Сварка полуавтоматом для начинающих | Как правильно варить полуавтоматом
Создание металлических конструкций либо иное производство изделий из металла невозможно без сварочных работ. Одним из самых распространенных методов является сварка металлоконструкций полуавтоматом. Он востребован при соединении разных металлических заготовок: черных и цветных, толстых и листовых. В сварке полуавтоматическими аппаратами применяются современные технологии склейки металлов, которые положительно влияют на качество шва. Наибольшее распространение технология получила в производстве или кузовном ремонте автомобилей и другой техники.
Что такое полуавтоматическая сварка
Перед началом практических занятий по освоению технологии работы с полуавтоматическими станциями следует детально изучить теорию. Оборудование состоит из таких основных узлов:
- основной блок, через который подается присадочная проволока и питание;
- горелка с расположенной внутри нее проволокой;
- сварочный рукав;
- система снабжения защитным газом;
- проводящий питание наконечник.
На больших предприятиях нередко применяются стационарные полуавтоматические установки для сварки деталей на сборочных линиях. Такое оборудование обеспечивает хорошее качество сварного соединения, равномерное распределение наплава по всей длине шва, высокую скорость выполнения работ и малое энергопотребление. В зависимости от принципа работа полуавтоматические модели делятся на несколько групп:
- для сваривания кромок в защитной среде;
- выполнение работ с использованием флюса;
- сваривание с порошковой проволокой;
- универсальные автоматические устройства.
Все без исключения установки отлично справляются с задачами соединения заготовок из цветных или черных металлов. В зависимости от типа подачи присадочной проволоки полуавтоматы бывают:
- стационарными.
 Корпус установлен на специальную консоль либо иное основание и жестко закреплен;
Корпус установлен на специальную консоль либо иное основание и жестко закреплен; - переносные. Устройство имеет сравнительно небольшие габариты и вес. Может без особых усилий перемещаться одним человеком;
- передвижные. Агрегат монтируется на тележке и передвигается в пределах одного помещения – как правило, цеха или сборочного участка.
 Корпус установлен на специальную консоль либо иное основание и жестко закреплен;
Корпус установлен на специальную консоль либо иное основание и жестко закреплен;Существует и классификация оборудования в зависимости от типа подающих роликов: тянущие, толкающие или толкающе-тянущие.
Технология сварки полуавтоматом
Сварка полуавтоматом с газом
При помощи полуавтомата можно сваривать детали из оцинкованного или поржавевшего металла. При соединении трудносвариваемых частей в качестве присадки применяется алюминиевая или медная проволока. Это дает возможность получить прочный с равномерным распределением наплава шов.
Когда планируется сваривать материалы в защитной среде или с применением флюса, предварительно выполняются подготовительные работы:
- при помощи растворителя поверхность стыков обезжиривается и очищается от механических включений;
- проверяется работа газового оборудования;
- проваривается небольшой участок стыка. В этот момент корректируются основные настройки;
- выполняется тонкий подбор напряжения и силы тока.
Самым простым вариантом применения полуавтомата считается работа в защитной среде. Используется любой инертный газ, который имеется в наличии: аргон, гелий, углекислый газ или азот. Техника сваривания от выбора газа не зависит и остается неизменной. Наиболее часто востребована углекислота, обладающая хорошими защитными свойствами и сравнительно невысокой стоимостью.
Преимущества использования полуавтоматов для сваривания в защитной среде:
- остается неизменным внешний вид конструкции;
- обрабатываются даже самые труднодоступные участки изделия;
- на выходе получается тонкий и достаточно прочный сварной шов;
- минимум отходов;
- все работы выполняются быстро.
Насколько качественно будет сформирован шов зависит от трех основных факторов: соблюдения интервала между свариваемыми поверхностями, метода ведения проволоки вдоль соединения, соблюдения технологии и норм выполнения сварочных работ.
Читайте также: Какой газ используется для сварки полуавтоматом
Сваривание полуавтоматом без защитной среды
Выполнение работ без использования защитныхгазов является альтернативой, позволяющей избежать образования окислов и все время контролировать ход выполнения работ. Но это не означает, что процесс выполняется без защитной среды. В такой ситуации применяются флюсовые (порошковые) проволоки. В процессе плавления присадочного материала сгорает порошок, в результате чего образуется газовая среда, обеспечивающая создание качественного соединения. Принято различать несколько этапов сваривания заготовок с использованием безгазовой полуавтоматической сварки:
- подбор оптимальной сварочной проволоки с флюсом;
- настройка подачи присадочного материала;
- закладывается флюс внутрь воронки;
- открывается защитная заслонка, чтобы флюс мог попасть в зону сваривания;
- запускается полуавтомат;
- образуется электрическая дуга;
- начало сварочных работ.
Необходимо подчеркнуть, что при помощи полуавтоматом можно соединять заготовки из разных материалов, в том числе и алюминия с нестандартными характеристиками. В качестве защитного газа при соединении алюминия используется аргон. Он необходим для того, чтобы при плавлении металла на его поверхности не образовалась новая оксидная пленка.
Читайте также: Как варить полуавтоматом без газа
Настройка сварочного полуавтомата
Тонкая настройка сварочного полуавтомата является обязательным условием для получения качественного сварного соединения. Перед началом эксплуатации оборудования сварщик должен выбрать:
- скорость подачи присадочного материала;
- силу тока;
- оптимальное давление инертного газа.

Установки для автоматической сварки поставляются в комплекте с документацией, где содержится в том числе и информация по регулировке основных параметров сварки. Ориентируясь на данные таблиц, опытный сварщик сможет безошибочно выбрать наиболее подходящие для работы с тем или иным материалом параметры.
Насколько хорошо настроен агрегат можно проверить на ненужных кусках металла. Если шов получается ровным, гладким, без потеков и прерывания – значит настройки выбраны правильно. Оптимальное давление защитного газа должно варьироваться в диапазоне 1-2 атмосферы.
Для подготовки полуавтоматической сварки к работе следует:
- Подобрать проволоку наиболее подходящего размера. Большая часть востребованных расходных материалов имеет диаметр от 3 до 6 мм. Для сварки полуавтоматом в большинстве случаев выбирается проволока диаметром 4 мм.
- Протянуть присадку до горелки, чтобы она вышла и отрегулировать степень ее прижатия.
- Подготовить к применению защитный газ. Наиболее часто используется аргон или углекислота. Первый обеспечивает стабильность электродуги и сводит к минимуму образование брызг. А второй выгодно отличается невысокой стоимостью и прекрасно подходит для работы со стальными заготовками.
- К аппаратуре подключается газовый баллон.
При настройке аппаратуры нужно следовать установившимся правилам. Их соблюдение станет залогом получения качественного и ровного шва. Прежде всего, нужно добиться равномерного и стабильного горения электрической дуги. Важно тщательно очистить стыки от шлака, жира, краски и прочих загрязнений. Не менее значимым условием является оптимальная скорость подачи проволоки. Все параметры настройки можно найти в сопроводительной литературе, которая идет вместе с установкой. Заводские параметры не стоит воспринимать как догму. Они могут служить базисом, от которого сварщик оттолкнется в поиске наиболее подходящего варианта.
Дело в том, что каждый раз установки могут сильно отличаться в зависимости от:
- выбранного режима работы;
- качество энергоснабжения;
- различия в составе свариваемого металла;
- температура воздуха;
- состав и диаметр присадочного материала;
- пространственное расположение стыка;
- вид и состав защитной среды.

Наиболее часто при настройке сварочного полуавтомата сварщики допускают ошибки, которые можно определить по таким симптомам:
- Посторонние звуки, которые напоминают громкий сухой треск. Такие симптомы возникают в том случае, когда присадочная проволока подается медленно. Достаточно просто увеличить скорость подачи проволоки, чтобы полностью исправить ситуацию.
- При выполнении работы наблюдается обильное разбрызгивание. Такое возможно в случаях, когда инертного газа подается слишком мало. Чтобы устранить проблему необходимо проверить редуктор – часто проблема заключается в его неисправности. Иногда достаточно просто увеличить поток газа.
- Плохое проваривание металла и как следствие – невысокое качество шва. Скорее всего, неверно выбрана индуктивность и напряжение.
- Валик получается неодинаковой толщины. Дефект образуется из-за того, что скорость движения горелки выбрана неправильно.
Читайте также: Как настроить сварочный полуавтомат
Виды сварочных швов при сварке полуавтоматом
Манипулируя настройками полуавтоматической сварки, специалист может получать самые разные типа швов. По своему виду они разделяются на несколько видов: тавровые, стыковые, угловые, нахлестовые. Есть несколько видов соединений, которые отличаются своим пространственным положением: нижние, потолочные, горизонтальные и вертикальные.
Формирование потолочного шва делится на два этапа:
- Проваривание основания. Коренной шов формируется, как правило, трехмиллиметровыми электродами с небольшой силой тока.
- Финальное формирование шва.
Второй этап может быть выполнен разными способами:
- Соединение заготовок посредством наложения коротких прерывистых швов или методом точечной сварки. При таком подходя вероятность того, что капли расплавленного металла будут падать на сварщика минимальна. Такая технология подразумевает дополнительное проваривание заготовок в начале и конце стыка.
- Выполнение работы с минимальной дугой. Особенность метода состоит в том, что шов очень быстро остывает: сразу после прерывания дуги.

Нижнее соединение – основной способ соединения металлов, который составляет основу промышленного производства сварных конструкций. Оно может выполняться как ручной дуговой, так и полуавтоматической сваркой. Такие швы характеризуются высокой механической прочностью, которая обеспечивается за счет равномерного распределения расплава.
При угловых соединениях режимы полуавтоматической сварки могут быть самыми разными. Расположение заготовок тоже вариативно:
- Соединяемые поверхности размещены перпендикулярно. При подобном размещении проваривается только внутренний стык. В случаях, когда свариваются трубки, то требуется концентрическое выполнение шва по окружности.
- Угол между соединяемыми поверхностями составляет меньше 60 градусов. Это идеальный вариант расположения: детали отлично провариваются со всех сторон.
При соединении труб или листового металла применяется стыковой шов. При таком варианте проварка может быть: односторонней, односторонней с обработкой, двухсторонней. Одностороння сварка приемлема, если толщина заготовок не превышает 4-х миллиметров. С более толстыми кромками желательно обрабатывать стык с двух сторон.
При односторонней сварке особое внимание следует уделять предварительной подготовке металла. Основательная разделка кромок является важным предусловием формирования качественного шва при полуавтоматической сварке в защитной среде. Разделывается кромка при помощи напильника или болгарки. Во время обработки инструмент держится так, чтобы угол на краю заготовки составлял примерно 45 градусов.
Соединение заготовок внахлест выбирается, когда нужно обеспечить высокое сопротивления шва на разрыв. Чтобы предотвратить скопление влаги, нужно положить швы по обе стороны соединяемых поверхностей. Тавровое соединение отлично подходит для соединения основания металлической конструкции.
Вертикальный шов
Технология формирования вертикального шва при помощи полуавтомата отличается несколькими особенностями:
- Расплав должен остывать намного быстрее, нежели при горизонтальной сварке. Это необходимо для того, чтобы расплавленные капли не стекали на пол. Размер капель можно уменьшить, минимизировав размер сварочной дуги.
- Вертикальная сварка выполняется по направлению снизу-вверх. В таком случае удается положить ровный шов, без наплывов и неровностей.
Чтобы добиться хорошего результата при вертикальном сваривании заготовок по направлению сверху-вниз, следует придерживаться нескольких основных правил. Первое – применять исключительно короткую дугу, чтобы уменьшить разбрызгивание и минимизировать объем расплава. Второе – в начале сварки электрод должен располагаться строго перпендикулярно по отношению к рабочей поверхности. Третье – дальше электрод ставится под острым углом. Но не стоит ожидать идеального результата. Как показывает практика швы обладают весьма скудными характеристиками. Прибегать к такому методу сваривания рекомендуется только в крайних случаях.
Существуют несколько основных техник формирования вертикального шва полуавтоматической сваркой:
- Треугольник. Метод используется в случаях, когда соединяются заготовки с толщиной кромок до двух миллиметров. Его суть заключается в том, что передвижение снизу-вверх заставляет жидкий метал наплывать на уже застывший. Он довольно быстро застывает, не стекая на пол или на оператора. Шлак в этом случае перемещается под определенным углом, образуя некоторое подобие треугольника.
- Елочка. Техника используется для сваривания стыков 2-3 мм в глубину. Передвижение электрода начинается у одной из кромок. Металл плавится по всей толщине, а дуга постепенно перемещается вглубь стыка.
- Лестница. Оптимальный способ соединить две заготовки, между которыми большой зазор. Электрод перемещается от одной кромки к противоположной зигзагообразно.
Горизонтальный шов
Полуавтоматическая сварка дает возможность выполнить горизонтальные швы самого высокого качества вне зависимости от направления движения. Для получения высококачественного шва нужно учесть некоторые особенности:
- нужно уравновесить силу тяжести капель расплавленного металла и силу горения электродуги;
- важно выбрать оптимальную скорость перемещения электрода вдоль стыка;
- чтобы контролировать расплав, следует выполнять сварочные работы непрерывно.
В некоторых случаях завершить шов одним проходом не удается. Тогда можно прибегнуть к технике, включающей периодическое гашение дуги. Можно использовать разные сварные рисунки на заготовках с кромками до 4 мм. Во всем остальном качество шва будет зависеть от опыта и мастерства сварщика.
Сварной горизонтальный шов создается за четыре этапа:
- Формирование корневого валика. Он выполняется короткой электрической дугой. Электрод по отношению к рабочей поверхности держится под углом 80 градусов. Первичный валик формируется, как правило, на максимальной силе тока.
- Наложение вторичного валика. Перед началом процесса устанавливается средняя сила тока. Выполняется валик за один проход электродом максимально большого диаметра. При формировании валика применяется технология углом вперед.
- Создание третьего валика. В зависимости от ранее полученных результатов для формирования валика третьего используется один из двух способов. Площадь вторичного валика большая – третий ложится по центру. Когда размеры вторичного соответствуют норме, то выполнение третьего этапа совершается в два подхода.
- Проверка качества работы.
Сварочные дефекты чаще всего образуются в верхней части шва. Поэтому следует внимательно следить за качеством работ на этом этапе.
Сварка тонкого металла полуавтоматом
В зависимости от типа металла сваривание может выполняться одним из двух способов:
- Обычные листовые заготовки свариваются любым способом.
- Тонкий заклепочный материал следует соединять внахлест. Проваривается через отверстия, которые в верхнем листе были предварительно подготовленные.

При выполнении работ нужно обращать особое внимание на некоторые нюансы:
- скорость подачи проволоки, напряжение и сила тока снижаются до минимально допустимых параметров;
- не допускается задержка электрической дуги в одном месте. Это может вызвать прожег заготовки или наплыв валика;
- заклепочный материал желательно начать сваривать от центра нижней заготовки. В противном случае можно залить ранее подготовленные отверстия.
В случаях, когда герметичность не является обязательным условием, можно прибегнуть к точечному соединению. Расстояние между местами сварки может составлять от 1 до 5 сантиметров.
Сварка толстого металла полуавтоматом
Металл, имеющий толщину стенок более 4-х миллиметров, требует предварительной подготовки: снимаются фаски с обеих кромок. Это позволяет сформировать ровный и в то же время очень прочный шов.
При работе с толстыми заготовками следует выполнять горелкой колебательные движения, чтобы прогревалась большая площадь кромок. Производитель к сварочным полуавтоматам прилагает документацию, где содержится полезная справочная информация. Среди прочих данных есть и таблицы с рекомендованными параметрами для сваривания заготовок из толстого металла.
Основные правила выполнения работ:
- зазор между кромками не должен превышать двух миллиметров;
- ширина сварного шва должна соответствовать толщине металла;
- выбирая расходные материалы, следует учитывать рекомендации производителя оборудования.
