Сварочный шов или сварной шов как правильно писать. Как правильно пишется, ударение в слове «сварочный»
ГлавнаяРазноеСварочный шов или сварной шов как правильно писать
Как правильно пишется слово СВАРОЧНЫЙ. Ударение в слове СВАРОЧНЫЙ
сва́рочный
Делаем Карту слов лучше вместе
Привет! Меня зовут Лампобот, я компьютерная программа, которая помогает делать Карту слов. Я отлично умею считать, но пока плохо понимаю как устроен ваш мир. Помоги мне разобраться!
Спасибо! Я стал чуточку лучше понимать мир эмоций.
Вопрос: бюрократизм — это связано с эмоциями, чувствами, переживаниями (взрыв смеха, праведное негодование, счастливая улыбка)?
Сильныеэмоции
Средней силыэмоции
Какие-тоэмоции
Предложения со словом «сварочный»:
- Кабель следует подбирать в соответствии с характеристикой сварочного тока аппарата.
- При выполнении сварочных работ необходимо, чтобы сварочное пламя обладало тепловой мощностью, достаточной для расплавления свариваемого металла.

- Соотношения отдельных компонентов, из которых состоит сварочный шов, зависят от способа наложения шва, режимов сварки.
- (все предложения)
Оставить комментарий
Текст комментария:
Дополнительно:
kartaslov.ru
Как правильно работать сваркой правильный шов
Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы — DRIVE2
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
🔎 С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
🔎 Технология сварочного процесса
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.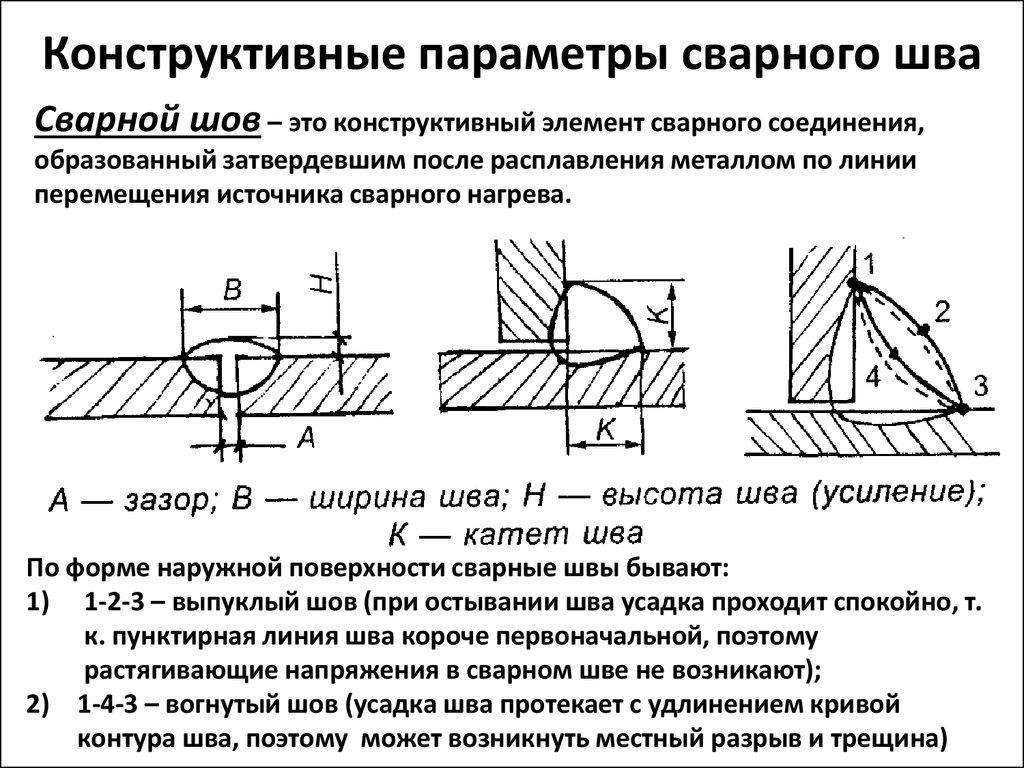
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
🔎 Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу.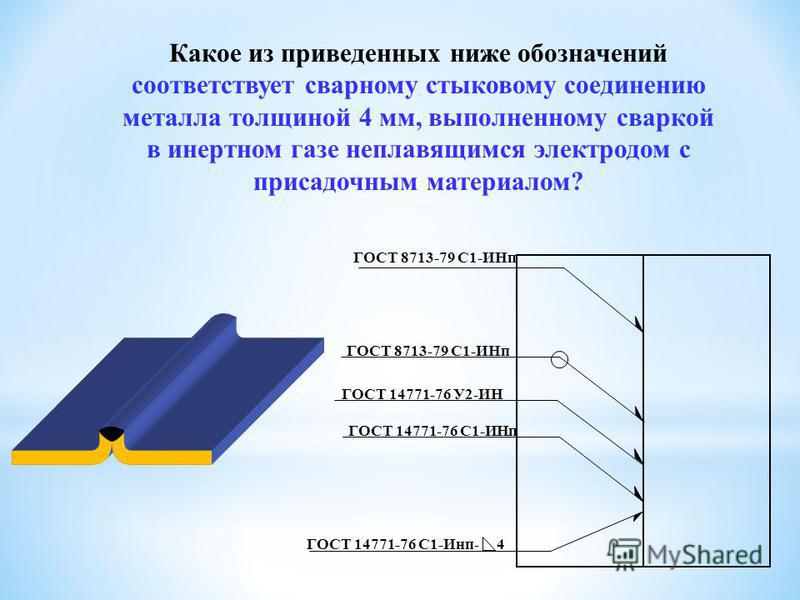 Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
• Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
• Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
• Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
🔎 Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
• Тщательно очищаем деталь.
• Если торцы трубы деформированы, обрезаем или выправляем их.
• Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.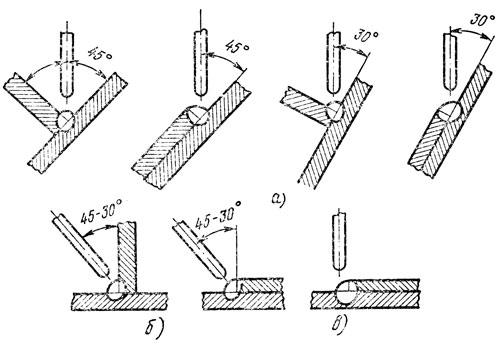
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Спасибо, что прочитали статью до конца 👍Удачи на дорогах 😉
www.drive2.ru
🔧 Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы. — DRIVE2
🔎 Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов.
🔎 С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.Перед работой необходимо подготовить защитную экипировку, в состав которой входит специальная маска со светофильтром, замшевые перчатки и одежда с длинным рукавом, а так же необходимые инструменты
🔎 Технология сварочного процесса
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается. В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается. В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
🔎 Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой.
По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода. Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм. Если операция была выполнена верно, зажжется дуга.
Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм. Если операция была выполнена верно, зажжется дуга.
Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается. В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
✔ Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
✔ Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
✔ Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
🔎 Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
✔ Тщательно очищаем деталь.
✔ Если торцы трубы деформированы, обрезаем или выправляем их.
✔ Очищаем кромки.
Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска. Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий.
Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий.
Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент. Завершающий слой выполняется по возможности максимально ровным с плавным переходом на основной металл Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм.Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
www.drive2.ru
Как правильно варить металл электросваркой, видео
Варим электросваркой – выполнение работ
Самым надежным способом при соединении металла, является сварка. Без нее применения не обходятся на предприятиях и в быту. Многие сталкивались с тем, что в случае необходимости, выполнить сварочные работы, приходится привлекать обученных людей. И многие не знают, что процесс сварки, совсем несложен, и осилить его сможет каждый. Как правильно варить электрической сваркой, описано в этой небольшой публикации.
Как правильно варить электрической сваркой, описано в этой небольшой публикации.
Подготовительный этап
Сначала надо приобрести инструменты и материалы. В первую очередь нужен аппарат для сварки. Покупая электроды, надо знать, что их толщина зависит от металлического листа. Также обязательным условием является средства индивидуальной защиты: специальная одежда, защитная маска для лица. Также необходим трансформатор, для преобразования электрического тока.
Технология сварочного процесса
Процесс происходит при высокой температуре, вследствие образования дуги. Верхний слой металлической поверхности плавится, также плавится электрод, образовывая углубление с жидким металлом. Размер углубления регулируется режимом работы сварочного аппарата, скорости движения электрода. Как правило, ее размеры составляют от 5 до 15 мм.
Поверхность электрода состоит из материала, который не позволяет воздуху проникать в углубление и взаимодействовать с кислородом. Также, сверху на шве образуются слой шлака, препятствующий проникновению кислорода. По мере продвижения, происходит застывание и образуется кромка, которая надежно скрепляет две детали. После остывания слой шлака необходимо убрать при помощи специального инструмента.
По мере продвижения, происходит застывание и образуется кромка, которая надежно скрепляет две детали. После остывания слой шлака необходимо убрать при помощи специального инструмента.
Азы электродуговой сварки
Процесс обучения сварочному делу должен происходить в присутствии специалиста, который во время укажет на возможные ошибки и поможет советом. Сначала необходимо закрепить элемент, который будет, подвергнут свариванию, предусмотреть емкость с водой. Также не рекомендуется проводить сварку на деревянной поверхности.
На сварочном аппарате необходимо проверить исправность заземления и правильно выставить значение мощности, подаваемого тока, которое зависит от вида электрода. Зажечь дугу можно, слегка постукав по поверхности детали. При появлении искр, электрод удерживаем под углом, не поднимая его выше 0,5 см. Это расстояние должно быть неизменным на протяжении всего процесса сваривания, при этом сам электрод будет плавиться. Перемещать электрод по поверхности следует медленно, без резких движений.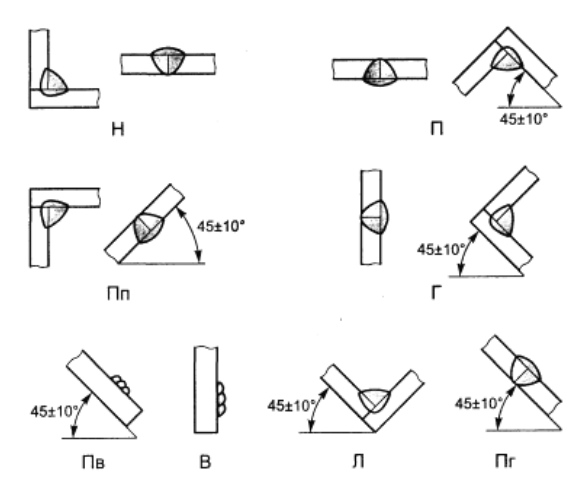
Освоив процесс зажигания дуги, можно приступить к следующему этапу. Зажигается дуга и, выполняя медленные движения, выполняется последовательное перемещение электрода, металл начинает плавиться, образовывая сварочный шов. Как правило, он имеет волнообразный вид. При полном выгорании электрода, его необходимо заменить, остановив работу.
Как правильно варить электросваркой, вы теперь немного представляете себе. Давайте разберем работу дальше. После этого вновь зажигается дуга, электрод направляется не в конец шва, на расстояние приблизительно 1 см. до края. Это необходимо, чтобы образовалась смесь металла старого и нового электрода, после этого процесс сваривания продолжается.
Особое внимание необходимо уделить на правильное движение электрода по поверхности металла. Эти движения могут быть: продольные, поперечные, поступательные. Остановимся на них более подробно.
Поступательное движение электрода предполагает медленное движение вдоль оси. При этом обеспечивается стабильность длины самой дуги, обеспечивая равномерное сваривание.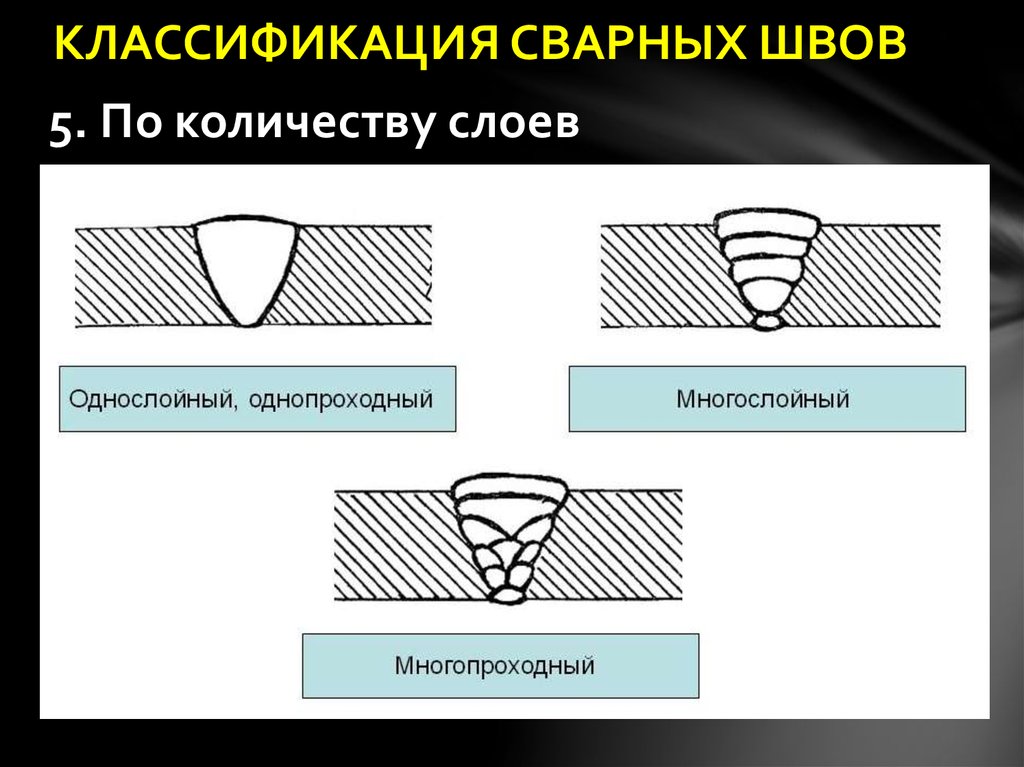
Продольное движение электрода образует тонкий шов, который зависит от скорости перемещения электрода. Как правило, такой шов дополнительно скрепляется поперечным швом.
Поперечный шов обеспечивает практически любую ширину сварочного шва и зависит от конкретных условий.
Опытные сварщики применяют все вышеперечисленные методы. Главное условие, чтобы края свариваемых деталей прочно закрепились в процессе работы. Эти швы могут накладываться друг на друга, образовывая довольно прочный, без трещин, сварочный шов, и как часто бывает, у каждого человека, в процессе работы вырабатывается свой индивидуальный почерк.
Особенности сваривания трубопровода
Сварка позволяет выполнять любые швы на трубах: как поперечные (вокруг трубы), так и вертикальные, в любом местонахождении. При необходимости соединить в единое целое две трубы, шов производится встык, с тщательным привариванием кромок по окружности. При выполнении такой работы необходим достаточный опыт, для того, чтобы внутри трубы шов имел минимальную толщину.
Как правильно варить – знает спец. со стажем. Именно они и написали эту интересную статью. Для достижения этого необходимо правильно выбрать угол наклона электрода, а сам шов не должен превышать по ширине 8 мм.
Пред началом работы трубы тщательно зачищают, и выравнивают кромки. Также их необходимо очистить от возможной ржавчины до металла. При работе необходимо не прерывать процесс сварки. Если необходимо сделать шов на повороте трубы, то шов выполняется в два слоя. Количество необходимых сварочных швов зависит от толщины стенок трубы и если она превышает 12 мм., то сварка проводится в три слоя. Обязательно необходимо знать, что последующий шов, накладывается на предыдущий, только после зачистки от образовавшего шлака.
Основным, с точки зрения прочности, является первый шов, именно он должен прочно соединить кромки двух труб, во избежание возможных протечек. Последующий слой накладывается со смещением на 10-30 мм.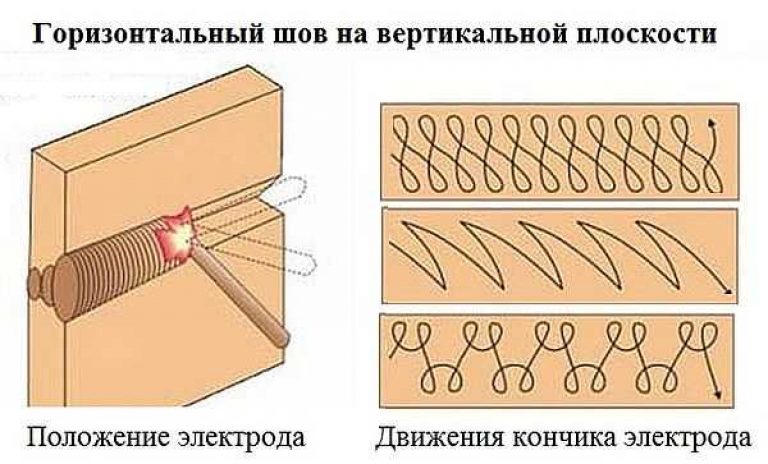 А последний шов должен плавно перейти на основную часть металла.
