Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}}/500 {{l10n_strings.TAGS}} {{$item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.
{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings. REQUIRED_FIELD}})
REQUIRED_FIELD}}){{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}}/500 {{l10n_strings.TAGS}} {{$item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}} LANGUAGE}}
{{$select.selected.display}}
LANGUAGE}}
{{$select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}} {{l10n_strings.AUTHOR_TOOLTIP_TEXT}} {{$select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Обозначение сварочных швов на чертежах – Осварке.
 Нет
НетСогласно отечественной документации сварочные швы на чертежах обозначаются цельными линиями — видимые швы, и штрихованными — невидимые. Обозначают сварочные шва ломаной линией, которая состоит из косой части и полочки. Косая часть заканчивается односторонней стрелкой, указывающей положение шва (см. рис. 1).
Описание характеристик шва делается над полочкой, если шов видимый (цельная линия) и, наоборот, под полочкой — если шов невидимый (штриховая линия). У двустороннего шва лицевой считается любая из сторон.
Все части условного обозначения шва указывают в определенной последовательности и отделяются между собой дефисом (кроме вспомогательных знаков). Если для изготовление конструкции с чертежа требуется использовать несколько видов сварки, то используют сокращенные названия:
- Р — ручная дуговая сварка;
- П — полуавтоматическая сварка;
- А — автоматическая сварка;
- У — сварка в среде углекислого газа;
- Г — газовая сварка;
- Аф — автоматическая сварка под флюсом;
- Кс — контактная сварка;
- Ш — электро-шлаковая сварка;
- ИН — сварка неплавящимся электродом в инертном газе.


Если все швы выполняют согласно одному стандарту, в условном обозначении не ставят номер стандарта, но указывают его в примечаниях к чертежу.
Свойства шва на обозначении и их очередность
- Обозначение стандарта на типы и конструктивные элементы швов сварных соединений.
- Буквенно-цифровое условное обозначение швов.
- Обозначение способа сварки (иногда не указывается).
- Для угловых, тавровых и нахлесточных соединений указывается знак катета шва и его размер в миллиметрах.
- Знак цепного или шахматного шва с обозначением длины свариваемого участка и шага (длины не свариваемого участка).
- Вспомогательные знаки (таблица 1).
- Обозначение шероховатости механически обработанной поверхности.
Когда на чертеже есть швы обозначения которых совпадают, то их помечают одним номером, который ставят на линии полочке, а условное обозначение описывают только на одном из швов. Если стандарт указан в примечании чертежа, то возможно упрощенное буквенно-цифровое обозначение шва, которое указывает на вид соединения и условный номер шва по стандарту.
Для обозначения типа соединения используют буквы: С — стыковое; У — угловое; Т — тавровое; Н— нахлесточное.
Динамические блоки сварных швов в формате dwg
Представляю вашему вниманию динамические блоки сварных швов выполненные в программе AutoCad в формате dwg.
Условные изображения и обозначения швов сварных соединений выполнены согласно таблицы А2 ГОСТ 21.502-2016.
Приведены следующие швы сварных соединений:
- PSK_Weld_01, стыковой заводской сплошной видимый +++++++++
- PSK_Weld_02, стыковой монтажный сплошной видимый -xxxxxxxxx-
- PSK_Weld_03, стыковой заводской сплошной невидимый +++ +++ +++
- PSK_Weld_04, стыковой монтажный сплошной невидимый -xx- -xx- -xx-
- PSK_Weld_05, стыковой заводской прерывистый видимый +++—+++—+++
- PSK_Weld_06, стыковой монтажный прерывистый видимый —xx—xx—xx-
- PSK_Weld_07, стыковой заводской прерывистый невидимый +++ — +++ — +++
- PSK_Weld_08, стыковой монтажный прерывистый невидимый-xx- — -xx- — -xx-
- PSK_Weld_09, угловой заводской сплошной видимый _LLLLLLLLL
- PSK_Weld_09R, угловой заводской сплошной видимый _LLLLLLLLL
- PSK_Weld_10, угловой монтажный сплошной видимый _xxxxxxxxx_
- PSK_Weld_10R, угловой монтажный сплошной видимый _xxxxxxxxx_
- PSK_Weld_11, угловой заводской сплошной невидимый _LLL _LLL _LLL
- PSK_Weld_11R, угловой заводской сплошной невидимый _LLL _LLL _LLL
- PSK_Weld_12, угловой монтажный сплошной невидимый _xx_ _xx_ _xx_
- PSK_Weld_12R, угловой монтажный сплошной невидимый _xx_ _xx_ _xx_
- PSK_Weld_13, угловой заводской прерывистый видимый _LLL___LLL___LLL
- PSK_Weld_13R, угловой заводской прерывистый видимый _LLL___LLL___LLL
- PSK_Weld_14,угловой монтажный прерывистый видимый _xxx___xxx___xxx_
- PSK_Weld_14R, угловой монтажный прерывистый видимый _xxx___xxx___xxx_
- PSK_Weld_15,угловой заводской прерывистый невидимый _LLL __ _LLL
- PSK_Weld_15R, угловой заводской прерывистый невидимый _LLL __ _LLL
- PSK_Weld_16, угловой монтажный прерывистый невидимый _xx_ __ _xx_
- PSK_Weld_16R, угловой монтажный прерывистый невидимый _xx_ __ _xx_
Используя данные сварные швы в работе, вы намного ускорите разработку рабочих чертежей марки КМ.
Также вы можете посмотреть видео-презентацию данных динамических блоков.
Всего наилучшего! До новых встреч на сайте Raschet.info.
сварные швыПоделиться в социальных сетях
Благодарность:
Если вы нашли ответ на свой вопрос и у вас есть желание отблагодарить автора статьи за его труд, можете воспользоваться платформой для перевода средств «WebMoney Funding» и «PayPal».
Данный проект поддерживается и развивается исключительно на средства от добровольных пожертвований.
Проявив лояльность к сайту, Вы можете перечислить любую сумму денег, тем самым вы поможете улучшить данный сайт, повысить регулярность появления новых интересных статей и оплатить регулярные расходы, такие как: оплата хостинга, доменного имени, SSL-сертификата, зарплата нашим авторам.
16.12.2021 Опрос о качестве образовательного процесса (для студентов и аспирантов). .. ..
| |
10.12.2021 ВНИМАНИЮ ППС, ведущим занятия у заочников, и студентам-заочникам 4-6 курсов!!! …
| |
22.11.2021 Вниманию студентов ГНФ, имеющих академические задолженности!…
| |
19.11.2021 Конкурс Лидерских проектов 2022!…
| |
02. 09.2021 Вниманию первокурсников!… 09.2021 Вниманию первокурсников!… |
 Конкурс проводится в соответствии с утвержденными политиками программы развития «Приоритет 2030»:
Конкурс проводится в соответствии с утвержденными политиками программы развития «Приоритет 2030»: Технический чертеж — Сборка деталей машин | Символы механического чертежа | Машиностроение
Лоток (штриховой)
Лоток (сплошной)
Переходник
Точка доступа
Точка доступа фланцевая
Плоские концы сосуда
Изогнутые концы сосудов
Угловые концы емкости
Колонка
Столбик (шов)
Поднос-стойка
Контакт с жидкостью
Реакционный сосуд
Бак открытый с аппарелью
Открытый резервуар
Осветлитель
Закрытый резервуар
Резервуар закрытый (остроконечная крыша)
Бак закрытый (отстойник)
Бак закрытый (отстойник, остроконечная крыша)
Крытый резервуар с фиксированной крышей
Крытый резервуар с плавающей крышей
Крытая стационарная крыша резервуара (отстойник)
Крытая плавающая крыша резервуара (отстойник)
Газгольдер
Сфера хранения
Бочка
Баллон газовый
Сумка
Судно-перевозчик подвижное
Судно-перевозчик
Перевозка грузов на судне
Якорь для автоклава
Автоклав спиральный
Пропеллер автоклава
Якорь автоклава (мотор)
Автоклав винтовой (моторный)
Пропеллер автоклава (мотор)
Танк
Технический чертеж — Сборка деталей машин | Сварка — Библиотека векторных трафаретов | Элементы дизайна — Сварка
Библиотека векторных трафаретов «Сварка» содержит 38 символов сварных швов для обозначения углов, контуров, контактных швов, канавок, наплавки и основы.
Используется для обозначения сварочных операций на рабочих чертежах.
«Сварка — это процесс изготовления или скульптуры, в ходе которого материалы, обычно металлы или термопласты, соединяются за счет коалесценции. Это часто делается путем плавления деталей и добавления присадочного материала для образования ванны расплавленного материала (сварочной ванны), которая охлаждается до становятся прочным соединением, при этом давление иногда используется в сочетании с нагревом или само по себе для создания сварного шва. Это контрастирует с пайкой и пайкой, которые включают плавление материала с более низкой температурой плавления между деталями для образования связи между их, не расплавляя заготовки.
Для сварки можно использовать множество различных источников энергии, включая газовое пламя, электрическую дугу, лазер, электронный луч, трение и ультразвук.
Геометрически сварные швы можно приготовить разными способами. Пять основных типов сварных соединений — это стыковое соединение, соединение внахлест, угловое соединение, краевое соединение и тройник (вариант последнего — крестообразный). Существуют и другие варианты — например, подготовительные швы с двойным V-образным вырезом характеризуются двумя кусками материала, каждый из которых сужается к одной центральной точке на половине своей высоты.Подготовительные швы с одинарной U-образной и двойной U-образной формы также довольно распространены — вместо прямых кромок, таких как подготовительные швы с одинарной и двойной V-образной линией, они изогнуты, образуя форму U-образной формы. толстые куски — в зависимости от используемого процесса и толщины материала многие куски можно сваривать внахлест ». [Сварка. Википедия]
Существуют и другие варианты — например, подготовительные швы с двойным V-образным вырезом характеризуются двумя кусками материала, каждый из которых сужается к одной центральной точке на половине своей высоты.Подготовительные швы с одинарной U-образной и двойной U-образной формы также довольно распространены — вместо прямых кромок, таких как подготовительные швы с одинарной и двойной V-образной линией, они изогнуты, образуя форму U-образной формы. толстые куски — в зависимости от используемого процесса и толщины материала многие куски можно сваривать внахлест ». [Сварка. Википедия]
Пример форм «Элементы дизайна — Сварка» был создан с использованием программного обеспечения для построения диаграмм и векторной графики ConceptDraw PRO, дополненного решением «Машиностроение» из области «Инженерия» пакета ConceptDraw Solution Park.
