Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры – РТС-тендер
ГОСТ 5264-80
Группа В05
Основные типы, конструктивные элементы и размеры
Manual arc welding. Welding joints. Main types, design elements and dimensions
МКС 25.160.40
ОКП 06 0200 0000
Дата введения 1981-07-01
Постановлением Государственного комитета СССР по стандартам от 24.07.80 N 3827 дата введения установлена с 01.07.81
Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС N 11-12-94)
ВЗАМЕН ГОСТ 5264-69
ИЗДАНИЕ (ноябрь 2009 г.) с Изменением N 1, утвержденным в январе 1989 г. (ИУС 4-89), Поправкой (ИУС 9-2009).
1.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. Основные типы сварных соединений должны соответствовать указанным в табл.1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл.2-54.
Таблица 1
Тип соединения | Форма подготовленных | Характер сварного шва | Форма поперечного сечения | Толщина сварива- | Условное обозна- | |
подготовленных кромок | сварного шва | |||||
Стыковое | С отбортовкой кромок | Односторонний | 1-4 | С1 | ||
1-12 | С28 | |||||
С отбортовкой одной кромки | 1-4 | СЗ | ||||
Без скоса кромок | С2 | |||||
Односторонний на съемной подкладке | 1-4 | С4 | ||||
Односторонний на остающейся подкладке | С5 | |||||
Односторонний замковый | 1-4 | С6 | ||||
Двусторонний | 2-5 | С7 | ||||
Без скоса кромок с последующей строжкой | 6-12 | С42 | ||||
Со скосом одной кромки | Односторонний | 3-60 | С8 | |||
Односторонний на съемной подкладке | С9 | |||||
Односторонний на остающейся подкладке | C10 | |||||
Односторонний замковый | С11 | |||||
Двусторонний | С12 | |||||
С криволинейным скосом одной кромки | 15-100 | |||||
С ломаным скосом одной кромки | С14 | |||||
С двумя симметричными скосами одной кромки | 8-100 | С15 | ||||
С двумя симметричными криволинейными скосами одной кромки | 30-120 | С16 | ||||
С двумя несимметричными скосами одной кромки | 12-100 | С43 | ||||
Со скосом кромок | Односторонний | 3-60 | С17 | |||
Односторонний на съемной подкладке | C18 | |||||
Односторонний на остающейся подкладке | 6-100 | С19 | ||||
Односторонний замковый | 3-60 | С20 | ||||
Двусторонний | С21 | |||||
Со скосом кромок с последующей строжкой | 8-40 | С45 | ||||
С криволинейным скосом кромок | 15-100 | С23 | ||||
С ломаным скосом кромок | С24 | |||||
С двумя симметричными скосами кромок | 8-120 | С25 | ||||
С двумя симметричными криволинейными скосами кромок | 30-175 | С26 | ||||
С двумя симметричными ломаными скосами кромок | 30-175 | С27 | ||||
С двумя несимметричными скосами кромок | 12-120 | С39 | ||||
С40 | ||||||
Угловое | С отбортовкой одной кромки | Односторонний | 1-4 | У1 | ||
1-12 | У2 | |||||
Без скоса кромок | 1-6 | У4 | ||||
1-30 | ||||||
Двусторонний | 2-8 | У5 | ||||
2-30 | ||||||
Со скосом одной кромки | Односторонний | 3-60 | У6 | |||
Двусторонний | У7 | |||||
С двумя симметричными скосами одной кромки | 8-100 | У8 | ||||
Со скосом кромок | Односторонний | 3-60 | У9 | |||
Двусторонний | У10 | |||||
Тавровое | Без скоса кромок | Односторонний | 2-40 | T1 | ||
Двусторонний | Т3 | |||||
Со скосом одной кромки | Односторонний | 3-60 | Т6 | |||
Двусторонний | Т7 | |||||
С криволинейным скосом одной кромки | 15-100 | T2 | ||||
С двумя симметичными скосами одной кромки | 8-100 | Т8 | ||||
12-100 | Т9 | |||||
С двумя симметричными криволинейными скосами одной кромки | 30-120 | Т5 | ||||
Нахлесточное | Без скоса кромок | Односторонний | 2-60 | h2 | ||
Двусторонний | h3 | |||||
Таблица 2
Размеры, мм
Условное обозначение | Конструктивные элементы | , не более | ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | |||||
С1 | От 1 до 2 | 0 | +0,5 | От до | От до | 2 +3 | ||
Св. 2 до 4 | +1,0 | |||||||

______________
* Размер для справок.
Таблица 3
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | , не более | |||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | ||||
С28 | От 1 до 2 | От до | 0 | +1 | |||
Св. | |||||||
Св. 6 до 9 | +2 | ||||||
Св. 9 до 12 | +3 | ||||||
 2 до 6
2 до 6
Таблица 4
Размеры, мм
Условное обозначение сварного соединения |
| , не более | ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | |||||
С3 | От 1 до 2 | 0 | +0,5 | От до | От до | 2+3 | ||
Св. 2 до 4 | +1,0 | |||||||

_____________
* Размер для справок.
Таблица 5
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | , не более | ||||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. | |||
С2 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |||
Св. 3,0 до 4,0 | 2 | +1,0 | 8 | 2,0 | ||||
 откл.
откл.
