Сварка тавровых соединений
Сварочные стыки в виде буквы «Т», именуемые «тавровые соединения», присутствуют во всех нагружаемых конструкциях. Они представляют собой угловые швы с перпендикулярным расположением заготовок. При небольшой площади соединение должно удерживать расчетную нагрузку. К тавровым соединениям, работающим на кручение, излом, отношение особое — швы проверяют на внутренние дефекты. Избежать их помогает соблюдение технологии. Вид шва указывается на чертеже.

Область применения
Монтаж трубопроводов, создание каркасных конструкций, перекрытий, ограждений предполагает расположение деталей под прямым углом. Перпендикулярно сваркой обычно крепят укрепляющие элементы: балки, швеллеры, профильный прокат. Детали под углом 90° соединяют тавровой сваркой. Начинающие сварщики в бытовых условиях таких стыков стараются избегать из-за сложности фиксации деталей в заданном положении.
На производстве и в строительстве тавровые соединения применяют часто. Все виды соединений регламентированы ГОСТами для различных типов сварки. Они бывают односторонние и двухсторонние, с разделкой кромок и без нее. Все зависит от предполагаемой нагрузки, сплава, толщины свариваемых деталей.

Виды тавровых сварных соединений
Преимущества и недостатки
В отличие от других способов сварки, тавровые соединения обладают следующими достоинствами:
- они формируют надежное соединение в труднодоступных местах;
- для них не нужно использовать укрепляющие накладки;
- применяются для сварки заготовок различной толщины;
- выдерживают большую нагрузку.
Недостатки:
- для соблюдения перпендикулярности детали нужно скреплять перед сваркой;
- односторонние швы ненадежны;
- при сварке тонкостенных деталей велика вероятность термодеформации;
- высок риск внутренних дефектов (непроваров, несплошностей, кратеров).
Техника и особенности сварки таврового соединения
Выполняя угловые соединения, контролируют размер шовного катета, внешний вид валика – его делают максимально плоским. Чтобы проварить тавровое соединение равномерно, не делают резких движений держателем. Дуга при сварке не должна обрываться в процессе формирования валика. Подготовительный этап предусматривает:
- зачистку металла в рабочей зоне;
- укладку заготовок под нужным углом с сохранением необходимого размера зазора;
- фиксацию элементов зажимами или прихватками.
Сварка труб
При РДС заглушек, фланцев, запорной арматуры в трубопроводы руководствуются требованиями ГОСТ 16037-80. Он применяется также при врезке патрубков меньшего диаметра. На толстостенных заготовках производится предварительная разделка швов. Затем делают прихватки в 4-х местах, они располагаются попарно симметрично по окружности, делят ее на 4 части. Затем делается угловой шов.
Когда производится врезка, торец патрубка подгоняют под трубу так, чтобы он плотно прилегал к поверхности без образования больших зазоров. Трубы небольшого диаметра «доводят» болгаркой. При раскрое больших заготовок под сварку используют трафареты развертки или стандартные шаблоны.
Когда есть вращательные столы, применяют технологию сварки в поворотном положении. Шов формируется быстрее, получается ровным. Проваривать неповоротные швы сложнее, валик формируется по кривым линиям. В этом случае сварку проводят в несколько приемов, участками. Второй начинают на получившемся валике, внахлест, чтобы тавровое соединение получилось герметичным. В зависимости от толщины стенки, варят трубу в одни проход или несколько. Подобные тавровые соединения обязательно проверяют методами неразрушающего контроля.
Профильные прямоугольные или квадратные трубы, используемые в металлоконструкциях, сваривают аналогично. Перед работой поправляют срезы, чтобы обеспечить плотность прилегания свариваемых деталей. Сварка делается после прихваток даже при использовании зажимных приспособлений.
В вертикальном положении
Позиция неудобна тем, что металлы с низкой вязкостью нужно проваривать быстро, чтобы расплав не вытекал. Число проходок определяется толщиной заготовок, глубиной разделки кромок. Для глубоких швов делают криволинейные или прямые скосы. Разжигают дугу перпендикулярно свариваемой поверхности, поддерживают короткой. Электрод ведут по биссектрисе, под углом 45°, шов формируют возвратно-колебательными движениями вдоль стыка. При движении вверх дугу растягивают, не допуская обрыва.
В вертикальном положении валик формируется из верхней точки. Устанавливают сварочный ток обратной полярности большой силы, чтобы хорошо проплавлялась корневая часть таврового соединения.
Когда при сварке возникает риск перегрева металла (возникают пятна побежалости или металл меняет цвет), держатель отводят. В идеале ванна расплава должна формировать необходимый профиль валика без подрезов. Нужно следить, чтобы давления дуги хватало для прогрева металла, расплав поддерживался в установленных границах валика.
В нижнем положении
Для сварки тавровых соединений в нижнем положении применяют:
- ток прямой полярности большого ампеража для образования глубокой ванны расплава;
- ток обратной полярности, формируется короткая дуга, направляемая в корень шва, повышен риск образования подрезов.
Равномерное перемещение электрода – важное условие качественного таврового сварного соединения при однопроходной или многопроходной сварке (накладываются узкие валики без поперечных движений электродом). С каждого слоя до следующей проходки шлак сбивается.
Вверх наплавку двигают быстро, растягивая дугу. Капли металла накладывают только во время обратного движения электрода. Его в процессе работы располагают по биссектрисе прямого угла с наклоном в сторону движения. Если параметры рабочего тока выбраны правильно, при равномерном движении держателя образуется катет нужной ширины.
В потолочном положении
Варить стык нужно на невысоком токе обратной полярности, короткой дуге, направленной в корень таврового шва. При возвратно-поступательных движениях дуга не должна прерываться. Одновременно плавят обе боковых кромки. Перегрев ванны недопустим, формируется выпуклый шов.
Многопроходная сварка делается без поперечных пасов рукой. Поверхность каждого валика должна быть максимально выровненной. Для этого поддерживают стабильно невысокую тепловую мощность дуги. Контролировать ванну расплава мешают искры, при выборе электродов предпочтение отдают обмазке, снижающей разбрызгивание горячего металла.
Полезные советы
Свариваемые поверхности необходимо хорошо просушить, чтобы качество таврового сварного соединения было приемлемым. Важно правильно перемещать электрод, чтобы не допускать пережога и непровара.
Работа начинается с прихваток. После этого лучше убедиться, что детали расположены под прямым углом, нет «завала» заготовки в одну из сторон. Во время точечной прихватки можно подрегулировать ток, откорректировать до рабочих значений, тогда будет проще делать проходку.
Сваривая тонкую и толстую пластину, электрод наклоняют к толстой заготовке под углом до 60°. Расплавленный металл будет «сползать» на тонкую деталь, не создавая внутренних напряжений в металле. Когда прямой угол, электрод необходимо вести по стыку снизу вверх, «поднимать» расплав из ванны, смешивая с наплавочным металлом. При сварке «в лодочку» угол наклона электрода составляет 45°. Только в таком положении тавровое соединение будет правильного сечения.
При укладке деталей встык с помощью фиксаторов нужно предусмотреть зазор для образования ванны расплава, глубокого проплавления соединяемых заготовок. Если шов будет формироваться только за счет наплавочного металла, соединение будет непрочным.
Важно!
При глубокой разделке толстостенных деталей тавровые соединения делают в несколько проходок.
Для удобства сборки сварные детали располагают на стапеле или сварочном столе. Для работы применяют различные приспособления: зажимы, магнитные фиксаторы, шаблоны, кондукторы. При сборке важно оценить сложность сварной конструкции, ее возможную подвижность. Избежать прожогов помогают съемные или дополнительные прокладки толщиной до 4 мм из неплавящихся материалов. Работа с накладками будет уверенной, скорость проходки можно увеличить на 20–30%.
Способ сварки «в лодочку» вертикальным электродом при выполнении угловых швов предпочтительнее. Создаются условия для провара корня таврового соединения по всей длине. Зазор между деталями не должен превышать 10% толщины заготовки.
Многое зависит от правильности розжига дуги – в 3-4 мм от вершины угла. Поднимают ее на высоту катета, задерживают для проплавки углов.
Обозначение на чертеже
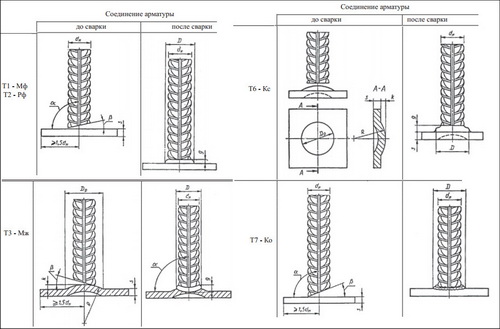
По стандартам для всех видов сварки на чертежах тавровое соединение обозначается буквой Т, далее идет классификационный номер шва, предполагающий тип его создания. Для наглядности все условные обозначения сведены в таблице.
| Обозначение углового шва | Вид углового шва | Скосы кромок |
| Толщина свариваемых деталей от 2 до 40 мм | ||
| Т1 | Односторонний простой. | — |
| Толщина свариваемых деталей от 15 до 100 мм | ||
| Т2 | Односторонний прерывистый. | — |
| Т3 | Двухсторонний. | |
| Т4 | Двухсторонний с шахматным расположением. | — |
| Толщина свариваемых деталей от 30 до 120 мм | ||
| Т5 | Двухсторонний прерывистый. | — |
| Толщина свариваемых деталей от 3 до 60 мм | ||
| Т6 | Односторонний; | скошена со стороны шва. |
| Т7 | Двухсторонний; | скошена с одной стороны. |
| Толщина свариваемых деталей от 8 до 100 мм | ||
| Т8 | Двухсторонний; | криволинейно скошена с одной стороны на 2/3 толщины детали. |
| Т9 | Двухсторонний; | симметричные с 2 сторон. |
| Толщина свариваемых деталей от 12 до 100 мм | ||
| Т10 | Двухсторонний; | симметричные с 2 сторон. |
| Т11 | Двухсторонний; | симметричные с 2 сторон криволинейно скошенные. |
Криволинейные скосы с неровной поверхностью обеспечивают формирование сложного шовного валика таврового стыка. При шахматной укладке величина второго зазора больше, чем первого. При двухсторонней разделке кромок образуется прочное тавровое соединение, работающее на излом.

