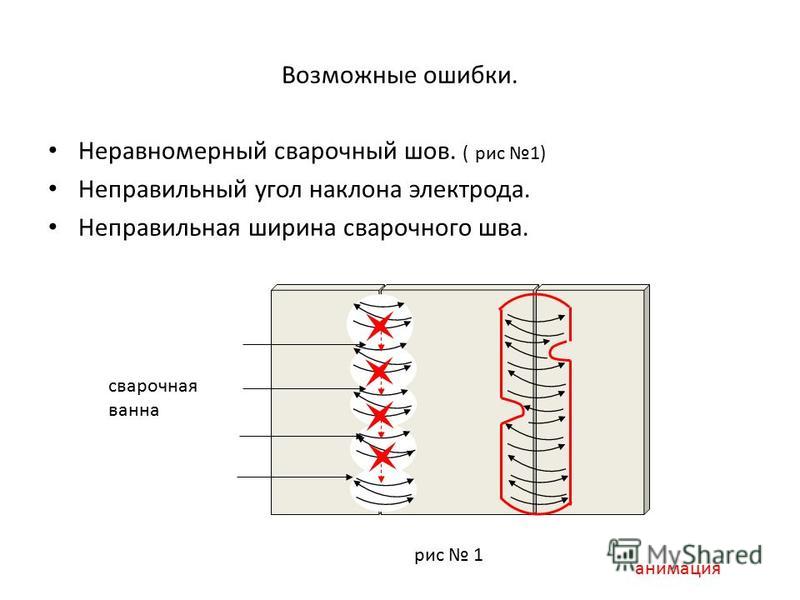
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага .
Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений . При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых .
Подробная схема показана на картинке выше.
Использование сварочных соединений при сборке металлоконструкций считается самым простым и надежным способом их монтажа не только в промышленности, но и в быту. Понятно, что для освоения приемов электросварки частнику необходимо будет не только пройти курс специального обучения, но и получить определенные практические навыки.
Для тех, кто хотя бы частично владеет этими приемами сварки, мы предлагаем ознакомительную статью, посвященную особенностям формирования потолочного шва, подготовка которого требует от исполнителя особого внимания и аккуратности. И действительно, при сварке шва, например, на потолке гаража, днище автомобиля или в любом другом месте, подготавливаемое соединение находится непосредственно над головой сварщика, чем и объясняется требование особой внимательности к проведению всех рабочих операций. Вследствие этого, перед тем как варить потолочный шов электросваркой желательно ознакомиться с особенностями операций по его формированию в тех или иных условиях.
Особенности техники формирования швов
Сложность подготовки потолочных швов объясняется тем, что во время сварки расплавленный металл за счет собственного веса может стекать вниз, а это создает определенную угрозу исполнителю работ (получение ожога открытых частей тела, в частности). Вот почему опытные специалисты в подобных ситуациях пользуются специальными приемами сварки, обеспечивающими соблюдение требований техники безопасности.
Для понимания всех тонкостей процедур по подготовке потолочных швов, прежде всего, следует ознакомиться с основными требованиями, предъявляемыми к технике выполнения работ подобного класса. В процессе выполнения сварочных операций должны выполняться следующие обязательные условия:
- сварка может производиться только ручным способом;
- для образования соединения применяются так называемые покрытые электроды;
- сваривание должно производиться в режиме «короткой дуги» с использованием электродов не более Ø 4 мм;
- при подготовке шва во избежание растекания металла электрод следует держать слегка отведенным в сторону;
- ширина подготавливаемого шва не должна превышать двойной толщины электрода;
- во избежание образования газов, снижающих качество шва, используемые электроды должны быть совершенно сухими;
- сварка должна вестись по направлению «на себя», что позволяет подбирать оптимальный темп продвижения, а также отслеживать качество образующегося шва;
- для получения прочного и надежного соединения края свариваемых поверхностей или заготовок перед началом работ тщательно зачищаются, а по окончании работ с них обязательно удаляются застывшие остатки сварки.
При работе с заготовками большей толщины (порядка 1 см и более) сварка должна выполняться в несколько проходов. При самом первом проходе используется электрод диаметром не более 3 мм; все последующие операции проводятся электродом Ø 4 мм.
Особо обратим ваше внимание на то, что потолочные швы бывают не только горизонтальными, но и могут иметь определенный уклон, варьируемый в пределах от 10 до 80 градусов (так называемое полупотолочное соединение). В этом случае для формирования наклонного шва может применяться как ручная, так и автоматическая сварка с использованием всё тех же покрытых электродов.
Подготовка соединения встык
Перед тем как заделать потолочные швы с помощью электросварки необходимо иметь хоть какое-то представление о видах сварных соединений, различающихся по способу их образования. Поскольку объем статьи не позволяет исследовать каждый из этих видов, то мы ограничимся рассмотрением самого простого из них, а именно – так называемого соединения «встык».
Указанное соединение сваривается, как правило, за несколько проходов, реализуемых в такой последовательности:
- Сначала формируется так называемый корневой валик или корень шва. При потолочной сварке он выполняется с помощью электрода Ø 3 мм, который ведется вдоль шва известным способом, называемым «лестница». Величина выставляемого на сварочном аппарате тока выбирается при этом в диапазоне между минимальным и средним значениями (речь идет о величинах, заложенных в технических характеристиках самого агрегата).
- Второй и третий проходы выполняются электродами Ø 3‒4 мм. Сила тока при этом выбирается средней или ближе к максимальной. С целью недопущения образования «горбатостей» сварка ведется с задержкой на краях валика с проходом по кромке заготовки и дальнейшим переходом к следующей кромке по методу «лестница».
- Все последующие слои валика формируются в виде наплавки (без каких-либо отклонений от линии сварки).
- Лицевой слой образуемого потолочного соединения должен выглядеть таким образом, чтобы ширина незаполненной разделки не превышала значения 0,5‒2 мм. При необходимости этот слой также может быть выполнен в несколько проходов.
В случае выполнения всех указанных выше предписаний вы сможете получить качественное и надежное соединение. Более подробно порядок его формирования можно будет изучить на видео, прикладываемом к материалам этой статьи.
Безопасность сварочных работ
Требования к безопасности сварочных работ при оформлении потолочного шва выглядят следующим образом:
- Все работы должны производиться в хорошо просушенном помещении, влажность воздуха в котором не должна превышать указанной в нормативах величины.
- На открытых пространствах не допускается проведение сварочных работ во время снегопада или грозы.
- Сварочные работы должны производиться только в предназначенной для этих целей одежде со специальным защитным покрытием и в маске.
- В ходе работ неиспользуемое оборудование обязательно должно отключаться от электросети.
- Для сварки должны использоваться только хорошо изолированные провода.
Видео
В этом видеоролике показан процесс сварки потолочного шва. Хотя комментарии идут на английском языке, то, что показано на экране не нуждается в дополнительном объяснении:
Как варить электросваркой потолочный шов
Потолочный шов
Одним из самых неудобных и трудных положения для сварки является потолочное. Но овладеть этим видом соединения стоит ввиду автоматического повышения класса сварщика, который научился накладывать качественные швы в таком пространственном положении. Это востребовано на предприятиях, деятельность которых связана с прокладкой трубопроводов, и на строительных площадках. Пригодится данное умение и в быту, при сварке отопления или беседки. Некоторые элементы металлического гаража не собрать без сварочных соединений вверху. Как варить потолочный шов электросваркой? В чем заключаются главные меры предосторожности и оптимальные настройки аппарата?
Распространенные сложности
Потолочные швы многие сварщики не любят из-за сложностей в их исполнении. Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Сварка потолочного шва инвертором или трансформатором значительно отличается от работы на аналогичном изделии в нижнем положении. Когда металл сваривают на полу, то сварочная ванна растекается по соединению, и сварщику необходимо следить только за правильным заполнением стыка, не допуская попадания шлака впереди ванны. Когда же рабочей поверхностью служит потолок, расплавленный металл под собственным весом стремиться вниз.
Шлак, будучи в жидком состоянии, тоже постоянно капает, чем мешает вести шов. Эти брызги ударяясь о землю, разлетаются еще больше, попадая на сварщика и окружающие предметы. Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.
Сварка потолочных швов выполняется на уменьшенном токе, что влечет частое прилипание электрода и непровары. Еще одним дефектом являются наплывы. Положение тела с запрокинутой головой и поднятой вверх рукой быстро утомляет сварщика. Поэтому частые перерывы просто необходимы для качественного выполнения работы. Понимание этих сложностей поможет настроиться на трудности и принять меры по облегчению реализации процесса.
Технология потолочной сварки
Чтобы разобраться как правильно выполнять этот вид соединений, необходимо знать основные правила, которыми пользуются опытные сварщики. Дополнительно, можно ознакомиться как варить потолочный шов электросваркой на видео. Вот главные моменты:
- Свариваемые стороны следует максимально свести вместе. Сварка с зазорами на потолке доступна только опытным специалистам, поэтому чем плотнее сопряжены детали, тем проще будет наложить шов.
- Разделка кромок выполняется как и в нижнем положении. При толщине сторон более 5 мм делается V -образный скос.
- Электрод подносится к потолку под углом 45 градусов относительно верхней плоскости. Начинающим сварщикам можно попробовать варить половинкой электрода, т. к. это позволит лучше контролировать его кончик и управлять формированием шва.
- Сварочный процесс и сам шов в этом пространственном положении возможны благодаря поверхностному натяжению металла. Чтобы капли расплавленного железа не отлетали, не успев зацепиться за кромку, следует уменьшить силу тока.
- Если стороны близко сведены вместе, то первый шов на ровных пластинах можно провести без колебательных движений. Это позволит хорошо заполнить стык. Второй проход делается пошире, чтобы укрепить связку. Но на трубах лучше сразу варить широким швом.
- Сварка электродом может быть выполнена несколькими способами ведения: полумесяцем, горизонтальной восьмеркой, или по спирали. Когда имеется небольшой зазор, то применяется прерывистая дуга, позволяющая остыть отложенной капле металла. Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.
- Не следует пугаться вида соединения после окончания работ. Шлак может стекать вниз в несколько ярусов. Но после его отбития должен остаться высокий шов. Наплывы и крупные валики не критичны.
Аппараты и электроды
Потолочные швы можно выполнять инвертором или обычным трансформатором. Важно правильно установить силу тока, которая ниже на 25%, чем при сварке на полу. Например, для пластин толщиной 5 мм достаточно 100А. Работать будет легче, если кабель будет не тяжелым. Это облегчит управление концом электрода и рука меньше устанет. Еще кабель можно намотать петлей на руку, чтобы уменьшить нагрузку на запястье.
Электроды для потолочной сварки подойдут диаметром 3 и 4 мм. Важно их хорошо просушить, чтобы уменьшить количество брызг. Если новички будут пользоваться короткими электродами, это позволит увереннее манипулировать дугой.
Меры предосторожности
При потолочных швах стоит одеться в плотную куртку и брюки. Перчатки должны закрывать манжеты, иначе окалины докатятся до локтей и обожгут кожу. На голове обязательно необходима шапка или кепка без козырька. Брюки важно подобрать такой длины, чтобы они закрывали ворот обуви для предотвращения попадания расплавленных частиц внутрь.
Поскольку брызги, ударяясь о землю, разлетаются дальше, рядом не должно находиться легковоспламеняющихся предметов. Шлак отбивать нужно в защитных очках, ведь он будет падать вниз на сварщика. Частый отдых позволит снять нагрузку с мышц шеи и руки и качественно выполнить работу.
Сварка в потолочном положении осваивается не сразу. Требуется практика и терпение. Хорошо выделять несколько минут в день и приварив два кусочка трубы или уголка к столу, пытаться их заварить снизу. Освоив этот метод можно смело варить трубы и металлоконструкции любой сложности.
Как варить потолочный шов электросваркой
- 1 Особенности техники формирования швов
- 2 Подготовка соединения встык
- 3 Безопасность сварочных работ
- 4 Видео
Использование сварочных соединений при сборке металлоконструкций считается самым простым и надежным способом их монтажа не только в промышленности, но и в быту. Понятно, что для освоения приемов электросварки частнику необходимо будет не только пройти курс специального обучения, но и получить определенные практические навыки.
Для тех, кто хотя бы частично владеет этими приемами сварки, мы предлагаем ознакомительную статью, посвященную особенностям формирования потолочного шва, подготовка которого требует от исполнителя особого внимания и аккуратности. И действительно, при сварке шва, например, на потолке гаража, днище автомобиля или в любом другом месте, подготавливаемое соединение находится непосредственно над головой сварщика, чем и объясняется требование особой внимательности к проведению всех рабочих операций. Вследствие этого, перед тем как варить потолочный шов электросваркой желательно ознакомиться с особенностями операций по его формированию в тех или иных условиях.
Особенности техники формирования швов
Техника формирования швов
Сложность подготовки потолочных швов объясняется тем, что во время сварки расплавленный металл за счет собственного веса может стекать вниз, а это создает определенную угрозу исполнителю работ (получение ожога открытых частей тела, в частности).