А последний шов должен плавно перейти на основную часть металла.
Процесс сваривания довольно кропотливый, требующий внимания и навыков. Однако, соблюдая все рекомендации и постоянно оттачивая мастерство, можно в совершенстве овладеть этой техникой.
Похожие статьи
aquarem.ru
www.samsvar.ru
Ответы@Mail.Ru: Как рассчитать сварной шов?
Расчёт сварных швов на прочность. Стыковые сварные швы рассчитывают по расчётному сечению соединяемых эл-тов деталей без учёта усиления швов, швы с усилением применять не рекомендуется. При совместном действии на стыковой шов изгибающего момента и растягивающий (сжимающей) силы. σ = M/Wc + F/A <=[σ΄]p где Wc=S*l2 /6 –осевой момент расчётного шва A=S*l – площадь шва [σ΄]p — допускаемое напряжения сварного шва Угловые швы рассчитывают на срез по расчётному сечению расположенного в плоскости биссектрисы прямого угла поперечного сечения шва. При расчёте сварных конструкций допускаемое напряжение материала сварных швов при статических нагрузках принимают в зависимости от вида сварки, напряжённого состояния шва и от допускаемого напряжения на растяжение материала свариваемых деталей. При переменных напряжениях в сварных швах допускаемые напряжения понижают умножением на γ. где R – коэф ассиметрии цикла Кэф – эффективный коэф концентрации напряжения сварных швов a и b коэф (табулированы от марки материала) Тавровое сварное соединение выполненное с разделкой кромок деталей или с глубоким приплавлением кромок деталей рассчитывают как стыковой шов, а без разделки как угловой шов.
При переменных напряжениях в сварных швах допускаемые напряжения понижают умножением на γ. где R – коэф ассиметрии цикла Кэф – эффективный коэф концентрации напряжения сварных швов a и b коэф (табулированы от марки материала) Тавровое сварное соединение выполненное с разделкой кромок деталей или с глубоким приплавлением кромок деталей рассчитывают как стыковой шов, а без разделки как угловой шов.
От толщины свариваемых деталей. Скос кромки 30 град
<a rel=»nofollow» href=»http://www.svarkainfo.ru/rus/sitemap/» target=»_blank»>http://www.svarkainfo.ru/rus/sitemap/</a> <a rel=»nofollow» href=»http://www.ewm.ru/index.php?page=tech» target=»_blank»>http://www.ewm.ru/index.php?page=tech</a>
touch.otvet.mail.ru
принцип работы, виды, тонкости применения
Из этого материала вы узнаете:
- Нюансы названия аргонодуговой сварки (TIG) по ГОСТу
- Принцип работы аргонодуговой сварки
- Достоинства и недостатки аргонодуговой сварки
- Виды аргонодуговой сварки
- Аппараты аргонодуговой сварки
- 3 мифа об аргонодуговой сварке
- Аппараты аргонодуговой сварки
Начнем со странностей: термин «аргонодуговая сварка» не совсем правильный по сути, так как аргон – инертный газ, а значит, прямого воздействия на соединение металлических изделий не оказывает.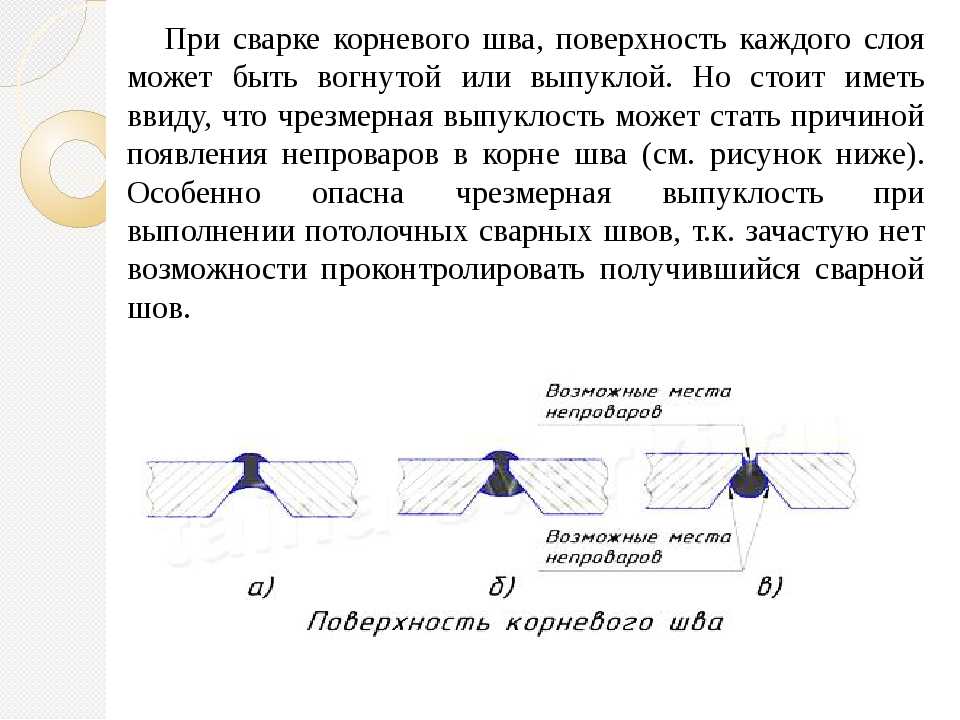 Его функция – защита от начала деструктивных процессов в обрабатываемых материалах. Отсюда название – сварка в инертной среде. Но при этом при помощи данного метода можно работать с множеством различных видов металла, и здесь не нужны суперпрофессиональные способности. Ключевая особенность данной процедуры – простота.
Его функция – защита от начала деструктивных процессов в обрабатываемых материалах. Отсюда название – сварка в инертной среде. Но при этом при помощи данного метода можно работать с множеством различных видов металла, и здесь не нужны суперпрофессиональные способности. Ключевая особенность данной процедуры – простота.
Далее расскажем о принципе работы аргонодуговой сварки, перечислим ее виды и необходимое оборудование. А в конце статьи опишем тонкости применения этой технологии на практике. Читайте внимательно, будет познавательно!
Оснастка и конструкция слесарно-сварочного стола
Нюансы названия аргонодуговой сварки (TIG) по ГОСТу
Для начала вкратце рассмотрим, что это такое – аргонодуговая сварка? Это универсальная сварка, также ее называют TIG-сваркой. При помощи нее можно варить любой тип металлов. Для выполнения такой работы сварщик должен уметь правильно подобрать присадку, иметь заправленный аргоном баллон и, конечно же, мастерство. Главный принцип аргонодуговой сварки – сваривание металлов и их сплавов в среде инертного газа неплавящимся электродом.
Рассмотрим факты, касающиеся названия сварки.
-
Обозначения латинскими буквами.
Занимательным фактом является наименование этого вида сварки. Оно, вероятнее всего, будет отличаться в зависимости от страны, и незнание правильной маркировки может запутать разнообразием аббревиатур. Для примера возьмем англоязычные страны, в которых аргонодуговая сварка обозначается как TIG и расшифровывается Tungsten Inert Gas, или ручная дуговая сварка неплавящимся (вольфрамовым (на шведском вольфрам – «tungsten»)) электродом в среде инертного защитного газа. Такая маркировка чаще всего используется в Европе и Средней Азии.
VT-metall предлагает услуги:
Однако в Германии из-за особенностей немецкого языка аббревиатура пишется как WIG, оно же Wolfram Inert Gas.
В Северной Америке, в частности, в США, обозначение выглядит как GTAW и расшифровывается Gas Tungsten Arc Welding, что в переводе означает «сварка вольфрамовым электродом в среде защитного газа».
-
В России аргонодуговая сварка также имеет свое обозначение.
В соответствии с ГОСТ 14776-79, такой метод соединения металлов обозначается как ИН или ИНп. Аббревиатура ИН означает, что это действие производится в среде инертного газа при помощи неплавящегося электрода. В случае применения при такой сварке присадочных металлов к ИН дописывается маленькая буква «п».
-
Как же правильно писать: «аргонно-дуговая» или «аргонодуговая» сварка?
В соответствии с ГОСТ 2601-84, правильным написанием является – аргонодуговая сварка.

Принцип работы аргонодуговой сварки
Раньше для проведения сварочных работ необходимо было иметь профильное образование. В настоящее время существующие технологии упростили этот процесс до такой степени, что при наличии хорошего специализированного оборудования можно получить отличный результат, работая дома. Так, из-за простого и понятного принципа работы аргонодуговую сварку может производить даже рабочий, не имеющий высокой квалификации.
Главной особенностью аргонодуговой сварки, в отличие от обычной электродной, является использование аргона, который создает защитное облако при работе. Несмотря на это, температура в столбе дуги достигает +2 000 °C. Благодаря такой степени нагрева становится возможным применение вольфрамовой неплавящейся проволоки как основного расходного материала.
Существует несколько особенностей технологического процесса. Основные из них:
- Электроды для аргонодуговой сварки требуется держать на минимально возможном расстоянии от рабочей поверхности. Это обеспечивает необходимую температуру сварочной ванны, достаточную толщину шва и глубину провара. Из этого следует, что отдаление электрода от металла ухудшает качество сварного соединения.
- Движение электрода для аргонодуговой сварки выполняется строго вдоль шва. Красивое соединение металла гарантировано, если специалист выполняет плавные движения без больших колебаний. Для создания требуемого провара необходима частая практика мастера.
- Смысл технологического процесса сварки с использованием аргона в том, что при создании сварного соединения на него не влияет кислород и азот, которые выделяются в процессе сгорания металла. Для этого требуется постоянный контроль нахождения электрода и присадочного материала в защитном облаке специального газа.
- Требуется соблюдать постоянную скорость подачи проволоки. Важно следить за отсутствием рывков, способствующих разбрызгиванию металла. Для корректной работы установки аргонодуговой сварки сварщик должен выполнять определенные действия: правильно выбрать угол для подачи присадочной проволоки перед горелкой, обязательно сохранять направление нанесения шва и точно настроить скорость подачи газа.
- Скорость, с которой накладывают сварной шов, должна быть медленной. Также следует учитывать возможные металлургические процессы, характерные для такой технологии обработки. Например, газ необходимо начинать подавать на поверхность на 10–15 секунд раньше, а завершать только через 7–10 секунд после окончания наложения шва. Для расчета расхода аргона используют специальные таблицы и нормы, прописанные в ГОСТ 14771 76.

 Для расчета расхода аргона используют специальные таблицы и нормы, прописанные в ГОСТ 14771 76.
Для расчета расхода аргона используют специальные таблицы и нормы, прописанные в ГОСТ 14771 76.Большинство тонкостей, связанных с производством этой работы, сварщик познает во время работы. Небольшую часть информации можно почерпнуть из специальных справочников и учебников по работе в среде инертных защитных газов. Компании, производящие оборудование, тоже пытаются завлечь возможного клиента, комплектуя оборудование различной необходимой информацией и расчетами разных режимов работы сварки, данных в инструкции по эксплуатации.
Основной принцип работы сварки с применением аргона состоит в правильном сочетании подачи присадочной проволоки, реакции вольфрамового электрода, скорости поступления инертного газа и темпа изготовления сварочного шва. Чем опытнее специалист, тем легче ему выставлять правильные настройки всех этих параметров.
Достоинства и недостатки аргонодуговой сварки
Аргонодуговая сварка имеет следующие преимущества:
- Малое нагревание поверхности металла. При сварке алюминия, стали, титана, чугуна или других цветных металлов высокая температура противопоказана. Применение аргонодуговой сварки гарантирует качество выполнения сварочных работ на должном уровне.
- Довольно большая скорость исполнения работы.
- Аккуратный и прочный шов.
- Возможность выполнять необходимые работы в домашних условиях без специального образования. Исходя из статистики, большая часть людей, которые покупают аппараты для аргонодуговой сварки для домашнего использования, не профильные специалисты.
 При сварке алюминия, стали, титана, чугуна или других цветных металлов высокая температура противопоказана. Применение аргонодуговой сварки гарантирует качество выполнения сварочных работ на должном уровне.
При сварке алюминия, стали, титана, чугуна или других цветных металлов высокая температура противопоказана. Применение аргонодуговой сварки гарантирует качество выполнения сварочных работ на должном уровне.Несмотря на все плюсы, у сварки с применением аргона есть и недостатки. К ним можно отнести:
- Огромное число вспомогательных применяемых приборов.
- Человеку, который только учится выполнять аргонодуговую сварку, довольно сложно выбрать правильный режим работы, так как при работе с некоторыми металлами применяется импульсная сварка или точечный метод нанесения шва с перерывами.
- Отсутствие возможности полностью защитить шов при наличии сквозняка или сильного ветра.

Виды аргонодуговой сварки
Рассмотрим современные типы аргонодуговой сварки:
- Ручной. При такой работе мастеру необходимо использовать обе руки, держа в одной из них горелку, а во второй присадочный пруток.
- Полуавтомат. Во время работы с таким оборудованием мастер лишь ведет горелку, а пруток подается автоматически.
- Автомат. Как правило, используется только на заводах. Движение горелки и подача прутка происходят автоматически. Контроль чаще всего осуществляет оператор, но существуют линии, где ряд работ выполняется посредством оборудования с числовым программным управлением.
Аппараты аргонодуговой сварки
Большое количество людей пребывают в состоянии замешательства, сталкиваясь с огромным количеством материалов и инструментов при самостоятельной попытке разобраться, как правильно использовать аргонодуговую сварку. Однако это быстро проходит, так как современные многофункциональные сварочные станции предлагают широкий спектр возможностей.
Существует три вида установок, используемых в бытовых или промышленных условиях:
- Специализированные. Оборудование такого типа используется для выполнения цикличных операций. Чаще всего это автоматические установки на конвейерных линиях промышленных предприятий.
- Специальные. Их также используют на заводах, судостроительных верфях, мастерских по ремонту, где производят обработку изделий одного размера.
- Универсальные. Такая установка необходима как для работы в домашних условиях, так и на любом предприятии. Она считается самой простой и знакомой всем ручной аргонодуговой сваркой, применение которой возможно и в первых двух случаях.
Для качественного выполнения сварочных работ необходимо иметь полный комплект оборудования. В него входят:
- инвертор или трансформатор, являющиеся источником тока для аргонодуговой или полуавтоматической сварки;
- стальной баллон вместе с газовым редуктором для аргона или гелия;
- газовая горелка, осуществляющая подачу инертного газа от баллона;
- осциллятор для бесконтактного розжига;
- электроды из вольфрама или графита, диаметр которых подбирается в зависимости от толщины свариваемых деталей;
- пруток присадочный – требуется при сваривании толстостенных металлических изделий, изготавливается из того же металла, что и заготовка, размер выбирается в соответствии с толщиной свариваемого металла;
- сварочная маска с особым стеклом, защищающая лицо и глаза, и краги (перчатки) сварщика для защиты рук от ожогов.
3 мифа об аргонодуговой сварке
Существует ряд заблуждений и мифов, связанных с проведением сварочных работ с использованием аргона. Необходимо помнить, что такой вид деятельности опасен и вреден. К тому же данный процесс усугубляется тем, что работа выполняется в среде защитных газов. Из-за этого был разработан ряд обязательных мер и условий для обеспечения безопасности мастера. При игнорировании этих правил могут возникнуть опасные для жизни и здоровья сварщика ситуации, на основе которых и циркулируют мифы о вредности и сложности аргонодуговой сварки.
Рекомендуем статьи
- Лазерная сварка труб: преимущества технологии
- Изготовление сварочного оборудования: необходимые характеристики и лучшие производители
- Аргоновая сварка труб: особенности технологии
Рассмотрим три мифа об аргонодуговой сварке:
-
Аргонодуговая сварка пагубно влияет на работника.
Для опровержения такого заявления обратимся к химии.
Аргон является химически инертным газом и занимает третье место по объему в атмосфере планеты вслед за азотом и кислородом. Не имеет какого-либо запаха, вкуса или цвета, не является токсичным и взрывоопасным.Аргон почти в 1,4 раза тяжелее воздуха, а потому вытесняет кислород. Во время работы с этим газом требуется соблюдать меры безопасности во избежание потери сознания и появления головокружения при попадании в дыхательные пути человека:
– Производить работы надо в проветриваемых помещениях с установленной вытяжкой в полу или на высоте 20–30 см от пола. При таких условиях аргон будет опускаться и выводиться из рабочего помещения.
– Во время производства вертикальных или потолочных швов с применением аргона требуется пользоваться средствами индивидуальной защиты, к примеру, шланговым противогазом.
– Обязательно нужно следить за уровнем кислорода во время работы с применением аргона. Для контроля этого параметра существуют ручные и автоматические измерительные приборы, которые должны показывать минимум 20 % наличия О2 в помещении.
-
Аргонодуговая сварка способствует ухудшению мужского здоровья.
Такое утверждение встречается среди студентов-сварщиков и пользователей без профильного образования. Его появление связано с незнанием того, как происходит процесс аргонодуговой сварки с использованием инертного газа. В основе мифа – применение слабого радиоактивного металла – оксида тория, который необходим для заточки вольфрамовых электродов, но при этом его содержание не превышает допустимого количества. В связи с этим, такое утверждение является ошибочным.