Виды тавровых швов, указанные в таблице, применяются при монтаже различных сварных конструкций. Существует система дополнительных знаков, обозначающих дополнительную обработку швов, размер катета, длину провариваемого участка. Эта информация указывается на выносных стрелках.
техника и правила сваривания труб, а также в вертикальном, нижнем, потолочном положениях; технология и особенности выполнения
 Тавровое соединение – это соединение двух деталей, расположенных под углом друг к другу, т.е. торец одной детали прилегает к боковой поверхности другой под углом 90 градусов. Простыми словами – к горизонтально лежащей детали приваривается вертикальная, образуя букву “Т”. Такие соединения могут быть без разделки кромок, с односторонней и двусторонней разделкой. Тавровые соединения используются при дуговой сварке, свариваются очень удобно в горизонтальном и вертикальном положении, удобнее всего в наклонном (в лодочку).
Тавровое соединение – это соединение двух деталей, расположенных под углом друг к другу, т.е. торец одной детали прилегает к боковой поверхности другой под углом 90 градусов. Простыми словами – к горизонтально лежащей детали приваривается вертикальная, образуя букву “Т”. Такие соединения могут быть без разделки кромок, с односторонней и двусторонней разделкой. Тавровые соединения используются при дуговой сварке, свариваются очень удобно в горизонтальном и вертикальном положении, удобнее всего в наклонном (в лодочку).
Где применяется