Если специалисту поставлена задача максимально хорошо проварить заготовку с толщиной свыше пяти миллиметров, то работу нужно выполнить в несколько подходов. Первым делом проваривается центр стыка. После этого деталь проваривается сверху и снизу. Сваривать заготовки желательно на открытой площадке или же в просторном хорошо вентилируемом помещении.
Полуавтоматическая сварка проволокой
Присадочные проволоки
При соединении металлов полуавтоматом с использованием присадочной проволоки необходимо учесть некоторые нюансы:
- требуется соответствие по химическому составу между присадочным и свариваемым материалом;
- проволока должна быть от проверенного производителя, то есть, качественной и сертифицированной;
- должны быть соблюдены сроки и условия хранения присадки.
Так сложилось, что на производстве и в домашних условиях чаще всего нужно варить сталь или марганец. Именно для этих целей наиболее востребована проволока, которая поставляется для сварочных работ.
Для работы с черными металлами используются такие виды материала:
- Св-08ГС. Применяется для легированной или низкоуглеродистой стали;
- Св-08Г2с. Предназначена для работы с высокоуглеродистой сталью.
Очень часто для выполнения конструкций из черного металла применяется порошковая проволока. Материал выгоден тем, что дает возможность работать без подачи защитного газа в область сваривания. Не нужно тащить на объект баллон с инертным газом. Это важно, когда необходима скорость выполнения работ в сочетании с мобильностью: требуется быстро побывать на нескольких объектах.
Материал представляет собой трубку, изготовленную из низкоуглеродистой стали, полость которой наполнена специальным порошкообразным составом. Металл плавится, в результате чего освобождается порошок. В результате его горения создается газовое облако, которое и защищает рабочую зону от атмосферного воздуха. В подавляющем большинстве случаев в состав порошка включены металлическая пыль и рутил.
Для соединения нержавеющей стали применяется проволока Св.-06Х19Н9Т, Св.-01Х19Н9 или Св.-04Х18Н9. Эти материалы обеспечивают высокую прочность сварного шва. Для алюминиевых заготовок предназначена проволока СВ-АК5. Ее характерная особенность – оригинальный цвет шва.
Ее характерная особенность – оригинальный цвет шва.
Подготовка к процессу сварки
Требуется предварительная подготовка перед началом сварочных работ. Она состоит из четырех этапов:
- Создаются на кромках скосы или фаски.
- Поверхность очищается от загрязнений.
- Зона сваривания обрабатывается едким веществом, которое будет препятствовать быстрому образованию тугоплавкой пленки из оксида алюминия.
- Тефлоновый канал обрабатывается с целью уменьшения трения присадочной проволоки о его стенки.
Начинающий сварщик должен усвоить, что в любой ситуации перед началом работ помимо перечисленных нужно выполнить и такие манипуляции:
- убрать с рабочего места ненужные на данный момент инструменты и другие предметы;
- дать максимальный приток освещение на рабочее место;
- разложить по местам необходимые для работы инструменты и вспомогательное оборудование;
- проверить целостность кабеля и готовность к работе удлинителей.
После этого можно приступать к подготовке оборудования. Порядок выполнения манипуляций:
- аккуратно разложить сварочный рукав;
- проверить состояние сопла горелки;
- подсоединить газовый баллон;
- на столе закрепить соединяемые детали. Если работы выполняются непосредственно на конструкции, то обеспечить неподвижность свариваемых поверхностей доступными способами;
- надеть спецовку и прочую амуницию сварщика;
- дать питание на полуавтомат;
- поднести горелку к стыку.
После выполнения работ
После выполнения работы необходимо:
- перекрыть подачу проволоки и инертного газа;
- отключить аппарат от источника питания;
- позволить шву остыть;
- внимательно осмотреть его и при обнаружении дефектов повторить сварку.
Полуавтомат дает возможность использовать разные типы присадочной проволоки.
Важно по максимуму применять доступные средства защиты. Полная экипировка состоит из таких функциональных компонентов:
- Защита глаз. В идеале при выполнении сварочных работ использовать специальную маску. Допускается также одевать защитные очки или применять щиток.
- Защита органов дыхания. Есть специальные фильтрующие маски, которые пригодятся в условиях плохой вентиляции или отсутствии таковой.
- Защита от брызг. Избежать ожогов помогает специальный костюм, выполненный из жаропрочного материала.
Техника безопасности
Чтобы избежать травм следует соблюдать простые правила техники безопасности:
- При выполнении работы следует постоянно находиться на деревянных подмостках.
- Для освещения рабочего места использовать свет от источников питания в 12 вольт.
- На высоте страховаться в обязательном порядке. Размер страховой бечёвки должен быть не менее двух метров.
- Сварочные работы в закрытых помещениях выполнять только при наличии эффективной вытяжки. В случаях, когда вентиляция невозможна, сварщик должен использовать шланговый противогаз. При малой задымленности допускается работа в респираторе.
- Строго запрещено брать свариваемые детали голыми руками.
- На открытых площадках запрещена работа при выпадении осадков.
Заключение
Большинство профессиональных сварщиков хорошо знают особенности работы с полуавтоматическим оборудованием. Этому обучают в учебных заведениях, на курсах. Или же можно просто открыть инструкцию производителя и ознакомиться с основными аспектами. Современные технологии упростили сварочные полуавтоматы и теперь они стали доступны для любителей. Оборудование отлично зарекомендовала себя в быту и малом бизнесе.
 youtube.com/embed/vATrv1MqmUU» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/vATrv1MqmUU» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Сварка полуавтоматом для начинающих | Как правильно варить полуавтоматом
Создание металлических конструкций либо иное производство изделий из металла невозможно без сварочных работ. Одним из самых распространенных методов является сварка металлоконструкций полуавтоматом. Он востребован при соединении разных металлических заготовок: черных и цветных, толстых и листовых. В сварке полуавтоматическими аппаратами применяются современные технологии склейки металлов, которые положительно влияют на качество шва. Наибольшее распространение технология получила в производстве или кузовном ремонте автомобилей и другой техники.
Что такое полуавтоматическая сварка
Перед началом практических занятий по освоению технологии работы с полуавтоматическими станциями следует детально изучить теорию. Оборудование состоит из таких основных узлов:
- основной блок, через который подается присадочная проволока и питание;
- горелка с расположенной внутри нее проволокой;
- сварочный рукав;
- система снабжения защитным газом;
- проводящий питание наконечник.
На больших предприятиях нередко применяются стационарные полуавтоматические установки для сварки деталей на сборочных линиях. Такое оборудование обеспечивает хорошее качество сварного соединения, равномерное распределение наплава по всей длине шва, высокую скорость выполнения работ и малое энергопотребление. В зависимости от принципа работа полуавтоматические модели делятся на несколько групп:
- для сваривания кромок в защитной среде;
- выполнение работ с использованием флюса;
- сваривание с порошковой проволокой;
- универсальные автоматические устройства.
Все без исключения установки отлично справляются с задачами соединения заготовок из цветных или черных металлов. В зависимости от типа подачи присадочной проволоки полуавтоматы бывают:
В зависимости от типа подачи присадочной проволоки полуавтоматы бывают:
- стационарными. Корпус установлен на специальную консоль либо иное основание и жестко закреплен;
- переносные. Устройство имеет сравнительно небольшие габариты и вес. Может без особых усилий перемещаться одним человеком;
- передвижные. Агрегат монтируется на тележке и передвигается в пределах одного помещения – как правило, цеха или сборочного участка.
Существует и классификация оборудования в зависимости от типа подающих роликов: тянущие, толкающие или толкающе-тянущие.
Технология сварки полуавтоматом
Сварка полуавтоматом с газом
При помощи полуавтомата можно сваривать детали из оцинкованного или поржавевшего металла. При соединении трудносвариваемых частей в качестве присадки применяется алюминиевая или медная проволока. Это дает возможность получить прочный с равномерным распределением наплава шов.
Когда планируется сваривать материалы в защитной среде или с применением флюса, предварительно выполняются подготовительные работы:
- при помощи растворителя поверхность стыков обезжиривается и очищается от механических включений;
- проверяется работа газового оборудования;
- проваривается небольшой участок стыка. В этот момент корректируются основные настройки;
- выполняется тонкий подбор напряжения и силы тока.
Самым простым вариантом применения полуавтомата считается работа в защитной среде. Используется любой инертный газ, который имеется в наличии: аргон, гелий, углекислый газ или азот. Техника сваривания от выбора газа не зависит и остается неизменной. Наиболее часто востребована углекислота, обладающая хорошими защитными свойствами и сравнительно невысокой стоимостью.
Преимущества использования полуавтоматов для сваривания в защитной среде:
- остается неизменным внешний вид конструкции;
- обрабатываются даже самые труднодоступные участки изделия;
- на выходе получается тонкий и достаточно прочный сварной шов;
- минимум отходов;
- все работы выполняются быстро.

Насколько качественно будет сформирован шов зависит от трех основных факторов: соблюдения интервала между свариваемыми поверхностями, метода ведения проволоки вдоль соединения, соблюдения технологии и норм выполнения сварочных работ.
Читайте также: Какой газ используется для сварки полуавтоматом
Сваривание полуавтоматом без защитной среды
Выполнение работ без использования защитныхгазов является альтернативой, позволяющей избежать образования окислов и все время контролировать ход выполнения работ. Но это не означает, что процесс выполняется без защитной среды. В такой ситуации применяются флюсовые (порошковые) проволоки. В процессе плавления присадочного материала сгорает порошок, в результате чего образуется газовая среда, обеспечивающая создание качественного соединения. Принято различать несколько этапов сваривания заготовок с использованием безгазовой полуавтоматической сварки:
- подбор оптимальной сварочной проволоки с флюсом;
- настройка подачи присадочного материала;
- закладывается флюс внутрь воронки;
- открывается защитная заслонка, чтобы флюс мог попасть в зону сваривания;
- запускается полуавтомат;
- образуется электрическая дуга;
- начало сварочных работ.
Необходимо подчеркнуть, что при помощи полуавтоматом можно соединять заготовки из разных материалов, в том числе и алюминия с нестандартными характеристиками. В качестве защитного газа при соединении алюминия используется аргон. Он необходим для того, чтобы при плавлении металла на его поверхности не образовалась новая оксидная пленка.
Читайте также: Как варить полуавтоматом без газа
Настройка сварочного полуавтомата
Тонкая настройка сварочного полуавтомата является обязательным условием для получения качественного сварного соединения. Перед началом эксплуатации оборудования сварщик должен выбрать:
- скорость подачи присадочного материала;
- силу тока;
- оптимальное давление инертного газа.

Установки для автоматической сварки поставляются в комплекте с документацией, где содержится в том числе и информация по регулировке основных параметров сварки. Ориентируясь на данные таблиц, опытный сварщик сможет безошибочно выбрать наиболее подходящие для работы с тем или иным материалом параметры.
Насколько хорошо настроен агрегат можно проверить на ненужных кусках металла. Если шов получается ровным, гладким, без потеков и прерывания – значит настройки выбраны правильно. Оптимальное давление защитного газа должно варьироваться в диапазоне 1-2 атмосферы.
Для подготовки полуавтоматической сварки к работе следует:
- Подобрать проволоку наиболее подходящего размера. Большая часть востребованных расходных материалов имеет диаметр от 3 до 6 мм. Для сварки полуавтоматом в большинстве случаев выбирается проволока диаметром 4 мм.
- Протянуть присадку до горелки, чтобы она вышла и отрегулировать степень ее прижатия.
- Подготовить к применению защитный газ. Наиболее часто используется аргон или углекислота. Первый обеспечивает стабильность электродуги и сводит к минимуму образование брызг. А второй выгодно отличается невысокой стоимостью и прекрасно подходит для работы со стальными заготовками.
- К аппаратуре подключается газовый баллон.
При настройке аппаратуры нужно следовать установившимся правилам. Их соблюдение станет залогом получения качественного и ровного шва. Прежде всего, нужно добиться равномерного и стабильного горения электрической дуги. Важно тщательно очистить стыки от шлака, жира, краски и прочих загрязнений. Не менее значимым условием является оптимальная скорость подачи проволоки. Все параметры настройки можно найти в сопроводительной литературе, которая идет вместе с установкой. Заводские параметры не стоит воспринимать как догму. Они могут служить базисом, от которого сварщик оттолкнется в поиске наиболее подходящего варианта.
Дело в том, что каждый раз установки могут сильно отличаться в зависимости от:
- выбранного режима работы;
- качество энергоснабжения;
- различия в составе свариваемого металла;
- температура воздуха;
- состав и диаметр присадочного материала;
- пространственное расположение стыка;
- вид и состав защитной среды.

Наиболее часто при настройке сварочного полуавтомата сварщики допускают ошибки, которые можно определить по таким симптомам:
- Посторонние звуки, которые напоминают громкий сухой треск. Такие симптомы возникают в том случае, когда присадочная проволока подается медленно. Достаточно просто увеличить скорость подачи проволоки, чтобы полностью исправить ситуацию.
- При выполнении работы наблюдается обильное разбрызгивание. Такое возможно в случаях, когда инертного газа подается слишком мало. Чтобы устранить проблему необходимо проверить редуктор – часто проблема заключается в его неисправности. Иногда достаточно просто увеличить поток газа.
- Плохое проваривание металла и как следствие – невысокое качество шва. Скорее всего, неверно выбрана индуктивность и напряжение.
- Валик получается неодинаковой толщины. Дефект образуется из-за того, что скорость движения горелки выбрана неправильно.
Читайте также: Как настроить сварочный полуавтомат
Виды сварочных швов при сварке полуавтоматом
Манипулируя настройками полуавтоматической сварки, специалист может получать самые разные типа швов. По своему виду они разделяются на несколько видов: тавровые, стыковые, угловые, нахлестовые. Есть несколько видов соединений, которые отличаются своим пространственным положением: нижние, потолочные, горизонтальные и вертикальные.
Формирование потолочного шва делится на два этапа:
- Проваривание основания. Коренной шов формируется, как правило, трехмиллиметровыми электродами с небольшой силой тока.
- Финальное формирование шва.
Второй этап может быть выполнен разными способами:
- Соединение заготовок посредством наложения коротких прерывистых швов или методом точечной сварки. При таком подходя вероятность того, что капли расплавленного металла будут падать на сварщика минимальна. Такая технология подразумевает дополнительное проваривание заготовок в начале и конце стыка.
- Выполнение работы с минимальной дугой. Особенность метода состоит в том, что шов очень быстро остывает: сразу после прерывания дуги.
Нижнее соединение – основной способ соединения металлов, который составляет основу промышленного производства сварных конструкций. Оно может выполняться как ручной дуговой, так и полуавтоматической сваркой. Такие швы характеризуются высокой механической прочностью, которая обеспечивается за счет равномерного распределения расплава.
При угловых соединениях режимы полуавтоматической сварки могут быть самыми разными. Расположение заготовок тоже вариативно:
- Соединяемые поверхности размещены перпендикулярно. При подобном размещении проваривается только внутренний стык. В случаях, когда свариваются трубки, то требуется концентрическое выполнение шва по окружности.
- Угол между соединяемыми поверхностями составляет меньше 60 градусов. Это идеальный вариант расположения: детали отлично провариваются со всех сторон.
При соединении труб или листового металла применяется стыковой шов. При таком варианте проварка может быть: односторонней, односторонней с обработкой, двухсторонней. Одностороння сварка приемлема, если толщина заготовок не превышает 4-х миллиметров. С более толстыми кромками желательно обрабатывать стык с двух сторон.
При односторонней сварке особое внимание следует уделять предварительной подготовке металла. Основательная разделка кромок является важным предусловием формирования качественного шва при полуавтоматической сварке в защитной среде. Разделывается кромка при помощи напильника или болгарки. Во время обработки инструмент держится так, чтобы угол на краю заготовки составлял примерно 45 градусов.
