Вертикальный шов электродуговой сваркой
Главная » Статьи » Вертикальный шов электродуговой сваркой
Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
На чем он основан?
Как правильно варить электросваркой? Для того чтобы понять принцип, нужно вспомнить физику из школьной программы. Один из проводов сварочного аппарата подсоединяют к рабочей детали. При соприкосновении электрода с этой поверхностью возникает электрическая дуга. В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.
Способы зажигания дуги
Обучаясь тому, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой. Для создания таких условий существует два способа:
Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой. Для создания таких условий существует два способа:
- В первом случае электродом (быстро прикасаясь) «чиркают» по железу, будто спичкой. Возникшую дугу нужно сохранять, ведя присадку в нескольких мм от рабочей поверхности металла.
- Во втором случае кончиком электрода нужно резко постукивать по заготовке.
Получившаяся дуга не должна погаснуть. Если это все-таки случилось, прежде чем продолжится электросварка, швы нужно очистить от окалины. Пренебрежение этим правилом ведет к образованию дыры.
Важность силы тока для сварки
Расчет силы тока, соответствующей толщине электрода, покажет на практике, как научиться варить электросваркой. При недостаточном токе электрод будет залипать, а дуга – гаснуть. При большом токе металл будет разбрызгиваться и гореть. Если пользоваться сварочным трансформатором, то электроду в 1 мм соответствует ток в 30-35 А. При пользовании сварочным инвертором электроду в 3 мм соответствует ток в 80 А.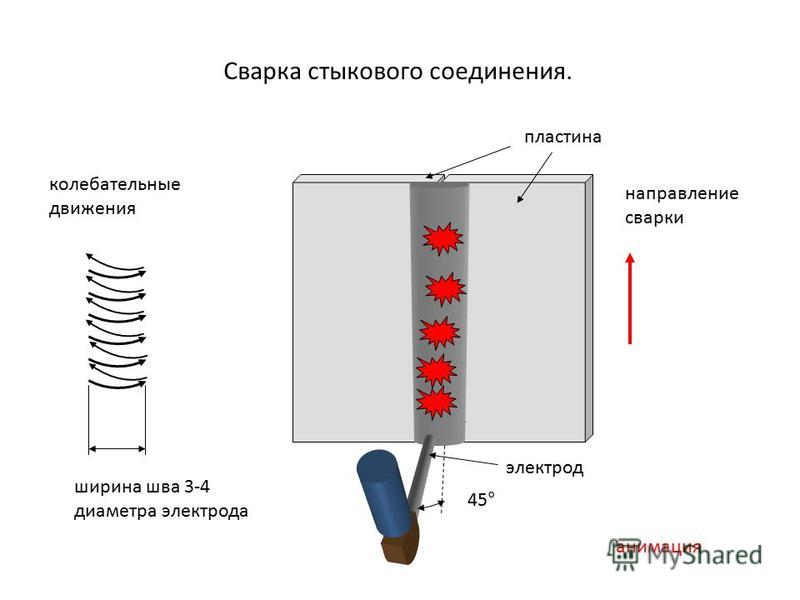 Если повышать силу тока, железо можно резать.
Если повышать силу тока, железо можно резать.
Электроды подбирают с учетом химического состава металла. Существуют несколько видов этого присадочного материала:
- стальные;
- биметаллические;
- чугунные;
- медные;
- латунные.
Все они маркированы индексом и цифрами, обозначающими то, для металла какой твердости и толщины предназначен каждый вид.
Обучаясь, как правильно варить электросваркой, нужно запомнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Сварка плоских листов металла
Тонкий металл (от 1 до 3 мм) соединяют встык без зазоров и присадок, добиваясь хорошего совпадения выровненных краев.
Для лучшего прилегания стыков более толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставляют зазор до 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Для соединения более толстых плоскостей кромки обрезают со скосом.
С чего начинать учиться варить железо
Обучение тому, как правильно варить электросваркой, начинается с самых простых процессов.
- Приготовленные детали фиксируют на горизонтальной поверхности (на столе для сварки).
- Прихватками скрепляют их по краям и в центре.
- Нужно вставить в держатель новую присадку и прикрепить к детали зажим от массы.
- Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка.
- Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов.
- После остывания заготовки нужно отбить шлак с поверхности детали.
Раз за разом, по мере приобретения опыта, швы будут получаться все ровнее и аккуратнее.
Как сделать вертикальный шов
Как варить вертикальный шов электросваркой? Главное – начать, соблюдая все рекомендации.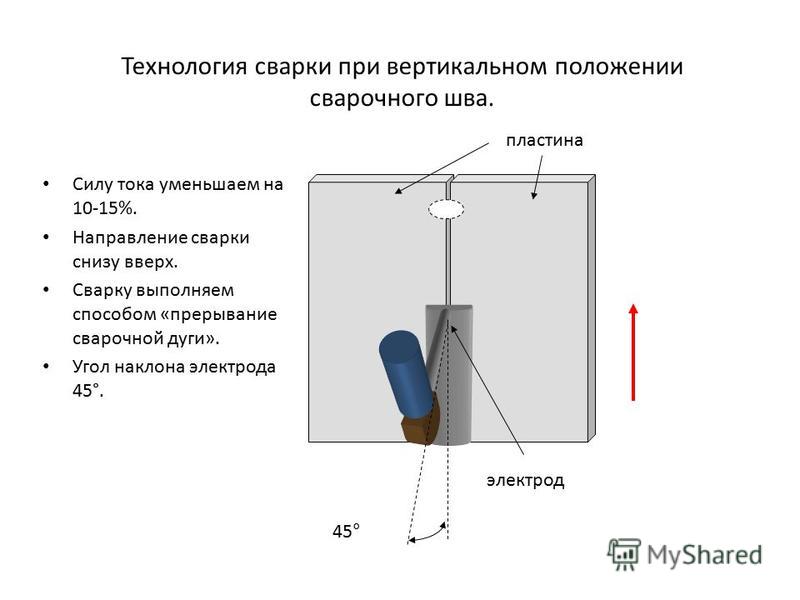 Сварка вертикальных швов похожа на работу по горизонтали, только немного сложнее. Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода.
Сварка вертикальных швов похожа на работу по горизонтали, только немного сложнее. Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода.
Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.
Как сделать красивый и крепкий угловой шов
Правильно сделать так называемый «тавровый» шов не так легко, как научиться варить электросваркой. Этим швом пользуются, если требуется скрепить детали под разными углами.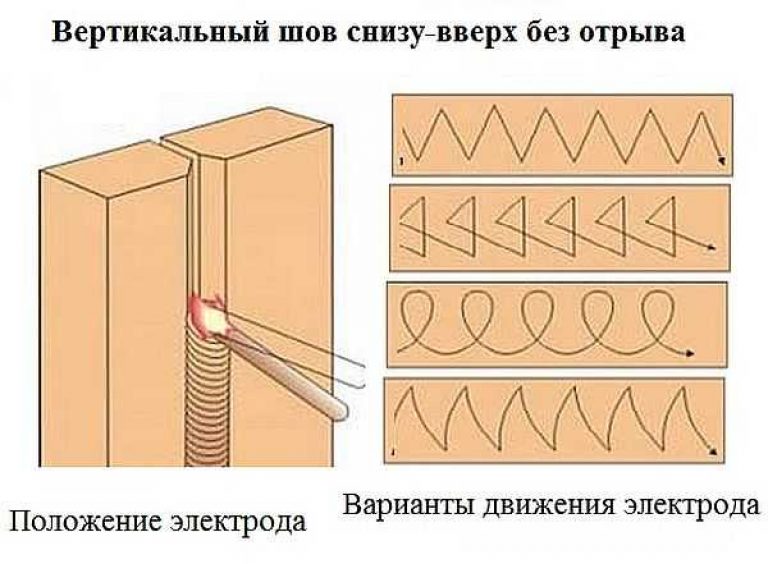 Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
Каким сварочным аппаратом лучше пользоваться
- Старинные сварочные аппараты, имеющие регулируемый магнитный зазор, позволяющий настраивать силу тока, – трансформаторные. Есть множество вариантов и моделей, имеющих реостаты и добавочные дроссели на первичных или вторичных сторонах трансформаторов.
- Инверторные аппараты – более современные сварочные устройства. Работая от повышенной частоты, трансформатор таких агрегатов имеет меньшие габариты и маленький вес. В таких устройствах плавно можно отрегулировать режимы сварки. Настройку последних нужно проводить тщательно, иначе аппарат может быстро выйти из строя.


Способы сварки труб
При отсутствии опыта учиться тому, как варить трубу электросваркой, лучше на толстом металле. В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.
Вначале сваривают полукольцо в одну сторону, затем – во вторую. При способе ведения шва «сверху вниз» пользуются 4-мм электродами, имеющими органическое напыление. При короткой дуге, опираясь на образующийся «козырек», приставок ведут небольшими поперечными колебаниями.
При работе по способу «снизу вверх» резко снижают скорость. Ведения поперечных колебаний электрода делают в 3-5 мм.
При сварке конструкций из труб предварительно нужно подготовить и разложить весь материал на сварочном столе или стенде. Затем их отцентровывают и стягивают для получения нужного для сварки зазора. Собранные стыки прихватывают между собой.
Трубы с маленьким диаметром соединяют непрерывной сваркой, с большим диаметром – прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака. Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор. При наличии некачественно сваренных мест производится реставрация шва.
После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака. Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор. При наличии некачественно сваренных мест производится реставрация шва.
Для собственной безопасности нужно работать во время сварки в замшевых перчатках и рукавицах, в маске сварщика, в кирзовых или плотных кожаных ботинках и в хлопчатобумажной робе. Обязательно рядом должен находиться огнетушитель или емкость с водой.
fb.ru
Как правильно и качественно варить вертикальный шов электросваркой
Комментариев:
Рейтинг: 56
Оглавление: [скрыть]
- Основы метода электросварки
- Сварка вертикального шва
- Окончание работ
Очень часто необходимо произвести сварку различных металлических частей и фрагментов деталей. Есть несколько методов, которые помогут добиться поставленной задачи, но гораздо чаще остальных применяется электросварка.
Сварка неплавящимся электродом.
Основы метода электросварки
Основан этот метод на образовании электрической дуги. Дуга в месте соприкосновения с металлом образует углубление. Это углубление заполняется расплавленным металлом, получающимся вследствие сгорания электрода. В процессе его продвижения по свариваемой поверхности ее края нагреваются и расплавляются, образуя единую структуру с металлом электрода.
Самодельный сварочный аппарат для сварки на постоянном токе.
Немаловажным фактором в электрической сварке является сила тока. Если она не будет иметь достаточных параметров, то дуга будет все время гаснуть, а электрод прилипать к свариваемой поверхности. Требуемая сила тока должна зависеть от применяемого аппарата. Если используется инверторный аппарат, то требуемый показатель должен варьироваться в диапазоне от 80-100 А. С применением аппарата трансформаторного типа диапазон должен быть в пределах 35-55 А.
Электроды для работы следует подбирать с учетом их химической структуры и структуры поверхности обработки.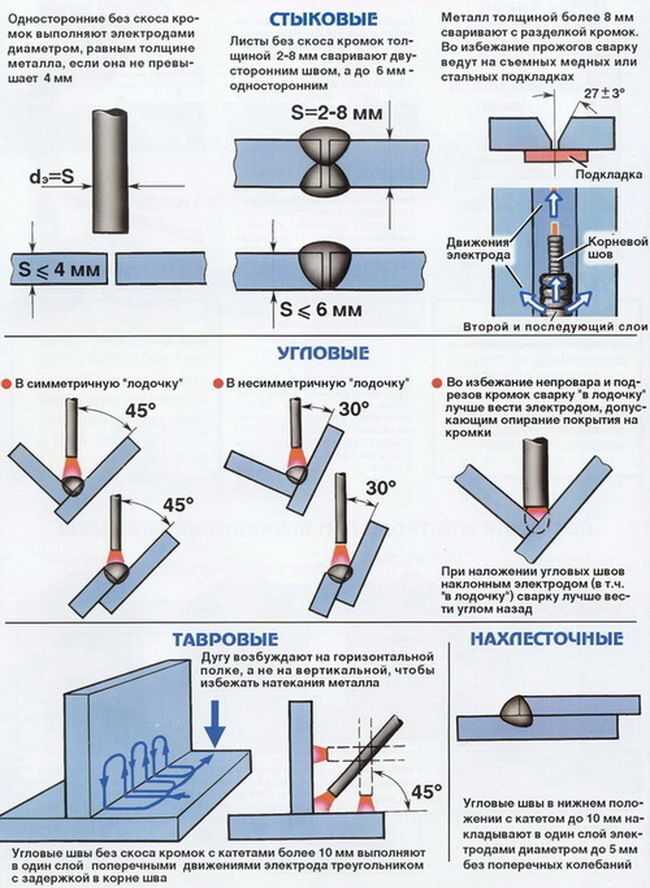 Существует несколько типов такого металла: сталь, нержавеющая сталь, алюминий. Все электроды имеют соответствующую маркировку, которая позволяет сделать их правильный подбор. При использовании в работах электрического сварочного аппарата нужно помнить, что диаметр электродов должен подбираться относительно толщины обрабатываемого материала.
Существует несколько типов такого металла: сталь, нержавеющая сталь, алюминий. Все электроды имеют соответствующую маркировку, которая позволяет сделать их правильный подбор. При использовании в работах электрического сварочного аппарата нужно помнить, что диаметр электродов должен подбираться относительно толщины обрабатываемого материала.
Вернуться к оглавлению
Перед началом работ необходимо определиться с тем, какой шов требуется выполнить. Существует несколько основных типов швов:
- Сварка плоских листовых соединений.
- Вертикальный шов.
- Угловое сварочное соединение.
- Сварка трубчатых соединений.
Во время выполнения вертикальной сварки и получения четкого и ровного шва должна соблюдаться схема процесса. Для этого подготовленные детали должны быть четко зафиксированы. С помощью прихваток необходимо скрепить их по краям в 3-4 местах. К деталям требуется закрепить массу с помощью зажима. Наклон электрода должен составлять 70-75° относительно поверхности.
Для того чтобы правильно варить вертикальный шов электросваркой, необходимо периодически производить вращательные движения, которые помогут сгребать расплавляющийся металл в точку соединения 2 деталей. Окончание электрода должно находиться точно в середине шва. Процесс сварки нужно вести снизу вверх, прилепляя каплю за каплей. Это поможет постепенно заливать зазор расплавленной электродной проволокой.
Соблюдение правильного угла позволит равномерно стекать расплавленной электродной проволоке. Чем более равномерно будет она стекать, тем ровнее и качественнее получится шов.
https://moyakovka.ru/youtu.be/PHgfn2giVx4
После того как поверхность шва остынет, с помощью молотка необходимо отбить шлак с поверхности деталей. Он образуется в процессе работы от продуктов горения металла. Шов готов, но чем чаще будут производиться сварочные работы, тем более аккуратным и качественным будет он получаться.
Вернуться к оглавлению
После того как будет завершена сварка и произведена зачистка поверхностей деталей от шлака, застывших наплывов и окалины, требуется провести осмотр полученных соединений. Контрольный осмотр должен проводиться на наличие обнаружения прожогов металла, трещин, кратеров или получившихся пор. Если они присутствуют, то это будет свидетельствовать о некачественно выполненной работе.
Контрольный осмотр должен проводиться на наличие обнаружения прожогов металла, трещин, кратеров или получившихся пор. Если они присутствуют, то это будет свидетельствовать о некачественно выполненной работе.
Если обнаружены некачественные швы, необходимо сразу, не дожидаясь разлома, провести реставрацию шва. Для этого необходимо тщательно зачистить всю поверхность с помощью напильника и металлической щетки. Затем произвести ее ремонт. Реставрация должна проводиться только в тех местах, в которых был обнаружен брак. Не надо переваривать поверхность полностью.
Во время проведения работ нельзя забывать и о технике безопасности.
Весь процесс нужно выполнять в замшевых перчатках, на которые следует надеть грубые рукавицы. Обязательно наличие маски сварщика, кирзовых ботинок и брезентовой робы.
https://moyakovka.ru/youtu.be/1C0BxpKY7hY
Рядом должен находиться огнетушитель, песок или емкость с водой. При соблюдении всех вышеперечисленных правил сварочных работ можно добиться получения высококачественного шва, который не позволит привести к разлому готовой конструкции.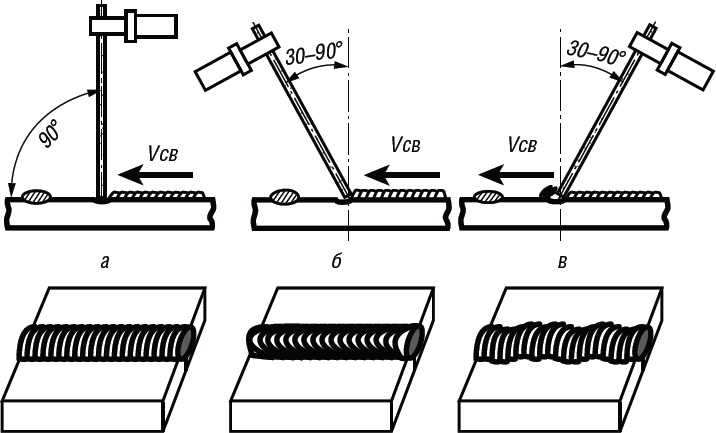
moyakovka.ru
Дуговая сварка вертикальных швов: технология и методы работы
Сварка вертикального шва
Дуговая сварка вертикальных швов – один из методов работы с металлическими поверхностями. Вам нужно сварить металлическую решётку или приварить петли для садовой калитки? Сварка – лучшее решение такой проблемы. Она применяется не только для этих целей. С её помощью можно починить, например, поломанные металлические гаражные ворота, приварить фрагмент железного забора.
Дуговая сварка вертикальных швов проводится по своей, особенной технологии, знать которую должен всякий, кто впервые берёт в руки сварочный аппарат. Кроме самых важных азов, которые описываются в различных методических пособиях для начинающих и профессионалов, постараемся рассмотреть некоторые моменты. Без них начинать работу просто невозможно.
Дуговая сварка: что такое?
Дуговой сваркой называют такой способ соединения двух и более металлических частей, при котором для нагрева материала используется электрическая дуга. Под её воздействием кромки свариваемых деталей расплавляются вместе с электродом, образуя «ванну» из жидкого металла. Металл остывает и образуется сварочное соединение.
Под её воздействием кромки свариваемых деталей расплавляются вместе с электродом, образуя «ванну» из жидкого металла. Металл остывает и образуется сварочное соединение.
Принцип работы очень простой. К электроду и металлическим частям подсоединяют трансформатор. С помощью электроэнергии, вырабатываемой трансформатором, происходит нагрев до высокой температуры в 7000 градусов по цельсию. При такой температуре плавления происходит смешивание электрода с металлом изделия, а все шлаки выходят наружу, образуя защитную плёнку.
Дуговая сварка вертикальных швов зависит от многих параметров, за которыми желательно следить и по возможности контролировать. Обычно подбирают необходимые значения следующих параметров:
- напряжение электрической дуги;
- силу сварочного тока;
- плюсовую и минусовую полярность;
- толщину электрода;
- положение сварочного соединения в пространстве;
- скорость работы.
Используемый ток
Сила электрического тока, применяемого для сварки, является одной из самых главных характеристик. Они описываются в инструкции, прикладываемой к сварочному аппарату.
Они описываются в инструкции, прикладываемой к сварочному аппарату.
Если такого описания по каким-то причинам не оказалось, то силу тока определим в зависимости от диаметра электрода. Чем он толще, тем мощнее аппарат, тем больше сварочного тока. Может даже получится так, что электрическая дуга будет «плавать», колебаться, менять свою длину.
Соответственно качество шва в этой ситуации ухудшится, увеличится его ширина, а глубина провала намного уменьшится.
Напряжение дуги
После верного определения силы тока, рассчитаем длину дуги. Другими словами – это расстояние от электрода до поверхности металлического изделия. При работе обязательно сохраняем это расстояние неизменным. От этого будет зависеть качество всей работы в целом.
Самой оптимальной длиной дуги считается расстояние между минимальным и максимальным значением короткой дуги.
Оно превышает на один-два миллиметра диаметр электрода. Дуговая сварка вертикальных швов использует исключительно короткую дугу. Диаметр её не должен превышать диаметра электрода.
Диаметр её не должен превышать диаметра электрода.
Полярность электрического тока
У большинства трансформаторов постоянный ток получается путём «выпрямления» переменного. При работе используют как прямую полярность, так и обратную. В первом случае изделие прикрепляется к «плюсу», а сварочный электрод к «минусу». При обратной – зажимы меняют местами.
Обратную полярность обычно используют при сварке тонколистового металла, чтобы не прожечь его насквозь. Такой же полярностью варятся высоколегированные стали, чтобы избежать их перегрева.
Варим вертикальные швы
При вертикальной варке швов капли электрода и расплавленного металла будут капать вниз. Чтобы избежать этого закономерного (с точки зрения физики) процесса, следует электрическую дугу сделать более короткой. При таком способе, благодаря силам поверхностного натяжения, капли жидкого металла будут легче переходить с электрода в углубление кратера.
Ток выбираем минимальный или средний. Он позволяет варить без подтёков и наплывов металла на изделии.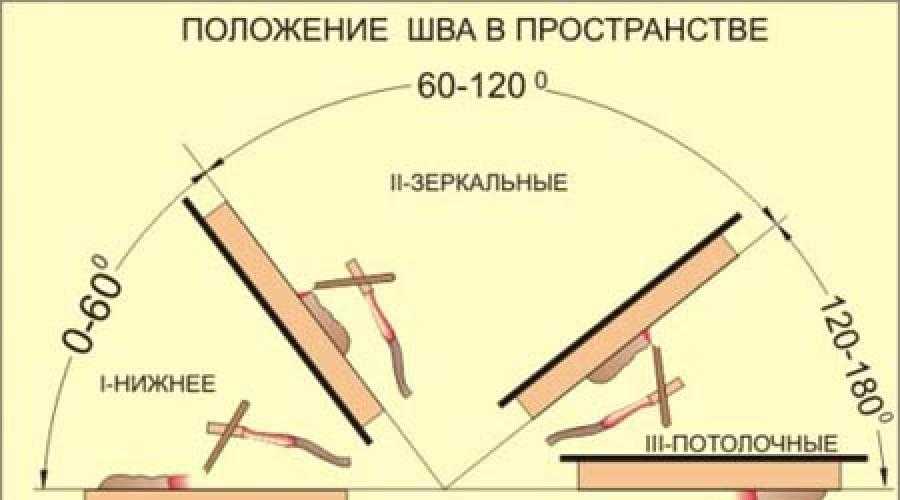
Вертикальные швы варим снизу и потом медленно (по степени готовности шва) идём вверх. В таком случае весь расплавленный металл заполняет все углубления, которые находятся ниже.