Таблица 6
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | , | , не более | ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
С4 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 4 | 1,0 | ±0,5 | ||

Гост 5264-80 у5 — lestnica-irk.ru
Скачать гост 5264-80 у5 fb2
Повышает эффективность работы инженеров. ГОСТ Ручная дуговая сварка. Основные типы, конструктивные элементы и размеры. Main types, design elements and dimensions. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.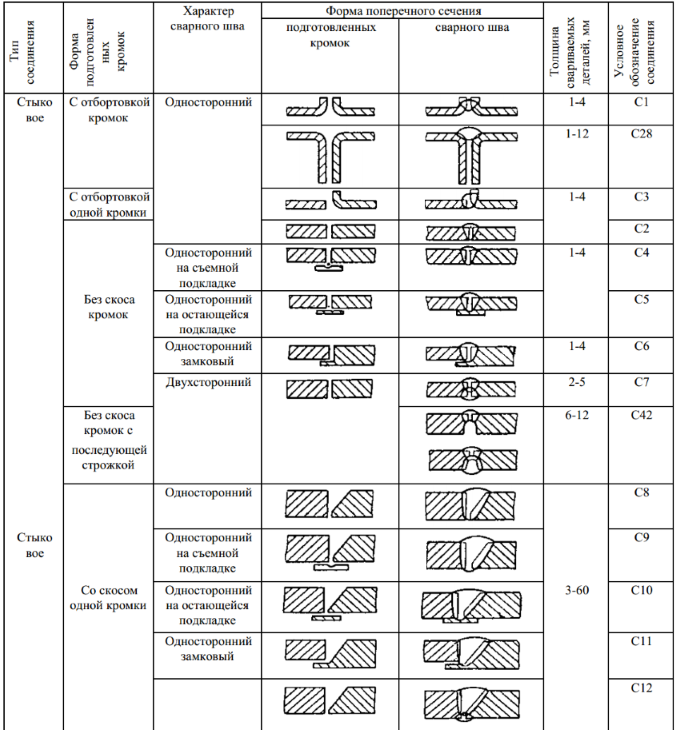
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ Основные типы сварных соединений должны соответствовать указанным в табл. Конструктивные элементы и их размеры должны соответствовать указанным в табл. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва черт. При разности в толщине свариваемых деталей свыше значений, указанных в табл.
При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине. Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
При сварке в положениях, отличных от нижнего, допускается увеличение размера g и g1 не более: При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла. Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.
Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.
Размер и предельные отклонения катета углового шва К, К1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм.
Основные типы, конструктивные элементы и размеры. Main type s, design elements and dimensions. Срок действия с 0 1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной и дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ Основные типы сварных соединений должны соответствовать указанным в табл.
EPUB, EPUB, txt, rtfПохожее:
Порядок, последовательность и направление наложения швов
Порядок, последовательность и направление наложения швовЗагрузка. Пожалуйста, подождите…
Пожалуйста, подождите…
Последовательность и направление наложения швов Для уменьшения коробления свариваемой ванны необходимы определенный порядок и последовательность наложения сварных швов. На рисунке ниже приведен эскиз ванны с размерами, соответствующими примеру оформления отчета. Порядок наложения швов аналогичен во всех вариантах задания. Последовательность может быть разной.
Эскиз металлической ванны с размерамии:
• порядок наложения швов указан большими цифрами,
• последовательность – маленькими цифрами,
• направление сварки – стрелочкой В вариантах с двухсторонними сварными соединениями У5 и У7 листы сначала прихватывают короткими внутренними подварочными швами, расположенными на расстоянии до 250 мм один от другого.
 Затем проваривают внутренний подварочный шов полностью. Подварочными швами соединяют все элементы ванны. После этого ванну переворачивают и выполняют основные наружные швы. В вариантах с односторонними сварными соединениями У4 и У6 внутренние швы не выполняют. Листы прихватывают снаружи. Затем полностью проваривают наружные швы.
Затем проваривают внутренний подварочный шов полностью. Подварочными швами соединяют все элементы ванны. После этого ванну переворачивают и выполняют основные наружные швы. В вариантах с односторонними сварными соединениями У4 и У6 внутренние швы не выполняют. Листы прихватывают снаружи. Затем полностью проваривают наружные швы.Методические указания к практическим занятиям по дисциплине
«Металлы и сварка в строительстве»
В. Ф. Сидоренко, Н. В. Гарбуз, А. А. Верхуша
Кроме статьи «Порядок, последовательность и направление наложения швов» смотрите также:
| 2021-02-22 10:56:36 Просмотров: 4507, Комментариев: 0 |
| Какой сваркой вы чаще пользуетесь? |
Большинство современных сварочных аппаратов имеют в своей конструкции блок выпрямительных диодов, что, в свою очередь, обеспечивает . ..
..
Подробнее…
Неисправности сварочных инверторов чаще всего вызваны либо неграмотной, либо небрежной эксплуатацией, поскольку это достаточно надежные аппараты …
Подробнее…
Заболевание, вызванное действием вредных условий труда, классифицируется как профессиональное заболевание. Профессиональное отравление также относятся к профессиональным …
Подробнее…
Сварочный инвертор «Ресанта-250» является наиболее мощным среди представленных в линейке аналогичных аппаратов производителя. Однако, компактность и …
Подробнее…
Сварка полуавтоматом приобрела значительную популярность благодаря своей простоте и доступности, тем более, что для получения качественного …
Подробнее…
ПОДГОТОВКА И СБОРКА СТЫКОВ ПОД СВАРКУ
Перед началом сварочных работ сварщик обязан проверить комплектность и исправность сварочного оборудования и инструмента.
Сварочные автоматы, полуавтоматы подвергаются ежедневному осмотру перед началом работ.
Руководителю работ необходимо проверять поступающий материал, в комплекте с документацией, при отсутствии документов материал к работе не допускается.
Все сварочные работы должны производиться при определенных температурах окружающего воздуха и влажности.
Рабочий инструмент сварщика должен комплектоваться, учитывая специфику работы. Каждый электросварщик должен иметь индивидуальные средства защиты.
Допуски сборки изделий под сварку зависят от формы, размеров конструкции и ее назначения, а также способа сварки. Обычно допуски под сборку и сварку указываются на чертежах и в технических условиях на изготовление изделия.
Для проверки точности сборки деталей под сварку используются шаблоны, измерительные линейки и щупы, а также универсальные измерители швов.
При сборке необходимо учитывать возможность последующей деформации изделия под влиянием нагрева при сварке и усадке наплавленного металла.
Подготовку кромок под сварку производить при помощи газовой резки, после которой должен быть предусмотрен припуск не менее 1 мм на последующую механическую обработку.
Конструкция сварного соединения должна соответствовать требованиям ГОСТ 14771-76 и чертежа.