Соединение заготовок внахлест выбирается, когда нужно обеспечить высокое сопротивления шва на разрыв. Чтобы предотвратить скопление влаги, нужно положить швы по обе стороны соединяемых поверхностей. Тавровое соединение отлично подходит для соединения основания металлической конструкции.
Вертикальный шов
Технология формирования вертикального шва при помощи полуавтомата отличается несколькими особенностями:
- Расплав должен остывать намного быстрее, нежели при горизонтальной сварке. Это необходимо для того, чтобы расплавленные капли не стекали на пол. Размер капель можно уменьшить, минимизировав размер сварочной дуги.
- Вертикальная сварка выполняется по направлению снизу-вверх. В таком случае удается положить ровный шов, без наплывов и неровностей.
Чтобы добиться хорошего результата при вертикальном сваривании заготовок по направлению сверху-вниз, следует придерживаться нескольких основных правил. Первое – применять исключительно короткую дугу, чтобы уменьшить разбрызгивание и минимизировать объем расплава. Второе – в начале сварки электрод должен располагаться строго перпендикулярно по отношению к рабочей поверхности. Третье – дальше электрод ставится под острым углом. Но не стоит ожидать идеального результата. Как показывает практика швы обладают весьма скудными характеристиками. Прибегать к такому методу сваривания рекомендуется только в крайних случаях.
Существуют несколько основных техник формирования вертикального шва полуавтоматической сваркой:
- Треугольник. Метод используется в случаях, когда соединяются заготовки с толщиной кромок до двух миллиметров. Его суть заключается в том, что передвижение снизу-вверх заставляет жидкий метал наплывать на уже застывший. Он довольно быстро застывает, не стекая на пол или на оператора. Шлак в этом случае перемещается под определенным углом, образуя некоторое подобие треугольника.
- Елочка. Техника используется для сваривания стыков 2-3 мм в глубину. Передвижение электрода начинается у одной из кромок. Металл плавится по всей толщине, а дуга постепенно перемещается вглубь стыка.
- Лестница. Оптимальный способ соединить две заготовки, между которыми большой зазор. Электрод перемещается от одной кромки к противоположной зигзагообразно.
Горизонтальный шов
Полуавтоматическая сварка дает возможность выполнить горизонтальные швы самого высокого качества вне зависимости от направления движения. Для получения высококачественного шва нужно учесть некоторые особенности:
- нужно уравновесить силу тяжести капель расплавленного металла и силу горения электродуги;
- важно выбрать оптимальную скорость перемещения электрода вдоль стыка;
- чтобы контролировать расплав, следует выполнять сварочные работы непрерывно.
В некоторых случаях завершить шов одним проходом не удается. Тогда можно прибегнуть к технике, включающей периодическое гашение дуги. Можно использовать разные сварные рисунки на заготовках с кромками до 4 мм. Во всем остальном качество шва будет зависеть от опыта и мастерства сварщика.
Сварной горизонтальный шов создается за четыре этапа:
- Формирование корневого валика. Он выполняется короткой электрической дугой. Электрод по отношению к рабочей поверхности держится под углом 80 градусов. Первичный валик формируется, как правило, на максимальной силе тока.
- Наложение вторичного валика. Перед началом процесса устанавливается средняя сила тока. Выполняется валик за один проход электродом максимально большого диаметра. При формировании валика применяется технология углом вперед.
- Создание третьего валика. В зависимости от ранее полученных результатов для формирования валика третьего используется один из двух способов. Площадь вторичного валика большая – третий ложится по центру. Когда размеры вторичного соответствуют норме, то выполнение третьего этапа совершается в два подхода.
- Проверка качества работы.
Сварочные дефекты чаще всего образуются в верхней части шва. Поэтому следует внимательно следить за качеством работ на этом этапе.
Сварка тонкого металла полуавтоматом
В зависимости от типа металла сваривание может выполняться одним из двух способов:
- Обычные листовые заготовки свариваются любым способом.
- Тонкий заклепочный материал следует соединять внахлест. Проваривается через отверстия, которые в верхнем листе были предварительно подготовленные.
При выполнении работ нужно обращать особое внимание на некоторые нюансы:
- скорость подачи проволоки, напряжение и сила тока снижаются до минимально допустимых параметров;
- не допускается задержка электрической дуги в одном месте. Это может вызвать прожег заготовки или наплыв валика;
- заклепочный материал желательно начать сваривать от центра нижней заготовки. В противном случае можно залить ранее подготовленные отверстия.
В случаях, когда герметичность не является обязательным условием, можно прибегнуть к точечному соединению. Расстояние между местами сварки может составлять от 1 до 5 сантиметров.
Сварка толстого металла полуавтоматом
Металл, имеющий толщину стенок более 4-х миллиметров, требует предварительной подготовки: снимаются фаски с обеих кромок. Это позволяет сформировать ровный и в то же время очень прочный шов.
При работе с толстыми заготовками следует выполнять горелкой колебательные движения, чтобы прогревалась большая площадь кромок. Производитель к сварочным полуавтоматам прилагает документацию, где содержится полезная справочная информация. Среди прочих данных есть и таблицы с рекомендованными параметрами для сваривания заготовок из толстого металла.
Основные правила выполнения работ:
- зазор между кромками не должен превышать двух миллиметров;
- ширина сварного шва должна соответствовать толщине металла;
- выбирая расходные материалы, следует учитывать рекомендации производителя оборудования.
Если специалисту поставлена задача максимально хорошо проварить заготовку с толщиной свыше пяти миллиметров, то работу нужно выполнить в несколько подходов. Первым делом проваривается центр стыка. После этого деталь проваривается сверху и снизу. Сваривать заготовки желательно на открытой площадке или же в просторном хорошо вентилируемом помещении.
Полуавтоматическая сварка проволокой
Присадочные проволоки
При соединении металлов полуавтоматом с использованием присадочной проволоки необходимо учесть некоторые нюансы:
- требуется соответствие по химическому составу между присадочным и свариваемым материалом;
- проволока должна быть от проверенного производителя, то есть, качественной и сертифицированной;
- должны быть соблюдены сроки и условия хранения присадки.
Так сложилось, что на производстве и в домашних условиях чаще всего нужно варить сталь или марганец. Именно для этих целей наиболее востребована проволока, которая поставляется для сварочных работ.
Для работы с черными металлами используются такие виды материала:
- Св-08ГС. Применяется для легированной или низкоуглеродистой стали;
- Св-08Г2с. Предназначена для работы с высокоуглеродистой сталью.
Очень часто для выполнения конструкций из черного металла применяется порошковая проволока. Материал выгоден тем, что дает возможность работать без подачи защитного газа в область сваривания. Не нужно тащить на объект баллон с инертным газом. Это важно, когда необходима скорость выполнения работ в сочетании с мобильностью: требуется быстро побывать на нескольких объектах.
Материал представляет собой трубку, изготовленную из низкоуглеродистой стали, полость которой наполнена специальным порошкообразным составом. Металл плавится, в результате чего освобождается порошок. В результате его горения создается газовое облако, которое и защищает рабочую зону от атмосферного воздуха. В подавляющем большинстве случаев в состав порошка включены металлическая пыль и рутил.
Для соединения нержавеющей стали применяется проволока Св.-06Х19Н9Т, Св.-01Х19Н9 или Св.-04Х18Н9. Эти материалы обеспечивают высокую прочность сварного шва. Для алюминиевых заготовок предназначена проволока СВ-АК5. Ее характерная особенность – оригинальный цвет шва.
Подготовка к процессу сварки
Требуется предварительная подготовка перед началом сварочных работ. Она состоит из четырех этапов:
- Создаются на кромках скосы или фаски.
- Поверхность очищается от загрязнений.
- Зона сваривания обрабатывается едким веществом, которое будет препятствовать быстрому образованию тугоплавкой пленки из оксида алюминия.
- Тефлоновый канал обрабатывается с целью уменьшения трения присадочной проволоки о его стенки.
Начинающий сварщик должен усвоить, что в любой ситуации перед началом работ помимо перечисленных нужно выполнить и такие манипуляции:
- убрать с рабочего места ненужные на данный момент инструменты и другие предметы;
- дать максимальный приток освещение на рабочее место;
- разложить по местам необходимые для работы инструменты и вспомогательное оборудование;
- проверить целостность кабеля и готовность к работе удлинителей.
После этого можно приступать к подготовке оборудования. Порядок выполнения манипуляций:
- аккуратно разложить сварочный рукав;
- проверить состояние сопла горелки;
- подсоединить газовый баллон;
- на столе закрепить соединяемые детали. Если работы выполняются непосредственно на конструкции, то обеспечить неподвижность свариваемых поверхностей доступными способами;
- надеть спецовку и прочую амуницию сварщика;
- дать питание на полуавтомат;
- поднести горелку к стыку.
После выполнения работ
После выполнения работы необходимо:
- перекрыть подачу проволоки и инертного газа;
- отключить аппарат от источника питания;
- позволить шву остыть;
- внимательно осмотреть его и при обнаружении дефектов повторить сварку.
Полуавтомат дает возможность использовать разные типы присадочной проволоки.
Важно по максимуму применять доступные средства защиты. Полная экипировка состоит из таких функциональных компонентов:
- Защита глаз. В идеале при выполнении сварочных работ использовать специальную маску. Допускается также одевать защитные очки или применять щиток.
- Защита органов дыхания. Есть специальные фильтрующие маски, которые пригодятся в условиях плохой вентиляции или отсутствии таковой.
- Защита от брызг. Избежать ожогов помогает специальный костюм, выполненный из жаропрочного материала.
Техника безопасности
Чтобы избежать травм следует соблюдать простые правила техники безопасности:
- При выполнении работы следует постоянно находиться на деревянных подмостках.
- Для освещения рабочего места использовать свет от источников питания в 12 вольт.
- На высоте страховаться в обязательном порядке. Размер страховой бечёвки должен быть не менее двух метров.
- Сварочные работы в закрытых помещениях выполнять только при наличии эффективной вытяжки. В случаях, когда вентиляция невозможна, сварщик должен использовать шланговый противогаз. При малой задымленности допускается работа в респираторе.
- Строго запрещено брать свариваемые детали голыми руками.
- На открытых площадках запрещена работа при выпадении осадков.
Заключение
Большинство профессиональных сварщиков хорошо знают особенности работы с полуавтоматическим оборудованием. Этому обучают в учебных заведениях, на курсах. Или же можно просто открыть инструкцию производителя и ознакомиться с основными аспектами. Современные технологии упростили сварочные полуавтоматы и теперь они стали доступны для любителей. Оборудование отлично зарекомендовала себя в быту и малом бизнесе.
Сварка полуавтоматом для начинающих | Как правильно варить полуавтоматом
Создание металлических конструкций либо иное производство изделий из металла невозможно без сварочных работ. Одним из самых распространенных методов является сварка металлоконструкций полуавтоматом. Он востребован при соединении разных металлических заготовок: черных и цветных, толстых и листовых. В сварке полуавтоматическими аппаратами применяются современные технологии склейки металлов, которые положительно влияют на качество шва. Наибольшее распространение технология получила в производстве или кузовном ремонте автомобилей и другой техники.
Что такое полуавтоматическая сварка
Перед началом практических занятий по освоению технологии работы с полуавтоматическими станциями следует детально изучить теорию. Оборудование состоит из таких основных узлов:
- основной блок, через который подается присадочная проволока и питание;
- горелка с расположенной внутри нее проволокой;
- сварочный рукав;
- система снабжения защитным газом;
- проводящий питание наконечник.
На больших предприятиях нередко применяются стационарные полуавтоматические установки для сварки деталей на сборочных линиях. Такое оборудование обеспечивает хорошее качество сварного соединения, равномерное распределение наплава по всей длине шва, высокую скорость выполнения работ и малое энергопотребление. В зависимости от принципа работа полуавтоматические модели делятся на несколько групп:
- для сваривания кромок в защитной среде;
- выполнение работ с использованием флюса;
- сваривание с порошковой проволокой;
- универсальные автоматические устройства.
Все без исключения установки отлично справляются с задачами соединения заготовок из цветных или черных металлов. В зависимости от типа подачи присадочной проволоки полуавтоматы бывают:
- стационарными. Корпус установлен на специальную консоль либо иное основание и жестко закреплен;
- переносные. Устройство имеет сравнительно небольшие габариты и вес. Может без особых усилий перемещаться одним человеком;
- передвижные. Агрегат монтируется на тележке и передвигается в пределах одного помещения – как правило, цеха или сборочного участка.
Существует и классификация оборудования в зависимости от типа подающих роликов: тянущие, толкающие или толкающе-тянущие.
Технология сварки полуавтоматом
Сварка полуавтоматом с газом
При помощи полуавтомата можно сваривать детали из оцинкованного или поржавевшего металла. При соединении трудносвариваемых частей в качестве присадки применяется алюминиевая или медная проволока. Это дает возможность получить прочный с равномерным распределением наплава шов.
Когда планируется сваривать материалы в защитной среде или с применением флюса, предварительно выполняются подготовительные работы:
- при помощи растворителя поверхность стыков обезжиривается и очищается от механических включений;
- проверяется работа газового оборудования;
- проваривается небольшой участок стыка. В этот момент корректируются основные настройки;
- выполняется тонкий подбор напряжения и силы тока.
Самым простым вариантом применения полуавтомата считается работа в защитной среде. Используется любой инертный газ, который имеется в наличии: аргон, гелий, углекислый газ или азот. Техника сваривания от выбора газа не зависит и остается неизменной. Наиболее часто востребована углекислота, обладающая хорошими защитными свойствами и сравнительно невысокой стоимостью.
Преимущества использования полуавтоматов для сваривания в защитной среде:
- остается неизменным внешний вид конструкции;
- обрабатываются даже самые труднодоступные участки изделия;
- на выходе получается тонкий и достаточно прочный сварной шов;
- минимум отходов;
- все работы выполняются быстро.
Насколько качественно будет сформирован шов зависит от трех основных факторов: соблюдения интервала между свариваемыми поверхностями, метода ведения проволоки вдоль соединения, соблюдения технологии и норм выполнения сварочных работ.
Читайте также: Какой газ используется для сварки полуавтоматом
Сваривание полуавтоматом без защитной среды
Выполнение работ без использования защитныхгазов является альтернативой, позволяющей избежать образования окислов и все время контролировать ход выполнения работ. Но это не означает, что процесс выполняется без защитной среды. В такой ситуации применяются флюсовые (порошковые) проволоки. В процессе плавления присадочного материала сгорает порошок, в результате чего образуется газовая среда, обеспечивающая создание качественного соединения. Принято различать несколько этапов сваривания заготовок с использованием безгазовой полуавтоматической сварки:
- подбор оптимальной сварочной проволоки с флюсом;
- настройка подачи присадочного материала;
- закладывается флюс внутрь воронки;
- открывается защитная заслонка, чтобы флюс мог попасть в зону сваривания;
- запускается полуавтомат;
- образуется электрическая дуга;
- начало сварочных работ.
Необходимо подчеркнуть, что при помощи полуавтоматом можно соединять заготовки из разных материалов, в том числе и алюминия с нестандартными характеристиками. В качестве защитного газа при соединении алюминия используется аргон. Он необходим для того, чтобы при плавлении металла на его поверхности не образовалась новая оксидная пленка.
Читайте также: Как варить полуавтоматом без газа
Настройка сварочного полуавтомата
Тонкая настройка сварочного полуавтомата является обязательным условием для получения качественного сварного соединения. Перед началом эксплуатации оборудования сварщик должен выбрать:
- скорость подачи присадочного материала;
- силу тока;
- оптимальное давление инертного газа.