Условные обозначения сварных швов
Сварные швы по чертежам.
 Обозначение на чертежах сварных швов.Использование cad в конструкторской работе
Обозначение на чертежах сварных швов.Использование cad в конструкторской работе- Общие точки отображения
Обозначение сварки на чертежах и схемах монтажно-строительной документации регламентируется ГОСТ 2.312-72, государственным и международным ЕСКД.
При переносе сварки на бумагу в виде рисунка необходимо придерживаться условных обозначений по ГОСТ 2.312-72.
§ Если эскиз, который должен быть выполнен, соответствует механизму или набору фигур, необходимо нарисовать эскиз набора и столько эскизов, сколько необходимо, чтобы правильно представить каждую из частей, составляющих его.§ Что касается материалов, используемых для рисования, бумага должна быть стандартного размера, гладкая, белая и непрозрачная. Сетка или миллиметр непрактичны, потому что они нарушают четкость обзора и последующего видения.
§ Удобно использовать полуглянцевое перо, которое упрощает стирание и исправление, хотя можно использовать перо и чернила. Перед зарисовкой эскиз должен быть снабжен измерительными приборами для измерения размеров детали: циркулем толщины, стопой царя, градуированной линейкой, угольником и гониометром и т. Д.
Д.
Это связано с тем, что сварка деталей — довольно сложный и ответственный вид работ, которым занимаются практически во всех отраслях промышленности. Электросварка позволяет создавать более прочные, прочные и надежные металлоконструкции.
Общие точки отображения
Логика и практика показывают, что необходимо иметь представление обо всех деталях, которые необходимо нарисовать, а также о форме и расположении их деталей, чтобы действовать в таком порядке.Все это по правилам. Основные правила, которые задействованы при создании эскиза.
В эскизе, независимо от его сложности, всегда присутствуют следующие стандартные элементы, которые мы можем рассматривать как базовые или фундаментальные. Размер используемой бумаги зависит от размера выкройки, способа его складывания, поля маркировки и разреза.
Рисунки 1-6. Обозначение схем сварных швов.
Есть несколько способов отображения сварных швов:
- Видимый шов, показанный сплошной линией (рис. 1а, 1в).
- Невидимый шов обозначен рисками, пунктирными линиями (рис. 1d).
 1а, 1в).
1а, 1в).При точечной сварке точки отображаются со знаком «+» (рис. 1b). Знак нарисован по правилам сплошными линиями (рисунок 2). Невидимой точечной сварки не показывать.
Тип буквенного обозначения цифр и букв на чертеже. Используемые линии, их толщина и типы в соответствии с представляемым элементом. Материалы, которые должны быть отправлены, и в их надлежащем положении.Отрезки и разрезы, которые необходимо нанести для наглядности и упрощения рисунка.
Размеры размера шт. Мы будем называть это, когда будем упоминать последовательные нормализованные элементы. Лист бумаги, на котором выполнен рисунок, форма, положение и размеры которого в миллиметрах называются форматом. нормализованный. Применение этих трех правил определяет размер исходного формата, называемого. В качестве примера были выбраны эскиз сборки и вид механизма в разобранном виде, чтобы можно было также показать увеличенный перечень и соответствие его элементов соответствующим чертежам на страницах 2, 3 и 4.
По стандарту от сварного шва или точки идет линия-выноска. Линия должна заканчиваться односторонней стрелкой (рисунок 1). Линия проводится по направлению от видимого шва.
При отображении продольных и горизонтальных сечений и сечений многопроходных сварных швов необходимо отображать контур каждого прохода отдельно. Сварные проходы помечены кириллицей.
Как известно, на эскизах не показаны винты, гайки и шайбы, так как они являются нормированными элементами.Симметрия листа бумаги в обе стороны. Начиная с минимальной толщины 0,5 мм, они пересекают четыре края и облегчают воспроизведение и микрофотографию рисунка.
Каждый самолет состоит из двух частей: рисунка и надписи. Он состоит из букв, цифр и знаков, которые указывают на то, что числа не могут быть выражены. Он выполняет двойную функцию, техническую и эстетическую, в то же время облегчая репрографию и микрографию. Он может быть вертикальным или курсивным.
Обозначения сварки нестандартных размеров отображаются с обязательным указанием геометрических размеров элементов шва (рисунок 3).
Таблица 1. Основные признаки и способы маркировки сварки.
Все границы сварки на чертежах показаны сплошными линиями, а конструкция краевой части показана тонкой сплошной линией.
Числа пишутся с заглавной буквы и должны быть обычными для всех целей. Как видно из таблицы, разной толщины всего две: толстая линия и тонкая линия. Соотношение ширины обоих не должно быть меньше. В нарисованном примере указаны некоторые из используемых типов линий согласно предыдущей таблице.
Метод проектирования первого двугранного угла, известный как европейский метод. Метод проецирования третьего двугранного угла, известный как американский метод. Оба метода четко различаются при размещении прогнозируемых видов. Простое наблюдение за прикрепленным рисунком вполне объяснимо. Любой из этих методов можно использовать как взаимозаменяемые, если он отображается на соответствующей метке.
Основные признаки и способы маркировки сварки приведены ниже в таблице 1.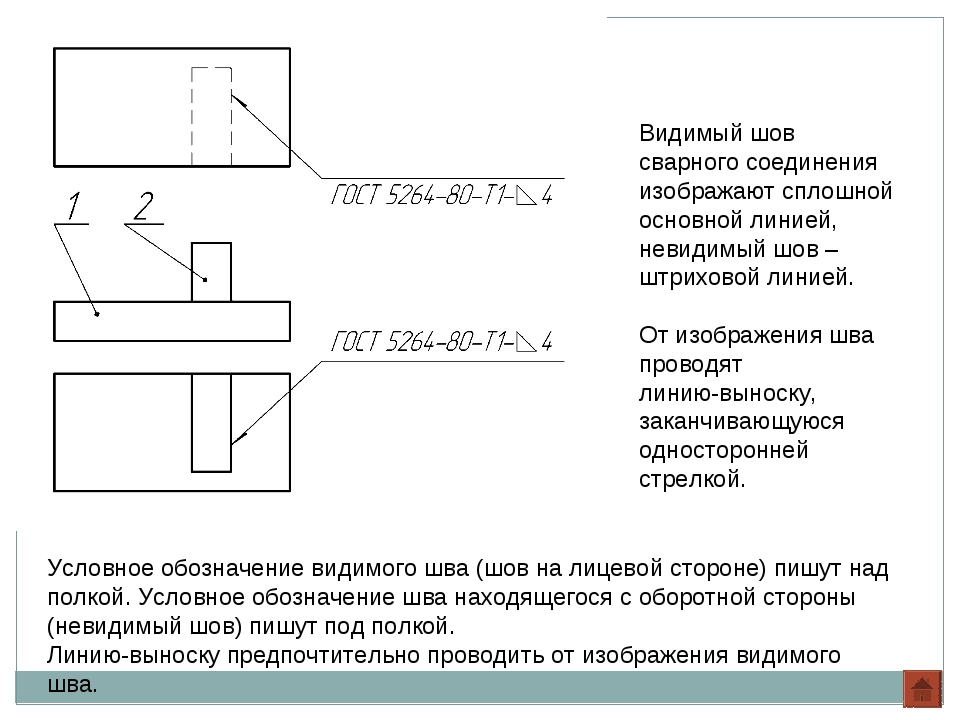
Передняя часть сварного шва — это сторона, с которой выполняется сварка.В двухсторонней схеме конструкции с асимметрично разделенными краями передняя часть принимается над той, на которой выполнено основное соединение.
С симметричными краями можно снимать любую сторону лица. Символ показан на рисунке 4. За основу берется стандартное соединение или одна точка сварки.
Стандарт также допускает свободный просмотр видов в соответствии со стрелками, указывающими направление наблюдения, сопровождаемыми заглавной буквой. Эта идентифицирующая буква помещается сверху или снизу.Высота или вид ярости следует выбирать как наиболее характерный и идентифицируемый тип объекта и представлять его в той позиции, в которой он используется. Детали, поддерживающие любую позицию, будут представлены в основной позиции обработки или сборки. Высота будет сопровождаться представлением детали, типов и сечений, которые необходимы, правильно подобранны, в минимальном количестве, но достаточном для определения объекта без двусмысленности, что позволяет избежать представления многочисленных контуров и скрытых краев и бесполезного повторения. деталей.
деталей.
Обозначение сварки с нестандартным подключением показано на рисунке 5.
При составлении технических требований проектной или строительной документации необходимо указать способ сварки нестандартного шва.
Правильная процедура построения линий выноски показана на рисунках 6a и 6b. На рисунке 6а показано подключение с передней стороны, а на рисунке 6b показано подключение с обратной стороны.
Для симметричных элементов допускается давать локальное представление вместо полного представления.Оба являются условными соглашениями, используемыми для достижения ясности в представлении внутренних деталей деталей. Они достигаются путем разрезания частей в наиболее подходящем месте, проецирования вида разреза, исключения передней части, которая мешает обзору внутренних частей.
Необходимо разделить термины и разрезать. Сечение — это пересечение плоскости разреза с объектом. Разрез — это сечение и часть объекта за секущей плоскостью. В обоих случаях следует соблюдать следующие стандарты.
В обоих случаях следует соблюдать следующие стандарты.
Вернуться к содержанию
Маркировка пределов шероховатости, типовые примеры маркировки
Рисунки 7-11. Символы шероховатости шва и их маркировка.
Конечная шероховатость стыка указывается на или под выноской линии выноски (Рисунок 7). Допускается указывать шероховатость в сводной таблице или включать в технические условия.