Для понимания всех тонкостей процедур по подготовке потолочных швов, прежде всего, следует ознакомиться с основными требованиями, предъявляемыми к технике выполнения работ подобного класса. В процессе выполнения сварочных операций должны выполняться следующие обязательные условия:
- сварка может производиться только ручным способом;
- для образования соединения применяются так называемые покрытые электроды;
- сваривание должно производиться в режиме «короткой дуги» с использованием электродов не более Ø 4 мм;
- при подготовке шва во избежание растекания металла электрод следует держать слегка отведенным в сторону;
- ширина подготавливаемого шва не должна превышать двойной толщины электрода;
- во избежание образования газов, снижающих качество шва, используемые электроды должны быть совершенно сухими;
- сварка должна вестись по направлению «на себя», что позволяет подбирать оптимальный темп продвижения, а также отслеживать качество образующегося шва;
- для получения прочного и надежного соединения края свариваемых поверхностей или заготовок перед началом работ тщательно зачищаются, а по окончании работ с них обязательно удаляются застывшие остатки сварки.
При работе с заготовками большей толщины (порядка 1 см и более) сварка должна выполняться в несколько проходов. При самом первом проходе используется электрод диаметром не более 3 мм; все последующие операции проводятся электродом Ø 4 мм.
Потолочная сварка круглой детали
Особо обратим ваше внимание на то, что потолочные швы бывают не только горизонтальными, но и могут иметь определенный уклон, варьируемый в пределах от 10 до 80 градусов (так называемое полупотолочное соединение). В этом случае для формирования наклонного шва может применяться как ручная, так и автоматическая сварка с использованием всё тех же покрытых электродов.
Подготовка соединения встык
Сварка встык
Перед тем как заделать потолочные швы с помощью электросварки необходимо иметь хоть какое-то представление о видах сварных соединений, различающихся по способу их образования. Поскольку объем статьи не позволяет исследовать каждый из этих видов, то мы ограничимся рассмотрением самого простого из них, а именно – так называемого соединения «встык».
Указанное соединение сваривается, как правило, за несколько проходов, реализуемых в такой последовательности:
- Сначала формируется так называемый корневой валик или корень шва. При потолочной сварке он выполняется с помощью электрода Ø 3 мм, который ведется вдоль шва известным способом, называемым «лестница». Величина выставляемого на сварочном аппарате тока выбирается при этом в диапазоне между минимальным и средним значениями (речь идет о величинах, заложенных в технических характеристиках самого агрегата).
- Второй и третий проходы выполняются электродами Ø 3‒4 мм. Сила тока при этом выбирается средней или ближе к максимальной. С целью недопущения образования «горбатостей» сварка ведется с задержкой на краях валика с проходом по кромке заготовки и дальнейшим переходом к следующей кромке по методу «лестница».
- Все последующие слои валика формируются в виде наплавки (без каких-либо отклонений от линии сварки).
- Лицевой слой образуемого потолочного соединения должен выглядеть таким образом, чтобы ширина незаполненной разделки не превышала значения 0,5‒2 мм. При необходимости этот слой также может быть выполнен в несколько проходов.
В случае выполнения всех указанных выше предписаний вы сможете получить качественное и надежное соединение. Более подробно порядок его формирования можно будет изучить на видео, прикладываемом к материалам этой статьи.
Безопасность сварочных работ
Одежда для сварки
Требования к безопасности сварочных работ при оформлении потолочного шва выглядят следующим образом:
- Все работы должны производиться в хорошо просушенном помещении, влажность воздуха в котором не должна превышать указанной в нормативах величины.
- На открытых пространствах не допускается проведение сварочных работ во время снегопада или грозы.
- Сварочные работы должны производиться только в предназначенной для этих целей одежде со специальным защитным покрытием и в маске.
- В ходе работ неиспользуемое оборудование обязательно должно отключаться от электросети.
- Для сварки должны использоваться только хорошо изолированные провода.
Видео
В этом видеоролике показан процесс сварки потолочного шва. Хотя комментарии идут на английском языке, то, что показано на экране не нуждается в дополнительном объяснении:
Как сварить потолочный шов
Потолочный сварочный шов считается одним из наиболее сложных типов сварки, поскольку сварочная ванна располагается вверх дном. Сварка потолочных швов требует точной последовательности выполнения всех действий. Если не соблюдать правила и рекомендации можно получить некачественное соединение, что чревато подтеками раскаленного металла.
Выполняя потолочный шов нужно соблюдать технику безопасности и защитить свое лицо и руки от возможного попадания горячих капель металла.
Особенности техники потолочного шва
Обратите внимание! Подготовительные работы перед сваркой потолочных швов сопровождаются рядом сложностей. Это обусловлено тем, что в процессе сварки расплавленный металл может стекать вниз и случайно попасть на участок кожи человеку, который выполняет сварочный шов.
Прежде чем соединять потолочные швы, надо четко понимать все требования и не пренебрегать выполнением обязательных условий. Особенно эта информация важна для начинающих сварщиков.
- Для соединения потолочных швов должна использоваться сварка полуавтоматом или ручным способом.
- Чтобы получилось прочное и качественное соединение используются покрытые электроды.
- Сварка потолочного соединения производится в режиме короткой дуги, электроды, которые вы используете должны быть не более 4 мм.
- Дуговая сварка предполагает проведение подготовительных работ: чтобы используемый металл не растекся, электрод нужно держать немного отводя в бок.
- Ширина шва должна быть меньше, чем толщина электрода.
- В процессе сварки могут образовываться газы, которые оказывает негативное воздействие на качество шва. Для того, чтобы этого не произошло, электроды должны быть полностью сухими.
- Сваривание потолочного шва должно выполняться по направлению «на себя». Так вы сможете подобрать подходящий темп продвижения и следить за качеством шва.
- Чтобы в итоге получить максимально прочное и надежное соединение, края заготовок перед сваркой должны быть хорошо зачищены.
Если ваши заготовки имеют толщину более одного сантиметра и вы не знаете как варить потолочный шов, то знайте, что в такой ситуации сварка должна производиться поэтапно. В самом начале работы надо использовать электрод, диаметр которого не превышает показатель в 3 мм, на всех остальных этапах берется электрод с диаметром 4 мм.
Обратите внимание! Сваривание потолочного шва подразумевает создание не только горизонтальных швов, но и соединений по определенным уклоном (от 10 до 80°С). В данном случае может использоваться как ручная сварка, так и сварка полуавтоматом. Можно воспользоваться и дуговой сваркой с применением покрытых электродов
Как сварить потолочный шов правильно.
Рекомендации для начинающихКак уже отмечалось, главная отличительная особенность такой сварки основана на перевернутой сварочной ванне и удерживании силой натяжения раскаленного металла. Очень важно соблюдать минимальный размер ванны и иногда отводить электрод в сторону, чтобы у металла было время для того чтобы остыть и схватиться. К тому же, такой способ сварки обезопасит ваше соединение от появления трещин.
Способы сварки
- Полумесяцем, такой метод предполагает расположение электрода под углом 90-140° к поверхности. При помощи колебательных движений по дуге он двигается по направлению от кромки к кромке.
- Лесенкой, здесь электрод размещается точно так же. Его отводят в сторону от раскаленного металла и возвращают обратно.
- Обратно-поступательный способ. В данном случае электрод необходимо постоянно возвращать на застывший шов.
Самым простым считается первый способ и хорошо подходит для малоопытных сварщиков. Варианты, предполагающие сварку лесенкой и обратно-поступательным способом являются более сложными и затратными по времени. Но подобное соединение будет более качественным.
Этапы выполнения работ
Изначально места, которые будут подвергаться сварке надо хорошо обработать, зачистив края при помощи болгарки или металлической щетки. Затем проваривается корень шва электродом (3 мм). Посредством его формируется валик из расплавленного металла. Если нужно, чтобы валик был и с обратной стороны, то электрод маленькими короткими бросками направляется внутрь зазора. Следите и контролируйте равномерное горение дуги. Образовавшийся валик надо освободить от шлака. Если его форма слишком выпуклая, то обязательно нужно довести его до чистого металла. Как уже говорилось, на следующих этапах применяется электрод с большим диаметром (4 мм).
Рекомендации по технике безопасности
Для того, чтобы получить надежный и прочный шов, следует выполнять все правила по технике безопасности. От соблюдения правил зависит не только качество шва, но и ваша личная безопасность.
- Обязательно изолируйте все провода, а когда приостанавливаете работу и вовсе отключайте сварочный аппарат. Так вы обезопасите себя от поражения током во время сварочного процесса.
- Рекомендуется осуществлять сварку потолочных швов в теплом сухом помещении.
- Ни в коем случае нельзя работать в дождливую и снежную погоду. Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.
- Надевайте специальную защитную одежду , маску и очки. Все тело должно быть плотно закрыто одеждой.
В заключении стоит еще раз отметить, что сваривание потолочных швов – процесс достаточно трудоемкий и энергозатратный. Начинающему сварщику достаточно сложно выполнять такой вид соединений. Чтобы качественно выполнить работу и создать хороший прочный шов, нужно получить специальные знания, овладеть техникой работы со сварочным аппаратом и ознакомиться со всеми нюансами данного вида работ. Предварительно лучше потренироваться на сварке каких-нибудь деталей. Если у вас недостаточно знаний и опыта, то лучше доверить этот процесс специально обученным людям. В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности.
Как правильно варить потолочный шов электросваркой? Разные рабочие методики!
Вопрос о том, как варить потолочный шов, интересует даже многих профессионалов в области сварки, что уж говорить о новичках.
Основная проблема кроется в самом пространственном положении. Сварщику приходится работать в неудобной позиции, подняв руки вверх, а это провоцирует быструю утомляемость. Существует риск стекания расплава, что чревато не только получением ожога из-за разбрызгивания, но и формированием некачественного шва.
Чтобы получить хороший результат, необходимо подойти к выполнению данной работы с соответствующими знаниями и навыками.
Используемое оборудование
Работа может вестись как инвертором, так и обычным трансформатором. Вне зависимости от выбранного устройства, следует несколько уменьшить силу тока, ее значение должно быть примерно на четверть ниже, в сравнении с аналогичными работами, выполняемыми на полу.
К примеру, надежное соединение 5-миллиметровых пластин можно получить, установив силу тока на 100 Ампер.
Оптимальный диаметр электродов – 3-4 миллиметра, не больше.
Перед началом работ они тщательно просушиваются. Это минимизирует разбрызгивание, а также исключает выделение газа. Края свариваемых деталей зачищаются.
Техника безопасности
Сварка в потолочном положении – тяжелая работа, при выполнении которой обязательно нужно соблюдать меры безопасности. Выглядят они следующим образом:
- Одежда – плотная спецовка, перчатки с длинными манжетами, которые не “пропустят” окалины под рукава. Голову следует прикрыть плотной шапкой. Длина брюк должна быть с определенным запасом, так как капли расплавленного металла, ударяясь об пол, разбрызгиваются и могут попасть на ноги.
- Все легковоспламеняющиеся предметы и жидкости следует удалить из рабочей зоны.
- При отбивании шлака нужно надеть очки, чтобы мелкие частицы металла не попали в глаз.
- Все провода изолируются, если работа останавливается, сварочный аппарат обесточивается.
В процессе работы следует устраивать перерывы, снимая нагрузку с мышц шеи и рук.
Важно! Необходимо отметить, что если предполагается сварка в помещении с повышенным уровнем влажности, новичкам за нее лучше не браться. Это опасно и тяжело даже для профессионалов с большим опытом.
Секреты работы
Сварка потолочного шва электродами ведется с применением некоторых “приемов”, упрощающих процесс, повышающих качество готового результата:
- работать лучше короткой дугой, это повышает точность;
- держать электроды лучше с небольшим отведением вбок, это снижает вероятность растекания наплавленного металла;
- ширина шва не должна быть больше диаметра используемого электрода;
- шов ведется “на себя”. Такой подход дает возможность контролировать его качество и состояние, а также подобрать наиболее комфортный рабочий темп.
Рабочие методики
Работа дуговой сваркой может выполняться в следующих техниках:
1. Полумесяц. Изначальное положение электрода относительно плоскости потолка находится в пределах от 90 до 130 градусов. При движении мастер как бы описывает элементами полумесяцы.
Практика показывает, что такой метод оптимально подходит для начинающих сварщиков.
Да, временные затраты тут довольно высоки, что объясняется необходимостью формирования шва в несколько проходов, зато точность максимально высока и нет каких-либо сложностей. Специалисту достаточно следить за тем, чтобы:
- скорость сварки не была слишком высокой;
- не формировать валики большой толщины, провоцирующие растекание наплавляемого металла.
2. Обратно-поступательная техника. Здесь также предстоит приготовиться к тому, что работа окажется монотонной и не быстрой, придется пройтись по шву несколько раз.
Сначала формируется основной, корневой шов, для которого используется электрод толщиной 3 миллиметра. Сила тока при формировании корневого шва ставится на среднее значение.
3. Лесенка. Как и в первом случае, изначальное положение электрода по отношению к основанию лежит в пределах от 90 до 130 градусов.
В процессе работы элемент отводится в сторону, что позволяет исключить вероятность растекания наплава. Сварщик ждет, пока металл остынет, после чего продолжает процесс. Если нужно получить длинный сварной шов, то такой способ – лучший вариант.
Правила и требования
Понять, как правильно варить потолочный шов электросваркой, помогут и следующие правила, рекомендации и нормы:
- Перед началом работы нужно как можно плотнее свести свариваемые детали. Чем меньше зазор, тем проще получить качественный и прочный шов. Практика показывает, что новичку справиться с большим зазором почти нереально, тут нужен опыт.
- Кромки нужно разделать. В том случае, если толщина свариваемой металлической детали больше 5 миллиметров, нужно сформировать V-образный скос.