Установки для автоматической сварки поставляются в комплекте с документацией, где содержится в том числе и информация по регулировке основных параметров сварки. Ориентируясь на данные таблиц, опытный сварщик сможет безошибочно выбрать наиболее подходящие для работы с тем или иным материалом параметры.
Насколько хорошо настроен агрегат можно проверить на ненужных кусках металла. Если шов получается ровным, гладким, без потеков и прерывания – значит настройки выбраны правильно. Оптимальное давление защитного газа должно варьироваться в диапазоне 1-2 атмосферы.
Для подготовки полуавтоматической сварки к работе следует:
- Подобрать проволоку наиболее подходящего размера. Большая часть востребованных расходных материалов имеет диаметр от 3 до 6 мм. Для сварки полуавтоматом в большинстве случаев выбирается проволока диаметром 4 мм.
- Протянуть присадку до горелки, чтобы она вышла и отрегулировать степень ее прижатия.
- Подготовить к применению защитный газ. Наиболее часто используется аргон или углекислота. Первый обеспечивает стабильность электродуги и сводит к минимуму образование брызг. А второй выгодно отличается невысокой стоимостью и прекрасно подходит для работы со стальными заготовками.
- К аппаратуре подключается газовый баллон.
При настройке аппаратуры нужно следовать установившимся правилам. Их соблюдение станет залогом получения качественного и ровного шва. Прежде всего, нужно добиться равномерного и стабильного горения электрической дуги. Важно тщательно очистить стыки от шлака, жира, краски и прочих загрязнений. Не менее значимым условием является оптимальная скорость подачи проволоки. Все параметры настройки можно найти в сопроводительной литературе, которая идет вместе с установкой. Заводские параметры не стоит воспринимать как догму. Они могут служить базисом, от которого сварщик оттолкнется в поиске наиболее подходящего варианта.
Дело в том, что каждый раз установки могут сильно отличаться в зависимости от:
- выбранного режима работы;
- качество энергоснабжения;
- различия в составе свариваемого металла;
- температура воздуха;
- состав и диаметр присадочного материала;
- пространственное расположение стыка;
- вид и состав защитной среды.
Наиболее часто при настройке сварочного полуавтомата сварщики допускают ошибки, которые можно определить по таким симптомам:
- Посторонние звуки, которые напоминают громкий сухой треск. Такие симптомы возникают в том случае, когда присадочная проволока подается медленно. Достаточно просто увеличить скорость подачи проволоки, чтобы полностью исправить ситуацию.
- При выполнении работы наблюдается обильное разбрызгивание. Такое возможно в случаях, когда инертного газа подается слишком мало. Чтобы устранить проблему необходимо проверить редуктор – часто проблема заключается в его неисправности. Иногда достаточно просто увеличить поток газа.
- Плохое проваривание металла и как следствие – невысокое качество шва. Скорее всего, неверно выбрана индуктивность и напряжение.
- Валик получается неодинаковой толщины. Дефект образуется из-за того, что скорость движения горелки выбрана неправильно.
Читайте также: Как настроить сварочный полуавтомат
Виды сварочных швов при сварке полуавтоматом
Манипулируя настройками полуавтоматической сварки, специалист может получать самые разные типа швов. По своему виду они разделяются на несколько видов: тавровые, стыковые, угловые, нахлестовые. Есть несколько видов соединений, которые отличаются своим пространственным положением: нижние, потолочные, горизонтальные и вертикальные.
Формирование потолочного шва делится на два этапа:
- Проваривание основания. Коренной шов формируется, как правило, трехмиллиметровыми электродами с небольшой силой тока.
- Финальное формирование шва.
Второй этап может быть выполнен разными способами:
- Соединение заготовок посредством наложения коротких прерывистых швов или методом точечной сварки. При таком подходя вероятность того, что капли расплавленного металла будут падать на сварщика минимальна. Такая технология подразумевает дополнительное проваривание заготовок в начале и конце стыка.
- Выполнение работы с минимальной дугой. Особенность метода состоит в том, что шов очень быстро остывает: сразу после прерывания дуги.
Нижнее соединение – основной способ соединения металлов, который составляет основу промышленного производства сварных конструкций. Оно может выполняться как ручной дуговой, так и полуавтоматической сваркой. Такие швы характеризуются высокой механической прочностью, которая обеспечивается за счет равномерного распределения расплава.
При угловых соединениях режимы полуавтоматической сварки могут быть самыми разными. Расположение заготовок тоже вариативно:
- Соединяемые поверхности размещены перпендикулярно. При подобном размещении проваривается только внутренний стык. В случаях, когда свариваются трубки, то требуется концентрическое выполнение шва по окружности.
- Угол между соединяемыми поверхностями составляет меньше 60 градусов. Это идеальный вариант расположения: детали отлично провариваются со всех сторон.
При соединении труб или листового металла применяется стыковой шов. При таком варианте проварка может быть: односторонней, односторонней с обработкой, двухсторонней. Одностороння сварка приемлема, если толщина заготовок не превышает 4-х миллиметров. С более толстыми кромками желательно обрабатывать стык с двух сторон.
При односторонней сварке особое внимание следует уделять предварительной подготовке металла. Основательная разделка кромок является важным предусловием формирования качественного шва при полуавтоматической сварке в защитной среде. Разделывается кромка при помощи напильника или болгарки. Во время обработки инструмент держится так, чтобы угол на краю заготовки составлял примерно 45 градусов.
Соединение заготовок внахлест выбирается, когда нужно обеспечить высокое сопротивления шва на разрыв. Чтобы предотвратить скопление влаги, нужно положить швы по обе стороны соединяемых поверхностей. Тавровое соединение отлично подходит для соединения основания металлической конструкции.
Вертикальный шов
Технология формирования вертикального шва при помощи полуавтомата отличается несколькими особенностями:
- Расплав должен остывать намного быстрее, нежели при горизонтальной сварке. Это необходимо для того, чтобы расплавленные капли не стекали на пол. Размер капель можно уменьшить, минимизировав размер сварочной дуги.
- Вертикальная сварка выполняется по направлению снизу-вверх. В таком случае удается положить ровный шов, без наплывов и неровностей.
Чтобы добиться хорошего результата при вертикальном сваривании заготовок по направлению сверху-вниз, следует придерживаться нескольких основных правил. Первое – применять исключительно короткую дугу, чтобы уменьшить разбрызгивание и минимизировать объем расплава. Второе – в начале сварки электрод должен располагаться строго перпендикулярно по отношению к рабочей поверхности. Третье – дальше электрод ставится под острым углом. Но не стоит ожидать идеального результата. Как показывает практика швы обладают весьма скудными характеристиками. Прибегать к такому методу сваривания рекомендуется только в крайних случаях.
Существуют несколько основных техник формирования вертикального шва полуавтоматической сваркой:
- Треугольник. Метод используется в случаях, когда соединяются заготовки с толщиной кромок до двух миллиметров. Его суть заключается в том, что передвижение снизу-вверх заставляет жидкий метал наплывать на уже застывший. Он довольно быстро застывает, не стекая на пол или на оператора. Шлак в этом случае перемещается под определенным углом, образуя некоторое подобие треугольника.
- Елочка. Техника используется для сваривания стыков 2-3 мм в глубину. Передвижение электрода начинается у одной из кромок. Металл плавится по всей толщине, а дуга постепенно перемещается вглубь стыка.
- Лестница. Оптимальный способ соединить две заготовки, между которыми большой зазор. Электрод перемещается от одной кромки к противоположной зигзагообразно.
Горизонтальный шов
Полуавтоматическая сварка дает возможность выполнить горизонтальные швы самого высокого качества вне зависимости от направления движения. Для получения высококачественного шва нужно учесть некоторые особенности:
- нужно уравновесить силу тяжести капель расплавленного металла и силу горения электродуги;
- важно выбрать оптимальную скорость перемещения электрода вдоль стыка;
- чтобы контролировать расплав, следует выполнять сварочные работы непрерывно.
В некоторых случаях завершить шов одним проходом не удается. Тогда можно прибегнуть к технике, включающей периодическое гашение дуги. Можно использовать разные сварные рисунки на заготовках с кромками до 4 мм. Во всем остальном качество шва будет зависеть от опыта и мастерства сварщика.
Сварной горизонтальный шов создается за четыре этапа:
- Формирование корневого валика. Он выполняется короткой электрической дугой. Электрод по отношению к рабочей поверхности держится под углом 80 градусов. Первичный валик формируется, как правило, на максимальной силе тока.
- Наложение вторичного валика. Перед началом процесса устанавливается средняя сила тока. Выполняется валик за один проход электродом максимально большого диаметра. При формировании валика применяется технология углом вперед.
- Создание третьего валика. В зависимости от ранее полученных результатов для формирования валика третьего используется один из двух способов. Площадь вторичного валика большая – третий ложится по центру. Когда размеры вторичного соответствуют норме, то выполнение третьего этапа совершается в два подхода.
- Проверка качества работы.
Сварочные дефекты чаще всего образуются в верхней части шва. Поэтому следует внимательно следить за качеством работ на этом этапе.
Сварка тонкого металла полуавтоматом
В зависимости от типа металла сваривание может выполняться одним из двух способов:
- Обычные листовые заготовки свариваются любым способом.
- Тонкий заклепочный материал следует соединять внахлест. Проваривается через отверстия, которые в верхнем листе были предварительно подготовленные.
При выполнении работ нужно обращать особое внимание на некоторые нюансы:
- скорость подачи проволоки, напряжение и сила тока снижаются до минимально допустимых параметров;
- не допускается задержка электрической дуги в одном месте. Это может вызвать прожег заготовки или наплыв валика;
- заклепочный материал желательно начать сваривать от центра нижней заготовки. В противном случае можно залить ранее подготовленные отверстия.
В случаях, когда герметичность не является обязательным условием, можно прибегнуть к точечному соединению. Расстояние между местами сварки может составлять от 1 до 5 сантиметров.
Сварка толстого металла полуавтоматом
Металл, имеющий толщину стенок более 4-х миллиметров, требует предварительной подготовки: снимаются фаски с обеих кромок. Это позволяет сформировать ровный и в то же время очень прочный шов.
При работе с толстыми заготовками следует выполнять горелкой колебательные движения, чтобы прогревалась большая площадь кромок. Производитель к сварочным полуавтоматам прилагает документацию, где содержится полезная справочная информация. Среди прочих данных есть и таблицы с рекомендованными параметрами для сваривания заготовок из толстого металла.
Основные правила выполнения работ:
- зазор между кромками не должен превышать двух миллиметров;
- ширина сварного шва должна соответствовать толщине металла;
- выбирая расходные материалы, следует учитывать рекомендации производителя оборудования.
Если специалисту поставлена задача максимально хорошо проварить заготовку с толщиной свыше пяти миллиметров, то работу нужно выполнить в несколько подходов. Первым делом проваривается центр стыка. После этого деталь проваривается сверху и снизу. Сваривать заготовки желательно на открытой площадке или же в просторном хорошо вентилируемом помещении.
Полуавтоматическая сварка проволокой
Присадочные проволоки
При соединении металлов полуавтоматом с использованием присадочной проволоки необходимо учесть некоторые нюансы:
- требуется соответствие по химическому составу между присадочным и свариваемым материалом;
- проволока должна быть от проверенного производителя, то есть, качественной и сертифицированной;
- должны быть соблюдены сроки и условия хранения присадки.
Так сложилось, что на производстве и в домашних условиях чаще всего нужно варить сталь или марганец. Именно для этих целей наиболее востребована проволока, которая поставляется для сварочных работ.
Для работы с черными металлами используются такие виды материала:
- Св-08ГС. Применяется для легированной или низкоуглеродистой стали;
- Св-08Г2с. Предназначена для работы с высокоуглеродистой сталью.
Очень часто для выполнения конструкций из черного металла применяется порошковая проволока. Материал выгоден тем, что дает возможность работать без подачи защитного газа в область сваривания. Не нужно тащить на объект баллон с инертным газом. Это важно, когда необходима скорость выполнения работ в сочетании с мобильностью: требуется быстро побывать на нескольких объектах.
Материал представляет собой трубку, изготовленную из низкоуглеродистой стали, полость которой наполнена специальным порошкообразным составом. Металл плавится, в результате чего освобождается порошок. В результате его горения создается газовое облако, которое и защищает рабочую зону от атмосферного воздуха. В подавляющем большинстве случаев в состав порошка включены металлическая пыль и рутил.
Для соединения нержавеющей стали применяется проволока Св.-06Х19Н9Т, Св.-01Х19Н9 или Св.-04Х18Н9. Эти материалы обеспечивают высокую прочность сварного шва. Для алюминиевых заготовок предназначена проволока СВ-АК5. Ее характерная особенность – оригинальный цвет шва.
Подготовка к процессу сварки
Требуется предварительная подготовка перед началом сварочных работ. Она состоит из четырех этапов:
- Создаются на кромках скосы или фаски.
- Поверхность очищается от загрязнений.
- Зона сваривания обрабатывается едким веществом, которое будет препятствовать быстрому образованию тугоплавкой пленки из оксида алюминия.
- Тефлоновый канал обрабатывается с целью уменьшения трения присадочной проволоки о его стенки.
Начинающий сварщик должен усвоить, что в любой ситуации перед началом работ помимо перечисленных нужно выполнить и такие манипуляции:
- убрать с рабочего места ненужные на данный момент инструменты и другие предметы;
- дать максимальный приток освещение на рабочее место;
- разложить по местам необходимые для работы инструменты и вспомогательное оборудование;
- проверить целостность кабеля и готовность к работе удлинителей.
После этого можно приступать к подготовке оборудования. Порядок выполнения манипуляций:
- аккуратно разложить сварочный рукав;
- проверить состояние сопла горелки;
- подсоединить газовый баллон;
- на столе закрепить соединяемые детали. Если работы выполняются непосредственно на конструкции, то обеспечить неподвижность свариваемых поверхностей доступными способами;
- надеть спецовку и прочую амуницию сварщика;
- дать питание на полуавтомат;
- поднести горелку к стыку.
После выполнения работ
После выполнения работы необходимо:
- перекрыть подачу проволоки и инертного газа;
- отключить аппарат от источника питания;
- позволить шву остыть;
- внимательно осмотреть его и при обнаружении дефектов повторить сварку.
Полуавтомат дает возможность использовать разные типы присадочной проволоки.
Важно по максимуму применять доступные средства защиты. Полная экипировка состоит из таких функциональных компонентов:
- Защита глаз. В идеале при выполнении сварочных работ использовать специальную маску. Допускается также одевать защитные очки или применять щиток.
- Защита органов дыхания. Есть специальные фильтрующие маски, которые пригодятся в условиях плохой вентиляции или отсутствии таковой.
- Защита от брызг. Избежать ожогов помогает специальный костюм, выполненный из жаропрочного материала.
Техника безопасности
Чтобы избежать травм следует соблюдать простые правила техники безопасности:
- При выполнении работы следует постоянно находиться на деревянных подмостках.
- Для освещения рабочего места использовать свет от источников питания в 12 вольт.
- На высоте страховаться в обязательном порядке. Размер страховой бечёвки должен быть не менее двух метров.
- Сварочные работы в закрытых помещениях выполнять только при наличии эффективной вытяжки. В случаях, когда вентиляция невозможна, сварщик должен использовать шланговый противогаз. При малой задымленности допускается работа в респираторе.
- Строго запрещено брать свариваемые детали голыми руками.
- На открытых площадках запрещена работа при выпадении осадков.
Заключение
Большинство профессиональных сварщиков хорошо знают особенности работы с полуавтоматическим оборудованием. Этому обучают в учебных заведениях, на курсах. Или же можно просто открыть инструкцию производителя и ознакомиться с основными аспектами. Современные технологии упростили сварочные полуавтоматы и теперь они стали доступны для любителей. Оборудование отлично зарекомендовала себя в быту и малом бизнесе.