Поперечное сечение поверхности описывается под углом 45 ° относительно краев или осей симметрии с интервалом, зависящим от размера поверхности, которую необходимо поцарапать.Различные отрезанные части одной и той же детали необходимо поцарапать одинаково. Если царапаемая поверхность очень большая, царапается только внутренний контур. В ломаном участке, созданном параллельными плоскостями, используются те же царапины, но они смещены к линии разделения между участками. Области уменьшенной толщины могут быть полностью черными, оставляя зазор 0,7 мм. между представленными деталями или профилями, составляющими сборку.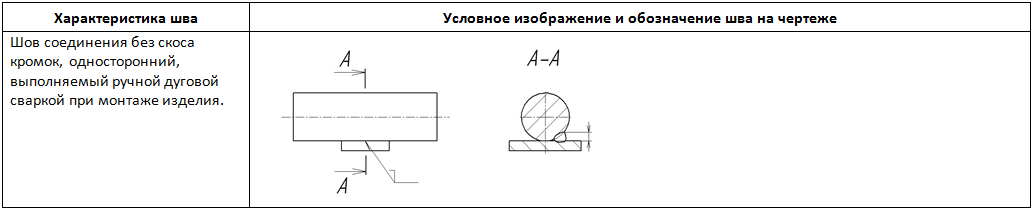
Требования к неразрушающему контролю сварного соединения могут быть указаны под линией выноски (рисунок 8).Технические условия указывают на стандарт, регулирующий эти требования. Электроды и другие электросварочные материалы для ремонтных работ указаны в технических условиях. Вы не можете отображать материалы. Это не будет грубым нарушением.
Общие правила расположения видов в равной степени применимы к расположению разрезов. Если положение режущей плоскости очевидно, не требуется указывать ее положение или идентифицировать. В противном случае используется тонкая линия дорожки и точки, толстая на концах и при изменении направления пути реза.Самолет обозначается двумя прописными буквами, а направление наблюдения — двумя стрелками.
Ребра, крепежные детали, валы, спицы колес и т. Д., Как правило, не срезаются по длине и, следовательно, не поцарапаны. В качестве примера возьмем винт, гайку и шайбу с рисунка 31, лист. Могут быть представлены разрезы разных типов: две параллельные плоскости, последовательные плоскости, половинные разрезы, а также локальные или частичные разрезы. Кроме того, поперечные сечения могут быть представлены на плоскости чертежа без смещения или смещения.В последнем случае, как и в случае последовательных сечений, контур с толстой линией будет нарисован и помещен либо в положение проекции рядом с видом, и прикреплен к нему тонкой линией штрихов и точек, либо в положение, обозначенное ссылочным обозначением.
Кроме того, поперечные сечения могут быть представлены на плоскости чертежа без смещения или смещения.В последнем случае, как и в случае последовательных сечений, контур с толстой линией будет нарисован и помещен либо в положение проекции рядом с видом, и прикреплен к нему тонкой линией штрихов и точек, либо в положение, обозначенное ссылочным обозначением.
Всем идентичным соединениям присваивается одинаковая маркировка сварки и общий порядковый номер, который они наносят на линию выноски (Рисунок 9). Ровные швы должны иметь один вид, равное сечению зоны шва и некоторым техническим условиям.Среди видов соединений можно выделить тавр, стык, уголок, внахлест, стык.
Если на чертеже необходимо указать стыки, которые будут выполняться по одному стандарту, то их обозначение может быть отображено в техническом задании на работу или на схеме. Односторонние стыки и симметричные стыки можно определить по линиям-выноскам, у которых нет полок (рис. 10). Эквивалентные нормы проектирования для одной группы швов нужно указывать на чертеже только один раз.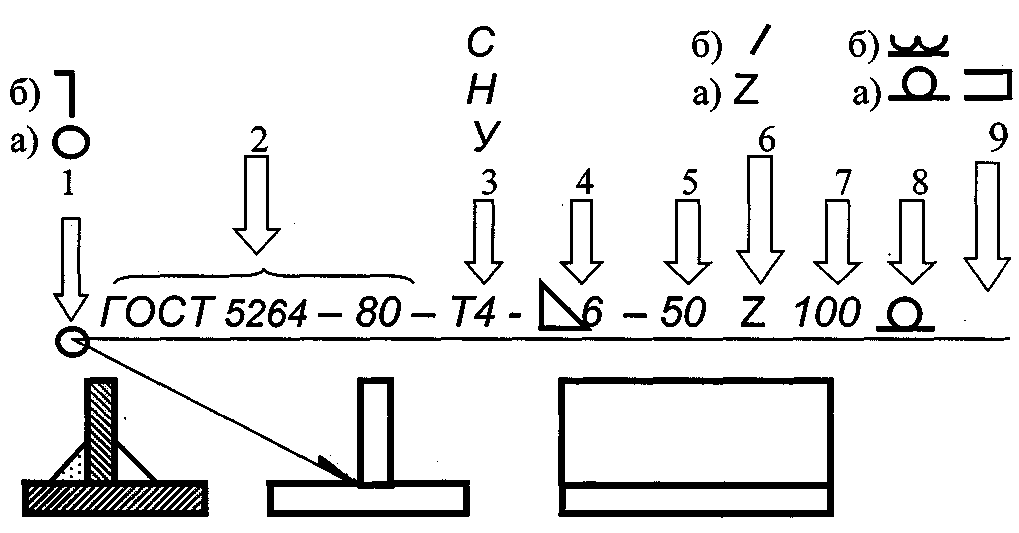
Назначение мер или размеров так же важно, как и представление самого чертежа. Его ясность и последовательность, следуя порядку производственного процесса, должны гарантировать, что его легко прочитать и понять в мастерской, избегая того факта, что плохо записанная квота может привести к бесполезности работы с последующей потерей времени и Деньги.
«Готовый продукт». При распределении квот следует учитывать эти основные правила.§ Каждый элемент будет ограничен один раз на чертеже, с указанием размеров на разрезах, видах или разрезах, которые более четко представляют соответствующие элементы.
Ниже, на Рисунке 11, показано двухстороннее стыковое соединение с разными краями. Стык выполняется ручной дуговой сваркой при установке. Шероховатость лица на этом обозначении сварки составляет 20 мкм, максимальная обратная шероховатость — 80 мкм.
Особых затруднений при нанесении и схематическом обозначении сварки не должно возникнуть.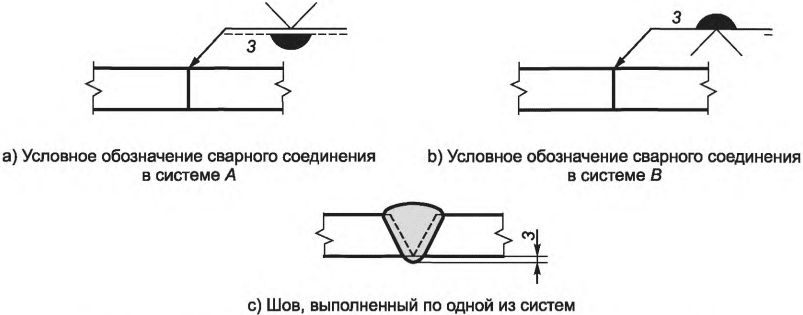 Главное — соблюдать точное расположение объектов, придерживаться нормативной, монтажной документации, ГОСТа и единого ЕСКД.
Главное — соблюдать точное расположение объектов, придерживаться нормативной, монтажной документации, ГОСТа и единого ЕСКД.
§ Все размеры чертежа будут выражены в одном блоке без указания его символа, хотя это может быть отражено в примечании или в поле с надписью. § Размеров не больше, чем необходимо для определения готовой детали или продукта, за исключением случаев, когда необходимо указать дополнительные или вспомогательные размеры, относящиеся к промежуточным условиям производства.
§ По возможности, функциональные размеры следует указывать непосредственно на чертеже. § Следующие элементы вмешиваются в размер: вспомогательная размерная линия, справочная линия, размерная линия, размерная линия, указание источника и размера. Все они использовались правильно, в соответствии с тем, что указано в указанной норме.
В соответствии с ГОСТ 2.312-72 швы сварных соединений на чертежах обозначают сплошными (видимыми) и штриховыми (невидимыми) линиями. Видимая единичная точка сварного шва (независимо от метода сварки) условно обозначается знаком «+» (см.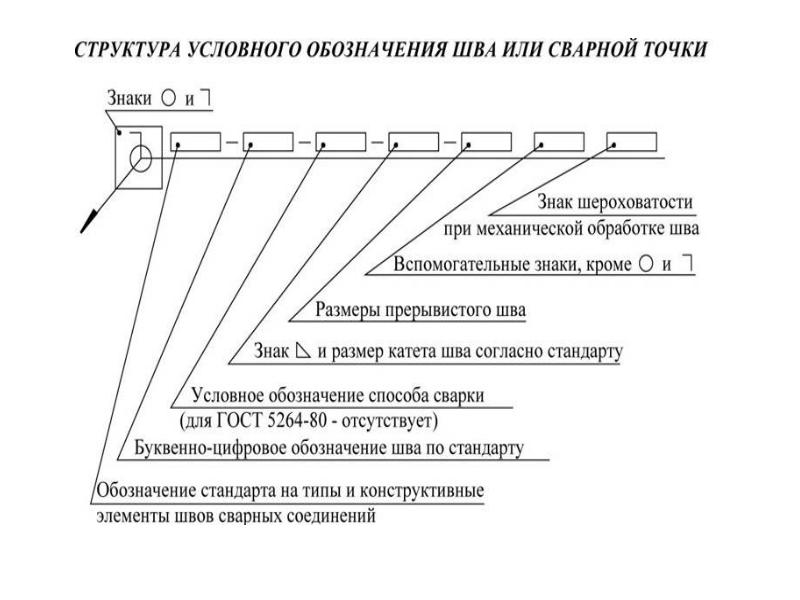 Рис.1) невидимые одиночные точки не изображаются. От изображения шва или отдельной точки проводится линия с односторонней стрелкой и горизонтальной линией полочки. Условное изображение шва кладется на полочку линии-выноски, проведенной по изображению шва с лицевой стороны (рис.1, б), и под полку линии-выноски, проведенной с изображения шва. с обратной стороны (рис. 1, в).
Рис.1) невидимые одиночные точки не изображаются. От изображения шва или отдельной точки проводится линия с односторонней стрелкой и горизонтальной линией полочки. Условное изображение шва кладется на полочку линии-выноски, проведенной по изображению шва с лицевой стороны (рис.1, б), и под полку линии-выноски, проведенной с изображения шва. с обратной стороны (рис. 1, в).
