Многослойный шов — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
| Многослойный шов.| Положение шва при сварке стыковых ( а. [1] |
Многослойный шов применяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния. Под слоем сварного шва ( I-1V на рис. 1.8) понимают часть металла сварного шва, которая состоит из одного или нескольких валиков ( 7 — 5 на рис. 1.8), располагающихся на одном уровне поперечного сечения шва. Валик — металл сварного шва, наплавленный за один проход. Под проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке. [2]
Швы многослойного шва выполняют, как правило, электродами одного диаметра при одинаковой силе тока. [3]
Металл многослойного шва, особенно при сварке покрытыми электродами, обладает более низкой критической температурой перехода в хрупкое состояние, чем металл однослойного шва.
Каждый слой многослойного шва имеет увеличенное в несколько раз сечение по сравнению с сечением каждого валика при многопроходной сварке. [5]
Каждый слой многослойного шва имеет увеличенное в несколько раз сечение по сравнению с сечением каждого валика при многопроходной сварке; поэтому многослойный шов обеспечивает повышенную производительность. [6]
| Схема правки грибовидности полок сварных двутавров. [7] |
Первый слой многослойного шва не проковывают, так как в нем от ударов могут возникнуть трещины. [8]
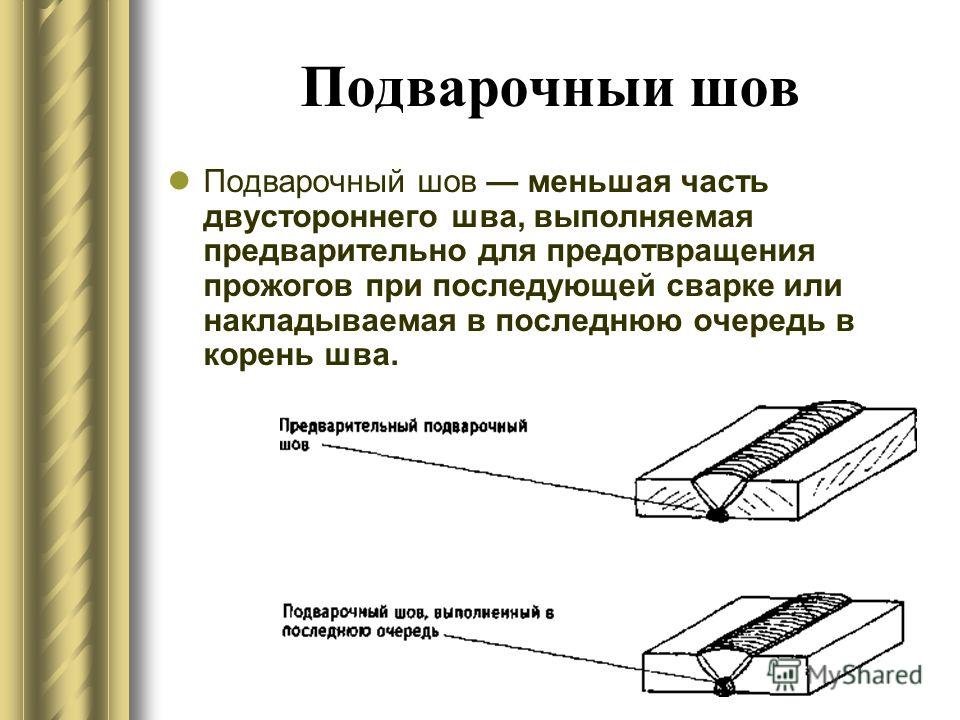
Важным элементом многослойного шва является подварочный шов, который выполняют после тщательной зачистки или даже удаления части корневого шва, где наиболее вероятно скопление дефектов. Это делают с помощью рубильного молотка крейц-мейеелем путем вышлифовки абразивным кругом или выплавкой воздушно-дуговым резаком. Качественное выполнение подварочного шва во многом обеспечивает прочность всего сварочного соединения.
[9]
Это делают с помощью рубильного молотка крейц-мейеелем путем вышлифовки абразивным кругом или выплавкой воздушно-дуговым резаком. Качественное выполнение подварочного шва во многом обеспечивает прочность всего сварочного соединения.