Шов с крупной чешуёй | Как сварить и где применяется | Euro Welder
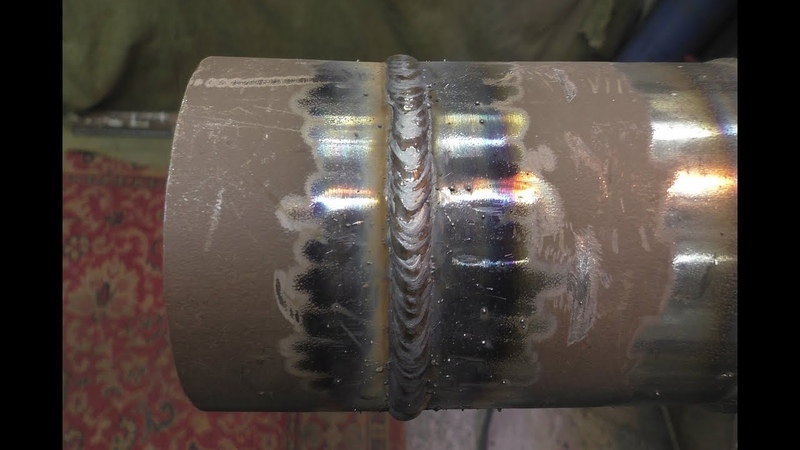
Не пропускайте интересный контент!Давайте коротко разберёмся для чего нужен шов с крупной чешуёй? В некоторых нормативных регламентах, в списке дефектов сварных соединений значится пункт — излишняя чешуйчатость шва. Она может быть описана и в технологической карте сварочного процесса, однако ГОСТом такой дефект не регламентируется вовсе. Шов с крупной чешуёй, если он выполнен правильно, имеет достаточно хорошие свойства прочности. Такие швы применяются на неответственных сварных конструкция (как правило машиностроение и металлоконструкций) , там где требуется красивый внешний вид (на любителя). Так же такой шов применяют в местах, где создаётся вероятность перегрева и деформации метала, поскольку он выполняется на малых токах.
Пример шва с крупной чешуёй, выполненного полуавтоматом.Ток нужно выбрать таким образом, чтобы расплавленный метал в ванне был по консистенции как густое масло. Движением вперёд разогревается сварная ванна и метал, а движением назад создаются волна/наплыв, которая и формирует чешую. Так же такой шов можно красиво выполнить применяя импульсный режим с заниженной частотой сварки.
Угловой сварной шов, выполненный на импульсном режиме с малым сварочным током.Многие ошибочно полагают, что такой шов можно выполнить только с отрывом дуги. В действительности это не так. Стоить запомнить, что шов, выполняемый с отрывом дуги не является профессиональным. Ниже представим видео как выполняется такой шов без отрыва дуги.
Если видео по каким либо причинам не воспроизводится — его можно посмотреть по этой ссылке Вконтакте.
Спасибо, что прочитали до конца! Не забываем делать репосты, оставлять комментарии и лайки, а так же подписываться на канал в Дзен и наш канал EURO WELDER Вконтакте.
А также другие статьи нашего канала:
- Сварщик в Чехии | Обзор идеального завода
- Как проверить шов сварщика кислотой
Сварочные полуавтоматы, MIG сварка
Несомненно, у полуавтоматической сварки плюсов больше, чем минусов. Такой вывод можно сделать хотя бы из того, что MIG сварка – это более высокая ступень эволюции (после MMA сварки), которая прочно закрепилась в своём производственном сегменте. А активное развитие MIG сварки указывает на её действительную состоятельность и перспективность.
И всё же, есть небольшая «ложка дёгтя» и в столь популярной технологии. Ниже мы подробно рассмотрим сильные и слабые стороны сварки полуавтоматами.
Преимущества «+»
1. Автоматизированная подача сварочной проволоки
Первое и самое главное, за что ценится MIG сварка — подающий механизм, требующий грамотной настройки, в зависимости от материала сварочной проволоки.
При изменении скорости доставки проволоки, пропорционально изменяется и сварочный ток. На долю человека остаётся только верно установить нужные параметры и направить горелку.
Такие совершенствования, значительно увеличили не только скорость и производительность сварки, но и значительно повысили её качество.
2. Чистый шов
При сварке полуавтоматом мы, в противовес MMA сварке, сразу получаем чистый и безшлаковый шов, который не требует удаления окалины.
3. Хорошая видимость
При полуавтоматической сварке почти полностью отсутствует дым. Это делает работу значительно удобнее, благодаря отличной видимости сварочного шва.
Недостатки «-«
1. Нужен защитный газ
К сожалению, за чистый сварочный шов необходимо платить своим удобством, мобильностью и решением логистических проблем по доставке такого жизненно необходимого элемента для полуавтоматической сварки как защитный газ.
Вся плюсы работы полуавтоматом теряются при попадании атмосферных газов в предел сварочной ванны. Это отрицательное влияние компенсируется защитным газом, который «обволакивает» сварочную ванную.
Как следствие – при работе «в поле», действие защитного газа легко может быть нейтрализовано банальным сильным порывом ветра, что накладывает определённое вето на сварку на открытых участках.
Примечание: Как альтернатива, имеется порошковая сварочная проволока (самозащитная) – она позволяет варить с хорошей производительностью на открытом пространстве. Однако, её цена в разы больше стоимости любой другой сварочной проволоки, а при её использовании возвращается проблема шлакования шва.
Тем не менее, выбор той или иной технологии сварки целиком зависит от Ваших возможностей и предполагаемого фронта работ. Но все из них имеют одну общую черту – прогресс порождает всё новое и новое сварочного оборудования и подходы к решению проблем, которые предъявляют всё более строгие требования к настройке и материалам. Взамен же мы получаем бОльшую производительность, лучшее качестве, повышенное удобство и простоту работы.
Инструкция по сварке стальных конструкций порошковой проволокой ППВ-5
Министерство
монтажных и специальных
строительных работ СССР
ИНСТРУКЦИЯ
ПО СВАРКЕ СТАЛЬНЫХ КОНСТРУКЦИЙ
ПОРОШКОВОЙ ПРОВОЛОКОЙ ППВ-5
ВСН 427-81
ММСС СССР
УТВЕРЖДЕНЫ
Министерством монтажных
и специальных строительных
работ СССР.
17 июля 1981 г.
Заместитель министра
К.К. Липодат
Центральное бюро
научно-технической информации
Москва — 1982
СОДЕРЖАНИЕ
Настоящая инструкция, предназначенная для инженерно-технических работников и рабочих-специалистов, содержит указания по полуавтоматической сварке стальных конструкций порошковой проволокой ППВ-5 (тип Э50А в нижнем, горизонтальном, вертикальном и наклонном положениях: по подготовке строительных конструкций из углеродистой и низколегированных сталей под сварку, режиму сварки, выбору сварочного оборудования и комплектации поста, контролю качества сварных швов и устранению дефектов. Приведены требования к квалификации сварщиков. Большое внимание уделено технике выполнения многослойных швов в разных пространственных положениях.
Приведенные в инструкции режимы и технология сварки рекомендуются также для проволоки ППВ-4 типа Э46 по ТУ 36-1905-76.
Инструкция разработана Краснодарским филиалом ВНИИмонтажспецстроя и Днепропетровским экспериментально-исследовательским заводом сварочных материалов на основании своих исследований и опыта использования проволоки ППВ-5 при монтаже трестами Спецстальконструкция Главстальконструкции Минмонтажспецстроя СССР, Севкавтехмонтаж, Юговостоктехмонтаж, Южстальконструкция, Юговостокстальконструкция и Коксохимтепломонтаж Минмонтажспецстроя УССР.
Составители: В.Г. Лозовой, канд. техн. наук В.Г. Хохлов, В.Д. Курмаз.
Научный редактор И.С. Иоффе.
|
Министерство монтажных и специальных строительных работ СССР (Минмонтажспецстрой) |
Ведомственные строительные нормы |
ВСН 427-81 ММСС СССР |
|
Инструкция по сварке стальных конструкций порошковой проволокой ППВ-5 |
Впервые |
1.1. Инструкция распространяется на полуавтоматическую сварку открытой дугой порошковой проволокой ППВ-5* конструкций из углеродистых и низколегированных сталей в вертикальном, горизонтальном, нижнем и наклонном положениях.
* А.с. 512888 — Б.И., 1976, № 17.
1.2. Металл шва и сварное соединение, выполненное проволокой ППВ-5, должны соответствовать требованиям ГОСТ 9467-75, предъявляемым к электродам Э50А. Механические свойства должны иметь значения, не менее:
предел прочности sв, МПа…………………………………………………………….. 500
относительное удлинение d5, %…………………………………………………….. 20
ударная вязкость aн при + 20°С, Дж/см2………………………………………… 130
угол загиба, град……………………………………………………………………………. 150
1.3. Химический состав наплавленного металла должен быть следующим, %:
углерод………………………………………………………………………………………….. 0,09-0,14
марганец……………………………………………………………………………………….. 0,55-1,3
кремний………………………………………………………………………………………… 0,19-0,40
алюминий……………………………………………………………………………………… 0,1-0,32
сера, не более………………………………………………………………………………… 0,03
фосфор, не более……………………………………………………………………………. 0,03
1.4. При сварке порошковой проволокой ППВ-5 мероприятия по технике безопасности должны соответствовать требованием главы СНиП по технике безопасности в строительстве и ГОСТ 12.3.003-75.
|
Внесены Краснодарским филиалом ВНИИмонтажспецстроя |
Утверждены Минмонтажспецстроем СССР 17 июля 1981 г. |
Срок введения в действие 1 январи 1982 г. |
2.1. Проволока ППВ-5 диаметром 2,35 мм предназначена для сварки со свободным формированием без дополнительной защиты соединений конструкций из углеродистых и низколегированных сталей толщиной 8 мм и более в вертикальном положении, 3 мм и более в наклонном, горизонтальном и нижнем положениях.
2.2. В зависимости от тока коэффициент наплавки проволоки составляет 16 — 19 г/(А×ч).
2.3. Расход проволоки на 1 кг наплавленного металла составляет 1,26 кг.
2.4. Номинальный диаметр проволоки 2,3±0,1 мм. При большем диаметре формирование вертикальных и горизонтальных швов затруднено.
2.5. Проволока должна быть упакована в герметичную тару и иметь сертификат завода-изготовителя, в котором указаны марка и диаметр проволоки, номер партии, химический состав металла шва, результаты испытаний механических свойств, типичные режимы сварки вертикальных и горизонтальных соединений.
2.6. Внутренний диаметр мотка проволоки должен быть не более 450 мм. Моток должен состоять из одного куска проволоки массой 3-20 кг. Повторная перемотка проволоки не допускается.
2.7. Поверхность проволоки не должна иметь механических повреждений (смятие, раскрытие замка), а также следов ржавчины. Допускается наличие рисок от волочения и технологической смазки.
2.8. Проволоку необходимо хранить в герметичной таре, поступаемой с завода-изготовителя, в сухом месте при температуре выше 0°С. Раскрывать тару следует непосредственно перед сваркой. Гарантийный срок хранения 4 мес. При более длительном хранении следует проверять технологические свойства проволоки: легкость зажигания дуги, отделимость шлака, наличие дефектов-пор и шлаковых включений.
2.9. При транспортировке проволока должна быть защищена от атмосферных воздействий. При погрузке и разгрузке повреждение упаковки не допускается.
2.10. В случае несоблюдения условий хранения и транспортировки в соответствии с пп. 2.8 и 2.9 настоящей инструкции проволоку следует прокалить при температуре 140-160°С в течение 1 ч и выполнить сварку контрольных образцов. В печь проволоку необходимо загружать при режиме прокалки. Не допускается прокалка проволоки при температуре выше 200°С.
3.1. К сварке в нижнем положении допускаются электросварщики не ниже третьего, а в вертикальном и горизонтальном положениях — не ниже четвертого разряда, прошедшие специальную теоретическую и практическую подготовку и сдавшие соответствующие экзамены по программе, составленной на основании данной инструкции.
3.2. В процессе практического обучения сварщики сваривают стыки и технологические пробы в вертикальном, горизонтальном и нижнем положениях. Толщина, марка и вид соединения должны быть аналогичны толщине и виду соединения свариваемой конструкции.
3.3. Количество контрольных стыков должно соответствовать требованиям действующих технических условий.
4.1. Подготовку кромок соединений можно производить ручным и механизированным способами, а также с помощью газовой резки (с обязательной последующей очисткой места реза от окалины и грата) и механической обработки в соответствии с ГОСТ 8713-70.
4.2. Подготовку и сборку конструкций под сварку следует осуществлять в соответствии с действующими техническими условиями на изделие.
4.3. При сборке конструкций прихватки необходимо выполнять электродами Э50А или проволокой ППВ-5. Перед сваркой прихватки следует тщательно очистить от шлака.
5.1. В комплект сварочного поста должны входить источник питания дуги, полуавтомат, амперметр постоянного тока с пределом измерения до 500 А, шунт на 75 мВ и вольтметр постоянного тока на 75 В.
5.2. Для сварки применяют генераторы с жесткой характеристикой ПСГ-500 и ПСУ-500, отрегулированные на падение напряжения при сварке по сравнению с напряжением холостого хода не более чем на 3 В, выпрямитель ВС-600 или другой с пологопадающей характеристикой.
5.3. Падение напряжения по п.5.2 настоящей инструкции замеряют с помощью вольтметра на клеммах генератора при холостом ходе и сварке. Разность этих показаний является значением падения напряжения.
5.4. Если показания вольтметра на клеммах генератора при холостом ходе отличаются от показаний при сварке более чем на 3 В, генератор следует регулировать небольшим смещением траверсы щеткодержателя с нейтрального положения: для увеличения падения — по ходу вращения, для уменьшения — против хода.
5.5. Длина и сечение подводящих кабелей должны обеспечивать падение в них напряжения при протекании сварочного тока не более 7 В.
5.6. Падение напряжения в кабелях по п. 5.5 настоящей инструкции определяют по разнице показаний вольтметра, подключенного при сварке к клеммам источника питания, и вольтметра, подключенного непосредственно на рабочем месте к электрододержателю и свариваемому металлу.
5.7. При несоответствии сварочных кабелей требованиям п. 5.5 настоящей инструкции их необходимо укоротить или увеличить площадь поперечного сечения.
5.8. Сварку рекомендуется производить полуавтоматами А-765, А-1035, А-1197, ПМП-6 или другими, обеспечивающими устойчивую, без смятий подачу проволоки.
5.9. Вертикальные и горизонтальные швы следует выполнять держателями облегченного типа, рассчитанными на токи до 250 А, например А-836Р или другими, более совершенными.
6.1. Сварку следует производить постоянным током обратной полярности (+ на электроде).
6.2. Перед сваркой необходимо проверить, чтобы положение клемм генератора соответствовало маркировке (+ -).
6.3. Перед сваркой следует проверить соответствие характеристик источника питания и сварочных кабелей по пп. 5.2 и 5.5, при необходимости осуществить регулировку согласно пп. 5.3, 5.4, 5.6 и 5.7 настоящей инструкции.
6.4. Для обеспечения стабильного качества сварки подающий механизм полуавтомата должен быть оснащен роликами, исключающими деформирование проволоки.
6.5. В подающем механизме полуавтомата должна быть соосность канавок подающих роликов, подводящих, отводящих каналов с продольной осью порошковой проволоки. При отсутствии соосности следует произвести соответствующую регулировку.
6.6. Сварку следует выполнять при вылетах проволоки (расстояние от токоподводящего мундштука до изделия) не менее 30-35 мм.
Для повышения качества вертикальных швов сварку необходимо производить при удлиненном вылете проволоки, используя специальный токоподводящий мундштук-удлинитель (рис. 1 и 2).