Двустороннее с разделкой кромок
Применение таврового соединения весьма широкое: в автомобилестроении, в строительных конструкциях (фермы, опоры, колонны, стойки), металлическая мебель (лавки-скамейки, столы, этажерки), мосты и путепроводы, газопроводы, нефтепроводы, системы водоснабжения, теплоснабжения зданий и сооружений.
Преимущества и недостатки
Тавровое соединение самое распространенное, одно из самых прочных. Данное соединение позволяет получать изделия и конструкции сложной формы. Расположение деталей буквой «Т» обеспечивает дополнительную жесткость конструкции. Качественно выполненная работа гарантирует практичность и надежность.
Недостатком такого соединения могут являться дефекты:
Такие дефекты зависят от качества выполнения работы. Низкая квалификация рабочего непосредственно станет причиной дефектов, но не мало важно и оборудование, расходные материалы (сварочные аппараты, проволока, электроды, защитный газ). Сам процесс является опасным, вы должны соблюдать все правила техники безопасности без исключения.
Техника выполнения, особенности
Для всех сварных соединений техника выполнения будет стандартная, важно учесть способ сварки. Тавровое соединение удобное, легко формировать шов, контролировать размер катета и внешний вид шва.
Перед началом работы производится технологическая подготовка поверхности, иначе наличие загрязнений и ржавчины снизит производительность сварочного процесса и приведет к дефектам. При сварке таврового шва электрод располагают в плоскости под углом 30-40 градусов относительно нижней пластины, сделав сборку деталей и прихватив – так соединение не поведет.

Одностороннее с разделкой шва в нижнем положении
Нужно проконтролировать угол между деталями и правильность расположения, если все правильно выполнено, то можно приступать непосредственно к сварке. Возбуждаем электрическую дугу и наклонив электрод немного к себе ведем его в одном положении, двигаться следует аккуратно ванной назад, совершая колебательные движения вдоль оси шва для расплавления кромок. Это нужно для того, что бы избежать непровара угла и одной из сторон детали. Можно нанести метку над углом на верхней пластине за границы которой электрод не должен будет выходить, так получится более ровный шов.
Техники сварки таврового соединения в различных положениях несколько отличаются друг от друга.
К сведению! Рассматривая технику сварки, можно сразу отметить, что легче всего выполнять сварку в нижнем положении, или положении «в лодочку». Поэтому если есть такая возможность, то рекомендуется повернуть сварную конструкцию так, что бы сварные швы выполнять в нижнем положении.
После выполнения сварки зачищается шлак и обрабатывается поверхность металлической щеткой или другими приспособлениями.
Рекомендации
Если сваривать тавровым соединением тонкую и толстую пластину, то угол наклона электрода относительно толстой пластины будет примерно 60 градусов. Чтобы больше металла “стягивать” с толстой части на тонкую.
Также желательно просушить свариваемые поверхности для лучшего качества сварного шва.[ads-pc-2][ads-mob-2]
Сварка труб
Опираясь на ГОСТ16037-80, который распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой, правильно будет сказать, что в нем таврового соединение нет. Все швы, которые называют тавровыми, относятся к угловым. Однако, когда к торцу трубы приваривается заглушка из пластины или фланец, это будет являться тавровым соединением. По большому счету, что бы не спорить по этому поводу, необходимо понимать, что тавровое соединение деталей труб или любого другого металлопроката выполняется угловым швом и техника сварки трубопроводов сводится к технике сварке угловых швов.

Прежде всего нужно остановиться на подготовке труб перед сваркой таврового соединения. Трубы должны соответствовать всем требованиям и не иметь дефектов, загрязнения и ржавчины, после чего можно выполнять сварку.
Следует выполнить прихватки, для труб диаметром до 300 мм хватит 4 равномерно расположенных прихваток. Для более широких труб прихватки выполняются с одинаковым интервалом по всему диаметру. Торец одной трубы необходимо выкроить определенным образом что бы он плотно прилегал к боковой поверхности другой трубы. Для труб с небольшим диаметром сделать это не очень сложно при помощи нескольких манипуляций болгаркой. Другое дело, когда предстоит работа с трубами больших диаметров. В данном случае, как правило, при разметке применяются различные шаблоны и развертки.
Видео
Полезные ролик о том, как можно резать трубы для приваривания их торцом к боковине.
[ads-pc-3][ads-mob-3]
Далее выполняется сборка деталей на прихватки или в сборочно-сварочном приспособлении. Сварка соединения труб может выполняться как в поворотном положении (есть возможность вращения стыка вокруг своей оси) так и в неповоротном (нет возможности вращения стыка вокруг своей оси). Сваривая трубы, сварной шов приходиться выполнять по криволинейной поверхности, что несколько усложняет процесс. Необходимо стык разделить на участки и выполнять сварку за несколько приемов.
ВАЖНО! При этом нужно обеспечивать переплавление ранее наплавленного шва.
Сварной шов в зависимости от толщины стенки трубы выполняется за один или несколько проходов. Следует обратить внимание на состав труб и подобрать подходящие электроды. Сварной шов на трубах должен быть идеальный, в обязательном порядке проверяется наличие дефектов. Если дефекты имеются, то их исправляют.
Профильные трубы используются для ограждений, каркасов, различных металлических конструкций.
Совет! При соединении желательно убедиться в ровном срезе, иначе появится зазор, который придется сваривать отрывисто.
При тавровом соединении профильных труб так же выполняются прихватки. Электрод ведется под углом колебательными движениями снизу вверх. После сварки зачищается шлак.
Видео
В вертикальном положении
При тавровом соединении в вертикальном положении сварочный ток устанавливается более высоким для хорошего проплавления, сварку нужно выполнять снизу вверх с отрывом дуги.
К сведению! Вертикальные швы выполняются как с отрывом дуги, так и на проход. Это зависит от различных факторов: толщина металла, способ сварки, марка электрода.
Движение электрода выполняют петлями, уголками, дуговыми колебаниями и т.д., положение электрода должно быть 45 градусов, иногда сварку выполняют сверху вниз. Разжигая дугу, электрод держим перпендикулярно к свариваемой поверхности, такая техника сварки не удобна и нужно тщательно контролировать сварочную ванну. Для контроля ванны необходимо снизить сварочный ток, что бы не перегревать металл, электроду необходимо задать правильное положение, что бы давление дуги поддерживало жидкий металл, а не способствовало его стеканию в низ. Сварка производится на короткой дуге что бы расстояние между торцом электрода и деталью было минимальным.
https://youtu.be/U526FdTC1r4
В нижнем положении
Выполняя сварку в нижнем положении результата сварщик может достигнуть более высокого качества, ток должен быть выше, если полярность прямая и ниже, если полярность обратная.