- При подносе электрода к рабочей плоскости нужно выдерживать угол в 45 градусов. Новичкам можно посоветовать использовать короткие половинчатые электроды, чтобы повысить точность манипуляций.
- Если плоскости изначально плотно подогнаны друг к другу, зазор минимален, то первый шов формируется почти без колебательных движений электродом. Такой подход позволяет полноценно заполнить зазор наплавом. Следующий шов делается с увеличенной шириной, что повышает общую конструктивную прочность.
- Лучше работать короткими прерывистыми дугами. Это позволяет каплям наплавленного металла быстро остывать и прочно сцепляться с основанием. Такой подход, во-первых, обеспечивает большую эстетичность и прочность шва, а, во-вторых, сводит к минимуму опасное разбрызгивание.
Полезное видео
Смотрите видео, где показана для начинающих сварщиков сварка потолочного шва без отрыва электродами УОНИ:
На этом видео демонстрируется техника выполнения сварки потолочного шва:
Заключение
Итак, потолочная сварка – процесс довольно сложный, требующий определенной сноровки и опыта. Тем не менее, справиться с ним может и новичок, если речь идет о не слишком трудоемкой операции.
Начинать лучше с малого, соединения простых металлических пластин и деталей. Если же речь идет о сварке труб, находящихся под давлением, то данную работу лучше доверить специалистам. Без соответствующего опыта сложно добиться необходимого результата, да и риск получения травмы значительно возрастает.
Сварка потолочных швов
Содержание:
Среди существующих видов расположения швов потолочный сварочный шов занимает особое положение. Такое внимание к нему объясняется в первую очередь неудобным положением сварщика при этом процессе. Полезные советы, как решить эту и другие проблемы, интересуют не только осваивающих эту нелегкую работу, но и профессионалов.
Потолочная сварка является своеобразным экзаменом. Сварщик, овладевший таким методом, автоматически повышает свою квалификацию и становится более востребованным. Сферой, где приходится прибегать к потолочной сварке, может быть и прокладка трубопроводов, и строительные площадки, и укрепление беседки на дачном участке.
Особенности выполнения
При сварке потолочного шва капли расплавленного металла под действием силы своей тяжести стремятся упасть вниз. Частично удерживает их от падения поверхностное натяжение. При сваривании горизонтального шва внизу подобной проблемы не существует. Сварочная ванна в этом случае растекается вдоль соединения. Задача сварщика достаточно проста – следить за тем, чтобы шлак не попадал впереди ванны. Иная картина наблюдается, когда потолочная сварка происходит наверху.
Сварочная ванна получается только на одной кромке. Правильно сваривать шов мешают не только брызги и капли раскаленного металла, но и стекание шлака, находящегося в жидком состоянии.
Сварщик с запрокинутой вверх головой и поднятой рукой с электродом быстро устает, что не способствует качеству выполняемой работы. Поэтому частые перерывы становятся производственной необходимостью.
Оборудование
Потолочные швы методом сварки выполняются с помощью обычного трансформатора или инвертора. Отличием инвертора, дающим ему преимущество, является наличие стабилизатора, выпрямителя низкой и высокой частоты, блока управления, рабочего шунта, датчика тока. С помощью электронного регулятора имеется возможность регулировать силу тока в большом диапазоне. Наличие двойной изоляции является защитой от поражения током. Достоинством является компактность устройства и его небольшой вес.
Существует три типа сварочных инверторов:
- Бытовой. Применяют для металлов, имеющих толщину не более 3 мм.
- Полупрофессиональный. Свариваются изделия толщиной, не превышающей 6 мм. Имеет повышенную мощность. Требует небольшие перерывы для охлаждения.
- Профессиональный. Может работать без перерыва 6-8 часов.
Электроды выбирают в зависимости от свариваемого материала. Сварка потолочного шва электродами предполагает их диаметр – 3-4 мм. Чтобы уменьшить количество брызг, перед началом сварки они должны быть хорошо высушены.
Рекомендации
Потолочный шов при сварке получится более качественным, если соблюдать приемы, проверенные временем и практикой:
- при работе использовать короткую дугу, что повысит точность;
- электроды держать, отводя их незначительно вбок, для снижения растекания металла;
- ширина сварного шва не должна превышать диаметр электрода;
- вести шов на “себя”, что даст возможность его контроля;
- выбрать комфортный темп работы.
Применение этих рекомендаций упростят процесс и повысят качество шва.
Технология
Сварка потолочных швов предполагает применение различных методик. При всех способах необходимо выполнение общих требований:
- Если толщина свариваемой детали превышает 5 мм, то формируют скос в форме буквы “V”.
- Перед началом процесса сваривания детали следует прижать друг к другу как можно плотно, с минимальным зазором. При выполнении этого требования первый проход можно формировать, не совершая электродом колебательных движений.
- Поднося электрод к месту сварки, выдерживают угол 45 градусов.
- Для повышения точности новички могут использовать половинки электродов.
- Работа прерывистыми короткими дугами даст возможность расплавленным каплям быстро остывать. В результате они не будут падать вниз, а прочно сцепятся с местом соединения.
Выполнение требований того, как варить дуговой сваркой потолочный шов обеспечит его прочность и хороший внешний вид сварного шва.
Полумесяц
Такой метод наименее сложен и может быть использован, как потолочная сварка для начинающих.
Положение электрода относительно верхней поверхности – 90-130 градусов. Название способ получил благодаря тому, что сварщик совершает движения, напоминающие полумесяц. Поскольку при этом способе приходится формировать шов за несколько проходов, времени требуется достаточно много. Чтобы избежать подтеков, не следует делать валики слишком широкими. Необходимо все время следить за скоростью процесса. Преимуществами является простота и высокая точность.
Обратно-поступательный
Способ предполагает сварку шва за несколько проходов.
Вначале выполняют корневой шов с помощью электрода, обладающего диаметром 3 мм. Ток при этом не должен быть слишком большой.
Лесенка
Как и при способе полумесяцем положение электрода по отношению к верхней поверхности составляет угол 90-130°С.
Способ лесенкой удобен при выполнении длинного сварного шва. Главная особенность – периодическое отведение в сторону электрода для застывания металла, что препятствует его растеканию.
Сварка полуавтоматом
При выполнении потолочного шва применяется сварка полуавтоматом. Метод распространен для сваривания металлов различной толщины. Для этого способа используется полуавтоматический сварочный аппарат. Сваривание происходит при подаче медной или алюминиевой проволоки. Применение метода ускоряет процесс сварки, снижается потребление электроэнергии. Шов получается качественным.
Безопасность
Поскольку при сваривании шва, находящегося наверху, существует опасность попадания раскаленных капель на исполнителя, его защита приобретает особое значение. Костюм сварщика выполняют из плотного огнестойкого материала. Рукавицы должны перекрывать края рукавов. Голову и лицо защищает маска. Рядом с производством работ не должны находиться легковоспламеняющиеся материалы и предметы.
Интересное видео
Как правильно варить потолочный шов электросваркой: инструкция, советы и рекомендации
Одним из самых сложных сварочных швов является потолочный. Это объясняется тем, что в данном случае сварочная ванна перевернута вверх дном и поэтому во время проведения работ существует высокая вероятность того, что будут возникать подтеки раскаленного металла.
Наложение данного типа шва требует более тщательного соблюдения правил безопасности, так как расплавленный металл может попасть не только на одежду рабочего, но и на его лицо, шею, руки.
Схема положения шва в пространстве
Каждый профессиональный сварщик должен знать и уметь правильно варить указанный вид швов. Если в промышленном производстве такой способ используется редко, так как есть возможность перевернуть деталь, то в судостроении, при поведении строительно-монтажных работ и при сваривании трубопроводов он используется довольно часто.
Основные правила техники безопасности
- следите за тем, чтобы все провода были изолированы, а если оборудование не используется, то его надо отключать от питания;
- нельзя приступать к работе во влажных помещениях без необходимого опыта, а также на открытом пространстве, когда идет снег или дождь;
- используйте только спецодежду, которая должна быть заправлена и максимально защищать тело, нельзя работать без сварочной маски;
- придерживайтесь правил пожаро- и взрывобезопасности.
Вернуться к оглавлению
Особенности технологии наложения потолочного шва
Когда накладывается потолочный сварочный шов, расплавленный металл не падает благодаря силе поверхностного натяжения.
Чтобы были качественные потолочные швы при работе электросваркой, необходимо добиться минимального размера сварочной ванны.
Потолочный шов приходится выполнять над головой, при этом расплавленный металл стремится упасть вниз, поэтому такой вид сварочных швов принято считать одним из трудных видов сварки.
Сделать это можно только в том случае, если часто отводить электрод в сторону, при этом металл будет успевать остывать, и не будет вытекать.
При выполнении потолочной сварки обычно используются электроды диаметром до 4 мм. При таком способе соединения деталей ширина валиков уменьшается и составляет 2-3 ширины электрода. Чтобы во время частого удаления электрода не образовывались подрезы, необходимо задерживать его на кромках.
Для качественного выполнения работы необходимо варить только сухими электродами. Если они будут влажными, то выделяется большое количество газов, они попадают в шов и таким образом снижается его качество.
При таком методе соединения деталей уменьшается испарение шлаков и газов, поэтому потолочный шов менее прочный, чем такой же шов на другой поверхности.
Чтобы добиться максимального результата при наложении указанного вида сварочного шва, надо варить на себя, в таком случае вы сможете лучше контролировать процесс и подобрать необходимую скорость работы. Если возникла необходимость сваривать детали, толщина которых больше 8 мм, то лучше это делать в несколько подходов. В таком случае первый шов делается 3 мм электродом, а все остальные электродом диаметром 4 мм.
Чтобы шов имел максимальные качества, торцы соединяемых деталей должны иметь фаски и быть хорошо обработаны, а после каждого валика необходимо тщательно удалять шлак.
Вернуться к оглавлению
Какие существуют способы варки потолочных швов?
При сварке полумесяцем, электрод к поверхности потолка должен быть расположен под углом 90-130°. Сварщик выполняет электродом движения зигзагами или в виде полумесяца. При каждом поступательном движении электрод заводится на уже затвердевшую поверхность. Этот способ требует несколько проходов, он наиболее простой и доступен даже новичку.
При сваривании способом лесенка, электрод по отношению к потолку также располагается под углом 90-130°. При появлении расплавленного металла, необходимо на 5-10 мм отвести электрод, после чего вернуть его назад, надо проводить перекрытие остывшего металла на 30-50% от его длины. При таком способе, возвращая постоянно электрод назад, постепенно удлиняется сварной шов. При использовании указанного способа, шов получается самым прочным, но это очень трудоемкий и сложный процесс, что может выполнить только профессионал.
При сваривании обратно-поступательным способом работа выполняется в несколько этапов. Сначала выполняется проварка корня шва, для чего берут электрод диаметром 3 мм, ток при этом должен быть минимальным или средним.
Такая сварка проводится несколькими способами:
Способ сварки потолочного шва полумесяцем
- В том случае, когда есть возможность выполнения выборки и подварки с обратной стороны, то во время работы необходимо формировать валик снизу и не допускать нависаний и подрезов. Такой шов необходимо делать колебательными движениями по направлению от кромки к кромке и немного на них задерживаться. Если варить правильно, то не надо проводить дополнительную выборку, а после того, как удалится шлак, можно накладывать следующий валик.
- Если необходимо, чтобы валик формировался с обратной стороны, то движения электродом выполняются внутрь зазора, при этом дуга должна быть минимально короткой. В таком случае, дуга должна гореть с обратной стороны и металл будет застывать в виде зонтика.
При данном способе сваривания необходимо контролировать обратный валик, для этого контролируют скорость работы, чтобы нижний валик не был очень выпуклым. Если такое получилось, то проводится выборка до чистого металла.
2 и 3 валик выполняются либо 3 мм электродом при среднемаксимальном токе либо 4 мм на среднем значении силы тока. Если нужно будет во время сваривания изменять форму валика, то сделать это можно путем регулирования скорости, наклона электрода, величиной шага.
Чтобы не было потеков металла, и он не скапывал, не надо делать широкие валики. При подводке к кромке между последним валиком и кромкой надо оставлять расстояние, которое равно диаметру электрода с покрытием.
Как правильно варить вертикальный шов инвертором без отрыва?
Сущность сварочного процесса
От правильности действий и умений человека непосредственно зависит, насколько надежным и качественным будет сварное металлоизделие. Поэтому в первую очередь следует изучить основы дуговой сварки.
Место, в котором происходит соединение электрода с металлом называют сварочной ванной. Перед тем как варить дуговой сваркой необходимо знать параметры ванны. Стандартные размеры следующие:
- 5-6 мм — глубина;
- 10-32 мм — длина;
- 7-15 мм — ширина.
Это условные параметры, конкретные размеры зависят от формы кромок соединяемых элементов, режима сварки, скорости движения электрода и других факторов.
Чтобы четко понимать, как правильно варить дуговой сваркой начинающим мастерам сперва необходимо досконально разобраться в происходящих при сваривании процессах:
- электрическая дуга возникает в момент, когда электрод соприкасается с металлической поверхностью;
- металл вместе образования дуги расплавляется;
- одновременно с металлом сам электрод также плавится и при этом расплавившиеся частички перемещаются в сварную ванну;
- плавке подвергается и защитное покрытие электрода. Оно образует газовое облако, которое защищает ванну от воздействия кислорода и обеспечивает поддержание необходимой для плавления металла температуры в месте сварки;
- в процессе сварки образуется шлак, который также способствует подержанию оптимального температурного режима и не допускает перегревания сварной ванны;
- сварочный шов образуется в результате движения электрода и перемещения ванны;
- после остывания металла на соединении остается шлаковая корочка, которую с помощью молотка необходимо аккуратно отбить.