[9]
| Диаграмма состояния медпо — А л юм И ] 1 иены х сил а нон. [10] |
Медленно охладившийся металл многослойного шва, подвергавшийся тепловому воздействию при наложении последующих слоев. [11]
При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе — обозначение основного способа сварки. [12]
Форма шаов. [13]
[13] |
Если отдельные слои многослойного шва выполняются в разных положениях, обозначения относятся к каждому слою в отдельности, В табл. 2.1 показаны схемы различных положений и их обозначения. Стрелкой, направленной вверх, обозначена сварка на подъем, направленной вниз — сварка на спуск. По удобству и легкости выполнения самое лучшее положение — это Л и Н, затем положения усложняются в таком — порядке: Пв, Пг, В, Г, Пп и П, последние два — самые трудные для выполнения, их следует избегать. [14]
Кроме того, металл многослойного шва будет всегда неоднородным, так как его слои, примыкающие к основному металлу иного состава, чем наплавленный, будут разбавляться за счет неизбежного при сварке проплавления. При этом рядом с зоной сплавления могут быть получены хрупкие прослойки. Последние могут явиться причиной разрушений типа отколов в сварных конструкциях из закаливающихся сталей с большой толщиной свариваемых элементов.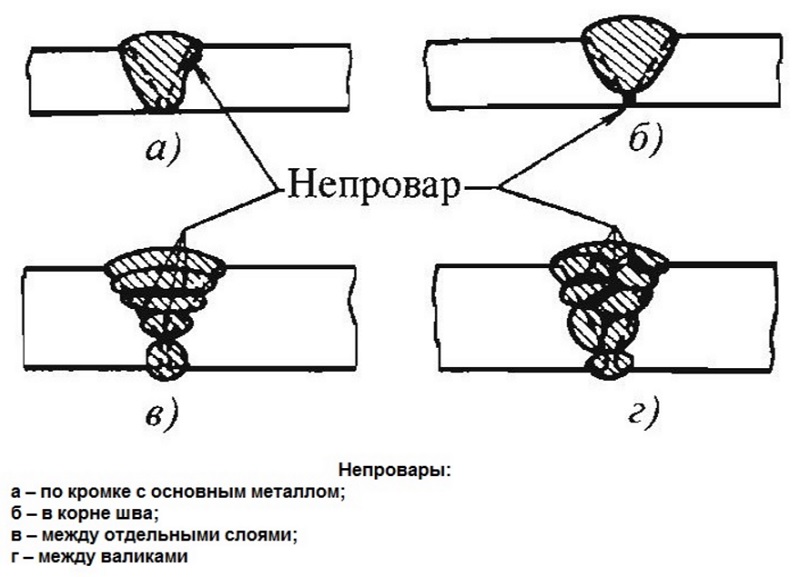 [15]
[15]
Страницы: 1 2 3 4 5
Iso4063 Сварка и родственные процессы.
Номенклатура процессов и номерное обозначение
Лекция №2
Обозначения сварных соединений на чертежах
по европейским нормам – 2 часа
1. Графические изображения сварных соединений.
1.1. Общие замечания.
1.2. Виды сварных швов и их изображения на чертежах.
1. Графические изображения сварных соединений
1.1. Общие замечания
В соответствии
с EN 22
553 (ISO 2 553)
при необходимости показать сварной шов
в поперечном сечении, его сечение
зачерняют:
,
или выполняют с серой заливкой:.
При этом, при виде сверху, шов изображается
короткими линиями, отражающими размеры
шва в формате чертежа:,
или:.
На сборочных чертежах каждое сварное соединение имеет обозначение с помощью выносной стрелки (двухсторонней, в отличие от Российского стандарта), например: .
Для обозначения одинаковых швов используют следующие приемы:
– изображают чертеж и вблизи него расшифровывают изображение сварного шва: ,
– швы обозначают буквами с цифрами, а именно:
.
При необходимости указать лицевую сторону шва в обозначении применяют штриховую линию:
– шов изображают линией, стрелка указывает на лицевую поверхность
(Над стрелкой указано условное обозначение шва, см. п. 1.2., например: или.)
– шов изображают линией, стрелка указывает на поверхность со стороны корня шва: .
Рекомендуется швы обозначать так, чтобы символ типа разделки соответствовал реальному расположению сечения шва, а именно:
.
