Трескается шов — Ручная дуговая сварка — ММA
Для тройки и 30А нормально для профтруб, дело в технике, иногда бояться прожечь зазор не умея заплавлять отрывом — можно 30 мм отверстие электродом заварить, такова тренировка для 3йки, при безотрыве главной является траектория — наложение проваром (пробивка) и наложение обваром (наплавка) — те кто не умеют ее комбинировать и получают иногда трещины, но это скорее всего либо грязь либо поганый металл — красноломкость причем посередине это не косяк, невозможно как ни стараться получить трещины посередине — это просто таков материал, можно сделать тест — полусфера прихватка и по ней машкой — должна лопнуть по ЗТВ — 1 мм от края шва, если лопнула посередине — то это не металл а химический композит который не переживает термообработку.
Показать на чертеже технику заплавления в отрыв электродом зазора на 0.8 мм при Д=3мм графически невозможно — это только видео, у меня нет ни камеры ни обрезков, заплавка возможна Д=3мм от 30А (легко но непровары) до 400А — трудно и прожеги (просто лабораторный обмер половым органом, чисто для прикола).
Если плохо с безотрвом пробуйте учиться через присадку — она радиатор\рассекатель дуги, но надо будет ловить момент ее провара, поначалу будет приваривать электрод, но потом даже лучше чем одним будет получаться, капля — ее нагревом размазать и ждать когда мениск станет вогнутым (вогнутость показатель пред прожегового состояния). Потом повтор, с присадкой дольше, но тренирует обе руки, спасает при неумении зигзагом и спиралькой на безотрыве (там главное движением вверх охлаждать металл и затем резко приближать делая провар, это как бы полу-отрывная техника).
Еще тренировка — внаглую очень быстро на 200А по всему шву — сначала просто сопли, потом эти сопли чуть помедленнее забиваются наложением, потом еще медленнее — уже почти провар, потом уже в отрыв 2й слой много проходного шва, не надо бояться времени потерять, надо бояться постоянно останавливаться на среднем варианте.
Сообщение отредактировал Гефест: 30 Ноябрь 2014 06:56
Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}}/500 {{l10n_strings.TAGS}} {{$item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}} DRAG_TEXT_HELP}} {{l10n_strings.LANGUAGE}}
{{$select.selected.display}}
DRAG_TEXT_HELP}} {{l10n_strings.LANGUAGE}}
{{$select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}} {{l10n_strings.AUTHOR_TOOLTIP_TEXT}} {{$select.selected.display}} {{l10n_strings. CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}}
{{l10n_strings.CREATE_A_COLLECTION_ERROR}}
CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}}
{{l10n_strings.CREATE_A_COLLECTION_ERROR}}Сколько может выдержать шов после сварки электродами
Максимальная нагрузка шва после сварки электродами
Как известно на сварочный шов возлагаются большие надежды. При сварке различных конструкций, изделий рассчитывают нагрузку на шов и проводят тесты перед серийным выпуском. Тестируют на излом, сжатие, растяжение и усталость металла в различных температурных режимах. Создают условия в которых будет эксплуатация деталей конструкций. Что касается ремонта в различных погодных условиях то проводить различные опыты довольно затруднительно за отсутствие специального оборудования.
В таких случаях наша надежда опирается на умение варить и определенные знания в области электродов и свариваемых металлов. В различных справочниках по сварке можно найти информацию о швах. Так же существует ГОСТ 5264-80 где можно найти нужный нам стык. Это касается простых конструкций из стали, железоникелевых и никелевых сплавов. Трубы свариваются швом совсем по другому ГОСТ 16037-80.
Это касается простых конструкций из стали, железоникелевых и никелевых сплавов. Трубы свариваются швом совсем по другому ГОСТ 16037-80.
Рассмотрим пример по конструкционной стали. Варить будем электродом МР-3 арсенал.
Максимальное допустимое значение нагрузки 430 МПа. При условии если правильно сварим. Металл возьмем из паспорта Ст3. Его характеристики.
Как видим максимальное значение 490 МПа нагрузки. Толщину возьмем 3мм и будем варить шов как на рисунке.
Теперь рассмотрим само соединение Т6.
Видим что катет превосходит толщину металла примерно на оду третью. Тем самым мы уравниваем максимальное значение нагрузки на шов. В данном примере 490МПа. На видео проведен тест такого соединения.
Практика показывает что сварка выдерживает куда более сильные нагрузки чем сама сталь. Бывает что перегревают свариваемое место и происходит ослабление структуры что приводит к излому. Так как пластичность шва берет на себя часть внутреннего напряжения, то старайтесь варить с отрывом на тонком металле. Сам лично не раз прожигал. Особенно когда кроме диаметра тройки нет ни чего. А варить приходилось сталь 1,5мм в толщину и то в труднодоступных местах.
Бывает что перегревают свариваемое место и происходит ослабление структуры что приводит к излому. Так как пластичность шва берет на себя часть внутреннего напряжения, то старайтесь варить с отрывом на тонком металле. Сам лично не раз прожигал. Особенно когда кроме диаметра тройки нет ни чего. А варить приходилось сталь 1,5мм в толщину и то в труднодоступных местах.
Что касается трубопровода самое главное отсутствие дефектов в наплавленном металле. Иначе малейшая трещина со временем приводит к аварии. Техника проварки шва ведется непрерывно за исключением смены электродов. Бывают не поворотные стыки и приходится работать с зеркалом. Если трубы под давлением то нагрузка распространяется на стенки трубопровода. Так как структура металла в зоне свари не однородна. Такие места подвергаются растяжению (раздуваются). К примеру зимой часто происходят аварии на трубопроводе по водоснабжению и отоплению.