Если вы никогда ранее не видели держатель электрода и общие понятия сварочного процесса вам незнакомы, то следует пройти уроки дуговой сварки, которые в открытом доступе есть в интернете на многих сайтах.
Обратите внимание! Только при наличии двух проводящих ток элементов с противоположными зарядами возможно возникновение электрической дуги. Такими элементами являются металл и электрод. Начинающим мастерам лучше всего использовать стандартный электрод, у которого центральный элемент выполнен из металла.
Немного о технике безопасности
Будем кратки и не станем разглагольствовать. Самое важное, даже при сварке инвертором, была и остаётся техника безопасности. Наличие маски сварщика, это обязательное условие. Также, варить нужно в одежде из негорючих материалов, которая будет надежно защищать руки и ноги от искр расплавленного металла.
Само собой разумеется, что вблизи места проведения сварочных работ не должно находиться легковоспламеняющихся предметов. Кроме того, не стоит забывать и о том, что домашняя электропроводка должна быть способна выдержать нагрузку от подключения сварочного инвертора.
Примерно это около 4 кВт, если говорить о сварочном токе не более чем в 200 А. И, хотя сварочные инверторы не так сильно нагружают электросеть, как старые трансформаторные аппараты, при пониженном напряжении они могут отказаться работать. Всё это важно учитывать при подготовке к проведению сварочных работ.
Инструменты и оборудование
Техника ручной дуговой сварки относительно простая и выполняется с применением специализированного оборудования и электродов. Также понадобятся вспомогательные инструменты и защитные средства.
Типы оборудования
Существует три вида аппаратов, которыми может выполняться дуговая сварка своими руками:
- трансформаторы. Принцип работы таких устройств основан на переменном токе. Следует отметить что они довольно тяжелые, способны вызывать резкие изменения напряжения в общей электросети и сильно шумят. Выполнить ровный шов на трансформаторе довольно сложно, это под силу только обладающим опытом сварщикам. Но если начинающие мастера пройдут обучение дуговой сварке именно с применением трансформатора, то работать с другим оборудованием будет намного легче;
- выпрямители. Работу приборов обеспечивают полупроводниковые диоды. Агрегаты такого типа переменный ток превращают в постоянный. Это универсальные устройства. Для них подходят практически все электроды и сваривание проводить можно на разных металлах. В сравнении с трансформатором процесс сварки намного проще и сохраняется стабильность дуги;
- инверторы. Работают почти бесшумно. Удобны в применении благодаря компактности и автоматической системе настроек. В процессе работы устройство выдает постоянный ток высокой мощности посредством превращения переменного.
Среди всех аппаратов самыми лучшими считаются инверторы. Они создают стабильную дугу даже при скачках напряжения и отличаются многофункциональностью.
Инструменты и обмундирование
Перед тем как варить электродуговой сваркой, нужно вначале подготовить средства для личной защиты и инструменты:
- аппарат для сварки и электроды к нему. Тем, кто только учится сварочному мастерству, следует приготовить побольше электродов;
- подсобные инструменты. Техника дуговой сварки подразумевает удаление возникшего при сваривании шлака, а для этого понадобится молоток и щетка по металлу;
- защитное обмундирование. Нельзя приступать к свариванию без специальной маски, перчаток и защитной одежды из плотных материалов. Пренебрегать такими средствами не стоит, поскольку от них зависит безопасность человека.
Если вы первый раз работаете с аппаратом и хотите научиться как правильно варить ручной дуговой сваркой, то рекомендовано предварительно подготовить тренировочные металлические элементы.
Меры предосторожности
Плотная куртка и брюки являются обязательном атрибутом сварщика при выполнении работ на потолке. Перчатки в обязательном порядке должны иметь широкие края, которые бы закрывали манжеты. В противном случае окалина может закатиться за одежду и обжечь руки. Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.
При ударе о землю брызги разлетаются в разные стороны на приличное расстояние. Очень важно, чтобы рядом не было легковоспламеняющихся материалов. Отбивая шлак, сварщик должен быть в защитных очках, ведь осколки будут лететь вниз. А чтобы работу выполнить качественно, следует давать хотя бы небольшие, но частые передышки. Они помогут снять усталость с мышц рук и шеи.
Потолочную сварку освоить с первого раза не удастся. Нужно запастись терпением, долго и много практиковаться. Но после освоения метода уже можно приступать к сварке труб и металлоконструкций любой сложности.
Подготовка к свариванию
Задаваясь целью как научиться правильно варить дуговой сваркой следует понимать, что безопасность и эффективность сваривания во многом зависит от подготовительного процесса. Приступать к сварным работам следует только после подготовки сварочного аппарата:
- необходимо проверить частоту электротока и напряжение, показания в рабочем аппарате и в сети должны быть одинаковыми;
- номер электрода подбирать нужно с учетом мощности оборудования;
- клемму заземления обязательно необходимо надежно зафиксировать;
- проверить все соединения, целостность изоляции кабеля;
- электрод поместить в держатель и проверить прочность его фиксации.
Подготовить нужно также свариваемую поверхность. Ее нужно тщательно очистить от ржавчины, следов масла и других загрязнений. Если этого не сделать, то сварочный шов будет с дефектами.
На целостность проверяются и электроды. Важно чтобы покрытие было без сколов и трещин. Нередко требуется сперва прокалить или просушить электроды и только потом вставлять в держатель аппарата.
Режимы сварки инвертором
Вот мы и подошли к самому интересному процессу, а именно, к сварке инвертором. Сначала нужно узнать о существующих режимах работы инверторного аппарата, а именно, об обратной и прямой полярности.
Да, да, поскольку инвертор выдаёт постоянный ток, а не переменный, то, соответственно, у него есть плюс и минус. Например, подключив держатель с электродом к плюсу, а массу инвертора к минусу, мы установим обратную полярность, а наоборот, прямую.
Зачем это нужно? Таким образом, получится установить требуемый режим сварки инвертором, проваривать толстый металл, или наоборот, не прожигать тонкий. В общем, подключив инвертор на прямую полярность, можно будет варить металлы толщиной более 3 мм, а на обратной полярности, наоборот, уверенно варить тонкий металл, и не прожигать его.
Особенности и порядок сваривания
Дуговая сварка для начинающих сварщиков считается самой простой и доступной в обучении. Начинать процесс сваривания нужно с розжига дуги, который осуществляется двумя методами:
- касание. Под углом 60° размещается электрод, концом которого нужно слегка коснуться металлической поверхности и сразу же поднять его на 3-5 мм. Если все сделать правильно, то должна дуга образоваться;
- чиркание. По подготовленному металлу быстро нужно провести самим кончиком электрода и без замедлений поднять его на расстояние 2-3 мм.
Лучше всего зазор выдерживать в среднем 0,5 см, поскольку при его уменьшении электрод будет залипать. Контролировать длину дуги можно также по присутствующему звуку. Наличие резких звуков указывает на то, что зазор чрезмерно большой. Если звук ритмичный и размеренный, то длина дуги постоянная и нормальная.
Начинать сваривать детали нужно сразу же как поймана оптимальная дуга. Плавно и медленно с незначительными колебаниями в стороны электрод перемещается по направлению создаваемого стыка. Когда еще до окончания шва электрод сгорел, то следует вставить второй, отступить примерно 10-12 мм от образовавшего в оборвавшемся шве кратера, повторно зажечь дугу и продолжать процесс, двигаясь вперед.
Обычно стыковые соединения в несколько слоев выполняет:
- двумя — элементы, толщина которых не превышает 6 мм;
- тремя — детали с диапазоном толщины от 6 до 12 мм;
- четырьмя — изделия, у которых больше 12 мм составляет толщина.
Различают также разные траектории движения дуги и выполнять их нужно одновременно:
- поперечная. Ширина движений должна отвечать заданной ширине шва;
- продольная. Формирует тоненький валик ниточного шва;
- поступательная. Способствует поддержанию однообразной дуги, сам электрод при этом перемещается вдоль линии сварного соединения.
Сплошным швом сваривать не рекомендовано, поскольку произойдет перекос металла. При слишком быстрых движениях электродом стык получится неровным и на нем останутся непроваренные участки. Слишком медленно также нельзя электрод вести, потому в металле возникнут дырки от прожига.
Следить необходимо за зазором между свариваемой поверхностью и электродом. Если он очень маленький, то металл попросту не прогреется. Непрочный и неровный шов получится чрезмерно большом зазоре.
Хоть с первого взгляда довольно сложной кажется ручная дуговая сварка для начинающих, но если изучить технологию и следовать инструкции, то научиться сварочному мастерству может каждый.
описание и свойства каждого © Геостарт
Рубрика: Полезно
Для крепкого соединения двух металлических листов или труб необходимо использовать сварочный шов. Рассмотри, какими они бывают, а также для каких целей подойдёт каждый из них, преимущества различных видов сварки и как вообще происходит соединение двух поверхностей с помощью электрической дуги. Читайте статью до конца и узнаете про этапы создания сварочного шва, и какие существуют виды очистки от окалин.
Виды сварки, поэтапная инструкция и ТБ
Существуют разные способы сварки:
- Полумесяц. Электрод располагается под прямым или острым углом по отношению к поверхности и двигается волнообразно по уровню шва.
- Лесенка. Электрод необходимо расположить также, как в предыдущем варианте, но при нагреве материала его требуется отодвинуть, а потом подносить обратно.
- Обратно-поступательный. Электрод нужно возвращать на шов, который застывает.
Полумесяц подходит для новичков и считается самым лёгким, однако не таким надёжным, как остальные. На второй и третий виды необходимо будет потратить немного больше времени, однако результат будет качественнее.
Также есть поэтапная инструкция сварки электродом:
- Первым этапом идёт обработка мест, которые в будущем будут свариваться. Зачистка происходит УШМ или щёткой из проволоки.
- Далее необходимо приварить электродом в 0,3 см корень шва, делая валик.
- Если наваривать нужно с наружной стороны, то электрод следует прислонять к материалу на 1 секунду или меньше после сего убирать и повторять процедуру заново.
- Во время процесса необходимо следить за равномерностью дуги.
- После этого необходимо валик очистить от шлака, который образовался в процессе. Если форма получилась выпуклой, то её необходимо довести до ровного состояния.
- При выполнении следующих этапов необходимо применять электрод 4 мм.
По такой инструкции начать варить может даже неопытный пользователь, держащий сварочный аппарат в руках первый раз. Также при использовании системы необходимо помнить о нескольких правилах безопасности:
- варить всегда необходимо в специальной маске и костюме, защищающем от искр;
- рядом не должны находиться легковоспламеняющиеся объекты;
- необходимо следить за исправностью станка (или аппарата), во избежание опасных ситуаций.
Во время сварки также нужно следить, чтобы швы ложились аккуратно, не создавая слишком большую выпуклость, иначе потом будет трудно это счищать.
Виды швов и соединений
Все соединения в сварке по-своему интересны и оригинальны. Но главное, чтобы они были качественными и прочными. Существует несколько видов таких швов:
- Стыковое. Самое распространённое соединение для разных методов. Достоинства: высокая производительность сварки, маленький расход материала, высокая прочность, нет конструктивных напряжений. Но для этого шва необходимо тщательно подготавливать кромку, а также располагать детали так, чтобы не было погрешностей. Используется для сварки листов, труб и сортового металлопроката.
- Угловое. Бывают односторонними и двусторонними (таким образом увеличивая прочность). С помощью предварительной заготовки кромок можно делать любой угол наклона. Применяют для соединения листовых, трубных и фасонных заготовок.
- Тавровый. На элементе, который приваривается сверху, перпендикулярно нижнему, необходимо сделать обрезную кромку. Такое действие желательно делать с двух сторон, чтобы после сварки все детали держались крепче. Применяется для соединения листовых заготовок.
- Нахлёстанный. Для такого шва не нужно делать разделку кромок, но рекомендуется использовать их обрезными. Для того, чтобы в будущем между листами не было коррозии, необходимо проварить соединение с обоих сторон. Применяют для точечной и контактной сварки.
- Прорезной. Бывает в закрытом или открытом варианте. Применяется при необходимости усиления нахлёстанного соединения.
- С накладками. Также используется для усиления стыковых или нахлёсточных швов.
- Торцовый. Листы необходимо наложить друг на друга и сварить по общим торцам.
- С электрозаклепками . Верхний лист необходимо просверлить перед использованием, потом проварить с захватом нижней детали. Соединение считается прочным.
Также соединение может делать различными способами в зависимости от положения детали:
- горизонтальным;
- вертикальным;
- потолочным швом;
- нижним швом (самый удобный, так как он легко контролируется, в отличи от остальных).
Первые 3 варианта сложные и для их выполнения требуется иметь опыт в такой работе.
Горизонтальная сварка
Горизонтальную сварку можно делать в любом направлении, как удобно сварщику. Угол наклона можно делать любой, главное – следить за тем, чтобы ванна не уходила на нижнюю стенку. Чтобы этого не происходило необходимо ускорять движения и меньше нагревать металл.