Соединение вертикальное с разделкой кромки, шов в нижнем положении
Положение электрода направлено в корень сварного соединения, длина дуги меньше при сварке на обратной полярности, вести электрод нужно равномерно, не упуская сварочную ванну.
Прежде всего, необходимо правильно настроить параметры сварки, диаметр электрода, сила тока, что бы процесс сварки протекал стабильно. Электрод нужно расположить так, что бы он в одной плоскости располагался по биссектрисе между поверхностями деталей, а в другой плоскости наклонен в сторону его перемещения.
Сварочная дуга должна гореть по стыку деталей. Перемещать электрод необходимо с равномерной скоростью, так что бы кромки деталей успели расплавляться, а сварной шов сформироваться с нужным катетом. В случае необходимости получении шва с большим катетом необходимо дополнительно выполнять колебательные движения торцом электрода. Так же сварной шов может выполняться за несколько проходов, но при этом требуется тщательная зачистка от шлака после каждого прохода.
Видео
В потолочном положении
Для потолочного положения техника такая же, как и для нижнего положения только в зеркальной проекции. Основная сложность заключается в том, что расплавленный металл стремится вытекать из сварочной ванны.
Для предотвращения этого необходимо несколько снизить сварочный ток, что бы уменьшить тепловую мощность сварочной дуги.
Сварку следует выполнять на короткой длине дуги. Так же необходимо помнить, что в потолочном положении большое количество брызг раскаленного металла и шлака будет лететь на сварщика, что требует строгого соблюдения правил техники безопасности, правильной спецодежды и головного убора.
[ads-pc-4][ads-mob-4]
Правила сварки
При тавровом соединении нужно избегать непроваров, следует правильно перемещать электрод, предотвращая появление дефектов. В основном электрод располагается в плоскости ровно между привариваемыми деталями. Направлять электрод нужно снизу вверх (поднимать расплавленый метал и смешивать его с электродным расплавлением) по простой причине того, что расплавленный метал будет стекать на нижний.
Лучше всего наклонить поверхности под углом 45 градусов ( сварка в лодочку), тогда шов получится правильного сечения и работать под таким углом будет проще.
Не забудьте! Так же нужно учитывать зазор, для хорошего проплавления.
 Прежде чем начать сварку, обязательно делаются прихватки. Предварительно измеряется конструкция, углы соединений должны быть 90 градусов. Перед работой нужно настроить ток, подобрать нужный электрод, обратить внимание на свариваемые поверхности, запастись нужными знаниями и практикой. Обязательно ознакомиться с техникой безопасности и приобрести нужную рабочую форму.
Прежде чем начать сварку, обязательно делаются прихватки. Предварительно измеряется конструкция, углы соединений должны быть 90 градусов. Перед работой нужно настроить ток, подобрать нужный электрод, обратить внимание на свариваемые поверхности, запастись нужными знаниями и практикой. Обязательно ознакомиться с техникой безопасности и приобрести нужную рабочую форму.
Оборудование
Для упрощения и процесса сборки и повышения производительности изготовления изделий при помощи сварки широко применяются различные сборочно-сварочные приспособления. По большей части сборка тавровых соединений деталей производиться на специальных столах – стапелях, оборудованных универсальными зажимами, фиксирующими и установочными устройствами. Они обеспечивают четкое и точное расположение деталей в нужном месте конструкции и под заданным углом. Также применяются различные шаблоны и кондукторы в зависимости от сложности сварной конструкции.
Виды сварочных швов — горизонтальные — вертикальные
СодержаниеСварочный шов — линия расплавленного металла на кромках двух стыкующихся конструкций, возникающая в результате воздействия на сталь электрической дуги. Тип и конфигурация швов подбирается для каждого случая индивидуально, ее выбор зависит от таких факторов как мощность используемого оборудования, толщина и химический состав свариваемых сплавов. Такой шов также возникает при сварке полипропиленовых труб паяльником.

Сварной шов
В данной статье рассмотрены виды сварочных швов и технология их выполнения. Мы изучим вертикальные, горизонтальные и потолочные швы, а также узнаем, как выполняется их зачистка и проверках на предмет дефектов.
Классификация сварочных швов
Классификация швов на разновидности выполняется по многим факторам, основным из которых является тип соединения. По данному параметру швы делятся на:
- шов встык;
- шов внахлест;
- тавровый шов.
Рассмотрим каждый из представленных вариантов подробнее.
Читайте также: «Устройство и разновидности зубодолбежных станков».
к меню ↑
Стыковое соединение
Данный способ соединения применяется при сварке торцевых частей труб, квадратного профиля и листового металла. Соединяющиеся детали размещаются так, чтобы между их кромками оставался зазор в 1.5-2 мм (желательна фиксация деталей струбцинами). При работе с листовым металлом, толщина которого не превышает 4 мм, шов прокладывается только с одной стороны, в листах 4-12 мм он может быть как двойным, таки одинарным, при толщине от 12 мм — только двойным.

Способы разделки швов
Если толщина стенок деталей составляет 4-12 мм, необходима механическая зачистка краев и заделка кромок одним из нижеуказанных способов. Соединение особо толстого металла (от 12 мм) рекомендовано выполнять с использованием Х-образной зачистки, другие варианты тут невыгодны из-за потребности в большом количестве металла для заполнения образовавшегося шва, что увеличивает расход электродов.

Многослойные швы
Однако в ряде случаев сварщиком может приниматься решение варить толстый металл одним швом, что требует его заполнения в несколько проходов. Швы такой конфигурации называются многослойными, технология сварки многослойных швов приведена на изображении.
к меню ↑
Соединение внахлест
Нахлесточное соединение применяется исключительно при сварке листового металла толщиной 4-8 мм, при этом пластина проваривается с обеих сторон, что исключает возможность попадания между листами влаги и их последующей коррозии.