По этому на вопрос, сколько может выдержать сварочный шов после сварки электродами, мы разобрали на одном примере. Если хотим достичь хороших результатов и не боятся что сварка лопнет по шву то пользуйтесь ГОСТами. Несколько из них я упомянул ранее. Что же касается качества сварки в зимний период это отдельная тема и более сложные требования к техпроцессу.
Если хотим достичь хороших результатов и не боятся что сварка лопнет по шву то пользуйтесь ГОСТами. Несколько из них я упомянул ранее. Что же касается качества сварки в зимний период это отдельная тема и более сложные требования к техпроцессу.
Произвести расчет прочности сварного шва онлайн.
А если хотите сами рассчитать сколько реально может выдержать шов я даю вам ссылочки на хорошую литературу.
Справочник сварщика стр 353 расчет сварочных соединений на прочность.
Скачать книгу spravochnik_svarsh.djvu
Скачать программу для открытия книги можно здесь (Оф сайт).
Преимущества шовной сварки
Шовная сварка является одним из самых популярных способов сварки для соединения металлов в непрерывный шов. Шовная сварка, которую очень предпочитают сварщики, удобна для использования на таких металлах, как нержавеющая сталь, титан, алюминий и вольфрам.
Используется для сварки различных типов металлов, в этом процессе используются круглые электроды для получения непрерывного шва. Используется для соединения двух материалов в шов с помощью давления и электрического тока. В основном шовная сварка используется для изготовления контейнеров из листового металла и автомобильных глушителей.
Используется для соединения двух материалов в шов с помощью давления и электрического тока. В основном шовная сварка используется для изготовления контейнеров из листового металла и автомобильных глушителей.
Ниже приведены некоторые преимущества шовной сварки.
Маленькие экземпляры перекрытия
Если вас беспокоит перехлест сварного шва, идеальной техникой может стать сварка швом. Он дает меньше перекрытий, чем рельефная и точечная сварка. Нахлест, образующийся при сварке швов, редко превышает 10 мм.
Простота в эксплуатации
Этот процесс довольно прост и требует базовых навыков работы.По сравнению с процессами точечной и плазменно-дуговой сварки сварщик может сделать это без каких-либо осложнений. Благодаря своей простоте шовная сварка позволяет достичь высоких показателей производительности. Он надежен и не создает особых проблем для сварщика. Также этот процесс можно использовать для соединения одинаковых и разнородных металлов.
Максимальное использование тока
Искажение тепла минимально, поскольку нагрев ограничен небольшой площадью. Ток включается только через равные промежутки времени, что снижает потери.Ток периодически проходит через электроды, образуя серию перекрывающихся сварных швов. Использование слаботочных электродов означает, что они могут иметь более длительный срок службы по сравнению с точечной сваркой.
Подходит для герметичных контейнеров для жидкостей и газов
Контактная шовная сварка идеально подходит для соединений в жидкостях и газах. С помощью этого процесса производятся стальные барабаны, радиаторы и жестяные банки. Он создает воздухонепроницаемые и водонепроницаемые швы и является лучшим процессом для изготовления сварных швов, требующих защиты от проникновения воды или воздуха.Из-за создания непрерывных сварных швов газы и жидкости не могут протекать.
Шовная сварка выполняется быстро
Если вам нужен быстрый процесс сварки, шовная сварка — это все. Поскольку весь процесс автоматизирован, шовная сварка выполняется быстрее, чем точечная и рельефная сварка. Автоматическая передача, загрузка и выгрузка компонентов делают весь процесс простым и быстрым. Кроме того, автоматизация снижает трудозатраты при одновременном увеличении выпуска продукции. Скорости сварки устанавливаются для машин, а не для операций человека.
Поскольку весь процесс автоматизирован, шовная сварка выполняется быстрее, чем точечная и рельефная сварка. Автоматическая передача, загрузка и выгрузка компонентов делают весь процесс простым и быстрым. Кроме того, автоматизация снижает трудозатраты при одновременном увеличении выпуска продукции. Скорости сварки устанавливаются для машин, а не для операций человека.
Минимальное загрязнение
Сварка швов относится к процессам без газообразования. Также шовная сварка не выделяет дыма. Присадочный материал, вызывающий загрязнение, при шовной сварке не используется.
Формирование четких и прочных сварных швов
Обеспечивает прочный, долговечный сварной шов с превосходной надежностью. Сварные швы обычно имеют лучший внешний вид из-за отсутствия углублений.Соединения кованы благодаря давлению и нагреву, образуя прочный сварной шов. Инструменты, изготовленные с помощью шовной сварки, обладают отличными механическими свойствами. Сварные швы соединяют большую площадь поверхности, образуя прочные сварные швы. Кроме того, возможно одновременное выполнение параллельных и шовных швов.
Сварные швы соединяют большую площадь поверхности, образуя прочные сварные швы. Кроме того, возможно одновременное выполнение параллельных и шовных швов.
Применение шовной сварки
Помимо производства воздухонепроницаемых и газонепроницаемых контейнеров, шовная сварка выгодна во многих отношениях.