6.7. Сварку конструкций из низкоуглеродистых сталей при максимальном содержании углерода и марганца по ГОСТ следует выполнять при минимальных значениях напряжения на дуге и максимальном вылете проволоки в соответствии с табл. 1-3.
Рис. 1. Мундштук — удлинитель вылета:
1 — мундштук; 2 — керамическая втулка
Рис. 2. Положение удлинителя (1) в электрододержателе (2)
Вертикальное положение
6.8. Сварку в вертикальном положении следует выполнять при режимах, указанных в табл. 1.
6.9. Сварку однослойных швов (за один проход) следует начинать с наведения ванны на всю площадь поперечного сечения разделки, а при выполнении многослойных швов — на площадь сечения накладываемого слоя.
6.10. При наложении однослойных валиковых швов на конструкции толщиной 8-16 мм угол наклона электрода к оси шва должен составлять не менее 110° (рис. 3 и 4). При этом дугу следует зажигать в корне шва и вести по одной из скошенных кромок, проплавляя ее с задержкой дуги у края сварочной ванны на расстоянии 2-3 мм от поверхности свариваемой конструкции (см. рис. 3.а, б, в) После образования достаточного количества расплавленного металла дугу следует перемещать к корню шва и противоположную кромку стыка. Далее процесс повторяют. Сварка по второй схеме (см. рис. 4) отличается от первой перемещением электрода за пределы разделки на 1-2 мм с задержкой у кромки, но при движении вверх.
Для получения гладкого обратного валика корня шва электрод следует продвигать по стыку вперед (в направлении сварки), выводя дугу на нерасплавленные кромки в зазоре и перемещая ее по расплавленной ванне.
При толщине конструкции 16 мм однослойный шов можно накладывать по двум схемам (см. рис. 3, б и рис. 4, б), по которым для более равномерного усиления электрод дополнительно поперечно перемещают торцом с кратковременной задержкой в центре сечения разделки.
6.11. Техника выполнения первого слоя многослойных швов не отличается от указанной для однослойных в пп. 6.9 и 6.10 настоящей инструкции. При выполнении многослойных швов слои следует распределять так, чтобы каждый имел толщину 4-5 мм (см. рис 3, в, г). Второй и последующие слои накладывают при уменьшенных вылетах проволоки (30-50 мм). Угол наклона электрода по отношению к продольной оси шва должен составлять не менее 110° (см. п. 6.10 и рис. 3, а).
После выполнения каждого слоя поверхность шва необходимо тщательно зачистить от шлака. При наложении второго и последующих слоев особое внимание следует уделять удалению шлака в местах прилегания слоя к поверхности кромок. Чтобы исключить непровары и зашлаковку в начале шва, дугу необходимо зажигать несколько выше и затем возвращать к началу шва или применять выводные технологические планки.
6.12. Если необходимо прервать сварку при наложении первого слоя вертикального шва, то в месте перерыва следует прожечь отверстие диаметром 5-6 мм. Продолжение сварки следует начинать при минимальном вылете проволоки, дугу возбуждать в вершине шва и затем перемещать к отверстию, прогревая всю поверхность застывшей ванны. При этом шлак и часть расплавленного металла направляют в отверстие.
Таблица 1
|
Разделка кромок по ГОСТ 5264-69 |
Толщина металлоконструкций, мм |
Количество слоев |
Режим сварки |
Производительность |
||||
|
Ток, А |
Напряжение дуги, В |
Скорость подачи проволоки, м/ч |
Вылет, мм |
сварки, м/ч |
наплавки, кг/ч |
|||
|
Стыковые соединения |
8-10 |
1 |
90-110 |
20-25 |
112 |
50-80 |
2,0-2,2 |
1,9 |
|
12 |
1 |
110-150 |
22-26 |
126-142 |
50-100 |
2,1-2,7 |
2,1-2,3 |
|
|
14 |
1 |
130-150 |
23-26 |
142-159 |
60-100 |
2,1-2,3 |
2,3-2,7 |
|
|
16 |
1 |
130-150 |
24-26 |
142-159 |
40-80 |
2,2-2,4 |
2,3-2,7 |
|
|
14 |
2 |
110-120 |
22-25 |
126 |
60-100 |
1,6-1,8 |
2,1 |
|
|
16 |
2 |
110-130 |
22-26 |
126-159 |
50-100 |
1,3-2,0 |
2,1-2,7 |
|
|
18-22 |
2 |
120-150 |
24-27 |
142-159 |
50-100 |
— |
2,3-2,7 |
|
|
24-30 |
3 |
130-170 |
24-27 |
159-178 |
50-100 |
0,6-0,7 |
2,7-2,9 |
|
|
Угловые, нахлесточные и тавровые соединения |
8-10 |
1 |
100-120 |
20-24 |
112 |
40-60 |
2,2-2,4 |
1,9 |
|
12-14 |
1 |
120-150 |
22-26 |
126-142 |
40-60 |
— |
2,1-2,7 |
|
|
16 |
1 |
130-160 |
24-27 |
159 |
40-60 |
— |
2,7 |
|
|
18-20 |
2 |
140-160 |
23-26 |
142-159 |
20-50 |
— |
2,3-2,7 |
|
|
24-30 |
2-3 |
140-180 |
24-25 |
159-178 |
40-50 |
— |
2,7-2,9 |
|
Примечание. При однопроходной сварке необходимо наложение подварочного шва.
Рис. 3. Схема наложения вертикального
стыкового шва (вариант I):
а — однослойного при толщине конструкции
8-14 мм; б — то же, 14-16 мм; в — многослойного при толщине конструкции 16-18
мм; г — то же, 24-30 мм
Рис. 4. Схема наложения вертикального
стыкового шва (вариант 2) при толщине конструкции, мм:
а — 8-14; б — 14-16
Рис. 5. Схема наложения вертикального
таврового шва:
а — однослойного катетом 8-16 мм; б -
многослойного катетом 18-30 мм
6.13. Второй и последующие слои необходимо накладывать после зачистки поверхности застывшей ванны при минимальном вылете проволоки.
6.14. Тавровые швы катетом 8-16 мм следует закладывать по схеме, указанной в п. 6.10 настоящей инструкций (рис. 5, а). При этом сварку следует вести при минимальном вылете проволоки и угле наклона электрода к оси шва 100-110°. Перемещение электрода вверх по направлению сварки необходимо начинать вне ванны по корню разделки стыка, задерживая его в местах, отмеченных на рис. 5, а точками.
6.15. Первый слой многослойных тавровых швов следует накладывать в соответствии с указаниями п. 6.14 настоящей инструкции. При наложении валика катетом более 16 мм необходимо проваривать дугой середину ванны для обеспечения равномерного заполнения валика по всему поперечному сечению. При наложении многослойных вертикальных тавровых швов наплавленный металл следует распределять по слоям так, чтобы толщина каждого слоя составляла 3-5 мм. Валик следует накладывать при минимальном вылете проволоки, задерживая электрод в местах, отмеченных на рис. 5, б точками.
Наклонное положение
6.16. К наклонным отнесены положения, представленные на рис. 6, и промежуточные.
6.17. В наклонном положении сварку следует выполнять при режимах, указанных в табл. 2.
Рис. 6. Наклонные положения электрода
6.18. Стыковые соединения толщиной 4-6 мм, а также тавровые катетом 4-6 мм при угле наклона до 45° следует выполнять способом сверху — вниз, при угле наклона 60° — снизу - вверх при минимальной скорости подачи проволоки, используя технику наложения шва, аналогичную рекомендованной для сварки этих соединений в вертикальном положении (см. рис. 3, а, б).
6.19. Соединения толщиной 8-14 мм при углах наклона до 45-50° можно выполнять двумя способами:
сваривать в два прохода при максимальной скорости подачи проволоки. Первый слой накладывают сверху — вниз, второй - снизу — вверх, используя технику манипулирования электродом, представленную на рис. 7;
сваривать в один проход при минимальной скорости подачи проволоки, используя манипуляции электрода, аналогичные манипуляциям в вертикальном положении.
При угле наклона более 45° соединения выполняют аналогично вертикальным.
Рис. 7. Техника манипулирования электродом при наложении второго слоя наклонных под углом 30-45° соединений конструкций толщиной 8-14 мм
6.20. Способы выполнения соединений толщиной 16-20 мм зависят от их длины.
Таблица 2
|
Разделка кромок по ГОСТ 5264-69 |
Толщина металлоконструкции, мм |
Угол наклона соединения, град |
Количество слоев |
Режим сварки |
Производительность наплавки |
Способ сварки |
||
|
Ток, А |
Напряжение дуги, В |
Скорость подачи проволоки, м/ч |
||||||
|
Стыковые соединения |
4-6 |
30 |
1 |
110-140 |
21-23 |
112-142 |
1,9-2,3 |
Снизу-вверх и сверху-вниз |
|
45 |
1 |
110-140 |
21-23 |
112-142 |
1,9-2,3 |
|||
|
60 |
1 |
110-130 |
21-22 |
112-126 |
1,9-2,1 |
|||
|
8-10 |
30 |
1-2 |
110-140 |
21-22 |
112-142 |
1,9-2,3 |
В один слой снизу-вверх, в два слоя - комбинированно: корень — сверху-вниз, второй слой — снизу-вверх |
|
|
45 |
1-2 |
110-140 |
21-22 |
112-142 |
1,9-2,3 |
|||
|
60 |
1 |
90-120 |
20-21 |
99,5-112 |
1,7-1,9 |
|||
|
12-14 |
30 |
1-2 |
120-150 |
22-23 |
126-159 |
2,1-2,7 |
То же |
|
|
45 |
1-2 |
120-150 |
22-23 |
126-159 |
2,1-2,7 |
|||
|
60 |
1 |
130 |
22 |
126 |
2,1 |
|||
|
16-20 |
30 |
2-3 |
140-180 |
24-25 |
186-210 |
3,3-3,7 |
Снизу-вверх |
|
|
45 |
2-3 |
150-180 |
25-26 |
210-298 |
3,7-5,3 |
|||
|
60 |
2 |
150-180 |
25-26 |
210-256 |
3,7-4,5 |
|||
|
18-22 |
30 |
2 |
310 |
27 |
298 |
5,3 |
Снизу-вверх по корневому шву |
|
|
45 |
2 |
210 |
27 |
298 |
5,3 |
|||
|
60 |
1 |
210 |
27 |
298 |
5,3 |
|||
|
Тавровые и нахлесточные соединения |
4-6 |
15-20 |
1 |
140-170 |
24-25 |
178-198 |
2,9-3,6 |
Сверху-вниз Снизу-вверх и сверху-вниз |
|
30 |
1 |
120-140 |
22-23 |
126-142 |
2,1-2,3 |
|||
|
45 |
1 |
120-140 |
22-23 |
126-142 |
2,1-2,3 |
|||
|
60 |
1 |
120-140 |
22-23 |
126-142 |
2,1-2,3 |
|||
|
8-10 |
30 |
1 |
110-140 |
21-23 |
112-142 |
1,9-2,3 |
Снизу-вверх |
|
|
45 |
1 |
110-140 |
21-23 |
112-142 |
1,9-2,3 |
|||
|
60 |
1 |
110-140 |
21-23 |
112-142 |
1,9-2,3 |
|||
|
12 и более |
30 |
2 и более |
120-150 |
22-23 |
126-159 |
2,1-2,7 |
То же |
|
|
45 |
2 и более |
120-150 |
22-23 |
126-159 |
2,1-2,7 |
|||
|
60 |
2 и более |
120-150 |
22-25 |
126-189 |
2,1-3,3 |
|||
Примечание. Оптимальный вылет проволоки 35-59 мм.
Соединения большой длины при угле наклона 30-45° необходимо выполнять, накладывая небольшой по толщине (3-4 мм) первый слой способом сверху-вниз при минимальных по току режимах (скорость подачи 126-159 м/ч), затем заполняя разделку слоями большой толщины при максимальной скорости подачи проволоки (рис. 8, а). Если угол наклона соединений составляет 50-60°, первый слой следует накладывать способом снизу-вверх при скорости подачи проволоки 112-126 м/ч, а разделку заполнять аналогично описанному выше.
При разбросанности свариваемых узлов соединения небольшой длины следует выполнять без изменения режимов сварки. В этом случае всю разделку заполняют толстыми слоями способом снизу-вверх (рис. 8, б).
Рис. 8. Порядок наложения слоев стыкового соединения конструкций толщиной 16-20 мм
6.21. При угле наклона тавровых соединений 30-45° швы катетом 8 мм и более следует накладывать способом снизу-вверх, используя технику, показанную на рис. 5. При угле наклона этих соединений 50-60° техника наложения швов аналогична указанной для вертикальных соединений.
Горизонтальное положение
6.22. Горизонтальные стыки следует сваривать при режимах, указанных в табл. 3, угол наклона электрода по отношению к горизонтальной плоскости должен соответствовать указанному на рис. 9.
6.23. Соединение конструкций толщиной 3-5 мм следует выполнять сваркой за один проход, электрод перемещать либо перпендикулярно плоскости стыка, либо углом назад с возвратно-поступательным движением и задержкой в местах, указанных на рис. 9 точками. При этом по общему направлению сварки электрод двигают с несколько большей скоростью, чем в направлении на валик.
Возможна также сварка углом вперед.
Рис. 9. Техника наложения горизонтальных
швов:
а — соединение конструкций толщиной 3-5 мм;
б — корневой валик многослойного шва; в — последний валик многослойного шва
6.24. Корневой валик многослойных соединений накладывают следующим образом: дугу возбуждают на нижней кромке и круговым движением с задержкой в зазоре переводят на верхнюю кромку, после наведения устойчивой ванны электрод углом назад перемещают по краю ванны дугообразным возвратно-поступательным движением, не давая ванне затекать перед дугой и тщательно выгоняя шлак на верхнюю и нижнюю кромки задержкой дуги в хвостовой части ванны.
6.25. Для обеспечения хорошего сплавления слоев и легкого удаления шлака в рельефе шва не должно быть узких (4 мм) и глубоких (5 мм) участков.
6.26. Для соединения толщиной 6-18 мм порядок распределения металла по слоям шва указан на рис. 10. При этом промежуточные слои следует распределять так, чтобы последний слой был ниточным.
Таблица 3
|
Разделка кромок по ГОСТ 5264-69 |
Толщина металлоконструкции, мм |
Количество слоев |
Режим сварки |
Производительность |
Примечание |
||||
|
Ток, А |
Напряжение дуги, В |
Скорость подачи проволоки, м/ч |
Вылет, мм |
сварки, м/ч |
наплавки, кг/ч |
||||
|
3-5 |
1 |
90-110 |
18-21 |
88-99,5 |
40-50 |
15-20 |
1,5-1,7 |
Конструкции толщиной 3 мм сваривают при максимальном вылете проволоки, толщиной 5 мм — минимальном |
|
|
6-8 |
2 |
130-150 |
23-26 |
142-159 |
40-100 |
7-9 |
2,3-2,7 |
Корневой слой выполняют при максимальном вылете проволоки, второй — минимальном |
|
|
10-12 |
3-4 |
140-190 |
23-26 |
178-188 |
40-100 |
4,0-4,7 |
2,9-3,1 |
||
|
14-16 |
5 |
180-230 |
24-27 |
188-235 |
40-100 |
3,0-3,3 |
3,1-4,0 |
||
|
30 |
11-13 |
210-240 |
24-28 |
236-265 |
40-100 |
1,1-1,2 |
4,0-4,3 |
||
Первый (корневой), второй и третий валики накладывают при вылете проволоки 80-100 мм, используя технику сварки, указанную в п. 6.24 настоящей инструкции, остальные — при вылете проволоки 30-40 мм и непрерывном ведении электрода углом назад (либо перпендикулярно плоскости стыка).