На чертеже сварной конструкции каркасной крыши встречаются швы следующих сварных соединений:
У5, Т1, Т3, Н1.
| Условное обозначение сварного элемента | Конструктивные элементы | Способ сварки | s | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин | Пред. откл | |||
| У5 | УП | 3,0-10 | ±1 |
Таблица 4 — Конструктивные элементы шва сварного соединения У5
Таблица 5 — Конструктивные элементы шва сварного соединения Т1
| Условное обозначение сварного элемента | Конструктивные элементы | Способ сварки | s | b | ||
| подготовленных кромок | сварного шва | Номин | Пред. откл откл
| |||
| Т1 | УП | 3,0-10 | ±1 |
Таблица 6 — Конструктивные элементы шва сварного соединения Т3
| Условное обозначение сварного элемента | Конструктивные элементы | Способ сварки | s | b | ||
| подготовленных кромок | сварного шва | Номин. | Пред. Откл. | |||
| Т3 | Т | 3,0-10 | ±1 |
Таблица 6 — Конструктивные элементы шва сварного соединения Н1
| Условное обозначение сварного элемента | Конструктивные элементы | Способ сварки | s | b | ||
| подготовленных кромок | сварного шва | Номин.
| Пред. Откл. | |||
| Н1 | Н | 3,0-10 | ±1 |
СВАРКА
Сварку выполняем частично механизированным способом в среде защитного газа.
Рисунок 1 – Схема сварки
Под режимом сварки понимают совокупность показателей описывающий данный процесс. К параметрам режима сварки в углекислом газе относятся: род тока и полярность, диаметр электродной проволоки, сила сварочного тока, напряжение дуги, скорость подачи проволоки, вылет электрода, расход углекислого газа, наклон электрода относительно шва и скорость сварки.
При сварке в углекислом газе обычно применяют постоянный ток обратной полярности, так как сварка током прямой полярности приводит к неустойчивому горению дуги.
Диаметр электродной проволоки следует выбирать в зависимости от толщины свариваемого металла. Сварочный ток устанавливается в зависимости от выбранного диаметра электродной проволоки.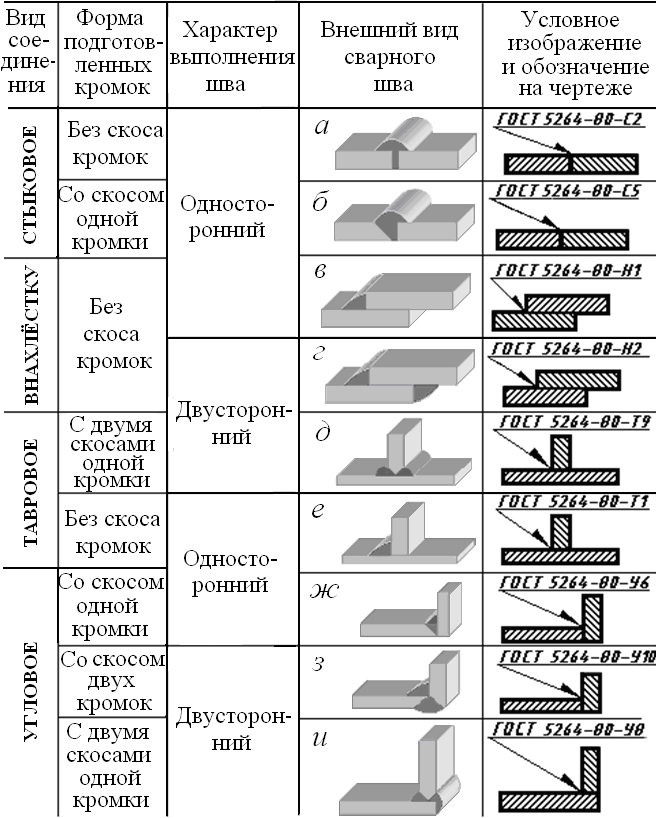
С увеличением силы сварочного тока увеличивается глубина провара и повышается производительность процесса сварки. Напряжение дуги зависит от длины дуги. Чем длиннее дуга, тем больше напряжения на ней. С увеличением напряжения дуги увеличивается ширина шва и уменьшается глубина его провара. Устанавливается напряжение дуги в зависимости от выбранной силы сварочного тока. Скорость подачи электродной проволоки подбирают с таким расчётом, чтобы обеспечивалось устойчивое горение дуги при выбранном напряжении на ней.
Вылетом электрода называется длина отрезка электрода между его концом и выходом его из мундштука. Величина вылета оказывает большое влияние на устойчивость процесса сварки и качества сварного шва. С увеличением вылета ухудшается устойчивость горения дуги и формирования шва, а также увеличивается разбрызгивание. При сварке с очень малым вылетом затрудняется наблюдение за процессом сварки и часто подгорает контактный наконечник. Величину вылета рекомендуется выбирать в зависимости от диаметра электродной проволоки. Кроме вылета электрода, необходимо выдерживать определённое расстояние от сопла горелки до изделия, так как с увеличением этого расстояния возможно попадание кислорода и азота воздуха в наплавленный металл и образования пор в шве. Величину расстояния от сопла горелки до изделия следует выдерживать в приведенных значениях.
Кроме вылета электрода, необходимо выдерживать определённое расстояние от сопла горелки до изделия, так как с увеличением этого расстояния возможно попадание кислорода и азота воздуха в наплавленный металл и образования пор в шве. Величину расстояния от сопла горелки до изделия следует выдерживать в приведенных значениях.
Расход углекислого газа определяют в зависимости от силы тока, скорости сварки, типа соединения и вылета электрода.
Учитывая значения толщин свариваемых элементов проката 4-10 мм, принимаем диаметр электродной проволоки dэ =1,2 мм.
Расчет сварочного тока, А: Icв=(π dэ2α)/4
где α – плотность тока в электродной проволоке, А/мм2 (при сварке в СО2 а=110 ÷ 130 А/мм2; dэ – диаметр электродной проволоки, мм.
Icв=(3,14*(1,2)2*130)/4=147 А.
Механизированные способы сварки позволяют применять значительно большие плотности тока по сравнению с ручной сваркой. Это объясняется меньшей длиной вылета электрода.
Это объясняется меньшей длиной вылета электрода.
Учитывая рекомендуемые режимы сварки принимаем:
Напряжение дуги: Uд=20-22В; Расход СО2: 8-10 л/мин.
При сварочном токе 100 ÷ 150 А длина дуги должна быть в пределах 1,5 ÷ 3,0 мм. Вылет электродной проволоки составляет 8÷15 мм (уменьшается с повышением сварочного тока).