В автомобильной промышленности шовная сварка используется по-разному.Во-первых, он используется в производстве топливных баков в автомобильной промышленности. Также производители автомобилей используют шовную сварку при изготовлении шасси для гоночных автомобилей. Прочные сварные швы делают шасси гоночных автомобилей безопасными и долговечными.
Сварка швов также используется при изготовлении теплообменников. Большинство сварных теплообменников обладают отличными качествами. Они обладают высокой коррозионной стойкостью и обеспечивают экономичное изготовление теплообменников.
Использование передовых технологий Blackstone для сварочного процесса
Ищете надежного партнера по сварке? Мы предлагаем нашим уважаемым клиентам качественные инжиниринговые и сварочные услуги. Используя современные технологии и навыки, Blackstone Advanced Tech стремится предоставить вам превосходный опыт сварки.
Используя современные технологии и навыки, Blackstone Advanced Tech стремится предоставить вам превосходный опыт сварки.
Как найти подходящий для вас
Традиционно полуавтоматическая сварка с использованием сварочного манипулятора на колонне и стреле выполняется путем фиксации сварочной горелки на заданном расстоянии от заготовки, а затем ручной регулировки этого соотношения во время сварки. для учета любых отклонений в геометрии детали.Этот метод управления сварочной горелкой отлично подходит для кратковременных сварных швов или когда свариваемые детали имеют высокую степень геометрического подобия. Однако во многих случаях регулировка сварочной горелки вручную либо физически невозможна (сварка труб с внутренним диаметром), либо становится утомительной задачей для оператора (что может повлиять на качество сварки).
В настоящее время многие производители обращаются к системам отслеживания сварных швов, чтобы точно контролировать положение горелки и заготовки во время сварки; ограничение необходимости участия оператора и повышение как качества сварки, так и производительности.
Базовая система слежения за швом, как показано на рис. 1, состоит из: датчика (или датчиков) для обнаружения изменений положения сварочной горелки, контроллера, который интерпретирует сигнал датчика и выдает команду на перемещение, а также набора линейных приводов. направляющие, поддерживающие сварочную горелку и выполняющие вертикальную и горизонтальную коррекцию для поддержания идеального положения сварки.
Существует три основных типа систем слежения за швом: тактильный, слежение за швом по дуге, лазерное зрение.Разница между этими системами заключается в том, как они определяют геометрию сварного шва или траектории.
Тактильное отслеживание швов
Как следует из названия, тактильные датчики физически контактируют со сварным швом с помощью контактного щупа. При изменении положения резака относительно заготовки зонд отклоняется в противоположном направлении, и контроллер вносит коррективы, чтобы вернуть резак в исходное положение. Тактильные системы отслеживания шва лучше всего подходят для сварных швов с большой четкой геометрией.Если сварной шов слишком мал, зонд может потерять контакт со швом и привести к смещению сварочной горелки.
Тактильные системы отслеживания шва лучше всего подходят для сварных швов с большой четкой геометрией.Если сварной шов слишком мал, зонд может потерять контакт со швом и привести к смещению сварочной горелки.
Сквозная закрепка швов
Системы слежения за швом Trough Arc используют обратную связь от датчиков напряжения, силы тока и скорости подачи проволоки для определения изменений положения горелки. Например, если бы мы приварили по центру углового соединения и начали смещаться в одну сторону, расстояние от горелки до рабочего места уменьшилось бы, что привело бы к увеличению силы тока дуги (сварка CV). Чтобы этот метод прихватки работал, сварочная горелка должна колебаться вперед и назад перпендикулярно сварному шву.При этом система постоянно сравнивает силу сварочного тока слева и справа от сварного шва; между двумя пиками силы тока должен лежать центр. Системы слежения за сквозной дугой лучше всего подходят для сварных швов с большой четкой геометрией, таких как большие скошенные и угловые сварные швы.
Laser Vision для отслеживания швов
В системах слежения за швомLaser Vision используется лазерная лента, которая проецируется на поверхность детали, создавая четкую лазерную линию поперек сварного шва.Затем лазерная линия просматривается под небольшим углом с помощью камеры. В результате получается профиль линии, точно соответствующий геометрии сварного шва. Затем на профиле линии создается контрольная точка, и контроллер выполняет все необходимые перемещения, чтобы удерживать эту контрольную точку в том же положении относительно сварочной горелки. Системы Laser Vision имеют очень высокое разрешение, позволяющее надежно отслеживать как крупные, так и мелкие сварные швы.
Есть вопросы по заявке?
Холодный перенос металла: шовная сварка
Шовная сварка
Protocase обеспечивает сварку швов в качестве стандартного процесса.Шовная сварка полезна для непрерывного соединения двух или более кусков листового металла, чтобы они выглядели бесшовными. Для шовной сварки детали надежно зажимаются и свариваются, а затем шлифованием удаляется лишний металл. Получающиеся в результате непрерывные швы полезны для защиты от атмосферных воздействий, уменьшения утечки электромагнитных помех и для достижения бесшовного внешнего вида, когда это необходимо.
Для шовной сварки детали надежно зажимаются и свариваются, а затем шлифованием удаляется лишний металл. Получающиеся в результате непрерывные швы полезны для защиты от атмосферных воздействий, уменьшения утечки электромагнитных помех и для достижения бесшовного внешнего вида, когда это необходимо.