Положение электрода
Положение электрода тоже может быть различным. В основном угол наклона составляет девяносто градусов, при этом электродуга наиболее эффективно воздействует на поверхность, которую сваривают. При сварке под углом сорок пять или шестьдесят градусов наблюдается неравномерное расплавление материала, ухудшается управление сварочным процессом.
Видео:
Некоторые методы сварки
Дуговая сварка вертикальных швов по своей технологии отличается индивидуальными особенностями работы. Применяют два способа заваривания – «дугой вперёд» и «лестница».
Способ лестницы характерен зигзагообразным движением, постепенно поднимаясь как бы по лестнице снизу вверх. Сложность в выполнении состоит в том, чтобы задержка в месте перехода (подъёма по лесенке) осуществлялась не позднее, чем затвердеет металл в кратере шва. Далее плавный переход на ступеньку выше и т.д. Если время не выдержать и уйти не додержав, то получится выпуклость. В случае передержки – наплыв и чешуя.
Далее плавный переход на ступеньку выше и т.д. Если время не выдержать и уйти не додержав, то получится выпуклость. В случае передержки – наплыв и чешуя.
Некоторые сварщики применяют метод «дугой назад». В данном случае он не оправдывает себя по той простой причине, что в результате получаем чрезмерную выпуклость сварочного шва. Большая часть жидкого металла при этом стекает в цент кратера и застывает.
Кроме перечисленных методов дуговой сварки профессионалы и опытные сварщики применяют и другие варианты при работе с вертикальными швами. Чтобы результат получился качественным, не торопитесь, а старайтесь выполнить все необходимые правила. Удачи в работе!
cassuspro.ru
Как правильно варить ручной электродуговой сваркой детали и конструкции в вертикальном положении и потолочные швы
Сварка потолочных швов
Когда вы варите детали в вертикальном положении, то устанавливайте силу сварочного тока на 10-20 процентов меньше, чем при сварочных работах конструкций в нижнем положении и непременно короткой дугой, при таком режиме работы меньшая сила тока предотвращает вытекание металла из сварочной ванны, а короткая дуга обеспечивает спокойную и устойчивую работу при сварке.
Рекомендуемый способ при сварке деталей в вертикальном положении — это так называемый метод подъема электрода «снизу вверх». При таком способе сварочная дуга возбуждается в самой нижней точке сварного шва, предварительно подготовив сваркой горизонтальную площадку, которая по своему сечению будет равна будущему сварному шву. Вертикальный сварной шов формируется с помощью колебательных поперечных движений электродом.
Лучший провар при вертикальном положении свариваемых изделий достигается при горизонтальном положении электрода перпендикулярно вертикальной оси свариваемого шва, однако при таком положении электрода расплавленный металл стекает и чтобы избежать этого неприятного момента, электрод наклоняют под углом 45-50 градусов.
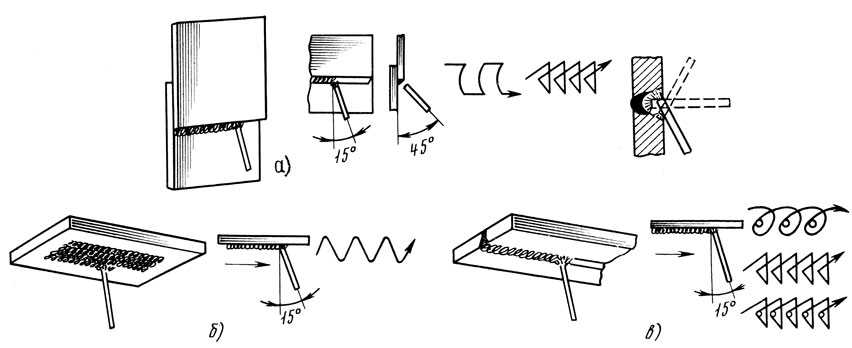
При сварочных работах в вертикальном положении подъемом «снизу – вверх» используют электроды диаметром до 4 мм, а поперечные колебания электродом применяют в виде «полумесяца», «углом» или «елочкой». Наиболее простым способом считается метод сварки вертикальных швов в виде «полумесяца», его я и рекомендую к освоению в первую очередь непрофессионалам и новичкам.
Как варить горизонтальные швы на вертикальной стене
При необходимости сварить горизонтальные стыковые швы дугу следует возбуждать на нижней горизонтальной кромке, как это показано на рисунке 6.1 – 1, после чего электрод перемещают на верхнюю кромку ( рисунок 6.1 – 2). При данном режиме сварки работу можно выполнять как вертикально расположенным электродом, так и держать электрод под углом вперед либо назад, как это показано на рисунке 6.1. Сварка выполняется в несколько проходов.
Как варить детали и конструкции в потолочном положении.
Для того, чтобы проводить сварочные работы в потолочном положении, необходим достаточный опыт и соответствующая квалификация, так как данный вид сварки относится к категории наиболее сложных видов сварочных работ.
Прежде чем приступать к сварке деталей в потолочном положении проверьте электроды: они должны быть абсолютно сухими, при работе с сырыми электродами выделяемые при сгорании покрытия электрода газы будут подниматься вверх и попадать в потолочный шов свариваемой конструкции, что приводит к образованию внутренних каверн (пустот), которые в свою очередь способствуют появлению трещин и даже разрушают сварку.
Самым эффективным способом сварки в потолочном положении является так называемый «обратнопоступательный« метод, правда он же является самым сложным и трудоемким. Начинающим сварщикам сварку в потолочном положении лучше всего начинать с освоения метода «полумесяцем», затем «лесенкой», ну, а уже потом можно попытаться подступиться и к «обратнопоступательному» методу.
Ознакомиться с данными способами сварки деталей и конструкций в потолочном положении можно в предлагаемой вам таблице:
В следующей статье мы поговорим с вами о том, какими бывают основные типы и размеры сварных соединений.
olegkmeta.ru
Как правильно варить электросваркой? Как варить вертикальный шов электросваркой.
 Как варить металл электросваркой
Как варить металл электросваркойПоделиться:
Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
30.06.2017
Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
На чем он основан?
Как правильно варить электросваркой? Для того чтобы понять принцип, нужно вспомнить физику из школьной программы. Один из проводов сварочного аппарата подсоединяют к рабочей детали. При соприкосновении электрода с этой поверхностью возникает электрическая дуга. В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.
Способы зажигания дуги
Обучаясь тому, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой. Для создания таких условий существует два способа: В первом случае электродом (быстро прикасаясь) «чиркают» по железу, будто спичкой. Возникшую дугу нужно сохранять, ведя присадку в нескольких мм от рабочей поверхности металла. Во втором случае кончиком электрода нужно резко постукивать по заготовке.
Получившаяся дуга не должна погаснуть. Если это все-таки случилось, прежде чем продолжится электросварка, швы нужно очистить от окалины. Пренебрежение этим правилом ведет к образованию дыры.
Важность силы тока для сварки
Расчет силы тока, соответствующей толщине электрода, покажет на практике, как научиться варить электросваркой. При недостаточном токе электрод будет залипать, а дуга – гаснуть. При большом токе металл будет разбрызгиваться и гореть. Если пользоваться сварочным трансформатором, то электроду в 1 мм соответствует ток в 30-35 А. При пользовании сварочным инвертором электроду в 3 мм соответствует ток в 80 А. Если повышать силу тока, железо можно резать.
При большом токе металл будет разбрызгиваться и гореть. Если пользоваться сварочным трансформатором, то электроду в 1 мм соответствует ток в 30-35 А. При пользовании сварочным инвертором электроду в 3 мм соответствует ток в 80 А. Если повышать силу тока, железо можно резать.
Электроды подбирают с учетом химического состава металла. Существуют несколько видов этого присадочного материала:
стальные;
биметаллические;
чугунные;
медные;
латунные.
Все они маркированы индексом и цифрами, обозначающими то, для металла какой твердости и толщины предназначен каждый вид.
Обучаясь, как правильно варить электросваркой, нужно запомнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Сварка плоских листов металла
Тонкий металл (от 1 до 3 мм) соединяют встык без зазоров и присадок, добиваясь хорошего совпадения выровненных краев. Для лучшего прилегания стыков более толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставляют зазор до 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Для соединения более толстых плоскостей кромки обрезают со скосом.
Для лучшего прилегания стыков более толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставляют зазор до 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Для соединения более толстых плоскостей кромки обрезают со скосом.
С чего начинать учиться варить железо
Обучение тому, как правильно варить электросваркой, начинается с самых простых процессов. Приготовленные детали фиксируют на горизонтальной поверхности (на столе для сварки). Прихватками скрепляют их по краям и в центре. Нужно вставить в держатель новую присадку и прикрепить к детали зажим от массы. Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка. Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов.
Раз за разом, по мере приобретения опыта, швы будут получаться все ровнее и аккуратнее.
Как сделать вертикальный шов
Как варить вертикальный шов электросваркой? Главное – начать, соблюдая все рекомендации. Сварка вертикальных швов похожа на работу по горизонтали, только немного сложнее. Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода. Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров.
Как сделать красивый и крепкий угловой шов
Правильно сделать так называемый «тавровый» шов не так легко, как научиться варить электросваркой. Этим швом пользуются, если требуется скрепить детали под разными углами. Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
Каким сварочным аппаратом лучше пользоваться
Старинные сварочные аппараты, имеющие регулируемый магнитный зазор, позволяющий настраивать силу тока, – трансформаторные. Есть множество вариантов и моделей, имеющих реостаты и добавочные дроссели на первичных или вторичных сторонах трансформаторов.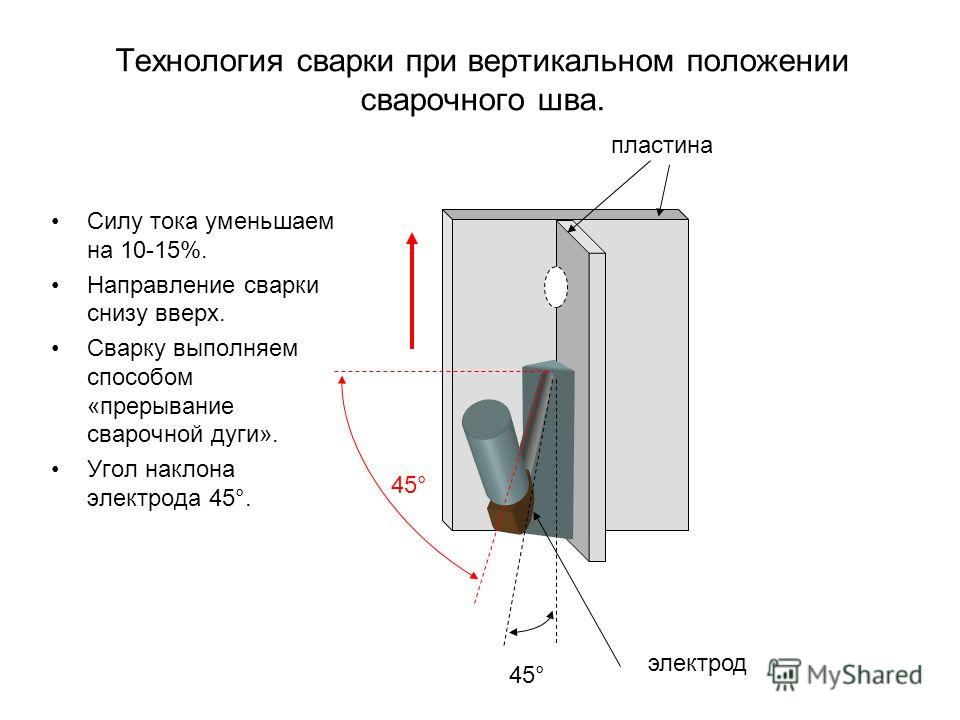
Способы сварки труб
При отсутствии опыта учиться тому, как варить трубу электросваркой, лучше на толстом металле. В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.
Вначале сваривают полукольцо в одну сторону, затем – во вторую. При способе ведения шва «сверху вниз» пользуются 4-мм электродами, имеющими органическое напыление. При короткой дуге, опираясь на образующийся «козырек», приставок ведут небольшими поперечными колебаниями.
При работе по способу «снизу вверх» резко снижают скорость. Ведения поперечных колебаний электрода делают в 3-5 мм. При сварке конструкций из труб предварительно нужно подготовить и разложить весь материал на сварочном столе или стенде. Затем их отцентровывают и стягивают для получения нужного для сварки зазора. Собранные стыки прихватывают между собой. Трубы с маленьким диаметром соединяют непрерывной сваркой, с большим диаметром – прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака. Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор.
Ведения поперечных колебаний электрода делают в 3-5 мм. При сварке конструкций из труб предварительно нужно подготовить и разложить весь материал на сварочном столе или стенде. Затем их отцентровывают и стягивают для получения нужного для сварки зазора. Собранные стыки прихватывают между собой. Трубы с маленьким диаметром соединяют непрерывной сваркой, с большим диаметром – прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака. Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор.
При наличии некачественно сваренных мест производится реставрация шва.
Для собственной безопасности нужно работать во время сварки в замшевых перчатках и рукавицах, в маске сварщика, в кирзовых или плотных кожаных ботинках и в хлопчатобумажной робе. Обязательно рядом должен находиться огнетушитель или емкость с водой.
Источник:
fb. ru
ru
Вертикальный сварочный шов
Как варить вертикальный сварочный шов.
Электрическая сварка предусматривает оказание воздействия электрической дуги на обрабатываемый металл. Она формируется между изделием и используемым электродом из токопроводящего материала. Слишком высокая температура становится причиной расплавки металла, за счет чего и происходит соединение отдельных деталей. Место соединения принято называть сварным швом. Для изменения его показателей меняются технические параметры сварки, к примеру, амплитуда и скорость движения. Следует рассматривать особенности вертикальной сварки подробнее.
Содержание
Особенности вертикальной сварки
Как варить вертикальный шов?
Вертикальный шов полуавтоматом
Создание шва электродом
Техника сверху вниз
Техника снизу вверх
Принципы вертикальной сварки
Условия для качественного вертикального шва
Особенности вертикальной сварки
Проводимая сварка вертикальных швов характеризуется довольно большим количеством различных особенностей. К ним можно отнести следующие моменты:
К ним можно отнести следующие моменты:
При тепловом воздействии на сплав образуются капли, которые стремятся скатится вниз. Этот естественный процесс создает довольно много трудностей, так как раскаленные капли не позволяют оказывать качественное воздействие на обрабатываемую зону.
Рекомендуется делать вертикальные швы более короткой дугой, за счет чего действие сил поверхностного натяжения упрощает переход электрода в кратер шва.
Для того чтобы дать капле затвердеть во время проведения сварки нужно отводить стержень в сторону. Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.
В верхней зоне, как правило, металл плавится быстрее. При этом процесс кристаллизации ускоряется в зоне стыков и соединения.
Важно правильно выбирать показатель силы тока. Как правило, он выбирается из более низкого диапазона, нежели при проведении обычных сварочных работ.
Есть возможность использовать точечную технологию, которая обеспечивает относительно низкое крепление двух элементов.
Вертикальная сварка довольно сложно дается неопытным мастерам, но она проводится крайне часто. Это связано с тем, что заваривают электродом самые различные дефекты и им создают ответственные, а также несущие конструкции.
Применяя подобный способ сварки важно соблюдать все правила и рекомендации, так как в противном случае вертикальный шов получиться некачественным
Как варить вертикальный шов?
Существует довольно много правил, соблюдение которых позволяет повысить качество получаемого шва. Исключить вероятность стекание капель раскаленного металла довольно сложно.
Основными рекомендациями можно назвать нижеприведенные моменты:
Электрическая дуга должна быть исключительно короткой. Длинная может привести к расплыванию сплава, так как он стекает под воздействием силы притяжения.
На момент поджога рабочая часть размещается исключительно перпендикулярно обрабатываемой поверхности. При этом важно, чтобы он располагался перпендикулярно обоим обрабатываемым поверхностям, за счет чего и обеспечивается высокое качество обработки.
При работе рекомендуется наклонять электрод немного вниз. За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
В некоторых случаях исключить вероятность стекания металла невозможно. Тогда рекомендуется увеличить показатель силы тока и ускорить перемещение рабочей части. Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
Приведенная выше технология намного проще в исполнении, если сравнивать вариант проведения электрода снизу вверх.
Вертикальный шов полуавтоматом
От качества сварочного шва зависит то, насколько прочной будет получаема конструкция и на какую нагрузку она будет рассчитана. Кроме этого, в некоторых случаях важно сохранить привлекательный эстетический вид. Больше всего проблем возникает с созданием вертикального сварочного шва, так как металл вытекает из ванны. Довольно распространенным вопросом можно назвать то, как варить вертикальный шов. Среди особенностей отметим нижеприведенные моменты:
Довольно распространенным вопросом можно назвать то, как варить вертикальный шов. Среди особенностей отметим нижеприведенные моменты:
Проводится подготовка материала в зависимости от того, какие именно работы будут проводится. Учитывается толщина материала и степень обрабатываемости.
Выбирается короткая дуга со средним показателем рабочего тока.
Стержень со специальной обмазкой располагается под углом 80 градусов относительно обрабатываемой поверхности.
Создавая вертикальный шов рекомендуется манипулировать стержнем по всей ширине формируемого валика.
Качественный вертикальный шов можно получить при сварке с отрывом дуги от поверхности. Для начинающих сварщиков подобный метод подходит в большей степени, так как проще в исполнении. Это связано с тем, что на момент отрыва дуги металл может остыть. Однако, есть и существенный недостаток – снижается показатель производительности.
Среди особенностей применения этого метода, связанного с отрывом стержня от поверхности, назовем нижеприведенные моменты:
При сварке наконечник можно опирать на полочку сварного кратера.
Схема движения рабочей части из сторону в сторону, за счет чего охватывается весь вертикальный шов. Кроме этого, можно применять схему петель или короткого валика при движении рабочей части сверху вниз.
Устанавливаемая сила тока во многом определяет форму шва и его основные параметры. В общем случае рекомендуется снизить показатель на 5 А от обычного значения для конкретной толщины сплава
Стоит учитывать, что основные параметры проводимой работы практически во всех случаях выбираются экспериментально. Именно поэтому умения сварщика во многом определяют качество соединения и его надежность.
Создание шва электродом
Создаваемые швы электрическим инвертором имеют довольно обширную классификацию. При определении основных параметров учитывается тип соединяемых деталей. При рассмотрении того, как правильно варить вертикальный шов электросваркой, нужно учитывать их особенности. Наибольшее распространение получили следующие разновидности соединений:
Стыковые.
Тавровое.
Внахлест.
Угловое.
Стоит учитывать, что для обеспечения стабильной дуги нужно провести очистку поверхности от самых различных загрязняющих веществ.
Именно поэтому сварка вертикального шва проводят при тщательной подготовке поверхности. Применяемые технологии позволяют получить качественный шов только при правильном выборе толщины электрода. Она должна быть несколько меньше, чем ширина шва, так как для исключения вероятности стекания сплава рекомендуется водить стержень из стороны в сторону.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
Примером можно назвать марки ЛНО-9 и ВСЦ-2.
Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.
Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.
Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.
За счет этого исключается вероятность длительной задержки источника тепла в одной точке.
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.
Принципы вертикальной сварки
Выделяют и несколько других распространенных технологий, которые могут применяться для получения шва. Среди них отметим:
Технология треугольника подходит для случая, когда толщина металла составляет не более 2 мм. Она должна проводится только после затупления кромок, которые будут соединяться. По форме получаемая ванная напоминает треугольник. Для подобной технологии рекомендуется выбрать электрод, диаметр которого составляет 3 мм. Сила тока должна быть не более 100 Ампер.
Елочка применяется крайне редко, так как она подходит для основания с толщиной 2-3 мм. Она предусматривает хаотичное и сложное перемещение дуги.
Лесенка применяется в том случае, если нужно образовать максимально широкий шов, кромки минимально притуплены.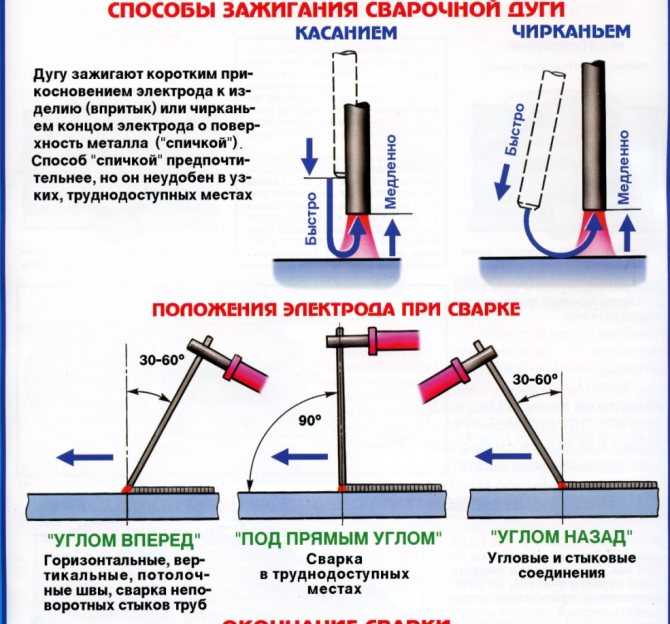 Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.
Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.
Вертикальная сварка проще проходит при применении современного сварочного инвертора, который позволяет регулировать основные параметры с высокой точностью.
Условия для качественного вертикального шва
Практически все начинающие специалисты не знакомы с основными условиями получения качественного вертикального шва. Кроме этого, он должен характеризоваться высокой прочностью, быть выполненным качественно и иметь эстетичный вид.
Можно выделить несколько основных ошибок, которые допускаются при проведении подобной работы:
На момент поджога стержень должен находится в перпендикулярном состоянии. Если будет угол, то дуга может быть нестабильной.