Насчет квот на этикетку. § Если для рисунка недостаточно места, он будет размещен на продолжении линии измерения, вне или с использованием базовой линии.§ Если размер выходит за рамки масштаба, это подчеркивается. § Он будет маркирован серийно только в том случае, если любое накопление допусков не повлияет на пригодность детали.
§ Он будет разделен на общий элемент, если будет несколько одинаковых размеров. § Адрес относится к общему происхождению. § Параллельное измерение следует проводить от общей вспомогательной линии. § Расстояние между размерными линиями по фигуре без труда.
Условные изображения видимых и невидимых швов сварных соединений:
а — видимая электроклепка, б — видимая стыковая односторонняя, в — невидимая стыковая односторонняя; 1- обозначение шва по ГОСТ
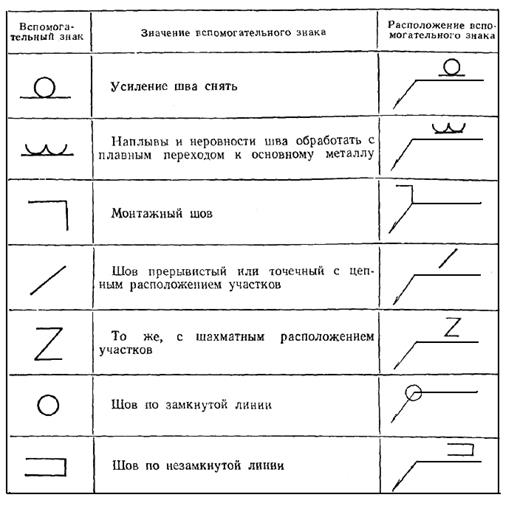
Таблица №1.
Вспомогательные знаки для обозначения сварных швов
Вспомогательный знак | Значение вспомогательного символа § Нестандартные размеры — это упрощенные параллельные размеры. §, который можно использовать, когда места не хватает. Будет указано указание происхождения. Противоположный конец каждой размерной линии должен быть завершен только стрелкой. Система перекрывающихся размеров может использоваться в двух направлениях в качестве декартовых осей. § Измерение координат с помощью таблицы облегчает работу.§ когда есть много одинаковых элементов. § При необходимости на чертеже можно использовать комбинированную систему измерения размеров. § между серийными размерами и габаритами предмета в целом. | Расположение вспомогательной метки относительно линии выноски | ||
Лицевая сторона | сзади | |||
Удаление усиления шва Особые указания по измерению в соответствии с главой 5 стандарта. § Регулярно размещенные эквидистантные элементы могут быть разграничены по накладной. § Фаски и зенковки будут отмечены углом и размером. Если угол равен 45 °, он будет упрощен до 2 x 45 °. Нормальный просмотр потоков.Расстояние между двумя линиями должно соответствовать высоте филе или, в любом случае, не менее чем в два раза больше толщины жирной линии и не менее 0,7 мм. | ||||
Обработка парусов и неровности шва с плавным переходом к основному металлу | ||||
Выполните шов при монтаже изделия, т. | ||||
Шов прерывистый или точечный с цепочкой. Угол линии 60 ° | ||||
Точечный или прерывистый шов со ступенчатым расположением | ||||
Шов по замкнутой строчке.Диаметр марки — 3 … 5 мм | ||||
Шов по открытой строчке. Отметка используется, если место шва ясно видно на чертеже. | ||||
 Вспомогательные линии будут параллельны оси, с дугой над номером. § расширение сторон угла. § Когда центр дуги находится за пределами чертежа, линия. § Радиус радиуса будет нарушен или прерван, если необходимо, или нет, чтобы найти центр.
Вспомогательные линии будут параллельны оси, с дугой над номером. § расширение сторон угла. § Когда центр дуги находится за пределами чертежа, линия. § Радиус радиуса будет нарушен или прерван, если необходимо, или нет, чтобы найти центр.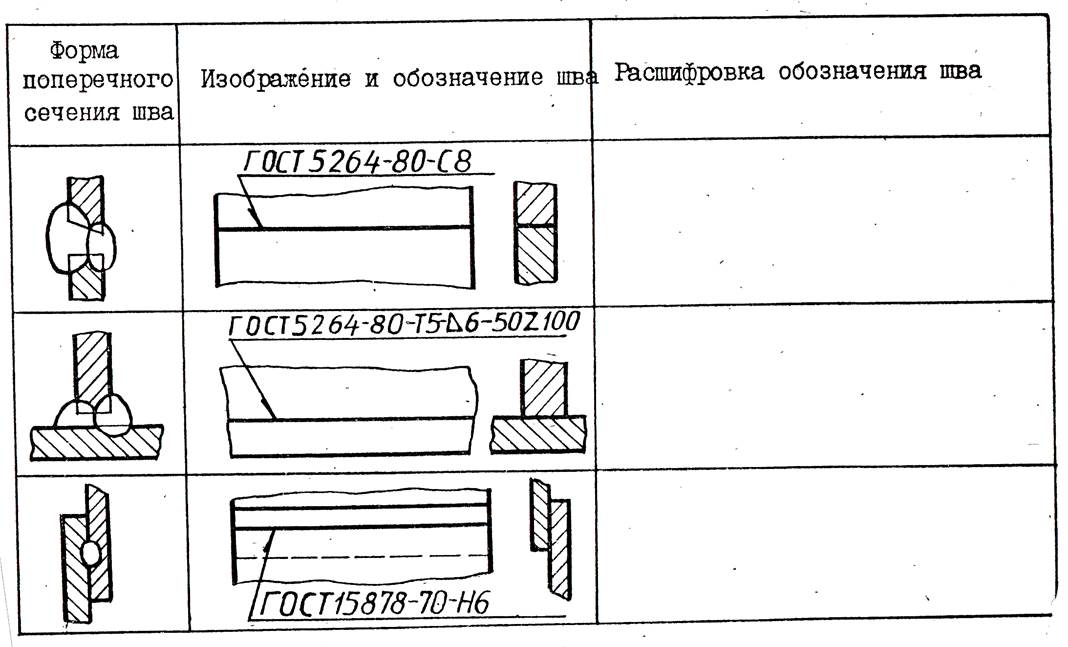 е.е. при установке по монтажному чертежу по месту использования
е.е. при установке по монтажному чертежу по месту использованияПримечания :
1. 3а, передняя сторона одностороннего шва сварного соединения принимается с той, с которой выполняется сварка.
3а, передняя сторона одностороннего шва сварного соединения принимается с той, с которой выполняется сварка.
2. Для лицевой стороны двухстороннего шва сварного шва с асимметрично подготовленными кромками берут ту, с которой сваривается основной шов.
3. Лицевая сторона двухстороннего шва сварного шва с симметрично подготовленными кромками может приниматься с любой стороны.
На рис. 2 показана структура символа шва. Вспомогательные знаки для обозначения сварных швов приведены в таблице. 1, а по ГОСТу об основных типах и элементах конструкции сварных швов в табл. 2. В структуре условного изображения шва могут использоваться только вспомогательные знаки 3 и 6. Обозначение стандарта можно внести в спецификации на чертеже.Ручная дуговая сварка без буквенного обозначения. Способ сварки не уточняется. Примеры условных обозначений сварных соединений взяты из ГОСТ 2.312-72 (приложение 1) и представлены в таблице. 3
При наличии на чертеже одинаковых швов одно из изображений маркируется обозначением и порядковым номером шва (на выносной линии), а линии-выноски с полками, например (№ 1), рисуются. по изображениям остальных одинаковых швов. 3). Допускается указывать количество одинаковых стыков на линии-выноске с полкой с нанесенным обозначением.
по изображениям остальных одинаковых швов. 3). Допускается указывать количество одинаковых стыков на линии-выноске с полкой с нанесенным обозначением.
Рис.2
Стандартная структура обозначения сварного шва
2 — условное обозначение, 1 — вспомогательные знаки,
3 — буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений,
4-значный «дефис»,
5 — условное обозначение способа сварки (А — автоматический, П — механизированный под флюсом, П-3 — механизированный плавящимся электродом в защитных газах; W — электрошлак и др.)),
6 — знак и размер ноги по ГОСТу на типы и элементы конструкции сварных швов сварных соединений,
7 — прочие характеристики сварного шва (длина участка шва, размер шага, размеры отдельных точек и т. Д.),
8 — вспомогательные знаки (см. Табл. 1, порядковые номера 1, 2, 4, 5, 7), 9 — шероховатость поверхности шва.
Рис. 3.
3.
Обозначение на чертеже одинаковых швов (цифра 12 указывает количество одинаковых швов)
Таблица №2.
ГОСТы на основные виды и элементы конструкции сварных швов
гост | Метод сварки | Тип подключения | Обозначение шва | |
Ручная дуга | Стык | C … C27; C39; C40 | ||
Тавровое | ||||
Перекрытие | ||||
Тавровое | ||||
Дуга в защитных газах | Стык | |||
Тавровое | ||||
Перекрытие | ||||
То же (под острым и тупым углами) | ||||
Тавровое | ||||
Автоматический подводный флюс | Стык | |||
Тавровое | ||||
Перекрытие | ||||
То же (под острым и тупым углами) | ||||
Тавровое | ||||
Дуговый алюминий и алюминиевые сплавы (толщина элементов — 0. | Стык | |||
Тавровое | ||||
Перекрытие | ||||
Сталь дуговая и электрошлаковая двухслойная коррозионностойкая | Стык | |||
Тавровое | ||||
Электрошлак | Стык | |||
Тавровое | ||||
Дуговая электроклепка под флюсом в углекислом газе и аргоне | Перекрытие | |||
 8 … … 60 мм)
8 … … 60 мм)Номер стола 3
Примеры обозначений стандартных швов
Форма поперечного сечения | Обозначение шва показано на чертеже | |
спереди | на оборотной стороне | |
Шовный стык с криволинейным скосом одной кромки двусторонний, выполненный дуговой ручной сваркой при монтаже изделия. | ||
Угловой шов, стык без фаски, двусторонний, выполняемый автоматической сваркой под флюсом с ручной отсадкой по замкнутой линии | ||
Шов внахлест без скоса краев, односторонний, выполненный дуговой механизированной сваркой в защитных газах плавящимся электродом.Шов — по открытой строчке; шовная ножка — 5 мм | ||
 Усиление удалено с обеих сторон. Шероховатость поверхности шва с лицевой стороны 5, с изнаночной 20.