Также можно воспользоваться ещё одним способом: отрывать дугу, чтобы металл успевал остывать ни не стекал. Или понизить силу тока. Но важно помнить, что сразу все методы использовать не стоит, необходимо их чередовать. Горизонтальный шов можно делать разными узорами и рисунками, главное, чтобы они были прочными.
Также есть несколько рекомендаций по такому шву:
- электрод необходимо располагать немного назад на шов;
- движение стержня должно идти спирально;
- дугу нужно зажигать на нижней кромке и переводить на верхнюю;
- сварочный шов слева направо будет более качественным.
Горизонтальное соединение необходимого провара можно сделать, если поперечно перемещать конец электрода между стыкуемыми местами.
Вертикальное соединение
При исполнении вертикального шва нужно держать конец устройства на близком расстоянии от материала. Это нужно для того, чтобы сплав не растекался под собственным весом. Если электрод не залипает, его можно прислонять к поверхности для удобства. Разделение краёв деталей зависит от толщины материала (используется от 0,5 см) и выбранного метода соединения.
После этого их нужно зафиксировать и соединить поперечными швами на расстоянии в 100-200 мм. Сварка вертикальных швов проводится от верхнего края детали к нижнему и обратно. Рекомендуется делать шов от нижней точки и подыматься к верхней части, так как он выйдет прочнее, а жидкая часть будет проталкиваться выше и меньше вытечет. Но вертикальный шов электродуговой сваркой лучше делать уже опытным сварщикам, у которых есть стаж.
Поэтапная инструкция достаточно простая к применению:
- Электрод размещается перпендикулярно к детали и подать на него питание.
- После расплавления на стыке следует изменить угол электрода на 15-20 °, при этом слегка опустить держатель.
Проводить электрод необходимо по линии соединения поперечными зигзагами. Такой шов, по мнению многих сварщиков, считается прочным.
Также, чтобы знать, как правильно варить вертикальный шов, нужно прислушаться к некоторым советам:
- Чтобы избежать растекания материала следует делать валик максимально тонким. Но электрод нужно двигать не меняя угла наклона.
- Ширина навара должна отличаться от электрода не больше чем вдвое.
- Данный тип соединения следует применять на максимальной мощности инструмента.
Перед тем, как варить вертикальный шов электросваркой, необходимо учесть все нюансы выбранного метода, чтобы на выходе не получить брак.
Вертикальная сварка с помощью инвертора
После разбора, как правильно варить вертикальный шов электросваркой, можно узнать, как варить вертикальный шов инвертором. Второй способ ручной, но он работает немного по другому принципу, с использованием электрода из сварочной проволоки (плавящийся). При таком методе работы следует внимательно следить за тем, как ведётся конец устройства. Если неправильно выбрать положение держатели или угол наклона, то получится брак.
Соединение деталей следует производить отдельными участками (точками) постоянно убирая электрод и прикладывая его обратно, чтобы материал брызгами растекался по поверхности. Таким образом шов выходит лучше, чем с помощью обычного аппарата, так как дуга будет непрерывно контактировать с поверхность во время образования точки.
Перед тем, как варить вертикальный шов таким способом, необходимо понять принцип двух траекторий:
- Треугольная . Сварка применяется, если толщина соединяемых деталей не больше 2 мм. Для такого метода необходимо сильно притуплять кромки. Данный метод используется для выполнения шва на угловых соединениях или на вогнутых поверхностях. Толщину желательно делать 0,3 см, а мощность 800-100 А.
- В виде ёлки и лесенки. Для сварки изделий с зазором 0,2-0,3 см можно использовать технологию «ёлочка». Этап начинается кромки в глубине зазора. Постепенно она заполняется и образовывает крепкое соединение. Необходимо делать зигзагообразные движения и останавливаться в местах кромки для того, чтобы металл проплавился. Способ подходит для конструкция не больше 0,4 см в толщину.
Теперь начинающий сварщик знает, как правильно варить вертикальный шов инвертором. Но все равно для создания таких соединений нужен стаж и понимание того, как варить вручную.
Потолочный шов
Теперь можно разобраться с тем, как варить потолочный шов электросваркой. Его необходимо на маленьком расстоянии от поверхности с помощью тугоплавкого электрода. Из-за этого на торце возникает чехольчик, способный предотвратить растекание материала. По мере создания шва конец электрода равномерно удаляется, а потом приближается к дуге. Во время отдаления она гаснет, а металл затвердевает. Чтобы знать, как варить потолочный шов, следует ознакомиться с информацией о том, какие электроды для него используются. Несмотря на направление ведения шва, он должен быть маленького диаметра.
При работе с потолочной сваркой в корне шва всплывают пузыри газа. Из-за этого может получиться брак. Её рекомендуется использовать только при невозможном выполнении нижнего шва.
Электрическая дуга
Электрическая дуга – это пространство, которое находиться между поверхностью и электродом в момент максимального нагрева. Его должно хватить для появления электрического разряда. Первое, что учатся делать сварщики на практике – это её контроль. Есть 3 дуговых промежутка во время сварки:
- Короткий (0,1-0,15 см). Главным отличием этой дуги является то, что металл плохо нагревается по ширине. На краях шва образовывается небольшое углубление, что показывает низкое качество.
- Длинный (0,35 – 0,6 см). Дуга периодически гаснет, что отмечает также недостаточный прогрев. Также на выходе получается брак.
- Нормальный (0,2-0,3 см). Вариант, подходящий для сварщика, который только учится работать с аппаратом.
Важно помнить, что от длины дуги зависит её напряжение, а также с её помощью устанавливается правильная или нет структура шва.
Зачистка швов
После окончания всех работ необходимо зачистить сварку от шлака, иначе есть шанс образования коррозии. Есть 3 основных способа:
- Термическая обработка . Убирает из материала остаточное напряжение, формирующееся во время сварки. Есть двух видов: местная (нагревается или охлаждается сам шов) и общая (обрабатывается весь шов).
- Механическая обработка. Снимает с детали остаточный шлак. Зачищенный шов после этого необходимо проверить на прочность, постучав молотком или плоскогубцами.
- Химическая обработка . Наносится специальный антикоррозийный материал.
Для зачистки можно использовать много инструментов, главное – правильно их подобрать. Можно использовать щётку по металлу, специальную шлифовальную машинку или УШМ с абразивным кругом.
Для механической обработки самый простой способ – это ручной, так как для его применения нужна только металлическая щётка. Но наличие специальных машинок, указанных выше, ускорит процесс. С помощью такой зачистки можно убирать заусеницы, окислы, окалины и следы побежалости. Также важно помнить, что для качественной обработки необходимо правильно подобрать диск для шлифовки.
Химическая зачистка считается эффективной, если совместить её с механической. Можно обрабатывать травлением или пассивацией. Для первого варианта используют специальный состав, формирующий однородный слой, который через определённое время можно убрать механически. На материале после этого не образовывается коррозия.
Коротко о главном
Существует 4 основных способа создания швов: потолочный, горизонтальный, вертикальный, и нижний.
Последний самый простой, а первый более тяжёлый и применяется только в случае, если все остальные невозможно выполнить.
Также есть несколько видов траекторий, самые популярные это треугольником и ёлкой.
Необходимо следить за длиной дуги, чтобы она не превышала 2-3 мм, иначе получится брак.
Шлак после сварки необходимо зачищать. Можно это сделать тремя способами обработки: термическая, механическая и химическая. Лучше всего работает совмещение последних двух.
автор Макаров Михаил |
Электрические дымы — производительность сварки
Сварка сопротивлением не приводит к образованию дыма того же типа и объема, что и при сварке MIG. Но это не означает, что производители, полагающиеся на сварку сопротивлением, не в состоянии контролировать качество воздуха.
Сварка сопротивлением сопряжена с определенными опасностями и проблемами для качества воздуха в помещении. Вот что вам нужно знать о выборе решения по качеству воздуха для сварки сопротивлением.
Все еще дымящийсяЭлектрическая контактная сварка, которая включает контактную точечную сварку, шовную сварку и сварку оплавлением, использует тепло, выделяемое электрическим током, для сварки двух или более перекрывающихся или прилегающих друг к другу кусков металла. В то время как в большинстве других видов сварки для формирования сварного шва используются расходные материалы, такие как сварочная проволока или пруток, сварка сопротивлением просто плавит края соединяемых деталей.
Сварка сопротивлением чаще всего используется для соединения более тонких металлических деталей. Он играет большую и растущую роль в автомобильной промышленности, а также в оборонной промышленности, бытовой электронике, судостроении, строительстве и строительных материалах, сельскохозяйственном оборудовании, энергетике и многом другом.
Поскольку сварка сопротивлением не зависит от расходных материалов, которые ответственны за большую часть сварочного дыма, образующегося при сварке MIG и других подобных устройствах, сварка сопротивлением обычно считается более чистым и безопасным процессом. И по большей части это правильно — при контактной сварке образуется значительно меньше дыма и токсичных частиц по сравнению со сваркой МИГ.
Однако это не означает, что производителям не нужно беспокоиться о качестве воздуха. В высокопроизводительной среде, такой как производство автомобилей, даже небольшое количество дыма, образующегося при каждом сварном шве, накапливается. Если вы используете высокоскоростные роботизированные процессы, это может привести к заметному влиянию на качество воздуха в течение смены. И даже если испарения не видны глазу, они все равно могут оказывать влияние на здоровье человека.
Часто основным источником дыма и дыма при контактной сварке является не сам металл, а покрытия, смазочные материалы, герметики и клеи. К ним могут относиться смазочные материалы, используемые в процессах штамповки перед сваркой, антикоррозионные покрытия и смолы на основе эпоксидной смолы. Каждый из них представляет значительный риск для здоровья, например:
- При контактной сварке оцинкованных металлов выделяется оксид цинка, который в высоких концентрациях может вызвать лихорадку металлического дыма.
- Антикоррозионные покрытия часто содержат кадмий, который вызывает рак легких, заболевания почек, отек легких и другие хронические заболевания легких.
- Клеи и эпоксидные смолы выделяют токсичные летучие органические соединения (ЛОС), такие как BPA, бензол, стирол и фенол. Многие ЛОС являются канцерогенными. Кроме того, многие из этих соединений связаны с хроническими заболеваниями легких или профессиональной астмой, которые со временем могут ухудшиться при длительном воздействии.
У производителей, занимающихся высокопроизводительной контактной сваркой, есть три основных варианта управления сварочным дымом: улавливание его в источнике, выдувание через крышу или фильтрация воздуха по всему предприятию.
Улавливание источника является наиболее экономичным вариантом для приложений, которые можно легко закрыть или где вся сварка происходит в ограниченной области. Роботизированная сварка мелких деталей обычно может находиться под кожухом, который затем подключается к отдельному пылесборнику или большой централизованной системе сбора пыли. Настольные приложения часто можно контролировать с помощью вытяжных рукавов, подключенных к централизованной системе.
Однако вытяжные пистолеты, часто используемые для ручной сварки MIG, не подходят. Точно так же роботизированные методы извлечения наконечника неэффективны для роботизированной контактной сварки. Это связано с тем, что большая часть дыма от контактной сварки исходит от покрытий и смазочных материалов на металле, которые будут продолжать дымиться после того, как экстрактор наконечника переместится в другую область детали.
Системы вытяжной и подпиточной вентиляции являются популярным решением для сварки сопротивлением, которые не могут быть закрыты или закрыты кожухом. Эти системы полагаются на большие вентиляторы, которые вытягивают загрязненный воздух из помещения. В этом случае вместо выдуваемого воздуха должен поступать свежий воздух извне. Если свариваемый металл относительно чистый и не выделяет много дыма, или если производство довольно легкое, это простое и недорогое решение для удержания воздействия токсичных элементов в пределах допустимых пределов воздействия OSHA (PELs).
Однако, если ваши приложения производят значительное количество дыма, вентиляторы должны будут перемещать воздух с большей скоростью, чтобы не отставать от него. Если вы обогреваете или охлаждаете свое помещение, это может значительно увеличить ваши счета за электроэнергию с течением времени — почти так же, как работа вашего домашнего кондиционера с открытыми окнами вызовет заметный всплеск ваших счетов за электроэнергию. В зависимости от объема и состава дыма выброс загрязненного воздуха на улицу также может привести к тому, что ваше предприятие не будет соответствовать нормам по выбросам в окружающую среду.
Системы фильтрации атмосферного воздуха очищают воздух для всего объекта. Эти системы всасывают загрязненный воздух, фильтруют его и возвращают чистый воздух обратно в помещение. Они могут стоить дороже, чем простая система вентиляции, но поддержание кондиционированного воздуха внутри окружающих систем обеспечивает значительную экономию энергии. Они также защищают окружающую среду и защищают людей, гарантируя, что объекты соответствуют требованиям OSHA и EPA.
Пылеуловитель RoboVent Spire360 выпускает чистый отфильтрованный воздух снизу, создавая положительную зону давления, которая выталкивает грязный воздух вверх и в блок фильтрации. Система фильтрации окружающего воздуха является наилучшим вариантом для предприятий, занимающихся высокопроизводительной контактной сваркой компонентов, которые не могут быть закрыты или закрыты кожухом. Они являются идеальным решением для автомобильных сборочных линий и других процессов, связанных с роботизированной контактной сваркой крупных деталей.
Существует несколько вариантов систем фильтрации окружающего воздуха для контактной сварки. Традиционная двухтактная система окружающего воздуха основана на воздуховодах, подключенных к большому централизованному воздуховодному коллектору.