Если будет угол, то дуга может быть нестабильной.
Чем меньше длина дуги, тем быстрее происходит кристаллизация материала. За счет этого снижается риск появления подтеков. Однако, многие не соблюдают эту рекомендацию, так как небольшая дуга снижает показатель производительности.
Стержень накланяется для снижения вероятности появления подтеков, но выдерживать острый угол достаточно сложно.
При появлении подтека рекомендуется увеличить силу тока и ширину шва. За счет этого можно существенно ускорить процесс кристаллизации вещества.
Для получения соединения с высоким показателем качества нужно уделить внимание подготовительному этапу. Примером можно назвать удаление пыли и грязи, остатков краски и масла, ржавчины. В некоторых случаях проводится точечная сварка, за счет чего риск появления потеков снижается в несколько раз.
В заключение отметим, что качество сварочного шва зависит от довольно большого количества параметров. Примером можно назвать мастерство сварщика или характеристики соединяемых материалов. В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
Как варить вертикальный шов инвертором металл 1.5. Какие электроды лучше для сварки жестянки, тонкого металла
Листовой металл является достаточно востребованным материалом для изготовления многих технических устройств и конструкций. Листовая сталь предназначена для производства несущих элементов мостов, балок, резервуаров, водостоков, корпусов электромеханизмов и прочих изделий. Единственным способом соединения такого проката является сварка листового металла. Это вполне надежный вид соединения, особенности которого зависят от толщины металла и его расположения в пространстве.
Способы сварки листового металла
Металлические листы средней толщины варятся ступенчатым способом. Вся полоса сварки условно делится на участки по 10-20 см, после чего эти участки провариваются попеременно. Каждый последующий шов перекрывает предыдущий шов на 1 см. Такая технология позволяет избежать температурных деформаций металла.
Такая технология позволяет избежать температурных деформаций металла.
Сварка тонких листов металлаобычно производится встык, с отбортовкой кромок. Также допускается соединение встык на подкладке, без отбортовки. Существует сварка цилиндрических изделий. Например, приварка к отбортованному днищу цилиндрического корпуса или приварка к отбортованному корпусу днища.
Сварка толстого металла (более 4 мм) выполняется в несколько проходов. Это так называемая многослойная сварка. Сварной шов заполняется несколько раз. Перед наложением каждого последующего слоя производится очистка слоя предыдущего от окалины. Многослойная сварка является более надежной, но ведет к увеличению расходных материалов.
Подготовка листового металла к сварочным работам
Все изделия в местах кромок и прилегающих к ним участков должны быть тщательным образом очищены от краски, загрязнений, масла, ржавчины, окалины и влаги. Очистку производят металлической щеткой, болгаркой или пламенем горелки. Лучший результат дает симбиоз этих способов. Кромки обрабатываются при помощи шлифовальной машины или фрезерного станка.
Лучший результат дает симбиоз этих способов. Кромки обрабатываются при помощи шлифовальной машины или фрезерного станка.
Они должны быть скошены под небольшим углом для соблюдения технологии сварочных работ. Качественная сварка листового металла встыкневозможна без соответствующей обработки кромок.
В зависимости от конструкции будущего изделия производится сборка деталей и их крепление между собой посредством различных приспособлений. Для скрепления листов используются струбцины, клинья, фиксаторы, рычаги, стяжные уголки. Для плотного стягивания изделий применяются домкраты. В условиях цеха сварка листовой сталиобеспечивается специальными прижимными механизмами.
Для обеспечения неподвижности шва изделия скрепляют прихватками. Их размер зависит от толщины листового металла и общей протяженности шва. Для тонких листов длина прихватки составляет до 0,5 см, а для толстого металла может доходить до 3 см. При толщине металла 1 см и более прихватки обычно не используются.
В этом случае применяются клиновые стяжки, допускающие незначительные смещения деталей в процессе сварки. Также могут быть использованы угольники и стяжные планки.
Технология сварки листового металла
Сварка прокатного металла может быть осуществлена встык или с нахлестом. Вертикальные швы рекомендуется выполнять стыковыми, а круговые поясные соединения лучше делать с нахлестом. Первым делом провариваются поперечные швы, а уже затем идет работа над продольными швами.
Зазоры между соединяемыми изделиями должны быть около 1 мм. Это необходимо для предотвращения деформации изделий. Рекомендуется выполнять сварку листового металла от середины, постепенно направляясь к краям.
Сварка выполняется под углом 70-90 градусов. В таком положении идет максимальный провар шва.
Выполняя сварку любого листового металла согласно рекомендациям, получают качественные сварные изделия надлежащей крепости.
Бывает так что нужно заварить тонкую жестянку и вы не знаете каким электродом можно все это сварить. Именно нужно сварить ручной дуговой сваркой так как другой у нет. Можно использовать различные аппараты,но факт остается фактом и понятно что электроды как правило прожигают жестянку. Для начало возьмем электрод самого маленького диаметра, это двоечка или троечка,. Далее смотрим аппарат.
Именно нужно сварить ручной дуговой сваркой так как другой у нет. Можно использовать различные аппараты,но факт остается фактом и понятно что электроды как правило прожигают жестянку. Для начало возьмем электрод самого маленького диаметра, это двоечка или троечка,. Далее смотрим аппарат.
Можно варить как переменкой так и постоянным током . Желательно электроды использовать универсальные. Я бы вам посоветовал троечку марки МР-3С синие . Почему то так повелось и я ими сваривал тонкий металл. Металл можно наложить краем в нахлест (друг на друга) не много, и тем самым у нас больше шансов что мы его не прожгем. Обычно этот метод не подходит так как нужно часто соединять изделия в стык. Что же делать? Ни чего мудрить не нужно и будем использовать в качестве дополнительно металла для сварки ту же троечку. Очищаем ее от порошкового напыления и прикладываем на место сварки. Именно туда где будет проходить шов.
Если вы собрались варить авто жесть то тут история не много другая. Ее как правило ведет от через мерного нагрева. И варят ее либо полуавтоматом или другой сваркой. Электродами варить можно,но не все части авто. Допусти мы приготовили все необходимое это:
И варят ее либо полуавтоматом или другой сваркой. Электродами варить можно,но не все части авто. Допусти мы приготовили все необходимое это:
- Электроды троечку.
- Подготовили детали перед сваркой (зачистили место сварки).
- Настроили сварочный ток для сварки нашей жести.
- Зачистили присадочный материал (очистили троечку от порошкового напыления)
Теперь нужно постараться положить детали так чтоб их как можно меньше повело. Если есть другой способ сварки жести, то я бы вам его порекомендовал. Типа газовой сваркой или полуавтоматом.
Почему важно положить делали? Потому что при сварке детали нагреваются и остывают и тем самым в месте нагрева происходит расширения и уменьшения. Вы не замечали когда вы варите что то тонкое и легкое типа жестянки вам кажется что деталь как будто шевелится? Это и называется у сварщиков ведет. Некоторые говорят: О смотри как повело металл! Было наверное слышали много раз. Так вот положите делали и прижмите сверху или закрепите временно, оставьте только место где нужно сваривать детали. Если детали не большие это не обязательно.
Возьму пример с двумя листами. Положим два листа на рабочую поверхность. Она ровная и делали на ней расположены в стык. возможности крепить нет. После сварки два металла стянутся друг к другу,да так что еще скажете откуда этот угол образовался. Он образуется в результате деформации металла. Что такого не было нужно положить эти две детали не много под обратным углом, чтоб после соединения деталей все стало ровно. В градусах это не знаю сколько, но на глаз это чуть видно что детали не ровно лежать. Рядом стоящему даже может привидится что они ровно состыкованы. Все попробуйте на каком нибудь похожем металле перед сваркой, разомните руки.
Если детали не большие это не обязательно.
Возьму пример с двумя листами. Положим два листа на рабочую поверхность. Она ровная и делали на ней расположены в стык. возможности крепить нет. После сварки два металла стянутся друг к другу,да так что еще скажете откуда этот угол образовался. Он образуется в результате деформации металла. Что такого не было нужно положить эти две детали не много под обратным углом, чтоб после соединения деталей все стало ровно. В градусах это не знаю сколько, но на глаз это чуть видно что детали не ровно лежать. Рядом стоящему даже может привидится что они ровно состыкованы. Все попробуйте на каком нибудь похожем металле перед сваркой, разомните руки.
Процесс сваривания инвертором предназначается для сваривания тонкого металла, формируя качественный шов, поскольку у большинства деталей толщина листа составляет ширину около 5 мм, и множество разновидностей сваривания плохо подходят к данному процессу. Такой вид сваривания владеет хорошим качеством, если учесть параметры с прочностью вязкостью и пластичностью. Существуют параметры, благодаря которым сваривание тонких металлов становится более качественным:
Существуют параметры, благодаря которым сваривание тонких металлов становится более качественным:
·Надежность;
·Устойчивость к снижению коррозии;
·Гибкость;
·Вязкость.
Разновидности тонколистового металлического сваривания и его особенности
Совершать сваривание тонких металлов приходится весьма часто, поскольку большинство деталей состоят именно из таких размеров :
·Моторные лодки;
·Автомобили.
Произвести качественное сваривание получится после учета всех нюансов предстоящей работы. Основной проблемой является то, что тонкие заготовки имеют большую вероятность подвергаться прожогу электродом, после чего заготовка станет непригодной для эксплуатации. Требуется иметь большой опыт работы с электродами для сваривания такого рода металла, в ином случае достигается не наилучшего качества шов и соединение поверхностей металла. Еще присутствуют затруднения в осуществлении правильной работы с дугой, и выбрать нужные параметры для соединения заготовок.
Необходимые условия, которые требуется соблюдать при соединении тонких металлов
Перед началом процесса требуется выбрать необходимый размер электрода по толщине, который будет идентично совпадать в размере с предстоящей для сваривания заготовкой. Сила тока выставляются в зависимости от толщины электрода. Так же важным выбором является покрытие электрода, поскольку для данного процесса необходимо специальное, которое плавится за длительный период.
Для обеспечения хорошей работы в сваривании деталей, применяется инвертор. Благодаря новейшим разработкам аппаратов можно легко производить процесс сваривания тонких металлов, которые имеют маленький вес и большой уровень производительности. Сваривание инвертором производится на постоянном источнике тока. Для сваривания тонкого металла, можно применять электроды различных марок. Во время работы на данном устройстве рекомендуется отрегулировать силу тока примерно на 10-15 А. Еще для формирования более качественного сварочного шва, необходимо использовать электроды в 1.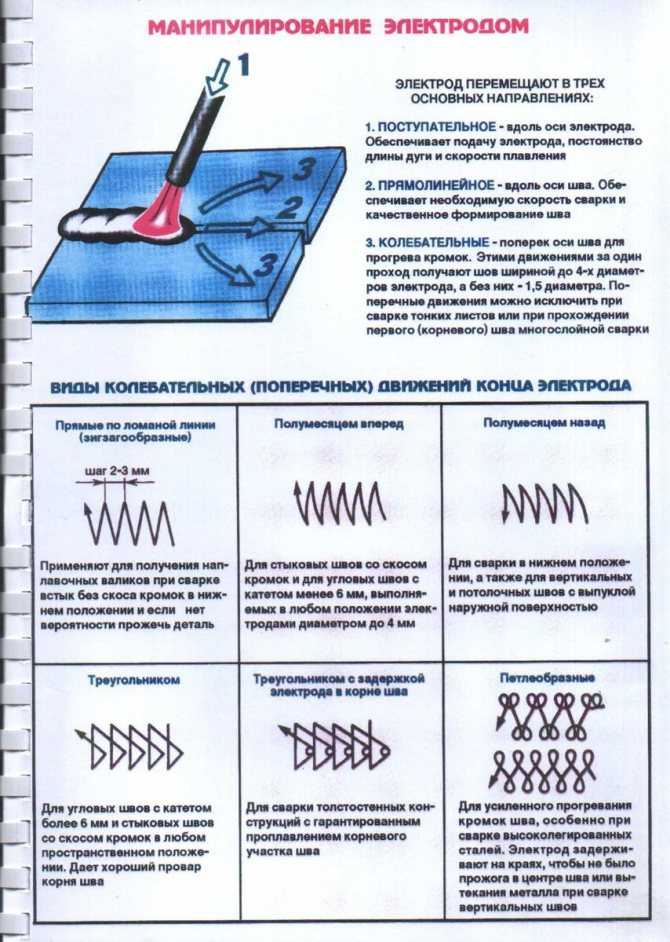 6 мм шириной.
6 мм шириной.
Инвертор можно отрегулировать на различные напряжения вольт или ампер, для более удобного сваривания. Затраты на энергию существенно не велики в отличие от трансформатора или выпрямителя, а коэффициент полезного действия составляет 90%.
Устройство аппарата для сваривания тонкого металла
В начале, требуется исследовать устройство механизма для сваривания, которое является относительно трудным из-за применения большого напряжения, силы тока и максимальных частот. Во время процесса сваривания осуществляются переходы напряжения, от переменного тока в 220В к постоянному току с большой частотой. Так же аккумуляторные импульсы входят в наличие инвертора, которые состоят из модулей. Благодаря процессорам с программирующими микросхемами согласовываются работа элементов аппарата для сваривания.
Программы, которые производятся инвертором :
·Ликвидация напряжения в момент замыкания дуги для сваривания;
·Образуются дополнительные импульсы тока;
·Обеспечение разрушение барьеров жидкого металла при коротко дуговом сваривании.
Процесс работы с применением аппарата для сваривания
Существует множество вещей, процесс работы которых можно осуществлять собственноручно в домашних условиях с применением сварки. Починить автомобиль, соединить заготовки из металла гораздо легче, когда под рукой находится инвертор для сваривания.
Для работы требуется обзавестись следующими приспособлениями :
·Электроды;
·Аппарат для сваривания;
·Рукавицы;
·Молоток;
·Металлическая щетка;
·Сварочная маска;
·Огнеупорная или просто плотная спецодежда;
·Наличие воды, для устранения различных возможных источников пламени.
Для необходимого качества шва в начале, следует отрегулировать соответственное напряжение в аппарате и электросети. Требуется осуществить осмотр штепселя, розетки, кабеля и проверять их исправное состояние. Однозначно запрещается проводить работу на технике в плохо рабочем состоянии.
Рекомендуется поставить аппарат на твердую поверхность, и еще проверить заземления. Выявив толщину заготовки, подбирают соответствующие электроды, и ручкой на аппарате осуществляют регулировку количество тока.
Выявив толщину заготовки, подбирают соответствующие электроды, и ручкой на аппарате осуществляют регулировку количество тока.
Перед процессом сваривания, требуется произвести зачистку будущей детали, удалив грязь и ржавчину металлической щеткой либо наждачной бумагой. Затем необходимо зажать в тиски листы металла. Электрод зажимают в держатель, и зажигаем сварочную дугу касающимися или постукивающими движениями по металлической заготовке. Необходимо осуществить правильные параметры тока, а далее вести дугу в нужном положении. В окончании процесса рекомендуется дать время на остывание детали, после отбить шлак и зачистить до заметного блеска поверхность.
Процесс контроля сварочной дуги
Во время процесса сваривания требуется соблюдать нужное расстояние горящей дуги, от электрода до металла. Одинаковые размеры образующегося промежутка считаются стабильностью в гарантии грамотного осуществленного технологического процесса. Если заданные размеры между промежутками сокращать, то получится изогнутый сварочной дугой шов, с участием расплавленной боковой его части.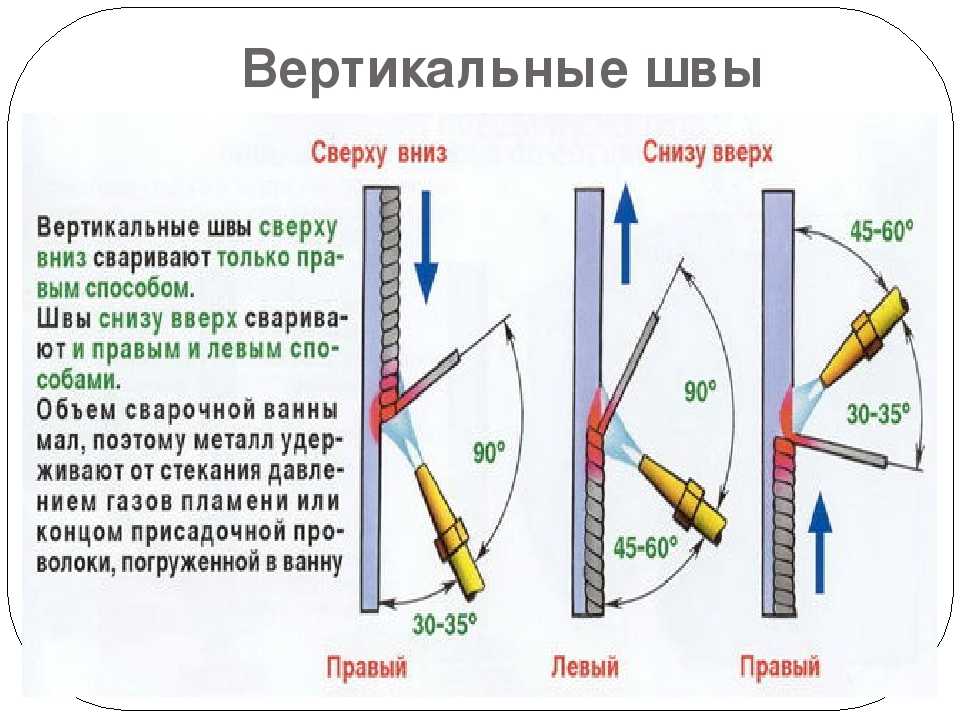 Если на максимально дальнем расстоянии проводить работу, то качественное сваривание не получится, поскольку происходит искажение дуги, а металл сваривается с перекосами в одну из сторон. Если верно соблюдать заданный зазор при сваривании, то в итоге можно произвести ровный аккуратный шов.
Если на максимально дальнем расстоянии проводить работу, то качественное сваривание не получится, поскольку происходит искажение дуги, а металл сваривается с перекосами в одну из сторон. Если верно соблюдать заданный зазор при сваривании, то в итоге можно произвести ровный аккуратный шов.
Образование простого сварочного шва с помощью инвертора
Когда дуга появляется, в ее силах охватить весь основной металл, и двигать всю сварочную ванну на прежнее место, создавая шов. Главная задача сварщика является в том, чтобы шов находился на одной прямой с металлом.
В подобных случаях рекомендуется на постоянной основе держать в поле зрения размеры расположения шва. Еще следует расположить ванну по кругу. Сваривание металлов с помощью инвертора, требуется плавными движениями, формируя шов, и при этом смотреть за его появление с одного края металлического листа, а потом контролировать его появление сварочной ванной.
Если электрод в процессе держать близко к металлической пластине, то сформируется выпуклый шов. Множество опытных мастеров достигают образование плоского шва и передвижения ванны, путем необходимого изменения угла наклона электрода.
Множество опытных мастеров достигают образование плоского шва и передвижения ванны, путем необходимого изменения угла наклона электрода.
Особенности в сваривании инвертором металл с маленькой толщиной
Сварщику требуется обращать внимание на то, какая полярность у электрода, поскольку их размер влияет на долговечность шва, и прочность всего сваривания.
Благодаря электродам с обратной полярностью можно легко добиться образования глубокого шва. В начале процесса нужно определить, какой заряд применять и как его подключать. Положительный заряд греется гораздо сильнее. Начав процесс, следует придерживаться необходимого угла электродом в 30 градусов, приблизив на необходимое расстояние его, нужно образовать красное пятно до того как появиться раскаленная капля металла. Сварочный шов появляется после того, как все капли будут соединены на металлических листах друг с другом.
Преимущества сварки инвертором выпрямителем
Металлы с тонкими размерами имеют низкую материалоемкость, поэтому их потребность в сваривании, является широко востребованным в промышленных сферах.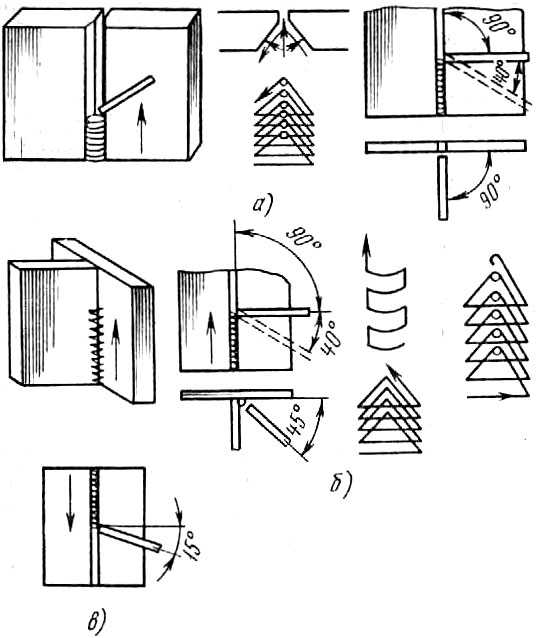 В принципе не нужно иметь большие навыки, что бы соединить металл, благодаря постоянству сварочной дуги и получению качественных итоговых показателей. В большинстве случаев, где основной ценностью является качество свариваемого шва, инверторы используют дляаргонно-дуговогосваривания. Если процесс сваривания осуществляется при помощи полуавтомата, то инвертор может контролировать перемещение металла, и уменьшать его разбрызгивание.
В принципе не нужно иметь большие навыки, что бы соединить металл, благодаря постоянству сварочной дуги и получению качественных итоговых показателей. В большинстве случаев, где основной ценностью является качество свариваемого шва, инверторы используют дляаргонно-дуговогосваривания. Если процесс сваривания осуществляется при помощи полуавтомата, то инвертор может контролировать перемещение металла, и уменьшать его разбрызгивание.
Самой передовой технологией является плазменное дуговое сваривание. Когда применяется такого вида сваривание, то увеличивается производительность труда, за счет изменений в скорости резки, при этом сформировавшаяся дуга постоянна.