Соединение внахлест
Технология выполнения такого шва крайне требовательна к соблюдению правильного угла наклона электрода, который должен варьироваться в диапазоне 15-40 градусов. В случае отклонения от нормы заполняющий шов металл будет смещаться с линии стыка, что значительно снизит прочность соединения.
к меню ↑
Тавровый шов
Тавровое соединение выполняется в форме литеры «Т», оно может выполнятся как с двух, так и с одной стороны. Количество швов и потребность в разделке торцевой части детали зависит от ее толщины:
- до 4 мм — односторонний шов без разделки торцов;
- 4-8 мм — двойной, без разделки;
- 4-12 мм — одинарный с односторонней разделкой;
- более 12 мм — двухсторонний, двойная разделка.

Тавровое соединение
Одной из разновидностей таврового соединения является угловой шов, используемый для соединения двух перпендикулярных либо наклоненных друг к другу листов металла.
В помощь: ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные
к меню ↑
Разновидности швов по пространственному положению
Помимо классификации по типу соединения, швы делятся на разновидности в зависимости от положения в пространстве, согласно которому они бывают:
- вертикальные;
- горизонтальные;
- потолочные.

Вертикальный шов снизу-вверх
Проблемой выполнения вертикальных швов является сползание расплавленного металла вниз, что происходит из-за силы тяжести. Тут необходимо применять короткую дугу — держать торец электрода максимально близко к металлу. Сварка вертикальных швов требует реализации предварительных работ — зачистки и разделки, которые подбираются исходя из типа соединения и толщины металла. После подготовки детали фиксируются в требуемом положении и производится черновое соединение поперечными «прихватами», которые препятствуют смещению заготовок.

Шов сверху-вниз
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»5929285318″>
Сварка вертикального шва может выполняться как сверху-вниз, так и снизу-вверх, в плане удобства работы последний вариант предпочтителен. Электрод необходимо удерживать перпендикулярно по отношению к соединяемым деталям, допустимо опирать его на кромки сварного кратера. Движение электрода выбирается исходя из требуемой толщины шва, наиболее прочный стык достигается при поперечном смещении электрода из стороны в сторону и при петлеобразном колебании.

Горизонтальный шов
На вертикальных плоскостях швы горизонтального типа выводятся слева-направо либо справа-налево. Сварка горизонтальных швов осложняется стеканием ванны вниз, что требует поддерживания значительного угла наклона электрода — от 80 до 900. Чтобы не допустить наплыва металла в таких положениях необходимо перемещать электрод без поперечных колебаний, способом узких валиков.
Скорость движения электрода подбирается так, чтобы центр дуги проходил по верхней границе шва, а нижний контур расплавленной ванны не доходил до верхнего торца предыдущего валика. Особое внимание тут необходимо уделить верхней кромке, наиболее подверженной образованию различных дефектов. До начала сварки последнего валика нужно обязательно очистить сформированный шов от шлака и нагара.
Наиболее трудными в исполнении являются потолочные швы. Поскольку в таком пространственном положении расплавленная ванна удерживается исключительно поверхностным натяжением металла, сам шов необходимо делать максимально узким. Стандартная ширина валика — не более двукратной ширины используемых электродов, при этом в работе нужно применять электроды диаметром до 4 мм.
При прокладывании шва электрод необходимо удерживать под углом от 90 до 1300 к соединяемым плоскостям. Валик формируется колебательными движениями электрода от кромки до кромки, при этом в крайнем боком положении электрод задерживается, что позволяет избежать подрезов. Отметим, что сварщикам без опыта за потолочные швы браться не рекомендуется.
В помощь: ГОСТ 2.312-72 Условные изображения и обозначения швов сварных соединений
к меню ↑
Технология сварки потолочных швов (видео)
к меню ↑
Зачистка и контроль дефектов
После формирования шва на поверхности соединенных деталей остается шлак, капли расплавленной стали и окалины, при этом сам шов может иметь выпуклую форму и выступать над плоскостью металла. Устранить данные недочеты позволяет зачистка, которая осуществляется поэтапно.
Первоначально посредством молотка и зубила нужно удалить окалину и шлак, далее с помощью болгарки, укомплектованной абразивным диском, либо шлифовальной машинки, выравниваются соединенные плоскости. Зернистость абразивного круга выбирается исходя из требуемой гладкости поверхность.

Разновидности дефектов
Дефекты сварного шва, часто встречающиеся у неопытных специалистов, как правило являются следствием неравномерного движения электрода либо неправильно выбранной силы и величины тока. Некоторые дефекты являются критичными, некоторые можно исправить — в любом случае контроль шва на предмет их наличия является обязательным.
Рассмотрим, какие дефекты бывают и как выполняется их проверка:
- Непровар — недостаточное заполнение стыка расплавленным металлом, значительно снижает прочность соединения. Причины: слабый ток, чрезмерная скорость перемещения электрода. После корректировки тока и снижения длины дуги дефект устраняется.

Непровар
- Подрез — наличие расположенной вдоль шва канавки. Причина — чрезмерно длинная дуга, из-за которой шов получается максимально широким, но при этом металл не прогревается из-за недостаточной температуры и быстро отвердевает по краям. Проблема лечится уменьшением дуги либо увеличением силы тока.
Подрез
- Прожог — наличие сквозного отверстия на стыке. Причины — большая сила тока, низкая скорость перемещения электрода, чрезмерный зазор между торцами деталей. Дефект устраняется подбором правильного режима сварки.
Прожог
- Наличие на шве пор, хаотично разбросанных по всей длине стыка. Такие дефекты образуются при сварке в среде защитных газов из-за наличие сквозняка, сдувающего газовое облако с рабочей зоны, либо при недостаточной очистке металла от ржавчины.
Поры