Воздуховод уложен параллельными линиями под потолком. Одна сторона выталкивает отфильтрованный воздух, а другая сторона втягивает загрязненный воздух. Это создает воздушные потоки на объекте, которые постоянно вытягивают загрязненный воздух вверх и от рабочих. Канальная двухтактная система обычно является наиболее энергоэффективным решением для окружающей среды. Это также сводит к минимуму количество воздуховодов, которые необходимо обслуживать.
Однако установка воздуховодов может быть дорогостоящей и сложной для перенастройки, если сборочные линии расширяются или перестраиваются. Это также может помешать использованию мостовых кранов или другого оборудования на объекте. Канальная двухтактная система, как правило, лучше всего подходит для крупных предприятий, на которых используются процессы, производящие дым, и производственные линии не меняются часто.
Когда требуется большая гибкость, лучшим решением могут стать напольные бесканальные системы фильтрации окружающего воздуха. Эти системы легко настраиваются и перемещаются в случае необходимости. Они используют несколько воздуховодов меньшего размера для создания воздушных потоков в помещении, которые втягивают грязный воздух в коллекторы. Их можно размещать в критических точках предприятия, где образуются дымы от контактной сварки.
Напольные системы — самый простой способ начать работу с фильтрацией окружающей среды; их просто нужно установить в нужных местах и включить. Они также обеспечивают максимальную гибкость для производителей, которые ожидают частых изменений в производственных линиях.
Производители, которые хотят отказаться от воздуховодов, сохранив при этом площадь пола, также имеют более новый вариант: бесканальные потолочные блоки фильтрации воздуха. Например, RoboVent Vista360 использует серию пылесборников, установленных под потолком, для создания схемы воздушного потока, аналогичной традиционной канальной двухтактной системе. Это отличное решение для объектов с ограниченным пространством, но желающих избежать воздуховодов из-за мостовых кранов или необходимости большей гибкости.
Компьютерное моделированиеВыбор правильной системы фильтрации воздуха для контактной сварки зависит от множества факторов:
- Насколько велика установка?
- Какой объем дыма образуется при контактной сварке?
- Являются ли дымообразующие процессы сильно сконцентрированными или рассредоточенными по всему объекту?
- Как проходит воздух через здание?
- Где сотрудники подвергаются воздействию паров?
- Какие ограничения создаются физической компоновкой предприятия или сборочной линии?
- Каковы конечные цели в отношении качества воздуха?
Компьютерное моделирование может помочь производителям разобраться во всем этом и найти правильное решение для своих уникальных обстоятельств. Разработчики системы контроля качества воздуха начинают с анализа объекта и оценки качества воздуха в различных точках здания. Затем они используют компьютерное моделирование для создания виртуального моделирования объекта и процессов производства дыма, включая схемы воздушного потока и текущие показания качества воздуха.
Это позволяет им опробовать различные решения и определить, какое из них является наиболее эффективным и экономичным. Использование компьютерных моделей позволяет разработчикам систем избежать чрезмерной или недостаточной разработки решения, поэтому производители могут определить, какая конструкция будет соответствовать их целям в отношении качества воздуха при наименьшей совокупной стоимости владения.
RoboVent Vista360 удобен в помещениях с ограниченной площадью, где также необходимо избегать воздуховодов из-за мостовых кранов. Производители, использующие контактную сварку, должны серьезно относиться к качеству воздуха в помещениях, чтобы защитить сотрудников и соблюдать правила OSHA. Системы фильтрации окружающего воздуха являются правильным решением для многих применений контактной сварки. Опытный разработчик систем контроля качества воздуха может помочь производителям найти оптимальное решение для своих нужд.
RoboVent
Как правильно герметизировать отверстия в полу и потолке
На всех перерабатывающих предприятиях первоочередное внимание уделяется безопасности сотрудников и продукции. И основным компонентом в поддержании безопасной производственной среды является контроль условий в зоне обработки и вокруг нее.
Негерметичные щели в полах и потолках становятся путями, по которым переносимые по воздуху частицы, влага и вредители могут проникать из одной зоны в другую, где они могут загрязнять продукцию и создавать опасность для здоровья сотрудников.
Например, образование пыли при производстве биофармацевтических препаратов может оказать существенное влияние на соблюдение экологических норм, здоровье и безопасность сотрудников, а также на перекрестное загрязнение материалов.
Области применения герметиков сильно различаются, поэтому решения по герметизации зависят от ряда факторов:
- Герметизация новых трубопроводов
- Герметизация существующих трубопроводов
- Герметизация проводов, кабелей, труб или шлангов Требования рейтинга NEMA
- Отверстия в стенах, потолках или полах
- Отверстия в тонколистовом металле или пластике
- Уплотнения, подвергающиеся воздействию чистящих растворов или агрессивных сред
- Уплотнения, расположенные вне помещений, где они подвергаются воздействию солнечного света и экстремальных температур
- Труба в трубе переходы между полом или стеной
Герметизация проходов трубопроводов в полах и потолках является важной частью работы предприятия. В дополнение к тем же факторам, которые могут распространять загрязнение через стены, таким как потоки воздуха, постоянная сила тяжести и общие требования к положительному давлению в помещении способствуют потенциальному распространению загрязнения через проходы через потолок и пол.
Важность герметизации отверстий
Герметизация всех отверстий в технологическом процессе является важным шагом в производстве безопасного продукта и поддержании здоровой рабочей среды. В этом посте мы сосредоточимся на напольных барьерах и проходах.
Чтобы получить полное руководство по герметизации проходок, загрузите наше руководство по проходке стен в технологических средах и других применениях.
Потенциальные источники микробного заражения через полы/потолки
FDA определило несколько потенциальных источников загрязнения на перерабатывающих предприятиях. Учитывая количество и разнообразие потенциальных источников, комплексная герметизация является наиболее эффективной стратегией предотвращения загрязнения.
Ингредиенты
- Сырье
- Свежие продукты
Упаковочные материалы
- Контейнеры, пленки, крышки, лотки
- Переработка СПИД
- Сжатый воздух
- Необработанный или неадекватно обработанная промывая вода
- ICE
- Повторная обработка вода
Среда
- CELERINGE
- Водостоки
- Стены
- Стоячая вода
- Влажная изоляция вокруг труб и охладителей
- Конденсат
- СОДЕРЖАНИЕ ПАКУУМКА
- . , блендеры,
- Ремни, очистители, подборщики
- Контейнеры, урны, бадьи или корзины
- Руки, перчатки и верхняя одежда
- Льдогенераторы
- Посуда
Непродовольственные поверхности
- В течение всего пола. , отвертки и т. д.)
- Выключатели
- Шланги с трещинами
- Каркас оборудования
- Проржавевший или полый каркас
- Плохо обслуживаемые фильтры сжатого воздуха
- Корпус двигателя
- Вилочные погрузчики, ручные тележки, тележки, стеллажи (U.S. FDA)
- Пылесосы и поломоечные машины
Соображения относительно инженерных коммуникаций
Проходки, созданные для инженерных коммуникаций здания — отопления, вентиляции, кондиционирования воздуха, электрооборудования и сантехники — также требуют герметизации для предотвращения загрязнения и сохранения целостности огнестойкости каждого помещения . Возможно, менее очевидно, чем при герметизации проходов в стенах, проходы в полу/потолке часто проходят между помещениями с широким диапазоном использования и температурой — и, следовательно, классами пожарной безопасности. Использование гибких уплотнений чехла помогает поддерживать целостность характеристик, защищая огнестойкие герметики и изоляцию от износа и повреждений.
Электрические линии и воздушные шланги могут быть герметизированы, а также водопроводные трубы, электрические кабелепроводы и практически любой другой пенетрант, который должен пересекать барьер пола/потолка.
Герметизация водопроводных и спринклерных систем
Операторы предприятий разумно сосредотачиваются на предприятиях пищевой промышленности, когда думают об герметизации проходов, но проходки для водопроводных и спринклерных систем не менее важны.
Бактерии, пыль и производственные отходы в фармацевтической промышленности — все они действуют так же, как воздух и вода, поэтому всегда ищите пути наименьшего сопротивления. Вот почему все проходы должны быть герметизированы — независимо от того, являются ли они частью технологической системы или созданы водопроводными, отопительными или спринклерными системами.
Наружное применение
Проходки, расположенные на открытом воздухе и постоянно подвергающиеся воздействию погодных условий, редко должны быть гигиеничными, но они все же должны быть должным образом герметизированы, чтобы противостоять воздействию ультрафиолетовых лучей и экстремальным перепадам температуры. Силиконовые сапоги устойчивы к ультрафиолетовому излучению и могут работать в диапазоне температур от -40° до 500°F , что делает их менее подверженными деградации.
Просмотр результатов теста.
Эстетическая разница
Проходы между полом и потолком более заметны, чем проходы в стенах, из-за высокого расположения (потолки) или их присутствия во время уборки (полов). По этой причине эстетика часто играет важную роль при разработке герметиков для полов и потолков . Например, Совет по управлению промышленными активами (IAMC) и Общество промышленных и офисных риэлторов (SIOR) называют дизайн и эстетику предприятий важными факторами мясоперерабатывающих заводов будущего.
Заводы по переработке пищевых продуктов всех видов — это больше, чем бизнес — они представляют собой социальные отношения с сотрудниками и их сообществами и, следовательно, могут внести свой вклад в более широкую региональную идентичность (Moline, 2015). Силиконовые сапоги, безусловно, самый аккуратный и привлекательный вариант из имеющихся .
Таким образом, заводы, которые прилагают все усилия для поддержания производственных мощностей в чистоте, не обращая внимания на уплотнения проходки, рискуют подорвать целостность своих усилий. Как показано на следующих изображениях, выбор герметика для проникновения может существенно изменить эстетику растений.
Крепление гибких ботинок к полу и потолку
Кольца башмаков прикрепляют гибкие сапоги к полу и потолку, чтобы стабилизировать пенетрант и поддерживать герметичность в бетоне и металле, а также в потолочной или напольной плитке из различных материалов.
Аудит вашей системы для герметизации проникновений
Для поддержания высоких санитарных стандартов важно регулярно проверять вашу систему и обеспечивать герметичность всех проникновений. Потратив время на проверку окружающей среды, вы не только улучшите эстетический внешний вид, но и гарантируете безопасность сотрудников и целостность продукта.
Что проверить
Открытые и частично закрытые отверстия могут создавать и передавать загрязнения.
Гибкие чехлы создают уплотнения, препятствующие проникновению загрязняющих веществ.
Ни резиновые сапоги, ни уплотнители, ни металлические кольца не оставляют следов, поэтому они более эффективны, чем методы герметизации, которые сами по себе могут привести к просачиванию или загрязнению. Когда незакрепленный герметик высыхает и отламывается, он превращается из части решения в часть проблемы.
Старая или поврежденная изоляция также загрязняет помещения пылью и твердыми частицами.
Избегайте использования замазок, герметиков и герметиков на существующей трубе
Хотя трубы, расположенные ниже, кажутся герметичными, вода и вибрация со временем превращают незащищенные уплотнения в пыль.
Используйте силиконовый чехол в стиле перезагрузки для герметизации существующей трубы.
Сапоги можно обрезать до нужного диаметра и обернуть вокруг труб. В дополнение к липким уплотнителям кольца можно прикрепить к потолочным материалам с помощью шурупов.
Сила тяжести воздействует на герметики пола/потолка, оттягивая накладки от отверстий.
Анкерные уплотнения не чувствительны к силам тяжести.
Не пренебрегайте герметизацией водопроводных линий в местах, которые должны оставаться гигиеничными.
Исключение водопроводных линий из проверки герметичности может позволить загрязняющим веществам перемещаться по всему предприятию.
Герметизировать все проходы в санитарных помещениях.
Две особенности силиконовых чехлов для существующих труб обеспечивают плотное прилегание: горизонтальные линии разреза для соответствия диаметрам труб и металлические скобы, которые скользят по шву для обжатия.
Гибкие уплотнительные манжеты решают проблемы уплотнения существующих трубопроводов. Гибкий силиконовый чехол имеет разрез, который позволяет установщикам обернуть чехол вокруг трубопровода. Две усиленные стороны разъемного шва изготовлены из силиконового эластомера, который можно обжать скобой из нержавеющей стали. В результате получается постоянное, гигиеничное компрессионное уплотнение, которое не трескается и не расслаивается со временем.
Модульные торцевые уплотнения в сборе можно устанавливать в существующие проходки трубопроводов, но их следует использовать только в тех местах, где не требуется гигиеническая конструкция.
Переходы «труба в трубу»
Проходки в полу часто включают в себя участок трубы или санитарно-гигиенической трубы в отверстии в качестве рукава для защиты проходящего через него технологического трубопровода. Муфта часто служит в качестве защиты от ударов и дает технологическому трубопроводу достаточно места для движения и вибрации без ограничений.
Зазор между муфтой (внешняя труба) и технологическим трубопроводом (внутренняя труба) должен быть герметизирован во избежание попадания в него мусора сверху. Уплотнение «труба в трубе» для этого применения должно полностью герметизировать зазор и позволять внутренней трубе двигаться и вибрировать по мере необходимости.
Жесткая конструкция металлических накладок делает их неэффективными в качестве герметизирующих устройств «труба в трубе».