Холодный перенос металла: революционная технология сварки
Protocase использует сварку CMT в качестве стандарта для шовной сварки.CMT — это недавно разработанная технология, которая намного превосходит обычную сварку TIG и MIG для соединения тонколистового металла. До CMT сварка тонколистового металла всегда была скорее искусством, чем инженерным производственным процессом. MIG и TIG создают чрезмерное количество тепла, которое может вызвать обратное расплавление и коробление, часто разрушая заготовки и вызывая высокий процент внутреннего брака. Это увеличило не только наши внутренние расходы, но и вероятность того, что вы опоздаете на работу. Напротив, CMT генерирует только одну десятую тепла сварки MIG, а коробление и обратное расплавление практически исключены. Это устанавливает новые стандарты сварки тонколистового металла, особенно там, где существуют строгие требования к внешнему виду сварного шва. СМТ дает вам:
Это устанавливает новые стандарты сварки тонколистового металла, особенно там, где существуют строгие требования к внешнему виду сварного шва. СМТ дает вам:
- Качественная сварка всех металлов, которые мы храним для изготовления. (Ранее мы не могли сваривать некоторые тонколистовые материалы.) Подробную информацию о металлах, которые мы храним, см. на наших страницах, посвященных холоднокатаной стали, гальваническому отжигу, нержавеющей стали, алюминию и меди. (медь обычно припаивается)
- Снижение затрат за счет сокращения времени сварки и сокращения количества брака.
- Большой выбор материалов для ваших корпусов. Все, что мы можем изготовить, теперь мы можем сварить.
Как работает сварка CMT
Процесс CMT физически напоминает сварку MIG с подачей проволоки в том смысле, что сварочная проволока и защитный газ подаются через сварочную горелку, а между сварочной проволокой и поверхностью сварки возникает электрическая дуга, в результате чего кончик сварочной проволоки разжижается и наносится. к поверхности сварки.Но CMT использует автоматическое включение и выключение нагревательной дуги, чтобы систематически нагревать и охлаждать сварочную проволоку, при этом проволока входит в контакт со сварочной ванной и выходит из нее много раз в секунду. Поскольку при сварке CMT используется импульсное действие вместо непрерывного потока мощности, выделяется только одна десятая часть тепла, выделяемого при сварке MIG. Это снижение тепловыделения является самым большим преимуществом CMT, поэтому его называют «холодным» переносом металла.
к поверхности сварки.Но CMT использует автоматическое включение и выключение нагревательной дуги, чтобы систематически нагревать и охлаждать сварочную проволоку, при этом проволока входит в контакт со сварочной ванной и выходит из нее много раз в секунду. Поскольку при сварке CMT используется импульсное действие вместо непрерывного потока мощности, выделяется только одна десятая часть тепла, выделяемого при сварке MIG. Это снижение тепловыделения является самым большим преимуществом CMT, поэтому его называют «холодным» переносом металла.
| Во время горения дуги присадочный металл перемещается к сварочной ванне. | Когда присадочный металл погружается в сварочную ванну, дуга гаснет. Сварочный ток снижается. | Движение проволоки назад способствует отделению капель во время короткого замыкания. Ток короткого замыкания поддерживается небольшим. Ток короткого замыкания поддерживается небольшим. | Движение проволоки меняется на противоположное, и процесс начинается сначала. |
Коробление и геометрия сварного шва при шовной сварке CMT
Угловые швы (см. схему А) геометрически стабильны.Напряжению от изменения температуры и затвердевания противостоит опора, обеспечиваемая обоими краями соединения. Большинство геометрических углов могут быть полностью сварены швом без коробления с помощью сварки CMT. Это верно для всех металлов, которые мы храним.
Т-образные соединения (см. схему Б) Швы, соединяющие край детали с плоской поверхностью, подвержены короблению, так как отсутствует геометрическая опора для противодействия напряжениям от температуры и затвердевания основного металла.Таким образом, даже при сварке СМТ, если сделать длинный шов поперек детали, возможно, что плоская поверхность после сварки уже не будет плоской. Особенно это касается нержавеющей стали и алюминия. Одно решение, которое может работать в определенных ситуациях, состоит в том, чтобы соединить путем сварки нескольких коротких сегментов, а не делать непрерывный шов. Это может оставить достаточное количество немодифицированного основного металла, чтобы придать детали достаточную целостность для сохранения плоскостности. Если вам требуется геометрия Т-образного шва, наш технический персонал может помочь вам с проектированием.
Особенно это касается нержавеющей стали и алюминия. Одно решение, которое может работать в определенных ситуациях, состоит в том, чтобы соединить путем сварки нескольких коротких сегментов, а не делать непрерывный шов. Это может оставить достаточное количество немодифицированного основного металла, чтобы придать детали достаточную целостность для сохранения плоскостности. Если вам требуется геометрия Т-образного шва, наш технический персонал может помочь вам с проектированием.
Другие геометрические формы сварных швов необходимо решать в каждом конкретном случае. Свяжитесь с нашим техническим персоналом.
Сравнение решений по отслеживанию швов
Рассмотрение проблемы отслеживания швов означает поиск множества возможных решений. В зависимости от ваших потребностей в процессе, материалах и продолжительности цикла правильное решение обычно приходит со временем.
А если вы не знаете обо ВСЕХ доступных решениях?
Или просто знаете о парочке?
Каковы преимущества и недостатки всех доступных решений для отслеживания швов?
И не подходят ли мне некоторые решения для отслеживания швов в зависимости от того, что я свариваю?
Сенсорная технология открывает перед вашими сварочными операциями множество возможностей. Некоторые из них недороги и ограничены в возможностях, а другие требуют больших инвестиций и продуманного дизайна, с огромным преимуществом в экономии средств.