Усиление удалено с обеих сторон. Шероховатость поверхности шва с лицевой стороны 5, с изнаночной 20.Сварочные символы: схемы и типы
Сварка не может занять надлежащее место в качестве инженерного инструмента, если не предусмотрены средства для передачи информации от дизайнера рабочим.
Символы сварки позволяют разместить на чертежах полную информацию о сварке.
Схема условного изображения сварных швов на технических чертежах, используемая в данном руководстве, соответствует методу проецирования «третьего угла».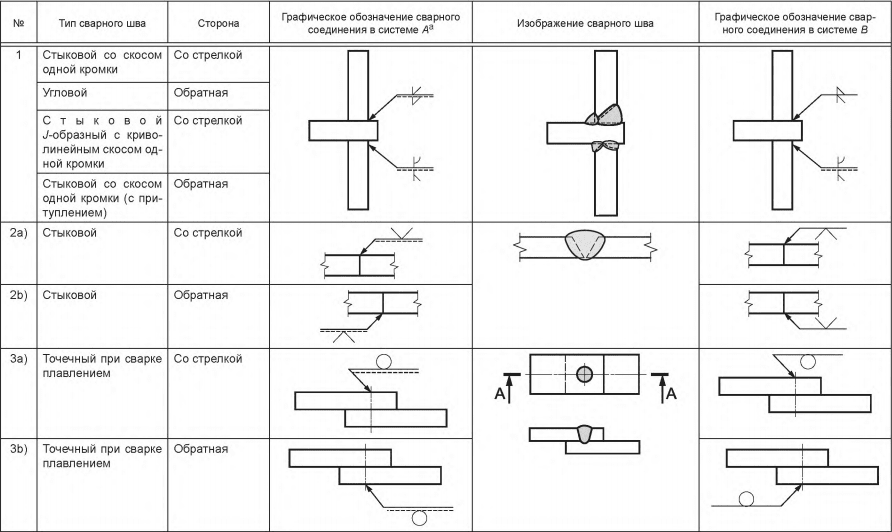
Этот метод преимущественно используется в США.
Соединение является основой для обозначений сварки.
Контрольная линия символа сварки (рис. 3-2) используется для обозначения типа выполняемого сварного шва, его местоположения, размеров, протяженности, контура и другой дополнительной информации.
Любое сварное соединение, обозначенное символом, всегда будет иметь сторону стрелки и другую сторону. Соответственно, термины «сторона стрелки», «другая сторона» и «обе стороны» используются здесь для определения местоположения сварного шва относительно соединения.
Конец символа сварки используется для обозначения процессов сварки и резки, а также технических требований, процедур или дополнительной информации, которая будет использоваться при сварке.
Если сварщик знает размер и тип сварного шва, он имеет только часть информации, необходимой для выполнения сварного шва. Процесс, идентификация присадочного металла, который будет использоваться, требуется ли упрочнение или выкрашивание корня, а также другие соответствующие данные должны относиться к сварщику.
Обозначение, помещаемое в конце символа, обозначающего эти данные, должно устанавливаться каждым пользователем. Если ноты не используются, конец символа можно опустить.
Сварочные символы
Стандартное расположение элементов обозначения сварки — Рисунок 3-2Элементы обозначения сварки
Различают термины «символ сварки» и «символ сварки».
- Обозначение сварного шва (рис. 3-3) указывает на желаемый тип сварного шва.
- Обозначение сварки (рис. 3-2) представляет собой обозначение сварного шва на чертежах.
Собранный «символ сварки» состоит из следующих восьми элементов или любых из этих элементов, если необходимо:
- Ссылка
- Стрелка
- Основные символы сварных швов
- Размеры и другие данные
- Дополнительные символы
- Символы финиша,
- Хвост,
- Спецификация
- Процесс или другие ссылки
Расположение элементов символа сварки относительно друг друга показано на рисунках 3-2 выше.
Основные обозначения сварных швов
Основные символы сваркиСимволы сварки используются для обозначения сварочных процессов, используемых в операциях соединения металлов, независимо от того, является ли сварной шов локализованным или «круговым», является ли это заводской или полевой сваркой, а также контур сварных швов.
Эти основные символы сварных швов (символы дуги и газовой сварки, символы контактной сварки, пайки, кузнечно-термитного, индукционного и проточного шва) приведены ниже и показаны на рис. 3-3.
Дополнительные символы
Эти символы используются во многих сварочных процессах вместе с символами сварки и используются, как показано на рисунках 3-3.
Дополнительные символы для дуги и газа
Основные и дополнительные символы дуговой и газовой сварки — Рис. 3-3Эти сварные швы обозначаются ссылкой на процесс или спецификацию в конце символа сварки, как показано на рис. 3-4.
Рисунок 3-4 Когда требуется использование определенного процесса (рис. 3-5), процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
3-5), процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
Обозначение сварочного процесса буквами
Буквенные обозначения не присваивались для точечной дуги, контактной точки, дугового шва, контактного шва и выступающей сварки, поскольку используемые символы сварных швов являются адекватными.
Буквенное обозначение процессов резания
Если нет спецификации, процесса или другого символа, хвост может быть опущен (рис. 3-6).
инжир. 3-6 Другие общие символы сварных швовНа рисунках 3-7 и 3-8 показаны обозначения сварного шва по всему периметру и сварного шва, а также контактные точечные и контактные швы.
Обозначения сварных швов по всему периметру и сварных швов в полевых условиях
Контактные точечные и контактные швы
Подробнее: Обозначения швов и точечной сварки сопротивлением
Значение местоположения стрелки
Для обозначений сварки с угловым швом, канавкой, фланцем, заусенцев и с вылетом стрелка соединяет контрольную линию символа сварки с одной стороной соединения, и эта сторона должна считаться стороной соединения, указанной стрелкой (рис. 3-9).
3-9).
Обозначение боковой угловой сварки со стрелкой
Сторона, противоположная стрелке, считается другой стороной соединения (рис. 3-10).
Символ угловой сварки другой стороны
Символы для проекционной сварки, контактной точечной сварки, контактного шва, дугового шва, дуговой точечной и электрозащитной сварки
Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения по средней линии желаемого сварного шва.
Стержень, на который указывает стрелка, считается лонжероном со стрелкой.
Другой шарнир считается другим лонжероном (рис. 3-11).
Обозначения при сварке вставками и пазами
Подробнее об обозначениях при сварке «вилка и паз» можно узнать здесь.
Ближний элемент
Когда соединение изображено на чертеже как область, параллельная плоскости проекции, и стрелка символа сварки направлена в эту область, боковой элемент соединения, показанный стрелкой, считается ближайшим элементом соединения, следующим за обычные условные обозначения черчения (рис.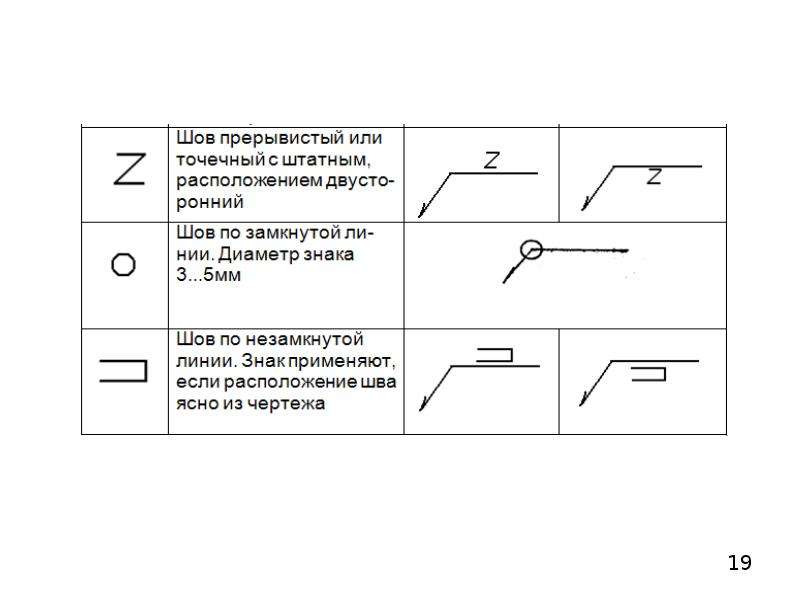 3-11).
3-11).
Символ сварки на ближней стороне
Когда соединение изображено на чертеже одной линией и стрелка символа сварки направлена к этой линии, сторона соединения, указанная стрелкой, считается ближней стороной соединения, в соответствии с обычными схемами оформления (рис. . 3-12 и 3-13).
Сварка с V-образной канавкой со стрелкой сбоку
Символ сварки с V-образной канавкой другой стороны
Расположение сварного шва относительно стыка
Сторона стрелки
Сварные швы на стороне соединения, указанной стрелкой, показаны путем размещения символа сварного шва сбоку от контрольной линии по направлению к считывающему устройству (рис.3-14)
Сварные швы со стороны стрелки
Другая сторона
Сварные швы на другой стороне стыка показаны путем размещения символа сварного шва сбоку от контрольной линии от считывающего устройства (рис. 3-15).
Сварные швы на другой стороне стыка
Обе стороны
Сварные швы на обеих сторонах соединения показаны путем размещения символов сварных швов по обе стороны от контрольной линии, по направлению к считывающему устройству и от него (рис. 3-16).
3-16).
Нет бокового значения
Символы точки сопротивления, контактного шва, заусенцев, сварного шва сами по себе не имеют значения стороны стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с этими символами, могут иметь такое значение.
Например, символ контура заподлицо (рис. 3-3) используется вместе с обозначениями точек и швов (рис. 3-17), чтобы показать, что один элемент открытой поверхности стыка должен быть заподлицо.
Обозначения контактных участков, контактных швов, заусенцев и осажденных сварных швов должны располагаться по центру контрольной линии (рис.3-17).