PUK® U5 Устройство для прецизионной сварки пресс-форм и штампов
Отзывы клиентов о PUK®
«Благодаря PUK U5 Mold & Die мы сократили объем аутсорсинга лазерной сварки на 80%. Это также позволило нам стать более эффективными и гибкими в планировании ремонта, исключив необходимость назначать встречу для лазерной сварки. PUK U5 Mold & Die прост в использовании, требует минимального обучения и быстро стал огромным преимуществом для нашего инструментального отдела.»
— Рон Эвинк, супервайзер по инструментам в Royal Technologies
« Мы использовали его трижды, и он уже окупился! Научиться пользоваться им очень легко;
все мои парни пользуются им. Даже те, кто не может использовать традиционный сварочный аппарат TIG.
Даже те, кто не может использовать традиционный сварочный аппарат TIG.
PUK® — ОЧЕНЬ полезный инструмент для любого магазина пресс-форм. «
— Уильям Барнхарт, руководитель инструментального цеха в North American Lighting
« С PUK® U4 мы расширили наши возможности для сварки на заводе, заполнив пробел между микросваркой и лазерной сваркой.Он также предоставил некоторые возможности микросварки в руки многих наших производителей пресс-форм, которые практически не имеют опыта сварки из-за простоты использования и небольшой кривой обучения. Мне очень нравится, что PUK® U4 не нагревает деталь так, как это делает обычный процесс сварки TIG. Это приводит к небольшому или отсутствию провала вокруг сварного шва, что делает ремонт практически незаметным. Мы используем PUK® U4 для сварки линий разъема, царапин, заполнения небольших пустот и т. Д. PUK® U4 окупил себя в кратчайшие сроки благодаря нашей способности значительно сократить время оборачиваемости инъекции. пресс-форма обратно в производство.»
пресс-форма обратно в производство.»
— Майк Секульски, ООО «Зейтц».
«Мы добавили сварочный аппарат PUK U4 в наш отдел ремонта пресс-форм и очень довольны результатами. Обычно в прошлом нам приходилось отправлять все мелкие детали для сварки на лазерную сварку. PUK U4 позволял мы оставили некоторые мелкие доработки дома. Это позволило быстрее развернуть работу и снизить затраты, так как нам не нужно отгружать объект. Мы экспериментировали с несколькими различными основными материалами и добились хороших результатов с сварным швом для минимальной раковины и совпадение цветов.Основными материалами, которые мы протестировали, являются: P-20, нержавеющая сталь 15-5, Mold Max (медь) ».
— декан Кивисто, Windsor Mold Group.
TBI Технология | Предложение
TBI Technology | Предлагает- Домашняя страница
- Инженер-механик
- CATIA Разработка готовых деталей — FPD
CATIA Разработка готовых деталей — FPD
CATIA проектирование сборных деталей — FPD
CATIA Fabricated Part Design обеспечивает быстрое проектирование деталей из листового металла за счет учета капитализированных ноу-хау и производственных ограничений на ранних этапах процесса проектирования.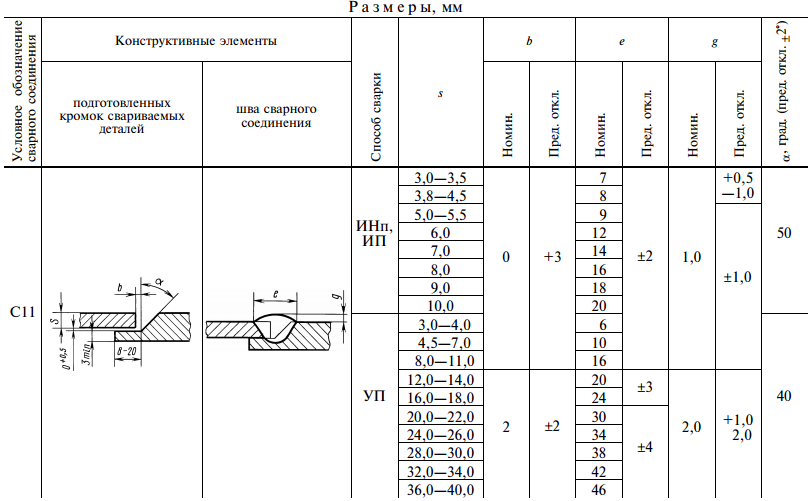 Это обеспечивает полное соблюдение правил и стандартов компании для эффективного производства.
Это обеспечивает полное соблюдение правил и стандартов компании для эффективного производства.
Верстак Weld Design позволяет выполнять проектирование сложных сварных узлов на основе определений процессов и правил. Классические или определяемые пользователем сварные швы и подготовка деталей создаются в 3D, с ассоциативными аннотациями и правыми символами, созданными на 2D-чертежах.
CATIA проектирование сборных деталей — FPD
CATIA проектирование сборных деталей — FPD
Выбрать информацию
ОписаниеТехнические данныеСвязанный Описание Технические данные СвязанныйВозможности
- Администратор определяет среды для каждого типа пользователей.
 Это гарантирует, что пользователи будут использовать правильные элементы из определенных внешних ресурсов, таких как таблицы дизайна, каталоги или наборы правил. Профили, толщину листа, радиус изгиба и цвета можно эффективно контролировать, а правила знаний могут быть созданы автоматически. Такое управление и повторное использование корпоративных ноу-хау увеличивает производительность и обеспечивает более высокое качество.
Это гарантирует, что пользователи будут использовать правильные элементы из определенных внешних ресурсов, таких как таблицы дизайна, каталоги или наборы правил. Профили, толщину листа, радиус изгиба и цвета можно эффективно контролировать, а правила знаний могут быть созданы автоматически. Такое управление и повторное использование корпоративных ноу-хау увеличивает производительность и обеспечивает более высокое качество. - Согнутые / развернутые виды позволяют одновременно проектировать функциональную форму детали и окончательную форму, включая производственные ограничения.Кроме того, возможность автоматического распознавания позволяет пользователям начинать проектирование с существующего твердого тела (например, предоставленного его подрядчиком) и определять стены, изгибы и вырезы по геометрии. Изменения дизайна автоматически обновляются в детальном проекте. Благодаря использованию Sheet Metal Design поставщики и подрядчики получают возможность более тесного сотрудничества.