Некоторые из них недороги и ограничены в возможностях, а другие требуют больших инвестиций и продуманного дизайна, с огромным преимуществом в экономии средств.
Лазерная указка и ручные слайды
Фиксированные указатели с ручными ползунками — это очень простые версии отслеживания швов. Это буквально какой-то фиксированный указатель. Это может быть пружина на стержне или лазерная указка, спускающаяся вниз, чтобы обеспечить визуальную оптику.
Какой бы ни была конфигурация, этот параметр требует, чтобы оператор приводил в движение набор направляющих, чтобы сохранить сварной шов на стыке.Это так же экономично, как отслеживание швов для автоматизированного сварочного производства.
Laser Pointing имеет большие возможности для ошибок оператора. Это неизбежно. Вы будете полагаться на своего оператора, чтобы убедиться, что механическая настройка правильная, а указатель находится в нужном месте.
Время цикла также является серьезной проблемой. Почему вы инвестируете в отслеживание швов? Чтобы сэкономить время цикла для начинающих. Когда вы полагаетесь на то, что оператор будет принимать решения со слайдами на лету, экономите ли вы время, которое вы ожидаете от инвестиций?
Когда вы полагаетесь на то, что оператор будет принимать решения со слайдами на лету, экономите ли вы время, которое вы ожидаете от инвестиций?
Если у вас есть оператор, который может последовательно и эффективно управлять этим типом отслеживания швов, не отпускайте его или ее.В противном случае вы, вероятно, сможете получить лучшие результаты и возврат инвестиций, используя более продвинутый вариант.
Датчик касания
Датчик касания, когда робот подает небольшое напряжение либо на сварочное сопло, либо на сварочную проволоку. Оба они работают одинаково, с той лишь разницей, что каждый метод передает данные роботу.
Благодаря напряжению робот подойдет к рабочему материалу, коснется его, произойдет короткое замыкание, затем робот запишет положение, в котором находится записанное значение, и сообщит роботу, где находится поверхность.
В большинстве случаев требуется как минимум 2 прикосновения к каждому суставу, чтобы определить местоположение — вертикальная и горизонтальная поверхность. Робот соединит эти векторы поиска и триангулирует, где находится сварной шов.
Робот соединит эти векторы поиска и триангулирует, где находится сварной шов.
На угловых или наружных краевых соединениях обычно требуется третье касание робота, чтобы получить все правильные положения, позволяющие роботу найти и «отследить» соединение.
Датчик касания полезен как недорогое решение для отслеживания суставов. Это простое программное решение, которое можно применять с пульта обучения без дополнительных систем.Одним из других основных преимуществ сенсорного распознавания является то, что вы можете попасть в труднодоступные места, потому что нет никакого дополнительного оборудования, кроме сопла вашего робота-резака, препятствующего доступу к стыку.
Сенсорное распознавание имеет несколько ограничений, которые делают его корректирующим решением для распознавания стыков и отслеживания швов. Во-первых, распознавание касаний — это медленный процесс, который добавляет от 3 до 5 секунд на каждый вектор поиска. Таким образом, если вы распознаете прикосновение к 2D-детали, вы потенциально добавляете от 6 до 10 секунд к циклу сварки, а если вы распознаете прикосновение к 3D-детали, ко времени цикла добавляется до 15 секунд времени на запуск дуги и дугу. конец.
конец.
Количество точек отказа с датчиком касания также намного больше, чем у других решений. Такие условия, как изогнутая проволока или грязный и чешуйчатый материал, затрудняют постоянную работу сенсорного датчика. Сенсорное распознавание предназначено только для определения начала или окончания дуги и не помогает с отклонениями деталей по всей длине сварного шва, поэтому оно не компенсирует непоследовательное крепление или инструменты детали.
Датчик касания также ограничен типом сварного соединения. Угловые соединения и соединения внахлест являются наиболее распространенными и рекомендуемыми соединениями, но даже при соединениях внахлест необходимо учитывать толщину материала.Все, что меньше 5 мм (1/4 дюйма), может стать проблематичным для выполнения сенсорного распознавания, потому что толщина материала верхней пластины потенциально может быть пропущена проволокой, что приведет к тому, что вы пропустите деталь, или вы можете ударить нижнюю пластину и получить ложное чтение
Для вашего робота-резака также требуется тормоз проволоки и кусачки, входящие в комплект горелки, чтобы резать проволоку на известном расстоянии от наконечника, чтобы ваши показания были постоянными на протяжении всего процесса.
Сенсорное восприятие также требует чистых краев.Прихваточные швы или плохо обрезанные детали могут давать ложные показания.
Отслеживание сквозного дугового шва
Отслеживание швов по дуге (TAST) — это второй этап, который вы применяете с Touch Sensing. После распознавания касания вы находите начало и конец дуги, а затем применяете TAST к отслеживанию шва по осям Z и Y соединения.
TAST хорошо подходит для более толстого материала. Это также требует процесса ткачества. Когда провод переходит с одной стороны соединения на другую, напряжение меняется.Это происходит из-за того, что вылет проволоки уменьшается при переходе от наконечника к рабочему расстоянию. Это позволяет роботу интерпретировать изменение напряжения и корректировать заданный путь, сохраняя правильное положение сварного шва в соединении.