При заточке неплавящегося электрода необходимо находиться в респираторе, пользоваться вытяжкой и держать не больше трех килограммов ториево-вольфрамовых электродов. Если следовать этим правилам, все будет в порядке.
Несмотря на мелкие размеры вольфрамовой пыли и прочих частиц, которые раздражают дыхательные пути, они не могут нанести серьезный ущерб здоровью. Также необходимо помнить, что миф этот появился в начале XX века, когда такая технология только зарождалась.
В наше время при производстве вольфрамовых электродов для аргонодуговых сварок используются безопасные и эффективные соединения. -
Аргонодуговая сварка «капризна» в работе.
Большая часть современных аргонодуговых сварочных аппаратов оснащена немалым количеством надстроек и регуляторов по сравнению с оборудованием для ручной дуговой сварки.
Для работы с TIG-аппаратом необходимо специализироваться на данном виде оборудования или иметь высший сварочный разряд. Мастер сумеет выполнить хорошее сварочное соединение, применив при этом весь спектр возможностей.
При производстве сварочных работ каждому специалисту необходимо:
– выставить оптимальные настройки сварочного аппарата и тока;
– подобрать правильный диаметр вольфрамового неплавящегося электрода, исходя из мощности тока и толщины свариваемого металла;
– выяснить вид обрабатываемого металлического изделия и подобрать к нему присадочные прутки;
– подобрать необходимый инертный газ (чистый аргон или его смесь, а также гелий).
Выполняя все необходимые этапы, мастер сделает сварочный шов на любом типе металлических изделий. Аргонодуговая сварка является универсальной, но применяется довольно редко из-за большой материалоемкости.
Тонкости применения аргонодуговой сварки
При работе с аргонодуговой сваркой необходимо соблюдение определенных нюансов:
- Газ необходимо начинать подавать на поверхность на 10–15 секунд раньше, создавая защитное облако аргона, и завершать только через 7–10 секунд после окончания работы. Это защищает шов от растрескивания и обеспечивает его прочность.
- Следуя технической документации, правильно выставить скорость подачи проволоки, а также нужное напряжение и прочие требуемые параметры.
- При завершении шва требуется необходимо постепенно снижать напряжение дуги при помощи реостата.
В заключение отметим, что возможности аргонодуговой сварки практически безграничны, способ укладки шва очень простой и предоставляет возможность проведения работ даже неквалифицированным специалистам. Этим и обусловлено такое широкое распространение ее применения.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Шов сварной — Словарь терминов | ПластЭксперт
Шов сварной
Граница двух стыкуемых поверхностей, по которой проходит образуемый за счет сварки шов, состояние которого указывает на деформацинно-прочностные параметры стыкуемых изделий.
Основные формы экструзионных сварных швов.
Шов V-типа Шов Х-типа Шов К-типа
Шов HV-типа Шов double HVтипа Шов Е-типа
Шов F-типа
Экструзионный сварной шов обычно выполняется за один проход.
По возможности, следует делать швы двусторонними – как, например, швы Х-типа и HV-типа. Двусторонний шов уменьшает количество присадочного материала и позволяет уменьшить неизбежную деформацию сварной детали во время остывания шва
Шов V-тпа.
Перед проведением сварки двух листов швом V-типа необходимо подготовить кромки листов. Для этого можно использовать инструменты, обычные для работы с деревом – пилу, рубанок, рашпиль, и другие.
Кромки должны быть скошены таким образом, чтобы угол раскрытия шва составлял 45-90о – меньший угол для более толстых листов и больший угол для тонких листов.
Угол раскрытия должен быть достаточно большим, чтобы вязко-текучий материал уверенно заполнил всю зону шва. Ограничение угла раскрытия для более толстых листов вызвано тем, что общая ширина шва, включая зоны перехлеста на поверхности шва, должна быть не более 30мм. В противном случае оператор не сможет прижать сварочный башмак с усилием, гарантирующим, что присадочный материал не будет выступать за зону опоры сварочного башмака.
В противном случае оператор не сможет прижать сварочный башмак с усилием, гарантирующим, что присадочный материал не будет выступать за зону опоры сварочного башмака.
В корневом слое шва необходимо оставить нескошенные участки толщиной до 1мм. В противном случае малейшая неравномерность продвижения экструдера вызовет неравномерное оплавление корневого слоя горячим воздухом и, как следствие, заметную неравномерность ширины зазора между свариваемыми листами.
Перед экструзионной сваркой листы необходимо зафиксировать друг относительно друга, оставив между ними в корневом слое зазор шириной до 2мм. В этом случае присадочный материал будет немного выдавливаться на противоположную сторону листов, гарантированно проваривая корневой слой.
Принимая во внимание, что перехлест «шляпки» шва в обе стороны может составлять 2мм, механическую очистку необходимо провести на верхней плоскости листов, на расстоянии 2мм от скоса кромок.
Шов Х-типа.
Шов Х-типа, фактически, является двусторонним швом V-типа. Поэтому основные рекомендации по подготовке шва здесь те же, что и для швов V-типа. Отличие состоит в том, что при сварке Х-типа невозможно проконтролировать, насколько хорошо проварен корневой слой. Поэтому подход к корневому слою здесь другой.
1. Подготовленная зона сварки 2. Готовый верхний шов
3. Подготовка корневого слоя 4. Готовый сварной Х-шов
Вначале с обеих сторон листов выполняют скосы как для швов V-типа. Верхняя плоскость листов механически очищается на расстоянии не менее 2мм от скоса кромок.
Листы закрепляются без зазора в корневом слое, можно их даже скрепить по корневому слою, проварив с помощью ручного термофена со специальным соплом для сшивки. Затем, выполняется экструзионная сварка верхнего слоя V-типа.
Затем, выполняется экструзионная сварка верхнего слоя V-типа.
Перевернув листы на другую сторону, вырезаем корневой слой. Очистив зоны перехлеста на поверхности листов, выполняем экструзионную сварку обычного шва V-типа и с этой стороны.
Шов HV-типа.
Угол раскрытия шва HV-типа, так же как для шва V-типа зависит от толщины свариваемых листов (в данном случае от толщины вертикального листа) – в пределах 45-60о.
В корневом слое вертикального листа, так же как и в случае со швом V-типа, необходимо оставить нескошенный участок толщиной до 1мм.
При фиксацией листов сваркой необходимо проконтролировать, чтобы между листами оставался зазор толщиной до 2мм для гарантированной проварки корневого слоя.
Подготовка к сварке шва HV-типа Готовый шов HV-типа
Кроме того, необходимо учитывать, что после выполнения экструзионной сварки расстояние от левого края горизонтального листа до сварного шва должно составлять не менее 10мм.
Левая плоскость вертикального листа механически зачищается на расстояние не менее 3мм от края скоса кромки. Верхняя плоскость горизонтального листа зачищается от левого края до корневой зоны шва с запасом.
Последовательность выполнения шва HV-типа – аналогична шву Х-типа, с вырезом и последующей проваркой корневого слоя.
Шов К-типа.
Для экструзионной сварки двух листов внутренним угловым швом вначале необходимо зафиксировать листы временным швом. Сделать это можно термофеном без сварочного прутка с помощью сопла для сшивки или со сварочным прутком с помощью сопла для быстрой сварки.
Затем необходимо зачистить зону сварки с помощью скребка – если фиксация была сделана соплом для сшивки, зачистку можно проводить острым углом скребка; если фиксация выполнялась сварочным прутком, необходимо использовать скругленный угол скребка.
При разнице в толщине свариваемых деталей свыше 1мм ГОСТ 16310-80 требует, чтобы на детали, имеющей большую толщину S1, был сделан скос с одной или с двух сторон до толщины более тонкой детали S. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Подготовка к сварке деталей разной толщины
Гладкова Наталья
распространенных проблем со сваркой и способы их устранения.
20 апреля 2020 г.
Сварка не так проста, как искры и плавление металла. Хороший сварной шов требует большого мастерства и может занять годы практики, чтобы постоянно получать идеальные сварные швы. Если у вас возникают проблемы с подрезкой, избыточным разбрызгиванием или пористостью сварного шва, возможно, вам потребуется диагностировать настройки и технику сварки, чтобы устранить проблемы. Ниже мы обсудим эти проблемы и способы их исправления.
Подрез сварного шва легко заметить, и это время от времени случается с лучшими сварщиками. Подрезка сварного шва или подрезка сварного шва — это когда рядом со сварным швом есть канавка или выемка, где часть окружающего металла попадает в сварной шов, и у вас остается канавка, а иногда и зазубренная кромка рядом со сварным швом. Это может быть точкой отказа для структурных сварных швов, а также может быть визуальной проблемой, если край сварного шва должен быть неповрежден после сварки.
Это может быть точкой отказа для структурных сварных швов, а также может быть визуальной проблемой, если край сварного шва должен быть неповрежден после сварки.
Причины подреза сварного шва
- Скорость перемещения — Если ваша скорость движения слишком высока, вы можете обнаружить, что вы получите подрезку сварного шва, потому что металл затвердевает, что приводит к быстрому сварному шву, который имеет выступы или находится высоко над сварным швом. Слишком высокая скорость перемещения приведет к затягиванию окружающего металла в сварной шов, и присадочный материал не сможет «намокнуть» в шов и расплющиться. Попробуйте отрегулировать скорость перемещения, чтобы увидеть, получится ли у вас более плоский шов с меньшими подрезами.
- Угол горелки- Неправильный угол горелки может быть проблемой, особенно при сварке материалов разной толщины. Если угол наклона вашей горелки больше нагревает более тонкий материал, вы получите выраженный подрез на этой стороне сварного шва. Это также может произойти с материалом того же размера, если сварной шов представляет собой сварку внахлестку, когда верхний материал также имеет силу тяжести, тянущую его вниз при сварке. Попробуйте отрегулировать угол наклона горелки во время сварки, чтобы избежать этой проблемы.
- Настройки сварщика- Если у вас неправильная настройка сварочного аппарата, а сварочный аппарат настроен слишком высоко для сварного соединения, или если соотношение присадочного материала и параметров нагрева/мощности сварочного аппарата неправильное, сварной шов станет слишком горячим и начнет тянуть материал. от краев основного материала в сварной шов, вызывая подрез. Это может быть связано с уменьшением сварочного тока или напряжения или добавлением в сварной шов большего количества присадочного материала. Иногда это сводится к личным предпочтениям, но предлагаемые настройки, поставляемые с вашим сварочным аппаратом, должны стать хорошей отправной точкой.
 Это также может произойти с материалом того же размера, если сварной шов представляет собой сварку внахлестку, когда верхний материал также имеет силу тяжести, тянущую его вниз при сварке. Попробуйте отрегулировать угол наклона горелки во время сварки, чтобы избежать этой проблемы.
Это также может произойти с материалом того же размера, если сварной шов представляет собой сварку внахлестку, когда верхний материал также имеет силу тяжести, тянущую его вниз при сварке. Попробуйте отрегулировать угол наклона горелки во время сварки, чтобы избежать этой проблемы.Причины чрезмерного разбрызгивания при сварке
- Грязный металл/загрязнение сварного шва — Поверхность сварного шва должна быть как можно более чистой, а любое масло, смазка, ржавчина или покрытие могут вызвать чрезмерное разбрызгивание и загрязнение сварного шва. Убедитесь, что вы сначала механически удаляете любую поверхностную коррозию или покрытия, а затем используете растворитель, такой как Low VOC PRE или ацетон, чтобы очистить поверхность от жира или масла перед сваркой. Это значительно уменьшит разбрызгивание при сварке и сделает сварку более качественной.
- Неверная настройка сварки — Если вы используете сварочный аппарат MIG, у вас может возникнуть проблема, связанная со слишком высокой скоростью подачи проволоки, и сварочная проволока отскакивает от панели, образуя гораздо больше брызг, чем на самом деле плавится. сварной шов. Попробуйте уменьшить скорость подачи проволоки или увеличить ее нагрев, чтобы получить меньше брызг и более плоский шов.
- Защитный газ — Если вы используете сварочный аппарат, для которого требуется защитный газ, необходимо, чтобы над сварочной ванной протекал соответствующий газ, чтобы не допустить попадания загрязняющих веществ в сварочную ванну во время процесса сварки. Убедитесь, что у горелки нет ограничений, и вы слышите/чувствуете газ, выходящий из сопла, когда вы нажимаете на педаль или курок. Также проверьте, не закончился ли в вашей бутылке газ.
 Убедитесь, что вы сначала механически удаляете любую поверхностную коррозию или покрытия, а затем используете растворитель, такой как Low VOC PRE или ацетон, чтобы очистить поверхность от жира или масла перед сваркой. Это значительно уменьшит разбрызгивание при сварке и сделает сварку более качественной.
Убедитесь, что вы сначала механически удаляете любую поверхностную коррозию или покрытия, а затем используете растворитель, такой как Low VOC PRE или ацетон, чтобы очистить поверхность от жира или масла перед сваркой. Это значительно уменьшит разбрызгивание при сварке и сделает сварку более качественной. Убедитесь, что у горелки нет ограничений, и вы слышите/чувствуете газ, выходящий из сопла, когда вы нажимаете на педаль или курок. Также проверьте, не закончился ли в вашей бутылке газ.
Убедитесь, что у горелки нет ограничений, и вы слышите/чувствуете газ, выходящий из сопла, когда вы нажимаете на педаль или курок. Также проверьте, не закончился ли в вашей бутылке газ.Причины пористости сварного шва
- Техника сварки- Техника сварки может вызвать пористость в сварочной ванне. Если вы двигаетесь слишком быстро или ваша сварочная горелка находится слишком далеко от сварочной ванны, защитный газ может не попасть в сварной шов, а сварной шов может загрязниться и вызвать пористость. Это можно решить, убедившись, что вы двигаетесь с постоянной скоростью и находитесь на правильном расстоянии от поверхности, чтобы защитный газ мог сделать свое дело и защитить сварной шов.
- Защитный газ- Убедитесь, что из горелки выходит достаточное количество газа и что он не блокируется сварочными брызгами в сопле. Также убедитесь, что ваш газовый баллон не пуст. Последнее, что нужно сделать, это убедиться, что у вас есть правильный сварочный газ для материала и типа сварочного аппарата, который вы используете. Например, для сварки алюминия требуется 100 % аргона даже при сварке сварочным аппаратом MIG, а для сварки TIG требуется 100 % аргона даже при сварке низкоуглеродистой стали. Поэтому убедитесь, что у вас есть правильный тип защитного газа для того, что вы свариваете.
- Грязный металл- Если металл имеет покрытие, ржавчину или масло на поверхности, он будет нагреваться при сварке и проникать в сварной шов, вызывая треск и пористость.
 Например, для сварки алюминия требуется 100 % аргона даже при сварке сварочным аппаратом MIG, а для сварки TIG требуется 100 % аргона даже при сварке низкоуглеродистой стали. Поэтому убедитесь, что у вас есть правильный тип защитного газа для того, что вы свариваете.
Например, для сварки алюминия требуется 100 % аргона даже при сварке сварочным аппаратом MIG, а для сварки TIG требуется 100 % аргона даже при сварке низкоуглеродистой стали. Поэтому убедитесь, что у вас есть правильный тип защитного газа для того, что вы свариваете.Кнопка «Вернуться к началу»
Точечная сварка сопротивлением сжатию (STRSW): предотвращение коррозии
Технические
Автопроизводители требуют контактной точечной сварки при ремонте, поскольку она ограничивает нагрев, обеспечивает лучшую защиту от коррозии и увеличивает срок службы ремонта.
Митч Беккер 30 лет работает инструктором по ДТП и более 25 лет работает инструктором I-CAR. Свяжитесь с ним по телефону (763) 585-6411 или [email protected]
.
Эпоксидный грунт, наносимый мазком для подготовки к сварке.
Современные производители автомобилей создают более легкие, прочные и долговечные автомобили. Новые конструкционные материалы, а также различные металлы и стали различной прочности должны быть объединены или скреплены вместе, чтобы соответствовать новым требованиям безопасности и CAFÉ. Существуют клеи, винты, болты и заклепки, а также другие застежки или комбинации застежек для соединения автомобиля и всех его компонентов. Но на сегодняшний день точечная сварка по-прежнему является королем соединения или крепления при новом строительстве или ремонте. С тысячами сварных швов на транспортное средство это не изменится в ближайшее время.
Щелкните здесь, чтобы узнать больше
Различные типы
У нас есть различные типы сварки на выбор: контактная точечная сварка методом продавливания (STRSW), сварка методом MIG/MAG электрозаклепками, а также шовная или стежковая сварка.