Обозначения точечных швов и сварных швов с высадкой или вылетом
Ссылки и общие примечания
Обозначения со ссылками
Когда спецификация, процесс или другая ссылка используется с символом сварки, ссылка помещается в хвост (рис. 3-4).
Обозначения без ссылок
Символымогут использоваться без спецификации, процесса или других ссылок, когда:
- На чертеже присутствует примечание, подобное следующему: «Если не указано иное, все сварные швы должны выполняться в соответствии со спецификацией №…. ”
- Используемая процедура сварки описана в другом месте, например, в производственных инструкциях и технологических листах.
 ”
”Общие примечания
Общие примечания, подобные приведенным ниже, могут быть размещены на чертеже для предоставления подробной информации о преобладающих сварных швах. Эту информацию не нужно повторять на символах:
- «Если не указано иное, все угловые швы имеют размер 5/16 дюйма (0,80 см)».
- “Если не указано иное, корневые отверстия для всех сварных швов с разделкой кромок составляют 3/16 дюйма.(0,48 см) ».
Индикация процесса
Когда требуется использование определенного процесса, процесс может обозначаться буквенными обозначениями, указанными в таблицах 3-1 и 3-2 (рис. 3-5).
Обозначение без хвоста
Если для обозначения сварки не используются спецификации, процесс или другие ссылки, хвостик можно не указывать (рис. 3-6).
Обозначения сварных швов и сварных швов в полевых условиях
Сварные швы, полностью охватывающие стык, обозначаются символом сварного шва по всему периметру (рис. 3-7). Сварные швы, полностью охватывающие стык, включающий более одного типа сварных швов, обозначенных символом комбинированного сварного шва, также обозначаются символом сварного шва по всему периметру. Обозначение сварного шва по всему периметру также обозначает сварные швы полностью вокруг стыка, в которых точки пересечения металла в точках сварки находятся более чем в одной плоскости.
3-7). Сварные швы, полностью охватывающие стык, включающий более одного типа сварных швов, обозначенных символом комбинированного сварного шва, также обозначаются символом сварного шва по всему периметру. Обозначение сварного шва по всему периметру также обозначает сварные швы полностью вокруг стыка, в которых точки пересечения металла в точках сварки находятся более чем в одной плоскости.
Полевые сварные швы — это сварные швы, выполненные не в цехе или на месте первоначального строительства и обозначаемые символом полевого шва (рис. 3-7).
Объем сварки, обозначаемый символами
Резкие изменения
Символы применяются между резкими изменениями направления сварки или степени штриховки размерных линий, за исключением случая, когда символ сварки по всему периметру (рис.3-3).
Скрытые швы
Сварка скрытых стыков может быть закрыта, если сварка аналогична сварке видимого стыка. На чертеже указано наличие скрытых элементов. Если сварка скрытого стыка отличается от сварки видимого стыка, необходимо предоставить конкретную информацию о сварке обоих.
Если сварка скрытого стыка отличается от сварки видимого стыка, необходимо предоставить конкретную информацию о сварке обоих.
Расположение обозначений сварных швов
Символы сварных швов, за исключением контактных точек и контактных швов, должны отображаться только на контрольной линии символа сварки, а не на линиях чертежа.
г. Обозначения контактных сварных швов и контактных швов могут быть размещены непосредственно в местах требуемых сварных швов (рис. 3-8).
Использование знаков в дюймах, градусах и фунтах
-дюймовые метки используются для обозначения диаметра сварного шва, контактного пятна и круглого выступа, а также ширины дугового шва и контактного шва, когда такие сварные швы указываются десятичными размерами.
В общем случае метки в дюймах, градусах и фунтах могут использоваться или не использоваться на обозначениях сварки по желанию.
Конструкция символов
Условные обозначения сопряжения, скоса, J-образной канавки, конической канавки и углового фланца всегда должны отображаться с перпендикулярной опорой влево (рис.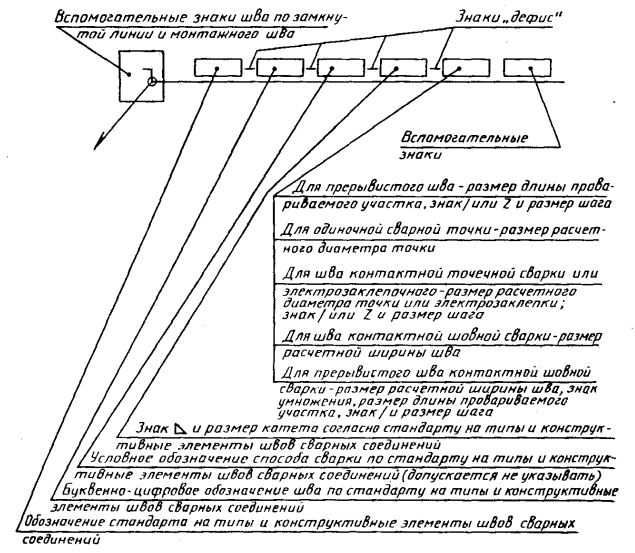 3-18).
3-18).
В обозначении сварного шва со скосом или J-образной канавкой стрелка должна указывать с определенным изломом в сторону элемента, который должен быть скошен (рис. 3-19). В случаях, когда элемент, для которого необходимо снять фаску, очевиден, разрыв стрелки можно не делать.
Информация о сварочных обозначениях должна располагаться для чтения слева направо вдоль линии отсчета в соответствии с обычными правилами оформления (рис.3-20).
Для соединений, имеющих более одного сварного шва, для каждого сварного шва должен быть показан символ (рис. 3-21).
Буквы CP в хвостовой части стрелки обозначают сварной шов с полным проплавлением (CJP) независимо от типа сварного шва или подготовки соединения (рис. 3-22).
Когда основные символы сварного шва неадекватны для обозначения желаемого сварного шва, сварной шов должен быть показан с помощью поперечного сечения, деталей или других данных со ссылкой на символ сварки в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (рис. 3-23).
3-23).
Две или более контрольных линии могут использоваться для обозначения последовательности операций.
Первая операция должна быть указана на контрольной линии, ближайшей к стрелке. Последующие операции необходимо последовательно отображать на других опорных линиях (рис. 3-24).
Дополнительные справочные линии также могут использоваться для отображения данных, дополняющих информацию о символах сварки, включенных в справочную линию, ближайшую к стрелке.
Информация о тесте может отображаться на второй или третьей строчке от стрелки (рис.3-25).
При необходимости, символ сварки по всему периметру должен быть помещен на стыке линии стрелки и линии ссылки для каждой операции, к которой он применяется (рис. 3-26). Обозначение сварного шва также может использоваться таким образом.
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings. CREATE_NEW_COLLECTION}} *
CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.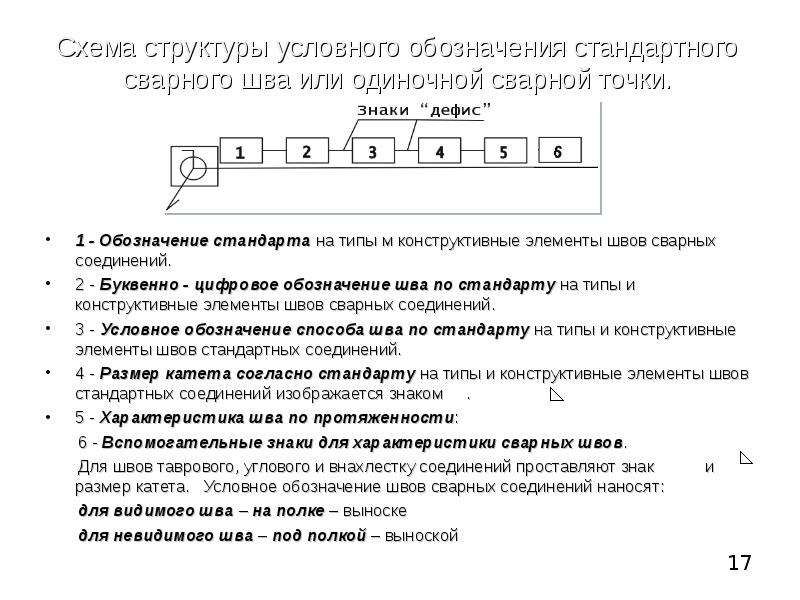 LANGUAGE}}
{{$ select.selected.display}}
LANGUAGE}}
{{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Расшифровка символов сварных швов | MillerWelds
Общие обозначения сварных швов и их значение
Когда сварные швы указываются на технических и производственных чертежах, загадочный набор символов используется как своего рода сокращенное обозначение типа сварного шва, его размера и другой информации об обработке и отделке. Здесь мы познакомим вас с общими символами и их значением. Полный набор символов приведен в стандарте, опубликованном Американским национальным институтом стандартов (ANSI) и Американским обществом сварки (AWS): ANSI / AWS A2.4, Символы для сварки и неразрушающего контроля.
Здесь мы познакомим вас с общими символами и их значением. Полный набор символов приведен в стандарте, опубликованном Американским национальным институтом стандартов (ANSI) и Американским обществом сварки (AWS): ANSI / AWS A2.4, Символы для сварки и неразрушающего контроля.
Структура обозначения сварки
Горизонтальная линия, называемая контрольной линией, является якорем, к которому привязаны все остальные символы сварки. Инструкции по выполнению сварного шва нанизаны вдоль контрольной линии.Стрелка соединяет контрольную линию с свариваемым стыком. В приведенном выше примере стрелка показана растущей из правого конца опорной линии и направленной вниз и вправо, но разрешены многие другие комбинации.
Довольно часто у стыка есть две стороны, на которые указывает стрелка, и, следовательно, два потенциальных места для сварного шва. Например, когда две стальные пластины соединяются вместе в Т-образную форму, сварка может выполняться с обеих сторон стержня Т.
Обозначение сварного шва различает две стороны стыка с помощью стрелки и промежутков над и под контрольной линией. Сторона стыка, на которую указывает стрелка, известна (довольно прозаично) как сторона стрелки, и ее сварка выполняется в соответствии с инструкциями, приведенными под контрольной линией. Другая сторона стыка известна (даже более прозаично) как другая сторона, и ее сварка выполняется в соответствии с инструкциями, приведенными над линией отсчета.Правило, согласно которому под линией равна стороне стрелки, а над линией — другой стороне, применяется независимо от направления стрелки. Флаг, растущий на стыке опорной линии и стрелки, присутствует, если сварка должна быть сделана в поле во время возведения конструкции. Символ сварного шва без флажка указывает на то, что сварка должна выполняться в мастерской. На более старых чертежах сварной шов может обозначаться закрашенным черным кружком на стыке между стрелкой и контрольной линией.