TAST требует толщины 5 мм (1/4 дюйма) или больше, чтобы быть стабильным. Делать TAST при меньшей толщине не рекомендуется. Я никогда не видел TAST на материале тоньше 1/4 дюйма за все годы работы со швом. приложения для отслеживания. Выполнение TAST на тонком материале может привести к образованию червячных следов или змеевиков в сварном шве, что может снизить целостность сварного шва.
приложения для отслеживания. Выполнение TAST на тонком материале может привести к образованию червячных следов или змеевиков в сварном шве, что может снизить целостность сварного шва.
Еще одна причина, по которой TAST не рекомендуется для более тонкого материала, заключается в склонности TAST к промыванию или удалению плеча верхней пластины. Эта промывка не допускает значительного изменения напряжения, заставляя робота искать — вот где возникает риск выслеживания червей.
Еще одно ограничение TAST заключается в том, что вы должны добавить время цикла, потому что для этого требуется, чтобы робот прокручивал соединение. Обычно скорость движения для TAST ограничена 35-50 дюймами в минуту. Процесс TAST также ограничен только приложениями MIG — это невозможно с TIG или Plasma.
Наконец, TAST может использоваться только для низкоуглеродистой или нержавеющей стали. Напряжения недостаточно соответствуют алюминию, чтобы надежно выполнить TAST. Состояние материала также важно. Чистота деталей, прокатная окалина или ржавчина влияют на наборы параметров, поскольку вы устанавливаете критерии желаемого изменения напряжения. Изменение напряжения на 2% при отрицательном значении Y из-за прокатной окалины или ржавчины на металле приведет к несогласованным характеристикам для TAST.
Чистота деталей, прокатная окалина или ржавчина влияют на наборы параметров, поскольку вы устанавливаете критерии желаемого изменения напряжения. Изменение напряжения на 2% при отрицательном значении Y из-за прокатной окалины или ржавчины на металле приведет к несогласованным характеристикам для TAST.
Пробные прогоны также невозможны с TAST, поскольку робот должен привариваться к гусенице.Прихватки также проблематичны, потому что, когда вы наезжаете на прихватку, вылет изменяется, поэтому робот теряет отслеживание, пока не выйдет с другой стороны прихватки.
Системы 2D Vision
Думайте о двухмерном зрении как о камере. Он берет эталонное изображение идеальной детали перед зажиганием дуги и сопоставляет эталонное изображение с каждой новой последующей деталью, обнаруживая любые смещения и корректируя траекторию сварки. Он дает только черно-белое изображение и передает, где это изображение расположено на его поверхности.2D не может определить высоту или глубину и не считается надежным процессом отслеживания шва.
Соединения, такие как V-образные соединения и соединения внахлестку, очень проблематичны для 2D Vision, поскольку он не может определить глубину этих типов сварных соединений. Блестящие материалы, такие как алюминий, также проблематичны для 2D-систем, поскольку вызывают помехи.
Обычно 2D используется для идентификации деталей вместо отслеживания. Это система, основанная на зрении, поэтому помехи от внешнего света очень важны для работы оптики.Кроме того, объектив камеры чувствителен к повреждениям от сварочных брызг и света дуги.
Тактильное отслеживание швов
Тактильный датчик физического контакта, который касается материала. Tactile обычно используется в жесткой автоматизации и некоторых приложениях для лазерной пайки, и не рекомендуется в качестве приложения для отслеживания швов для 6-осевого робота. Tactile перемещает наконечник или зонд внутри сварного шва, обнаруживает отклонения от края, которого он касается, и исходного источника, и соответствующим образом регулирует свои поперечные салазки, чтобы правильно расположиться над сварным швом.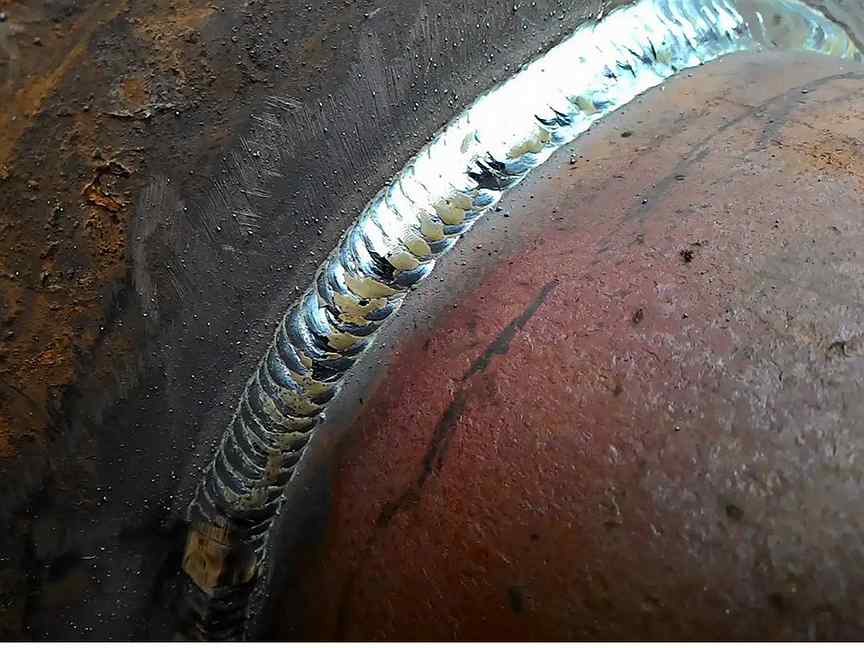
имеет очень простую операционную функцию, которую можно применять к различным процессам, включая субдуговую дугу, открытую дугу и пайку, что делает его очень универсальной формой отслеживания швов. Осязание также не ограничено каким-либо материалом, поэтому вы можете тактильно отслеживать шов любого материала, от нержавеющей стали до алюминия, без какого-либо воздействия на систему.