Пайка MIG рекомендуется все больше и больше.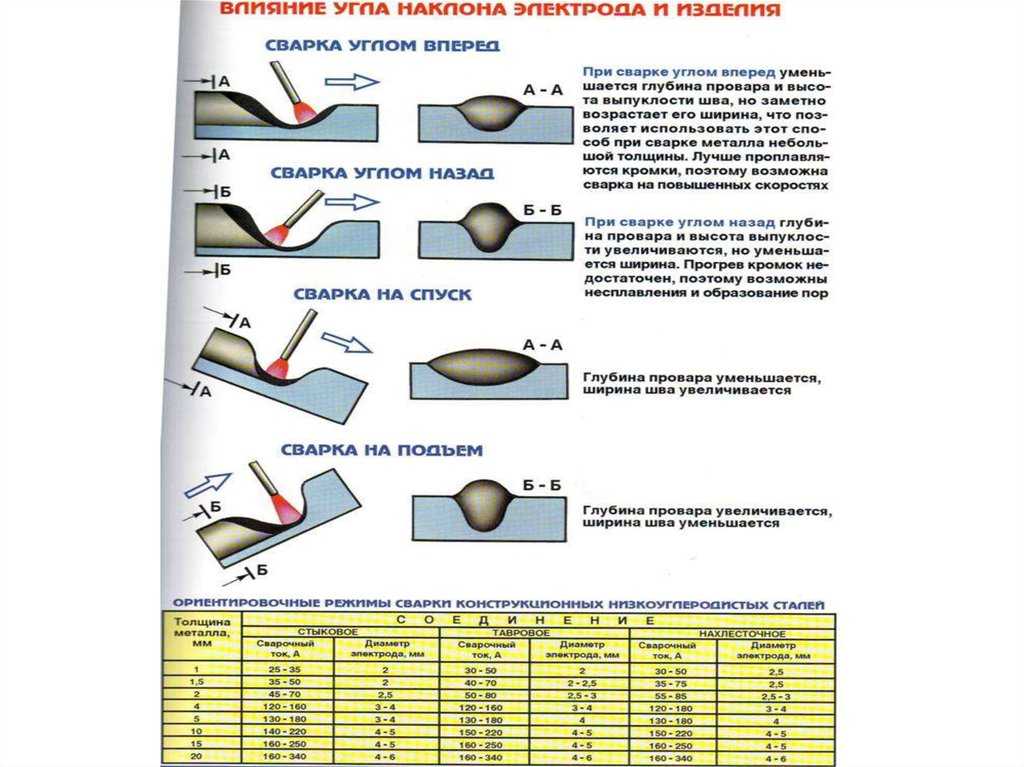 У нас также есть комбинации сварки и клея для соединения сварных швов и использования герметиков для швов в зоне сварки для сварки швов. Признание правильного способа сборки автомобиля имеет решающее значение. Осмелюсь сказать, что сварка — это самая ответственная процедура, которую выполняют технические специалисты, поскольку люди в буквальном смысле ставят свою жизнь на свои сварные швы.
У нас также есть комбинации сварки и клея для соединения сварных швов и использования герметиков для швов в зоне сварки для сварки швов. Признание правильного способа сборки автомобиля имеет решающее значение. Осмелюсь сказать, что сварка — это самая ответственная процедура, которую выполняют технические специалисты, поскольку люди в буквальном смысле ставят свою жизнь на свои сварные швы.
Почему STRSW?
Количество причин, по которым при строительстве и ремонте используются определенные сварные швы, растет, поскольку тепло становится основным вредным фактором для высокопрочной стали и сверхвысокопрочной стали, или стали HSLA, во время сварки. Звучит странно, поскольку для сварки требуется тепло, но окружающая область свариваемой стали может быть повреждена так называемой «зоной теплового воздействия» или ЗТВ. Излучаемое тепло может изменить свойства стали, окружающей сварной шов, и ослабить область сварки.
Другим фактором, который действительно начинает играть роль, является коррозия. Стали становятся прочнее даже тогда, когда они становятся тоньше. Новые стали также быстрее подвергаются коррозии. Предотвращение коррозии является абсолютным. Самый лучший сварной шов может очень быстро выйти из строя, если защита от коррозии применяется неправильно.
Стали становятся прочнее даже тогда, когда они становятся тоньше. Новые стали также быстрее подвергаются коррозии. Предотвращение коррозии является абсолютным. Самый лучший сварной шов может очень быстро выйти из строя, если защита от коррозии применяется неправильно.
Защита от коррозии должна учитываться во всех аспектах ремонта. Современные автомобили строятся так, чтобы служить намного дольше, чем раньше. В 2015 году средний срок службы автомобиля составил 11,5 лет. Довольно часто можно увидеть, как автомобили проезжают более 250 000 миль и проезжают 300 000 миль. Мой собственный пикап серии 2000 K проехал 280 000 миль, выглядит и работает отлично. Эта долговечность также должна учитываться во всех уравнениях, поскольку мы предлагаем пожизненную гарантию на ремонт.
Покупка
Все магазины, которые вложили средства и приобрели машину STRSW, с самого начала увидели очевидные преимущества. Я хвалю эти магазины, так как знаю, что машины STRW стоят дорого.
Когда технические специалисты начали использовать машины, они сразу же увидели экономию времени. Время подготовки для начала немного больше, но отсутствие зачистки сварных швов значительно экономит время, особенно при больших объемах работ. Чрезмерная зачистка сварных швов является распространенной проблемой в мастерских, поскольку техники, использующие сварку электрозаклепками, шлифуют металл слишком глубоко, что может значительно ослабить сварной шов. Продолжая изучать производственные процессы, мы узнаем, что даже один неудачный сварной шов может вызвать проблемы.
Пример шовной сварки, при которой шовный герметик наносится на зону соединения шва.
Это раскрывает еще одно преимущество процесса STRSW. Скорость сварки создает очень низкую ЗТВ, которая не только предотвращает повреждение окружающего металла, но также помогает уменьшить коррозию, вызванную нагреванием. Это преимущество необходимо учитывать всем магазинам, которые не приобрели станок STRSW. Пробковые сварные швы имеют огромную зону ЗТВ и создают горячие точки коррозии на каждом сварном шве.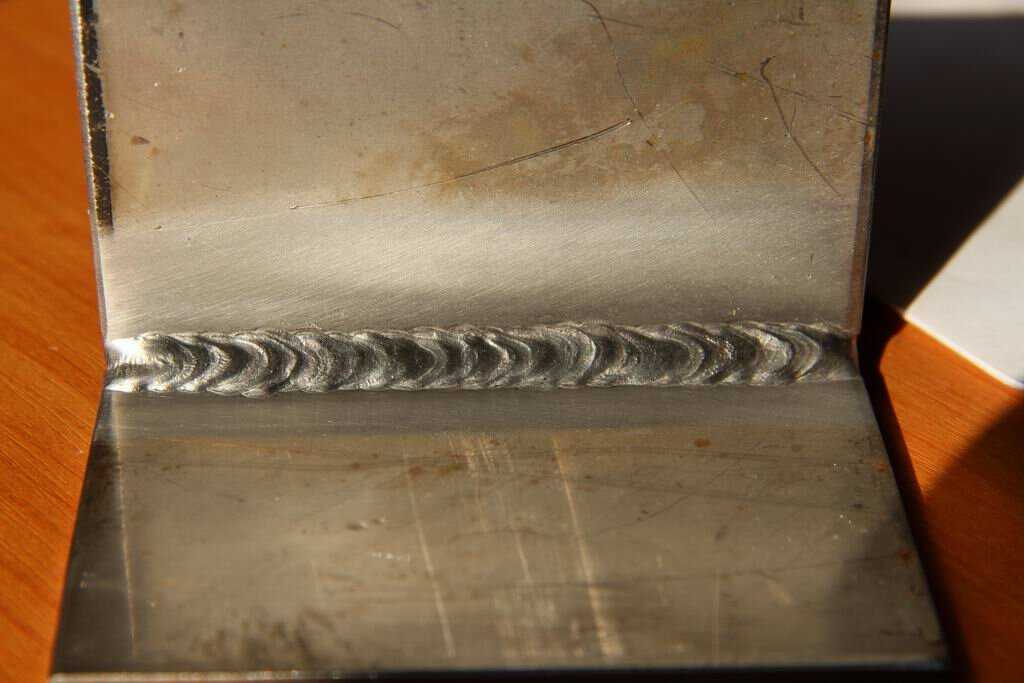 У нас есть продукты для предотвращения коррозии, но доступ и применение затруднены. Я знаю, что даже заводские сварные швы ржавеют, поскольку производители автомобилей не идеальны, но проблема в том, что они не дают пожизненной гарантии. Кузовные мастерские делают. Выдержат ли ваши сварные швы испытание временем?
У нас есть продукты для предотвращения коррозии, но доступ и применение затруднены. Я знаю, что даже заводские сварные швы ржавеют, поскольку производители автомобилей не идеальны, но проблема в том, что они не дают пожизненной гарантии. Кузовные мастерские делают. Выдержат ли ваши сварные швы испытание временем?
Учтите также, что некоторые производители автомобилей больше не предлагают сварку MAG. Metal Active Gas или GMAW (сварочные аппараты с подачей проволоки), настроенные на смешанный газ, могут быть неприемлемы для их автомобилей. Единственным выбором будет STRSW с возможностью пайки MIG. Повреждение металла и проблема коррозии, упомянутая ранее, вызывают серьезные опасения.
Предотвращение коррозии
Как я уже говорил, STRSW не идеален. Есть некоторые процедуры, которые могут быть выполнены для повышения согласованности во время ремонта.
Наблюдение за тем, как магазины внедряют эти процедуры, время ремонта заметно не изменилось, а качество ремонта резко выросло.
Здесь сварные швы маркированы, а грунтовки и покрытия удалены только в местах сварки.
Я спросил в некоторых магазинах, что они делают для предотвращения коррозии, и они дали следующие советы. Одна из проблем, с которой они столкнулись, — это коррозия между точечными сварными швами. Чтобы предотвратить эту коррозию, вот несколько простых советов. Они основаны на наличии правильной машины и нужного количества энергии для этой машины. Это просто процедуры сварки и зоны сварки. О сварке и сварке швов будет сказано позже.
- Убедитесь, что все наконечники чистые и подходят для применения, а также что наконечники выровнены. STRSW великолепен, если все сделано правильно. Если нет, то это просто еще один неудачный сварной шов. Пористость вызовет коррозию на этих сварных швах, или выброс создаст очаг коррозии.
- Пометить сварные швы и удалить грунтовки и покрытия только в местах сварки. Многие технические специалисты зачищают всю сопрягаемую поверхность, в результате чего между сварными швами остаются большие участки оголенного металла. Воски для полостей и герметики для швов могут не подходить или их может быть трудно правильно нанести.
- Заклейте голый металл 3/4-дюймовой лентой. Если весь фланец подвергался воздействию оголенного металла, сделайте то же самое в местах маркировки сварных швов. Зачистите все загрунтованные или голые металлические участки. Используя шерстяную кисть, нанесите только неразбавленный эпоксидный грунт в одном направлении на голый металл.
- Снимите ленту и нанесите грунтовку для сварки, если этого требует производитель автомобиля.
- Не забудьте заклеить все зажимы тисков, кроме шунтового зажима. Это обеспечит правильный ток для сварки и предотвратит грибовидное разрастание наконечников. Правильно используйте шунтирующий зажим.
 Воски для полостей и герметики для швов могут не подходить или их может быть трудно правильно нанести.
Воски для полостей и герметики для швов могут не подходить или их может быть трудно правильно нанести. Эти же процедуры подходят и для сварки электрозаклепками. Просто удалите грунтовку для сварки, если она применялась, из зоны сварки перед сваркой. Я также видел, как магазины сначала замазывали детали и закрытые помещения эпоксидной грунтовкой, а затем сваривали панели вместе. Это значительно улучшает защиту от коррозии в таких областях, как коромысла и колесные арки, а также в любых других областях, которые подвержены воздействию высокой влажности или ограниченному доступу после сварки.
Это значительно улучшает защиту от коррозии в таких областях, как коромысла и колесные арки, а также в любых других областях, которые подвержены воздействию высокой влажности или ограниченному доступу после сварки.
Сварка
Когда станки STRSW стали доступны, ремонтная промышленность увидела эффективный способ дублирования процесса сборки на заводе. Когда сварка стала преобладающей, мы увидели способ увеличить срок службы ремонта. Сочетание STRSW и клея решило проблемы, с которыми сталкивались автомобили в прошлом. При сварке через клей мы видим очень много преимуществ для производителя и ремонтной мастерской. Он увеличивает прочность, снижает изгиб и шум, вибрацию и резкость (NVH).
Больше всего мне нравится защита от коррозии. Шаги, упомянутые ранее, должны помочь предотвратить коррозию между сварными швами. Сварка также делает это. Если все сделано правильно, клей действует как герметик, предотвращая попадание влаги, а также изолируя контакт металла с металлом, который может создавать горячие точки коррозии из-за изгиба и вибрации.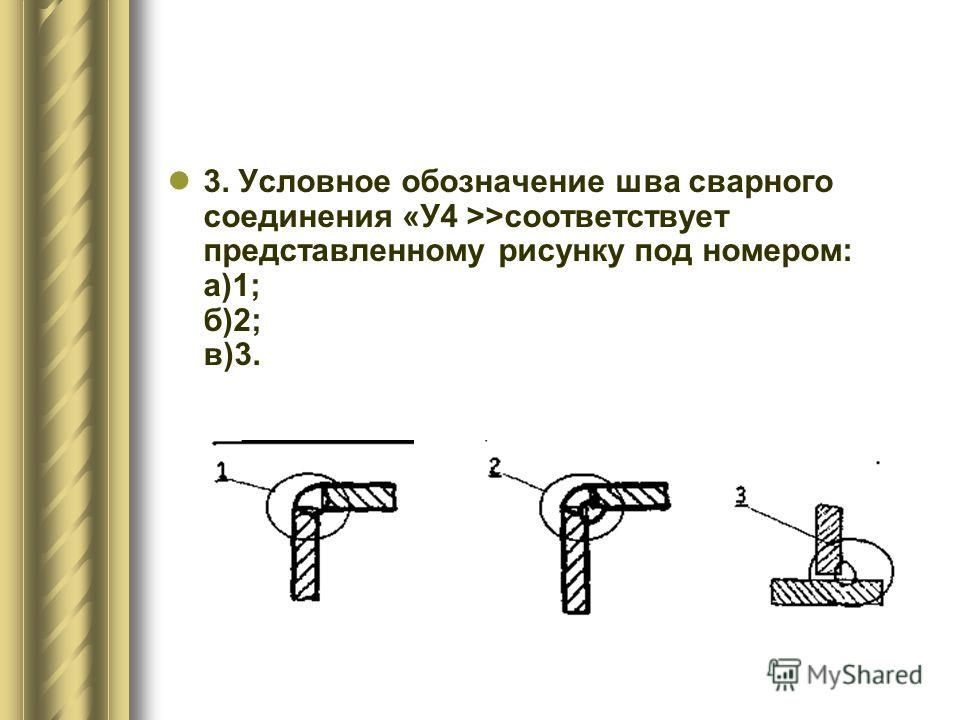 Использование сварки может обеспечить хороший и долговечный ремонт.
Использование сварки может обеспечить хороший и долговечный ремонт.
При использовании сварки убедитесь, что имеющаяся у вас машина STRSW способна это сделать. Кроме того, обязательно выполните пробные сварные швы и испытания на отслаивание, чтобы убедиться в правильности сварного шва и соединения. Сварку следует использовать только в том случае, если производители транспортных средств требуют этой процедуры. Имейте в виду также, что для правильного выполнения сварки требуется шунтирующий зажим.
Сварка швов
Сварка швов — это новшество в ремонтной отрасли. Это похоже на соединение сваркой, но его никогда не следует использовать вместо соединения сваркой.
Сварка швов – это нанесение герметика на область соединения сварных швов. Когда сварка завершена, просто удалите лишние материалы, и вы одновременно сварите и загерметизируете шов. Герметики не обеспечивают прочность автомобиля, как клеи, во время сварки, но они обеспечивают защиту от коррозии, которую обеспечивают клеи. Это устраняет проблемы с голым металлом между сварными швами и нанесение воска для полостей и кромок для герметизации швов. Это определенно экономит время и снижает количество отходов герметика для швов во время нанесения.
Это устраняет проблемы с голым металлом между сварными швами и нанесение воска для полостей и кромок для герметизации швов. Это определенно экономит время и снижает количество отходов герметика для швов во время нанесения.
Сравнение решений по отслеживанию швов
Рассмотрение проблемы отслеживания швов означает поиск множества возможных решений. В зависимости от ваших потребностей в процессе, материалах и продолжительности цикла правильное решение обычно приходит со временем.
А если вы не знаете обо ВСЕХ доступных решениях?
Или просто знаете о парочке?
Каковы преимущества и недостатки всех доступных решений для отслеживания швов?
Некоторые решения для отслеживания швов мне не подходят, в зависимости от того, что я свариваю?
Сенсорная технология открывает перед сварочными операциями множество возможностей. Некоторые из них недороги и ограничены в возможностях, а другие требуют больших инвестиций и продуманного дизайна, с огромным преимуществом в экономии средств.
Лазерная указка и ручные слайды
Фиксированные указатели с ручными слайдами — это очень простые версии отслеживания швов. Это буквально какой-то фиксированный указатель. Это может быть пружина на стержне или лазерная указка, спускающаяся вниз, чтобы обеспечить визуальную оптику.
Независимо от конфигурации, этот параметр требует, чтобы оператор приводил в движение набор направляющих, чтобы сварной шов оставался на стыке. Это так же экономично, как отслеживание швов для автоматизированного сварочного производства.