К сварочному оборудованию следуют относиться аккуратно и бережно, во избежание различных неисправностей. Техника может выдавать неверные параметры, и в итоге может быть нарушена эксплуатация детали. Если не удается осуществить процесс сваривания при включенном аппарате, требуется первым делом проверить осмотреть кабеля.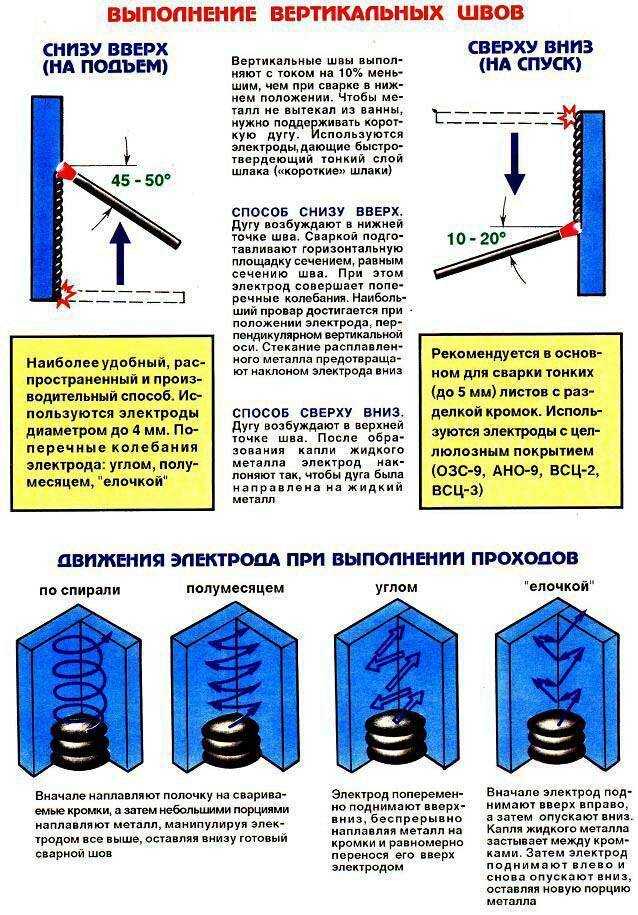 Если сварочная дуга будет недостаточно сильной, необходимо проверить ток, из-за которого инвертор может не работать, в противном случае следует отдать в сервисную службу по ремонту данных аппаратов, вероятной проблемой будет нарушение в работе модуля.
Если сварочная дуга будет недостаточно сильной, необходимо проверить ток, из-за которого инвертор может не работать, в противном случае следует отдать в сервисную службу по ремонту данных аппаратов, вероятной проблемой будет нарушение в работе модуля.
Как верно подобрать аппарат для сваривания
Перед тем как приступать к покупке данного аппарата, следует определить, с какими металлами в основном будет осуществляться работа. Необходимо учитывать параметры свариваемого материала, а электроды нужно подбирать соответственные по составу с металлом или с толщиной заготовки. Параметры тока регулируются на требуемые качества и состав металла, и его размеры.
Существует три режима, в которых может осуществляться работа аппарата для сваривания:
·Крайний;
·Средний;
·Продолжительный.
Когда напряжение в электросети будет снижено примерно до 190В, то произойдет низкое осуществление ампер во время процесса. Не рекомендуется использовать кабеля, которые имеют длину 15 метров и выше, поскольку распределение по ним тока, так же приведут к низкому сварочному току.
Не стоит забывать о том, что рекомендуется вести учет электрической питающей сети, поскольку при низкой величине требуется использовать аппараты, которые могут работать в колебании напряжений 220В плюс-минус 5%. Аппараты, которые имеют холостой ход, такими можно осуществлять работу во влажных комнатах, различных подвалах или канализационных системах.
Эксплуатацию инвертора не производят, если данная температура ниже 0 градусов по Цельсию, а резкие перепады могут привести к образованию конденсата внутри схем.
Как правильно варить вертикальный сварочный шов для начинающих
Инструменты
Выполнить сварку горизонтального соединения можно с помощью различных устройств. Рассмотрим наиболее часто используемые приборы:
Трансформатор. Основное предназначение аппарата заключается в получении постоянного тока. Приобретая трансформатор помните, что эксплуатационные характеристики дешевых моделей – очень низкие, они не смогут обеспечить качественное и стабильное функционирование электрической дуги. В связи с этим, можно сделать вывод, что высокая цена – залог высокого качества. Однако, все модели, будь то дешевые или дорогостоящие, весят много. Поэтому управляться с таким оборудованием непросто.
В связи с этим, можно сделать вывод, что высокая цена – залог высокого качества. Однако, все модели, будь то дешевые или дорогостоящие, весят много. Поэтому управляться с таким оборудованием непросто.
Выпрямитель – прибор, основное предназначение которого заключается в превращении переменного (бытового) тока в постоянный. Главное отличие такого устройства от трансформатора состоит в том, что электрическая дуга функционирует стабильно, без скачков напряжения. Используя выпрямитель и соблюдая технологию создания шва, можно получить качественное соединение.
Инвертор – агрегат нового поколения, появившийся на рынке относительно недавно, но в сварочных работах пользуется широкой популярностью за счет своей полифункциональности. Такой прибор может работать на любом виде тока. Используя такой аппарат для сварки, вы получите ровный и качественный шов. Достоинства инвертора: мало весит, прост в управлении, высокая производительность.
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.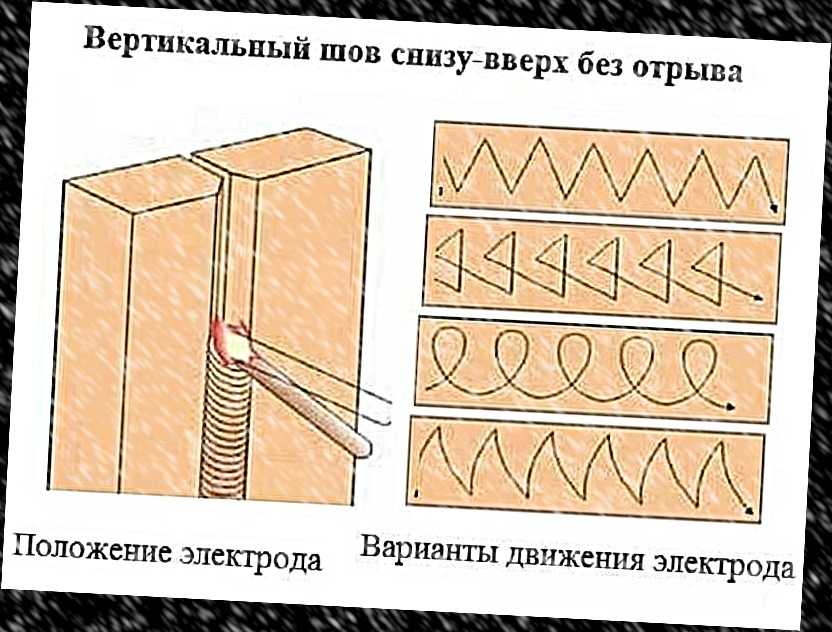
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами :
Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них
Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа)
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
Потолочный сварочный шов
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
 Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла
Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.
Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
Одним из самых сложных сварочных швов является потолочный. Это объясняется тем, что в данном случае сварочная ванна перевернута вверх дном и поэтому во время проведения работ существует высокая вероятность того, что будут возникать подтеки раскаленного металла.
Наложение данного типа шва требует более тщательного соблюдения правил безопасности, так как расплавленный металл может попасть не только на одежду рабочего, но и на его лицо, шею, руки.
Схема положения шва в пространстве
Каждый профессиональный сварщик должен знать и уметь правильно варить указанный вид швов. Если в промышленном производстве такой способ используется редко, так как есть возможность перевернуть деталь, то в судостроении, при поведении строительно-монтажных работ и при сваривании трубопроводов он используется довольно часто.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
Что нужно для сварки в домашних условиях?
Для проведения работ потребуется, прежде всего, сварочный аппарат. Существует несколько его разновидностей.
Определимся, какому из них отдать предпочтение.
- Сварочный генератор. Отличительная особенность заключается в возможности вырабатывать электрическую энергию и использовать ее на создание дуги. Будет полезен там, где нет источника тока. Имеет внушительные габариты, поэтому не очень удобен в работе.
- Сварочный трансформатор. Прибор преобразует переменное напряжение, подающееся от сети, в переменное напряжение другой частоты, что необходимо для сварки. Аппараты просты в эксплуатации, но имеют значительные габариты и негативно реагируют на возможные скачки сетевого напряжения.
- Сварочный выпрямитель. Устройство, которое преобразовывает подающееся от сети напряжение в постоянный ток, необходимый для образования электрической дуги. Отличаются компактностью и высокой эффективностью работы.
Для работы в домашних условиях предпочтителен выпрямитель инверторного типа. Их обычно называют просто инверторами. Оборудование имеет весьма компактные размеры. При работе его вешают на плечо. Принцип работы устройства достаточно прост.
Оно преобразует высокочастотный ток в постоянный. Работа с током такого типа обеспечивает максимально качественный сварной шов.
Сварочный генератор может работать при отсутствии сети. Он сам вырабатывает ток. Система очень громоздкая, работать с нею достаточно сложно
Инверторы экономичны, работают от бытовой сети. Помимо этого, именно с ними лучше работать новичку. Они предельно просты в эксплуатации и обеспечивают стабильную дугу.
К недостаткам инверторов можно отнести более высокую, чем у других приборов, стоимость, чувствительность к попаданию пыли, влаги и к скачкам напряжения
При выборе инвертора для домашней сварки обращают внимание на диапазон значений сварочного тока. Минимальное значение – 160-200 А
Дополнительные функции оборудования могут облегчить работу для новичка.
Из таких приятных «бонусов» стоит отметить:
- Hot Start – что означает повышение начального тока, подающегося в момент поджига сварочной дуги. Благодаря этому дугу активировать намного легче.
- Anti-Stick – автоматически уменьшает сварочный ток если электродный стержень залип. Это облегчает его отрыв.
- Arc Force – увеличивает сварочный ток, если электрод подносят к изделию слишком быстро. Залипания в таком случае не происходит.
Кроме сварочного аппарата любого типа понадобятся электроды. Их марку лучше всего подобрать по специальной таблице, в которой указывается тип свариваемого материала.
Потребуется также сварочная маска. Лучше всего та, что надевается на голову. Модели, которые требуется держать в руке, крайне неудобны.
Работать со сваркой нужно только в защитном костюме. Специальная маска защитит глаза от ультрафиолета и брызг, плотный костюм и брезентовые перчатки предотвратят ожоги
В маске может быть простое затемненное стекло или так называемый «хамелеон». Последний вариант предпочтительнее, поскольку при появлении дуги стекло автоматически затемняется.
Работать необходимо только в специальной одежде, защищающей от брызг и ультрафиолета. Это может быть плотная х/б спецовка, сапоги или высокие ботинки, брезентовые или прорезиненные перчатки.
Как сварить потолочный шов
Потолочный сварочный шов считается одним из наиболее сложных типов сварки, поскольку сварочная ванна располагается вверх дном. Сварка потолочных швов требует точной последовательности выполнения всех действий. Если не соблюдать правила и рекомендации можно получить некачественное соединение, что чревато подтеками раскаленного металла. Выполняя потолочный шов нужно соблюдать технику безопасности и защитить свое лицо и руки от возможного попадания горячих капель металла.
Как правильно варить потолочный шов инвертором
Сварка потолочного шва представляет собой технологически сложную операцию, отличающуюся особой трудоемкостью. Вместе с тем, этот вид сварки считают самым надежным, так как позволяет получить максимально прочное и качественное соединение.
Чтобы выполнить работу максимально качественно с использованием инвертора, нужно придерживаться таких правил:
- В начале операции свариваемые стороны сводят максимально плотно друг к другу. Это позволит избежать образования зазоров, из-за которых шов может потерять прочность.
- В обязательном порядке нужно произвести разделку кромок, также, как и в положении снизу. При этом, если толщина металлического профиля более 0,5 см, нужно сделать скос в форме латинской буквы «V».
- Для упрощения формирования сварного соединения можно варить половинкой электрода. При этом, он должен располагаться по отношению к металлическому элементу под углом не менее 45 градусов.
- Так как работа осуществляется наверху, высока вероятность падение капель раскаленного металла. Чтобы предотвратить это, повысить уровень безопасности, следует установить силу тока в инверторе на средний уровень.
- Если между соединяемыми профилями образовался зазор, избавиться от него можно при помощи прерывистой дуги. Капли раскаленного металла накладывают друг на друга без временных промежутков.
- Если поверхность профилей идеально ровная, между ними отсутствуют зазоры или дефекты, первый валик накладывают без колебательных движений электрода. Благодаря этому металл максимально заполняет стык. Однако следующий проход электродом нужно делать уже более широкий.
Важно! При сварке труб рекомендуют сразу делать широкий шов, чтобы металлические изделия сцепились между собой максимально прочно
Как варить потолочный шов электросваркой
Если нет достаточного опыта в проведении сварочных работ в потолочной части помещения, стоит ознакомиться с этапами работы. Наиболее наглядно весь процесс показан в видео:
Вещи необходимые сварщику
- Маска которая поможет уберечь глаза от яркого свечения.
- Замшевые перчатки
- Щётка и молоток для отбивки шлака
- Сварочный аппарат
- Электроды
- Одежда с длинными рукавами для защиты от искр.
Что бы научиться правильно варить электросваркой нужна в первую очередь постоянная практика, мы уверены что, практикуясь для начала на не сложных поверхностях с каждым разом у вас будет получаться все лучше и лучше.
Итак, выполняя правильные электросварочные работы первым делом позаботьтесь о технике безопасности, приготовьте маску и наденьте перчатки. Участок метала где будет производиться сварка необходимо хорошо зачистить наждачкой или шкуркой по металлу, делается это для того что бы удалить грязь и ржавчину, при таком подходе не возникнет проблем с розжигом дуги, а сварочный шов будет получаться ровным и красивым.
Основные этапы выполнения электросварочных работ
В комплекте со сварочным аппаратом всегда идут два специальных провода на одном из конце каждого находиться стальной зажим, первый провод предназначен для закрепления в нем электрода, а второй (масса) необходимо закреплять к рабочей детали с которой будет происходить сварка. Порядок выполнения работ:
- Заранее приготовленный электрод устанавливаем в держатель.
- Второй провод с зажимом закрепляем непосредственно на детали где будет производиться сварка.
- Легким постукиванием электродом по металлу зажигаем электрическую дугу.
- Медленно и аккуратно ведем электродом по месту стыка металлов, при этом совершая возвратно поступательные движения.
- После сварки не большого участка останавливаемся, смотрим и оцениваем проделанную работу.
- При необходимости удаляем образовавшийся шлак при помощи молотка или щетки.
- Если все в порядке, продолжаем выполнять те же самые действия.
В конечном итоге у вас должен получиться шов. И пускай в первый раз он будет не таким красивым и ровным как хотелось бы, постоянно выполняя сварочные работы вы приловчитесь, наберетесь опыта и окончательно освоите это не хитрое ремесло.
Как правильно сварить металл?
Для правильного выполнения процесса необходимо изучить и поэтапно выполнить все операции, описанные ниже.
Также необходимо помнить, что новичку нужно в первую очередь следить за качеством работы, тщательностью выполнения операций и отработкой навыков, а не за скоростью производства работ.
Итак, первый этап – подготовка:
- Собираем все необходимые инструменты и приспособления, надеваем спецодежду;
- выполняем зачистку кромок детали, обезжириваем их;
- подключаем электрод;
- выполняем предварительную сборку на прихватки; размер прихватки может быть различным, обычно прихватки выполняют по 10-50 мм, либо в виде точек (для маленьких деталей).
Когда речь идет о работе с трубами, длина прихватки должна быть не менее 2-5 толщин стенки трубы.
Второй этап – сварка элементов. Процесс начинается с розжига дуги. Есть два основных способа:
1ый – касанием: сварочная дуга зажигается при коротком прикосновении к поверхности металла, важно сразу убрать дугу, чтобы не произошло залипание. 2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла
Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий
2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла. Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий.
Важный момент при сварке — это наклон электрода. Если вы усвоите как правильно держать электрод, то сможете избежать многих неприятных последствий. Существуют три основные положения:
1. Углом вперед – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя острый угол между дугой и швом. При таком положении выполняют горизонтальные, а также вертикальные швы, потолочные швы, а также выполняют стыковку труб при отсутствии возможности поворота трубы при сварке.
2. Углом назад – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя тупой угол между дугой и швом. Данное положение подходит для угловых и стыковых соединений.
3. Под прямым углом – между дугой и швом образуется угол 90 градусов. Такое положение наиболее часто применимо в труднодоступных местах.
Инструкция для начинающего сварщика
Сварочные работы допустимо выполнять только при условии применения соответствующей экипировки. Стандартный комплект содержит:
- Куртку, брюки, перчатки, обувь из несгораемых прочных крепких материалов.
- Головной убор, полностью закрывающий заднюю часть головы.
- Специальную защитную маску для лица и глаз.
Для производства сварки следует применять исправный аппарат, электрическая часть которого закрыта надёжным корпусом. Входящие в состав аппарата электрические кабели должны иметь целую изоляцию и соответствовать электрическим характеристикам прибора.
Место сварщика необходимо оснастить рабочим столом, источниками света, шиной заземления, средствами защиты от поражения электрическим током и противопожарными средствами.
Какие существуют способы варки потолочных швов
При сварке полумесяцем, электрод к поверхности потолка должен быть расположен под углом 90-130°. Сварщик выполняет электродом движения зигзагами или в виде полумесяца. При каждом поступательном движении электрод заводится на уже затвердевшую поверхность. Этот способ требует несколько проходов, он наиболее простой и доступен даже новичку.
При сваривании способом лесенка, электрод по отношению к потолку также располагается под углом 90-130°. При появлении расплавленного металла, необходимо на 5-10 мм отвести электрод, после чего вернуть его назад, надо проводить перекрытие остывшего металла на 30-50% от его длины. При таком способе, возвращая постоянно электрод назад, постепенно удлиняется сварной шов. При использовании указанного способа, шов получается самым прочным, но это очень трудоемкий и сложный процесс, что может выполнить только профессионал.
При сваривании обратно-поступательным способом работа выполняется в несколько этапов. Сначала выполняется проварка корня шва, для чего берут электрод диаметром 3 мм, ток при этом должен быть минимальным или средним.
Такая сварка проводится несколькими способами:
Способ сварки потолочного шва полумесяцем
- В том случае, когда есть возможность выполнения выборки и подварки с обратной стороны, то во время работы необходимо формировать валик снизу и не допускать нависаний и подрезов. Такой шов необходимо делать колебательными движениями по направлению от кромки к кромке и немного на них задерживаться. Если варить правильно, то не надо проводить дополнительную выборку, а после того, как удалится шлак, можно накладывать следующий валик.
- Если необходимо, чтобы валик формировался с обратной стороны, то движения электродом выполняются внутрь зазора, при этом дуга должна быть минимально короткой. В таком случае, дуга должна гореть с обратной стороны и металл будет застывать в виде зонтика.
При данном способе сваривания необходимо контролировать обратный валик, для этого контролируют скорость работы, чтобы нижний валик не был очень выпуклым. Если такое получилось, то проводится выборка до чистого металла.
2 и 3 валик выполняются либо 3 мм электродом при среднемаксимальном токе либо 4 мм на среднем значении силы тока. Если нужно будет во время сваривания изменять форму валика, то сделать это можно путем регулирования скорости, наклона электрода, величиной шага.
Чтобы не было потеков металла, и он не скапывал, не надо делать широкие валики. При подводке к кромке между последним валиком и кромкой надо оставлять расстояние, которое равно диаметру электрода с покрытием.
Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление
В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом)
Важно не допустить на кромках наличие жира и лакокрасочных материалов
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
https://youtube.com/watch?v=SRLRSxWUJxc
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
https://youtube.com/watch?v=eNo05v10ToM
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами :
Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них
Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа)
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
Потолочный сварочный шов
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости
Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла
Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.
Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
Одним из самых сложных сварочных швов является потолочный. Это объясняется тем, что в данном случае сварочная ванна перевернута вверх дном и поэтому во время проведения работ существует высокая вероятность того, что будут возникать подтеки раскаленного металла.
Наложение данного типа шва требует более тщательного соблюдения правил безопасности, так как расплавленный металл может попасть не только на одежду рабочего, но и на его лицо, шею, руки.
Схема положения шва в пространстве
Каждый профессиональный сварщик должен знать и уметь правильно варить указанный вид швов. Если в промышленном производстве такой способ используется редко, так как есть возможность перевернуть деталь, то в судостроении, при поведении строительно-монтажных работ и при сваривании трубопроводов он используется довольно часто.
Как правильно варить вертикальный шов электросваркой или дуговым инвертором для начинающих, как сваривать сварочным электродом
Электросварка – технология объединения структуры металлов нагревом и расплавлением электрической дугой. Она получила широкое распространение в самых разных сферах народного хозяйства, включая частный сектор.
По сути, таким методом можно выполнять сваривание между собой любых металлов, учитывая температуру электрической дуги (7000-8000 градусов). Но прежде чем обратиться к этой технологии, придётся изучить, как варить вертикальный шов электросваркой, и разобраться с техникой получения горизонтального шва.
Общие определения
Есть несколько типов шва в зависимости от того, где они располагаются. По направлению:
- вертикальный;
- горизонтальный.
По плоскости:
- нижний;
- верхний;.
- боковой.
Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложиться аккуратно и последовательно, вне зависимости от того, как движется электрод.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.
Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
| Толщина металла | Количество проходов | Обработка кромок |
| До 4 мм | 1, с одной стороны | Не требуется |
| От 4 до 8 мм | 2, двусторонний | Не требуется |
| От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
| От 12 мм | 2, двусторонний | Два скоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства. Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовки расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взял неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу.
Избежать этого просто. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник следует постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу. Техника отлично изображена на рисунке:
Особенности кольцевой сварки
Сварка кольцевых швов требуется при соединении труб, различных деталей запорной арматуры. Представляет собой комбинированные виды.
Дуговой электросваркой выполняется вертикальный шов, расположенный сбоку трубы. Горизонтальный шов накладывают по окружности. Также выполняется сварка потолочного шва и нижнего, которые расположены соответственно.
Трубы, изготовленные из стали, чаще всего обвариваются встык. Во избежание наплывов внутри труб, электрод наклоняют не больше 45°к горизонту, стык высотой 3 мм, а шириной – 8.
Читать также: Заточка пильной цепи на станке видео
Перед выполнением кольцевой сварки нужно провести подготовку поверхности:
- Деталь тщательным образом очищается;
- Деформированные торцы обрезаются и выпрямляются;
- На расстоянии 10 мм от края кромки зачищаются до блеска.