Техническое обслуживание является важной частью обеспечения правильной работы тактильной системы слежения за швом.Изнашивание деталей часто происходит с тактильной системой, потому что кончик находится в постоянном контакте с суставной поверхностью. По мере того, как ваш тактильный зонд изнашивается и становится короче, он будет иметь тенденцию перемещать сварочный инструмент ближе к стыку, что может привести к некачественному сварному шву или полному повреждению передней части горелки. Важно проверить зонд на предмет износа, чтобы убедиться, что он правильно стоит над горелкой, чтобы обеспечить высокое качество сварки.
Такие условия, как разбрызгивание сварных швов и прокладка кабеля, являются другими элементами, которые необходимо проверять и обслуживать чаще, чем бесконтактные решения.
Тактильные решениятакже плохо адаптируются к прихваткам. Прихватки могут поднимать зонд над прихваточным швом и направлять дугу в том же направлении, в отличие от того, чтобы сварочная горелка проваривала прихватку, как это обычно рекомендуется.
Тактильный тоже не адаптивный. Системы такого типа следуют линии стыка и не учитывают несоответствия или размеры зазоров в результате использования инструментов. Расчет площади также невозможен. Тактильный зонд фиксируется в канавке и следует за ней с очень небольшими отклонениями.Достаточно большое отклонение в канавке или достаточно большой прихваточный шов могут сбить датчик с заданной траектории.
Профили сварных швов, такие как стыковые сварные швы, трудно отслеживать тактильно без зазора. Нелинейные сварные швы, которые заставляют датчик двигаться резко в определенном направлении, не являются идеальным сценарием для приложений тактильного отслеживания швов; он хорошо работает со сварными швами больших цилиндров или сваркой труб.
Скорость движения является еще одним ограничением для тактильного отслеживания швов, поскольку обычно оно движется с более низкой скоростью, что может замедлить время цикла.
Сравнение тактильного и зрительного отслеживания швов заключается в том, что один подход основан на контакте, а другой — на бесконтактном. Несмотря на то, что это механическая установка, как правило, это более низкие первоначальные капиталовложения, системы тактильного отслеживания швов в открытых и субдуговых приложениях требуют большего обслуживания, поскольку это механический процесс, который в долгосрочной перспективе может сделать его менее рентабельным решением из-за чувствительность измерительного органа и постоянный износ компонентов.
3D-лазерное отслеживание швов
Система трехмерного лазерного отслеживания швов, также известная как оптическое или визуальное отслеживание швов, использует лазерную триангуляцию.Трехмерное отслеживание швов можно использовать как на жестких автоматизированных, так и на роботизированных системах с правильным пакетом программного обеспечения.
Концептуально лазерное отслеживание швов включает в себя лазерный луч, выходящий из устройства, ударяющий о поверхность, отражающийся от поверхности, возвращающийся обратно в датчик, и датчик улавливает место, где лучи попадают. Таким образом, с помощью лазерного отслеживания швов датчик знает расстояние между лазерным излучателем и датчиком на камере, что позволяет ему триангулировать положение того материала, от которого он отразился.
По сути, вы получаете изображение Z (высоты) и Y (поперек) сустава, поэтому датчик знает, что изображение, от которого он отразился, было измерением X (расстояние) от луча датчика, и функция, которая его выбор является положительным или отрицательным в поле зрения по направлению Y.
Лазерное отслеживание швов не знает направление X или длину детали. Вот почему вы подключаете устройство к системе управления, а система управления определяет значение X – процесс, известный как калибровка.После калибровки ваша система отслеживания шва знает координаты X, Y и Z на протяжении всего процесса сварки.
Любое решение для отслеживания швов в процессе сварки увеличивает время цикла, но оптическое отслеживание швов добавляет меньше всего — обычно около четверти секунды (0,25 секунды) к циклу сварки на сканирование.
Он также движется быстрее всех. Оптическое отслеживание швов может работать со скоростью до 200 дюймов в минуту, поэтому оно не ограничивает скорость робота или гентри, если требуются высокие скорости перемещения. Оптическое отслеживание швов также можно использовать в процессах, не связанных со сваркой, таких как склеивание, наклеп и шлифование.
Лазеримеет особое преимущество перед TAST, поскольку он позволяет устройству пробовать деталь или видеть ее в автономном режиме. Несоответствия материалов, такие как ржавчина, окалина или даже прихватки, практически не влияют на оптическое отслеживание швов, поскольку отслеживание основано исключительно на изображении детали.
Зазор с оптическим отслеживанием швов является ограничением. Еще одно соображение, которое следует учитывать, это направление движения, так как датчик должен все время находиться впереди траектории сварки. Это может привести к проблемам с досягаемостью робота, проблемам с углом наклона резака, а инструменты и конструкция детали должны быть хорошо продуманы.
Это может привести к проблемам с досягаемостью робота, проблемам с углом наклона резака, а инструменты и конструкция детали должны быть хорошо продуманы.
Как правило, единственный материал, с которым оптическое отслеживание швов сталкивается с трудностями, — это блестящий материал. Причина в том, что всякий раз, когда вы излучаете лазер от материала, он должен отражаться. Подумайте о различных типах сварных соединений и о том, как они будут отражать лазерные лучи в зависимости от материала. В коленном суставе он отражает прямо назад. Если это V-образный шарнир, он отражается не только прямо назад, но и под противоположными углами, под которыми он отражается, почти как диско-шар.