Противопожарные приложения
Горючие масла, взрывоопасная пыль, легковоспламеняющиеся жидкости и газы — это лишь некоторые из опасностей пожара на многих пищевых и фармацевтических предприятиях. В средах обработки, которые содержат потенциальные угрозы пожарной безопасности, могут потребоваться проходки с некоторым уровнем пассивной противопожарной защиты для задержки или предотвращения прохождения огня через проход. Требования к надлежащей противопожарной защите от проникновения отражены в многочисленных стандартах и сводах правил:
- Underwriters’ Laboratories UL 1479
- ASTM E814
- NFPA 101 и NFPA 70
- Life Safety Code
- National Building Code
024
Большинство действующих стандартов требуют большего, чем просто заполнение отверстия противопожарным герметиком. Им также требуется полная система, состоящая из огнестойкого барьера, проникающего материала и противопожарного герметика.
Правила пожарной безопасности для вашего объекта разрабатываются и применяются на местном уровне, поэтому свяжитесь с местным начальником пожарной охраны или инспектором по строительным нормам, чтобы узнать, требуются ли для вашего объекта противопожарные системы .
Несколько продуктов предназначены для применения в противопожарных целях для различных типов проходок, начиная от полных многокомпонентных герметизирующих систем и заканчивая вспучивающимися (терморасширяющимися) герметиками и подушками, а также уплотнениями из стекловолокна или минеральной ваты. Выберите противопожарный подход для проникновения продуктов питания, молочных продуктов, напитков или фармацевтических препаратов, который обеспечивает соответствующий уровень противопожарной защиты и гигиеническую герметизацию для защиты вашей санитарной среды.
Розетки из нержавеющей стали не являются огнестойкими и не обеспечивают гигиенической герметизации вокруг пенетрантов, поэтому они не являются правильным выбором для применения в санитарных условиях с огнестойким проникновением.
Гибкие силиконовые сапоги сами по себе не имеют огнестойкости, но они должным образом герметизируют отверстия, заполненные одним или несколькими противопожарными изоляционными материалами. Огнестойкий материал внутри зазора для проникновения эффективно изолирован от любого воздействия санитарной среды с помощью высококачественного гигиенического силиконового уплотнения, рассчитанного на температуру до 500 ° F.
Product selection guide | |||||
| Переработанный/расширенный производитель соответственно. | Переработанный контент |
| Управление энергией | Источники сырья |
| Строительные отходы | Отчетность по ингредиентам материала |
| Региональные материалы Зависит от местоположения | Низкоэмиссионные/материалы |
| Дизайн для гибкости | Качество освещения |
| ЭПД | Акустика |
| Биологические материалы |
Настройка элемента
Показанный цвет может отличаться от реального товара.
Теперь стандартные продукты, доступные в течение 4 недель или меньше, предоставляют множество вариантов и предлагают короткие сроки изготовления, чтобы соответствовать большинству бюджетов. Стандартные размеры и цвета означают отсутствие рабочих чертежей или утвержденных образцов. Пакет с разнообразным портфолио решений Armstrong.
Хотите узнать больше? Ознакомьтесь с программой FAST для специальных потолков.
Машины для приварки шпилек с конденсаторным разрядом Глобальный рынок
19.09.2022 09:31 CET | Промышленность, недвижимость и строительство
Рынок машин для приварки стержней с конденсаторным разрядом
Рынок машин для сварки стержней с конденсаторным разрядом: Введение
Сварка с конденсаторным разрядом отличается тем, что для нее не требуется флюс. Из-за более короткой продолжительности сварки меньше окисление и меньше потребность в концентрации тепла, что позволяет сварному шву склеиваться. Кроме того, он позволяет приваривать шпильки небольшого диаметра к легким и тонким материалам. В этой операции используется дуга постоянного тока от конденсатора. В этом методе время сварки составляет от одной до шести миллисекунд. С помощью самых современных инструментов приварка шпилек конденсаторным разрядом может производить сварку без явного прожога на противоположной стороне очень тонких металлов. Шпильки и штифты меньшего диаметра, нестандартные материалы и точность — все это распространенные области применения приварки шпилек CD. Приварка шпилек вытянутой дугой в основном применяется в строительстве.0003
Аппарат для приварки шпилек с конденсаторным разрядом Рынок: Обзор
Чистые поверхности, такие как мягкая сталь, нержавеющая сталь, алюминий и латунь, изделия с конденсаторным разрядом (CD) идеальны. В тех случаях, когда требуется минимальная обратная маркировка и желательны шпильки меньшего диаметра, наилучшим вариантом является приварка шпилек конденсаторным разрядом, поскольку она обеспечивает меньшее проникновение в основной материал и не требует финишной обработки. Сварка шпильками для разряда конденсаторов — это быстрый, простой и недорогой процесс, который значительно выигрывает от использования легких инструментов. В различных отраслях наша легкая, но прочная линейка продуктов CD предлагает правильные решения для приварки шпилек конденсаторным разрядом. Мы концентрируемся на предоставлении оборудования и ручных инструментов, которые являются прочными, но легкими, компактными, точно сбалансированными и простыми в использовании.
Чтобы запросить образец копии или просмотреть сводку этого отчета, щелкните здесь@ https://analyticsmarketresearch.com/sample-request/capacitor-discharge-stud-welding-machine-market/11886/ Рынок машин: сегментный анализ
Глобальный рынок машин для приварки шпилек с конденсаторным разрядом: основные игроки0002 Глобальный рынок машин для приварки шпилек с конденсаторным разрядом: Типы
Машины для приварки шпилек CD
Машины для сварки шпилек
Глобальный рынок машин для сварки шпилек с конденсаторами Региональный анализ
Вся региональная сегментация была изучена на основе недавних и будущих тенденций, а рынок прогнозируется на весь прогнозируемый период. Страны, охваченные региональным анализом в отчете о мировом рынке Сварочные аппараты для конденсаторной разрядки, включают США, Канаду и Мексику в Северной Америке, Германию, Францию, Великобританию, Россию, Италию, Испанию, Турцию, Нидерланды, Швейцарию, Бельгию и остальные страны. Европы в Европе, Сингапуре, Малайзии, Австралии, Таиланде, Индонезии, Филиппинах, Китае, Японии, Индии, Южной Корее, остальной части Азиатско-Тихоокеанского региона (APAC) в Азиатско-Тихоокеанском регионе (APAC), Саудовской Аравии, ОАЭ, Южной Африке , Египет, Израиль, остальная часть Ближнего Востока и Африки (MEA) как часть Ближнего Востока и Африки (MEA), а также Аргентина, Бразилия и остальная часть Южной Америки как часть Южной Америки.
Щелкните здесь, просмотр отчета об исследовании@ https://analyticsmarketresearch.com/reports/capacitor-discharge-stud-welding-machine-market/11886/
Ключевые моменты:
• Дайте определение, описание и прогноз продукта теплового герконового реле рынка по типу, применению, конечному пользователю и региону.
• Обеспечить анализ внешней среды предприятия и анализ PEST.
• Обеспечьте компании стратегии борьбы с последствиями COVID-19.
• Обеспечить динамический анализ рынка, включая движущие факторы рынка, ограничения развития рынка.
• Обеспечить анализ стратегии выхода на рынок для новых игроков или игроков, которые готовы выйти на рынок, включая определение рыночного сегмента, анализ клиентов, модель распределения, сообщения о продукте и его позиционирование, а также анализ ценовой стратегии.
• Будьте в курсе тенденций международного рынка и анализируйте влияние эпидемии COVID-19 на основные регионы мира.
• Проанализируйте рыночные возможности заинтересованных сторон и предоставьте лидерам рынка подробную информацию о конкурентной среде.
Свяжитесь с нами:
Analytics Market Research
Телефон: +1(929)-450-2887
Электронная почта: [email protected] доменный опыт, распространяющийся на разные отрасли. С самого начала мы работали над исследованиями рынка в нескольких странах. За время нашего существования мы завоевали лавры за наши глубокие исследования рынка и глубокий анализ различных рынков.
Наш стратегический анализ рынка и способность понимать глубокие культурные, концептуальные и социальные аспекты различных запутанных рынков помогли нам заявить о себе в отрасли. Analytics Market Research является лидером в оказании помощи многим компаниям; как региональных, так и международных, для успешного достижения своих бизнес-целей на основе нашего глубокого анализа рынка. Кроме того, мы также способны разрабатывать рыночные стратегии, которые обеспечивают гарантированную клиентскую базу для наших клиентов.
Этот выпуск был опубликован на openPR.
Постоянная ссылка на этот пресс-релиз:
Пожалуйста, установите ссылку в разделе для прессы на вашей домашней странице на этот пресс-релиз на openPR. openPR отказывается от ответственности за любой контент, содержащийся в этом выпуске.
Вы можете отредактировать или удалить свой пресс-релиз
Конденсаторно-разрядный сварочный аппарат Рынок Глобальный отраслевой анализ, размер, доля, рост, тенденции, региональный обзор и прогноз на 2022-2030 гг. здесь. новый отчет об исследовании рынка под названием «Энергетическая инфраструктура для рынка зарядных станций для электромобилей по компонентам (трансформаторы, системы распределения электроэнергии), количеству EVSE, источнику энергии (возобновляемые источники энергии, невозобновляемые источники энергии) и географическому положению 9».0010 — Global Прогноз до 2029 года , глобальная энергетическая инфраструктура рынка зарядных станций для электромобилей, как ожидается, зарегистрирует CAGR на 36 % в период с 2022 по 2029 год и достигнет 20 миллиардов долларов к 2029 году, по оценкам, с 2,3 миллиарда долларов в 2022 году.Загрузите бесплатный образец отчета сейчас @ https://www.meticulousresearch.com/download-sample-report/cp_id=5301
Энергетическая инфраструктура для станций зарядки электромобилей определяется как система передачи электроэнергии, установлено больше EVSE. Эти участки могут быть нежилыми или коммерческими. Зарядные станции для электромобилей обеспечивают электроэнергию для зарядки аккумуляторов автомобиля и используют эту мощность для обеспечения запаса хода. Зарядные станции для электромобилей, обычно называемые зарядными док-станциями, зарядными сваями или EVSE, включают в себя электрические проводники, соответствующее оборудование, программное обеспечение и протоколы связи, которые эффективно и безопасно передают энергию транспортному средству.
Инициативы правительств по внедрению электромобилей и связанной с ними инфраструктуры
Правительства во всем мире все больше инвестируют в электрическую мобильность. Ожидается, что усиление правительственных постановлений о поэтапном отказе от автомобилей, работающих на ископаемом топливе, государственные инвестиции в улучшение общественной инфраструктуры зарядки электромобилей и инициативы в виде субсидий и налоговых льгот для внедрения электромобилей будут способствовать росту этого рынка. Благодаря технологическим достижениям в области электроприводов правительства во всем мире стремятся к переходу на электромобили как на устойчивую модель общественного и частного транспорта. Принимая во внимание экологические преимущества, предлагаемые электромобилями, правительства все чаще предлагают стимулы и субсидии для покупки электромобилей и связанной с ними инфраструктуры зарядки, что помогает повысить спрос на энергетическую инфраструктуру для станций зарядки электромобилей. Например, в ноябре 2021 года правительство Австралии объявило об инвестициях в размере 132 млн долларов США для ускорения развертывания водородных заправочных и зарядных станций для электромобилей.
Например, в апреле 2020 года правительство Китая объявило, что инвестирует 381 миллион долларов в зарядку электромобилей, чтобы позволить государственной электросетевой компании построить в течение года еще 78 000 зарядных станций. Ожидается, что такие инициативы правительств различных стран будут способствовать росту энергетической инфраструктуры для рынка зарядных станций для электромобилей в течение прогнозируемого периода. Кроме того, в мае 2019 года правительство Италии ратифицировало программу «Эко-бонус», в результате которой в 2020 и 2021 годах было выделено 67,2 млн долларов США (60 млн евро) и 78,4 млн долларов США (70 млн евро) на субсидии на покупку гибридных или очень низких — транспортные средства с выбросами и инфраструктура для зарядки электромобилей. По этой схеме с 1 марта 2019 г.до 31 декабря 2021 года физические лица, компании и кондоминиумы должны были получить 50% налоговый вычет при покупке электромобилей и стоимости установки (внутренняя энергетическая инфраструктура) точек подзарядки для электромобилей на сумму до 3360,3 долларов США (3000 евро).
Свяжитесь с нашими аналитиками, чтобы понять влияние COVID-19 на ваш бизнес: https://www.meticulousresearch.com/speak-to-analyst/cp_id=5301
изменение электрической подвижности. Правительство все активнее способствует росту индустрии электромобилей с помощью программы вмешательства, в том числе кампании по информированию общественности об электромобилях и создания Конкурсного фонда для автомобилей с низким уровнем выбросов. Этот фонд предоставил более 17 миллионов новозеландских долларов (11 миллионов долларов США) на 93 проекта за последние пять туров. Основное внимание уделяется улучшению общественной инфраструктуры зарядки электромобилей, что в значительной степени способствует строительству более 200 быстрых зарядных станций по всей стране. Фонд стремится воплотить в жизнь видение правительства о быстрых зарядных устройствах постоянного тока каждые 75 км на основной сети автомагистралей.