- В контексте деталей из листового металла чертеж детали может быть создан автоматически, включая, например, представление осей изгиба, значения и радиуса, линии для изгибов вверх / вниз и штампов.Свернутый вид также можно добавить на тот же лист. Ассоциативность созданных чертежей сокращает время выхода на рынок.
- Благодаря интуитивно понятному пользовательскому интерфейсу пользователь получает указания по процессу сварки. Сварные элементы автоматически создаются из выбранных граней. CATIA Weld Design автоматически подготовит детали к сварке, создав ассоциативные элементы сборки в дополнение к сварному шву. Полученные подготовленные планшеты можно ассоциативно объединить в единое производное представление, чтобы упростить управление жизненным циклом данных.
- Эта функция позволяет пользователям объявлять любой геометрический элемент как представление сварного шва. Преимущество состоит в том, что пользователь может создать нестандартный сварной шов, но система все равно будет обрабатывать его как сварной шов. Впоследствии это будет рассмотрено для чертежей, массы, инерции, применения материалов и всего последующего использования сварочных элементов.
- Пользователи могут проектировать сварные швы с полной гибкостью и повышенной производительностью благодаря постоянной ассоциативности (создание и подготовка сварного шва) между деталями, содержащими сварные швы, и их 2D-аннотациями.Более того, нормализованные обозначения сварных швов автоматически создаются на видах, видах сечений и разрезах.
- Масса и инерция сварных лент добавляются к массе и инерции всей сборки, так что пользователь, указав материал сварного шва, может выполнить соответствующие вычисления. Сварные швы также могут быть интегрированы в коллизионное столкновение сборки. Атрибуты сварного шва могут учитываться в продуктах Knowledgeware как геометрические параметры (длина, ширина и т. Д.) Или как технологические (качество и т. Д.).). Это обеспечивает повышенную производительность проектирования и надежный способ включения процесса сварки в глобальное сотрудничество PLM. Отчеты о сварке включают физические свойства сварных швов и их структуру, чтобы очень быстро оценить затраты на сварку.
 Это гарантирует, что пользователи будут использовать правильные элементы из определенных внешних ресурсов, таких как таблицы дизайна, каталоги или наборы правил. Профили, толщину листа, радиус изгиба и цвета можно эффективно контролировать, а правила знаний могут быть созданы автоматически. Такое управление и повторное использование корпоративных ноу-хау увеличивает производительность и обеспечивает более высокое качество.
Это гарантирует, что пользователи будут использовать правильные элементы из определенных внешних ресурсов, таких как таблицы дизайна, каталоги или наборы правил. Профили, толщину листа, радиус изгиба и цвета можно эффективно контролировать, а правила знаний могут быть созданы автоматически. Такое управление и повторное использование корпоративных ноу-хау увеличивает производительность и обеспечивает более высокое качество.
 Впоследствии это будет рассмотрено для чертежей, массы, инерции, применения материалов и всего последующего использования сварочных элементов.
Впоследствии это будет рассмотрено для чертежей, массы, инерции, применения материалов и всего последующего использования сварочных элементов. Отчеты о сварке включают физические свойства сварных швов и их структуру, чтобы очень быстро оценить затраты на сварку.
Отчеты о сварке включают физические свойства сварных швов и их структуру, чтобы очень быстро оценить затраты на сварку.Перемещение стола
| Название модуля | Описание |
|---|---|
| Конструкция готовой детали FPD | |
| CATIA Sheetmetal Design | Конструкция деталей из листового металла |
| CATIA Weld Design | Projektowanie spoin |
Этот сайт использует файлы cookie.Используя свое согласие на их использование в соответствии с текущими настройками браузера. Политика использования файлов cookie.
Закрыть
Лучшая цена для сварщика швов — Отличные предложения на сварщика швов от мировых продавцов
Отличные новости !!! Вы попали в нужное место для сварщика швов. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress.У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот сварщик верхнего шва в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили себе шовного сварщика на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в сварщике швов и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз.
Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, мы думаем, вы согласитесь, что вы получите устройство для сварки швов по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Начните самый лучший шоппинг прямо здесь.
Каталог продукции
www.norskstaal.no 107 TABELLER STÅL • KAPITTEL 12 Sveisbart konstruksjonsstål ПРОДУКТА СТАНДАРТ КЛАСС * Varmformede RØR OG hulprofiler Горячий закончил S355NH sømløse трубчатых Eller sveisede бесшовные или сварные S355K2H SCOPE КВАЛИФИКАЦИИ ТЕРМООБРАБОТКА / ПОСТАВКИ ХИМИЧЕСКИЙ СОСТАВ разрывной ТЕСТИРОВАНИЕ ВЛИЯНИЕ ОБЪЕМ ТЕСТИРОВАНИЯ ПОВЕРХНОСТИ СОСТОЯНИИ СЕРТИФИКАТ МАРКИРОВКИ ЗАЩИТЫ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТИ NORSOK Standard M-120, издание 5, ноябрь 2008 г. Примечание об отклонении по сравнению с ЛИСТОМ МАТЕРИАЛОВ MDS — Y07 Rev.4 ноября 2008 г. Настоящая записка относится к продукции, производимой на заводах UK Mills в Корби и Хартлпуле. Tata Steel не производит и не поставляет материалы в соответствии с MDS Y07. Тем не менее, мы подтверждаем, что материал EN10210 S355NH, который мы поставляем компании Norsk Stål, соответствует требованиям MDS-Y07, за исключением: Обратите внимание, что EN10210 S355NH классифицируется как полностью убитая мелкозернистая сталь и поставляется в нормализованном прокатанном состоянии. В данном MDS указаны выбранные варианты упомянутого стандарта и измененные требования, которые заменяют соответствующие требования упомянутого стандарта.Толщина ограничена 40 мм. Сварные полые профили ограничиваются толщиной стенки 20 мм. Требуется вариант 1.2. C макс. 0,16% и CEV макс. 0,43 для всех толщин. Для толщин от 12 мм и более NDT должен быть UT и соответствовать критериям приемки U3. ПАСПОРТ МАТЕРИАЛА MDS — Y07 Ред. 4 ноября 2008 г. ТИП МАТЕРИАЛА: Конструкционная сталь EN 10 210-1 i Мы не проводим 10% MT сварного шва. Мы понимаем, что это было введено из-за опасений по поводу дефектов в зоне сварного шва. Мы утверждаем, что это неподходящий тест для этого типа дефекта, потому что он будет обнаруживать только особенности разрушения поверхности OD, а тест не дает указания глубины и, следовательно, не может отличить дефекты от незначительных дефектов поверхности (например,g., следы проката), которые разрешены спецификацией. Сварочный шов UT согласно EN10246-8 с повышенной чувствительностью, который мы выполняем (U3 по сравнению с U5 для стандартного продукта), является подходящим испытанием для обнаружения дефектов зоны сварного шва.
