Сварка, виды и способы сварки :: Сварим.рф
Сваркой называется процесс неразъемного соединения металлических изделий путем местного нагревания их до расплавленного или тестообразного (пластичного) состояния (без применения или с применением механического усилия). Существует также способ прессовой («холодной») сварки, при котором свариваемый металл не подвергается нагреву, а сварка происходит только в результате сжатия деталей механическим усилием.
Сварка является одним из способов обработки материалов сосредоточенными (концентрированными) потоками энергии. Для получения прочного соединения свариваемых частиц металла необходимо, чтобы их поверхности, соприкасающиеся друг с другом, были свободны от пленок окислов и других загрязнений.
Применяемое при сварке давление, называемое осадочным давлением, способствует свариванию, так как вызывает пластическую деформацию (осадку) металла в месте соединения. При этом разрушается поверхностный слой металла, вследствие чего имевшиеся на нем окислы удаляются из зоны сварки; частицы чистого металла вступают в тесное соприкосновение друг с другом и свариваются.
Величина осадочного давления зависит от вида металла и его температуры в месте сваривания. Для сваривания двух частиц металла в одно целое нужно сблизить их атомы настолько, чтобы между ними начали действовать силы взаимного притяжения. Это возможно при расстоянии между атомами около 4 × 10-8см. В металлах электроны, расположенные на внешних орбитах атомов, слабо связаны с ядрами последних. При достаточном сближении свободные электроны образуют общее электронное облако, что обуславливает их прочную связь.
Сварка осуществима при следующих условиях
- применении очень больших удельных давлений сжатия деталей, без нагрева
- нагревании и обновременном сжатии деталей умеренным давлением
- нагревании металлав месте соединения до расплавления, без применения давления для сжатия
На рисунке 1 показан график, характеризующий условия, необходимые для сваривания чистого технического железа.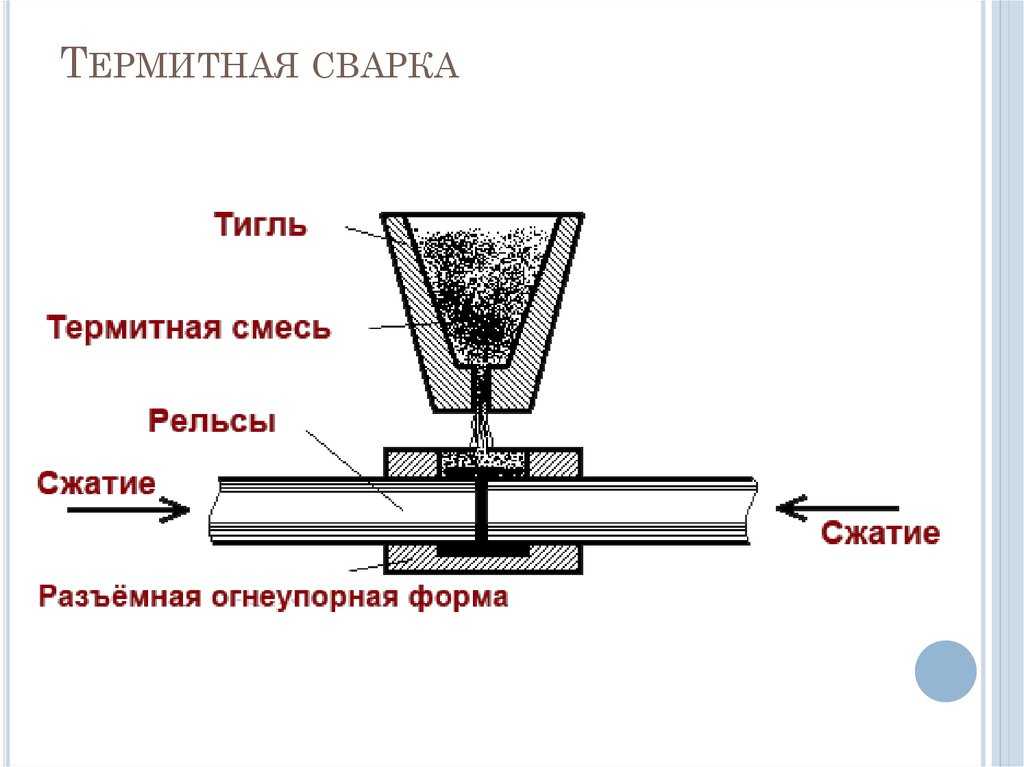 Качественная сварка может осуществляться только при давлениях и температурах, расположенных выше кривой АБ. Точка Б соответствует температуре плавления железа. Вправо от этой точки железо сваривается в расплавленном состоянии без давления, влево – при нагревании до пластического состояния, но с применением соответствующего давления, которое тем выше, чем ниже температура нагрева. Точка А соответствует ограниченной свариваемости железа, так как лежит в области температур ниже 900℃ и требует применения высокого удельного давления сжатия.
Качественная сварка может осуществляться только при давлениях и температурах, расположенных выше кривой АБ. Точка Б соответствует температуре плавления железа. Вправо от этой точки железо сваривается в расплавленном состоянии без давления, влево – при нагревании до пластического состояния, но с применением соответствующего давления, которое тем выше, чем ниже температура нагрева. Точка А соответствует ограниченной свариваемости железа, так как лежит в области температур ниже 900℃ и требует применения высокого удельного давления сжатия.
Без подогрева (в холодном состоянии) можно сваривать только очень пластичные металлы, например алюминий, медь, свинец, при условии применения высоких удельных давлений сжатия. На рисунке 2 показаны сварные соединения, получаемые при некоторых способах сварки.
Классификация сварочных процессов
В зависимости от условий, при которых осуществляется сваривание частиц металла, все существующие сварочные процессы можно разделить на две основные группы
- способы сварки пластическим деформированием с применением осадочного давления
- способы сварки плавлением
В первом случае соединение обеспечивается путем совместной пластической деформации (осадки) металла свариваемых частей в месте их соприкосновения, осуществляемой приложением внешнего усилия (давления). При сварке давлением металл, как правило, находиться в твердом состоянии. В зависимости от процесса сварка давлением может осуществляться без предварительного подогрева или с незначительным нагревом, не изменяющим механические свойства металла (например, «холодная» сварка, сварка ультразвуком, сварка взрывом) или с предварительным подогревом (электрическая контактная, термитная).
При сварке давлением металл, как правило, находиться в твердом состоянии. В зависимости от процесса сварка давлением может осуществляться без предварительного подогрева или с незначительным нагревом, не изменяющим механические свойства металла (например, «холодная» сварка, сварка ультразвуком, сварка взрывом) или с предварительным подогревом (электрическая контактная, термитная).
Во втором случае соединение деталей происходит при расплавлении металла свариваемых частей в месте их соприкосновения, с добавлением или без добавления присадочного металла. Расплавленный металл (основной и присадочный) самопроизвольно сливается, образуя общую сварочную ванну, в которой атомы жидкого металла вступают в прочное соединение друг с другом и после затвердевания металла образуют сварной шов. Взаимному сцеплению атомов способствует их большая подвижность при высоких температурах сварочной ванны.
В современной классификации сварки различают
- вид
- способ
- метод сварки
Вид сварки – объединяет группу сварочных процессов, в которых используется один и тот же источник теплоты для нагрева и расплавления металла. Так, например, в группе сварки давлением различают следующие виды сварки – электрическую контактную (сопротивлением), газопрессовую, кузнечную и т.д. В группе сварки плавлением – газовую, электродуговую, шлаковую и др.
Так, например, в группе сварки давлением различают следующие виды сварки – электрическую контактную (сопротивлением), газопрессовую, кузнечную и т.д. В группе сварки плавлением – газовую, электродуговую, шлаковую и др.
Способ сварки – объединяет варианты данного вида сварки, отличающиеся друг от друга принципиальными изменениями условий ведения процессов. Так, например, при электрической сварке давлением применяют следующие способы сварки – стыковой, точечный, шовный. При электрической дуговой сварке плавлением используется также различные способы, а именно:
- по свойствам электродов – плавящимся (металлическим) или неплавящимся (угольным, вольфрамовым) электродом;
- по степени механизации – ручная, полуавтоматическая и автоматическая;
- по роду защиты дуги от окружающего воздуха – электродами с тонкими (стабилизирующими) покрытиями, электродами с толстыми (качественными) покрытиями, под флюсом, в защитных газах, с комбинированной защитой (покрытие и защитный газ), в контролируемой атмосфере и в вакууме;
- по виду дуги – свободно горящей и сжатой (плазменной), прямого и косвенного действия.


Метод сварки – означает разновидность данного способа сварки, отличающуюся непринципиальными изменениями процесса, например, при дуговой сварке – числом электродов.
Существующие сварочные процессы иногда классифицируют также по видам используемой энергии. В этом случае различают следующие виды сварки – прессовую («холодную») сварку (только осадочным давлением), механическую (трением), химическую (газовая, термитная, взрывом) и электрическую (дуговая, электрошлаковая, контактная, плазменной дугой, электронным лучом).
К электрической условно можно отнести сварку ультразвуком и лазерную, при которых электрическая энергия через специальные устройства преобразуется в тепловую, используемую для нагрева металла при сварке.
При плазменной сварке (сжатой дугой) используется не только тепло столба дуги, но и дополнительное тепло, выделяющееся при превращении (рекомендации) ионов газового столба дуги в атомы и молекулы в момент соприкосновения их со свариваемым металлом.
Литература:
И.И.Соколов, Газовая сварка и резка металлов. Изд. «Высшая школа», м., 1978.
Д.Л.Глизманенко, Сварка и резка металлов. Изд. «Высшая школа», М., 1975.