Открытый кружок на стыке стрелки и контрольной линии присутствует, если сварной шов должен проходить по всему стыку, как в примере ниже.
Конец символа сварного шва — это место для дополнительной информации о сварном шве. Он может содержать ссылку на процесс сварки, электрод, подробный чертеж или любую информацию, которая помогает при сварке, которая не занимает своего особого места на символе.
Виды сварных швов и их обозначения
Каждая позиция сварки имеет свой собственный основной символ, который обычно помещается рядом с центром контрольной линии (и выше или ниже нее, в зависимости от того, на какой стороне стыка оно находится).Обозначение представляет собой небольшой рисунок, который обычно можно интерпретировать как упрощенное поперечное сечение сварного шва. В нижеследующих описаниях символ показан как со стороны стрелки, так и с другой стороны.
Угловой шов | Швы с разделкой кромок | Вставные и щелевые сварные швы |
Угловые швы
Угловой шов (произносится как «заполнить») используется для выполнения соединений внахлест, угловых соединений и Т-образных соединений. Как следует из обозначения, угловой шов имеет в поперечном сечении примерно треугольную форму, хотя его форма не всегда является прямоугольным или равнобедренным. Металл сварного шва осаждается в углу, образованном сборкой двух элементов, проникает и сплавляется с основным металлом, образуя соединение. (Примечание: для наглядности рисунки ниже не показывают проплавление металла шва. Однако следует учитывать, что степень проплавления важна для определения качества сварного шва.)
Как следует из обозначения, угловой шов имеет в поперечном сечении примерно треугольную форму, хотя его форма не всегда является прямоугольным или равнобедренным. Металл сварного шва осаждается в углу, образованном сборкой двух элементов, проникает и сплавляется с основным металлом, образуя соединение. (Примечание: для наглядности рисунки ниже не показывают проплавление металла шва. Однако следует учитывать, что степень проплавления важна для определения качества сварного шва.)
Перпендикулярный участок треугольника всегда рисуется слева от символа, независимо от ориентации самого сварного шва. Размер ножки указан слева от символа сварного шва. Если две ветви сварного шва должны быть одинакового размера, дается только один размер; если сварной шов должен иметь неравные опоры (гораздо реже, чем сварной шов с равными опорами), приводятся оба размера, и на чертеже указывается, какая полка длиннее.
Длина сварного шва указывается справа от символа.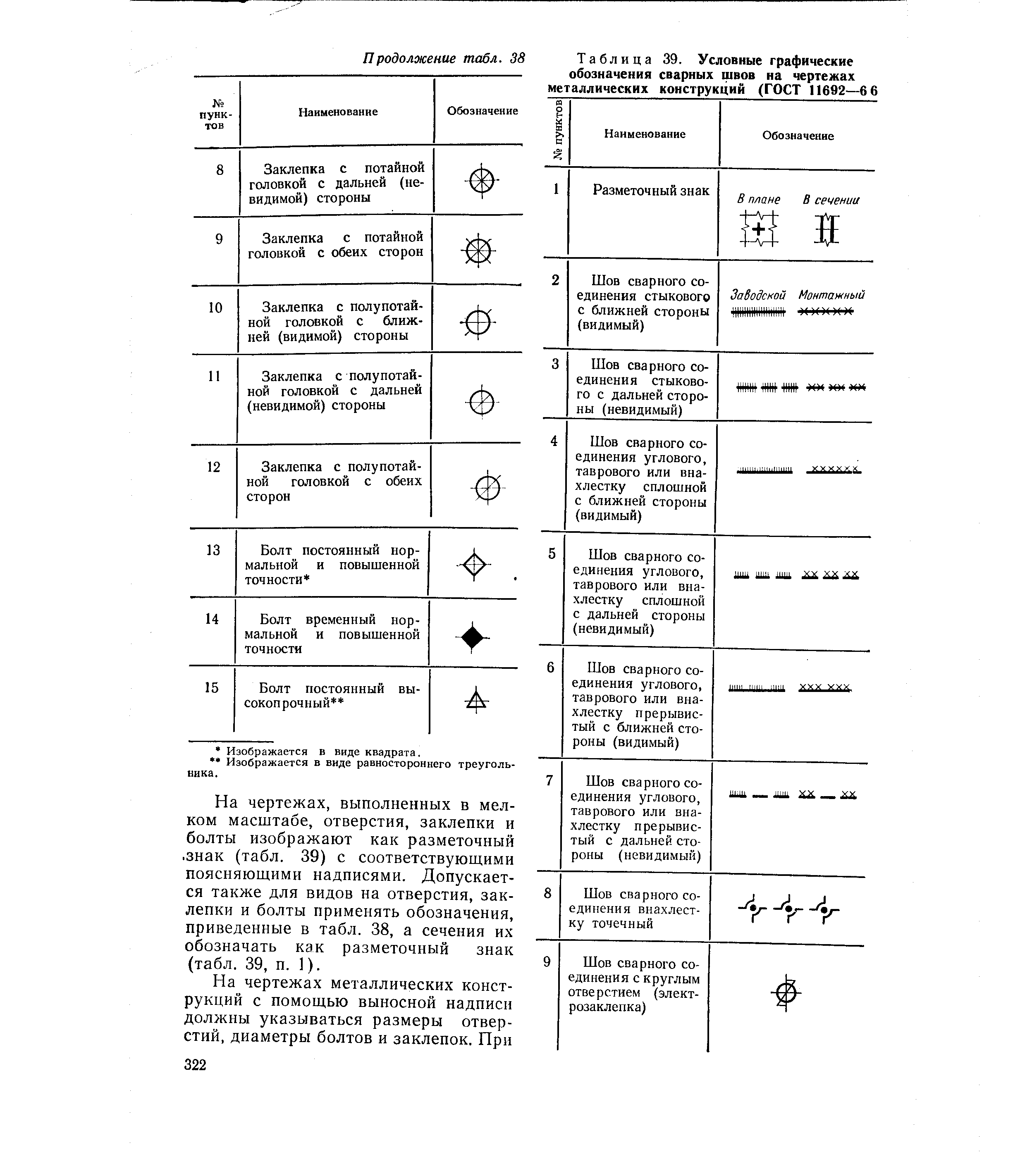
Если длина не указана, сварной шов следует разместить между указанными размерными линиями (если они указаны) или между теми точками, где может произойти резкое изменение направления сварки (например, на концах пластин в приведенном выше примере).
Для прерывистых сварных швов длина каждой части сварного шва и расстояние между сварными швами разделяются тире (сначала длина, затем интервал) и помещаются справа от символа углового шва.
Обратите внимание, что интервал или шаг — это не свободное пространство между сварными швами, а расстояние от центра до центра (или от конца до конца).
Швы с разделкой кромок
Сварной шов с разделкой кромкой обычно используется для стыковых соединений, хотя он также часто используется в угловых соединениях, Т-образных соединениях и соединениях между криволинейными и плоскими деталями. Судя по разнообразию обозначений сварных швов с разделкой кромок, существует множество способов выполнения сварных швов с разделкой кромок, причем различия зависят в первую очередь от геометрии соединяемых деталей и подготовки их кромок. Металл сварного шва осаждается внутри канавки, проникает и сплавляется с основным металлом, образуя соединение.(Примечание: для наглядности рисунки ниже, как правило, не показывают проплавление металла шва. Однако следует учитывать, что степень проплавления важна для определения качества сварного шва.)
Металл сварного шва осаждается внутри канавки, проникает и сплавляется с основным металлом, образуя соединение.(Примечание: для наглядности рисунки ниже, как правило, не показывают проплавление металла шва. Однако следует учитывать, что степень проплавления важна для определения качества сварного шва.)
Различные типы сварных швов с разделкой кромок:
Сварные швы с квадратной канавкой
Канавка образуется плотной посадкой или небольшим разделением кромок. Величина разделения, если таковая имеется, указана на символе сварного шва.
Сварные швы с V-образной канавкой
Края обеих частей имеют одинарную или двойную фаску для создания канавки.Угол V указан на обозначении сварного шва, как и расстояние в корне (если есть).
Если глубина V не равна полной толщине — или половине толщины в случае двойного V — глубина указывается слева от символа сварного шва.
Если провар сварного шва должен быть больше, чем глубина канавки, глубина эффективного выступа указывается в скобках после глубины V.
Сварные швы со скосом с разделкой кромок
Кромка одной из частей скошена, а другая остается квадратной.Перпендикулярная линия символа фаски всегда рисуется с левой стороны, независимо от ориентации самого сварного шва. Стрелка указывает на деталь, для которой необходимо снять фаску. Это дополнительное значение подчеркивается разрывом линии стрелки. (В разрыве нет необходимости, если проектировщик не предпочитает, какая деталь будет обрабатывать кромку, или если деталь, подлежащая обработке, должна быть очевидна для квалифицированного сварщика.) Угол и глубина обработки кромки, эффективное горло и разделение на кромке. root описываются с использованием методов, описанных в разделе о V-образных канавках.
Сварные швы с U-образной канавкой
Края обеих частей обработаны вогнутыми. Глубина обработки кромки, эффективная горловина и разделение у корня описаны с использованием методов, описанных в разделе о V-образных канавках.
Сварные швы с J-образной канавкой
Край одной из частей обработан вогнутой, а другой — левой квадратной. Для сварного шва с U-образной канавкой это то же самое, что сварка со скосом с канавкой для сварного шва с V-образной канавкой. Как и в случае со скосом, перпендикулярная линия всегда проводится с левой стороны, а стрелка (с перерывом, если необходимо) указывает на деталь, кромку которой обрабатывают.Глубина обработки кромки, эффективная горловина и разделение у корня описаны с использованием методов, описанных в разделе о V-образных канавках.