Во время сварки ведется непрерывная обработка стыков, а соединения поворотов провариваются в несколько слоев. Каждое соединение зачищается от шлака перед наложением следующего. При нанесении первого – полностью расплавляются все кромки. На случай если обнаруживается наличие трещин, они высекаются и фрагмент вновь проваривается.
Остальные слои накладываются при медленном вращении трубы. Конец предыдущего и начало последующего слоя сдвигают на 15-30 мм.
Заключительный слой обязательно красивый, с ровной поверхностью.
Как правильно варить вертикальный шов электросваркой
Чтобы преодолеть силу притяжения, необходимо придерживаться двух основных принципов:
- Кристаллизация металла должна проходить быстрее, чем при обычной работе. Этого можно добиться, если количество расплавленного сплава будет меньше. То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
- Лучшее движение – снизу вверх. Так, внизу будет образовываться затвердевшая масса, которая не даст металлическому составу сливаться вниз.
Но не всегда второй принцип может быть реализован. Бывают ситуации, когда нужно изменить направление. Ниже расскажем, что для этого требуется сделать.
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сперва следует по всей линии сделать короткие, до 2 см, прихваты. Они соединяют два листа и препятствуют дальнейшему смещению или деформации в связи с нагревом.
Угол наклона проводника не должен быть меньше 45 градусов, больше – допустимо вплоть до 90. Сам электрод должен быть направлен вверх. Начало работы происходит в самой нижней точке. Скорость передвижения – небольшая. Необходимо следить за ванной, чтобы она не была слишком большой.
Если сварщик производит соединение конструкции со стенками, превышающими 4 мм, то допустимо производить поперечные движения, например, елочкой. Они увеличивают прочность. Посмотрим варианты на изображении:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Чтобы добиться хорошего контроля за движением расплава, следует изменять угол электрода. Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75.
Остальные хитрости остаются прежними. Опытные сварщики считают, что хоть в таком направлении варить труднее, но результат – намного лучше по прочности и внешнему виду.
Зачистка сварных швов
После завершения работы на поверхностях остаются частицы металла, шлака и окалины. Шов слегка выступает над поверхностью, что ухудшает эстетические качества конструкции. Такие недостатки устраняют путем зачистки. Процедуру выполняют поэтапно. В первую очередь, молотком и зубилом снимают шлак или окалину.
На следующем этапе при необходимости выравнивают обработанную область. При этом используют болгарку со шлифовальной насадкой по металлу.
Зернистость абразива выбирают с учетом требуемой гладкости поверхности. При сварке мягких металлов сварной шов лудят: покрывают оловянным припоем.
Зачистка сварных швов борфрезами.
Горизонтальное соединение
Это более простая наука, но сила притяжения продолжает работать, если сами свариваемые поверхности располагаются вертикально. Справа налево или наоборот – зависит от техники специалиста и его удобства.
Считается нормой постоянное поддерживание дуги, но если не получается держать под контролем сварочную ванну, можно несколько раз гасить и зажигать электродугу.
Ширина провара зависит от выбранного рисунка (См. выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
Применение полуавтомата
Сварку вертикальных швов полуавтоматом или инверторным аппаратом ведут, используя несколько сварочных технологий. Выбор способа зависит от толщины стенок изделий, зазора между стыками, формы кромок.
Треугольная траектория
Технология сварки «треугольником» используется, если необходимо соединить изделия толщиной до 2 мм. При этом способе требуется наибольшее притупление кромок.
Технология может применяться при сварке углового шва в вертикальном положении или резервуаров. Сварка ведется снизу вверх, поэтому расплавленный металл располагается поверх остывшего сплава.
Стекающий шлак не препятствует проплавлению кромок, так как стекает уже по отвердевшему металлу. Сначала формируют полочку в нижней части стыка. Перемещая электрод к одному из краев, производят расплавление кромок и заполнение сварочной ванны.
Затем электрод перемещается к другому краю, и процесс повторяется. Форма ванны при этом выглядит как треугольник, отсюда и название технологии. Рекомендуемая толщина электрода составляет 3 мм при сварочном токе 80-100 ампер.
Траектория в виде елки и лесенки
При сварке изделий имеющих зазор 2-3 мм помогает технология «елочка». В данном способе приходится применять сложные движения концом электрода.
Процесс сварки вертикального шва начинается от одной из кромок, из глубины зазора.
Из толщи металла электрод как бы вытягивается, при этом наплавляя металл на плоскость кромки. Затем он опять возвращается вглубь будущего шва, и наплавка производится по другой стороне зазора.
Читать также: Лед лента для подсветки потолка
Постепенно вертикальная щель заполняется, образуя прочное соединение. Процесс повторяют до тех пор, пока расплавленным металлом не заполнится весь зазор. Главная задача заключается в недопущении образования чрезмерного проплавления кромок и появления подтеков металла.
Технология «лестница» используется для сваривания вертикальных швов с наибольшими зазорами, когда кромки вовсе не притуплялись. Электрод движется от одной соединяемой кромки к другой, поднимаясь на минимальное расстояние вверх.
Движения зигзагообразные, при этом на кромках происходит краткая остановка для проплавления металла. Технология позволяет сваривать изделия толщиной до четырех миллиметров.
При электросварке для разогрева металла используют электрическую дугу. Она возникает между деталью и электродом — стержнем из токопроводящего металла (иногда из неметалла). От температуры дуги плавится металл. Зона сплавления в месте соединения деталей, называется сварным (сварочным) швом. Для разных металлов и разных видов соединений меняться может техника сварки, положение электрода, скорость его движения, амплитуда. Как правильно варить шов, чтобы соединение получилось не только надежным, но и красивым, поговорим дальше.
Управление положением проводника
Есть три возможные расположения электрода:
| Углом вперед | Горизонтальные, вертикальные, потолочные конструкции, трубы, тонкостенные заготовки, так как получается широкий расплав и небольшая глубина |
| Назад | Угловые стыки и толстые образцы, которые нужно глубоко проваривать |
| Прямой | Труднодоступные места |
Параметры для вертикального сварочного шва
Есть стандартные рекомендуемые значения, но мы советуем испытать опытным путем выставляемый режим.
| Диаметр электрода, мм | Сварочный ток при положении шва, А | ||
| нижнее | вертикальное | потолочное | |
| 3 | 70 — 100 | 70 — 80 | |
| 4 | 120 — 150 | 100 — 120 | 100 |
| 5 | 150 — 180 | 130 — 150 | — |
Необходимое оборудование
При горизонтальной сварке используются следующее оборудование и инструменты:
- Инвертор сварочный. Применяется для понижения сетевого напряжения до требуемого значения. Подходит для металлических деталей различной толщины.
- Трансформатор. Понижает напряжение до рабочего.
- Выпрямитель. Превращает переменный ток в постоянный. Создает стабильность горения дуги.
- Электроды. Представляют собой стержень с защитным покрытием.
Сварщик должен иметь экипировку, обеспечивающую безопасность при работе: одежду из несгораемого материала, защитную маску.
Дефекты
Расскажем, с чем может столкнуться каждый при неправильном выполнении работ.
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Инструкция по свариванию
Сварку тавровых соединений ведут так:
- Подготавливают оборудование. С помощью специальных таблиц задают силу тока, напряжение.
- Устанавливают электрод. В одной плоскости стержень должен наклоняться в сторону его перемещения.
- Возбуждают электрическую дугу. При использовании аргонодугового метода начинают подачу газа.
- Делают небольшие прихватки. После их остывания начинают формирование сплошного соединения.
- Приступают к заключительной обработке шва.
Электродная сварка или сварка ММА объясняется просто.
Электродная сварка в сравнении.
Сварка электродом или MMA имеет некоторые преимущества по сравнению со сваркой MIG-MAG или сваркой TIG, поскольку почти все свариваемые материалы могут быть сварены стержневыми электродами , и даже ограниченные положения не являются проблемой.
Поскольку сварщик не зависит от защитных газов , этот сварочный процесс идеально подходит для сварки на открытом воздухе при ветре и погоде. Кроме того, сварочные аппараты могут работать от литий-ионных аккумуляторов независимо от сети. Инверторные сварочные аппараты также обладают выдающимися сварочными свойствами, что делает их подходящими для специальных электродов.
Как работает электродная сварка?
Электрическая дуга горит между заготовкой и плавящимся электродом В ММА сварка (или ручная дуговая сварка , сварка штучным электродом , или ручная электронная сварка ). В то же время электрод подает присадочный материал.
Как происходит сварка электродом?
Стержневой электрод зажимается в электрододержателе для сварки и направляется сварщиком вдоль сварного шва. Его покрытие плавится во время сварки, защищая сварочную ванну и дугу от окружающего воздуха, выделяя газы и шлак. Шлак удаляют после остывания сварочной ванны.
Этот процесс сварки прост в освоении. На самом деле, сварка MMA часто является первым типом сварки, который сварщик выполняет в процессе обучения.
Почти все свариваемые материалы можно сваривать стержневыми электродами. Сюда входят:
- Конструкционная сталь
- Котловая сталь
- Трубчатая сталь
- Литая сталь
- Нержавеющая сталь
- Наплавленные стали
- и т. д.
Аппараты инверторной сварки особенно подходят для сварки ММА. Их хорошие сварочные свойства также делают их подходящими для использования со специальными электродами и для мобильного использования. Теперь они также могут работать независимо от сети с литий-ионными батареями. Поскольку им не нужен газ, их можно использовать для сварки на открытом воздухе даже в ветреную погоду.
Преимущества и недостатки электродной сварки.
Преимущества:
- Простота в обращении
- Независимость от электросети и погодных условий
- Относительно устойчив к таким загрязнениям, как ржавчина
- Сварка практически любых материалов
- Низкий уровень шума сварщиков
Недостатки:
- Механизация невозможна
- Высокое дымовыделение
- Возможны низкая скорость и большое время до и после сварки
- Диаметр электрода определяется толщиной листа и положением сварки
- Концевые кратеры и шлак могут стать источниками ошибок
Сварка с максимальной независимостью.
Сварочные аппараты Lorch для сварки MMA позволяют работать где угодно, когда угодно и сколько угодно. Инновационные технологии не требуют от вас зависимости от электросети. Даже ветер и дождь больше не могут повредить сварному шву.
Наши решения для сварки ММА
ПОДРОБНЕЕ
ПОДРОБНЕЕ
Всегда хорошие советы, личная и честная поддержка.
Вы заинтересованы в сварочном аппарате Lorch для сварки MMA, но еще не уверены, какую модель выбрать? У вас есть другие вопросы? Поиск партнеров Lorch позволит вам легко найти компетентного контактного лица в вашем районе , чтобы дать вам несколько личных советов.
Найдите партнера сейчас
Stick Welder ARC — Интернет-магазин оборудования для электродной сварки — Аппараты для электродной сварки — MMA Inverter Technology
Аппараты для электродной сварки VECTOR WELDING® с лучшим соотношением цены и качества
VECTOR WELDING® предлагает широкий ассортимент аппаратов для электродной сварки. В процессе сварки MMA , , также называемом сваркой STICK или MMA, используются покрытые электроды. В этом процессе сварки электроды одновременно являются держателем дуги и присадочным металлом. Благодаря последним Технология IGBT, Устройства VECTOR WELDING® обеспечивают оптимальную производительность, что делает наши устройства особенно долговечными.
Конечно, у вас есть выбор между устройствами с однофазным или трехфазным переменным током.
У нас вы получаете высококачественные сварочные аппараты электродов от нашей компании и, таким образом, напрямую от производителя. У нас есть разные модели для профессионального использования и домашнего использования. У нас вы найдете правильный инвертор сварочный аппарат для самых разных областей применения и высочайшего качества. Наши электродные сварочные аппараты имеют практичные функции, облегчающие работу, и оснащены новейшими технологиями. Сварочное устройство E также можно использовать для соединения очень толстых материалов, а также выполнять работы на открытом воздухе.
При сварке электросварочным аппаратом дуга создается на электроде сварочного аппарата , который отвечает за материал и стержневые электроды , используемые расплавов. Вот почему его иногда называют дуговым сварочным аппаратом . Покрытие сварочных электродов при плавлении выделяет газы, которые поддерживают стабильность дуги. Эти газы предотвращают окисление сварного шва и обеспечивают наилучшие результаты с минимальным образованием пузырей. Шлак также образуется и ложится поверх сварного шва, что также дает лучшие результаты.
Электродные сварочные аппараты может работать с различными сварочными электродами . Имеются рутиловые или основные стержневые электроды . С помощью электродных стержней с рутиловым покрытием относительно легко получить чистый шов и получить хорошие результаты. Базовые сварочные электроды также могут выполнять сложные работы, например, если заготовка находится в перевернутом положении.
Особенно часто используются электродные сварочные аппараты , особенно в секторе DIY. Электродный сварочный инвертор содержит трансформатор, окруженный портативным и легким корпусом для удобства использования. Устройства так популярны еще и потому, что они доступны по доступным ценам и для использования требуется только один источник питания. Электросварочные аппараты также можно использовать на открытом воздухе и получать отличные результаты даже в плохую погоду. Мощные устройства также могут работать с более толстыми листами и заготовками.
Качество наших электродных сварочных аппаратов очень хорошее, и они предназначены для применения в сложных условиях. Долгий срок службы и чистые результаты гарантируют, что вы будете наслаждаться нашими приборами долгое время. Мы рады проконсультировать вас, если вы хотите купить 9Электродный сварочный аппарат 0005 или поддержка вашего существующего сварочного аппарата E . Все машины эффективны и экономичны в использовании, а также обеспечивают высочайший уровень комфорта благодаря умным и простым в использовании функциям.
Аппараты для электродной сварки — качественные и эффективные
Если вы ищете электродный сварочный аппарат, вам следует купить высококачественный и надежный аппарат. В компании VECTOR WELDING вы получаете высокое качество 9Аппараты сварочные электродные 0005 напрямую от производителя. Мы предлагаем вам различные модели для домашнего и профессионального использования. У нас вы найдете подходящий инверторный сварочный аппарат высокого качества для различных областей применения.
Наши устройства оснащены новейшими технологиями и отличаются практичными функциями, облегчающими работу. Электродные сварочные аппараты позволяют сваривать очень толстые материалы. Кроме того, работа может проходить и на открытом воздухе. Ниже вы можете узнать больше о наших устройствах и преимуществах, которые они предлагают.
Аппарат для электродной сварки – преимущества и области применения
Аппараты для электродной сварки в основном используются в секторе «сделай сам». В инверторе электродной сварки есть трансформатор, окруженный легким переносным корпусом. Это способствует комфортному использованию. Электродный сварочный аппарат выгоден тем, что уже доступен по низкой цене. Кроме того, для использования требуется только один источник питания. Наши устройства можно использовать на открытом воздухе в любую погоду и показывать отличные результаты.
Наши мощные продукты могут работать с более толстыми заготовками и листовым металлом. Наши устройства для электродной сварки отличаются высоким качеством и подходят для применения в сложных условиях. Устройства спроектированы таким образом, что гарантируют чистые результаты и длительный срок службы. Это означает, что вы можете положиться на наши устройства и наслаждаться нашими продуктами в течение длительного времени. Мы будем рады проконсультировать вас по нашему сварочному оборудованию перед покупкой и предложить помощь с существующим оборудованием. Предлагаемые нами устройства являются энергосберегающими и эффективными в использовании. Кроме того, они обеспечивают высокий уровень комфорта благодаря простоте использования и умным функциям.
Электродные сварочные аппараты — функция
При сварке электродным сварочным аппаратом на электроде сварочного аппарата создается дуга. Это приводит к плавлению материала и используемых стержневых электродов. Из-за этого его иногда называют дуговым сварочным аппаратом. Оболочка сварочного электрода во время работы выделяет газы, которые поддерживают стабильность дуги. Окисление сварного шва предотвращается с помощью газов. Кроме того, они обеспечивают наилучшие результаты практически без образования пузырей. Кроме того, образуется шлак, который лежит поверх сварного шва. Это даст лучшие результаты.
Устройство для электродной сварки может работать с различными сварочными электродами. Существуют основные или рутиловые стержневые электроды. Основные сварочные электроды способны выполнять сложные работы. Это тот случай, когда заготовка находится в перевернутом положении. Используя рутиловые электродные стержни, вы можете относительно легко создать чистый шов и добиться хороших результатов.
Высококачественное сварочное оборудование
Наши сварочные аппараты подходят для безопасного и тяжелого использования при сборке и строительстве. Профессиональные тренажеры ММА эластичны и имеют металлический корпус. Сварочный электрод воспламеняется даже на генераторе или на длинных силовых кабелях. Наши устройства имеют инверторную технологию мягкого переключения с цифровым управлением. Они обеспечивают стабильную дугу, а также обеспечивают беспроблемную сварку специальными электродами.
Устройства были специально разработаны для целлюлозных электродов. Они на 100% безопасны для вертикальных сварных швов и гарантируют профессиональные сварочные характеристики. Наши устройства мощные и имеют высокий коэффициент использования 60 процентов при 200 А, что является частью международного стандарта. Следующие два электродных сварочных аппарата доступны в нашем интернет-магазине: цифровой профессиональный сварочный аппарат Vector DC E161 Inverter Lift и цифровой профессиональный сварочный аппарат Vector DC E201 инвертор. Продукты, которые мы предлагаем, недавно разработаны и оснащены новейшими силовыми электронными технологиями. Это позволяет нам повысить надежность и удовлетворенность клиентов. Устройства сертифицированы CE и имеют трехлетнюю гарантию на детали. Гарантия на трансформатор пять лет.
↑
Что такое сварочный шов и его типы?
Что такое сварной шов?Сварной валик создается путем нанесения присадочного материала на стык между двумя металлическими частями. Отложение присадочного металла за один проход сварки, также известное как сварочный валик.
Валик откладывается на рабочей поверхности и в ней, когда проволока или электрод расплавляются и вплавляются в сталь. Стрингерный валик представляет собой узкий валик, совершающий только тяговое движение или небольшую вибрацию, в то время как ребристый валик шире и вызывает большую вибрацию.
Хороший сварной шов легко заметить. Она будет ровной и ровной, без шлака, трещин и дыр. Разрывов шва нет. Она не должна быть слишком тонкой и в бусине не должно быть ямок или кратеров.
Когда вы вплавляете присадочный материал в заготовку, движение резака влияет на то, как вы продвигаете ванну, и на тип валика, который вы оставляете в соединении.
ПОДРОБНЕЕ: Что такое сварка?
Типы сварных швов 1. ВИГ сварочные швыВалики для сварки TIG обычно выглядят как «стопка десяти центов». Это связано с тем, что сварщик другой рукой добавляет равномерно распределенные «мазки» присадочного металла по мере движения дуги TIG. Каждая из этих капель образует круглую форму, если их сложить друг на друга.
Время нанесения мазков может сильно повлиять на внешний вид сварного шва. Более быстрая подача присадочного металла приводит к уменьшению расстояния между монетами и наоборот. Сварные швы TIG могут быть одними из самых красивых сварных швов из-за их внешнего вида.
Сварные швы TIG не всегда выглядят как стопка десяти центов. Иногда сварщики идут «с чашкой». Это место, где порошковая проволока ложится на свариваемую деталь. Сварщик двигает чашку TIG вперед и назад, когда она движется вперед в сварном шве.
Это расплавит присадочный стержень и распределит его по сварному шву — представьте, что на бублик можно положить сливочный сыр! Этот метод особенно популярен среди сварщиков труб. Иногда используют 2 или 3 палочки-шпателя одновременно, чтобы увеличить количество применяемого шпателя. Представьте себе, что чашка работает как «плетение», а не как прямой шов.
Сварные электроды могут иметь несколько свойств шва. Семейство стержней с низким содержанием водорода очень универсально. Стержень из сплава 7018 с низким содержанием водорода можно вытянуть в виде прямого валика. Они известны как «стрингеры», потому что они правильные и узкие.
Популярен для плоской, горизонтальной и потолочной сварки. Вертикальные сварные швы 7018 могут выиграть от использования схемы переплетения. В гору сварщик может использовать различные схемы распределения присадочного металла в выемке. Плетение намного проще при вертикальных испытаниях, но иногда CWI допускают только проходы стрингера.
Ниже приведена наша любимая справочная таблица символов сварки. Значки указывают, какой тип сварного шва требуется, что определяет размер и стиль валика.
Палочки из целлюлозы, т. е. 6010 и 7010, должны выполняться с использованием специальной техники «взмах и пауза». Конечный результат напоминает хороший сварной шов TIG. Эти сварные швы, как правило, выглядят не так хорошо, как обычная сварка TIG, но эффект копейки все же виден.
В этой технике сварщик зажигает дугу и удерживает стержень на месте, чтобы создать монетку. Затем они выскочат и вернутся, чтобы внести следующий пенни. Для открытых корней на трубе и пластине целлюлозные палочки 6010 можно тянуть так же, как 7018, и они прекрасно работают.
ПОДРОБНЕЕ: Что такое сварка электродом?
3. МИГ-шарик МИГ с проволокой очень универсален, так как существует очень много методов для создания хорошего сварного шва. Некоторые предпочитают толкать лужу, а другие предпочитают тянуть лужу. Всегда были споры о том, что сильнее – толкать или тянуть. Поскольку MIG для сварки проводов не требует покрытия флюсом, пользователю не нужно рисовать сварочную ванну.
Когда речь идет о сварке, есть поговорка: «Если есть шлак, надо тащить». Это связано с тем, что в большинстве случаев, когда вы перемещаете стержень или горелку MIG с флюсовой сердцевиной, шлак остается в сварном шве. Это создает пористость. Методы сварки с флюсовым покрытием позволяют шлаку образовываться на обратной стороне ванны и затвердевать по мере продвижения вперед.
Многие сварщики MIG не плетут и не используют узор. Вы просто выполняете прямую бусину стрингера. Хотя это может создать сплошной сварной шов, использование рисунка переплетения может быть полезным для более широких швов и вертикальных швов. Он распределяет присадочный металл больше, что приводит к более плоскому валику.
Более поздней тенденцией является повальное увлечение «MIG как TIG». Именно здесь определенные настройки MIG могут привести к образованию валика, похожего на упомянутые выше десятицентовики TIG. Этому также во многом способствует специальная технология с низкой скоростью подачи проволоки.