А.Р.Кортес, Сварка, резка, пайка металлов. М.: ООО «Арфа СВ», 1999.
| Автоматические способы (виды) дуговой сварки (наплавки) | ||
| ААД | Автоматическая аргонодуговая сварка неплавящимся электродом | |
| ААДН | Автоматическая аргонодуговая наплавка неплавящимся электродом | |
| ААДП | Автоматическая аргонодуговая сварка плавящимся электродом | |
| ААДПН | Автоматическая аргонодуговая наплавка плавящимся электродом | |
| АЛСН | Автоматическая наплавка самозащитной порошковой лентой | |
| АПГ | Автоматическая сварка плавящимся электродом в среде активных газов и смесях | |
| АПГН | Автоматическая наплавка плавящимся электродом в среде активных газов и смесях | |
| АПИ | Автоматическая сварка порошковой проволокой в среде инертных газов и смесях | |
| АПИН | Автоматическая наплавка порошковой проволокой в среде инертных газов и смесях | |
| АППГ | Автоматическая сварка порошковой проволокой в среде активных газов и смесях | |
| АППГН | Автоматическая наплавка порошковой проволокой в среде активных газов и смесях | |
| АПС | Автоматическая сварка самозащитной порошковой проволокой | |
| АПСН | Автоматическая наплавка самозащитной порошковой проволокой | |
| Газовая сварка (наплавка) | ||
| Г | Газовая сварка | |
| ГН | Газовая наплавка | |
| Дуговая сварка (наплавка) покрытыми электродами | ||
| РД | Ручная дуговая сварка покрытыми электродами | |
| РДН | Ручная дуговая наплавка покрытыми электродами | |
| Дуговые способы (виды) сварки (наплавки) под флюсом | ||
| АФ | Автоматическая сварка под флюсом | |
| АФДС | Автоматическая дуговая приварка под флюсом шпилек (стержней) | |
| АФЛН | Автоматическая наплавка ленточным электродом под флюсом | |
| АФПН | Автоматическая наплавка проволочным электродом под флюсом | |
| МФ | Механизированная сварка под флюсом | |
| Контактная сварка | ||
| КСО | Контактная стыковая сварка оплавлением | |
| КСС | Контактная стыковая сварка сопротивлением | |
| КТС | Контактно-точечная сварка | |
| КШС | Контактная шовная сварка | |
| МКС | Механизированная контактная приварка шпилек (стержней) | |
| Механизированные способы (виды) дуговой сварки (наплавки) | ||
| МАД | Механизированная аргонодуговая сварка неплавящимся электродом | |
| МАДП | Механизированная аргонодуговая сварка плавящимся электродом | |
| МАДПН | Механизированная аргонодуговая наплавка плавящимся электродом | |
| МДС | Механизированная дуговая приварка шпилек (стержней) | |
| МЛСН | Механизированная наплавка самозащитной порошковой лентой | |
| МП | Механизированная сварка плавящимся электродом в среде активных газов и смесях | |
| МПГ | Механизированная сварка порошковой проволокой в среде активных газов и смесях | |
| МПГН | Механизированная наплавка порошковой проволокой в среде активных газов и смесях | |
| МПИ | Механизированная сварка порошковой проволокой в среде инертных газов и смесях | |
| МПИН | Механизированная наплавка порошковой проволокой в среде инертных газов и смесях | |
| МПН | Механизированная наплавка плавящимся электродом в среде активных газов и смесях | |
| МПС | Механизированная сварка самозащитной порошковой проволокой | |
| МПСН | Механизированная наплавка самозащитной порошковой проволокой | |
| МСОД | Механизированная сварка открытой дугой легированной проволокой | |
| Плазменная сварка (наплавка) | ||
| П | Плазменная сварка | |
| ПНП | Плазменная наплавка порошком | |
| ППН | Плазменная наплавка проволокой сплошного сечения | |
| Ручная дуговая сварка (наплавка) в защитных газах | ||
| РАД | Ручная аргонодуговая сварка неплавящимся электродом | |
| РАДН | Ручная аргонодуговая наплавка | |
| Способы (виды) сварки (наплавки) не вошедшие в группы | ||
| ВЧС | Высокочастотная сварка | |
| ЗН | Сварка с закладными нагревателями | |
| ИН | Наплавка с индукционным нагревом | |
| К | Кузнечная сварка | |
| Л | Лазерная сварка | |
| НГ | Сварка нагретым газом | |
| НИ | Сварка нагретым инструментом | |
| ПАК | Пайка | |
| СТ | Сварка трением | |
| Т | Термитная сварка | |
| Э | Экструзионная сварка | |
| ЭЛ | Электронно-лучевая сварка | |
| ЭШ | Электрошлаковая сварка | |
| ЭШН | Электрошлаковая наплавка | |
Виды сварки металла, обозначения ГОСТ и общая классификация
Если вы занимаетесь сварочными работами и считаете, что хорошо знаете все и ориентируетесь в новых технологиях, то вы, наверное, ошибаетесь. Сварочных способов очень много. В каждом плюсы, минусы, нюансы, которые нужно знать и понимать.
Сварочных способов очень много. В каждом плюсы, минусы, нюансы, которые нужно знать и понимать.
Для чего? – спросите вы. Для грамотного выбора самого оптимального способа «здесь и сейчас» — ответим мы. Читаем, разбираемся, принимаем решения. Поехали.
Содержание
- Физика, химия, немного лирики
- Принципы классификаций, обзор
- Основные понятие процесса сварки
- Технологические свойства сварочных работ
- Процесс сварки
- Формирование контакта
- Образование химической и металлической связи
- Создание и типы прочного соединения
- Приварим намертво, недорого, звоните
- Ручная дуговая сварка РД
- Газовая сварка
- Полуавтоматическая сварка
- Варим металлы
- Варим полиэтилен
- Ручная сварка
- Автоматические способы
- Дуговые способы
- Механический класс
- Сварка трением (фрикционная)
- Холодная сварка
- Сварка взрывом
- Ультразвуковая сварка
- Термомеханический класс
- Кузнечная сварка
- Контактная сварка
- Точечная сварка
- Рельефная сварка
- Диффузионная сварка
- Сварка высокочастотными токами
- Термический класс сварки
- Дуговая сварка
- Газовая сварка
- Электродуговая сварка
- Ручная дуговая сварка
- Сварка неплавящимся электродом (TIG)
- Сварка в защитных газах
- Сварка под флюсом
- Гипербарическая сварка
- И на десерт
- Обобщаем и закольцовываем
Физика, химия, немного лирики
Сварка — процесс неразрывного соединения разных конструкций нагреванием, деформированием или использованием того и другого.
Если коротко с точки зрения физики, в сварке используется либо тепло, либо давление, либо тепло с давлением вместе. Если коротко с химической точки зрения, в сварочном деле используется огромное количество разного рода порошковых лент, флюсов, газов и других комплектующих. Это зависит от материалов и условий. Благодаря химии мы имеем огромное число технических вариантов.
Важно! Мы не будет грузить вас полными списками видов сварки или всеми классификациями, какие существуют. Нам не хватит бумаги писать, вам не хватит терпения читать. Разобраться в логике группировки сварочных способов, чтобы потом легко находить информацию по каждому конкретному виду. В сети много сайтов, посвященных сварке: есть где найти все, что нужно.
Принципы классификаций, обзор
Классификация способов дуговой сварки.Классификация видов сварки проводится по самым разным критериям, они аккуратно укладываются в смысловые рамки. Какие критерии самые важные? Пройдемся по некоторым, для начала лучше увидеть общую картинку.
Сколько видов сварки существует на сегодняшний день? Можно назвать цифру 150 со словом «около». Можно 250. Но цифры называть не советуем. Пока вы читаете эту статью, число видов может измениться – технологии на месте не стоят. А вот какая бывает сварка по материалам, физическим процессам, популярности, способам управления – говорить нужно, это как раз те самые принципы классификации, которые нам нужно понимать.
Пример простой понятной классификации по источнику энергии в сварке:
- электрический ток;
- электрическая дуга;
- трение;
- газовое пламя;
- лазерное излучение;
- электронный луч;
- ультразвук.
Еще один пример списка по типу сварочных швов. Их много, целые гроздья разных видов:
- стыковые, угловые швы – по соединению краев;
- по форме, длине – швы горизонтальные, вертикальные, кольцевые, прямолинейные, прерывистые, сплошные, длинные, короткие, средние;
- по виду используемого материала – швы для стали, цветных металлов, биметаллов, полиэтилена и др. ;
- по объему наплавливаемого металла – усиленные, ослабленные, нормальные швы;
- по форме – продольные, поперечные швы;
- по количеству наложения слоев – сплошные, прерывистые, прихваточные, многослойные.
 ;
;«Швейный» список можно продолжить, но нам важно понять общие принципы, поэтому заканчиваем с лирикой, двигаемся к главным способам.
Основные понятие процесса сваркиСварка – это технологический процесс создания надежных соединений путем нагревания, либо пластической деформации с установлением межатомных связей в последствии. Структура изделий получается не прерывной. К электроду и сварочному материалу через инвертор подводится энергия. Сначала плавится металл электрода, так получается сварочная ванна, в этой ванне происходит смешивание электрода с основным материалом, а шлаки, всплывающие на поверхность служат защитной пленкой. Процесс сварки – это ничто иной, как затвердевание металла после всех вышеперечисленных воздействий. Электроды бывают нескольких видов – плавящиеся (плавится прут электрода) и неплавящиеся (при неплавящемся электроде применяют присадочную проволоку, которая плавится в ванной отдельно).
Электроды бывают нескольких видов – плавящиеся (плавится прут электрода) и неплавящиеся (при неплавящемся электроде применяют присадочную проволоку, которая плавится в ванной отдельно).
Существует множество технологических разновидностей видов сварочных работ в зависимости от материала и оборудования, наиболее распространенные из них: дуговые, электрошлаковые, газовые, световые, плазменные и электронно-лучевые.
Виды сварки по видам механизации и бесперебойности технологических свойств: воздушные, вакуумные, пенные, по флюсные и под флюсные виды.
По степени расплавления металла сварка подразделяется на атмосферную и струйную. Для струйной сварки характерно расплавленное вещество на шве.