В таких случаях сенсорам трудно определить, какой луч, отражающийся назад, является правильным.У вас есть много ложных лучей, возвращающихся назад, и это выглядит как перекрестие, потому что вы получаете много отражений. Для этих типов материалов важно, чтобы фильтрация устройства и расчет путей от контроллера компенсировали такие комбинации соединения/материала.
Комбинации материалов и соединений, такие как угловые сварные швы алюминиевой алмазной пластины, были бы невозможны для адекватного отслеживания лазерным отслеживанием швов.
Другие комбинации, такие как внутренние углы из нержавеющей стали с зеркальной полировкой, также являются чрезвычайно сложными поверхностями и соединениями для шовной дорожки.
Хотя отслеживание этих комбинаций с помощью оптической системы возможно, для повторного выполнения этого требуется исключительное знакомство с датчиком лазерного отслеживания швов.
Резюме
Когда вы ищете решения для отслеживания швов, вы обычно ищете решение конкретной проблемы.
Достаточно ли быстр ваш сварочный робот?
У вас проблемы с качеством?
Полностью автоматизированное отслеживание швов требует больших инвестиций. Нет никакого способа обойти это.Вы должны убедиться, что ваша проблема заслуживает такого технически совершенного решения, и что улучшения окупятся тем, что даст решение такого масштаба.
—
Ищете дополнительную информацию об оптическом отслеживании швов? Ознакомьтесь с нашим полным руководством в этой бесплатной электронной книге!
Улучшение приложений роботизированной сварки с помощью поиска и отслеживания швов
Сварка — одно из первых производственных приложений, автоматизированных в промышленности.Его сложность и тот факт, что это опасная работа, сделали его идеальным приложением для промышленных роботов. С тех пор многие другие роботизированные приложения были роботизированы. В некоторых предыдущих сообщениях мы говорили с вами о том, как системы технического зрения улучшают реальные роботизированные приложения, давая глаза роботам-манипуляторам. Что ж, роботизированная сварка также следует этой тенденции, поскольку с помощью зрения можно улучшить сварочные приложения для достижения еще лучших результатов.
Поиск швов
Эта система позволяет роботу точно определить место соединения, которое будет сварено, используя две детали в качестве ориентиров. Существуют различные методы определения местоположения сустава.
Существуют различные методы определения местоположения сустава.
Первому нужен контакт с деталью, чтобы определить местонахождение соединения; это называется тактильным восприятием. Он использует сварочную проволоку или другую проволоку, чтобы коснуться детали и определить наилучшее положение для сварки. Для некоторых видов сварных швов, таких как сварка внахлестку, его можно использовать только для материала толщиной более 3 мм.
Во втором методе для определения рабочей поверхности используется лазерная точка. Этот метод является бесконтактным и значительно быстрее.Этот метод можно использовать с более тонкими материалами, чем при осязании.
Третий метод использует лазерные камеры. Они проецируют лазерную линию, которая обнаруживает обе стены одновременно. Более того, они могут сократить время цикла и предоставить данные о зазоре в стыке.
Отслеживание швов
Эта система предназначена для отслеживания положения сварного шва в режиме реального времени во время сварки. Он обеспечивает более высокое качество сварных швов, лучшую скорость прохождения, оптимальную траекторию сварки и сокращение времени цикла. Более того, это может упростить программирование, так как робот будет управляться системой.
Он обеспечивает более высокое качество сварных швов, лучшую скорость прохождения, оптимальную траекторию сварки и сокращение времени цикла. Более того, это может упростить программирование, так как робот будет управляться системой.
Эта технология обнаружения похожа на ту, которая используется для поиска швов. Он может использовать тактическое зондирование, а также оптическое зондирование.
Преимущество тактического датчика заключается в том, что он не чувствителен к брызгам сварки или постороннему свету. Это самый простой в использовании. Система обнаружит, есть ли какое-либо отклонение между краем, которого она касается, и запрограммированной траекторией. В качестве датчика может использоваться сварочная проволока или отдельная проволока.
Оптическое отслеживание перемещается по шву заранее, чтобы обнаружить любое отклонение от запрограммированного пути.Он часто использует лазеры или камеры.
Управление
При обнаружении отклонения робот должен компенсировать это отклонение. Для этого существует два вида схемы управления: роботизированное отслеживание шва и адаптивное отслеживание шва.
Для этого существует два вида схемы управления: роботизированное отслеживание шва и адаптивное отслеживание шва.
Для первого метода (отслеживание шва под управлением робота) контроллер робота получает данные и отправляет корректировки роботу. Его преимущества заключаются в уменьшении накладных расходов устройства и меньшей форме обрабатывающей головки.
Для второго (адаптивное отслеживание шва) робот оснащен автономной обрабатывающей головкой, которую можно программировать самостоятельно. Таким образом, при обнаружении отклонения данные будут отправлены на это автономное устройство, которое затем определит компенсацию. Эта схема управления не зависит от контроллера робота и может реагировать быстро.
Эти инструменты могут значительно улучшить ваше сварочное приложение, так что каждый раз он всегда обеспечивает оптимальный сварной шов.Узнайте у своего интегратора роботизированной сварки, какое решение лучше всего подходит для ваших производственных параметров.