Лазерное наведение имеет большие возможности для ошибок оператора. Это неизбежно. Вы будете полагаться на своего оператора, чтобы убедиться, что механическая настройка правильная, а указатель находится в нужном месте.
Время цикла также является серьезной проблемой. Почему вы инвестируете в отслеживание швов? Чтобы сэкономить время цикла для начинающих. Когда вы полагаетесь на то, что оператор будет принимать решения со слайдами на лету, экономите ли вы время, которое вы ожидаете от инвестиций?
Если у вас есть оператор, который может последовательно и эффективно управлять этим типом отслеживания швов, не отпускайте его или ее. В противном случае вы, вероятно, сможете получить лучшие результаты и возврат инвестиций, используя более продвинутый вариант.
В противном случае вы, вероятно, сможете получить лучшие результаты и возврат инвестиций, используя более продвинутый вариант.
Датчик касания
Датчик касания, когда робот подает небольшое напряжение либо на сварочное сопло, либо на сварочную проволоку. Оба они работают одинаково, с той лишь разницей, что каждый метод передает данные роботу.
Через напряжение робот подойдет к рабочему материалу, коснется его, произойдет короткое замыкание, затем робот запишет положение, в котором находится записанное значение, и сообщит роботу, где находится поверхность.
В большинстве случаев требуется как минимум 2 прикосновения к каждому суставу, чтобы определить местоположение — вертикальная и горизонтальная поверхность. Робот соединит эти векторы поиска и триангулирует, где находится сварной шов.
На угловых или внешних краевых соединениях обычно требуется третье касание робота, чтобы получить все правильные положения, позволяющие роботу найти и «отследить» соединение.
Сенсорное распознавание полезно как недорогое решение для отслеживания суставов. Это простое программное решение, которое можно применять с пульта обучения без дополнительных систем. Одним из других основных преимуществ сенсорного распознавания является то, что вы можете попасть в труднодоступные места, потому что нет никакого дополнительного оборудования, кроме сопла вашего робота-резака, препятствующего доступу к стыку.
Сенсорное определение имеет несколько ограничений, которые делают его корректирующим решением для определения суставов и отслеживания швов. Во-первых, распознавание касаний — это медленный процесс, который добавляет от 3 до 5 секунд на каждый вектор поиска. Таким образом, если вы распознаете прикосновение к 2D-детали, вы потенциально добавляете от 6 до 10 секунд к циклу сварки, а если вы распознаете прикосновение к 3D-детали, ко времени цикла добавляется до 15 секунд времени на запуск дуги и дугу. конец.
Количество точек отказа с датчиком касания также намного больше, чем у других решений. Такие условия, как изогнутая проволока или грязный и чешуйчатый материал, затрудняют постоянную работу сенсорного датчика. Сенсорное распознавание предназначено только для определения начала или окончания дуги и не помогает с отклонениями деталей по всей длине сварного шва, поэтому оно не компенсирует непоследовательное крепление или инструменты детали.
Такие условия, как изогнутая проволока или грязный и чешуйчатый материал, затрудняют постоянную работу сенсорного датчика. Сенсорное распознавание предназначено только для определения начала или окончания дуги и не помогает с отклонениями деталей по всей длине сварного шва, поэтому оно не компенсирует непоследовательное крепление или инструменты детали.
Ощущение касания также ограничено типом сварного соединения. Угловые соединения и соединения внахлест являются наиболее распространенными и рекомендуемыми соединениями, но даже при соединениях внахлест необходимо учитывать толщину материала. Все, что меньше 5 мм (1/4 дюйма), может стать проблематичным для выполнения сенсорного распознавания, потому что толщина материала верхней пластины потенциально может быть пропущена проволокой, что приведет к тому, что вы пропустите деталь, или вы можете ударить нижнюю пластину и получить ложное чтение
Для вашего робота-резака также требуется тормоз проволоки и кусачки, входящие в комплект поставки горелки, чтобы резать проволоку на известном расстоянии от наконечника, чтобы ваши показания были постоянными на протяжении всего процесса.
Для распознавания касания также требуются чистые края. Прихваточные швы или плохо обрезанные детали могут давать ложные показания.
Отслеживание швов по дуге
Отслеживание швов по дуге (TAST) — это второй этап, который вы применяете с Touch Sensing. После распознавания касания вы находите начало и конец дуги, а затем применяете TAST к отслеживанию шва по осям Z и Y соединения.
TAST хорошо подходит для более толстого материала. Это также требует процесса ткачества. Когда провод переходит с одной стороны соединения на другую, напряжение меняется. Это происходит из-за того, что вылет проволоки уменьшается при переходе от наконечника к рабочему расстоянию. Это позволяет роботу интерпретировать изменение напряжения и корректировать заданный путь, сохраняя правильное положение сварного шва в соединении.
TAST требует толщины 5 мм (1/4 дюйма) или больше, чтобы быть стабильным. Не рекомендуется проводить TAST при меньшей толщине. Я никогда не видел TAST на материале тоньше 1/4 дюйма за все годы работы с приложения для отслеживания швов. Выполнение TAST на тонком материале может привести к образованию червячных следов или змеевиков в сварном шве, что может снизить целостность сварного шва.
Выполнение TAST на тонком материале может привести к образованию червячных следов или змеевиков в сварном шве, что может снизить целостность сварного шва.
Еще одна причина, по которой TAST не рекомендуется для более тонких материалов, заключается в тенденции TAST стирать или удалять плечо верхней пластины. Эта промывка не допускает значительного изменения напряжения, заставляя робота искать — вот где возникает риск выслеживания червей.
Еще одно ограничение TAST заключается в том, что вам нужно добавить время цикла, потому что для этого требуется, чтобы робот прокручивал соединение. Обычно скорость движения для TAST ограничена 35-50 дюймами в минуту. Процесс TAST также ограничен только приложениями MIG — это невозможно с TIG или Plasma.
Наконец, TAST может использоваться только для низкоуглеродистой или нержавеющей стали. Напряжения недостаточно соответствуют алюминию, чтобы надежно выполнить TAST. Состояние материала также важно. Чистота деталей, прокатная окалина или ржавчина влияют на наборы параметров, поскольку вы устанавливаете критерии желаемого изменения напряжения. Изменение напряжения на 2% при отрицательном значении Y из-за прокатной окалины или ржавчины на металле приведет к несогласованным характеристикам для TAST.
Изменение напряжения на 2% при отрицательном значении Y из-за прокатной окалины или ржавчины на металле приведет к несогласованным характеристикам для TAST.
Пробный прогон также невозможен с TAST, поскольку робот должен привариваться к гусенице. Прихватки также проблематичны, потому что, когда вы наезжаете на прихватку, вылет изменяется, поэтому робот теряет отслеживание, пока не выйдет с другой стороны прихватки.
Системы 2D Vision
Думайте о 2D зрении как о камере. Он берет эталонное изображение идеальной детали перед зажиганием дуги и сопоставляет эталонное изображение с каждой новой последующей деталью, обнаруживая любые смещения и корректируя траекторию сварки. Он дает только черно-белое изображение и передает, где это изображение расположено на его поверхности. 2D не может определить высоту или глубину и не считается надежным процессом отслеживания шва.
Соединения, такие как V-образные соединения и соединения внахлестку, очень проблематичны для 2D Vision, поскольку он не может определить глубину этих типов сварных соединений.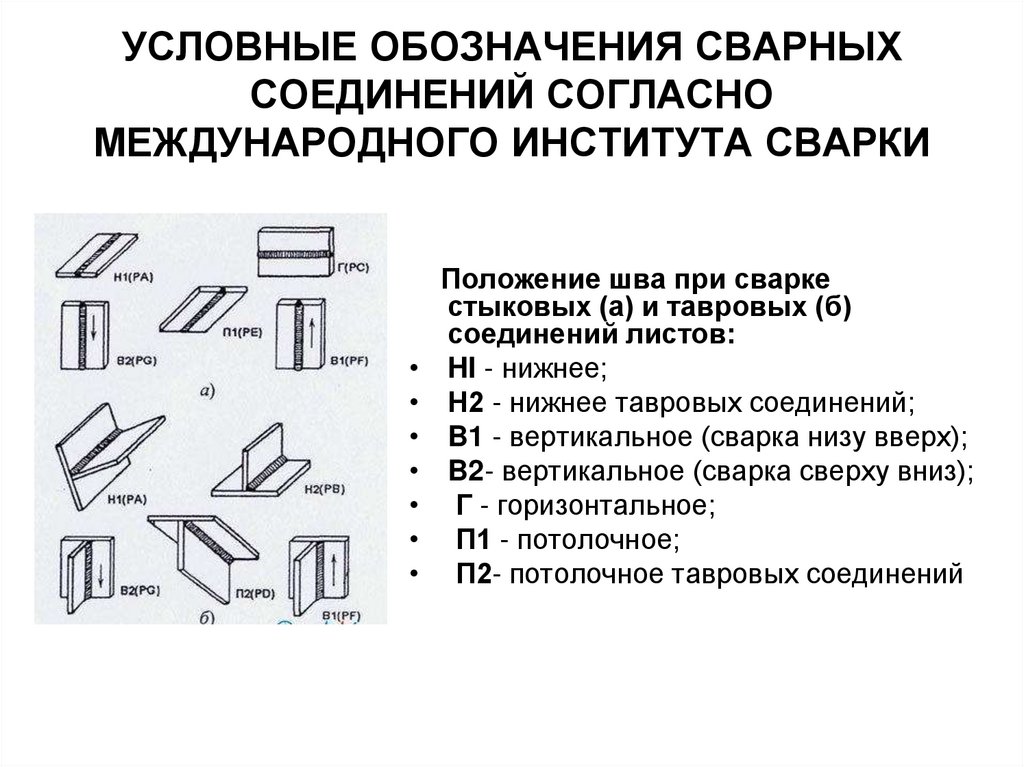 Блестящие материалы, такие как алюминий, также проблематичны для 2D-систем, поскольку вызывают помехи.
Блестящие материалы, такие как алюминий, также проблематичны для 2D-систем, поскольку вызывают помехи.
Обычно 2D используется для идентификации деталей вместо отслеживания. Это система, основанная на зрении, поэтому помехи от внешнего света очень важны для работы оптики. Кроме того, объектив камеры чувствителен к повреждениям от сварочных брызг и света дуги.
Тактильное отслеживание швов
Тактильный датчик — это датчик физического контакта, который касается материала. Tactile обычно используется в жесткой автоматизации и некоторых приложениях для лазерной пайки, и не рекомендуется для отслеживания швов для 6-осевого робота. Tactile перемещает наконечник или щуп внутри сварного шва, обнаруживает отклонения от края, которого он касается, и исходного источника, и соответствующим образом регулирует свои поперечные салазки, чтобы правильно расположиться над сварным швом.
Тактильное отслеживание шва имеет очень простую операционную функцию, которую можно применять к различным процессам, включая поддуговую сварку, открытую дугу и пайку, что делает его очень универсальной формой отслеживания шва.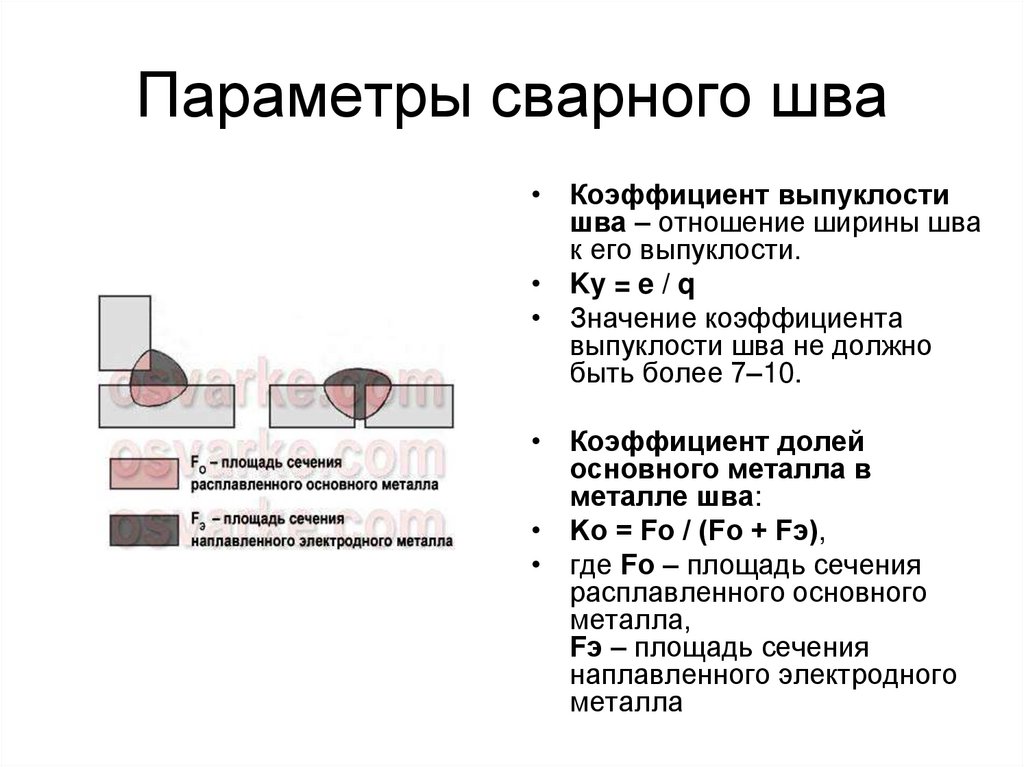 Осязание также не ограничено каким-либо материалом, поэтому вы можете тактильно отслеживать шов любого материала, от нержавеющей стали до алюминия, без какого-либо воздействия на систему.
Осязание также не ограничено каким-либо материалом, поэтому вы можете тактильно отслеживать шов любого материала, от нержавеющей стали до алюминия, без какого-либо воздействия на систему.
Техническое обслуживание является важной частью обеспечения правильной работы тактильной системы слежения за швом. Изнашивание деталей часто происходит с тактильной системой, потому что кончик находится в постоянном контакте с суставной поверхностью. По мере того, как ваш тактильный зонд изнашивается и становится короче, он будет иметь тенденцию перемещать сварочный инструмент ближе к стыку, что может привести к некачественному сварному шву или полному повреждению передней части горелки. Важно проверить зонд на предмет износа, чтобы убедиться, что он правильно стоит над горелкой, чтобы обеспечить высокое качество сварки.
Такие условия, как разбрызгивание сварных швов и укладка кабелей, требуют более частого осмотра и обслуживания, чем бесконтактные решения.
Тактильные решения также плохо адаптируются к прихваткам.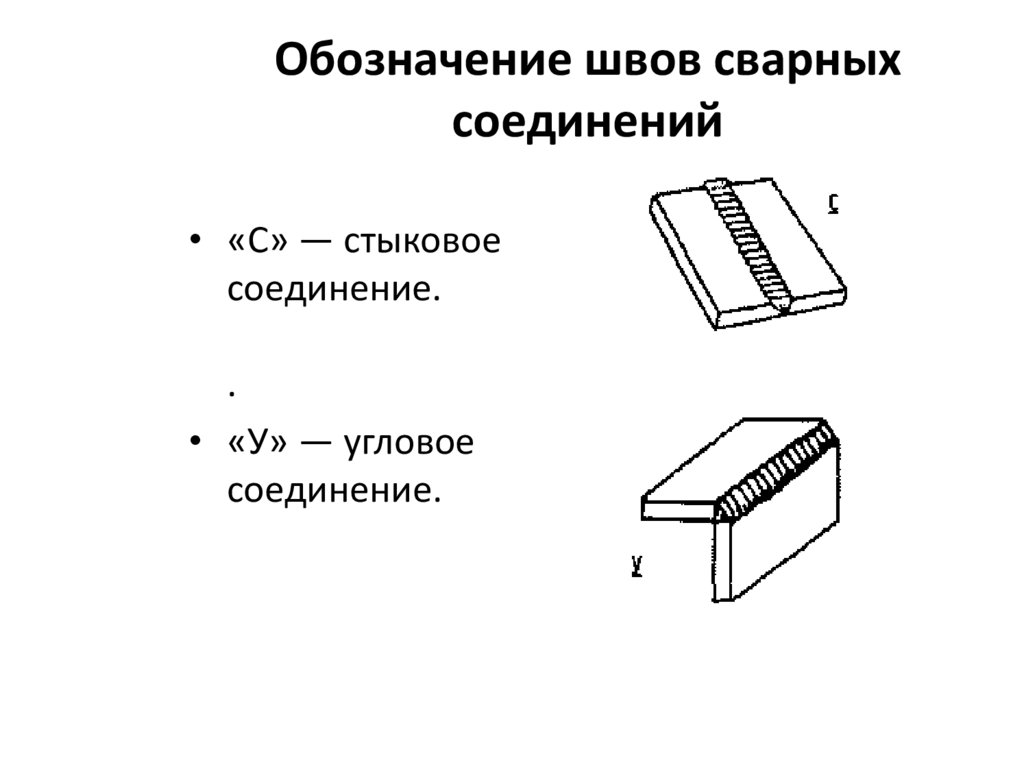 Прихватки могут поднимать зонд над прихваточным швом и направлять дугу в том же направлении, в отличие от того, чтобы сварочная горелка проваривала прихватку, как это обычно рекомендуется.