Процесс сваркиВне зависимости от количества видов сварки существуют 3 основных этапа процесса сварки, присущей всем технологическим разновидностям, это:
- Формирование контакта;
- Образование связи;
- Создание шва.

Формирование контакта
Формирование контакта происходит в результате доведения металла до температуры плавления или кипения, главное не перепутать сварочную ванну с плавкой железа.
Образование химической и металлической связи
Второй, наиболее важный шаг – образование сварочной ванны, она всегда выглядит одинаково вне зависимости от вида сварки. Ванна возникает в результате сплавления металла и вспомогательного материала, к примеру электрода под воздействием, температуры, на вид как белое пятно. От ширины и длины этого пятна зависит качество шва.
Создание и типы прочного соединения
Основными качественными характеристиками швов являются их ширина и высота.
По типу соединения выделяют (самые распространенные):
- стыковые – детали в одной плоскости (сваривают трубы, листы и тд).
- нахлесточные – детали располагаются параллельно, только одна идет внахлест к другой (сваривают листы, толщина которых не более 12 мм).
- торцовые – сваривают 2 торца элементов.
- угловые – элементы располагаются под углом друг к другу.

Приварим намертво, недорого, звоните
Прихватка конструкций перед сваркой.Основные способы сварки – частое, но неверное определение классификации в данном контексте. Правильнее будет «самые популярные».
Перед вами тройка заслуженных призеров:
- Ручная дуговая — золото.
- Газовая — серебро.
- — бронза.
Каждый призер относится к разным сварочным семействам, по идее их лучше описывать на своих законных местах вместе с близкими «родственниками». Но мы поступим неправильно – представим сварочных чемпионов в начале обзора.
Ручная дуговая сварка РД
Народная любимица №1, самый распространенный вид в быту и в промышленности. Три главных слова в РД – простота, дешевизна, транспортабельность. Физика процесса заключается в плавке специального покрытого электрода, который оставляет за собой след в виде варочного шва.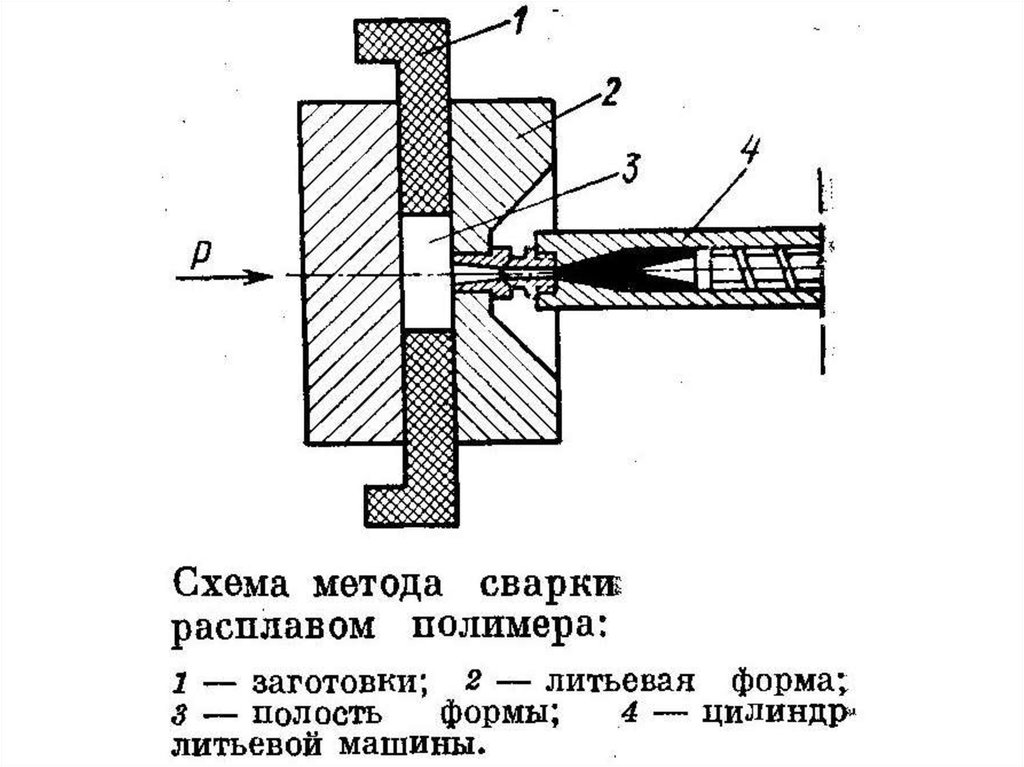 Электроды применяются разные, в зависимости от металла. Дуга – это расстояние между электродом и поверхностью металла, который играет роль второго электрода.
Электроды применяются разные, в зависимости от металла. Дуга – это расстояние между электродом и поверхностью металла, который играет роль второго электрода.
По сути дуга представляет собой сильнейший разряд в газовом пространстве (воздухе). При РД плавятся три предмета: края двух соединяемых поверхностей с электродом. Чем лучше смешиваются продукты тройной плавки (для этого электрод двигают влево и вправо), тем качественнее шов.
Сварка РД имеет серьезные преимущества перед другими видами:
- способу РД легко научиться;
- варить можно в любых положениях в пространстве;
- варить можно самые разные металлы, в продаже есть электроды на любой вкус;
- доступное транспортабельное оборудование
Газовая сварка
Народная чемпионка №2, заслуженная серебряная медаль. Вот когда сварщики возят с собой газовые баллоны: им нужна смесь кислорода с каким-нибудь горючим газом – ацетиленом, пропаном или бутаном. Физика процесса – тоже плавление, но тепло подается не электродом, а газовой горелкой. Металл поверхностей плавится факелом горелки, процесс происходит плавно и довольно медленно. Чем толще слой металла, тем медленнее он плавится.
Металл поверхностей плавится факелом горелки, процесс происходит плавно и довольно медленно. Чем толще слой металла, тем медленнее он плавится.
В чем газовая сварка лучше других способов:
- отлично варятся цветные металлы;
- оборудование проще, чем электрических методов;
- возможность контролировать смесь и пламя;
- не нужен мощный источник энергии, метод автономен.
Без минусов не обойтись, «газовые» недостатки следующие:
- очень медленный нагрев поверхностей;
- низкая концентрация тепла из-за рассеивания;
- высокая стоимость электричества.
По стоимости электричества дуговые способы могут поспорить с газовыми: при РД электричество тоже тратится нещадно. Но в итоге газовый метод из-за своей «тихоходности» обходится значительно дороже.
Важно! Там, где есть пара слов «горючий газ», обязательно присутствует вторая пара «техника безопасности». Правила по безопасности хорошо регламентированы, но выполнение требований несет дополнительные затраты денег и времени. Кстати, газовой сварке больше 100 лет – вот она, нержавеющая классика, аплодисменты.
Кстати, газовой сварке больше 100 лет – вот она, нержавеющая классика, аплодисменты.
Полуавтоматическая сварка
Классификация сварочной дуги.Бронзовый чемпион, замыкает популярную тройку, но по своим перспективам легко обойдет первых призеров. По сути это вид знакомого нам дугового вида, прогрессивная эволюция РД. Отличается большим количеством технологических нюансов, вариантов, инструкций. Нам достаточно знать то, что «автоматическая часть» метода – это подача сварочной проволоки.
Ручная часть – сам процесс сварки с контролем подачи проволоки. Варить можно с газом (углекислым газом для новичков, аргоном для профессионалов), можно без газа, с подачей прямого тока. Вариант без газа любят в гаражах и на дачных участках, в этом случае нужна специальная порошковая или флюсовая проволока. Когда она горит, образуется газ с парами, которые защищают область горения.
Полуавтомат – безальтернативный метод на СТО: кузовные работы проводятся только с его помощью. В полуавтомате используются газ и специальная проволока вместо привычного электрода. Газ из горелки с проволокой подаются в сварочный рукав. В итоге процесс защищен от воздействия внешней среды. Режимы процесса определяет сварщик в зависимости от толщины металла.
Газ из горелки с проволокой подаются в сварочный рукав. В итоге процесс защищен от воздействия внешней среды. Режимы процесса определяет сварщик в зависимости от толщины металла.
У полуавтоматического метода серьезные преимущества перед другими видами:
- отличное качество шва;
- высокая скорость работы;
- удобство в работе;
- варятся как цветные и черные металлы;
- можно варить заржавевшие или оцинкованные металлы;
- широкий выбор материалов, скромные финансовые затраты.
Варим металлы
С народными любимцами разобрались, приступаем к «правильным» классификациям.
Начнем с настоящих тяжеловесов – типов сварки металлов, которые подразделяются на три группы по:
- Физическим признакам.
- Техническим признакам (механизация, непрерывность процесса, защита металла).
- Технологическим признакам (отдельные классификации для каждого способа – например, виды электродов).
По физическим признакам мы имеем три главных класса для всех видов сварки металлов:
Термический класс – сварочный процесс заключается в плавлении тепловой энергией:
- газовой;
- дуговой;
- лазерной;
- лучевой, термитной и т. д.
 д.
д.Важно! Основные виды сварки плавлением – самые распространенные в быту и в промышленности. Это самый густонаселенный класс, подавляющее большинство сварочных методов относится к нему.
Механический класс с использованием механической энергии:
- ;
- холодной;
- трением;
- взрывом и т.д.
Термомеханический класс, способы совместного действия тепловой энергии и давления:
- кузнечные;
- диффузионные;
- контактные и т.д.
В качестве примера варки металлов представляем МАДП – механизированную аргонодуговую сварку плавящимся электродом. Настоящий гибрид для электро-газового соединения металлов. Без него невозможная сварка цветных металлов или сложных сплавов.
Преимущества МАДП:
- соединение любых сплавов;
- устойчивость формы изделия из-за слабого нагрева;
- электроды нужно менять редко;
- широчайшая сфера использования;
Недостатки:
- сложно для новичков;
- невысокая скорость выполнения.