1.2. Виды сварных швов и их изображения на чертежах
№ | Изображение | Обозначение | |
1 | С отбортовкой кромок | ||
2 | I — шов | ||
3 | V- шов |
№ | Наименование | Изображение | Обозначение |
4 | HV- шов | ||
| 5 | Y- шов | ||
6 | HY- образный шов | ||
7 | U — шов | ||
8 | НU — шов | ||
9 | Подварочный шов | ||
Примечание: обозначение комбинируется с другими, например, | |||
10 | Угловой шов | ||
11 | Пробочный шов | ||
12 | Точечный шов | ||
13 | Линейный шов | ||
14 | Шов с крутоскошенными кромками | ||
15 | Шов с наполовину крутоскошенными кромками | ||
16 | Торцевой плоский шов | ||
17 | Наплавка | ||
№ | Наименование | Изображение | Обозначение |
18 | Плоский шов | ||
19 | Наклонный шов | ||
20 | Фальцовый шов |
Приведенные символы в комбинации позволяют обозначать другие соединения, например,
№ | Наименование | Изображение | Обозначение |
1 | Двойной Vшов (Xшов) | ||
2 | Двойной HV шов (К шов) | ||
3 | Двойной Y шов | ||
4 | Двойной HV шов (К шов с перемычкой) | ||
6 | Двойной Uшов |
Основные символы могут дополняться вспомогательными символами:
Форма поверхностей или шва | Символ |
Плоскообработанная | |
Выпуклая | |
Вогнутая | |
Плавный переход | |
Форма поверхностей или шва | Символ |
Остающаяся подклавка | |
Сварка с использованием подкладки (включая флюсовую подушку)) | |
Указание чистоты поверхности (символ по ISO1302) |
Примеры использования вспомогательных символов:
Наименование | Изображение | Символ |
Vшов со срезанным усилением | ||
Двойной Vшов с выпуклым усилением | ||
Угловой шов с вогнутым усилением | ||
Vшов, выполняемый с подварочным швом и со срезанным усилением основного и подварочного швов | ||
Yшов, выполняемый с подварочным швом | ||
Vшов со срезанным усилением с указанием чистоты обработки | ||
Угловой шов, обработанный с плавным переходом к основному металлу |
Для указания характеристик поперечного сечения шва и длины, используют запись (сначала символ со значением, относящийся к поперечному сечению, затем обозначение шва и далее длина шва в мм :
).
Для углового шва используют следующие обозначения:
,
и ,, где(z– катет сварного шва, а – высота перпендикуляра к гипотенузе вписанного в угловой шов треугольника,s– расчетная высота углового шва). С учетом данных обозначений угловые швы обозначают:
или(300 – длина шва в мм, если необходимо указать длину шва).
Примеры обозначений характеристик в сечении швов и особенности обозначения прерывистых швов:
Обозначение шва, сваренного по замкнутому контуру:
.
Обозначение монтажного шва (шва, свариваемого на строительной площадке):
.
Сварочный процесс обозначается номером по EN ISO 4063, указываемым сразу после «галочки» на стрелке, указывающей на сварной шов, например:
(23 поEN ISO 4063– это рельефная
сварка).
Пример полного обозначения сварного соединения:
(ISO5817 – задает качественные уровни дефектности для сварных соединений сталей, выполненных дуговой сваркой;
ISO6947 – определяет положение сварного соединения при сварке;
ISO2560 – регламентирует обозначение электродов для сварки углеродистых и низколегированных конструкционных сталей).
Пример обозначения различных швов, выполненных точечной и шовной сваркой:
Ряд примеров обозначений:
или | |
или | |
или |
или | |
или |
Лекция №3
Основные положения Международного стандарта ISO5817
«Сварка плавлением соединений из стали, никеля, титана
и их сплавов (за исключением лучевых способов сварки)
– Уровни качества для дефектов»– 2 часа
1. Область
действия, термины и определения.
Область
действия, термины и определения.
2. Уровни дефектности.
Что такое контроль сварных швов?
Последнее обновление: 11 января 2019 г.
Что означает проверка сварных швов?
Проверка сварного шва – это метод проверки или испытания, используемый для определения наличия дефектов в сварном соединении. При контроле сварного шва также проверяется внешний вид сварного шва для оценки качества сварного соединения. Контроль сварных швов осуществляется методами неразрушающего контроля (НК).
Проверка сварных швов также известна как проверка сварных швов.