Эти шарики не такие прочные, потому что низкая температура проникает в металл гораздо меньше, чем обычно. Тем не менее, они стали стандартом в культуре бездорожья, потому что они выглядят такими чистыми сварными швами.
ДОПОЛНИТЕЛЬНО: Что такое сварка MIG?
4. Гранулы MIG с флюсовым сердечникомMIG с флюсовым сердечником (особенно двойной экран) может наносить тонну наполнителя за короткий промежуток времени. Большинство шариков с флюсовой сердцевиной управляются простыми стрингерами. Вертикальные сварные швы с порошковой проволокой обычно требуют переплетения, чтобы справиться с ванной.
Сварка флюсового валика предотвратит появление капель на середине сварного шва. Это когда сварной шов становится слишком горячим, и расплавленный металл стекает с вашего куска материала на пол.
ПОДРОБНЕЕ: Что такое сварка порошковой проволокой?
Типы сварных швов Технологии В общем, манипуляции с горелкой практически одинаковы независимо от того, подается ли сварочная ванна с помощью отдельного присадочного стержня, проволоки с механической подачей или штучного электрода. Но есть некоторые методы, которые в основном используются с процессом. Основные методы сварки швов:
- Стрингерные валики
- Переплетенные валики
Стрингерные валики, расположенные параллельно стыку, используются для сварки труб из нержавеющей стали, так как они менее склонны к выделению карбида. Стрингеры рекомендуются для транспортировки всех углеродистых и низколегированных труб в вертикальном фиксированном положении.
Чтобы сделать стрингер, вы проводите электродом прямо по шву. Нет никакого переплетения или движения, кроме волочения или вытягивания.
Стрингерная бусина противопоставляется ткацкой бусине. При наплавке ткацкий валик вызывает меньшее растворение, потому что сварочная ванна всегда находится в контакте с частью валика, образовавшейся при предыдущем колебании, а не с основным металлом.
2. Сплетенные валики Сплетенные валики, получаемые путем плетения факела по стыку, могут использоваться на углеродистой и низколегированной стали в катаном или горизонтально-фиксированном положении. Преимущество использования плетеных швов в скрученном или горизонтально закрепленном положении заключается в том, что для выполнения сварных швов требуется меньше времени.
Сварка бисером — это именно то, что кажется; вы сделаете узор плетения, чтобы покрыть большую площадь. Это движение используется для выполнения сварных швов поверх стрингеров (многопроходная сварка). Другими словами, вы используете это при наслоении сварных швов. Он используется, когда вы делаете два или более сварных шва на одном шве.
Потенциальная проблема, которая может возникнуть из-за неправильной техники плетения, заключается в том, что вы можете подрезать кромку сварного шва, а также получить плохой сплав.
Ограничение плетения:
Переплетение обычно допускается только в три раза больше толщины диаметра электрода, предположим, что если вы используете электрод диаметром 3,2 мм, то вы можете перемещать электрод не более чем на 9,6 мм в соответствии со стандартной спецификацией процедуры сварки.
В таком случае, как мы можем сделать что-то новое в нашей сварочной операции, это вопрос.
Если все сделано правильно, то переплетение предотвращает захват шлака и снижает возможность образования пор, обеспечивая немного больше времени для выхода газов из расплавленной ванны по мере ее замерзания. Плетение помогает, а также обеспечивает лучшее сплавление по краям сварного шва. Металл должен быть изготовлен или усилен по любой желаемой линии в соответствии с используемым переплетением.
Объем плетения обычно ограничивается 2,5-3-кратным диаметром сердечника электрода. Обширное плетение может привести к пористым сварным швам. переплетение увеличивает разупрочнение металла шва с исходным металлом и должно быть сведено к минимуму при сварке легированных сталей.
Электросварочный аппарат для точечной сварки Сварочный аппарат для продольного шва 50 кВА (SP50P-SMW- — Electroweld Industries
+
Часто задаваемые вопросы (FAQ):
№
Для запроса ценового предложения отправьте электронное письмо с требованиями к сварочному аппарату на адрес sales@electroweld. com
или
Отправьте запрос ценового предложения по следующей ссылке:
4
7 Для прямой помощи выбрав аппарат, соответствующий вашим требованиям и области применения, вы также можете заказать онлайн-совещание в масштабе Zoom с нашими инженерами по продажам электросварки или позвонить нам напрямую по номерам телефонов, указанным ниже.
Electroweld Industries
5, Hira Compound, R.C Marg, Chembur, Mumbai, INDIA — 400074
Call (India Office): +91 222 522 6180, +91-9702579330
Mobile /Whatsapp: +91-9820160332
Звоните (отдел продаж в США/Мексике): +1 (214)-636-3048
Эл. мы свяжемся с вами как можно скорее
Как мы размещаем заказы на сварочные аппараты и/или детали машин?
Онлайн-заказ можно разместить непосредственно в Интернет-магазине Electroweld , добавив свою машину в корзину и заполнив формы заказа в процессе оформления заказа.
Примечание. В конце процесса оформления заказа у вас будет возможность завершить оплату через Paypal или разместить онлайн-заказ без реквизитов платежа. Мы свяжемся с вами отдельно при получении онлайн-заказа и обсудим способ оплаты в офлайн-режиме.
или
Заказ на покупку также можно отправить напрямую по адресу [email protected] или по факсу: + 91-22-25272731.
Для заказа деталей отправьте электронное письмо по адресу [email protected], указав номер модели машины и требуемое название/номер детали (или изображение детали). Мы вернемся с информацией о ценах на детали и деталях выполнения заказа.
Примечание. Машины будут доступны для отправки на условиях FOB/CIF Ex-Works через 4 недели после оплаты. Мы можем запустить ваш заказ в производство только после оплаты.
Как работает выставление счетов и обработка платежей?
Платежи могут быть обработаны либо через PAYPAL, используя ссылку: https://paypal. me/electroweld74
ИЛИ
Запросите платежные инструкции для банковского перевода или кассы Проверьте при отправке заказа на покупку, отправив электронное письмо по адресу [email protected]
— Заказ будет отправлен в соответствии с нашим почтовым чеком и подтверждением оплаты. Время доставки может варьироваться в зависимости от настройки машины, необходимой для вашего приложения, и любые дополнительные расходы будут добавлены к окончательному счету. Пожалуйста, присылайте любые запросы на настройку по адресу [email protected]
— Для международных заказов указанная цена включает доставку, оплаченную поставщиком, через CIF — стоимость, страховку и фрахт (название порта назначения). Котировки FOB или DAP доступны по запросу.
. Стоимость, страхование и фрахт (CIF) — это расходы, оплачиваемые продавцом для покрытия расходов, страхования и фрахта заказа покупателя, пока он находится в пути. Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
— Любые дополнительные брокерские, таможенные и пошлинные сборы, связанные с международными перевозками, являются ответственностью клиента и не включены.
Что такое процесс доставки?
БЕСПЛАТНАЯ международная доставка до ближайшего порта морским транспортом (название порта назначения CIF). Это гарантирует, что конечная стоимость доставки будет эквивалентна покупке машины у местного дилера в вашей стране. Отдельно стоимость доставки для всех местных заказов в пределах ИНДИИ указывается при выставлении счета 9.0006
— Машины обычно готовы к отправке в течение 4 недель после получения платежа. Для некоторых сложных запросов на настройку может потребоваться дополнительное время.
— Перед отправкой мы отправляем фактические видеоролики о работе вашей машины и сварке любых образцов деталей в соответствии с вашими требованиями на адрес электронной почты, указанный в счете-фактуре.
— Мы также гарантируем, что машины упакованы в ящики и упакованы в соответствии с требованиями доставки в вашу страну доставки.
— Детали отслеживания будут отправлены по электронной почте или SMS, когда они будут доступны.
— Для международных заказов указанная цена включает доставку, оплаченную поставщиком, через CIF — стоимость, страховку и фрахт (название порта назначения). Котировки FOB или DAP доступны по запросу.
. Стоимость, страхование и фрахт (CIF) — это расходы, оплачиваемые продавцом для покрытия расходов, страхования и фрахта заказа покупателя, пока он находится в пути. Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
— Любые дополнительные брокерские, таможенные и пошлинные сборы, связанные с международными перевозками, являются ответственностью клиента и не включены в стоимость .
Стандартные условия Инкотермс Информация о включенной доставке в порт назначения через CIF (стоимость, страхование и фрахт) доступна ЗДЕСЬ
Что такое стандартная гарантия и процесс поддержки машины?
ГАРАНТИЯ:
Мы гордимся качеством и надежностью наших хорошо спроектированных сварочных аппаратов. Наши машины поставляются со стандартной годовой гарантией на детали и работу.
РАСШИРЕННАЯ ГАРАНТИЯ:
Мы также предоставляем варианты расширенной гарантии на 1 и 2 года для покупки, которые могут дать вам дополнительное спокойствие при покупке оборудования.
Для запроса предложения по расширенной гарантии отправьте электронное письмо с вашими требованиями к расширенному сроку на адрес [email protected]
Информация о гарантии на продукцию ELECTROWELD INDUSTRIES доступна ЗДЕСЬ
ПОДДЕРЖКА:
Руководства по продуктам Electroweld содержат технические подробности по установке и вводу в эксплуатацию. Мы можем дополнительно оказать удаленную поддержку вашим инженерам для успешного запуска и ввода в эксплуатацию вашей машины. Мы также можем предоставить расценки на обслуживание на месте, если оно доступно в вашей стране.
Пожалуйста, отправьте запрос на обслуживание по следующей ссылке:
Вы также можете отправить запрос на обслуживание по электронной почте [email protected]
Условия и условия для покупки продуктов Electroweld Industries доступны здесь
Electroweld Industries
5, Hira Compound, R.C Marg, Chembur, Mumbai, Индия — 400074
9 . Офис в Индии): +91 222 522 6180, +91-9702579330
Мобильный телефон/WhatsApp: +91-9820160332
Звонок (отдел продаж в США/Мексике): +1 (214 074)-639-004 Электронная почта: [email protected]
Напишите нам, и мы свяжемся с вами как можно скорее
Как связаться с Electroweld по любому другому вопросу, связанному с аппаратом для контактной сварки?
Контактная информация:
Напишите нам по электронной почте или заполните контактную форму ниже, и мы поможем найти лучшее решение для ваших сварочных задач.
Электросварочные предприятия
5, Hira Compound, R.C Marg
Chembur, Mumbai, India — 400074
Call (India Office): +91 222 522 6180, +91-9702579330
. -9820160332
Звоните (отдел продаж в США/Мексике): +1 (214)-636-3048
Электронная почта: [email protected]
4 к вам как можно скорееКак сварить красивый шов. Как правильно сварить. Как правильно выполнить сварку. Как поставить шов сваркой. Варим трубопроводы, особые требования
Чтобы научиться хорошо варить сваркой, нужно много практиковаться. Моментов, когда требуется сварить сваркой, невероятное количество, и это может потребоваться дома, на даче, в квартире, в гараже, в любой многоэтажке, в частности, в таких районах, как строительство или ремонт дома, а также в сфере сантехники, водоснабжения и канализации и многое другое. Наем специалистов для выполнения сварочных работ стоит недешево, а потому многие предпочитают варить необходимые элементы самостоятельно. Как это сделать правильно? Научиться работать с электросваркой с нуля непросто, но вполне возможно, и для этого можно посетить занятия для начинающих, приобрести самоучитель для чайников или воспользоваться приведенными ниже советами.
- Рекомендации: как правильно сварить металл
- Варианты сварки
- Советы: как научиться варить электросваркой самостоятельно
- О каких дефектах следует знать, чтобы сделать правильный сварочный шов
- Меры предосторожности перед сваркой электродами
- Нюансы для начинающих сварщиков
- Как варить электросваркой (видеоуроки)
- Примеры сварных швов (фото)
Для сварки металлических листов или труб потребуется ознакомиться с техникой безопасности, изучить процесс работы, внимательно соблюдать технологию или нанять сварщика, например, трубача.
Многие думают, что достаточно знать, как пользоваться электродами и как сваривать швы, однако необходимо знать все тонкости работы, особенно что касается соединения 2-х разных металлов и какие электроды нужны.
Прежде чем приступить к сварке металла, необходимо ознакомиться с рекомендациями специалистов и посмотреть мастер-класс
Теория это одно, но нужен курс практики, чтобы начать сварку различных конструкций самостоятельно без оплошностей и вероятности протечек. Например, перед сваркой каждый элемент необходимо зафиксировать стяжкой, хомутами и другими элементами.
Необходимо знать:
- Какие проблемы могут возникнуть;
- Как избежать дефектов;
- Что такое технология сварки того или иного типа элементов.
Кроме того, могут потребоваться прихватки или, другими словами, поперечные швы, каждый из которых скрепляет стык стыков, причем их желательно устанавливать на расстоянии 10 см друг от друга.
Варианты сварки
Существуют различные виды швов, которые могут отличаться друг от друга различными факторами, в частности, тем, как осуществляется соединение металлических изделий. Это те самые азы сварки, которым обучают новичков.
Шов может быть:
- Приклад;
- перекрытие;
- Тавровый.
Сварочные швы могут отличаться в зависимости от типа сварочного аппарата
Профессия электросварщика очень сложная и требует порой слишком больших затрат сил и энергии, так как сварку металлических изделий можно проводить даже под потолком. Классифицировать швы можно по месту их расположения в пространстве, различают вертикальные, горизонтальные, потолочные виды.
Советы: как научиться варить электросваркой самостоятельно
Сварить металлоконструкцию самостоятельно за 1 день вполне возможно, если знать, сколько потребуется электродов, какие нужно использовать, и при условии, что изделие не слишком большое.
И что еще нужно иметь в виду, чтобы научиться готовить самостоятельно:
- Сварщику важно не только правильно работать, но и знать основы, в частности какой режим работы требуется для того или иного материала, так как металлом может быть сталь, сплавы или ткани типа цвета встретились.
- Обязательно изучите методы, которыми можно выполнить тот или иной шов.
- Необходимо правильно подойти к выбору электродов и сварочной проволоки.
Если изначально не требуется становиться профессионалом высшей категории, то научиться сварке можно самостоятельно, если посмотреть видеоуроки, чертежи со швами, а также изучить советы профессионалов. Обучение будет долгим, но возможно продуктивным, особенно если постепенно пытаться производить швы, увеличивая количество опыта работы.
Для начала сварки нужны электроды и сам сварочный аппарат.
Чтобы научиться хорошо варить сваркой, необходимо получить соответствующее образование.
Многие предпочитают использовать резант, так как техника выдерживает длительные нагрузки, что позволяет быстро довести дело до конца. При первых попытках работы со сваркой лучше использовать настоящий инвертор, а уже потом, при большом опыте, можно и с любым другим устройством. Что касаемо электродов, то желательно выбрать «3». Они просты в использовании, а главное, не перегружают электрическую сеть.
В целом сварочное оборудование делится на типы — трансформаторное, выпрямительное, инверторное. Почему популярность остается за инверторами? Они компактны, легки и просты в обращении для новичка. На первых шагах к обучению сварке стоит брать более простые виды металла и желательно ровные элементы, чтобы не усложнять задачу.
Перед сваркой необходимо подготовить:
- Ведро с водой;
- Молоток для сбивания шлака;
- железная щетка;
- Маска, защищающая область лица и шеи;
- Перчатки из специальной ткани, пропитанной составом для предотвращения воспламенения и выгорания полотна;
- Специальная одежда с длинными рукавами.
Не забывайте, что сварочное дело пожароопасно, а потому находиться рядом с горючими или легковоспламеняющимися предметами категорически запрещается во избежание тяжелых последствий.
О каких дефектах следует знать, чтобы сделать правильный сварочный шов
Сделать красивые швы, выглядящие идеально, не так просто, так как даже специалист с большим опытом не всегда может провести процесс максимально грамотно. Все зависит не только от того, соблюдаются ли правила и правильно ли выбран угол наклона электрода, но и от многих других факторов.
Стоит отметить, что в любой методичке есть данные о дефектах, с которыми необходимо ознакомиться.
Правильный шов выглядит аккуратно и практически не отличается по толщине в разных местах.
Есть критические, а есть некритичные, то есть такие, которые можно оставить без дополнительной обработки. Узнаем, как отличить качественный шов от некачественного и почему возникают дефекты.
Дефекты:
- Непровар — дефект, при котором произошло недостаточное заполнение пространства стыка жидким металлом, это влияет на прочность соединения. Причиной может быть слабое напряжение, слишком высокая скорость, с которой осуществляется движение электрода. После корректировки тока и сокращения длины дуги следует устранить дефект.
- Подрез Этот дефект свидетельствует о наличии канавки, проходящей вдоль шва. Причиной опять же может быть слишком длинная дуга, из-за которой шов получается не просто плохой, а широкий. Это приводит к неполному прогреву металла, из-за чего кромки начинают быстро затвердевать. Для устранения проблемы стоит уменьшить длину дуги и увеличить силу тока.
- Прожоги – это сквозные отверстия в местах соединения. Причина в большом токе, если медленно водить электрод, и слишком больших зазорах между торцами деталей. Дефект может быть устранен коррекцией режима сварки.
- Если на шве образуются поры, хаотично разбросанные по всей длине стыка, то это связано с наличием сквозняка в помещении, из-за которого газовое облако сдувается с рабочей зоны, или если металл покрывается ржавчиной.
Имеются и другие дефекты в виде трещин, либо шов просто лопается, это происходит сразу после остывания металла. Они могут быть продольными и поперечными. В зависимости от того, когда они образовались, они бывают холодными и горячими.
Меры предосторожности перед сваркой электродами
Вне зависимости от того, где применяется ручная дуговая походная сварка своими руками, необходимо соблюдать технику безопасности, которую отображает каждый учебник по сварке.
Меры предосторожности:
- Категорически запрещается использовать дуговую сварку на морозе и в помещении с повышенной влажностью.
- Обязательно наличие маски и защитного щитка, которые защитят глаза от ожогов.
- Одежда должна быть со специальной пропиткой, от которой будут скатываться искры и капли раскаленного металла.
При сварке металла обязательно используйте защитную маску
Руки должны быть закрыты замшевыми перчатками или специальными брезентовыми рукавицами. В связи с тем, что сварочные работы проводятся при высоких температурах, и вероятность возгорания очень велика, процесс следует проводить там, где поблизости есть вода или огнетушитель.
Нюансы для начинающих сварщиков
По сварочному делу есть много советов и даже секретов для каждого мастера, но есть ряд общих указаний, руководствуясь которыми, можно выполнять работы и накладывать швы практически на профессиональном уровне, даже при самостоятельном обучении .
Нюансы:
- Обязательно помните про заземление, а именно есть специальный хомут, который нужно плотно прикладывать к детали.
- Обязательно проверьте изоляцию кабеля и то, насколько тщательно он заправлен в деталь.
- Как только массы подключены, выбирается сила тока, она зависит от типа электродов и от материала.
- Перед зажиганием дуги необходимо установить электрод относительно материала под углом 60ᵒ.
Принцип действия сварки и схема работы не слишком сложны. А именно, если начать медленно водить электродом по металлу, начнут образовываться искры, что свидетельствует об образовании сварочной дуги. Чтобы он возник, электрод нужно держать так, чтобы расстояние между ним и полотном было 5 мм.
В процессе работы электрод сгорит, но спешить его двигать не нужно.
Новичкам нужно начать делать небольшие сварные швы
Скорость, с которой нужно накладывать шов, зависит от того, какой он должен быть: тонкий или толстый. Если электрод прилипает, просто переместите или наклоните его в сторону. Прием простой, но действенный. Стоит отметить, что есть такое понятие, как сварочная ванна, и она может иметь различные размеры. Например, ширина 8-15 мм, длина 10-30 мм, глубина 6 мм.
Формат зависит от:
- Размещение — в помещении или в космосе;
- режим сварки;
- Конфигурации каждой подключенной части;
- Размер и форма края;
- Скорости движения по дуге.
Методы сварки можно использовать для изготовления котла для отопления или для соединения водопроводных труб. Мест для применения сварочного оборудования просто уйма, так как с его помощью строят заборы, делают детские площадки, собирают металлоконструкции многоэтажек, устанавливают водосточные системы, устанавливают перила и прочее.
Обладая не только навыками работы со сварочным оборудованием, но и соответствующим образованием, вы сможете оборудовать свой дом или участок всеми необходимыми удобствами, а также устроиться на престижную работу. Естественно, в почете те сварщики, которые имеют полное представление о своей работе, режимах сварки, особенностях и нюансах этого дела.
Как варить электросваркой (видеоуроки)
Отличить новичка от профессионала очень легко, так как он не будет торопиться и швы переваривать придется не раз. Если требуются качественные сварочные работы, но не хватает опыта или знаний, то лучше доверить процесс профессионалам, способным выполнить все на высшем уровне и при этом предоставить гарантию качества.
Примеры сварных швов (фото)
Одним из самых простых способов соединения металлов является инверторная сварка. Для начинающих сварщиков дает возможность быстро освоить простые навыки и научиться работать с металлом. При проведении сварочных работ требуется не очень много оборудования, и оно доступно по цене. Действия с раскаленным металлом требуют соблюдения техники безопасности. Поэтому начинать необходимо с изучения техники, средств защиты и способов правильного выполнения операций.
Необходимое оборудование и оборудование
В первую очередь необходимо подобрать оборудование, средства защиты и научиться правильно пользоваться инвертором. Необходимое снаряжение:
- Брезентовые леггинсы;
- Халат или плотная хлопчатобумажная одежда;
- Сварочная маска со светофильтрами;
- Респиратор;
- Обувь на резиновой подошве.
Основным защитным средством является сварочная маска.
Из оборудования потребуются:
- инвертор сварочный;
- молоток; кисть
- ;
- электроды.
Основной характеристикой инвертора является диапазон регулировки сварочного тока. Инвертор с максимальным током до 160 А может использоваться как для сварки, так и для резки металла, но будет испытывать значительные перегрузки.
Еще одной характеристикой является коэффициент постоянного включения. Это отношение времени работы ко времени охлаждения инвертора. При уменьшении силы тока увеличивается постоянный коэффициент переключения, прибор меньше перегревается.
Учитывая обе характеристики, лучшим выбором для начинающего сварщика будет аппарат с максимальным током 180-200 А.