Варим полиэтилен
Области применения сварки пластмасс.Что можно варить кроме металлов? Керамику. Стекло. Но на втором почетном месте стоят пластмассы или полимеры, прежде всего это полиэтиленовые трубы. С полиэтиленом можно работать терморезисторным, электромуфтовым методами, можно электросопротивлением: эти термины перечисляются в технической литературе. Не пугайтесь, все варианты можно называть коротко – сварка НЗ. НЗ – закладные нагреватели.
Суть процесса – расплавление полиэтилена в местах соединения с помощью металлических спиралей электрического нагревателя, который заложен в деталь. Способ чрезвычайно популярен, у него большие перспективы в промышленности: применяется в различных трубопроводах, замене старых металлических труб новыми полиэтиленовыми, установке и ремонте, развитии новых полимерных технологий.
В работе с пластмассами применяется еще один способ НИ или сварка нагретым инструментом. Самый простой вариант подвода тепла для нагрева полимерных поверхностей. Для работ с НИ существует множество вариантов сварочных инструментов – от простого электропаяльника для маленьких деталей до специальных сварочных аппаратов различной величины. Уважающие себя сантехники держат в своих рабочих чемоданах такого рода аппараты в обязательном порядке.
Для работ с НИ существует множество вариантов сварочных инструментов – от простого электропаяльника для маленьких деталей до специальных сварочных аппаратов различной величины. Уважающие себя сантехники держат в своих рабочих чемоданах такого рода аппараты в обязательном порядке.
Кстати, способы сварки НЗ и НИ входят в том числе в список владения обязательными методами профессионального сварщика с подтвержденной квалификацией, например, аттестацией от НАКС — Национального Агентства Контроля Сварки.
Теперь классификация по типу механизации процесса:
- Автоматизированная
- Механизированная
- Ручная, начнем с нее.
Ручная сварка
Примеры сварных соединений.Несмотря на быстрый рост новых автоматизированных способов, ручные методы незаменимы во многих случаях, этот вид сварки давно занимает законное важное место в современных технологиях.
Преимущества ручных способов:
- можно варить в труднодоступных местах;
- в разных положениях в пространстве;
- можно быстро переходить от одного материала, которые плавим, к другому;
- выбор электродов на любой вкус для любых видов стали;
- оборудование легко перевозить, просто обслуживать.

Кроме знакомого нам электрического дугового способа к этой группе относится ручной вариант аргонодуговой сварки с теми же принципами действия, как и механизированный вариант, о котором писалось выше.
К ручным видам относится точечная сварка своими руками, контактная метод, который возможен в домашних условиях в отличие от других контактных способов, применяемых только в промышленности.
Классическая газовая сварка также относится к ручным способам.
Автоматические способы
Классификация способов сварки с помощью автоматизации:
- Электродуговая технология.
- Газоэлектрическая, электрическая дуга защищена газом, чаще всего – инертным типа аргона или гелия.
- Электрошлаковая технология.
Электродуговой способ: близкая родственница ручной дуговой — автоматическая сварка под флюсом или АФ – разновидность дугового способа с великолепными показателями производительности. Здесь тоже используется плавящийся электрод, вся работа проводится под специальным защитным слоем флюса. В ручном дуговом способе серьезный риск горения в воздухе самой дуги, поэтому сила подаваемого тока ограничена.
Здесь тоже используется плавящийся электрод, вся работа проводится под специальным защитным слоем флюса. В ручном дуговом способе серьезный риск горения в воздухе самой дуги, поэтому сила подаваемого тока ограничена.
При АФ защищена слоем флюса, риска горения нет. Сила сварочного тока никак не ограничена. Это делает возможным глубокое проплавление металла, в результате чего получается шов отличного качества. Слой флюса предотвращает разбрызгивание металла, его потери в процессе. Полная механизация метода позволяет допускать к АФ менее квалифицированных сварщиков. В итоге производительность способа АФ выше ручного дугового в 5 – 10 раз. Будем честными и представим недостатки АФ, их немного:
- флюсы стоят недешево;
- имеется вредное воздействие на оператора;
- работать можно только в ограниченном пространстве.
Электрошлаковая технология, «тяжелая артиллерия» на современном промышленном фронте. Это принципиально новый бездуговой способ плавления.
 Источником тепловой энергии выступает не дуга, а переменный ток, который проходит сквозь расплавленный шлак. Поверхности металла покрываются шлаком, который нагревается. Таким образом можно варить металлы практически любой толщины.
Источником тепловой энергии выступает не дуга, а переменный ток, который проходит сквозь расплавленный шлак. Поверхности металла покрываются шлаком, который нагревается. Таким образом можно варить металлы практически любой толщины.Преимущества бездуговой технологии:
- качественные плотные швы;
- швы сложной формы;
- отсутствие деформаций, особенно угловых;
- не нужно обрабатывать кромки;
- простота выполнения
- автоматизация труда, минимальное участие человека
Метод применяется в основном для крупногабаритных конструкций.
Дуговые способы
Выше мы разбирались с основными понятиями и физикой дуги (знаменитая РДС — ручная дуговая, абсолютный чемпион по популярности).
Но классификация способов сварки – дело строгое, поэтому представляем виды дуговой сварки отдельно взятым семейством:
Строение и свойства электрической дуги.Ручные дуговые:
- РАД – ручная аргонодуговая неплавящимся электродом;
- РАДН – ручная аргонодуговая наплавка.
Автоматические способы дуговых:
- ААД, ААДН, АЛСН, АППГН и т.д. – обширная семья способов с применением либо электродов (плавящихся и неплавящихся), либо проволок, либо порошковых проволок. Варить можно с газом и без.
Дуговые под флюсом:
- знакомая нам АФ, автоматическая дуговая под флюсом;
- различные приварки, наплавки с ленточными или проволочными электродами;
- механизированная дуговая.
Дуговые с покрытыми электродами:
- вот где правильное место для народной чемпионки РДС;
- ручная дуговая наплавка;
Механизированные дуговые:
- МАДП, МПГН, МСОД и т.д. – многочисленная «механическая» семья.
Механический класс
Все виды, о которых говорилось выше, относятся к первому термическому классу. Главным героем в нем выступает тепловая энергия с плавлением. Следующий класс – механический. Главные «механические» слова в данном контексте – давление и пластическая деформация.
Главным героем в нем выступает тепловая энергия с плавлением. Следующий класс – механический. Главные «механические» слова в данном контексте – давление и пластическая деформация.
В нем также есть стройная классификация сварки:
- Холодная сварка (ковка)
- Сварка трением
- Ультразвуковая
Иногда механические методы объединяют под названием «сварка давлением», здесь есть логика, но речь идет об одном и том же.
Одна из перспективных механических технологий – сварка трением. Тепло в ней тоже присутствует, но образуется оно от силы трения. Поверхности, которые нужно сварить, вращаются, с силой сжимаются. Технология сварки трением особенно эффективна при работе с деталями круглого сечения – сверл, резцов, разверток.
Таблица видов сварки.Виды сварки трением:
- Сварка трением с перемешиванием.
- Радиальная сварка трением.
- Штифтовая сварка трением.
- Линейная.
- Инерционная.
Рассмотрим эти типы сварки подробнее:
- Сварка трением с перемешиванием – довольно новый способ, в нем необходимо специальное оборудование для сварки трением – инструмент для вращения с двумя элементами – основанием (буртом) и наконечником (пином). Шов формируется с помощью двух процессов выдавливания и перемешивания.
- Радиальная сварка трением применяется в работах с трубами: в ней вращается кольцо между стыками, которое создает трение.
- Штифтовая сварка трением: просверливается отверстие, вводится штифт из того же металла, что детали. Штифт вращается, выделяет тепло, формирует соединение в виде металлических нитей. Великолепная технология сварки трением, когда «нужно заделать дырку».
- Линейный способ. Здесь вращения нет. Детали просто трут друг об друга до выделения тепла, повышения пластичности, затем увеличивают давление, вплоть до необратимого соединения. При этом способе образуется идеальная ровная поверхность, ни в каких других методах такой нет.
- Инерционная сварка. Движение поверхностей происходит за счет массивного вращающегося маховика, который разгоняется специальным двигателем.
 Шов формируется с помощью двух процессов выдавливания и перемешивания.
Шов формируется с помощью двух процессов выдавливания и перемешивания. youtube.com/embed/74O0O9v9PLA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/74O0O9v9PLA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Механический класс подразумевает применение давления и механического воздействия, энергии.
Сварка трением (фрикционная)Этот способ отличается от остальных – основа его метода состоит в получении повышенных температур при помощи трения металлических заготовок. Одна из деталей вращается, затем заготовки прижимаются друг к другу с постепенным усилением прижима.
Сварка трениемХолодная сваркаХолодная сварка выполняется на пластической деформации, которая разрушает окисную пленку на поверхностях и сближает металлические элементы до образования связи между ними без применения повышенных температур. Этот метод применим к тем металлам, которые обладают хорошими пластическими свойствами: алюминий, серебро, холосто, цинк, никель и тд.
Сварка взрывомЭтот метод не сильно распространен из-за отсутствия точности технологического процесса. Подвижную деталь располагают под углом к основной детали, параллельно, при помощи контролируемого детали соединяются путем совместной пластической деформации.
Подвижную деталь располагают под углом к основной детали, параллельно, при помощи контролируемого детали соединяются путем совместной пластической деформации.
Соединение и скрепление деталей происходит за счет их сдавливания между собой и воздействия ультразвуковых колебаний. Этот метод применим для точечной и контурной сварки. Ультразвук нагревает изделия и активирует диффузию, затем образуются молекулярные связи и в конце шов кристаллизуется, таким образом возникает прочное соединение.