Также могут образовываться дефекты в виде трещин, которые появляются на стадии остывания металла. Трещины бывают двух конфигураций — направленные поперек либо вдоль шва. В зависимости от времени образования трещины классифицируются на горячие и холодные, последние появляются после отвердевания стыка из-за чрезмерных нагрузок, которые конкретный тип шва не может выдержать.
В помощь: ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением
Холодные трещины являются критическим дефектом, который может привести к полному разрушению соединения. В случае их образования необходимо выполнить повторную сварку поврежденных мест, если их слишком много — шов нужно срезать и сделать заново.
data-full-width-responsive=»true»
data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
Сварка тавровых соединений — тавровые сварные соединения
Для каждого конкретного случая сварки выбирается тип соединителя, который учитывает необходимые параметры питания и особенности дизайна изделия. Т-сварка активно используется при проектировании металлоконструкций, где компоненты должны быть соединены под прямым углом.
Основная характеристика этого сорта заключается в том, что детали заключены в букву «Т», а некоторые перпендикулярны другим. Сфера применения таких отношений обычно не очень широка, поэтому нужно усиливать продукт и общаться с разных сторон.
Тавровые сварные соединения имеют хорошую прочность, но если для этой части планируется большая нагрузка, второй конец вертикально вытянутой основной секции должен быть сделан к опоре. Это помогает исправить все и предотвратить деформацию.
Существуют различные классификации сварных соединений по ГОСТ. Это зависит от специфики реализации, но по сути никак не меняется. В любом случае, они остаются простыми частями, которые сварены вместе.
Область применения
Тавровые сварные соединения можно найти во многих металлических конструкциях с высокими требованиями, которые требуют сварочных барьеров, металлических фитингов и рам для создания различных лучей с потолком. Широко используется в профессиональной деятельности.
Часто они сделаны для усиления конструкции дополнительными накладками, балками и другими элементами, что облегчает и упрощает их выпрямление. Это можно сделать во время и после первоначальной установки металлической конструкции.

Преимущества
Основными преимуществами являются:
- Обеспечивает связь в трудных местах, которые в противном случае были бы невозможны.
- Область контакта может быть поцарапана с любой стороны, увеличивая ее прочность.
- Может использоваться для объединения более тонких и тонких частей.
- Нет необходимости использовать дополнительные прокладки, потому что при надежном креплении можно прошить только приклад.
- После работы с такими комбинациями, конструкция может выдержать немалый вес.
Недостатки
Есть также некоторые недостатки, которые усложняют использование шитья в некоторых областях.
К ним относятся:
- Сложность соединения должна быть стабилизирована перед сваркой детали (если это недостаточно надежно, геометрия конструкции нарушается).
- Многие детали, особенно с двойными швами, трудно сваривать из-за высокого риска возникновения деформации.
- При использовании в профессиональной области всегда требуются точные первоначальные расчеты тройных сварных соединений, чтобы не было опасности во время работы.
Заключение
Тавровые сварные соединения широко используются в современной сварке.
Для них вам нужно использовать индивидуальный подход, чтобы подготовить себя к лучшим результатам. Соединение тройника всегда достойно адаптации к условиям работы, толщине металла, рабочим материалам и другим факторам.
типы стыков, способы и техника нанесения
Сварка – один из основных методов скрепления двух элементов, а сварочные швы – зоны, соединяющие две металлические заготовки между собой. Получаются такие спайки в ходе расплавления и последующего остывания стали.
Хороший сварщик должен знать виды сварных соединений и уметь наносить все разновидности швов. Без этих навыков невозможно изготовить качественную и долговечную конструкцию.
 Сварочные швы
Сварочные швыТипы стыков
Сварные швы делятся на 5 вариаций:
- нахлёсточные;
- параллельные;
- стыковые;
- угловые;
- т – образные.

Сварочные швы и их разновидности
Нахлёсточные часто используют для создания резервуаров цилиндрической формы, которые планируется эксплуатировать в горизонтальном или вертикальном положении. Свариваемые элементы накладываются внахлёст, но полностью не перекрываются. В итоге получается структура, которая похожа на ступеньку. С торцевых сторон деталей наносятся сварочные швы.
Параллельные способы нанесения применяют для увеличения прочности структуры. Оба составляющих плотно прикладываются друг к другу и скрепляются сваркой со стороны рёбер. Данным приёмом можно укрепить конструкции, на наружность которых будет приходиться сильное механическое воздействие. Однако такую технологию запрещено использовать в ремонте движущихся механизмов.

Угловой шов
Стыковая версия является самой популярной. Свариваемые части должны находиться в одинаковой плоскости, одна напротив другой. Такой стык используется для скрепления водопроводных труб, дымоходов, хранилищ или стальных колонн. Также эту систему эксплуатируют в машиностроении, при изготовлении воздушного и водного транспорта, на военных заводах. Да, и создание подобной «склейки» требует минимум средств и времени.
Угловые виды сварных швов хорошо применимы для скрепления нескольких заготовок, которые необходимо расположить под прямым углом. Заготовка делается следующим образом: под углом 90° устанавливаются детали (в виде символа «Г»), а в месте примыкания краёв накладывается сварной шов. Эта сварка распространена как в промышленности, так и в частном хозяйстве. А с её помощью можно изготовить прочные опоры или котлы.

Тавровый шов
Т – образный или тавровый сварной шов не похож на другие, поскольку готовая часть будет выглядеть как буква «Т». Неопытному человеку будет трудно создать подобное, поскольку в процессе важно учитывать ограничения, относящиеся к удержанию электрода (рекомендуется придерживаться угла в 60°). При этом толщина соединяемых листов может отличаться. Также для выполнения потребуется больше проволоки, а сваренные тавровым методом элементы могут выйти с дефектами.
Техника работы
Движение стержня по сплошной линии будет недостаточно для хорошей сварки, и чтобы стать мастером своего дела, нужно понять технику использования аппарата. Главные особенности технологии – постоянный контроль зазора между составляющими. Если расстояние будет слишком маленьким, то сталь плохо прогреется, что негативно отразиться на его крепости. Следует контролировать и скорость ведения штатива, и основную процедуру спайки. Главное, чтобы расплавленный металл равномерно распределялся по канавке.