Основы сварки
Согласно правилам техники безопасности, перед началом работы следует убрать из рабочей зоны все легковоспламеняющиеся, деревянные, бумажные, пластмассовые предметы. Маску необходимо надеть перед запуском дуги.
Электрод — металлический стержень , который покрыт специальным флюсовым покрытием. Плавящийся электрод при сварке заполняет сварной шов металлом. Покрытие также плавится и покрывает поверхность расплавленного металла (сварочная ванна), защищая жидкий металл от окисления. Сила тока определяет глубину проникновения металла. Чем сильнее ток, тем на большее расстояние распространяется расплав при сварке. Сила тока прямо пропорциональна диаметру электрода. Он указан в табличной форме на упаковке с электродами.
Виды швов
Нижний шов выполнить проще всего. Детали лежат горизонтально, сварочная ванна устойчива. При горизонтальном шве удержать металл в ванне намного сложнее.
Вертикальный шов выполняется снизу вверх для предотвращения вытекания металла из сварочной ванны. В противном случае качество шва будет плохим. Оно получится неровным, с провисанием и недожариванием.
Самый сложный шов – это потолочный шов, так как шов и сварочная ванна находятся вверху над электродом. Потолочные швы требуют высокой квалификации сварщика. Сварка труб очень сложна. Там нижний шов постепенно переходит в вертикальный и в потолочный. Вы должны быть хороши во всем этом.
Порядок работы
Чтобы научиться варить сварочным инвертором, нужно начинать с нижнего шва. Выбирается металлический предмет, например, толстый уголок или швеллер, чтобы можно было сделать длинный шов. Для тренировок лучше использовать электроды МП-3. Они легко зажигают сварочную дугу и образуют сварной шов, что немаловажно в процессе обучения новичка. Чтобы научиться правильно варить инверторной сваркой, можно выбрать электроды диаметром 3 мм. Они распространены и недороги.
Перед запуском необходимо проверить и собрать оборудование. Для этого требуется:
Теперь нужно приступить к сварке. Сначала зажигается дуга. Для этого требуется:
- Удалите покрытие с конца электрода, постукивая им по металлу.
- Воспламеняется ударом. Это как чиркнуть спичкой. Необходимо быстро провести электродом по поверхности металла, не допуская его прилипания. Может возникнуть вопрос, почему залипает электрод при сварке инвертором даже с функцией антиприлипания. Это происходит из-за неправильных настроек прибора или при использовании мокрых электродов. Электрод также может прилипнуть из-за неочищенного металла.
- Электрод нагревается и может зажечь дугу при приближении к заготовке. Под воспламененной дугой образуется участок расплавленного металла.
Вы можете запустить дугу, постукивая по металлической поверхности. Ведите электрод на постоянном расстоянии от заготовки. Рекомендуемое расстояние составляет 3 мм. Наклоняя электрод, нужно регулировать поведение ванны:
- Сварка под прямым углом выполняется в труднодоступных местах. Ванна формируется симметрично, но работать неудобно.
- Сварка под углом вперед создает более глубокую ванну в начале сварного шва.
- Сварка обратным углом применяется только в нижнем шве и во временных швах — прихватках.
Основные дефекты шва возникают из-за неравномерного движения электрода, некачественного покрытия или слишком быстрого ведения инструмента.
Прямая и обратная полярность
Прямая и обратная полярность относятся к порядку подключения к полюсам постоянного тока. При подключении электрода к минусу, а металлической заготовки к плюсу говорят о прямой полярности. Зона плавления глубокая и узкая. При обратной полярности металлическая часть подключается к минусу. При выборе полярности нужно знать, какой элемент должен больше нагреваться. Он должен быть подключен к плюсу.
Прямая полярность применима при резке металлоконструкций, толстостенных заготовок и в случаях, когда необходимо создать высокую температуру процесса. При обратной полярности на электроде происходит повышенный нагрев, а металл нагревается меньше. Применяется при электросварке тонких листов металла для получения идеального шва или когда необходимо исключить повреждение заготовки в процессе эксплуатации.
Для производства ремонтных работ дома, в гараже, на даче очень важно научиться сваривать металл. Советы для начинающих можно найти на многочисленных сайтах по сварке. Есть видеоуроки и мастер-классы с подробным рассказом о том, как варить металл инвертором, и показывающие все этапы рабочего процесса.
Сварка может применяться для изготовления изделий из металла и других материалов (например, пластика, керамики, стекла). При этом различные детали собираются в отдельные узлы и конструкции с помощью источников тепла. Сварной шов или сварной шов – это место соединения деталей, которое образовалось за счет кристаллизации расплавленного материала. называют неразъемным соединением деталей, которое производится сваркой. Он включает в себя сварной шов и зону материала, изменившегося после нагрева и пластической деформации.
Типы швов и соединений
Сварные швы и соединения классифицируются в соответствии с:
- тип соединения;
- форма подготовленных кромок под сварку;
- форма сварной конструкции;
- объем наплавленного металла;
- сила, действующая на него;
- тип используемой сварки;
- конфигурация и длина;
- положение, в котором выполняется сварка.
По типу соединения швы могут быть стыковыми и угловыми. По расположению в пространстве сварочный шов может быть нижним, вертикальным, горизонтальным и потолочным. По конфигурации он бывает прямолинейным, кольцевым, вертикальным и горизонтальным. Длина может быть непрерывной и прерывистой. Сплошные представлены короткими, средними и длинными.
Технология сварки
Следует помнить, что геометрическая форма и качество исполнения будут напрямую зависеть от того, какой длины будет дуга. Из-за боязни короткого замыкания многие начинают удлинять дугу, что нарушает ее устойчивость, приводит к разбрызгиванию металла электрода и значительно уменьшает глубину проплавления основного материала. Навык поддержания оптимальной длины дуги приходит не сразу, а с опытом.
Вертикальные удобнее выполнять, т.к. сила тяжести направляет капли металла вниз. Вертикальное соединение следует выполнять короткой дугой снизу вверх. Благодаря этому капли металла легко пройдут в шов. Сварочные работы также можно выполнять сверху вниз. Но при этом дугу необходимо зажигать с таким положением электрода, чтобы он был перпендикулярен плоскости изделия.
Для выполнения горизонтальных работ подготавливают кромки, имеющие односторонний скос у верхнего листа. Горизонтальные соединения внахлестку выполнить проще, потому что нижний край образует фланец, удерживающий расплавленный металл.
Потолочные соединения наиболее сложны в исполнении, так как требуют высокой квалификации специалиста, выполняющего эту работу. Для работы используется тугоплавкое покрытие электрода, которое создаст специальный карман, удерживающий капли металла.
Требования к механическим свойствам сварных швов
Надежность и прочность определяются рядом его механических свойств. Только при соблюдении всех требований, регламентирующих механические характеристики, металлическая конструкция будет служить долго.
Основными механическими характеристиками являются такие параметры как:
- относительное удлинение металла;
- ударная вязкость металла;
- временная стойкость металла шва к разрушению; Твердость металла
- .
требования к качеству
Основное требование – качество участка сварного соединения. Особенно высокие требования предъявляются к сварным швам различных типов (стыковые, внахлестку, тавровые, угловые), которые располагаются на стенах, балках или фермах и постоянно испытывают высокие растягивающие напряжения. Средние показатели качества приемлемы в отношении угловых швов, служащих для соединения основных частей конструкций, а также стыковых швов, выдерживающих высокое растяжение и сопротивление сдвигу. Наименьшие требования предъявляются к стыковым и угловым швам, соединяющим вспомогательные части конструкции.
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в повседневной жизни. Каждый домашний мастер время от времени применяет сварку. Хорошо, если он умеет готовить сам, но часто приходится обращаться к специалистам. Но сварке можно научиться. Начать следует с самого простого: электросварка для начинающих – это, прежде всего, обучение выполнению различных швов. Более сложные работы можно выполнять только с опытом. Давайте рассмотрим основы технологии и некоторые хитрости сварочного процесса, а также используемое оборудование и материалы.
Типы сварочных аппаратов
Чтобы правильно выбрать сварочный аппарат, необходимо учесть все плюсы и минусы различных типов и моделей сварочных аппаратов.
трансформаторы — самые простые и традиционные устройства, довольно тяжелые по весу, выполненные на основе понижающего трансформатора, доводящего напряжение до необходимого для работы значения. Особенность трансформаторов в том, что они работают на переменном токе, что создает нестабильную дугу. В сочетании с повышенным количеством шлаковых и газовых примесей такая дуга способствует разбрызгиванию металла и портит внешний вид шва. Качественный шов таким аппаратом может сделать опытный сварщик, имеющий навыки работы на трансформаторе.
Простой аппарат, работающий на переменном токе
Выпрямители — сварочные аппараты, которые могут преобразовывать переменный ток в постоянный и понижать сетевое напряжение с помощью полупроводниковых диодов. Постоянный ток дает стабильную дугу и позволяет сделать сварочный шов равномерным и герметичным, прочным и красивым. Выпрямитель универсальный, к нему подходят все виды электродов, таким аппаратом можно сваривать все виды металлов: нержавеющую сталь, алюминий, медь, титан, различные сплавы.
Универсальный сварочный аппарат, подходит для всех типов электродов
инверторы — очень популярны, так как имеют малый вес, отличный функционал, автоматизированные настройки. Такие технические характеристики позволяют работать на нем новичкам. В конструкцию устройства входит ряд блоков, преобразующих переменный ток сети в мощный постоянный ток. Преимущество этого типа сварочного аппарата:
- возможность точной настройки;
- выполнение широкого круга задач;
- стабильная дуга;
- устойчивость к скачкам напряжения;
- качественная сварка, ровный шов;
- работа со всеми типами электродов;
- соединение всех видов металлов любой толщины и положения в пространстве.
- имеет дополнительные функции, предотвращающие залипание электрода и отрыв капель;
- возможность воспламенения электрода при максимальной подаче тока;
Из минусов можно отметить:
- необходимость частой очистки от пыли;
- ограниченная длина кабеля 2,5 м;
- невозможность работы при температуре воздуха ниже -15 градусов.
Инвертор подходит для начинающих сварщиков
Полуавтоматы — бывают двух типов. Первые повышают производительность сварочных работ за счет непрерывной подачи проволоки. В этом случае нет необходимости постоянно менять электроды. Шов ровный, непрерывный, без дефектов. Последние работают в газовой среде, для этого используют кислород, азот и углекислый газ, а также аргон и гелий. Газовая сварка имеет следующие преимущества:
- один аппарат, предназначенный для работы как с газом, так и с проволокой;
- отличное качество и эстетика шва;
- стабильная ровная дуга;
- высокая функциональность;
- возможность сварки сложных соединений.
С помощью этого устройства можно сделать качественный шов
Что нужно для работы начинающему сварщику
В первую очередь нужно подготовить снаряжение и спецодежду.
Инструменты и средства защиты
Вам обязательно понадобится сварочный аппарат, набор электродов, молоток и зубило для сбивания шлака, металлическая щетка для зачистки швов. Электродержатель служит для зажима, удержания электрода и подачи на него тока. Также вам понадобится набор шаблонов для проверки размеров шва. Диаметр электрода выбирают в зависимости от толщины металлического листа. Не забывайте о защите. Готовим сварочную маску со специальным светофильтром, не пропускающим инфракрасные лучи и защищающим глаза. Экраны и щиты выполняют ту же функцию. Брезентовый костюм, состоящий из куртки с длинными рукавами и гладких брюк без манжет, кожаных или валяных ботинок для защиты от металлических брызг и перчаток или варежек, брезентовых или замшевых с приспущенными рукавами. Такая тесная, закрытая одежда препятствует попаданию расплавленного металла на тело сварщика.
Существуют специальные средства защиты, которые применяются для работы на высоте и внутри металлических предметов, при работе в положении лежа. В таких случаях понадобятся диэлектрические сапоги, каска, перчатки, коврик, наколенники, подлокотники, а для высотной сварки необходим страховочный пояс с лямками.
Какие электроды выбрать
Электроды бывают разных типов и марок. Это связано с необходимостью подбора металла соединяемых деталей и такого же металла электрода.
Каждый электрод имеет маркировку, которая дает сварщику всю необходимую информацию. Научиться читать этикетки легко.
Специальная маркировка на электродах
Часто сверху покрывают различными покрытиями, которые придают электродам свойства, необходимые для сварки разных металлов и условий работы. Вот таблица классификации электродов по видам покрытий и особенностям применения.
Специальное покрытие придает электродам особые свойства, необходимые для сварки различных металлов
Классификация электродов по типу и назначению отражена в маркировке изделия.
Электроды разные по типу и назначению
Типы сварных швов
Соединительные сварные швы подразделяются по расположению, прочности, технологии и конструктивным особенностям. Типы расположения швов:
- Нижний. Самый простой и удобный, за счет силы тяжести металл заполняет зазор между деталями. Это самый прочный и экономичный шов.
- Горизонтальный. Заготовки располагаются перпендикулярно электроду, а шов проходит горизонтально. Часть металла покидает зону сварки и электрод расходуется быстрее.
- Вертикальный. В этом случае заготовки также располагаются перпендикулярно электроду, но шов формируется вертикально. Расплавленный металл стремится уйти вниз, расход электрода значителен.
- Наклонный. Движение руки сварщика наклонное. Используется для угловых и тавровых соединений.
- Потолочный шов расположен над мастером.
Структурное подразделение:
- Приклад. Стыковое соединение достаточно прочное и экономичное, не деформирует поверхность стыка. Это универсальное соединение.
- Детали, свариваемые внахлест, когда недостаточно места для стыкового сварного шва. Толщина заготовок не должна быть более 8-10 мм.
- Рекомендуется сваривать угловой шов с двух сторон, при этом заготовки располагаются под углом друг к другу. Этот шов выполнить непросто из-за увеличения околошовной зоны и большого расхода электрода.
- Тройниковый шов представляет собой угловой шов, при котором плоскости деталей свариваются перпендикулярно. Шов формируется с двух сторон, он довольно сложный.
- Шов для электрозаклепок используется, когда нет необходимости в герметизирующем шве, он наиболее экономичен и незаметен.
Сварку можно проводить как в один слой, так и в несколько слоев для толстых заготовок.
Как научиться варить сваркой — руководство для начинающих
Сварка – это высокотемпературный процесс. Для его осуществления формируется и проводится электрическая дуга от электрода до свариваемой детали. Под его воздействием происходит расплавление основного материала и металлического стержня электрода. Как говорят специалисты, образуется сварочная ванна, в ней смешиваются основной и электродный металл. Размер образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости дуги, формы и размера кромки и т. д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм, а глубина — около 6 мм. мм.
Покрытие электрода, так называемое покрытие, при плавлении образует особую газовую зону в районе дуги и над ванной. Он вытесняет весь воздух из зоны сварки и предотвращает взаимодействие расплавленного металла с кислородом. Кроме того, он содержит пары как основных, так и электродных металлов. Над швом образуется шлак, что также препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного снятия электрической дуги металл начинает кристаллизоваться и образуется шов, соединяющий свариваемые детали. Поверх нее находится защитный слой шлака, который впоследствии удаляется.
В процессе сварки покрытие электрода плавится, образуя специальную газовую зону. Внутри него смешиваются основной металл и электрод.
Начинающим сварщикам лучше всего получить первый опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует надежно закрепив деталь. В целях пожарной безопасности нужно поставить рядом с собой ведро с водой. По этой же причине не следует выполнять сварочные работы на деревянном основании и небрежно обращаться даже с очень мелкими остатками использованного электрода.
Подключение сварочного аппарата
Для безопасной работы сварки необходимо подключить аппарат к сети, соблюдая следующие правила:
- Сначала нужно проверить напряжение и частоту тока. Эти данные должны совпадать в сети и на устройстве.
- Задаем расчетное значение мощности тока на сварочном аппарате, которое должно соответствовать выбранному диаметру электрода. Если блок настроек сварщика позволяет выбрать напряжение, нужно сразу его выставить. Подключение осуществляется через специальную вилку и заземляющий наконечник.
- Надежно крепим зажим «заземления». Проверяем, чтобы кабель был изолирован и аккуратно уложен в специальный держатель.
- Обязательно проверьте все соединения, кабели, вилки.
- Можно использовать специальный удлинитель, который подключается без промежуточных соединений.
- В старых домах со слабой проводкой возможны перепады напряжения. Он останавливает рабочий процесс и может повредить сварочное оборудование. В этом случае нужен электрогенератор, который будет обеспечивать напряжение на рабочем уровне.
Аппарат сварочный простой
Как правильно выбрать ток
Сварочный ток является важным показателем сварки и определяет вид и характер шва и производительность. Чем выше ток, тем стабильнее дуга и больше глубина проплавления. Сила тока зависит от расположения заготовок в пространстве и от размера электрода. Наибольшее значение устанавливается для сварки горизонтальных заготовок. Для вертикальных швов действующее значение применяется меньше на 15%, а для потолочных – на 20%.
Сила тока зависит от расположения заготовок и размера электрода
Как зажечь дугу
Первый способ — сенсорный. Для этого устанавливаем электрод под углом около 60° по отношению к изделию. Медленно проведите ими по поверхности. Должны появиться искры, теперь касаемся электродом металла и поднимаем его на высоту не более 5 мм.
Если операция была выполнена правильно, дуга загорится. На протяжении всей сварки необходимо выдерживать пятимиллиметровый зазор. Следует иметь в виду, что при правильной сварке металла электросваркой электрод будет постепенно выгорать, поэтому постоянно немного приближаем его к металлу. Медленно двигайте электрод, если он вдруг заклинит, то придется слегка покачивать его в сторону. Если дуга не зажигается, может потребоваться увеличить ток.
Второй способ — царапание. Нужно поднести электрод к поверхности заготовки и ударить им по детали, как будто зажигая спичку. Облегчить зажигание электрода можно, постукивая по покрытию с его края.
Наклон и перемещение электрода
После того, как получится без проблем зажечь и поддерживать дугу, пора переходить к сварке валика. Зажигаем дугу, медленно и плавно перемещаем электрод по горизонтали, совершая им легкие колебательные движения. При этом расплавленный металл как бы «подгребается» к самому центру дуги. В результате должен получиться прочный сварной шов с небольшими волнами, образованными наплавленным металлом.
Угол наклона электрода начинающему сварщику лучше держать около 70 градусов, то есть с небольшим отклонением от вертикали. Ниже представлена схема дуговой сварки.
Угол наклона электрода около 70 градусов
Если в процессе сварки деталей электрод перегорел почти полностью, а шов еще не завершен, временно останавливаем работу. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии около 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Подводим электрод к углублению так, чтобы из металла старого и вновь установленного электрода образовался сплав, после чего продолжается сварка шва.
При сварке электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, наиболее распространенные показаны на схеме.
Траектория движения дуги в процессе сварки деталей может осуществляться по трем направлениям:
- Трансляционное. Предполагает движение дуги вдоль оси электрода. Таким образом, достаточно легко поддерживать стабильную длину дуги.
- Продольный. Образует валик для сварки резьбы, высота которого зависит от скорости движения электрода и его толщины. Это обычный шов, но очень тонкий. Для его фиксации в процессе перемещения электрода по сварному шву выполняются также поперечные перемещения.
- Поперечный. Позволяет получить желаемую ширину шва. Осуществляется колебательными движениями. Их ширина выбирается исходя из размеров и положения шва, формы его вырезки и т. д.
На практике используются все три основных движения, которые перекрывают друг друга и образуют определенную траекторию. Есть классические варианты, но у каждого мастера обычно свой почерк. Главное, чтобы в процессе работы края соединяемых элементов хорошо оплавились, и получился шов заданной формы.
Как правило, применяются все три направления, они могут перекрывать друг друга и образовывать траекторию
Выполнение сварных швов
Потолочная сварка
Этот шов считается самым сложным, так как сварочная ванна перевернута и расположена над сварщиком. Электрод выбирают не более 4 мм и отводят немного в сторону, чтобы металл не растекался. Используйте короткую дугу и полностью сухие электроды, шов при потолочной сварке должен быть тонким. Движение происходит само по себе, поэтому сварщику легче контролировать качество шва. Есть несколько способов сделать это:
- лестница;
- полумесяц;
- назад.
Потолочный шов считается самым сложным
Видео: потолочный шов
Вертикальный
При выполнении такого шва можно вести электрод сверху вниз или снизу вверх. Чтобы металл не капал, электрод следует наклонить на 45-50 градусов вниз от перпендикулярного положения. Опытные сварщики рекомендуют делать этот шов за один проход.
При выполнении вертикального шва электрод располагается под углом 45-50 градусов
Видео: вертикальный шов
23.03
Выполнение горизонтального шва
При выполнении такого шва основная трудность заключается в стекании металла вниз. Чтобы решить эту проблему, сварщик должен отрегулировать угол наклона электрода и скорость перемещения. Сварка осуществляется слева направо или справа налево.
При выполнении горизонтального шва нужно правильно подобрать угол наклона электрода и скорость прохождения
Угловой
При формировании угловых или тавровых швов детали располагают под разными углами в лодочке так, чтобы расплавленный металл стекал в угол. Затем их приваривают с двух сторон, один край конструкции должен быть немного выше другого. Движение электрода начинают с нижней точки.
При угловой сварке движение электрода начинается с нижней точки
Особенности сварки трубопроводов
Электродуговой сваркой можно выполнять вертикальный шов, который располагается сбоку трубы, горизонтальный — по ее окружности. А также потолок и низ, расположенные соответственно вверху и внизу. Причем последний считается наиболее удобным в исполнении. Стальные трубы обычно сваривают встык с обязательным проплавлением всех кромок по высоте стен. Для уменьшения притока внутрь трубы угол наклона электрода выбирают не более 45° относительно горизонтали. Высота шва — 2-3 мм, ширина — 6-8 мм. При сварке внахлест высота шва около 3 мм, а ширина 6-8 мм.
Перед началом сварки трубы электросваркой проводим подготовительные работы:
- тщательно очистить деталь;
- если концы трубы деформированы, обрезать или выпрямить их;
- подчистите края. Зачищаем не менее 10 мм внешней и внутренней плоскости, прилегающей к краям трубы, до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полной сварки. Поворотные, а также неповоротные стыки труб с толщиной стенки до 6 мм выполняют не менее чем в 2 слоя. При ширине стенки 6-12 мм — выполняется три слоя, более 19мм — четыре. Особенность сварки труб заключается в том, что каждый шов, который накладывается на стык, должен быть очищен от шлака, после чего выполняется следующий. Первый шов самый ответственный. Он должен полностью расплавить все края и матовость. Его особенно внимательно осматривают на предмет обнаружения трещин. Если они есть, то их переплавляют или срубают и фрагмент снова заваривают.