Термомеханический класс
Третий класс с точки зрения физики: здесь используются оба вида воздействия на поверхности: тепло и давление. Представляем виды и способы сварки термомеханическим способом:
- Диффузионная. Поверхности сдавливают, затем нагревают в высоком вакууме, добиваясь взаимной диффузии атомов. Эффективен, когда металлы для сварки плохо совмещаются друг с другом или материалы разные по своей природе, например, металл с керамикой. Способ недешевый, применяется в основном в аэрокосмической сфере, других высокотехнологических отраслях.
 Способ недешевый, применяется в основном в аэрокосмической сфере, других высокотехнологических отраслях.
Способ недешевый, применяется в основном в аэрокосмической сфере, других высокотехнологических отраслях.Все следующие пункты – виды контактной сварки
- электрическая. Здесь все просто: перед тем, как надавить, нужно хорошенько разогреть. Поверхности разогревают током в местах соединения, затем сдавливают или осаживают. Отличный высокопроизводительный способ, хорошо поддается автоматизации. Широко применяется в строительстве, машиностроении.
- Шовная контактная – разновидность контактной сварки: шов формируется электродами внахлестку.
- Точечная контактная. Между двумя электродами размещают поверхности. Ток включается после плотного сжимания, в результате чего образуется сварная точка с диаметром, равным диаметру поверхности электрода. Чрезвычайно интересна разновидность – рельефная сварка. Контакт электродов проводят по определенным заранее выступам — рельефам, которые в итоге деформируются, поверхность выравнивается.
- Точечная конденсаторная — «сварка с запасенной энергией в конденсаторах». Отличается малым потреблением мощности, применяется в работе с мелкими деталями и при использовании оптических приборов – часовых механизмов, авиационных приборов и т.д.
Для термомеханического класса характерно комбинирование применения повышенных температур и механических изделий.
Кузнечная сваркаСварка ковкой, ручная ковка — это одни из самых старинных способов сварки. Металл разогревается до необходимой температуры и дальнейшее его соединение происходит под действие кузнечного молота, либо гидравлическим прессом.
Контактная сваркаПри контактной сварке применяется электрический ток, который соединяет металлы. Данный метод предусматривает формирование электрической дуги, которая расплавляет металл. Регулирование мощности тока позволяет обрабатывать более толстые металлы.
Данный метод предусматривает формирование электрической дуги, которая расплавляет металл. Регулирование мощности тока позволяет обрабатывать более толстые металлы.
Самый распространённый вид – это точечная контактная сварка, так как данный метод может применяться и в домашних условиях. Детали зажимаются в электродах или специальных клещах, затем между электродами пускают ток, происходит разогрев металла, электроды сжимают сильнее и происходит «проковка», металл кристаллизуется под давлением.
Рельефная сваркаНа металлических заготовка имеются специально подготовленные выпуклости – рельефы, и сварочные поверхности контактируют только в зонах данных рельефов, происходит пластическая деформация этих самых рельефов во всем остальном принцип метода тот же – через детали пропускают ток под усилием сжатия металлов.
Диффузионная сваркаОснова метода – физический процесс диффузии. Как известно, металлы, плотно прижатые друг к другу могут сливаться на молекулярном уровне.
Сварка происходит к защитной среде – вакууме, либо специальных защитных газах. Детали обрабатывают от шероховатостей, промывают ацетоном для обезжиривания, далее происходит нагрев металлов и их сжатие.
Сварка высокочастотными токамиПри нагреве высокочастотными токами, металл помещается в магнитное поле, в процессе этого в металле индуцируется электродвижущая сила, которая вызывает в нем ток, происходит поверхностный эффект (ток распределяется неравномерно, у поверхности он больше, благодаря этому металл греется быстрее) и эффект близости (энергия более усиленно концентрируется у поверхности за счет распространения влияния собственного переменного магнитного поля и поля других источников).
Термический класс сваркиПри помощи тепловой энергии, поверхности заготовок, деталей плавят локально. Тепло получают при помощи различных методов, ниже они рассмотрены подробно.
Дуговая сваркаЭтот вид наиболее популярен. Для сварочной дуги применятся постоянный, переменный или пульсирующий ток. Дуга производится за счет мощного разряда. Электрод соприкасается с металлом, производится короткое замыкание, при этом инструмент отводится не более чем на 5 мм, за счет такого непрерывного воздействия и происходит нагрев металла. Устойчивость дугового заряда происходит за счет ускорения электродов в электромагнитном поле, затем возникает ионизация газового соединения между анода с катодом.
Для сварочной дуги применятся постоянный, переменный или пульсирующий ток. Дуга производится за счет мощного разряда. Электрод соприкасается с металлом, производится короткое замыкание, при этом инструмент отводится не более чем на 5 мм, за счет такого непрерывного воздействия и происходит нагрев металла. Устойчивость дугового заряда происходит за счет ускорения электродов в электромагнитном поле, затем возникает ионизация газового соединения между анода с катодом.
Газовая сварка – это вид сварки плавлением с дополнительным применением газов – кислорода, ацетилена. Тепло, выделяемое в процессе горения газов плавит поверхности вместе с присадочным материалом, тем самым формируя сварочную ванну. Подача газа регулируется с помощью редуктора на баллоне.
Электродуговая сваркаПринцип работы электрической дуговой сварки основан на расплавлении металлов под воздействием электрической дуги. Электрическая дуга образуется за счет увеличения напряжения между двумя электродами, в результате которого происходит электрический пробой. Основа технологического метода электродуговой сварки состоит в коротком замыкании, а если быть точнее, то в насыщении межатомного пространства электрически заряженными частицами. В момент соприкосновения между электродом и изделием протекает ток, возникающая электрическая дуга, температура которой достигает 7000°С, расплавляет металл и образует сварочную ванну.
Основа технологического метода электродуговой сварки состоит в коротком замыкании, а если быть точнее, то в насыщении межатомного пространства электрически заряженными частицами. В момент соприкосновения между электродом и изделием протекает ток, возникающая электрическая дуга, температура которой достигает 7000°С, расплавляет металл и образует сварочную ванну.
Аппараты для ручной дуговой сварки широко распространены в быту из-за относительной недороговизмы аппаратов. Так же для этого метода не требуется газ или флюс, так как их функции выполняет электрод. Принцип дуговой сварки сохранен: плавление поверхностей происходит за счет касание электрода к металлическому изделию, которое образует короткое замыкание и происходит зажигание дуги.
Сварка неплавящимся электродом (TIG)Данная технология схода с газовой сваркой, суть ее заключается в следующем: электрическая дуга зажигается в атмосфере инертного газа между электродом и материалом, таким образом расплавляя металл и присадочный материал. Электрод изготавливают из тугоплавких металлов – вольфрама, циркония, гафния. Данная технология требует высокой квалификации от специалиста.
Электрод изготавливают из тугоплавких металлов – вольфрама, циркония, гафния. Данная технология требует высокой квалификации от специалиста.
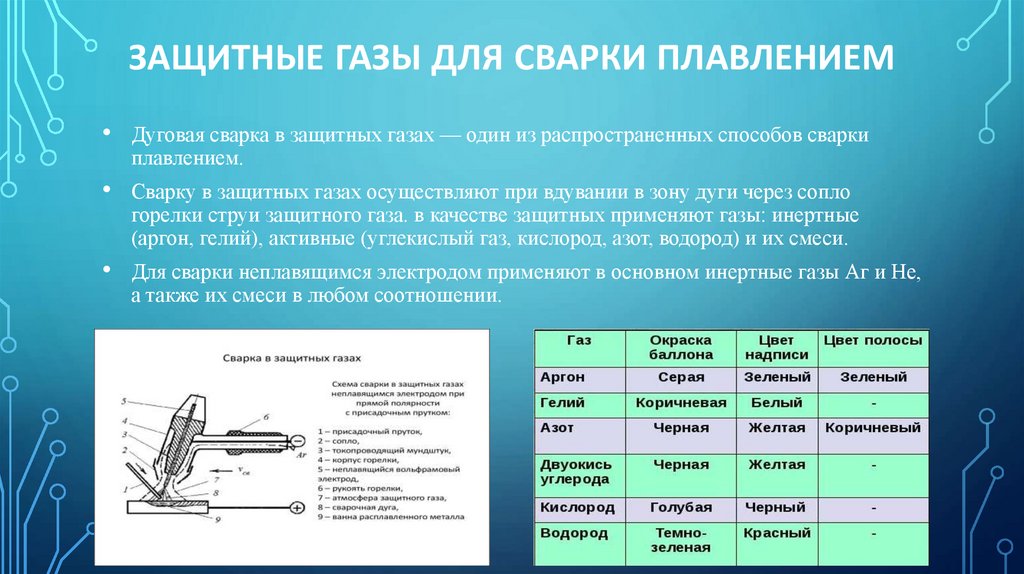
Сварка в защитных газах
Данный вид сварки может выполняться как плавящимся электродом, так и неплавящимся. Для неплавящихся электродов нужна присадка, а плавящийся электрод сам участвует в процессе создания шва. Инертные газы применяются для обеспечения устойчивости работы дуги. Выбор газа определяет состав свариваемого изделия. Газ подается либо центрально, либо сбоку при повышенных мощностях.
Сварка под флюсомПрименения флюса необходимо для поддержания ровного горения дуги и при формировании сварного шва влияет на его химический состав. Разные составы флюса имеют разные стабилизирующие свойства. Варьируя содержание углерода, серы, марганца и других можно регулировать прочность и устойчивость к холоду.
Гипербарическая сваркаГипербарическая сварка – это сварка в условиях повышенного давления, например, в воде, либо специально созданной сухой среде. При подводной сварке используется водонепроницаемый электрод который расплавляется и попадает на металл с помощью газового пузыря. Подводная сварка – это один из самых сложных видов работ, которая помимо всего прочего обладает повышенной опасностью поражения электрическим током.
При подводной сварке используется водонепроницаемый электрод который расплавляется и попадает на металл с помощью газового пузыря. Подводная сварка – это один из самых сложных видов работ, которая помимо всего прочего обладает повышенной опасностью поражения электрическим током.