Прихватки могут поднимать зонд над прихваточным швом и направлять дугу в том же направлении, в отличие от того, чтобы сварочная горелка проваривала прихватку, как это обычно рекомендуется.
Тактильная тоже не адаптивная. Системы такого типа следуют линии стыка и не учитывают несоответствия или размеры зазоров в результате использования инструментов. Расчет площади также невозможен. Тактильный зонд фиксируется в канавке и следует за ней с очень небольшими отклонениями. Достаточно большое отклонение в канавке или достаточно большой прихваточный шов могут сбить датчик с заданной траектории.
Сварные профили, такие как стыковые сварные швы, трудно отследить тактильным швом без зазора. Нелинейные сварные швы, которые заставляют датчик двигаться резко в определенном направлении, не являются идеальным сценарием для приложений тактильного отслеживания швов; он хорошо работает со сварными швами больших цилиндров или сваркой труб.
Скорость движения является еще одним ограничением для тактильного отслеживания швов, поскольку обычно оно движется с более низкой скоростью, что может замедлить время цикла.
Сравнение тактильного и зрительного отслеживания швов зависит от того, является ли один подход контактным, а другой — бесконтактным. Несмотря на то, что это механическая установка, как правило, это более низкие первоначальные капиталовложения, системы тактильного отслеживания швов в открытых и субдуговых приложениях требуют большего обслуживания, поскольку это механический процесс, который в долгосрочной перспективе может сделать его менее рентабельным решением из-за чувствительность измерительного органа и постоянный износ компонентов.
Трехмерное лазерное отслеживание швов
В системе трехмерного лазерного отслеживания швов, также известной как оптическое или визуальное отслеживание швов, используется лазерная триангуляция. Трехмерное отслеживание швов можно использовать как на жестких автоматизированных, так и на роботизированных системах с правильным пакетом программного обеспечения.
Концептуально лазерное отслеживание швов включает в себя лазерный луч, выходящий из устройства, ударяющийся о поверхность, отражающийся от поверхности, возвращающийся обратно в датчик, и датчик улавливает место попадания лучей. Таким образом, с помощью лазерного отслеживания швов датчик знает расстояние между лазерным излучателем и датчиком на камере, что позволяет ему триангулировать положение того материала, от которого он отразился.
По сути, вы получаете изображение Z (высота) и Y (поперек) сустава, поэтому датчик знает, что изображение, от которого он отразился, было X (расстояние) в измерении от луча датчика, и функция то, что он выбирает, является либо положительным, либо отрицательным в поле зрения по направлению Y.
Лазерное отслеживание швов не знает направление X или длину детали. Вот почему вы подключаете устройство к системе управления, а система управления определяет значение X – процесс, известный как калибровка. После калибровки ваша система отслеживания шва знает координаты X, Y и Z на протяжении всего процесса сварки.
Любое решение для отслеживания швов в процессе сварки увеличивает время цикла, но оптическое отслеживание швов добавляет меньше всего — обычно около четверти секунды (0,25 секунды) к циклу сварки на сканирование.
Он также движется быстрее всех. Оптическое отслеживание швов может работать со скоростью до 200 дюймов в минуту, поэтому оно не ограничивает скорость робота или гентри, если требуются высокие скорости перемещения. Оптическое отслеживание швов также можно использовать в процессах, не связанных со сваркой, таких как склеивание, наклеп и шлифование.
Лазер имеет особое преимущество перед TAST, потому что он позволяет устройству пробовать деталь или видеть ее в автономном режиме. Несоответствия материалов, такие как ржавчина, окалина или даже прихватки, практически не влияют на оптическое отслеживание швов, поскольку отслеживание основано исключительно на изображении детали.
Зазор с оптическим отслеживанием швов является ограничением. Еще одно соображение, которое следует учитывать, это направление движения, так как датчик должен все время находиться впереди траектории сварки. Это может привести к проблемам с досягаемостью робота, проблемам с углом наклона резака, а инструменты и конструкция детали должны быть хорошо продуманы.
Как правило, единственным материалом, с которым у Optical Seam Tracking возникают трудности, является блестящий материал. Причина в том, что всякий раз, когда вы излучаете лазер от материала, он должен отражаться. Подумайте о различных типах сварных соединений и о том, как они будут отражать лазерные лучи в зависимости от материала. В коленном суставе он отражает прямо назад. Если это V-образный шарнир, он отражается не только прямо назад, но и под противоположными углами, под которыми он отражается, почти как диско-шар.
В таких случаях сенсорам трудно определить, какой луч, отражающийся назад, является правильным. У вас есть много ложных лучей, возвращающихся назад, и это выглядит как перекрестие, потому что вы получаете много отражений. Для этих типов материалов важно, чтобы фильтрация устройства и расчет путей от контроллера компенсировали такие комбинации соединения/материала.
Комбинации материалов и соединений, такие как угловые сварные швы алюминиевой алмазной пластины, были бы невозможны для адекватного отслеживания лазерным отслеживанием швов.
Другие комбинации, такие как внутренние углы из нержавеющей стали с зеркальной полировкой, также являются чрезвычайно сложными поверхностями и соединениями для фальцовки.
Хотя отслеживание этих комбинаций с помощью оптической системы возможно, для повторного выполнения этого требуется исключительное знакомство с датчиком лазерного отслеживания швов.
Резюме
Когда вы ищете решения для отслеживания швов, вы обычно пытаетесь решить конкретную проблему.
Достаточно ли быстр ваш сварочный робот?
У вас проблемы с качеством?
Полностью автоматизированное отслеживание швов требует больших инвестиций. Нет никакого способа обойти это. Вы должны убедиться, что ваша проблема заслуживает такого технически совершенного решения, и что улучшения окупятся тем, что даст решение такого масштаба.
—
Ищете дополнительную информацию об оптическом отслеживании швов? Ознакомьтесь с нашим полным руководством в этой бесплатной электронной книге!
Управление сварными швами имеет значение при обработке труб
Во многих случаях сварные швы на трубах являются проблемой, которую необходимо решать для получения удовлетворительных готовых деталей. Технические требования, внешний вид, конструктивные и толщинные допуски и непрерывность процесса сварки не позволяют оставлять положение сварного шва на волю случая. Это относится как к лазерной резке, так и к гибке. Давайте подробнее рассмотрим решения, доступные в системах BLM GROUP.
При лазерной резке трубы, загруженные из пучка, потенциально могут входить в станок под разными углами. Ручная ориентация труб требует много времени и, что более важно, подвергает оператора потенциальным ошибкам, которые, если их не исправить немедленно, могут привести к отбраковке многих деталей.
При работе с квадратными трубами лазерной резки и отсортированными упаковками, безусловно, можно предварительно ориентировать трубы в системном загрузчике Lasertube, чтобы обеспечить соблюдение правильного угла при передаче трубы на рабочую линию. Другое дело лазерная резка круглых трубок из обычно несортированных упаковок. Невозможно надежно ограничить угол нагрузки каждой трубы, чтобы сварной шов был там, где вы хотите. Возможно, что еще более важно, вы не можете сделать угол одинаковым для всех трубок.
Чтобы сделать процесс надежным и не создавать отходов, решением является обнаружение сварного шва на трубе, подлежащей лазерной резке, после ее загрузки. Системы BLM GROUP Lasertube могут делать это с помощью оптического устройства, установленного в корпусе для резки под названием Active Weld.
При лазерной резке квадратных труб и рассортированных пакетов вы можете предварительно ориентировать трубы в системном загрузчике Lasertube.
Нагруженная труба подсвечивается, чтобы выделить сварной шов внутри или снаружи трубы, что позволяет камере автоматически определять его положение. Информация отправляется в ЧПУ, которое сравнивает обнаруженные данные с информацией, содержащейся в программе обработки детали (или заданной оператором на консоли).
Затем машина поворачивает трубу так, чтобы работа начиналась под углом, заданным во время программирования. Один и тот же угол будет повторяться для всех трубок в пучке. Это единственный способ гарантировать, что детали будут выглядеть одинаково, а сварной шов будет направлен в одном направлении.
В конце операции загрузки труба подсвечивается, чтобы выделить сварной шов.
Оператор может активировать процедуру начального обучения, если след сварки особенно незначителен или на трубе имеется несколько следов, которые могут ввести в заблуждение систему автоматического обнаружения.
Изображение, полученное с камеры Active Weld, можно увидеть на мониторе консоли, чтобы определить область сварки на первой трубе пучка, в частности, ее ширину, уровень контрастности и назначенный уровень достоверности, чтобы исключить любую неопределенность.
Система будет искать тот же шаблон на всех других трубках, не требуя дальнейшего вмешательства оператора, пока обнаруженный уровень достоверности выше порогового значения. Аппарат попросит оператора визуально подтвердить сварной шов, если система распознавания обнаружит, что уровень достоверности ниже установленного минимального порога.
Этот интерактивный режим предотвращает изготовление станком деталей с неправильной ориентацией.
Откройте для себя решения BLM GROUP для оптимизации раскроя труб лазерной резкой
Когда вам нужно обнаружить сварные швы при обработке труб?
Теперь, когда вы знаете, что решение существует и что оно надежно, давайте последовательно рассмотрим наиболее частые случаи, когда необходимо идентифицировать сварной шов.
Все части одинаковые
Для обеспечения повторяемости изготавливаемых деталей все трубы должны быть обработаны с:
- сварным швом в одном и том же положении ;
- одна и та же поверхность в том же исходном положении в случае труб квадратного или прямоугольного сечения;
- одинаковый начальный угол для круглых труб (например, сварной шов всегда под углом 90° к первому разрезу).
Толстый сварной шов
Параметры лазерной технологии, автоматически выбираемые станком оптимальными для номинальной толщины трубы, могут быть неэффективны при резке поперек сварного шва.
Следовательно, лом может не отделиться, или кусок может не отделиться в конце работы, что приведет к прерыванию автоматического цикла и необходимости вмешательства и ручного отделения его от остальной части трубы.
Лазерная резка трубы с заметной толщиной сварного шва на системе Lasertube.
Для решения этих проблем, особенно второй, оператор может вручную установить более высокую мощность лазера, которая затем должна использоваться для всей работы, поскольку положение сварного шва неизвестно. В результате больше тепла будет передаваться заготовке и риск ожогов будет выше.
Вместо этого знание положения сварного шва позволяет станку изменять параметры лазера только на самом толстом проходе, сохраняя стандартные параметры для остальной части разреза и получая наилучшее возможное качество лазерной резки. Деталь всегда будет отсоединяться, и процесс будет выполняться надежно и без перерывов.
Требования к внешнему виду
Если вы хотите скрыть сварной шов, потому что трубы останутся на виду без окрашивания, вы можете выбрать ориентацию сварного шва таким образом, чтобы шов оставался на скрытой стороне.
Механическая прочность
Зона сварки была термически изменена, т. е. она имеет механическое сопротивление, отличное от остальной части трубы, из-за воздействия тепла, передаваемого во время фазы герметизации (отпуска). Эта разница приводит к асимметрии механического поведения трубки, что может повлиять на результат работы.
Как обнаружить сварной шов на трубогибочном станке
Также для гибки труб предпочтительнее, если не обязательно, для управления положением сварного шва. Опять же, требования внешнего вида могут потребовать правильной ориентации трубы перед началом операции гибки, как это часто бывает в мебельной промышленности.
Прежде всего, рекомендуется избегать размещения сварного шва на внешней стороне (т. е. на внешней стороне изгиба), поскольку именно эта часть трубы растягивается в результате деформации. Сварной шов изменяет механические свойства металла – упрочняя его – за счет передаваемого тепла, что может привести к образованию трещин. Кроме того, механическая прочность сварной трубы больше не является однородной и симметричной.
При гибке трубы сварной шов не должен располагаться на внешней стороне.
Случайное позиционирование сварного шва может привести к различным эффектам пружинения в зависимости от того, как нагружена труба (если ее не изменить), что приведет к снижению повторяемости процесса гибки трубы. В конечном счете, сварной шов должен обнаруживаться и располагаться систематически и последовательно.
Процедура аналогична уже описанной для систем Lasertube, чтобы попытаться обеспечить желаемую ориентацию сварного шва (особенно для круглых труб). Ошибка всегда возможна, поэтому предпочтительнее использовать датчик, расположенный близко к гибочной головке.
Оптический датчик обнаружения сварного шва активируется перед началом цикла гибки трубы и определяет положение изменения цвета на трубе, вращающейся под ней, особенно темный сварной шов на светлой трубе, типичный для нержавеющей стали или светлый сварной шов на темных профилях чаще в трубах из мягкой стали.
После обнаружения сварного шва трубогибочная машина повернет трубу в правильное исходное положение.
Этот подход работает, когда сварной шов виден снаружи трубы. Если сварной шов виден только внутри, оператор может просто отметить трубу снаружи, обведя линию. Это обходной путь, но он решает как технические требования, так и требования к внешнему виду, не нагружая чрезмерно производительность машины.
Оптический датчик обнаружения сварного шва активируется перед началом цикла гибки трубы.
Узнайте больше об основных параметрах, которые следует учитывать на этапе первоначальной оценки трубогибочного станка
Как определить положение сварного шва при создании программы обработки деталей графические 3D CAD/CAM доступны как для Lasertubes, так и для трубогибочных станков BLM GROUP, ArTube и VGP3D.
Для выполнения сварных швов предусмотрена четкая и недвусмысленная графическая помощь, как и для всех других работ на трубе, таких как резка геометрии и планирование изгибов. Полная заготовка с требуемой ориентацией будет видна в предварительном просмотре со сварным швом в требуемом положении.
Назначение позиций легко с помощью графического 3D CAD/CAM, доступного как для систем Lasertube, так и для трубогибочных станков BLM GROUP.
Машина получит информацию, активирует устройство обнаружения в начале каждой новой трубы и установит ориентацию, необходимую при проектировании детали, в течение нескольких секунд.
Все это означает отсутствие возможных ошибок оператора, отсутствие брака или различных деталей и надежную обработку всех деталей в партии.
Вы также можете установить положение сварного шва на машине с помощью графического интерфейса, выполнив несколько простых шагов.
Выводы
Поиск сварного шва — одна из многих функций, доступных в системах BLM GROUP. Это результат тысяч установок и десятилетий оптимизации во всех секторах и со всеми типами труб. Этот опыт в обработке труб приводит к надежности и производительности, двум главным аспектам, представляющим интерес для любого клиента, который хочет поддерживать конкурентоспособность.
Перед сваркой – Производительность сварки
Обычная обработка – будь то отрезная пила, ленточная пила или другой станок – является эффективным методом резки труб по длине. Но существует множество способов, с помощью которых лазерная труборезная машина дает гораздо более эффективные результаты.
При распиловке точность пилы и то, как оператор настраивает работу, влияют на общее качество и длину реза, что влияет на готовность трубы к последующим процессам, таким как сборка, сварка и отделка. Кроме того, отсутствие точности и универсальности пилы означает, что для выполнения работы требуется больше времени.
«Качество резки зависит от того, насколько хорош пильный диск в данный момент времени», — говорит Рик Джексон, менеджер по продажам трубчатых лазеров компании LVD Strippit. «По мере износа лезвие становится все тупее и на нем образуется все больше и больше заусенцев. Эти острые края должны быть удалены, и это становится проблемой для сварщика, которому приходится тратить дополнительное время на удаление заусенцев перед сваркой».
Лазерные труборезные станки обеспечивают высококачественную резку и жесткие допуски по длине, что часто позволяет исключить второстепенные операции. А лазерная резка с ее свободой движений позволяет вырезать отверстия и формы на трубе с помощью одной машины с использованием одного инструмента, исключая метод пилы и сверла.
Лазерный труборез также может создавать пазы и выступы для соединения сопрягаемых деталей — еще одна функция машины, облегчающая и ускоряющая работу сварщика. Возможность свести к минимуму или исключить потребность в приспособлениях и приспособлениях для сварки детали экономит невероятное количество времени и, следовательно, денег. Лазерные труборезные станки
могут вырезать отверстия различной формы и формы, а также уменьшить количество заусенцев, которые необходимо выполнить перед сваркой, по сравнению с обычной механической обработкой. Повороты и повороты Другими важными функциями лазерного резака для труб являются обнаружение скручивания и компенсация искривления. Если трубка искривлена или искривлена, это влияет на любые формы, вырезанные в трубке. Это также влияет на центрирование элементов, таких как отверстия и прорези, установку V-образных пазов, установку крючков и выступов от детали к детали и центрирование отверстия из стороны в сторону.
«Квадратные и прямоугольные трубы по своей природе не являются прямыми; есть некоторая изюминка», — говорит Джексон. «Поскольку есть плоская поверхность, всегда есть допуск к краю. В круглых трубах, если есть перекручивание, оно не проявляется, потому что нет кромки; в большинстве случаев это не имеет никакого значения. Обнаружение скручивания позволяет машине убедиться, что область реза плоская, а скручивание находится на противоположной стороне, поэтому область реза остается плоской».
Функции компенсации скручивания и искривления обеспечивают идеальное центрирование заготовки. Детектор носовой части использует лазерное измерительное устройство, чтобы определить, где внешняя стенка трубы сравнивается с тем, где она запрограммирована. Если внешняя стена находится не в том месте, детектор дуги автоматически регулирует ось Y на режущей головке для компенсации.