Реклама
Corrosionpedia Объясняет проверку сварного шва
. Существуют различные методы испытаний и процедуры для проверки шва для шва, в том числе:
- Visual Inspection
- Положительная идентификация материала
- Процедуры для испытания на лечебное тестирование на лучи
- .

- Ультразвуковой контроль
- Испытание на твердость
- Вакуумное испытание
- Испытание на защиту от коррозии (поперечная резка, измерение толщины)

Некоторые дефекты, которые могут быть обнаружены при проверке сварного шва:
- Трещины в шве или рядом с ним
- Дуговые удары рядом со швом
- Брызги
- Незаполненные концевые кратеры
- 0 0 0 1 0 9 0 9 0 9 Неисправность сварного шва с обеих сторон корня
- Подрезы с обеих сторон в верхней части шва
- Неравномерная ширина шва или проникновение корня
- Неполное проникновение корня
- Чрезмерное армирование
- Чрезмерные оценки раковины в сварке шва
- Неисправные схемы сварки (коэффициент рисования).
Связанные термины
- Ультразвуковой контроль
- Сварочные брызги
- Сварка
- Процесс сварки
- Сварное соединение
- Корень сварного шва
- Неразрушающий контроль
- Дефекты поверхности
- Сварочная проволока
- Кольцевой сварной шов
Связанное Чтение
- Коррозионная усталость сварных соединений морских морских сооружений
- Обзор коррозии сварных соединений: причины и методы предотвращения
- Ультразвуковой контроль трещин: как избежать поломок трубопровода
- Причины и предотвращение коррозии сварных соединений
- Средства для предотвращения коррозии и облегчения транспортных средств
- Оценка стресс-коррозии и смягчение последствий в подземных трубопроводах
Теги
КоррозияПрофилактикаИнспекцияПроцедурыМеталлыИзмерениеИнспекция / МониторингАктуальные статьи
Покрытия
4 типа покрытий для бетонных полов (и что следует знать о каждом)
Покрытия
5 наиболее распространенных типов металлических покрытий, о которых должен знать каждый
Коррозия
21 Типы коррозии и разрушения труб
Научные свойства
6 способов измерения вязкости жидкости
72-дюймовый сварочный аппарат sigmatouch
Позвоните нам сегодня! 1.
513.941.4411 / 1.800.288.9414
4790 Ривер Роуд, Цинциннати, Огайо 45233Что это?
- № по каталогу : SIG ESW-72
- Модель ESW-72
- Длина приварки 72 дюйма плюс 3-дюймовый перебег на каждом конце для выступов набегания/набегания
- Минимальный диаметр детали 6 дюймов
- Максимальный диаметр детали 36 дюймов
- Можно увеличить с помощью дополнительных стояков
- Механически обработанная боковая балка с кареткой с реечной передачей
- Медный опорный стержень с продувкой газом
- Оправка с водяным охлаждением
- Датчики для совмещения швов
- Диапазон толщины материала от 0,020 до ⅜”
- Алюминиевые пальцы шириной 3 дюйма с медными наконечниками
- Двойная педаль для приведения в действие зажима пальцев
- Требуется чистый вход 90 psi
- Направляющая и лоток для прокладки кабелей
- Пневматическая блокировка предотвращает зажим, когда защелка оправки открыта
- Защита от брызг
- Входная мощность: 115 В, 1 фаза
- Транспортные размеры: 122”Д x 34-7/16”Ш x 71-7/16”В
- Приблизительный вес в упаковке: 4000 фунтов.
- Дополнительные принадлежности:
- Контроллер последовательности сварки sigmatouch
- Райзеры для больших судов
- Деталь жесткого упора
- Пневматический подъемник горелки
- Циркуляционный насос на 3 галлона для оправки
- Пневматические калибры для совмещения швов
- Сплошные медные кончики пальцев
Этот 72-дюймовый шовный сварочный аппарат sigmatouch выполняет прецизионную продольную сварку деталей длиной до 6 футов. Датчики совмещения швов позволяют легко и точно загружать детали. Кроме того, этот блок имеет основание с болтовым креплением. Следовательно, можно добавить стояки для размещения деталей большего диаметра. sigmatouch также предлагает линейку контроллеров последовательности сварки, которые дают оператору возможность регулировать параметры из одного места.
 513.941.4411 / 1.800.288.9414
513.941.4411 / 1.800.288.9414