И на десерт
Особые виды сварки — понятие размытое, учитывая огромное число технических вариантов, групп, видов, подвидов. Каждый видит этот список по-своему.
В нашем списке классификация сварки определена по технологичности. Это уникальные способы, которые по праву относятся к технологиям высшего пилотажа.
Электронно-лучевая и плазменная сварка:
- Электронно-лучевая сварка. Здесь применяется электронная пушка и пучок ускоренных электронов из этой пушки. Работы проводятся в больших вакуумных камерах. Концентрация энергии и тепловая мощность – фантастические. получаются узкими, глубокими. Применяется для производства высокоточных деталей из специальных сплавов – удовольствие недешевое.
- Плазменная сварка. Один из самых высокотехнологичных видов – название говорит само за себя. Плазма – струя ионизированного газа (аргона, гелия, водорода) высочайшей температуры. Такая струя варит все – от самых тугоплавких металлов до неметаллических поверхностей. Великолепная производительность с фантастическим качеством швов и поверхностей.
Обобщаем и закольцовываем
Сваркой называется процесс формирования неразъединимых соединений поверхностей разных конструкций.
Сначала все виды и способы сварки делятся на три мощных класса с точки зрения физики:
- Термический (греем и плавим)
- Механический (трем, давим, толкаем и пр.)
- Термомеханический (греем и давим одновременно)

Внутри этих классов методы можно группировать как угодно:
- с дугой или без дуги;
- с газом или без него, можно с дугой и газом вместе;
- ручные или автоматические. Или полуавтоматические;
- какие виды сварочных электродов используешь;
- все виды контактной сварки;
- виды сварок металла или наоборот, полимеров;
- и так далее, список вариантов длиннейший.
Главное – узнавать, пробовать, учиться и двигаться вперед к профессиональным вершинам. Не забывать читать обзоры, нужно быть в курсе. Нам на месте стоять нельзя. Желаем чистого металла, хороших заказов и рабочего настроения.
https://www.youtube.com/watch?v=ocJFw1HwOpw
Способы сварки трубопроводов и виды сварных соединений
При изготовлении и монтаже технологических трубопроводов наиболее распространенным способом получения неразъемных соединений является сварка. Сваривать трубопроводы можно промышленным способом, обеспечивающим выполнение требований СНиП III-Г. 9—62. При этом должны быть максимально использованы автоматические или полуавтоматические способы сварки.
9—62. При этом должны быть максимально использованы автоматические или полуавтоматические способы сварки.
Сварке подвергают металлы, неметаллические материалы — пластмассы, стекло.
Все существующие способы сварки можно разделить на две основные группы: сварка давлением (пластическая) и сварка плавлением.
Основные способы сварки, получившие или получающие в настоящее время широкое применение в народном хозяйстве, приведены в классификации.
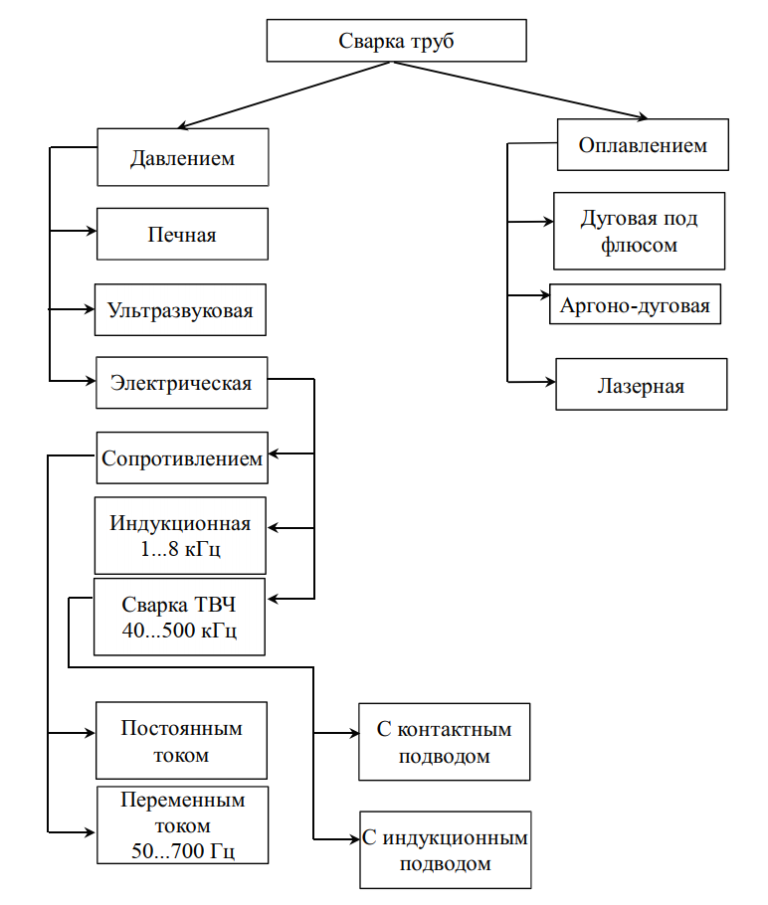
При изготовлении и монтаже технологических трубопроводов применяют в основном следующие виды сварки: ручную газовую, ручную электродуговую с помощью металлических электродов, полуавтоматическую и автоматическую электродуговую под слоем флюса, полуавтоматическую и автоматическую электродуговую в среде защитных газов, электроконтактную стыковую. В последнее время внедряется сварка порошковой и голой электродной проволоками, а также стыковая при высокочастотном нагреве (рис. 76).
Наибольшее применение при изготовлении трубопроводов получили способы электродуговой сварки, которые производят на постоянном и переменном токе. При сварке на постоянном токе к изделию присоединяют провод, соединенный с плюсовым полюсом машины, а к электроду — провод от минусового полюса машины. Такое соединение сварочной цепи называется соединением с прямой полярностью. Обратное соединение сварочных проводов — плюс на электроде и минус на изделии называется соединением с обратной полярностью.
При сварке на постоянном токе к изделию присоединяют провод, соединенный с плюсовым полюсом машины, а к электроду — провод от минусового полюса машины. Такое соединение сварочной цепи называется соединением с прямой полярностью. Обратное соединение сварочных проводов — плюс на электроде и минус на изделии называется соединением с обратной полярностью.
Рис. 76. Принципиальная схема стыковой сварки труб при индукционном нагреве: 1 — труба, 2 — зажим, 3 — трансформатор ТВЧ, 4 — индуктор
Экономически более выгодна сварка на переменном токе вследствие меньшего расхода электроэнергии, меньшей стоимости оборудования и более простого ухода за ними по сравнению с машинами постоянного тока.
При сварке технологических трубопроводов используют различные виды сварных соединений — стыковые, нахлесточные, а в ряде случаев — угловые (приварка штуцеров, плоских фланцев). На рис. 77 приведены часто применяемые виды сварных соединений труб и деталей трубопроводов.
Рис. 77. Виды сварных соединений труб и деталей трубопроводов:
а — стыковое продольное с односторонним швом, б — стыковое продольное с двухсторонним швом,
в — стыковое поперечное с односторонним швом без скоса кромок, г — то же со скосом кромок,
д — стыковое поперечное с подкладным кольцом без расточки, е — то же с внутренней расточкой,
ж — стыковое контактное, з — угловое одностороннее без скоса кромок,
и — угловое двухстороннее без скоса кромок, к — угловое одностороннее со скосом кромок,
л — раструбное нахлесточное.
Благодаря повышенной прочности наибольшее распространение имеет сварное соединение встык. Стыковые соединения могут иметь продольное (рис. 77, а,б)и поперечное (рис. 76,в— ж) расположение шва. Продольные стыки часто выполняют при изготовлении труб и деталей трубопроводов из листа, поперечные стыки — при соединении труб и деталей трубопроводов между собой.
По характеру выполнения сварного соединения швы разделяются на односторонние (рис. 77,а, в, г), двухсторонние (рис. 77,6), односторонние с подкладным кольцом (рис. 77, д, е). Трубопроводы с условным проходом до 500 мм сваривают только односторонним швом. Двухсторонний шов, т. е. с подваркой корня шва с внутренней стороны для повышения прочности соединения применяют для трубопроводов с условным проходом 600 мм и выше. Ограниченное применение подкладных колец объясняется тем, что они уменьшают проходное сечение трубопровода и вызывают дополнительное гидравлическое сопротивление.
Угловое сварное соединение без скоса кромок (рис. 77, з, и)и со скосом одной кромки (рис. 77, к) выполняют при изготовлении сварных деталей трубопроводов, а также при сварке деталей с трубами.
Рис. 78. Положение сварного шва в пространстве:
I — нижнее, II — вертикальное, I I I — потолочное, IV — горизонтальное на вертикальной плоскости
Сварное соединение в раструб — нахлесточное (рис.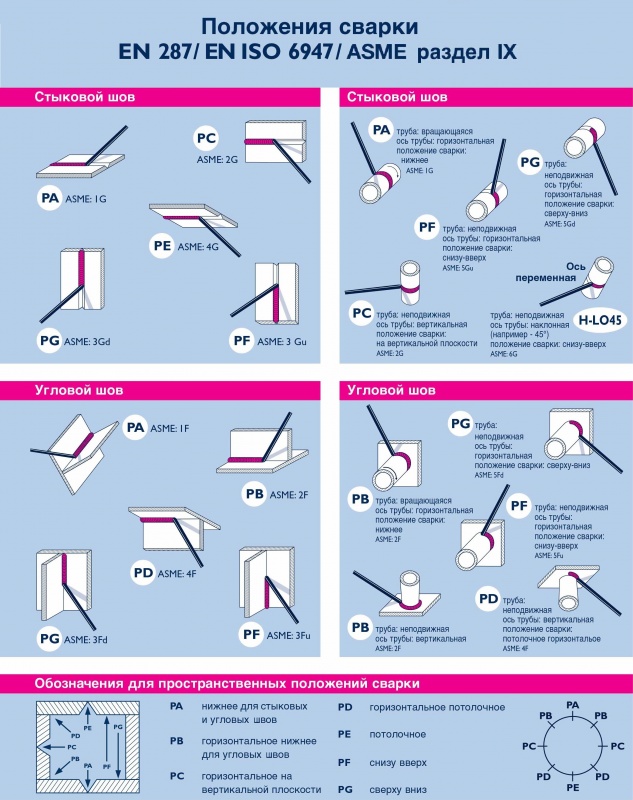 77, л) является менее прочным, чем стыковое, и требует дополнительного расхода труб, а также необходимости производить предварительную раздачу конца трубы по диаметру. Такое соединение нашло применение в основном при сварке труб из цветных металлов и неметаллических материалов.