Чтобы обеспечить эффективный анализ, компания Meticulous Research ® сегментировала этот рынок на основе компонентов (трансформаторы, системы распределения электроэнергии, кабели для тяжелых условий эксплуатации, измерительные системы, преобразователи мощности, системы хранения энергии и солнечные фотоэлектрические панели), количества EVSE. (менее 5 единиц, от 5 до 15 единиц и более 15 единиц), источник энергии (возобновляемые источники энергии и невозобновляемые источники энергии) и география (Северная Америка, Европа, Азиатско-Тихоокеанский регион, Латинская Америка и Ближний Восток и Африка).
Быстрая покупка — Энергетическая инфраструктура для рынка зарядных станций для электромобилей — глобальный анализ возможностей и отраслевой прогноз (2022–2029 гг.), исследовательский отчет: https://www. meticulousresearch.com/Checkout/35287535
На основе компонент, глобальная энергетическая инфраструктура для рынка зарядных станций для электромобилей разделена на трансформаторы, системы распределения электроэнергии, кабели повышенной прочности, системы учета, преобразователи мощности, системы накопления энергии и солнечные фотоэлектрические панели. По оценкам, в 2022 году на сегмент трансформаторов будет приходиться наибольшая доля глобальной энергетической инфраструктуры для рынка зарядных станций для электромобилей. Тем не менее, ожидается, что на сегмент систем хранения энергии будет приходиться самый высокий среднегодовой темп роста в течение прогнозируемого периода из-за различных инициатив OEM-производителей и заинтересованных сторон, которые помогают разрабатывать ESS для зарядных станций для электромобилей.
В зависимости от количества EVSE, глобальная энергетическая инфраструктура рынка зарядных станций для электромобилей делится на менее 5 единиц, от 5 до 15 единиц и более 15 единиц. По оценкам, в 2022 году на сегмент менее 5 единиц будет приходиться наибольшая доля глобальной энергетической инфраструктуры для рынка зарядных станций для электромобилей. Тем не менее, ожидается, что на сегмент от 5 до 15 единиц будет приходиться самый высокий среднегодовой темп роста в течение прогнозируемого периода из-за различных государственных стимулов, налоговых льгот и компенсаций за коммерческую установку зарядных станций.
В зависимости от источника энергии глобальная энергетическая инфраструктура для рынка зарядных станций для электромобилей подразделяется на возобновляемые и невозобновляемые источники энергии. По оценкам, в 2022 году на сегмент невозобновляемых источников энергии будет приходиться большая доля глобальной энергетической инфраструктуры для рынка зарядных станций для электромобилей. Это связано с государственными стимулами и субсидиями на покупку электромобилей и зарядной инфраструктуры.
По географическому признаку, Энергетическая инфраструктура рынка зарядных станций для электромобилей сегментирована на Северную Америку, Европу, Азиатско-Тихоокеанский регион, Латинскую Америку, Ближний Восток и Африку. По оценкам, в 2022 году на Азиатско-Тихоокеанский регион будет приходиться наибольшая доля мировой энергетической инфраструктуры для рынка зарядных станций для электромобилей. Тем не менее, ожидается, что в Европе будет наблюдаться самый высокий среднегодовой темп роста в течение прогнозируемого периода. Рост этого рынка обусловлен инициативами правительства по развитию зарядной инфраструктуры в регионе. Франция, Германия, Нидерланды, Норвегия и Великобритания являются пятью странами-лидерами в области электромобилей и зарядных станций в регионе.
Чтобы получить больше информации о рынке с подробным содержанием и цифрами, нажмите здесь: https://www.meticulousresearch.com/product/energy-infrastructure-for-ev-charging-stations-market-5301
Объем отчета
Энергетическая инфраструктура рынка зарядных станций для электромобилей, по компонентам
Энергетическая инфраструктура для рынка зарядных станций для электромобилей, по количеству EVSE
- Менее 5 единиц
- от 5 до 15 шт.
- Более 15 единиц
Энергетическая инфраструктура для рынка зарядных станций для электромобилей, по источникам энергии
- Возобновляемые источники энергии
- Невозобновляемые источники энергии
Энергетическая инфраструктура для рынка зарядных станций для электромобилей по географическому признаку
- Северная Америка
- США
- Канада
- Европа
- Германия
- Норвегия
- Великобритания
- Нидерланды
- Франция
- Швеция
- Италия
- Испания
- Дания
- Остальная Европа
- Азиатско-Тихоокеанский регион
- Китай
- Япония
- Южная Корея
- Австралия
- Новая Зеландия
- Индия
- Остальная часть Азиатско-Тихоокеанского региона
- Латинская Америка
- Ближний Восток и Африка
Загрузите бесплатный образец отчета сейчас по адресу https://www. meticulousresearch.com/download-sample-report/cp_id=5301
Связанный отчет:
Рынок зарядных станций для электромобилей по типу зарядки (уровень 1, уровень 2, DCFC), типу подключения (пантограф, разъем, беспроводное соединение), компонентам (аппаратное обеспечение, программное обеспечение, услуги), типу монтажа (на стене, пьедестале и потолке) , тип транспортного средства, конечный пользователь и география – глобальный прогноз до 2028 г. (легковые автомобили, легкие коммерческие автомобили, грузовые автомобили, двухколесные транспортные средства, электронные скутеры и велосипеды), тип привода (BEV, FCEV, PHEV, HEV), конечное использование (частное, коммерческое, промышленное), выходная мощность, стандарт зарядки и география — Глобальный прогноз до 2027 года
https://www.meticulousresearch.com/product/electric-vehicle-market-5179
Рынок электромобилей по типу силовой установки (BEV, FCEV, PHEV, HEV), выходной мощности (менее 100 кВт, от 100 кВт до 250 кВт). кВт), конечное использование (частное, коммерческое) и география — глобальный прогноз до 2028 г.
Meticulous Research® была основана в 2010 году и зарегистрирована как Meticulous Market Research Pvt. Ltd. в 2013 году как частная компания с ограниченной ответственностью в соответствии с Законом о компаниях, 1956. С момента своего создания компания стала ведущим поставщиком первоклассной рыночной информации в Северной Америке, Европе, Азиатско-Тихоокеанском регионе, Латинской Америке, на Ближнем Востоке и в Африке.
Название нашей компании определяет наши услуги, сильные стороны и ценности. С самого начала мы стремились исследовать, анализировать и представлять важные рыночные данные с большим вниманием к деталям. Благодаря тщательным первичным и вторичным методам исследования мы создали мощные возможности для сбора, интерпретации и анализа данных, включая качественные и количественные исследования с лучшей командой аналитиков. Мы разрабатываем наши тщательно проанализированные интеллектуальные и ориентированные на ценность синдикативные отчеты об исследованиях рынка, индивидуальные исследования, быстрые оборотные исследования и консультационные решения для решения бизнес-задач устойчивого роста.
Контактное лицо:
Г-н Хушал Бомбе
Meticulous Market Research Inc.
1267 Willis St, Ste 200 Redding,
Калифорния, 96001, США
США: +1-646-781-81044 4 -868-8738
APAC: +91 744-7780008
Email- [email protected]
Посетите наш веб-сайт: https://www.meticulousresearch.com/
Свяжитесь с нами на LinkedIn- https://www.linkedin.com /company/meticulous-research
Источник контента: https://www.meticulousresearch.com/pressrelease/525/energy-infrastructure-for-ev-charging-stations-market-2029
Логотип: https://mma.prnewswire.com/media/1757980/Meticulous_Research_Logo_1.jpg
ИСТОЧНИК Meticulous Market Research Pvt. Ltd
8 основных шагов, которые следует учитывать при ремонте изоляционных материалов дома
Изоляция сохраняет тепло в доме зимой и охлаждает летом, что делает ее одним из наиболее эффективных способов сохранения энергии в доме. Увеличивая изоляцию в вашем доме, вы можете быть уверены, что используете энергию эффективно и наилучшим образом используете природные ресурсы.
Чтобы убедиться в отсутствии проблем с изоляцией, требуется надлежащее техническое обслуживание. Должны быть некоторые проблемы с изоляцией, если есть плохое качество воздуха в помещении, наблюдаемая слишком низкая или слишком высокая температура в доме и повышенные затраты на электроэнергию. Тем не менее, есть несколько быстрых способов проверить ваш дом на наличие проблем с изоляцией и исправить их.
Но, прежде чем переходить к ним, сообщите нам, какое оборудование вам может понадобиться для устранения проблем с изоляцией.
Оборудование, которое может вам понадобитьсяВаш проект по креплению изоляции может быть выполнен быстрее, плавнее и безопаснее со следующими инструментами и оборудованием:
- Рулетка для измерения изолируемой области и самой изоляции.
- Для обрезки изоляции используйте линейку, возможно, с мерной линейкой или 2×4.
- Универсальный нож для резки изоляции.
- Степлер для соединения облицовочного утеплителя или каркаса.
- Оборудование для приварки шпилек может пригодиться для устранения проблем с гидравлическими линиями и электрооборудованием.
- Используйте шпатель или отвертку, чтобы втиснуть изоляцию в труднодоступные места.
- Для герметизации плит пола или потолка, а также любых других отверстий, через которые может попасть воздух, используйте пистолет для герметика и герметик.
- Пылезащитная маска для снижения кратковременной раздражительности при вдыхании частиц пыли.
- Защитные очки или защитные очки обеспечивают защиту глаз от взвешенных в воздухе частиц, а также от других потенциальных угроз.
- Длинные брюки, свободная рубашка с длинными рукавами и перчатки могут уменьшить контакт кожи с утеплителем.
- Надежные рабочие ботинки для защиты оборудования и защиты от пыли от изоляции.
Чтобы устранить проблемы с изоляцией, можно предпринять следующие шаги:
8 основных шагов, которые следует учитывать при ремонте изоляционных материалов дома 1. Проверка изоляции Всегда носите одежду с длинными рукавами и длинные брюки , маску для лица, защитные очки и защитное снаряжение при работе с изоляцией. Стекловолокно — один из самых популярных видов изоляции, который при прикосновении может легко расколоться на неровные фрагменты.
2. Определение типа изоляцииНаиболее популярными типами изоляции являются стекловолокно, целлюлоза и напыляемая пена. Посмотрите внимательнее, если вы не уверены в модели, которая у вас есть прямо сейчас. Тип изоляции, которую вы имеете, обычно можно определить, посмотрев на нее. И для ремонта, и для замены используйте один и тот же вид изоляции.
3. Проверка уровня изоляцииЧтобы определить, достаточна ли изоляция наружных стен, используйте электрическую розетку. Подойдите к выключателю и отключите электричество в розетке.
Яркий фонарик следует посветить в щель коробки после снятия крышки розетки. Любой утеплитель в стенах должен быть виден. Повторите процесс, проверяя изоляцию на каждом этаже вашего дома.
Обратите внимание на участки, которые не имеют достаточной или недостаточной изоляции. Все наружные стены должны быть полностью и адекватно изолированы, хотя в зависимости от того, где вы проживаете, рекомендуется использовать разные уровни изоляции.
4. Заглянуть в вентиляциюУбедитесь, что вентиляция в доме, особенно на чердаке, не закрыта изоляцией. Забитые вентиляционные отверстия затрудняют прохождение воздуха, что приводит к ухудшению вентиляции и качества воздуха. Проверьте свою крышу на наличие утечек или плохой вентиляции, если у вас есть пятна от воды на потолке.
На вашей крыше могут образоваться наледи из-за плохой вентиляции зимой, что может привести к повреждению крыши, протечкам и сырости изоляции. Независимо от погоды, вы и ваша семья можете чувствовать себя комфортно в вашем доме благодаря надлежащей вентиляции.
Когда вы находитесь на чердаке, ищите плесень и плесень. Если вы их видите, это может указывать на более серьезную проблему с вентиляцией. Поскольку плесень может быть трудно удалить, обратитесь за помощью к специалисту по удалению плесени в вашем регионе.
5. Обнаружение утечек воздухаВместо того, чтобы беспокоиться о поиске каждой небольшой утечки воздуха в доме, сосредоточьтесь на любых признаках более крупных утечек, которые пропускают холодный воздух или выпускают теплый воздух. Утечки часто возникают в следующих местах: чердачные двери, мансардные перекрытия, вытяжные вентиляторы, опущенные потолки, вентиляционные отверстия сушилок, подполья, воздуховоды, наружные смесители и т. д.
6. Ремонт изоляции Во время проверки вы должны были обнаружить утечки воздуха, недостаточную вентиляцию или общие проблемы с изоляцией. Вы можете справиться с этим самостоятельно, если раньше работали с изоляцией и герметизацией протечек. Но при работе с утеплителем предпочтительнее обратиться к профессионалу.
Место утечки определяет способ ее устранения: Утечки воздуха на окнах, дверях и вокруг воздуховодов, сантехники и электропроводки следует загерметизировать и загерметизировать. Вы можете использовать огнестойкие герметики, такие как гипсокартон и цементный герметик для печи, чтобы остановить протечки вокруг печи, дымохода и вентиляционных отверстий газового водонагревателя. Вспененный герметик можно использовать при больших утечках.
Обычно герметизировать утечки воздуха можно самостоятельно, но если вам неудобно работать с этими материалами или просто не хватает времени, не стесняйтесь обращаться к подрядчику. Долгосрочная экономия расходов на электроэнергию легко возможна благодаря герметизации утечек воздуха в вашем доме.
8. Улучшение изоляции по мере необходимости Изоляция может показаться пушистой и безопасной, но она может представлять опасность для здоровья, если коснется кожи или непреднамеренно вдохнет ее.