Рис. 10. Порядок распределения валиков многослойных горизонтальных соединений конструкций толщиной, мм: а — 6-8, б — 10-12; в — 12-14; г, д — 16-18
Последний валик накладывают так же при вылете проволоки 20-30 мм, используя технику сварки, указанную в п. 6.23 настоящей инструкции.
Рис. 11. Порядок распределения валиков многослойных горизонтальных соединений конструкций толщиной 20-30 мм
6.27. Для соединений толщиной 20-30 мм порядок распределения металла по слоям шва представлен на рис. 11.
Таблица 4
|
Соединение |
Общее количество слоев |
Слой |
Режим сварки |
|||
|
Ток, А |
Напряжение дуги, В |
Скорость подачи проволоки, м/ч |
Вылет, мм |
|||
|
1 |
1 |
140-190 |
22-25 |
159-10 |
50-70 |
|
|
2 |
1 |
190-230 |
22-27 |
210-256 |
50-70 |
|
|
|
2 |
140-160 |
22-25 |
159-179 |
30-60 |
|
|
2 |
1 |
210-260 |
24-27 |
230-287 |
50-70 |
|
|
|
2 |
140-160 |
22-25 |
159-179 |
30-60 |
|
|
2 |
1 |
230-290 |
24-27 |
256-320 |
50-70 |
|
|
|
2 |
140-160 |
22-5 |
159-180 |
30-60 |
|
|
|
1 |
270-320 |
25-28 |
297-387 |
50-70 |
|
|
|
2 |
140-160 |
22-25 |
159-179 |
30-60 |
|
|
|
3 |
140-160 |
22-25 |
159-179 |
30-60 |
|
Варианты «а» и «б» предусматривают наращивание нижней кромки, вариант «в» — заполнение разделки «стенками». Все слои, кроме первого, выполняют валиками при вылете проволоки 30-40 мм.
6.28. Горизонтальное соединение большой длины конструкций толщиной 6-20 мм при угле скоса верхней кромки, меньшем 45°, следует выполнять по технологии, представленной в табл. 4.
Нижнее положение
6.29. Сварку в нижнем положении следует выполнять при режимах, указанных в табл. 5.
6.30. Техника сварки стыковых швов в нижнем положении представлена на рис. 12.
Рис. 12. Техника выполнения в нижнем
положении стыковых соединений:
а — конструкций толщиной 3-4 мм; б — то же,
5-8 мм, в — многослойного соединения конструкций толщиной 8 мм; г — то же,
более 8 мм
Конструкции толщиной 3-4 мм сваривают углом назад односторонним или двусторонним швом при максимальном вылете проволоки. Конструкции толщиной 6-8 мм следует сваривать при вылете проволоки 40-50 мм, перемещая электрод под углом 80-90° по краю ванны с задержкой в зазоре.
Таблица 5
|
Разделка кромок по ГОСТ 5264 — 69 |
Толщина металлоконструкции, мм |
Количество слоев |
Режим сварки |
Производительность |
Примечание |
||||
|
Ток, А |
Напряжение дуги, В |
Скорость подачи проволоки, м/ч |
Вылет, мм |
сварки, м/ч |
наплавки, кг/ч |
||||
|
Стыковые соединения |
3-6 |
1 |
130-200 |
23-27 |
159-210 |
40-80 |
16-21 |
2,7-3,4 |
Без вырубки корня шва. Соединения конструкций 3-4 мм выполняют при минимальных значениях тока и максимальном вылете проволоки |
|
8-10 |
2 |
220-260 |
26-33 |
265-298 |
40-80 |
10-12 |
4,3-4,8 |
Корневой шов выполняют при максимальном вылете проволоки |
|
|
12-14 |
2 |
290-340 |
26-31 |
337-335 |
40-80 |
11-14 |
5,3-7,8 |
||
|
24-90 |
4-5 |
290-340 |
26-31 |
337-435 |
40-80 |
3,1-4,0 |
5,3-7,8 |
||
|
Тавровые соединения |
3-6 |
1 |
150-230 |
25-31 |
159-265 |
40-80 |
20-25 |
2,8-4,5 |
— |
|
8-10 |
1 |
300-390 |
27-33 |
337-435 |
40-50 |
14-17 |
5,3-7,8 |
||
|
12-16 |
3 |
300-390 |
27-33 |
337-435 |
40-50 |
— |
5,3-7,8 |
||
|
30 |
1-14 |
310-390 |
27-33 |
337-435 |
40-50 |
— |
5,3-7,8 |
||
|
3-12 |
1 |
150-390 |
25-33 |
159-435 |
40-80 |
— |
2,8-7,8 |
— |
|
|
12-16 |
2-5 |
310-390 |
27-33 |
337-535 |
40-50 |
— |
5,3-7,8 |
||
Конструкции толщиной 12 мм сваривают за два прохода и более (см. рис. 12, в, г). Корневой слой шва, в зависимости от величины притупления и зазора в стыке, накладывают согласно рис. 12, а или рис. 12, б. Последующие слои накладывают при положении электрода углом назад. Толщина валика должна быть не более 6 мм. При этом корневой слой накладывают при вылете проволоки 60 — 70 мм, последующие — 40 — 50 мм.
6.31. Для уменьшения сварочных деформаций и исключения дефектов в замках многослойных швов большой длины при сварке проволокой ППВ-5 следует использовать те же приемы, что и при ручной сварке штучными электродами.
6.32. Техника сварки угловых и тавровых соединений представлена на рис. 13, а, б (сварку ведут углом назад). Угол между полкой таврового соединения и продольной осью проволоки составляет 45-50° (см. рис. 13, в).
Швы катетом 3-4 мм накладывают при возвратно-поступательном движении электрода и вылете проволоки 60-80 мм (см. рис. 13, а).
При наложении однослойных швов катетом 8-10 мм электрод перемещают по краю ванны с задержкой в мостах, указанных на рис. 13, б. Вылет проволоки должен составлять 40-50 мм.
Рис. 13. Техника наложения угловых и
тавровых швов в нижнем положении:
а — однослойных катетом 3-6 мм; б — то же,
8-10 мм; в, г — многослойных катетом 16-30 мм
Многослойные швы тавровых соединений выполняют при вылете проволоки 40-50 мм, перемещая электрод без поперечных колебаний. Рациональное распределение валиков в швах катетом 16 -30 мм приведено на рис. 13, г.
6.33. Тавровые соединения с односторонним скосом кромок выполняют аналогично горизонтальным стыковым соединениям.
6.34. При обрыве дуги (прекращении сварки) кратер ванны необходимо зачистить от шлака, возбудить дугу на расстоянии 10 - 15 мм от места обрыва и перенести на кратер. Заварку кратера следует производить быстрыми поперечными колебаниями конца электродной проволоки, затем резко оборвать дугу.
6.35. Подварку корня шва допускается выполнять штучными электродами Э50А.
6.36. При автоматической сварке под флюсом допускается выполнение подварочных швов, наложение отдельных слоев и исправление дефектов проволокой ППВ-5.
7.1. Способы контроля качества сварных соединений — по ГОСТ 3242-69 «Швы сварных соединений. Методы контроля качества» и СНиП III-18-75 «Металлические конструкции. Правила производства и приемки работ», а также ППР.
Определение механических свойств — по ГОСТ 6966-75; контроль неразрушающими методами — по ГОСТ 14782-76, ГОСТ 7512-75, ГОСТ 23055-78; металлографические исследования — по ГОСТ 5640-68, ГОСТ 1778-70.
7.2. До начала и в процессе сварки следует контролировать:
а) состояние порошковой проволоки в соответствии с ТУ завода-изготовителя;
б) соответствие характеристики источника питания требованиям п. 5.2 настоящей инструкции;
в) равномерность подачи проволоки и надежность ее контакта с токоподводящим мундштуком держателя;
г) качество сборки, подготовки кромок и их очистки от загрязнений, очистки прихваток от шлака, а также наличие трещин в прихватках;
д) соблюдение режимов, техники манипулирования электродом.
7.3. После сварки необходимо провести внешний осмотр соединений для выявления внешних дефектов: трещин, пор и подрезов.
7.4. Дефектные места следует удалить или исправить. Повторную сварку дефектных мест производят электродами Э50А или Э42А.
8.1. При соответствии проволоки техническим условиям дефекты в сварных швах являются следствием нарушения технологии сварки или неисправности оборудования.
8.2. Основные дефекты в сварных швах, выполненных порошковой проволокой ППВ-5, и способы их предупреждения приведены в табл. 6.
Таблица 6
|
Дефекты |
Причина возникновения |
Способы предупреждения |
|
Поры |
Высокое напряжение дуги |
Отрегулировать режим в соответствии с рекомендациями табл. 1-3 |
|
Мал вылет проволоки при сварке |
Увеличить вылет проволоки в соответствии с рекомендациями табл. 1-3 |
|
|
Неравномерная скорость подачи проволоки |
Отрегулировать подающий механизм или прочистить направляющий канал шланга |
|
|
Генератор имеет возрастающую характеристику |
Отрегулировать генератор в соответствии с п. 5.3 настоящей инструкции |
|
|
Износ наконечника держателя |
Заменить наконечник |
|
|
Большие зазоры между свариваемыми деталями |
Привести величину зазора в соответствие с требованиями ГОСТ 5264-69 |
|
|
Сырая, ржавая проволока |
Прокалить проволоку в соответствии с п. 2.10 настоящей инструкции и очистить от ржавчины |
|
|
Повышенное содержание углерода, марганца, кремния и других примесей в основном металле |
Проверить химический состав основного металла |
|
|
Шлаковые включения |
Предыдущий слой плохо очищен от шлаковой корки |
Тщательно зачистить промежуточные слои |
|
Напряжение на дуге не соответствует необходимому |
Отрегулировать режим сварки. Уменьшить длину кабелей, увеличить площадь их поперечного сечения |
|
|
Неправильное распределение валиков по слоям. Неправильная техника сварки |
Соблюдение техники сварки |
|
|
Не удалена окалина после подготовки кромок газовой резкой |
Тщательно очистить от окалины кромки |
|
|
Непровары |
Мал сварочный ток, большая скорость сварки, неправильная техника наложения шва |
Отрегулировать режим сварки и придерживаться рекомендуемой техники сварки |
|
Подрезы |
Высокое напряжение дуги, неправильная техника сварки |
Отрегулировать режим, выполнять указания настоящей инструкции |
Инверторные сварочные полуавтоматы MIG/MAG: цены, отзывы
ТЕХНИКА ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ УГЛЕКИСЛОГО ГАЗА
Для ремонта кузовных деталей автомобиля, работ с тонколистовой сталью применяется полуавтоматическая сварка в среде углекислого газа. Благодаря автоматизации процесса, ровный шов может получиться даже у начинающего сварщика.При выполнении работ, обрабатываемая поверхность нагревается меньше, в результате наблюдается только незначительная деформация или коробление детали.
ГДЕ ИСПОЛЬЗУЕТСЯ СВАРКА УГЛЕКИСЛОТОЙ
Заверение о том, что сварочные полуавтоматы для сварки в среде углекислого газа применяются исключительно для ремонта кузовов автомобилей неверное. Сварка с использованием углекислоты, также применяется в следующих отраслях:- Изготовление стальных конструкций с большим количеством сварных швов на 1 п.м.
- Машиностроение.
- Изготовление приборов.
- Ремонт и производство кованых конструкций: решеток, перил, ворот, ограждений и т.д.
Возможно применение сварки с использованием СО² и в других сферах производства, где особенное внимание уделяется слабому нагреву поверхности и деформации детали при ее обработке.
ТЕХНИКА СВАРКИ В УГЛЕКИСЛОМ ГАЗЕ
Выполнение сварочных работ и технология полуавтоматической сварки в среде углекислого газа достаточно простая, по сути, от мастера требуется выдержать необходимый вылет проволоки и перемещать горелку автомата с одинаковой скоростью.В результате получается равномерный шов без наплывов, обеспечивается достаточный провар стали и механическая прочность получаемого соединения.
Во время выполнения работ от мастера требуется соблюдение следующих рекомендаций:
- Перед началом сварки следует убедиться в том, что защитный газ выходит из горелки. Рабочее давление углекислоты при сварке полуавтоматом 0, 02 кПа. Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.
- Угол горелки должен находиться в пределах 65-75°. Шов необходимо вести справа налево, так лучше просматриваются свариваемые кро
Сила тока. Режимы сварки в углекислом газе регулируются методом изменения скорости подачи проволоки и напряжения дуги.
КАКОЕ ДАВЛЕНИЕ УГЛЕКИСЛОТЫ ПРИ СВАРКЕ
ГОСТ на полуавтоматическую сварку в углекислом газе регулируется руководящим документом 26-17-051-85. Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги.Подача углекислоты может быть изменена в большую сторону при наличии сквозняков, ветра и других негативных факторов. Решающее значение при выборе подходящего рабочего режима играет качество получаемого шва.
Сущность сварки в среде углекислого газа сводится к тому, что СО² обеспечивает защиту обрабатываемой поверхности от перегрева. Как правило, качество шва напрямую зависит от расхода углекислоты при сварке полуавтоматом. При этом от мастера требуется обеспечить оптимальные затраты между использованием газа и расходом сварочной проволоки.
Для определения оптимальной нормы расхода углекислоты при сварке полуавтоматом, опытные сварщики используют следующий метод. Выставляют давление приблизительно, так, чтобы получался идеальный шов, после этого снижают подачу газа и напряжение, пока сварочное соединение не станет пузыриться и шипеть. Возвращаются к успешной последней настройке.
РАСХОД УГЛЕКИСЛОТЫ ДЛЯ СВАРОЧНОГО ПОЛУАВТОМАТА
Хотя нормы расхода углекислоты зависят от многих факторов, в среднем для полуавтомата предусмотрены следующие затраты расходных материалов:- Скорость подачи проволоки — зависит от ширины расходного материала, составляет, от 35-250 мм/сек.
- Расход газа — определяется качеством флюса и погодными условиями. Может варьироваться от 3 до 60 л/мин.
- Затраты на подготовительные работы составляют около 10% от общего расхода СО².
- Удельный расход газа, необходимый для прохождения шва.
В баллон заливается около 25 кг углекислоты. В результате химической реакции из каждого килограмма получается около 509 л газа. Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов.
Существует возможность обойтись без использования защитного газа. Вместо СО² применяют порошковую проволоку. При нагревании проволока, покрытая порошком, выделяет газ, который и защищает обрабатываемую поверхность от перегрева.
В комплект оборудования для полуавтоматической сварки в углекислом газе входит:
- Выпрямитель — может быть трансформаторного или инверторного типа. Первый оптимально подходит для толстой проволоки, второй обеспечивает равномерную подачу напряжения и стабильную дугу сварки.
- Подающий механизм — имеет ограничения по толщине проволоки. При выборе следует учитывать, что не каждый флюс можно будет использовать при выполнении сварочных работ.
- Держатель со шлангами.
Сварщики швов | Red-D-Arc Welderentals
Сварочные аппараты для продольных швов — внешние, внутренние, плоские и подъемные
Сварщики швов производят линейный сварной шов поперек продольного шва, например двух плоских пластин или трубчатой трубы. Используя хромированные медные зажимы с пневматическим управлением для удержания материала толщиной до 3/4 дюйма, сварщик швов надежно зажимает материал для точного выравнивания заготовки без необходимости выполнения прихваточных швов.Затем сварочная тележка перемещает сварочную головку по длине шва; получение стабильного и высококачественного сварного шва. Опорные стержни с водяным охлаждением доступны с продувкой газом или без нее для использования в различных сварочных процессах, таких как дуга под флюсом, MIG, TIG и плазма.
Пользовательские модели
Red-D-Arc может производить индивидуальные модели в зависимости от ваших требований к емкости и функциональности; включая длину шва, диапазоны диаметров, тип свариваемого материала, минимальную и максимальную толщину материала и тип используемого процесса сварки.