77, л) является менее прочным, чем стыковое, и требует дополнительного расхода труб, а также необходимости производить предварительную раздачу конца трубы по диаметру. Такое соединение нашло применение в основном при сварке труб из цветных металлов и неметаллических материалов.
В соответствии с положением швов в пространстве различают сварку в нижнем I и вертикальном II положениях, а также в верхнем потолочном Положении III (рис. 78). В зависимости от условий выполнения сварочных работ их подразделяют на поворотные и неповоротные.
Большинство поворотных стыков труб и деталей, выполняемых на трубозаготовительных заводах и в мастерских, сваривают наиболее простым и удобным швом в нижнем положении. Сварка неповоротных стыков значительно сложнее и требует высокой квалификации сварщика.
Вне зависимости от способа сварки основными требованиями, предъявляемыми к сварному шву технологических трубопроводов, являются прочность, пластичность и плотность. Прочность и пластичность металла швов должна быть не ниже, чем у основного металла.
К сварке и прихватке стыков трубопроводов I, II, III и IV категории допускаются сварщики, имеющие удостоверение о сдаче испытаний в соответствии с «Правилами испытания электросварщиков и газосварщиков для допуска их к ответственным сварочным работам», утвержденными Госгортехнадзором.
Номера сварных стыков трубопроводов I и II категории необходимо записывать в журнале сварочных работ. К сварке и прихватке стыков трубопроводов V категории допускаются сварщики без сдачи испытаний по правилам Госгортехнадзора, неуспешно выполнившие пробные стыки.
Каждому сварщику выдается клеймо, номер которого он обязан выбивать на расстоянии 30—50 мм от стыка.
1. Какие основные виды сварки применяют при трубопроводных работах?
2. Какие основные виды сварных соединений используют при сварке трубопроводов, в чем их особенности?
3. Какие основные требования предъявляют к сварным швам?
4. Какие положения могут иметь сварные швы в пространстве, в чем особенности?
Все материалы раздела «Сварка труб» :
● Способы сварки трубопроводов и виды сварных соединений
● Подготовка труб под сварку
● Технология газовой сварки и резки
● Кислородно-флюсовая и дуговая резка
● Технология ручной электродуговой сварки, электроды
● Источники питания сварочной дуги
● Автоматическая и полуавтоматическая сварка под флюсом
● Автоматическая и полуавтоматическая сварка в защитных газах
● Сварка трубопроводов из легированной стали
● Сварка трубопроводов высокого давления, термообработка сварных соединений
● Сварка трубопроводов из алюминия и его сплавов, из меди и ее сплавов
● Пайка трубопроводов, дефекты сварных швов
● Контроль качества сварных швов
● Виды сварки и применяемое оборудование
● Сварка и склеивание винипластовых труб
● Сварка полиэтиленовых трубопроводов
● Правила техники безопасности при резке и сварке трубопроводов
|
Классификация способов сварки Категория: Сварка металлов Классификация способов сварки Способы сварки можно классифицировать, например, по виду энергии, используемой при сварке, степени механизации процесса сварки, виду свариваемого металла и т. Рис. 1. Классификация способов сварки Первая группа характеризуется применением давления для осадки металла, остальные признаки, в том числе состояние металла не принимаются во внимание. Во второй группе самопроизвольное (спонтанное) объединение металла соединяемых частей в монолитное целое без приложения давления возможно лишь при жидком состоянии металла, т. е. металл в зоне сварки должен быть обязательно расплавлен. Приложение давления хотя бы и при наличии расплавления в зоне сварки заставляет отнести способ к группе сварки давлением, как например, при электрической контактной сварке. К сварке плавлением примыкает пайка, отличающаяся тем, что расплавляется лишь присадочный металл (припой), а основной свариваемый металл остается нерасплавленным, в то время как при сварке частично расплавляется и основной металл. В предлагаемой классификации, показанной на рис. 1, каждый из методов сварки разделен на несколько способов. Простейшие виды сварки плавлением известны с глубокой древности, например литейная сварка. Современная схема сварки плавлением показана на рис. 2. К соединяемым деталям в месте сварки подводят сварочное пламя; производят местное расплавление деталей до образования общей сварочной ванны жидкого металла. После удаления сварочного пламени металл ванны быстро охлаждается и затвердевает, в результате детали оказываются соединенными в одно целое. Перемещая пламя по линии сварки, можно получить сварной шов любой длины. Сварочное пламя должно иметь достаточную тепловую мощность и температуру; сварочную ванну нужно образовывать на сравнительно холодном металле: теплопроводность металлов высока и быстро образовать ванну может только очень горячее пламя. Сварочное пламя расплавляет как металл, так и загрязнения на его поверхности, образующиеся шлаки всплывают на поверхность ванны. Горячее пламя сильно нагревает металл на поверхности значительно выше точки плавления; в результате меняется химический состав металла и его структура после затвердевания; изменяются и механические свойства. Затвердевший металл ванны, так называемый металл сварного шва обычно по своим свойствам отличается от основного металла, незатронутого сваркой. Сварка плавлением отличается значительной универсальностью; современными сварочными источниками нагрева легко могут быть расплавлены почти все металлы, возможно соединение разнородных металлов. Характерный признак сварки плавлением; выполнение ее за один этап — нагрев сварочным пламенем, в отличие от сварки давлением, где необходимы нагрев и давление. Автогенная сварка примерно эквивалентна понятию «газовая» или «газоплавильная сварка», отсюда постепенно развился своеобразный технический жаргон с безграмотными выражениями вроде «он варит автогеном», «автогенная резка», и т, п., засоряющими язык. Термин «автогенная сварка» не рекомендуется употреблять в технической литературе. Рис. 2. Схема сварки плавлением В процессе сварки давлением собранные детали сдавливают усилием Р (рис. 4). Операция сдавливания называется осадкой, а прилагаемое давление — осадочным давлением. Осадочное давление должно создавать значительную пластическую деформацию в зоне сварки с перемещением выдавливаемого металла вдоль поверхности раздела. Для облегчения осадки и снижения осадочного давления весьма часто применяется подогрев металла, преимущественно в зоне сварки. Подогрев может и отсутствовать, в некоторых случаях возможна сварка давлением холодного металла. При осадке выдавливаемый металл образует утолщение у сварного стыка, в которое уходит металл с поверхностей сварки со всеми загрязнениями, адсорбированными газами, на поверхность выходят свежие, так называемые ювенильные слои металла, которые участвуют в образовании сварного соединения. Нагрев в зоне сварки можно вести не только до сварочного жара, когда металл остается в твердом состоянии, но и до полного расплавления металла поверхностных слоев. При последующей осадке расплавленный металл в разных случаях может выдавливаться наружу или же оставаться в сварном соединении. Сравнительно невысокий нагрев металла и затрудненный доступ воздуха в зону сварки позволяют сохранить почти неизменными химический состав и структуру, а следовательно, и механические свойства металла в сварном соединении. При сварке давлением иногда возможно получить тождественность и металлографическую неотличимость зоны сварки с остальным металлом. Способы сварки давлением также достаточно универсальны, охватывают большинство технически важных металлов, возможно соединение разнородных металлов. Рис. 3. Схема сварки давлением Достаточно интересна и в некоторых случаях удобна система классификации, основанная на виде энергии, преимущественно используемой при сварке. По этому признаку все способы сварки можно разделить на четыре большие группы по преобладающему виду энергии: По объему применений и промышленному значению первое место занимает электросварка, использующая электрическую энергию для нагрева металла. В химических способах для нагрева металла используется энергия экзотермических химических реакций, из них наибольшее значение имеют газовая сварка и термитная сварка. В механических способах преобладающее значение имеет механическая энергия; сюда относятся, например, такие способы сварки, как прессовая, кузнечная (горновая), холодная, сварка трением. Сварка лучевая или радиационная обеспечивает высокую чистоту и стерильность процесса, источник энергии может быть расположен весьма далеко от объекта сварки. К лучевым способам относятся такие способы сварки как электроннолучевая, фотонная (световая), гелиосварка (солнечная). Рис. 4. Энергетическая классификация способов сварки Для способов, в которых существенное значение имеют два вида энергии, можно образовать промежуточные группы, например электромеханическую для контактной сварки, электрохимическую для дуговой сварки в активном защитном газе, химико-механическую для газопрессовой сварки и т. Реклама:Читать далее:Виды дуговой сварки
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 п. Вполне совершенной системы классификации, охватывающей все способы сварки, не существует. Достаточно совершенную систему классификации можно создать, взяв за основу давление, производящее так называемую осадку при сварке. По этому признаку все существующие способы сварки можно разделить на две большие группы: 1) сварка давлением; 2) сварка без давления или сварка плавлением.
п. Вполне совершенной системы классификации, охватывающей все способы сварки, не существует. Достаточно совершенную систему классификации можно создать, взяв за основу давление, производящее так называемую осадку при сварке. По этому признаку все существующие способы сварки можно разделить на две большие группы: 1) сварка давлением; 2) сварка без давления или сварка плавлением.