Финишный слой делается максимально ровным с плавным переходом к основному металлу
Второй и все последующие слои выполняются при медленном повороте трубы. Конец и начало всех слоев необходимо сместить относительно предыдущего слоя на 15-30 мм. Финишный слой выполняется с плавным переходом к основному металлу и с ровной поверхностью. Для повышения качества сварки труб электросваркой каждый последующий слой выполняют в противоположном направлении по отношению к предыдущему, а места их смыкания должны быть разнесены.
Самостоятельная сварка – довольно сложная затея. Впрочем, при желании его все же можно освоить. Нужно усвоить основные правила процесса и постепенно научиться выполнять простейшие упражнения. Не нужно жалеть времени и сил на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным техникам, оттачивая свое мастерство.
Вы легко научитесь накладывать правильный и качественный сварочный шов самостоятельно. Электрическая или дуговая сварка, рассчитанная на новичков, подразумевает первоначальную подготовку по формированию этих соединений неразъемного типа. Начинать следует с самого простого, постепенно переходя к более сложным соединениям, когда вы сможете накопить достаточное количество опыта.
Для выполнения сварных соединений необходимо подготовить соответствующее оборудование. Для работы с электродуговой сваркой необходимо взять следующие инструменты и материалы.
- Непосредственно само сварочное оборудование, которое может быть разных типов.
- Электроды необходимого диаметра — обычно зависит от толщины соединяемых элементов.
- Специальный остроконечный молоток, сбивающий шлак.
- Металлическая щетка для очистки области металла, где образуется сварной шов.
При формировании шва следует помнить о соответствующих мерах безопасности. Невозможно выполнять работу без соответствующей маски, снабженной специальными светофильтрами.
Желательно носить достаточно облегающую одежду с длинными рукавами, перчатки из замшевых материалов. Кроме того, следует взять выпрямитель, либо трансформатор, если оборудование достаточно старое. Однако в последнее время все больше сварных швов применяется с использованием инверторного оборудования, которое оснащено всем необходимым для преобразования переменного тока в постоянный.
Технология работы
Чтобы правильно расположить расплавленный электрод на формируемом шве, следует учитывать, что сварка не очень простая и безопасная технология. В первую очередь это подразумевает использование высокой температуры, которая должна превышать температуру плавления стали.
Под его непосредственным воздействием происходит расплавление основного металла и электрода. Соответственно возникает так называемая сварочная ванна, где металлы заготовок и электрода смешиваются, в результате чего образуется сварное соединение или шов.
Размер сварочной ванны напрямую зависит от того, какие настройки были установлены на оборудовании, местонахождения в пространстве, скорости движения электрода, зазора между свариваемыми элементами. Формирование правильного сварного шва подразумевает среднюю ширину шва – от 4 до 30 мм в зависимости от толщины заготовок.
Электродуговая технология предполагает использование электродов с так называемым покрытием. При подаче напряжения на электрод и свариваемые элементы оно образует над ванной специальную газовую зону. За счет него происходит абсолютное вытеснение воздуха, что не допускает прямого контакта кислорода со свариваемыми металлами. При сварке элементов на поверхности стыка образуется шлак, который также препятствует контакту расплавленного чугуна с воздухом.
Формирование правильного сварочного шва осуществляется при снятии электрической дуги: металл начинает постепенно остывать и образовывать кристаллическую решетку. Защитный слой шлака после затвердевания металла следует удалить.
Основы дуговой сварки
Чтобы выполнить надежное сварное соединение и правильно разместить расплавленный электродный материал, необходимо уделить пристальное внимание началу работы. Начинать осваивать эту работу лучше всего под присмотром опытного сварщика, который позволит избежать самых распространенных ошибок и проконсультирует при необходимости.
Соединяемые детали должны быть жестко закреплены. В связи с тем, что работы ведутся при высоких температурах, необходимо предусмотреть все меры, связанные с пожарной безопасностью. Рядом нужно установить ведро с водой. Не работайте на деревянной основе.
Зажим заземления фиксируется на свариваемых элементах. Перед этим следует тщательно проверить качество его утепления. Если он поврежден, этот кабель не должен использоваться. Кроме того, он должен быть надежно зафиксирован в специальном зажиме.
Правильно подобранные настройки оборудования позволяют плавно и равномерно накладывать электрод, благодаря чему происходит наплавка металла на свариваемые элементы.
Когда все эти подготовительные работы завершены, дуга аккуратно зажигается. Делать это нужно следующим образом: электрод держат под углом к заготовкам около 60 градусов, им медленно ведут по поверхности металла до появления искр. Затем слегка касаются заготовок и отводят их от них на расстояние около 5 мм, тем самым образуя электрическую дугу.
Такой зазор придется поддерживать в течение всего времени эксплуатации. Если все было сделано правильно, электрод будет постепенно плавиться и выгорать, поэтому его придется медленно подносить к заготовкам, выдерживая тем самым необходимое расстояние. Его не следует приближать, так как он может прилипнуть. Если дуга не возникает, придется увеличить силу тока на оборудовании.
Сварочный шов: как двигать электрод?
Перемещать электрод при производстве сварочных работ следует по одной из трех траекторий.
- Поступательное — электрическая дуга направлена по оси соединяемых элементов. Это позволяет не только поддерживать его постоянное горение, но и формировать достаточно тонкий и прочный шов.
- Продольный – позволяет получить резьбовой шов различной высоты, которая будет напрямую зависеть от скорости движения электрода. На самом деле соединение очень прочное, но для его укрепления придется сделать несколько поперечных движений.
- Поперечный – обеспечивает формирование необходимой ширины сварного шва. Предполагает выполнение колебательных движений. Ширина шва выбирается исходя из толщины соединяемых элементов, их габаритов и ряда других параметров.
Обычно при выполнении работ используются все эти движения, которые при сочетании друг с другом образуют определенную траекторию. Обычно она у каждого сварщика своя. В принципе, сама траектория не очень важна, главное, чтобы края заготовок были как можно лучше оплавлены и, соответственно, получился шов с заданными параметрами.
Сварка трубопроводов: особенности технологии
Следует отметить, что сварка предполагает формирование не только горизонтальных, но и вертикальных швов, что позволяет производить сварку, в том числе и промышленных трубопроводов, для которых необходимо выполнить максимально качественное соединение. В связи с этим к такой работе допускаются только опытные сварщики, имеющие все необходимые документы, свидетельствующие об их высокой квалификации.
В отличие от плоских деталей, при сварке труб электрод держат под углом 45 градусов. Максимальная высота этого соединения должна быть не более 4 м. В зависимости от толщины труб ширина шва может быть достаточно большой – в некоторых случаях до 4 см. , ржавчина и другие загрязнения, способные снизить прочность шва.
Сварка подразумевает постоянное совершенствование навыков, только в этом случае удастся получить максимально качественное соединение, которое прослужит долгое время.
Шестивалентный хром: факторы воздействия при сварке
Джером Спир, CIH, CSP, FAIHA
Джером Спир, CIH, CSP, FAIHA
Эксперт по безопасности и промышленной гигиене
Опубликовано 14 июля 2015 г.
+ Подписаться
Хром используется в коммерческих целях в США уже более 100 лет. Хром встречается в основном в трех формах, описываемых его валентным состоянием. Металлический хром (Cr[0]) представляет собой твердое вещество серо-стального цвета с высокой температурой плавления, которое используется для изготовления стали и других сплавов. Металлический хром не встречается в природе, его получают из хромовой руды. Трехвалентный хром (Cr[III]) встречается в природе в горных породах, почве, растениях, животных и вулканических выбросах. Cr (III) используется в промышленности в качестве кирпичной футеровки для высокотемпературных промышленных печей и для производства металлов, металлических сплавов и химических соединений. Cr(III) также считается важным питательным веществом, но лишь в следовых количествах. В большинстве рационов наблюдается дефицит Cr(III). Шестивалентный хром (Cr[VI]) возникает в результате окисления соединений хрома с более низкими валентными состояниями. Cr(VI) считается самой серьезной проблемой для гигиены труда и окружающей среды, поскольку он является наиболее токсичным. Другие состояния валентности нестабильны, поэтому они менее распространены. Скорее всего, они будут быстро преобразованы либо в Cr (III), либо в Cr (VI).
В этой статье кратко описаны распространенные сварочные процессы, относительное образование дыма и основные факторы воздействия Cr(VI) при сварочных работах.
Шестивалентный хром в сварочном дыму Металлический хром содержится в нержавеющей стали и многих низколегированных материалах, электродах и присадочных материалах. Хром, присутствующий в электродах, сварочной проволоке и основных материалах, находится в форме Cr(0). Поэтому сварщики обычно не работают с материалами, содержащими Cr (VI), а высокие температуры, создаваемые при сварке, окисляют хром в стали до шестивалентного состояния. Большая часть хрома, обнаруженного в сварочном дыму, обычно находится в форме Cr2O3 и комплексных соединений Cr(III). Некоторые из оксидов металлов в его шестивалентной форме также находятся в форме CrO3. Чистый CrO3 крайне нестабилен; однако оксиды других металлов, особенно щелочных, имеют тенденцию стабилизировать соединения Cr(VI) (Fiore, 2006).
Сварочный дым представляет собой сложную смесь оксидов металлов. Дымы от некоторых процессов могут также содержать фториды. Преобладающим металлическим дымом, образующимся при сварке мягких, низколегированных и нержавеющих сталей, является оксид железа. Также обычно присутствуют оксиды марганца. Дым от сварки нержавеющей стали и некоторых низколегированных сталей также обычно содержит хром и никель. Хром, как правило, не добавляется намеренно в мягкую сталь или расходные материалы из мягкой стали, но из-за использования стального лома в процессе производства стали могут присутствовать некоторые низкие уровни металлического хрома. Однако при сварке большинства низкоуглеродистых сталей пределы воздействия других компонентов дыма, кроме Cr(VI) (таких как марганец), будут превышены до того, как будет достигнут PEL для Cr(VI) (Fiore, 2006).
Различные процессы сварки имеют разную скорость образования дыма (FGR). Для оценки риска воздействия сварочного дыма и газов важно иметь базовое представление о процессах сварки и относительных скоростях образования дыма. Ниже приводится обзор распространенных сварочных процессов и относительная скорость образования дыма:
- Дуговая сварка в защитном металле (SMAW, «сварка стержнем») обычно используется для сварки низкоуглеродистой, низколегированной и нержавеющей стали. В SMAW электрод удерживается вручную, и электрическая дуга течет между электродом и основным металлом. Электрод покрыт флюсовым материалом, который при разложении образует защитный газ для защиты наплавленного металла от загрязнений. Электрод расходуется в процессе, а присадочный металл способствует сварке. SMAW может производить высокие уровни металлического дыма и воздействия фтора; однако считается, что SMAW имеет небольшой потенциал для образования озона, оксида азота и газообразного диоксида азота.
- Дуговая сварка металлическим газом (GMAW) также известна как сварка в среде инертного газа (MIG). GMAW обычно используется для большинства типов металлов и работает быстрее, чем SMAW. Этот процесс включает в себя протекание электрической дуги между основным металлом и расходуемым электродом со сплошным сердечником, непрерывно питаемым с катушки. Защитный газ подается извне, электрод не имеет флюсового покрытия или сердцевины. Хотя GMAW требует более высокого электрического тока, чем SMAW, GMAW производит меньше дыма, поскольку в электроде нет флюса. Однако из-за более высоких уровней тока GMAW производит более высокие уровни озона и оксидов азота, чем SMAW. Кроме того, GMAW, как правило, представляет собой более сложный производственный процесс, чем SMAW, что является важной переменной в воздействии дыма.
- Дуговая сварка порошковой проволокой (FCAW) обычно используется для сварки низкоуглеродистой стали, низколегированной стали и нержавеющей стали. Этот процесс сварки имеет сходство как с SMAW, так и с GMAW. Расходуемый электрод непрерывно подается с катушки, и между электродом и основным металлом протекает электрическая дуга. Электродная проволока имеет центральную жилу, содержащую флюс, а дополнительный защитный газ может подаваться извне. В процессе сварки образуется значительное количество дыма из-за высоких электрических токов и электрода с флюсовым сердечником. Однако FCAW производит мало озона, оксида азота и газообразного диоксида азота.
- Дуговая сварка вольфрамовым электродом (GTAW) также известна как сварка вольфрамовым электродом в среде инертного газа (TIG). GTAW используется на таких металлах, как алюминий, магний, низкоуглеродистая сталь, нержавеющая сталь, латунь, серебро и медно-никелевые сплавы. В этом методе используется неплавящийся вольфрамовый электрод. Присадочный металл подается вручную, а защитный газ подается извне. Используются высокие электрические токи, что создает потенциал для значительных уровней озона, оксида азота и газообразного диоксида азота. Однако GTAW производит очень мало дыма. Защитный газ состоит из инертного газа (например, аргона или гелия), который может создавать атмосферу с дефицитом кислорода в закрытых или замкнутых пространствах.
- Дуговая сварка под флюсом (SAW) — еще один распространенный процесс сварки, используемый для сварки толстых листов из низкоуглеродистой и низколегированной стали. В этом процессе сварки электрическая дуга течет между основным металлом и плавящимся проволочным электродом; однако дуга не видна, так как она погружена под флюсовый материал. Этот флюс удерживает дым на низком уровне, поскольку дуга не видна. Также в SAW выделяется мало озона, оксида азота и газообразного диоксида азота.
Основным источником информации при определении компонентов, которые могут находиться в дыме, является паспорт безопасности (SDS) и/или технический паспорт изготовителя расходуемого электрода ( или провод). От 90 до 95 процентов дыма образуется из присадочного металла и флюсового покрытия/сердцевины расходуемых электродов (Lyttle, 2004). Поскольку сварочная ванна из основного металла намного холоднее, чем кончик электрода, основной металл дает лишь незначительную долю общего количества дыма. Однако основной металл может быть существенным фактором воздействия дыма, если металл или остатки на поверхности содержат высокотоксичное вещество (например, хроматсодержащие покрытия, краски на основе свинца и т. д.).
Помимо процесса сварки, исследования показали, что на FGR также влияют следующие факторы:
- Электрический ток: В целом скорость образования дыма экспоненциально пропорциональна току.
- Напряжение дуги: Скорость образования дыма обычно увеличивается при увеличении напряжения дуги.
- Диаметр электрода: Как правило, электрод малого диаметра имеет более высокую FGR, чем электрод большого диаметра, из-за различий в напряжении и силе тока. Однако при использовании электродов большего диаметра напряжение обычно увеличивается. Следовательно, при рассмотрении типичного увеличения напряжения для больших электродов диаметр электрода оказывает лишь незначительное влияние на скорость образования дыма в практических применениях.
- Угол наклона электрода: Угол наклона электрода к заготовке оказывает незначительное (но непредсказуемое) влияние на скорость образования дыма.
- Защитный газ: При дуговой сварке в среде защитного газа FGR, как правило, выше, когда в качестве защитного газа используется 100% диоксид углерода (CO2), по сравнению с аргоном.
- Скорость сварки: По мере увеличения скорости сварки скорость образования дыма, очевидно, увеличивается.
- Сварка постоянным/импульсным током: Технологии продвинулись к источникам питания, которые могут работать в импульсном режиме. Исследования показали, что при использовании импульсного тока во время сварки образуется меньше дыма, чем при аналогичном процессе сварки постоянным током.
В целом, FCAW дает наибольшую скорость образования дыма, за ним следует SMAW. Однако при сварке хромсодержащей стали концентрация Cr(VI) в дымовых газах, образующихся при сварке SMAW, значительно выше, чем Cr(VI), образующихся при FCAW. Щелочные металлы, такие как натрий и калий, стабилизируют Cr(VI). Эти металлы часто входят в состав покрытий электродов SMAW, а также могут присутствовать во флюсе FCAW (Fiore, 40), что может объяснить, почему концентрации Cr(VI) в операциях SMAW часто выше, чем концентрации Cr(VI) в FCAW. GMAW, как правило, имеет умеренную относительную скорость образования дыма. GTAW и SAW по своей природе являются процессами с низким образованием дыма.
Другие вспомогательные процессы (такие как строжка воздушной дугой и резка плазменной дугой) также могут генерировать значительное количество дыма и газов (окись углерода, озон, оксиды азота и т. д.) из-за высокого электрического тока и напряжения дуги, связанных с этими процессами. процессы. Потенциальное облучение не только оператора, но и другого персонала в рабочей зоне может быть значительным в результате таких процессов, особенно в закрытых и замкнутых пространствах. Доступно несколько исследований, в которых изучается потенциальное воздействие Cr(VI), связанное с операциями строжки воздушной дугой и плазменной резки.
Воздействие сварочного дыма сильно варьируется из-за нескольких факторов воздействия. Эти факторы следует учитывать при оценке потенциального воздействия Cr(VI). Основные факторы воздействия Cr(VI) описаны ниже.
- Процесс сварки: Как обсуждалось выше, используемый процесс сварки оказывает значительное влияние на скорость образования дыма.
- Содержание хрома и флюсы в расходных материалах: Нержавеющая сталь и сплавы хрома обычно содержат от 11,5% до 30% хрома по весу. Очевидно, что по мере увеличения содержания хрома в присадочном материале количество Cr(VI), выделяемого в процессе сварки, вероятно, будет увеличиваться. Другие ингредиенты электрода также могут оказывать некоторое влияние на стабилизацию Cr(VI), что приводит к более высоким концентрациям Cr(VI).
- Хроматные покрытия на основном материале: Хроматы могут содержаться в пигментах покрытий и красок для обеспечения коррозионно-стойких свойств. При выполнении ремонтных работ на окрашенных конструкциях обязательно анализируйте объемные образцы покрытия, чтобы убедиться, что краска или покрытие не содержат хроматов.
- Скорость сварки: Высокая скорость сварки, очевидно, увеличивает образование дыма. Однако информация, относящаяся к индивидуальной сварке или производительности, редко точно и последовательно измеряется в усилиях по мониторингу воздействия. Рассмотрите возможность использования дугового таймера во время контроля воздействия для точного сбора и документирования фактического времени сварки, что может оказаться полезным для объяснения необычно высоких или низких результатов контроля воздействия и/или для лучшей категоризации схожих групп воздействия (SEG).
- Относительное положение сварки: Положение сварки играет важную роль в воздействии сварочного дыма, в первую очередь из-за пути движения шлейфа. Сварка в горизонтальном положении (например, на дне резервуара или когда заготовка располагается ниже пояса сварщика) имеет тенденцию представлять максимальное потенциальное воздействие дыма. Сварка в горизонтальном направлении (например, при сварке кольцевого шва резервуара) также может привести к относительно высокому воздействию дыма в зависимости от пути движения шлейфа по отношению к зоне дыхания сварщика. Сварка в вертикальном направлении (например, вертикальный шов корпуса резервуара), как правило, имеет наименьшее потенциальное воздействие дыма, поскольку зона дыхания сварщика, как правило, не находится на пути движения факела, а факел остается вблизи зоны термического влияния, поскольку он естественно поднимается.
- Местная вытяжная вентиляция (LEV): Исследования показали, что использование LEV может снизить воздействие дыма. Однако эффективность LEV зависит от нескольких факторов, в том числе от методов работы и надлежащего обслуживания устройств LEV.
- Среда сварки (внутри или в замкнутом пространстве): Сварка внутри зданий или в закрытых помещениях может привести к скоплению дыма, который может увеличить воздействие не только на сварщика, но и на другой персонал внутри здания или в замкнутом пространстве.
- Общая/рассеивающая вентиляция и естественные воздушные потоки: Хотя общая/рассеивающая вентиляция часто используется при сварке в помещении или в закрытых помещениях, местная вытяжная вентиляция предпочтительнее для контроля дыма, поскольку она пытается улавливать пары у источника. Влияние на путь движения шлейфа непредсказуемо, если полагаться на общую вентиляцию. В некоторых случаях использование вентиляторов и воздуходувок вблизи сварочных аппаратов может создать неблагоприятные для сварщиков схемы воздушного потока и/или снизить эффективность улавливания LEV (если они используются).
- Другая сварка (или вспомогательные/связанные процессы), выполняемая в области: Наконец, количество сварочных или других связанных с ними работ (таких как строжка воздушной дугой и/или плазменная резка), очевидно, может влиять на потенциальное воздействие сварочного дыма и Cr( VI) в закрытых помещениях, особенно если рабочая среда плохо проветривается.
Фиоре, С. Р. (2006). Снижение воздействия шестивалентного хрома в сварочном дыму. Сварочный журнал, 38-42.
Литтл, К. А. (2004 г., март/апрель). Оптимизация выбора расходных материалов повышает производительность и снижает выбросы дыма. Распределение газов и сварки, 45-47.
Копье, Дж. Э. (2004). Сварочные дымы: защитите своих сотрудников и свою компанию. Инструменты торговли, 3 (4), 10-13.
Spear, JE (2010, сентябрь). Безопасность при сварке: оценка и контроль воздействия шестивалентного хрома. Американское общество инженеров по технике безопасности, 22–31.
Уоллес, М., и Фишбах, Т. (2002). Эффективность местной вытяжки для снижения воздействия сварочного дыма при реконструкции котла. (Д. Тарр, изд.) Прикладная гигиена труда и окружающей среды, 17(3), 145-151.
Уоллес М., Лэндон Д., Сонг Р. и Эхт А. (2001). Полевая оценка влияния метода импульсной дуговой сварки на снижение облучения рабочих. Прикладная гигиена труда и окружающей среды, 16(2), 93-97.
Безопасность крана
2 октября 2020 г.
Безопасность мобильного крана: факторы, влияющие на номинальную грузоподъемность
14 ноября 2018 г.
Тепловая болезнь: каковы факторы риска?
25 июля 2018 г.
Безопасность мобильного крана
15 июня 2018 г.
Соединение и заземление — контроль статического электричества
25 апр. 2018 г.
Оценка воздействия промышленной гигиены: наихудший случай против случайной выборки
23 февраля 2018 г.
Мониторинг воздействия шестивалентного хрома
7 июля 2017 г.