Стандартные модели
Стандартная линейка аппаратов для сварки наружных швов Red-D-Arc рассчитана на эффективную длину сварного шва от 32 до 144 дюймов.
|
|---|
SW32 |
SW48 |
SW60 |
SW72 |
SW96 |
SW120 |
SW144 |
Макс.Длина зажима | Материал Диапазон толщины зажима * — дюймы (мм) | мин. Диаметр | Макс.Диаметр | Скорость перемещения каретки | Блок питания | Длина | Ширина | Масса |
|---|---|---|---|---|---|---|---|---|
32 (813) | 0.008 — 0,79 (0,2 — 20) | 4 (102) | 36 (914) | 3–59 (75–1500) | 220 — 240 В | 70.1 (1800) | 51,2 (1300) | 2072 (940) |
48 (1219) | 0.008 — 0,79 (0,2 — 20) | 5 (127) | 36 (914) | 3–59 (75–1500) | 220 — 240 В | 86.6 (2200) | 51,2 (1300) | 2954 (1340) |
60 (1524) | 0.008 — 0,79 (0,2 — 20) | 6 (152) | 36 (914) | 3–59 (75–1500) | 220 — 240 В | 102.4 (2600) | 51,2 (1300) | 4056 (1840) |
72 (1829) | 0.008 — 0,79 (0,2 — 20) | 6 (152) | 36 (914) | 3–59 (75–1500) | 220 — 240 В | 110.2 (2800) | 51,2 (1300) | 4497 (2040) |
96 (2438) | 0.008 — 0,79 (0,2 — 20) | 8 (203) | 36 (914) | 3–59 (75–1500) | 220 — 240 В | 137.8 (3500) | 63 (1600) | 7716 (3500) |
120 (3048) | 0.008 — 0,79 (0,2 — 20) | 8 (203) | 36 (914) | 3–59 (75–1500) | 220 — 240 В | 157.5 (4000) | 63 (1600) | 9921 (4500) |
144 (3658) | 0.008 — 0,79 (0,2 — 20) | 10 (254) | 36 (914) | 3–59 (75–1500) | 220 — 240 В | 196.9 (5000) | 63 (1600) | 14 330 (6500) |
* Поставляются станки для зажима указанного диапазона материалов между размерами 0.008–0,79 дюйма (0,2–20 мм)
Полуавтоматические машины для сварки продольных швов, 700000 рупий / единица
О компании
Год основания 1977
Юридический статус компании с ограниченной ответственностью (Ltd./Pvt.Ltd.)
Характер бизнеса Производитель
Количество сотрудников От 101 до 500 человек
Годовой оборот 2008-09 руп.10–25 крор Прибл.
2009-10 руп. 10–25 крор Прибл.
2010-11 рупий. 10–25 крор Прибл.
IndiaMART Участник с июня 2011 г.
GST27AAFCA4637B1Z0
Код импорта и экспорта (IEC) 31060 *****
Экспорт в Кению, Бангладеш, Саудовскую Аравию, Южную Африку, Египет
Основана в год 1978 , в Пуне (Махараштра, Индия) , Arm Welders Pvt.Ltd. внесена в список наиболее известных производителей , экспортеров и поставщиков широкого ассортимента пистолетов для точечной сварки , средств управления сваркой, точечных проекционных машин, машин для шовной сварки, автоматов специального назначения, приспособлений , KBK Рельсы Система и Принадлежности и запасные части . Предлагаемый ассортимент включает пистолеты со встроенным трансформатором , портативные пистолеты для точечной сварки с трансформаторами, устройства управления переменным током, устройства управления MFDC, проекционные сварочные аппараты высокой мощности, сварочные аппараты с двумя головками, боковые крепления корпуса, многоосевые сварочные аппараты SPM и т. Д.Благодаря эффективному владению нашими приложениями для точечной сварки , мы также расширили наш кругозор, предлагая превосходное качество Роботизированные и экономичные системы автоматизации . Эти продукты произведены, используя сырье сорта удара и сложную технологию в соответствии с установленными отраслевыми стандартами. Предлагаемые нами продукты получили широкое признание благодаря своим разнообразным характеристикам, таким как высочайшее качество, долговечность, гладкая поверхность, низкие эксплуатационные расходы, удобный интерфейс и простота установки.Помимо этого, предлагаемые нами продукты доступны в различных размерах, отделках и других связанных спецификациях согласно разнообразным требованиям наших уважаемых клиентов. Клиенты могут воспользоваться предлагаемой у нас продукцией по самым разумным ценам.
Видео компании
ST250 Система Seam Tracker ™ 10 x 10 с APC One-Pak®
ТОЧНОЕ АВТОМАТИЧЕСКОЕ ОТСЛЕЖИВАНИЕ ШВА
Системы тактильного отслеживания шва обеспечивают точное автоматическое отслеживание шва для процессов сварки под флюсом, GMAW, FCAW и GTAW.Эти системы, идеально подходящие для повторяющихся сварочных работ, рекомендуются по сравнению с ручной и полуавтоматической сваркой для повышения качества и стабильности при одновременном снижении эксплуатационных расходов. Доступен ряд стандартных систем или индивидуальных решений для удовлетворения требований многих сложных производственных сред.
Простота настройки
Простота эксплуатации
- Операторы могут быстро научиться программировать и работать.
Выбор простой системы (Доступны предварительно сконфигурированные системы)
- Выберите желаемый уровень автоматизации — один из двух контроллеров и соответствующие подвесные системы.
- Выберите узел поперечных суппортов в зависимости от допустимой нагрузки, необходимой для выдерживания веса компонентов сварочного привода.
- Определите длину хода каждой оси, необходимую для завершения сварки.
- Выберите наконечник датчика шва для конкретного приложения.
Доступны дополнительные элементы управления — Получите эти дополнительные возможности с помощью расширенного управления программированием (APC)
- Запрограммируйте всю последовательность цикла сварки как конфигурацию на основе положения или времени.
- Сохранение до 19 программ последовательности сварки.
Возможность широкой интеграции
- Создайте систему практически для любого источника сварочного тока, устройства подачи и контролируемой группы.
Характеристики
- Тактильный зонд с несколькими вариантами наконечников для точного отслеживания большинства конфигураций суставов
- Полный пакет для упрощения заказа и установки
- Гибкая интеграция с любым источником сварочного тока, устройством подачи и контроллером
- Предварительно установленные дополнительные элементы управления
- Удаленный ввод / вывод для отправки и приема сигналов от внешних устройств
Высококачественный полуавтоматический сварочный аппарат, доступный для продажи
Аппарат может использовать аргонодуговую сварку, сварку с защитой от газа, плазменную сварку и систему дуговой сварки под флюсом.2. Характеристика: сварочный пистолет плавно перемещается по линейной направляющей. Скорость сварки регулируется в зависимости от материала и толщины свариваемого материала. Прочно сконструированные до совершенства, наши гидравлические прессы легко эксплуатируются и используются в течение длительного времени.
Диаметр сварочных банок на этом аппарате можно слегка регулировать. Мы являемся производителем консервных машин, мы можем полностью определить цену любой машины. 2). Надежный и безопасный в управлении, простой в эксплуатации и обслуживании; 5).
Заготовка зафиксирована, а сварочная горелка вращается автоматически.Сварочный механизм: фиксированный сварочный пистолет, при этом заготовка совершает равномерное движение. Сварочный пистолет оснащен механизмом вертикальной и горизонтальной регулировки.
3, IGBT (биполярный транзистор с изолированным затвором) покупается в японской FUJI. Q: Почему выбирают нас9 A: Потому что у нас есть передовые технологии, позволяющие предоставить лучшие машины для прекрасных консервных банок. Q: Можно ли отправить инженера за границу для ремонта машин9 A: Конечно, да!
Номер модели: ZFN150-9 Полуавтоматическая машина для производства стальных барабанов / Линия по производству стальных барабанов Изображение продукта и amp; Сертификация Спецификация Точечная сварка + Машина для шовной сварки Полуавтоматическая сварочная машина Количество рабочих 3 1 Производительность 180 барабанов / ч 210 барабанов / ч Качество отделки сварки Низкое Высокое Главный компонент Единица Параметр Напряжение питания В 380 Номинальная мощность КВА 150 Толщина рулона мм 0.6-1,5 Диаметр барабана мм 300-600 Диапазон длины барабана мм 400-1100 Давление сжатого воздуха источника воздуха МПа 0,5 Характеристика Производительность барабана 200 л до 240 д / ч Фронтальная загрузка предварительно прокатанных листов Автоматическая проверка нахлеста Автоматическая сварка барабана (без помощи оператора) Цифровой контроль параметров сварки на постоянном токе & amp; mdash; easy & amp; простота использования Цельнометаллическая вторичная обмотка для высокой эффективности Кованые медные валы для длительного срока службы Легкая замена кованых медных электродов Высокопроизводительный полностью герметизированный трансформатор мощностью 150 кВА Устройство обрезки электродов Полностью водяное охлаждение Опционально в подающих и отводных конвейерах, трехфазное управление сваркой Применение Наша компания Наша мастерская Наша команда Наши услуги Наши патенты и патенты Сертификаты Наши клиенты Выставки & amp; Конференция Packing & amp; Доставка Наши преимущества
Система отслеживания сварных швов с использованием нечеткой логики
Реферат
В настоящее время автоматическая сварка является важной технологией в судостроительной отрасли, поскольку она может улучшить качество процесса сварки.В прошлом для выполнения сварки требовался большой объем рабочей силы, но в связи с недавними улучшениями в методах сварки и технологиях автоматизации в настоящее время наблюдается тенденция к полуавтоматической сварке. Тем не менее, для управления полуавтоматической сварочной системой во время сварки по-прежнему требуются некоторые кадры. Из-за высоких температур в процессе сварки и необходимости защиты зоны сварки с помощью газа операторы не могут внимательно отслеживать и контролировать процесс. Ошибка оператора и естественные факторы окружающей среды при сварке приводят к ошибкам в координатах сварного шва, которые влияют на качество сварки.Решение этих проблем требует много времени и сил. Целью данной статьи является решение этой проблемы с помощью нечеткой теории в сочетании с методами обработки изображений для анализа сварного шва и отправки соответствующего управляющего сигнала на станок с числовым программным управлением (ЧПУ). Это уменьшит количество людей, необходимых для контроля и корректировки процесса сварки, и приблизит процесс сварки к цели полностью автоматической сварки. Предлагаемый процесс контроля и управления сваркой заключается в следующем.Первым шагом является использование оборудования CCD для получения изображений фактического сварного шва и сварного шва. Затем используются нечеткая теория и методы обнаружения краевых операторов для генерации факторов признаков уровня серого и функции принадлежности изображения. Эта информация вводится в логику принятия решения, которая посредством линейной регрессии определяет правильные координаты сварного шва. В этом исследовании рассматриваются три различных сварных шва: прямая линия, прямая линия с перегибом и кривая линия. Эти координаты передаются в управляющий код станка с ЧПУ для корректировки процесса сварки.Экспериментальным путем было установлено, что регулировка условий освещения напрямую влияет на процесс отслеживания сварных швов.
Ключевые слова
Сварной шов
Нечеткая теория
Отслеживание изображения сварных швов
Рекомендуемые статьиЦитирующие статьи (0)
Полный текстCopyright © 2002 Elsevier Science B.V. Все права защищены.
Рекомендуемые статьи
Цитирующие статьи
PM B4-1 — PM T2 — Industry
Промышленность
СВАРКА ВСЕХ ТИПОВ ЛИСТОВ С ПОКРЫТИЕМ ПВХ И ТОНКИХ МАТЕРИАЛОВ ИСПОЛЬЗУЕТСЯ ДЛЯ:
ПРОМЫШЛЕННАЯ УПАКОВКА: станки, детали оружия, авиационные двигатели…
ЗАЩИТНЫЕ ЭЛЕМЕНТЫ: брезент, палатки, портьеры, занавески…
ЗАКРЫТИЕ ПВХ УПАКОВКИ: пакеты, отходы атомной промышленности…
РЕМОНТ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ НА ПЛОЩАДКЕ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
PM B4
ДЛИНА СВАРОЧНОГО ШВА: 120 ММ
ШИРИНА СВАРОЧНОГО ШВА: ПОВЕРХНОСТЬ 4 ММ
СВАРКА MAXI: 10 CM²
PM T2
ДЛИНА СВАРОЧНОГО ШВА: 160 ММ
ШИРИНА СВАРОЧНОГО ШВА: 10 ММ
МАКСИМУМ ПОВЕРХНОСТНОЙ СВАРКИ: 40 CM²
ДЛИНА СВАРОЧНОГО ШВА: 200 ММ
ШИРИНА СВАРОЧНОГО ШВА: 6 ММ
МАКСИМУМ ПОВЕРХНОСТНОЙ СВАРКИ: 60 СМ²
ЩИПКА С РУЧНЫМ УПРАВЛЕНИЕМ
Легкий зажим (800 г) и хорошее сцепление = отличная управляемость
Электроды, изогнутые на каждом конце для облегчения отчетов о сварке и повышения их водонепроницаемости (независимо от длины)
Неоновая лампа внутри зажима сигнализирует оператору о начале сварки.Во время тушения пользователь сможет снова открыть зажим, время запечатывания истекло.
Пружина позволяет закрывать губки для приложения постоянного давления независимо от усилия оператора
Кнопочное управление сваркой, встроенное в зажим
Коаксиальный кабель для подключения к ВЧ-генератору, длина 3,6 м
РАДИОЧАСТОТНЫЙ ГЕНЕРАТОР ТИПА B 4-1 ИЛИ T2
Помещен в прочный металлический ящик, установленный на шасси с колесами, снабженными резиновыми буферами = позволяет оператору легко перемещать генератор на рабочем месте.
2 ручки для подъема и транспортировки.
Переключатель для регулировки мощности ВЧ и электронный таймер контролируют время сварки.
СТАНДАРТНОЕ ОБОРУДОВАНИЕ
Источник питания: 230 В, моно — 50 Гц
PM B4
ВЧ мощность 400 Вт
Потребляемая мощность в сети 0,8 кВА
Частота 27,12 МГц
Труба R.F T380-1
PM T2
ВЧ мощность 1 кВт
Потребляемая мощность в сети 1.7 кВА
Частота 27,12 МГц
ВЧ трубка TB 5/2500
Промышленный аппарат для сварки боковых швов жестяных банок с водой | Упаковочное оборудование
Запрос продукта
Выберите CountryAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia и HerzegovinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral африканских RepublicChadChileChinaChristmas IslandCocos (Килинг) IslandsColombiaComorosCongoCook IslandsCosta RicaCroatia (Hrvatska) CubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland (Мальвинские) острова Фарерские IslandsFijiFinlandFranceFrance, MetropolitanFrench GuianaFrench PolynesiaFrench Южный TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGuernseyGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuinea-BissauGuyanaHaitiHeard и Mc Острова ДональдаГондурасГонконгВенгрияИсландияИндияОстров Ма nIndonesiaIran (Исламская Республика) IraqIrelandIsraelItalyIvory CoastJerseyJamaicaJapanJordanKazakhstanKenyaKiribatiKorea, Корейская Народно-Демократическая Республика ofKorea, Республика ofKosovoKuwaitKyrgyzstanLao Народная Демократическая RepublicLatviaLebanonLesothoLiberiaLibyan арабских JamahiriyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Федеративные Штаты ofMoldova, Республика ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinePanamaPapua Новый GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint Киттс и NevisSaint LuciaSaint Винсент и GrenadinesSamoaSan MarinoSao Томе и ПринсипиСаудовская АравияСенегалСербияСейшельские островаСьерра-ЛеонеСингапурСловакияСловенияСоломоновы Острова andsСомалиЮжная АфрикаЮжная Джорджия Южные Сандвичевы островаИспания Шри-ЛанкаSt.