В данном MDS указаны выбранные варианты упомянутого стандарта и измененные требования, которые заменяют соответствующие требования упомянутого стандарта.Толщина ограничена 40 мм. Сварные полые профили ограничиваются толщиной стенки 20 мм. Требуется вариант 1.2. C макс. 0,16% и CEV макс. 0,43 для всех толщин. Для толщин от 12 мм и более NDT должен быть UT и соответствовать критериям приемки U3. ПАСПОРТ МАТЕРИАЛА MDS — Y07 Ред. 4 ноября 2008 г. ТИП МАТЕРИАЛА: Конструкционная сталь EN 10 210-1 i Мы не проводим 10% MT сварного шва. Мы понимаем, что это было введено из-за опасений по поводу дефектов в зоне сварного шва. Мы утверждаем, что это неподходящий тест для этого типа дефекта, потому что он будет обнаруживать только особенности разрушения поверхности OD, а тест не дает указания глубины и, следовательно, не может отличить дефекты от незначительных дефектов поверхности (например,g., следы проката), которые разрешены спецификацией. Сварочный шов UT согласно EN10246-8 с повышенной чувствительностью, который мы выполняем (U3 по сравнению с U5 для стандартного продукта), является подходящим испытанием для обнаружения дефектов зоны сварного шва. ii Мы не гарантируем, что поверхность будет соответствовать степени ржавчины A или степени B или выше в соответствии с ISO 8501-1. Если заинтересованные стороны требуют более строгих допусков на дефекты для конструктивного применения сварного полого профиля, необходимо согласовать более строгие требования.EN 10 204 Тип 3.1. Поверхность материала должна соответствовать степени ржавчины A или степени ржавчины B или лучше согласно ISO 8501-1. Сварной шов сварной полой секции должен быть подвергнут 10% магнитному испытанию (МП) внешней поверхности и не иметь линейной индикации. В случае обнаружения выводов необходимо изучить 100% участков с выводами. 10% МП следует проводить для толщины более 12 мм. 10% МП проводится на каждом участке.
ii Мы не гарантируем, что поверхность будет соответствовать степени ржавчины A или степени B или выше в соответствии с ISO 8501-1. Если заинтересованные стороны требуют более строгих допусков на дефекты для конструктивного применения сварного полого профиля, необходимо согласовать более строгие требования.EN 10 204 Тип 3.1. Поверхность материала должна соответствовать степени ржавчины A или степени ржавчины B или лучше согласно ISO 8501-1. Сварной шов сварной полой секции должен быть подвергнут 10% магнитному испытанию (МП) внешней поверхности и не иметь линейной индикации. В случае обнаружения выводов необходимо изучить 100% участков с выводами. 10% МП следует проводить для толщины более 12 мм. 10% МП проводится на каждом участке.
Сделано с FlippingBook
RkJQdWJsaXNoZXIy NDYzNTY =% PDF-1.6
%
1 0 obj
>
endobj
6 0 obj
>
endobj
2 0 obj
>
endobj
3 0 obj
>
транслировать
2009-07-23T11: 17: 48 + 02: 00Canon DR-9080C TWAIN2009-07-29T16: 04: 56 + 02: 002009-07-29T16: 04: 56 + 02: 00Adobe Acrobat 8. 13 Подключаемый модуль захвата бумаги / pdfuuid : 9c4a2e58-394e-4b3c-bcd8-193cb4dca787uid: c051331d-21b8-4325-9eb1-8cc70b44a884 конечный поток
endobj
4 0 obj
>
/ Кодирование>
>>
>>
endobj
5 0 obj
>
endobj
7 0 объект >>
endobj
8 0 объект >>
endobj
9 0 объект
>
endobj
10 0 obj
>
endobj
11 0 объект
>
endobj
12 0 объект
>
/ XObject>
>>
/ Аннотации [87 0 R]
/ Родитель 5 0 R
/ MediaBox [0 0 595 842]
>>
endobj
13 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111649 + 02’00 ‘)
>>
endobj
14 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111651 + 02’00 ‘)
>>
endobj
15 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111652 + 02’00 ‘)
>>
endobj
16 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111653 + 02’00 ‘)
>>
endobj
17 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111653 + 02’00 ‘)
>>
endobj
18 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111654 + 02’00 ‘)
>>
endobj
19 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111655 + 02’00 ‘)
>>
endobj
20 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111656 + 02’00 ‘)
>>
endobj
21 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111657 + 02’00 ‘)
>>
endobj
22 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111658 + 02’00 ‘)
>>
endobj
23 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111659 + 02’00 ‘)
>>
endobj
24 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111700 + 02’00 ‘)
>>
endobj
25 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111701 + 02’00 ‘)
>>
endobj
26 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111701 + 02’00 ‘)
>>
endobj
27 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111702 + 02’00 ‘)
>>
endobj
28 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111703 + 02’00 ‘)
>>
endobj
29 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111704 + 02’00 ‘)
>>
endobj
30 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111705 + 02’00 ‘)
>>
endobj
31 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111706 + 02’00 ‘)
>>
endobj
32 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111707 + 02’00 ‘)
>>
endobj
33 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111708 + 02’00 ‘)
>>
endobj
34 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111708 + 02’00 ‘)
>>
endobj
35 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111709 + 02’00 ‘)
>>
endobj
36 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111710 + 02’00 ‘)
>>
endobj
37 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111711 + 02’00 ‘)
>>
endobj
38 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111712 + 02’00 ‘)
>>
endobj
39 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111713 + 02’00 ‘)
>>
endobj
40 0 obj
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111714 + 02’00 ‘)
>>
endobj
41 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111715 + 02’00 ‘)
>>
endobj
42 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111716 + 02’00 ‘)
>>
endobj
43 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111717 + 02’00 ‘)
>>
endobj
44 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111718 + 02’00 ‘)
>>
endobj
45 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111718 + 02’00 ‘)
>>
endobj
46 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111719 + 02’00 ‘)
>>
endobj
47 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111720 + 02’00 ‘)
>>
endobj
48 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111721 + 02’00 ‘)
>>
endobj
49 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111722 + 02’00 ‘)
>>
endobj
50 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111723 + 02’00 ‘)
>>
endobj
51 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111724 + 02’00 ‘)
>>
endobj
52 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111725 + 02’00 ‘)
>>
endobj
53 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111726 + 02’00 ‘)