Характеристики сварного шва
Как правильно накладывать шов:
- Варить круговыми или зигзагообразными движениями. Траектория должна сохранятся на протяжении всей спайки.
- Держать ручку под правильным углом. Чем острее наклон, тем меньше глубина пропарки.
- Контролировать темп передвижения электрода. Тут всё зависит от напряжения аппарата. Большой ток позволяет двигать держатель с большей скоростью, а швы в итоге будут более тонкими.
- Грамотно выбрать слои спайки. В стыковых местах можно сделать несколько рядов, однако, этой методикой чаще изготавливают тавровый сварной шов.
Учёт этих правил поможет достичь желаемого результата, и специалист безошибочно произведёт любые виды сварочных швов.
Способы нанесения
К методам нанесения относятся:
- Горизонтальный тип. По правилам можно наносить шов как с права на лево, так и в обратную сторону. Тут важно соблюдать приемлемый угол наклона, поскольку излишки расплавленного металла будут вытекать наружу. Если у человека мало навыков, то всю процедуру можно выполнить за 2-3 прохода.
- Вертикальный тип. Рабочая поверхность может располагаться в потолочной или настенной зонах. Сварочные соединения также можно делать двумя методиками: сверху вниз, и снизу вверх. Однако выбирать лучше первый вариант, поскольку тепло от дуги способствует высокому прогреванию сплава.
- Потолочный тип. Выполнять весь процесс нужно очень быстро, сохраняя стабильный темп ведения стержня. Также для сохранения сплава в шве потребуется делать вращательные движения. Следует отметить, что текущая разновидность является самой сложной, и приступать к работе следует после получения необходимого опыта.