Изгиб трубы относится к отклонению от прямой линии в вертикальной плоскости трубы.
«То, как LVD Strippit обращается с луком, уникально, — продолжает Джексон. «Есть и другие методы, такие как механическое зажимание или использование контактного щупа. Мы используем бесконтактный датчик. Это преимущество из-за того, как мало времени требуется для зондирования или сканирования. Система работает со скоростью света».
Может ли лазерный труборез выполнять свою работу без функций обнаружения скручивания и компенсации искривления? «Это повлияет на допуски», — говорит Джексон. «Резчик мог бы выполнить эту работу, но допуски, которые вы могли бы получить с помощью оборудования, были бы намного меньше».
Швы и фасонные части Что касается сварных труб, то сам сварной шов может быть достаточно толстым. «Я видел, как толщина сварного шва почти равна толщине основного материала», — говорит Джексон. В крайних случаях оператору может потребоваться увеличить мощность лазера над сварным швом, чтобы обеспечить хорошую резку детали.
Другая проблема заключается в том, что материал сварного шва может быть мягче основного материала из-за присадочного материала. И, в некоторых случаях, шов режет не так хорошо, как основной материал.
Однако, как правило, самая большая проблема со сварным швом заключается в том, что он может помешать окончательной сборке. Расположение шва на трубе может иметь решающее значение для гибки и других второстепенных операций, чтобы свести к минимуму влияние шва на деталь.
Поэтому в лазерных труборезах LVD Strippit серии TL используется обнаружение сварного шва для идентификации шва, поэтому при вырезании элементов в трубе они правильно ориентируются по шву.
«Однако основная причина, по которой мы определяем сварной шов для ориентации, заключается в том, что он идет на операцию гибки», — говорит Джексон. «Поскольку шов немного отличается по составу материала, это приведет к тому, что деталь будет изгибаться по-разному в этой области. Вы хотите, чтобы шов оставался ровным, чтобы пружинение после сгибания стало стабильным. Вы можете компенсировать шов и сделать деталь правильно».
Обнаружение формы — еще одна полезная функция резаков LVD Strippit. Измерительное устройство на станке проверяет размер и форму трубы после ее загрузки, чтобы убедиться, что оператор загрузил правильную заготовку. Хотя это может показаться ненужным шагом, нехватка квалифицированных рабочих и появление новых работников в отрасли означает, что дополнительная проверка, чтобы убедиться, что в станке находится правильная заготовка, не помешает.
Также полезно знать, что при работе со сварными трубами они начинаются со стали, которую прокатывают, сматывают, разматывают, формуют и сваривают. Это оставляет различное количество остаточных напряжений в основном материале, что может быть проблемой.
«Когда вы режете лазером, вы снимаете напряжение с материала», — говорит Джексон. «Материал хочет вернуться в свое расслабленное состояние. С точки зрения лазера, напряжение в материале не усложняет его резку. Что он действительно делает, так это заставляет материал расслабляться, и это само по себе может вызвать некоторые проблемы, такие как способность поддерживать допуск и удерживать диаметры, если материал испытывает огромное напряжение». Трубчатый лазерный станок
LVD Strippit оснащен фронтальным загрузчиком магазинного типа и опциональным устройством подачи пачек. Варианты подачи Другим фактором при выборе станка для лазерной резки труб является возможность подачи. Резаки TL 2450-FL и TL 2665-FL компании LVD Strippit стандартно поставляются с 7-позиционным магазинным загрузчиком. Модель TL 2665-FL также может быть оснащена устройством автоматической подачи пачек. Вместе эти две системы обеспечивают гибкость для крупносерийного и мелкосерийного производства. Устройство подачи пакетов предназначено для больших партий и длинных тиражей, а загрузчик магазинов перемещается от одного задания к другому для коротких тиражей или небольших партий.
Что касается загрузчика пакетов, «одна из вещей, которые мы видели в отрасли, это то, что магазин может заказать 5000 или 10000 штук, но они будут получать от 200 до 300 штук за раз», — говорит Джексон. «Поэтому иногда это не лучшее приложение для загрузки пакетов. Если для работы требуется пять или шесть стержней из пачки, вы кладете эти стержни в загрузчик магазинов на передней части машины, и он автоматически запускается оттуда. Но если вы хотите работать полностью автоматически, мы действительно можем установить загрузчик пакетов на задней части машины».
TL 2450-FL обладает универсальной производительностью, обрабатывая круглые трубы диаметром от 0,375 дюйма до 5 дюймов и прямоугольные трубы размером до 4 дюймов на 2 дюйма. Максимальная подача составляет 24 фута. TL 2665-FL обрабатывает круглые от 0,75 до 6,5 дюймов, длина трубы до 26 футов.
Оба являются волоконными лазерами. TL 2450-FL имеет мощность 1 кВт с возможностью модернизации на 2 кВт. TL 2665-FL в стандартной комплектации имеет мощность 2 кВт.
Джексону также нравится неразрушающая защита от столкновений на режущей головке TL 2665-FL. В случае столкновения между заготовкой и головкой головка имеет гибкий узел, который возвращается в исходное положение, когда столкновение устранено.
«Благодаря неразрушающей защите от сбоев, в случае сбоя вы можете просто восстановить его и запустить программу снова», — говорит он. «Просто продолжайте с того места, на котором остановились. Другие машины имеют разрывные кольца или болты. Когда вы ударяетесь о опрокидывание достаточно сильно, чтобы сломать болт, вы должны найти ремонтника, чтобы починить машину, или починить ее самостоятельно. В любом случае это требует драгоценного времени».
Несмотря на то, что лазерный станок для резки труб предлагает все эти преимущества, стоимость станка относительно высока. Но опять же, соображение стоимости при сравнении различных методов обработки заключается в том, как это повлияет на последующие процессы. Качество лазерной резки часто снижает количество настроек и дополнительных операций, необходимых при окончательной сборке детали. Окончательное обоснование затрат заключается в стоимости качества.
LVD Strippit
Анализ усталости сварных швов
Анализ усталости сварного шва доступен для облегчения анализа усталости шва. сварные конструкции. Он позволяет имитировать усталостное разрушение в швах сварных швов. оценить соответствующие характеристики усталостного разрушения, такие как повреждение и срок службы.
Метод Volvo, реализованный в HyperLife, основан на исследовании
бумага Прогноз усталостной долговечности тонколистовых конструкций, сваренных методом MAG опубликовано М. Фермером, М. Андреассоном и Б. Фроденом. Метод представляет собой точечный стресс
подход, применимый к тонким металлическим листам. Напряжение горячей точки рассчитывается по сетке
точечные усилия на линии сварки. Метод показал хорошее совпадение с лабораторными испытаниями.
результаты для толщины листа от 1,0 мм до 3,0 мм. Метод обычно требует
две кривые SN. Одна из них представляет собой кривую SN изгиба, в которой преобладает напряжение изгиба, и
другая представляет собой кривую мембранного SN, в которой преобладает мембранное напряжение.
Реализация
Требования к моделированию
При использовании метода Volvo реализация анализа усталости сварных швов в HyperLife состоит из следующих требований к моделированию.
- Участки сварного шва, подлежащие анализу на усталость шва, должны
элементы CQUAD4, когда это возможно. Элементы CTRIA3 можно использовать для угловой сварки, если
неизбежно и для закрытия конца линии сварки, если это необходимо. Другой элемент
типы в настоящее время не поддерживаются для усталости сварных швов.
- Сварной шов должен быть смоделирован одним или двумя рядами Элементы CQUAD4. Если требуется двустороннее скругление смоделирована, может использоваться третья строка CQUAD4.
- Толщина сварного элемента такая же, как и эффективный шов.
- Размер сетки вокруг сварного шва должен быть как можно более равномерным. Несмотря на то что
этот метод менее чувствителен к размеру ячеек, размер ячеек около 10 мм будет
быть хорошим выбором по мнению Фермера, Андреассона, Фродена. Эта бумага показала
что больших перепадов напряжений в горячих точках не существовало между ячейками размером 12 мм
и размер ячейки 5 мм в случае обычной сетки.
- На элемент сварки можно ссылаться через наборы/детали. Пользовательские зоны помощь в создании пользовательских наборов в HyperLife.
- Нормальное направление свариваемого элемента должно указывать наружу так, чтобы нормальное направление к кромке шва, а не к его корню. Нормальный направление сварного шва играет решающую роль в определении схода сварного шва и контролируемая поверхность у основания сварного шва.
Основы сварки
Для соединения двух деталей можно использовать сварку. Сварные швы различаются по форме и размерам в зависимости от требуемый тип соединения. Например, сварные швы для угловых и нахлесточных соединений. разные. Обычно сварной шов состоит из следующих частей:
- Лицо
- Пальцы
- Горло
- Корень
- Ноги
Поверхность сварного шва — это видимая вам внешняя поверхность сварного шва. Пальцы — это
точки пересечения основного материала соединяемых пластин со сварным швом
материала вдоль поверхности сварки. Шов сварного шва – это расстояние между корнем и
центр лица. Корень шва – это точка наибольшего провара шва,
напротив поверхности сварки. Сварные ножки проходят от корня шва к
пальцы ног.
Рис. 1. Базовая структура сварного шва
Надлежащая практика проектирования сварных швов
В этом разделе представлен общий обзор концентрации напряжений в сварных конструкциях и несколько рекомендаций по правильному проектированию сварных швов. Этот раздел не следует рассматривать как полное руководство по проектированию сварных швов, и он не содержит исчерпывающего списка рекомендаций по проектированию сварных швов.
Все сварные швы содержат концентрации напряжений, которые снижают усталостную долговечность. Локальный стресс
концентрация возникает на кромке сварного шва и контролируется процессом сварки.
условия. Эта концентрация напряжения встроена в макроскопическое напряжение.
концентрация, которая является результатом конструкции сварного соединения.
- Концентрация напряжений в зависимости от формы сварного шва:
На рис. 2 показана концентрация напряжений на кромке сварного шва. Его величина зависит от угла боковой поверхности, θ, локального радиуса носка шва, r и толщина пластины, т. Понятие сварного шва. армирование является неправильным, поскольку вы можете видеть, что концентрация напряжения фактически увеличивается с увеличением металла шва, т. е. с увеличением угол наклона, θ.
Рис. 2. Концентрация напряжений в зависимости от радиуса сварного шва и толщины листа для
Усталость сварного шва - Концентрация напряжения на основе конструкции сварного шва:
Вторая концентрация напряжения происходит от совместной конструкции. Концентрации напряжения возникают всякий раз, когда изменение жесткости конструкции. Это может быть результатом либо увеличение уменьшение жесткости. Например, отверстие в пластине иметь примерно такую же концентрацию напряжения, как и жесткая бобышка, добавленная к пластина. Вот несколько примеров сварных соединений, отличающих хорошие и плохие дизайнерская практика.
Сначала нужно рассмотреть приваренную накладку к изгибающейся балке.
В конце периода существует большая концентрация напряжений.
накладка из-за большого изменения жесткости. Лучший дизайн
показано на правой стороне, где наблюдается более постепенное изменение
жесткость.
Рис. 3. (а) Неправильный дизайн сварного шва; (b) Правильный сварной шов Дизайн: Постепенный градиент жесткостиВторой источник концентрации напряжения является непреднамеренным напряжения изгиба, вызванные асимметричной геометрией. Дизайн слева будет иметь большее напряжение изгиба, чем двойное соединение внахлест справа сторона.
Рис. 4. (а) Неправильный дизайн сварного шва; (b) Правильный сварной шов Дизайн: Симметричная геометрия с двойным соединением внахлесткуСварка пластин разной толщины или ширины всегда проблемный.
Как и выше, самая легкая для сварки геометрия имеет наибольшую
концентрация стресса. Всегда следует рассматривать возможность перемещения сварных швов в
участки с меньшими напряжениями в конструкции и имеют постепенный переход в
жесткость, такая как соединение, показанное на рисунке 5 (b).
Рис. 5. (а) Неправильный дизайн сварного шва; (b) Правильный сварной шов Дизайн: постепенный переход жесткости
Поддерживаемые типы сварки
HyperLife поддерживает определенные типы сварных швов для определения усталости сварных швов. Анализ.
Тип можно выбрать с помощью параметра «Тип сварки». поле в диалоговом окне «Назначить материал» после выбора набора сварных швов/детали.
- Для элементов поверхности сварки можно определить только один ряд элементов или либо
сварных ножек.
- Места расчета повреждений выбираются автоматически на основе сварного шва. тип (как описано в разделе «Скругление»). За исключением место повреждения горла, оцениваются места повреждения корня и пальца ноги на основе сил в узлах сетки и последующих напряжений, возникающих в соответствующие элементы, примыкающие к элементам сварки. При поражении горла Силы в узлах сварного шва и последующие напряжения непосредственно считается.
- HyperLife в настоящее время поддерживает следующие сварные швы. типы.
Филе
Угловой шов — это сварной шов, соединяющий два листа под углом. Типичные места отказа:
отмечены на рис. 6(а). Угловой сварной шов может быть смоделирован наклонным
CQUAD4, как на рисунке 6(b). В зависимости от того, насколько проникает сварной шов, сварной шов может быть
моделируется одинарной или двойной строкой CQUAD4. Если двусторонний
скругление должно быть смоделировано, можно использовать три ряда CQUAD4.
Рис. 6. (а) Структура углового шва; (b) Сварной шов Т-образного соединения Представление элемента
HyperLife оценивает отказы в корне и подошве, когда сварной элемент КВАДРА4. Если CTRIA3 используется для сварки элемент, оценивается только носок.
Тройник
- Односторонний Однорядный
Для одностороннего однорядного Т-образное соединение, направление нормали к свариваемому элементу должно указывать на сварной шов. палец. Узлы приварного элемента находятся на одной линии с выступами приварки.
длина должна определяться фактическими размерами свариваемого элемента
(обычно L=T 1 +T 2 ).
Рис. 7. Представление одностороннего углового шва таврового соединения с одним рядом элементов CQUAD4Толщина свариваемого элемента – это эффективная ширина сварного шва. (обычно он равен L/1,414).
- Односторонний двухрядный
Многорядный рекомендуется для сварных швов с высоким проплавлением и обычно образует основу для контакта между двумя пластинами. Такие сварные швы более жесткая по сравнению со сварными швами, где глубина проплавления ниже, тем самым требуются дополнительные ряды элементов оболочки сварного шва, чтобы зафиксировать поведение.
На Рисунке 8 сварной шов проникает глубже, чем сварной шов на Рисунке 7. Для одностороннего двухрядного Т-образного соединения два сварных элемента
нормальные направления должны быть направлены к кромке сварного шва. Длина должна быть
определяется фактическими размерами свариваемого элемента (обычно
Л=Т 1 +T 2 ).
Рис. 8. Представление одностороннего углового шва таврового соединения с двумя рядами элементов CQUAD4Толщину приварного элемента рекомендуется задавать равно 0,35*л.
- Двусторонний двухрядный
Двусторонний двухрядный Т-образное соединение, направление нормали к сварному элементу должно указывать на соответствующий приварной шов.
Узлы свариваемых элементов находятся в соответствии с
соответствующие сварные швы. Длина должна определяться фактической
размеры свариваемого элемента (обычно
Л=Т 1 +T 2 ).
Рис. 9. Представление двустороннего таврового углового сварного шва с двумя рядами элементов CQUAD4Толщина сварного элемента является эффективной индивидуальной проходной шов (обычно он равен 1,414*L).
- Двусторонняя трехрядная
Многорядная рекомендуется для сварных швов с высоким проплавлением и обычно образует основу для контакта между двумя пластинами. Такие сварные швы более жесткая по сравнению со сварными швами, где глубина проплавления ниже, тем самым требуются дополнительные ряды элементов оболочки сварного шва, чтобы зафиксировать поведение.
На рис. 10 сварные швы проникают глубже, чем сварные швы на рис. 9.. Для двустороннего трехрядного Т-образного соединения два сварных элемента
нормальные направления должны указывать на соответствующий выступ сварного шва. Сварка
нормаль к центральному вертикальному элементу может указывать на любой сварной шов
палец.
Рисунок 10. Представление двустороннего таврового углового сварного шва с тремя рядами элементов CQUAD4
Крестовина
Для поперечного шва все элементы сварки, связанные с одним поперечным швом, должны быть указаны в
одна деталь/комплект, в противном случае HyperLife обработает крестовину
угловой шов как несколько отдельных сварных швов, что может привести к неожиданным результатам. Дополнительный
Требование к поперечному соединению состоит в том, что соединение должно быть симметричным.
- Односторонний однорядный
Для одностороннего однорядного поперечного соединения сварной элемент нормальное направление должно указывать на соответствующий выступ сварного шва.
Рисунок 11. Представление одностороннего поперечного соединения Угловой сварной шов с одним рядом элементов CQUAD4 в каждом - Односторонний двухрядный
Многорядный рекомендуется для сварных швов, проникновение высокое, и сварной шов обычно образует основу для контакта между двумя пластинами. Такие сварные швы более жесткие по сравнению со сварными швами. где проплавление ниже, тем самым дополнительные ряды оболочки сварного шва элементы необходимы для фиксации поведения.