Для сварного шва с U-образной канавкой это то же самое, что сварка со скосом с канавкой для сварного шва с V-образной канавкой. Как и в случае со скосом, перпендикулярная линия всегда проводится с левой стороны, а стрелка (с перерывом, если необходимо) указывает на деталь, кромку которой обрабатывают.Глубина обработки кромки, эффективная горловина и разделение у корня описаны с использованием методов, описанных в разделе о V-образных канавках.
Сварные швы с отбортовкой и канавкой
Обычно используется для соединения двух закругленных или изогнутых частей. Предполагаемая глубина самого сварного шва указана слева от символа, а глубина сварного шва указана в скобках.
Сварной шов с развальцовкой под углом
Обычно используется для соединения круглой или изогнутой детали с плоской. Как и в случае с отбортовкой-V, глубина канавки, образованной двумя изогнутыми поверхностями, и предполагаемая глубина самого сварного шва указаны слева от символа, а глубина сварного шва указана в скобках. Перпендикулярная линия символа всегда рисуется с левой стороны, независимо от ориентации самого сварного шва.
Перпендикулярная линия символа всегда рисуется с левой стороны, независимо от ориентации самого сварного шва.
Распространенными дополнительными символами, используемыми для сварных швов с разделкой кромок, являются символы с переходом расплава и опорный стержень . Оба символа указывают на то, что полное проплавление шва должно быть выполнено односторонним швом с разделкой кромкой. В случае сквозного плавления основание должно быть усилено наплавленным металлом с обратной стороны соединения. Высота арматуры, если она критична, указывается слева от символа сквозного плавления, который помещается поперек контрольной линии от основного символа сварного шва.
Когда опорный стержень используется для достижения полного проплавления стыка, его символ помещается поперек контрольной линии от основного символа сварного шва. Если стержень должен быть удален после завершения сварки, в символе стержня основы ставится буква «R». Символ опорной планки имеет ту же форму, что и символ заглушки или пазового сварного шва, но контекст всегда должен прояснять назначение символа.
Символ опорной планки имеет ту же форму, что и символ заглушки или пазового сварного шва, но контекст всегда должен прояснять назначение символа.
Электрозаклепка и щелевые швы
Электрозаклепка и щелевые сварные швы используются для соединения элементов внахлест, в одном из которых есть отверстия (круглые для электрозаклепки, удлиненные для щелевых сварных швов).Металл сварного шва осаждается в отверстиях, проникает и сплавляется с основным металлом двух элементов, образуя соединение. (Примечание: для наглядности рисунки ниже не показывают проплавление металла шва. Однако следует учитывать, что степень проплавления важна для определения качества сварного шва.) Для электрозаклепки диаметр каждая вилка указывается слева от символа, а расстояние между вилкой (шаг) указывается справа. Для щелевых сварных швов ширина каждого паза указывается слева от символа, длина и шаг (разделенные тире) указываются справа от символа, а подробный чертеж указывается в хвостовой части. Количество заглушек или прорезей указано в скобках над или под символом сварного шва. Обозначения со стороны стрелки и с другой стороны указывают, какая деталь содержит отверстие (я). Если отверстие не должно быть полностью заполнено металлом сварного шва, глубина, на которую оно должно быть заполнено, указывается в символе сварного шва.
Количество заглушек или прорезей указано в скобках над или под символом сварного шва. Обозначения со стороны стрелки и с другой стороны указывают, какая деталь содержит отверстие (я). Если отверстие не должно быть полностью заполнено металлом сварного шва, глубина, на которую оно должно быть заполнено, указывается в символе сварного шва.
Для получения дополнительной информации см. ANSI / AWS A2.4, Символы для сварки и неразрушающего контроля.
Условные обозначения точечной, шовной и шпилечной сварки — интерпретация чертежей металлических фабрик
Точечная сварка
Обозначение точечной сварки — это просто кружок, который можно разместить выше, ниже или по центру контрольной линии.Когда символ находится в центре контрольной линии, это указывает на отсутствие бокового значения. Когда нет никакого побочного значения, это обычно может быть применено с помощью точечной сварки сопротивлением, которая широко используется при работе с листовым металлом.
Точечная сварка — это просто сварной шов, наносимый на поверхность одного элемента, который имеет достаточно тепла для плавления в материале, образующем стыковочную поверхность. Это делается без предварительной подготовки деталей.
Пример точечной сварки со стороны стрелки и точечной сварки сопротивления, не имеющей значения со стороны, ниже.
Размер точечной сварки будет помещен слева от символа сварки. Это число указывает диаметр указанного точечного сварного шва на стыковой поверхности. Поверхность стыковки — это место, где две части помещаются друг на друга в непосредственной близости.
Требуемое количество точечной сварки будет добавлено в скобках над или под символом в зависимости от расположения символа. Если он расположен по центру контрольной линии, необходимые сварные швы можно разместить над или под символом.
К символу точечной сварки также можно добавить шаг. Это будет показано справа от символа.
Когда используется шаг, это означает, что он будет продолжаться по всей длине детали. Например, если длина детали составляет 20 дюймов, вы будете накладывать сварные швы через каждые 2 дюйма, используя вышеуказанный символ для длины этой 20-дюймовой детали. Если точечная сварка не будет охватывать всю длину детали, это необходимо отобразить с помощью размерных линий на отпечатке, чтобы правильно передать эту информацию.
Полный звонок:
Неполная длина детали:
Бывают случаи, когда вместо диаметра используется значение прочности на сдвиг. Вот насколько что-то устойчиво к срезанию. Это может быть выражено в фунт-силах (фунт-сила) или, если проект в метрической системе, он будет требовать Ньютона (Н).
Это требует точечной сварки с пределом прочности на сдвиг 500 фунт.
(500 фунтов-силы означает, что деталь будет способна противостоять сдвигу минимум до 500 фунтов-силы.
Можно указать, какой процесс будет использоваться для получения сварного шва, и он будет помещен в хвостовую часть.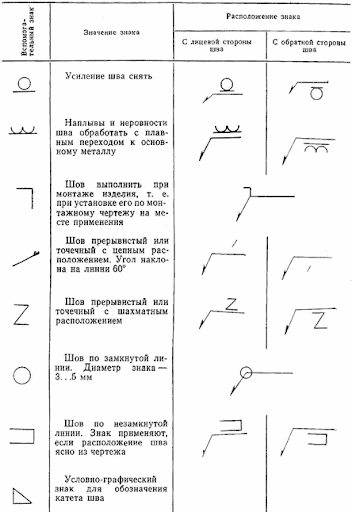 Обычными процессами для этого была бы точечная контактная сварка и дуговая сварка вольфрамовым электродом в газе. Причина этого заключается в том, что при сварке не может быть добавлен присадочный материал, поэтому вероятность отсутствия плавления будет меньше. Можно использовать многие другие процессы, если эффекты сварки известны и все еще приемлемы для результата сварки.
Обычными процессами для этого была бы точечная контактная сварка и дуговая сварка вольфрамовым электродом в газе. Причина этого заключается в том, что при сварке не может быть добавлен присадочный материал, поэтому вероятность отсутствия плавления будет меньше. Можно использовать многие другие процессы, если эффекты сварки известны и все еще приемлемы для результата сварки.
К символу точки может быть добавлен контур, чтобы гарантировать, что поверхность ровная, как если бы не было сварного шва.Это будет более подробно описано в дополнительных символах сварки.
В качестве примера ниже показан сварной шов со стороны стрелки с заподлицо шлифованием.
Сварной шов
При сварке шва используется тот же процесс, что и при точечной сварке, но в удлиненной форме. Нет никакой подготовки, такой как сварка пробкой или щелевым швом, скорее сварной шов проходит через верхнюю поверхность и плавится в другой элемент за счет подводимого тепла. Символ похож, но через него проходят две параллельные линии.
Символ похож, но через него проходят две параллельные линии.
Пример сварного шва:
Шовные швы имеют размер или прочность на сдвиг, обычно связанные с обозначением сварки. Этот номер будет слева от символа сварки. Размер — это указание ширины бусины. Прочность на сдвиг такая же, как у точечной сварки, и представляет собой количество фунт-силы, которое сварной шов может выдержать минимум на 1 дюйм сварного шва.
Длина может быть добавлена к правой стороне символа, чтобы указать длину сварного шва.
Дополнительным элементом может быть шаг, если он нужен для наложения нескольких сварных швов. Он будет добавлен с правой стороны символа сварного шва после длины с дефисом.
Сварные швы могут также иметь элементы, как и точечные сварные швы, такие как процесс, связанный с хвостовой частью, а также по контуру. Контур отображается над или под символом в зависимости от того, как символ находится на контрольной линии.
На следующем изображении показано обозначение сварного шва со стороны стрелки.½ дюйма в ширину с сегментами 2,5 дюйма и шагом 5,5 дюйма. Все прерывистые сварные швы (шаг) выполняются по длине, если на отпечатке не указано иное.
Сварные шпильки
Приварка шпилек — обычная практика во многих магазинах. В этом процессе часто используется аппарат для приварки шпилек, который иногда является автономным или портативным устройством. Эти сварные швы требуют, чтобы символ находился только на стороне соединения, указанной стрелкой. Элементы размера, шага и количества приварных шпилек размещаются в тех же местах, что и точечные и шовные сварные швы.
Символ
Добавленные элементы
Вышеупомянутый сварной шов требует выполнения шести шпилек диаметром ½ дюйма, расположенных на расстоянии 4 дюйма от центра.
Шпильки бывают самых разных размеров, форм и разновидностей. Например, есть шпильки для бетонных анкеров, наборы болтов с резьбой, шпильки с резьбой для использования в качестве болта, изоляционные подвески и даже шпильки с твердым покрытием для замены деталей с твердым покрытием.
Точечная, шпилька, шовная викторина
На пустом месте ниже нарисуйте символ, обозначающий следующее:
точечная сварка 3/16 дюйма со стороны стрелки, шлифовка заподлицо, шаг 2 дюйма, всего 8 сварных швов.
Приварка шпилек 1 дюйм со стороны стрелки, шаг 2 дюйма, всего 20 шпилек.
Сварной контактный шов без бокового обозначения, шаг 8 дюймов, длина 16 дюймов.
Шпилька 1/4 дюйма приваривается со стороны стрелки с шагом 2 дюйма. Если длина детали 20 дюймов, а первая шпилька расположена на расстоянии 1 дюйма от края, сколько шпилек требуется?
.