>>
endobj
54 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111727 + 02’00 ‘)
>>
endobj
55 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111727 + 02’00 ‘)
>>
endobj
56 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111728 + 02’00 ‘)
>>
endobj
57 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111729 + 02’00 ‘)
>>
endobj
58 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111730 + 02’00 ‘)
>>
endobj
59 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111731 + 02’00 ‘)
>>
endobj
60 0 obj
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111732 + 02’00 ‘)
>>
endobj
61 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111733 + 02’00 ‘)
>>
endobj
62 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111734 + 02’00 ‘)
>>
endobj
63 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111735 + 02’00 ‘)
>>
endobj
64 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111736 + 02’00 ‘)
>>
endobj
65 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111736 + 02’00 ‘)
>>
endobj
66 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111737 + 02’00 ‘)
>>
endobj
67 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111738 + 02’00 ‘)
>>
endobj
68 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111739 + 02’00 ‘)
>>
endobj
69 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111740 + 02’00 ‘)
>>
endobj
70 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111741 + 02’00 ‘)
>>
endobj
71 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111742 + 02’00 ‘)
>>
endobj
72 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111742 + 02’00 ‘)
>>
endobj
73 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111743 + 02’00 ‘)
>>
endobj
74 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111744 + 02’00 ‘)
>>
endobj
75 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111745 + 02’00 ‘)
>>
endobj
76 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111745 + 02’00 ‘)
>>
endobj
77 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111746 + 02’00 ‘)
>>
endobj
78 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111747 + 02’00 ‘)
>>
endobj
79 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111748 + 02’00 ‘)
>>
endobj
80 0 объект
>
endobj
81 0 объект >>
endobj
82 0 объект
>
endobj
83 0 объект >>
endobj
84 0 объект
>
транслировать
xVMHm {؝ (Ǭ! ʗ6v = amg [Vijr / ˫ ݸ a «jW ^ U? Q $>} nQT ~? n0`? rJ8Xb> 4Ƴ`ſYDA = Xr: 3WJRzN {jgZ5 鵺 sWx _ ^? 08 㰅 J’zBVp8织 k5ǽ qMKZq
E0N: 8h_GJ [ue͟ [b3qOyz
; # ea $ n = XQ ^ bkd $ oihSAgo ސ @ C40A \ (rlNQLE!
13 Подключаемый модуль захвата бумаги / pdfuuid : 9c4a2e58-394e-4b3c-bcd8-193cb4dca787uid: c051331d-21b8-4325-9eb1-8cc70b44a884 конечный поток
endobj
4 0 obj
>
/ Кодирование>
>>
>>
endobj
5 0 obj
>
endobj
7 0 объект >>
endobj
8 0 объект >>
endobj
9 0 объект
>
endobj
10 0 obj
>
endobj
11 0 объект
>
endobj
12 0 объект
>
/ XObject>
>>
/ Аннотации [87 0 R]
/ Родитель 5 0 R
/ MediaBox [0 0 595 842]
>>
endobj
13 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111649 + 02’00 ‘)
>>
endobj
14 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111651 + 02’00 ‘)
>>
endobj
15 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111652 + 02’00 ‘)
>>
endobj
16 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111653 + 02’00 ‘)
>>
endobj
17 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111653 + 02’00 ‘)
>>
endobj
18 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111654 + 02’00 ‘)
>>
endobj
19 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111655 + 02’00 ‘)
>>
endobj
20 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111656 + 02’00 ‘)
>>
endobj
21 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111657 + 02’00 ‘)
>>
endobj
22 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111658 + 02’00 ‘)
>>
endobj
23 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111659 + 02’00 ‘)
>>
endobj
24 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111700 + 02’00 ‘)
>>
endobj
25 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111701 + 02’00 ‘)
>>
endobj
26 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111701 + 02’00 ‘)
>>
endobj
27 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111702 + 02’00 ‘)
>>
endobj
28 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111703 + 02’00 ‘)
>>
endobj
29 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111704 + 02’00 ‘)
>>
endobj
30 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111705 + 02’00 ‘)
>>
endobj
31 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111706 + 02’00 ‘)
>>
endobj
32 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111707 + 02’00 ‘)
>>
endobj
33 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111708 + 02’00 ‘)
>>
endobj
34 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111708 + 02’00 ‘)
>>
endobj
35 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111709 + 02’00 ‘)
>>
endobj
36 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111710 + 02’00 ‘)
>>
endobj
37 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111711 + 02’00 ‘)
>>
endobj
38 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111712 + 02’00 ‘)
>>
endobj
39 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111713 + 02’00 ‘)
>>
endobj
40 0 obj
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111714 + 02’00 ‘)
>>
endobj
41 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111715 + 02’00 ‘)
>>
endobj
42 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111716 + 02’00 ‘)
>>
endobj
43 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111717 + 02’00 ‘)
>>
endobj
44 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111718 + 02’00 ‘)
>>
endobj
45 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111718 + 02’00 ‘)
>>
endobj
46 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111719 + 02’00 ‘)
>>
endobj
47 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111720 + 02’00 ‘)
>>
endobj
48 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111721 + 02’00 ‘)
>>
endobj
49 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111722 + 02’00 ‘)
>>
endobj
50 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111723 + 02’00 ‘)
>>
endobj
51 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111724 + 02’00 ‘)
>>
endobj
52 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111725 + 02’00 ‘)
>>
endobj
53 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111726 + 02’00 ‘)
>>
endobj
54 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111727 + 02’00 ‘)
>>
endobj
55 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111727 + 02’00 ‘)
>>
endobj
56 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111728 + 02’00 ‘)
>>
endobj
57 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111729 + 02’00 ‘)
>>
endobj