Типизация сварочных швов по способу нанесения
С первого раза тяжело понять, какие бывают разновидности, и изучить все технологии. Но регулярная практика сделает из любого новичка настоящего профессионала.
Основные виды сварных соединений и швов
Приветствую вас, уважаемые читатели. В сегодняшней статье мы расскажем вам об основных видах сварных соединений и швов. Многие специалисты сварочного производства называют данные соединения сварными, некоторые – сварочными, хотя от этого смысл не меняется.
В этой статье они так же будут упоминаться по разному, в зависимости от оборота речи, но помните: сварной и сварочный по отношению к соединениям и швам – это одно и то же.
Сварные соединения и швы классифицируются по нескольким признакам
Существует ряд типов сварных швов в зависимости от вида соединения:
- — шов стыкового соединения
- — шов таврового соединения
- — шов нахлесточного соединения
- — шов углового соединения
Стыковое соединение
Стыковое соединение представляет собой соединение двух листов или труб их торцевыми поверхностями. Данное соединение является самым распространенным, благодаря меньшему расходу металла и времени на сварку.
Стыковое соединение может быть, в зависимости от расположения шва:
- — Односторонним
- — Двусторонним
По подготовке соединения под сварку, в зависимости от толщины свариваемых изделий:
- — Без скоса кромок
- — Со скосом кромок
Одностороннее соединение без скоса кромок предполагает сварку листов толщиной до 4 мм (исключение — процесс Laser Hybrid Weld). Двусторонне соединение бес скоса кромок рекомендуется выполнять при сварке толщин до 8 мм. В обоих случаях для обеспечения качественного провара, необходимо делать небольшой зазор при соединении листов под сварку, оклоло 1- 2 мм.
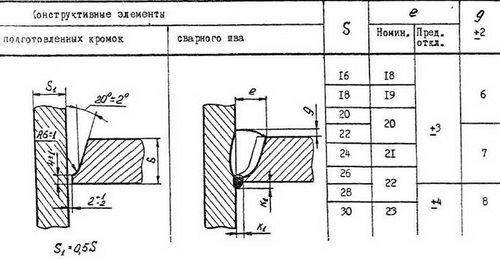
Скос кромок при одностороннем сварном соединении рекомендуется делать при толщинах от 4 до 25 мм. Наиболее популярным является соединение со скосом кромок V-образного типа. Менее популярными, но также применяются односторонние скосы кромок и скосы U-образного типа. Для предотвращения возможностей прожогов во всех случаях делается небольшое притупление кромок.
При толщинах от 12 мм и более при двусторонней сварке рекомендуется делать X-образную разделку, которая имеет ряд преимуществ перед V-образной разделкой. Эти преимущества заключаются в уменьшении объема требуемого металла для заполнения разделки (почти в 2 раза), и соответственно увеличении скорости сварки и экономии сварочных материалов.
Тавровое соединение
Тавровое соединение представляет собой два листа, когда между ними образуется соединение в виде буквы «Т». Как и в случае со стыковыми соединениями, в зависимости от толщины металла выполняется сварка с одной или с обеих сторон, с разделкой или без. Основные типы таврового сварного соединения представлены на рисунке.
Некоторые советы по сварке таврового соединения:
- 1. При сварке таврового соединения тонкого металла с более толстым, необходимо, чтобы угол наклона электрода или сварочной горелки был около 60° к более толстому металлу. Как это показано ниже:
- 2. Сварку таврового соединения (и углового в такой же степени) можно значительно упростить, расположив его для сварки «в лодочку». Это позволяет проводить сварку преимущественно в нижнем положении, увеличивая скорость сварки и уменьшая вероятность появления подрезов, которые являются очень частым дефектом таврового сварного соединения, наряду с непроваром. В некоторых случаях одного прохода будет недостаточно, поэтому для заполняющих швов требуется осуществлять колебания горелки.
Сварка «в лодочку» используется также при автоматической и роботизированной сварке, где изделие кантуется при помощи специального кантователя в нужное для сварки положение.
- 3. В настоящее время существуют специальные сварочные процессы для увеличенного проплавления. Применяя их, можно добиться односторонней сварки достаточно толстого металла с гарантированным проваром и формированием обратного валика с другой стороны. Подробнее о сварочном процессе Rapid Weld можно ознакомиться здесь. О сварочном оборудовании для односторонней сварки таврового шва с обратным вормированием валика можно узнать в разделе «сварочный полуавтомат QINEO TRONIC PULSE»
Соединение внахлестку
Данный тип соединения рекомендуется применять при сварке листов толщиной до 10 мм, причем сваривать листы требуется с обеих сторон. Делается это из-за того, чтобы не было возможности попадания влаги между ними. Так как сварочных швов при этом соединении два, то соответственно увеличивается и время на сварку и расходуемые сварочные материалы.
Угловое соединение
Угловым сварочным соединением называют тип соединения двух металлических листов, расположенных друг к другу под прямым или другим углом. Данные соединения также могут быть со скосом кромок или без, в зависимости от толщин. Иногда угловое соединение проваривается и изнутри.
Классификация по другим признакам
Сварные соединения и швы также классифицируют по другим признакам.
Типы соединений по степени выпуклости:
- — нормальные
- — выпуклые
- — вогнутые
Выпуклость шва зависит как от применяемых сварочных материалов, так и режимов сварки. Например, при длинной дуге шов получается пологим и широким, и, наоборот, при сварке на короткой дуге шов получается более узким и выпуклым. Так же на степень выпуклости влияет скорость сварки и ширина разделки кромок.
Типы соединений по положению в пространстве:
- — нижнее
- — горизонтальное
- — вертикальное
- — потолочное
Наиболее оптимальным для сварки является нижнее положение шва. Поэтому при проектировании изделия и составлении технологии сварочного процесса следует это учитывать. Сварка в нижнем положении способствует высокой производительности, является наиболее простым процессом с получением качественного сварного шва.
Горизонтальное и вертикальное положение сварного соединения требует от сварщика повышенной квалификации, а потолочное является наиболее трудоемким и не безопасным.
Типы сварных соединений по степени протяженности:
- — сплошные (непрерывные)
- — прерывистые
Прерывистые сварные швы применяются в соединениях, где не требуется герметичности.
Надеюсь, данная информация по типам сварных швов и соединений будет полезна вам и поможет увеличить качество и производительность ваших сварных конструкций при проектировании. А так же поможет сделать сам сварочный процесс безопасным и наиболее оптимальным. Спасибо за внимание, читайте также другие статьи.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Сварка тавровых соединений
 Если невнимательно отнестись к сварочному процессу и неграмотно подготовить свариваемые элементы, их прочность будет недолговечной, и в какой-то момент конструкция разрушится. Особого подхода и профессионализма требует сварка тавровых соединений, так как существуют правила исполнения и методы получения подобных соединений.
Если невнимательно отнестись к сварочному процессу и неграмотно подготовить свариваемые элементы, их прочность будет недолговечной, и в какой-то момент конструкция разрушится. Особого подхода и профессионализма требует сварка тавровых соединений, так как существуют правила исполнения и методы получения подобных соединений.
В процессе сварки соединяются:
- Уголки,
- Металлические листы,
- Квадраты,
- Продукция трубопроката,
- Швеллера,
- Рельсы.
При этом используется ручная электродуговая сварка с различным уровнем мощности. Если же подача электрического тока отсутствует, применяется газопламенная ручная, но для ее выполнения нужно транспортировать тяжелое и объемное оборудование.
Типы соединений элементов с помощью сварочных аппаратов
Нередко виды сварных конструкций требуют предварительной обработки поверхностей, которые будут соединяться. Даже в большинстве технологических процессов заложены всевозможные пазы и освобождения, позволяющие обеспечивать надежность сварного шва. Детали необходимо правильно фиксировать и располагать в пространстве, чтобы быстро и качественно сварить между собой.
Подготовка свариваемых поверхностей может происходить при помощи электрического инструмента – шлифовальных кругов, отрезных кругов. Если нужно обеспечить определенный угол, как раз отрезным кругом можно выполнить подобную работу.
Шлифовальные процедуры позволяют получить гладкие и ровные поверхности на соединяемых элементах.
Обработка может коснуться одной детали, а другая сохраниться в первоначальном виде, и тогда несколько экономится металл. Существует и односторонняя и двусторонняя сварка, и поэтому нужно подбирать виды обработки поверхностей. Сварщики обычно работают с угловыми, тавровыми или сваривают встык.
Разделка швов для достижения качества
Наиболее распространенным вариантом разделки является обработка торцов, когда выполняется скос под определенным углом, и полученное пространство заполняется расплавленным металлом во время сваривания.
Металлические могут иметь толщину от 4 до 25 миллиметров, и для них используется торцевой скос определенной формы. Если же деталь имеет толщину от 12 миллиметров, тогда может потребоваться предварительная двусторонняя разделка.
При использовании разделки уменьшается расход сварных материалов, поэтому данный способ полезен не только для надежности, но и для увеличения экономических показателей.
И сварка тавровых соединений требует дополнительной разделки швов, поэтому нужно предусмотреть предварительную обработку деталей.
Кромка одного элемента должна перпендикулярно прилегать к плоскости другой детали, так что объединение нужно выполнять с обеспечением максимальной прочности и с соблюдением перпендикулярности.
Если толщина металлических элементов меньше или равна 10 миллиметров, разделку применять не обязательно и сварка производится с двух сторон. Кромка металлической детали не обрабатывается, и только контролируется качество поверхности.
Но когда элемент, располагаемый перпендикулярно, обладает меньшей толщиной, чем вторая часть таврового соединения, тогда необходимо выбирать угол расположения электрода.
Требования к сварным швам таврового соединения
Но если сварка тавровых соединений требует высокой степени прочности и это предписано в технологическом процессе, тогда в обязательном порядке исполняется разделка.
Толстая, располагаемая перпендикулярно, должна дополнительно обрабатываться, чтобы сварка позволила добиться качественного совмещения. Пользуются односторонней или двусторонней разделкой, при этом кромка срезается под углом 45 градусов.
Свариваемые элементы, которые превышают своей толщиной 10 миллиметров, свариваются в несколько слоев, таким образом, происходит заполнение всех имеющихся пустот.

Все предварительные виды обработки на производственных предприятиях всегда описываются в технологических процессах, и если в чертеже имеется тавровое соединение, технолог должен подробно расписать методы разделки.
Перед тем, как попасть к сварщику на участок, детали могут обрабатываться слесарями для получения поверхностей, которые впоследствии будут соединяться посредством сварки.
В бытовых условиях все несколько упрощено, и человеку, пытающемуся сварить две детали перпендикулярно, придется самостоятельно принимать решение о предварительной обработке и использовать специальный инструмент.

Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):