На рисунке 12 сварные швы проникают глубже, чем сварные швы на рис.
Рис. 11. Для одностороннего двухрядного поперечного соединения сварной шов
нормальное направление элемента должно указывать на соответствующий сварной шов
палец. Нормали вертикальных свариваемых элементов также должны указывать на
соответствующий приварной шов.
Рис. 12. Представление одностороннего поперечного скругления Сварка с двумя рядами элементов CQUAD4 в каждом - Двусторонний двухрядный
Для двустороннего двухрядного поперечного соединения сварной элемент нормальное направление должно указывать на соответствующий выступ сварного шва.
Рисунок 13. Представление двустороннего поперечного соединения Угловой сварной шов с двумя рядами элементов CQUAD4 в каждом - Двухсторонний трехрядный
Несколько рядов рекомендуется для сварных швов, где сварной шов проникновение высокое, и сварной шов обычно образует основу для контакта между двумя пластинами.
Такие сварные швы более жесткие по сравнению со сварными швами.
где проплавление ниже, тем самым дополнительные ряды оболочки сварного шва
элементы необходимы для фиксации поведения. На рис. 14 сварные швы проникают глубже, чем сварные швы на рис.
Рис. 12.Для двустороннего трехрядного поперечного соединения Нормальное направление свариваемого элемента должно указывать на соответствующий сварить носок. Нормали вертикальных сварных элементов могут указывать на либо приварить носки с каждой стороны.
Рисунок 14. Представление двустороннего поперечного соединения Угловой сварной шов с тремя рядами элементов CQUAD4 в каждом
Перекрытие или перекрытие лазерной кромки
Сварка внахлест — это сварка, соединяющая два листа внахлест параллельно. На рис. 15 показаны возможные места отказа. Гиперлайф
оценивает эти места. Типичные места разрушения отмечены на рис. 15. Сварку внахлестку можно моделировать наклонными и вертикальными швами.
КВАДРА4. В зависимости от глубины проникновения сварного шва
может быть смоделирован одинарной или двойной строкой CQUAD4.
Рис. 15. Структура сварного шва внахлестку
Правила создания сетки такие же, как и для углового сварного шва. Нормальное направление сварного элемента должно быть направлено к кромке сварного шва. Узлы сварки должны располагаться по линии носка шва. Толщина свариваемого элемента должна соответствовать эффективной ширине сварного шва. При лазерной сварке оценивается разрушение в стыке сварного шва, а также в конце шва и корне шва.
Двухрядное перекрытие
Несколько рядов рекомендуются для сварных швов с высоким проплавлением, а сварной шов обычно
образует основу для контакта между двумя пластинами. Такие сварные швы более жесткие.
по сравнению со сварными швами с более низким проплавлением, поэтому дополнительные ряды шва
элементы оболочки необходимы для захвата поведения. Типичная длина сварного шва
элемент L=T 1 +T 2 .
Типичная толщина сварного элемента составляет около 0,27*L.
Рис. 16. Представление двухрядного сварного шва внахлест
Однорядное перекрытие или однорядное перекрытие лазерной кромки
Для нахлеста толщина сварного элемента должна быть в 2 раза больше толщины более тонкого листа. Его минимальная толщина 3 мм. Для перекрытия лазерной кромки толщина элемента сварного шва должна быть эффективный сварочный шов. Она составляет около 0,7* толщины верхнего листа.
Рис. 17. Представление однорядного сварного шва внахлест или лазерного нахлеста кромок сварка
Однорядное перекрытие или однорядное перекрытие лазерной кромки (альтернатива)
Можно также смоделировать предыдущий сварной шов, как показано на рис. 18.
Рис. 18. Представление альтернативного подхода для однорядного перекрытия или лазера Перекрытие краев
Лазерное перекрытие
Толщина сварного элемента должна быть равна ширине сварного шва. Ширина сварного шва должна составлять 90 % ширины шва. толщина более тонкого листа. Его минимальная толщина составляет 1 мм. Лазерное перекрытие сварные швы предназначены для очень тонких листов (> 1 мм).
Рис. 19. Изображение лазерного сварного шва внахлест
Оценка отказа
Точки оценки отказа различаются в зависимости от типа сварки.
В следующих разделах представлена информация о том, какие положения элементов сварки используются
для оценки отказов в анализе усталости сварных швов. На рис. 20 показано, как точки идентификации проиллюстрированы на
последующие изображения.
Рисунок 20. Атрибуты для правильного Идентификация сущностей
Филе
Оцениваются места основания и корня сварного шва. Расположение горла не оценивается.
Примечание: стрелки на рисунке 21 и рисунке 22 указаны поверхности для оценки (поверхность оболочки элементы, примыкающие к элементу сварки).
Рис. 21. Места отказа однорядного скругления
Рис. 22. Места отказа для двухрядного скругления
Стресс в горячей точке
HyperLife рассчитывает напряжение в горячих точках на основе силы в узлах сетки палец/корневой элемент.
В первоначальном подходе, предложенном Фермером, Андреассоном, Фроденом, силы в узлах сетки вносили свой вклад
к интересующему элементу использовались напрямую без какой-либо «корректировки». Потом
исследования [П. Fransson and G. Pettersson, 2000] показали, что усреднение узла сетки
Силы сделали точки сетки менее чувствительными к сетке.
Метод расчета, реализованный в HyperLife, включает взвешенный усреднение сил в узлах сетки, как:
- HyperLife определяет места потенциального повреждения в месте сварки носок, корень шва, шов шва и их оценочная поверхность по элементам шва местоположение и его нормальное направление (как показано в предыдущих разделах).
- Для соответствующих мест повреждения корня и пальца (в соседних элементах),
а в горловине (в элементе шва) локальные системы координат
построен. Локальная ось X строится в направлении, перпендикулярном
до и от соответствующей поверхности свариваемого элемента в центре
соседний элемент по линии сварки (ось X находится в плоскости
соседний элемент). Локальная ось Y построена перпендикулярно этому
Ось X в плоскости соседнего элемента.
Рис. 23. Пример расчета напряжения сварного шва - Силы в узлах сетки рассчитываются в сетках (Q и R) соседнего элемента
(2) вдоль линии сварки. Вклады силы в точке сетки исходят от
элементы, прикрепленные (1 и 3) к соседнему элементу.
Силы в узлах сетки рассчитываются как: (1) f Q = f Q 1 + f Q 2 (2) ж р = ж р 2 + ж р 3
Моменты записываются как:(3) м Q = м Q 1 + м Q 2 (4) м R = м R 2 + м R 3
- В каждом узле (Q и R) соседнего элемента, лежащего на
линия сварки, усредненные силы/моменты в узлах сетки, взвешенные по длине
соседний элемент и присоединенный элемент на линии приварки
вычислено.
Взвешенные силы записываются как:(5) f Q R I G H T = L 2 L 1 + L 2 f Q (6) f R L E F T = L 2 L 2 + L 3 f R
Записаны взвешенные моменты как:(7) m Q R I G H T = L 2 L 1 + L 2 m Q (8) м Р Л Е Ж Т = Л 2 Л 2 + Л 3 м Р
- Линейные силы и моменты рассчитываются на основе взвешенной точки сетки.
сил и моментов. Эти линейные силы и моменты с обоих концов
соседний элемент на линии сварки усредняется для создания линейного усилия
и момент в средней точке (L).
Линейные силы рассчитываются как:(9) f L Q R I G H T = 2 L 2 ( 2 f Q R I G H T − f R L E F T ) (10) ж L р L E F Т знак равно 2 L 2 ( 2 ж р L E F Т — ж Q р я г ЧАС Т )
Моменты линиирассчитываются как: (11) m L Q R I G H T = 2 L 2 ( 2 m Q R I G H T − m R L E F T ) (12) м L р L E F Т знак равно 2 L 2 ( 2 м р L E F Т — м Q р я г ЧАС Т )
Осредненные линейные силы и моменты при середина, L, для элемента 2: (13) f 2 = f L Q R I G H T + f L R L E F T 2 (14) m 2 = m L Q R I G H T + m L R L E F T 2
- Линейная сила и момент в средней точке затем разрешаются в локальной
система координат, построенная на шаге 2, для создания f 2 X и m 2 Y соответственно. Эта пара силы и момента
приводит к растягивающим и изгибающим напряжениям в соседнем элементе относительно
к линии сварки. Это силы, которые используются для расчета
стрессы.
- Затем напряжения рассчитываются по нормали к линии сварки для смежного элемент из этой пары сил-моментов. Напряжения рассчитываются для обоих верхних и нижней части элемента оболочки, а в зависимости от типа сварного шва либо один или оба используются для расчетов усталости. Это последняя горячая точка напряжение, используемое в дальнейшей оценке усталостного повреждения S-N. Для добавления информацию см. в подходе Stress-Life (S-N) (15). σ T O P = f 2 X T + 6 m 2 Y T 2 (16) σ Б О Т Т О М = ж 2 Икс Т — 6 м 2 Y Т 2
Усталостные свойства
Есть несколько усталостных свойств, имеющих отношение к усталости сварных швов. Анализ, позволяющий контролировать усталость
поведение.
Коэффициент изгиба
Эксперименты показывают, что для выполнения анализа усталостной прочности шва необходимы два типа кривых SN.
на основе метода, предложенного М. Фермером, М.
Андреассон и Б. Фроден. Согласно лабораторным исследованиям, два
Были построены кривые SN (рис. 24). Верхняя кривая получается в
испытания, в которых преобладает максимальное напряжение
Изгибающий момент (m 2 Y ) и нижняя кривая
получается из испытаний, в которых мембранная сила ( f 2 X ) преобладает над максимальной
стресс.
Рисунок 24. Пример зависимости амплитуды напряжения от усталостной долговечности log(N) для преобладания изгиба по сравнению с преобладанием мембраны Структура
Верхняя и нижняя кривые обозначаются как кривая SN изгиба и кривая SN мембраны соответственно. Рекомендуется использовать кривую SN мембраны, когда в элементе преобладает напряжение мембраны, а кривую SN изгиба следует использовать, когда преобладает напряжение изгиба. Интерполяция между двумя кривыми может быть выполнена в зависимости от степени преобладания изгиба.
Степень преобладания изгиба можно определить по среднему коэффициенту изгиба ( r B A V G ). Во-первых, изгиб коэффициент (r) определяется как:(17) р = | σ В | | σ В | + | о М |
Где,
- σ B
- Максимальное напряжение изгиба, равное 6 м 2 Y T 2
- о М
- Максимальное мембранное напряжение, равное f 2 X T
Средний коэффициент изгиба ( r B A V G ) для элемента составляет определяется как: (18) р B А V г знак равно ∑ я знак равно 1 п ( р я [ σ Т О п 2 ] я ) ∑ я знак равно 1 п [ σ Т О п 2 ] я
Где,
- [ σ T O P 2 ] i
- Квадрат максимального напряжения на вершине поверхность элемента оболочки i, на которой повреждение расчетный (то есть корень, палец или раковина горла элементы)
- ри
- Коэффициент изгиба элемента оболочки i.
это
Коэффициент интерполяции (IF) теперь определен как:
ЕСЛИ=0,0, когда 0,0≤rBAVG≤rBCRIT
ЕСЛИ=rBAVG-rBCRIT1-rBCRIT, когда rBCRIT Значение rBCRIT определяется
поле BRATIO в
Диалоговое окно «Назначить материал». Он установлен на 0,5 на
дефолт. Если средний коэффициент изгиба (rBAVG) меньше или равен
до критического коэффициента изгиба (rBCRIT), то Membrane SN
Кривая используется для оценки ущерба. Процесс коррекции толщины предназначен для коррекции эффекта размера. Кривые SN основаны на тесте
зависит от конкретного размера образца. В
на самом деле кривая зависимости стресса от жизни может варьироваться
в зависимости от размера образца. Следовательно, толщина
корректирующие параметры могут быть использованы для корректировки
этот эффект. Может применяться на основании
толщина T каждого элемента оболочки
рассматривается для расчета усталости (что
есть палец, корень или горловой элемент). Если T≤TREFMathType@MTEF@5@5@+=
feaagKart1ev2aaatCvAUfeBSjuyZL2yd9gzLbvyNv2CaerbuLwBLn
hiov2DGi1BTfMBaeXatLxBI9gBaerbd9wDYLwzYbItLDharqqtubsr
4rNCHbGeaGqiVu0Je9sqqrpepC0xbbL8F4rqqrFfpeea0xe9Lq=Jc9
vqaqpepm0xbba9pwe9Q8fs0=yqaqpepae9pg0FirpepeKkFr0xfr=x
фр=xb9adbaqaaeGaciGaaiaabeqaamaabaabaaGcbaGaamivaiaabgs
MiJkaadsfacaWGsbGaamyraiaadAeaaaa@3BC9@
, то нет
Коррекция толщины. Если T>TREFMathType@MTEF@5@5@+=
feaagKart1ev2aaatCvAUfeBSjuyZL2yd9gzLbvyNv2CaerbuLwBLn
hiov2DGi1BTfMBaeXatLxBI9gBaerbd9wDYLwzYbitLDharqqtubsr
4rNCHbGeaGqiVu0Je9sqqrpepC0xbbL8F4rqqrFfpeea0xe9Lq=Jc9
vqaqpepm0xbba9pwe9Q8fs0=yqaqpepae9pg0FirpepeKkFr0xfr=x
fr=xb9adbaqaaeGaciGaaiaabeqaamaabaabaaGcbaGaamivaiaabg6
da+iaadsfacaWGsbGaamyraiaadAeaaaa@3B1C@
, HyperLife увеличивает стресс на основе
Гиперлайф:(20)
σВЕРХ/НИЗ=σВЕРХ/НИЗ(TTREF)TREF_N Это приводит к уменьшению усталостной долговечности, делая конструкцию более консервативной. Коррекция толщины может быть включена или выключена с помощью соответствующего значения толщины.
Поле «Корректировка» в диалоговом окне «Модуль усталости»
для анализа усталости сварных швов. FKM поддерживается для усталости сварных швов. Чувствительность к стрессу можно определить
в
Диалог модуля усталости через Поле ФКММСС . Для получения дополнительной информации о FKM
поправка на среднее напряжение, см. раздел FKM в разделе «Одноосная S-N усталость». Чтобы активировать Анализ усталости сварных швов, значок «Сварные швы» в окне «Усталость
Модули должны быть выбраны. В настоящее время элементы оболочки (предпочтительно CQUAD4) поддерживаются для
расчет шва Метод, единицы модели КЭ, поправка на среднее напряжение,
Определены уверенность в выживании и коррекция толщины
через диалоговое окно «Усталость сварного шва». Для получения дополнительной информации о коррекции среднего напряжения FKM,
см. раздел FKM в разделе «Одноосная усталость S-N». Если средний изгиб
коэффициент больше критического коэффициента изгиба,
затем кривая SN, которая интерполируется между
кривая SN мембраны и кривая SN изгиба
использовал. Значение коэффициента интерполяции (IF) используется в линейной
метод интерполяции, как показано на рисунке 25. Например, если вы рассматриваете
Значение коэффициента усталостной прочности
( SR1_i ) для интерполированного
кривая, расчет выполняется
как:(19)
SR1_i=[SR1_m+(SR1_b−SR1_m)IF]MathType@MTEF@5@5@+=
feaagKart1ev2aaatCvAUfeBSjuyZL2yd9gzLbvyNv2CaerbuLwBLn
hiov2DGi1BTfMBaeXatLxBI9gBaerbd9wDYLwzYbitLDharqqtubsr
4rNCHbGeaGqiVu0Je9sqqrpepC0xbbL8F4rqqrFfpeea0xe9Lq=Jc9
vqaqpepm0xbba9pwe9Q8fs0=yqaqpepae9pg0FirpepeKkFr0xfr=x
fr=xb9adbaqaaeGaciGaaiaabeqaamaabaabaaGcbaGaam4uaiaadk
facaaIXaGaai4xaiaadMgacqGH9aqpdaWadaqaaiaadofacaWGsbGa
aGymaiaac+facaWGTbGaey4kaSYaaeWaaeaacaWGtbGaamOuaiaaig
dacaGGFbGaamOyaiabgkHiTiaadofacaWGsbGaaGymaiaac+facaWG
TbaacaGLOaGaayzkaaGaamysaiaadAeaaiaawUfacaGLDbaaaaa@4ECC@
Рисунок 25. Пример зависимости амплитуды напряжения от усталостной долговечности
log(N) для преобладания изгиба по сравнению с преобладанием мембраны
структура Коррекция толщины
расчеты: TREF и TREF_N можно определить через
соответствующие поля в окне «Назначить материал»
диалог. Значения по умолчанию: 25.
и 0,2 соответственно. По умолчанию в мм. Поправка на среднее напряжение
Коррекция среднего напряжения Иметь в виду
коррекция напряжения для усталости сварного шва может быть включена через раздел «Шов».
Диалоговое окно модуля усталости сварных швов. Ввод/вывод
Рисунок 26. Усталостные элементы
Параметры усталости
Рис. 27. Усталостный материал
Рисунок 28. Усталостные нагрузки