58 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111730 + 02’00 ‘)
>>
endobj
59 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111731 + 02’00 ‘)
>>
endobj
60 0 obj
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111732 + 02’00 ‘)
>>
endobj
61 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111733 + 02’00 ‘)
>>
endobj
62 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111734 + 02’00 ‘)
>>
endobj
63 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111735 + 02’00 ‘)
>>
endobj
64 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111736 + 02’00 ‘)
>>
endobj
65 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111736 + 02’00 ‘)
>>
endobj
66 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111737 + 02’00 ‘)
>>
endobj
67 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111738 + 02’00 ‘)
>>
endobj
68 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111739 + 02’00 ‘)
>>
endobj
69 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111740 + 02’00 ‘)
>>
endobj
70 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111741 + 02’00 ‘)
>>
endobj
71 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111742 + 02’00 ‘)
>>
endobj
72 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111742 + 02’00 ‘)
>>
endobj
73 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111743 + 02’00 ‘)
>>
endobj
74 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111744 + 02’00 ‘)
>>
endobj
75 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111745 + 02’00 ‘)
>>
endobj
76 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111745 + 02’00 ‘)
>>
endobj
77 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111746 + 02’00 ‘)
>>
endobj
78 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111747 + 02’00 ‘)
>>
endobj
79 0 объект
>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB]
>>
/ Тип / Страница
/ LastModified (D: 20090723111748 + 02’00 ‘)
>>
endobj
80 0 объект
>
endobj
81 0 объект >>
endobj
82 0 объект
>
endobj
83 0 объект >>
endobj
84 0 объект
>
транслировать
xVMHm {؝ (Ǭ! ʗ6v = amg [Vijr / ˫ ݸ a «jW ^ U? Q $>} nQT ~? n0`? rJ8Xb> 4Ƴ`ſYDA = Xr: 3WJRzN {jgZ5 鵺 sWx _ ^? 08 㰅 J’zBVp8织 k5ǽ qMKZq
E0N: 8h_GJ [ue͟ [b3qOyz
; # ea $ n = XQ ^ bkd $ oihSAgo ސ @ C40A \ (rlNQLE!
Раздел VIII – Раздел I: Правила строительства сосудов под давлением | Дополнительное онлайн-руководство по кодам ASME для котлов и сосудов под давлением: критерии и комментарии по отдельным аспектам кодов котлов и сосудов под давлением | Электронные книги Gateway
Раздел VIII, Раздел 1 предназначен для строительства новых сосудов высокого давления и охватывает широкий спектр промышленных и коммерческих применений сосудов высокого давления. Он применим как к небольшим ресиверам сжатого воздуха, так и к очень большим сосудам под давлением, необходимым в нефтехимической и нефтеперерабатывающей промышленности. В этой главе представлен обзор каждой из частей Раздела VIII, Раздел 1. В нем обсуждается история создания этого Раздела в отношении конструкции и безопасной эксплуатации котлов и сосудов под давлением. В подразделе A раздела 1 рассматриваются общие требования ко всем методам строительства и материалов, включая проектирование, осмотр и испытания.Здесь рассматриваются особые требования к использованию поковок, разрешенные спецификации материалов для труб и трубок, а также требования к сборным или предварительно отформованным деталям, работающим под давлением. В подразделе B содержатся правила, применимые к конкретным методам изготовления сосудов под давлением. Конкретные методы, описанные в подразделе B, включают сварную конструкцию, ковку и пайку. В подразделе C рассматриваются требования к сосудам под давлением: изготовленным из углеродистых и низколегированных сталей, цветных материалов, высоколегированных сталей, чугуна и пропитанного графита; изготовлены из материала с антикоррозийной интегральной облицовкой, наплавленным металлом или с нанесенной облицовкой; и изготовлен из ферритных сталей с улучшенными свойствами на растяжение термической обработкой.
Он применим как к небольшим ресиверам сжатого воздуха, так и к очень большим сосудам под давлением, необходимым в нефтехимической и нефтеперерабатывающей промышленности. В этой главе представлен обзор каждой из частей Раздела VIII, Раздел 1. В нем обсуждается история создания этого Раздела в отношении конструкции и безопасной эксплуатации котлов и сосудов под давлением. В подразделе A раздела 1 рассматриваются общие требования ко всем методам строительства и материалов, включая проектирование, осмотр и испытания.Здесь рассматриваются особые требования к использованию поковок, разрешенные спецификации материалов для труб и трубок, а также требования к сборным или предварительно отформованным деталям, работающим под давлением. В подразделе B содержатся правила, применимые к конкретным методам изготовления сосудов под давлением. Конкретные методы, описанные в подразделе B, включают сварную конструкцию, ковку и пайку. В подразделе C рассматриваются требования к сосудам под давлением: изготовленным из углеродистых и низколегированных сталей, цветных материалов, высоколегированных сталей, чугуна и пропитанного графита; изготовлены из материала с антикоррозийной интегральной облицовкой, наплавленным металлом или с нанесенной облицовкой; и изготовлен из ферритных сталей с улучшенными свойствами на растяжение термической обработкой. Также предъявляются требования к сосудам под давлением, изготовленным по многослойной конструкции из материалов, имеющих более высокие допустимые напряжения при низкой температуре. Обязательные приложения включают в себя дополнительные расчетные формулы, правила проектирования болтовых фланцевых соединений, в которых используются прокладки, полностью входящие в круг болта, и округленные обозначения, обнаруживаемые при радиографическом исследовании сварных швов. Основания для установления допустимых нагрузок для соединений труб с трубными решетками и предлагаемые методы получения рабочей температуры стенок резервуаров при эксплуатации изложены в необязательных приложениях.
Также предъявляются требования к сосудам под давлением, изготовленным по многослойной конструкции из материалов, имеющих более высокие допустимые напряжения при низкой температуре. Обязательные приложения включают в себя дополнительные расчетные формулы, правила проектирования болтовых фланцевых соединений, в которых используются прокладки, полностью входящие в круг болта, и округленные обозначения, обнаруживаемые при радиографическом исследовании сварных швов. Основания для установления допустимых нагрузок для соединений труб с трубными решетками и предлагаемые методы получения рабочей температуры стенок резервуаров при эксплуатации изложены в необязательных приложениях.
 }}
}}