 Опыт показывает, что для сварки стали толщиной несколько миллиметров температура сварочного пламени должна быть не ниже 2700— 3000 °С. Пламя с меньшей температурой или совсем не образует ванны или образует ее слишком медленно, что дает низкую производительность сварки и делает ее экономически невыгодной. Источники тепла, развивающие столь высокие температуры, появились относительно недавно.
Опыт показывает, что для сварки стали толщиной несколько миллиметров температура сварочного пламени должна быть не ниже 2700— 3000 °С. Пламя с меньшей температурой или совсем не образует ванны или образует ее слишком медленно, что дает низкую производительность сварки и делает ее экономически невыгодной. Источники тепла, развивающие столь высокие температуры, появились относительно недавно.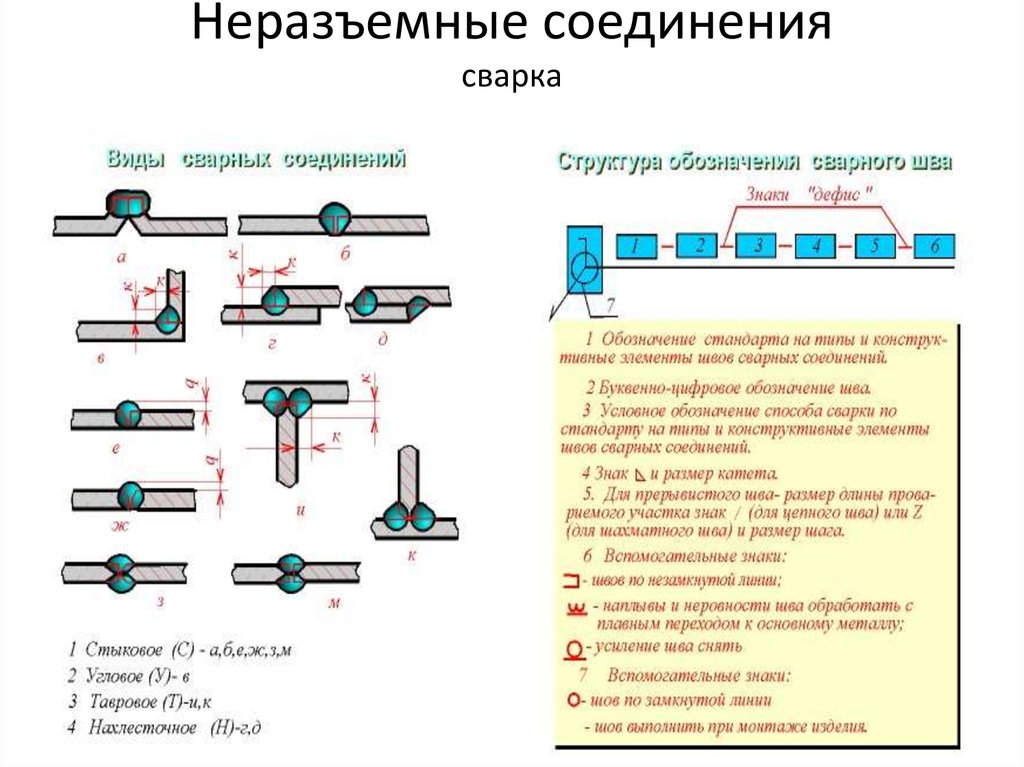
 Обычно подогрев ведется до температуры так называемого «сварочного жара», под которым подразумевается температура, благоприятная для сварки давлением; для углеродистой стали это 1100—1200 °С. Во всяком случае температура стали должна быть выше точки Ас3 превращения а — у, так как гране-центрированная решетка Y-железа — аустенита благоприятна для сварки давлением, а объемно-центрированная а-железа — феррита неблагоприятна.
Обычно подогрев ведется до температуры так называемого «сварочного жара», под которым подразумевается температура, благоприятная для сварки давлением; для углеродистой стали это 1100—1200 °С. Во всяком случае температура стали должна быть выше точки Ас3 превращения а — у, так как гране-центрированная решетка Y-железа — аустенита благоприятна для сварки давлением, а объемно-центрированная а-железа — феррита неблагоприятна. Сварка давлением не требует особенно высоких температур нагрева и он может проводиться в обычных печах и горнах. При сварке давлением затруднительно удаление загрязнений с поверхности металла, поэтому здесь обычно повышены требования к очистке поверхности металла.
Сварка давлением не требует особенно высоких температур нагрева и он может проводиться в обычных печах и горнах. При сварке давлением затруднительно удаление загрязнений с поверхности металла, поэтому здесь обычно повышены требования к очистке поверхности металла.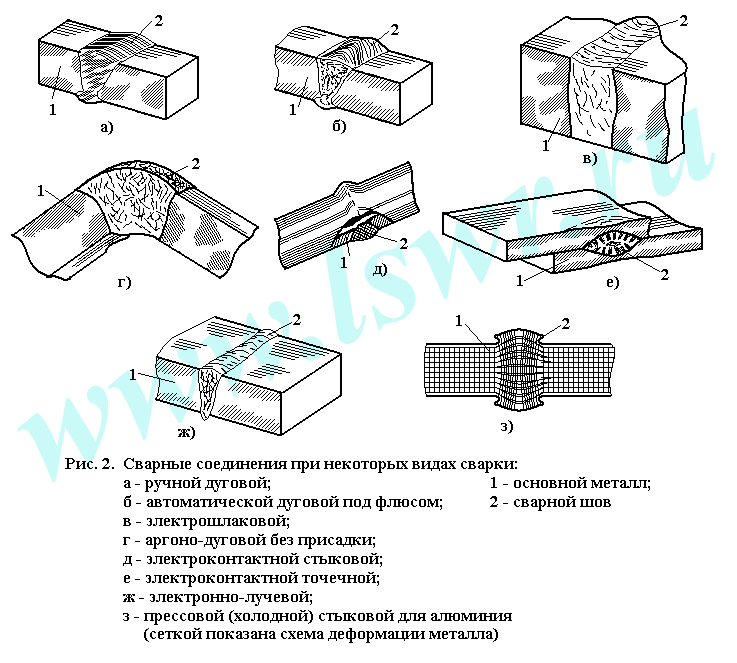
 д. Особого распространения подобная классификация не получила.
д. Особого распространения подобная классификация не получила.виды и характеристики, технологические процессы
Содержание:
- Термическое соединение деталей
- Основные виды сварки
- Дуговая сварка
- Газовая сварка
- Полуавтоматическая сварка
- Автоматическая сварка
- ТИГ сварка
- Электрошлаковая сварка
- Электронно-лучевая сварка
- Диффузионная сварка
- Контактная сварка
- Сварочный техпроцесс
- Интересное видео
Начинающие умельцы часто задаются вопросом — что такое сварка? Ответ будет неожиданным — сварка это искусство создания прочного и надежного соединения металлических изделий. Слово «искусство» здесь не является случайным. Сварка имеет определение и на научном языке — формирование шва на межатомном уровне при сильном нагреве соединяемых деталей.
Слово «искусство» здесь не является случайным. Сварка имеет определение и на научном языке — формирование шва на межатомном уровне при сильном нагреве соединяемых деталей.
Теория сварки весьма обширна и включает в себя, в том числе, различные сварочные технологии. Все про сварку знают только профессионалы, обладающие многолетним опытом, но и новичкам в этом деле необходимо знать хотя бы основы сварочных работ.
Термическое соединение деталей
Все о сварке металлов можно узнать на специальных курсах для сварщиков. Однако начинающим умельцам следует вначале определиться с самим понятием сварка, теория и основное про нее. Приступать к изучению этих основ необходимо, разобравшись, прежде всего, с чем, что называется сваркой и с тем, как происходит сварка.
Металлические детали могут соединяться между собой механическим путем без использования их нагрева. В отличие от механического соединения при термическом способе детали разогреваются до температуры их плавления. Поэтому определение «что такое сварка» подразумевает именно такой способ образования соединений, отличающихся прочностью и надежностью. Сварка — это процесс получения неразъемного соединения элементов путем их сильного нагрева.
Поэтому определение «что такое сварка» подразумевает именно такой способ образования соединений, отличающихся прочностью и надежностью. Сварка — это процесс получения неразъемного соединения элементов путем их сильного нагрева.
Существует немало различных видов сварки, применяемого при этом процессе оборудования, используемых технологий и методов контроля. Сварочная теория говорит о том, что сварка относится к высокотемпературным процессам. Это обеспечивается с помощью образования сварной дуги, способствующей расплавлению соединяемых металлических элементов.
Основные виды сварки
Имеются различные способы сварки. Способы сварки и виды сварных соединений необходимо знать, чтобы выбирать правильное оборудование, расходные материалы и устанавливать нужные режимы. Виды сварки и их краткая характеристика должны быть тем знанием, которое позволит в результате получить качественный, красивый и прочный шов. Каждый способ обладает своими нюансами, преимуществами и недостатками.
В сварке могут использоваться нагревание или давление, а также их сочетание. В соответствии с этим виды сварки и их характеристики разделяются на две большие группы — плавлением и давлением.
Технология сварки заключается в образовании межатомной связи между металлическими изделиями и получению в результате прочного неразъемного соединения. Первая стадия процесса заключается в максимально близком приближении свариваемых элементов друг к другу.
Однако на этом этапе достаточного взаимного проникновения атомов невозможно. Это объясняется тем, что при обычной температуре не помогут даже значительные прилагаемые усилия. Этому помешает твердость материала, а также то, что даже при самой хорошей обработке контакт между деталями будет происходить не по всей поверхности, а только по нескольким точкам. К тому же прочному соединению будут препятствовать остатки на поверхностях грязи, окисел, жировых пленок.
Прочный физический контакт будет возможен только в результате применения сильного давления или расплавлением краев соединяемых металлических деталей. При этом исчезает зазор между соединяемыми деталями, и они начинают представлять собой единое целое.
При этом исчезает зазор между соединяемыми деталями, и они начинают представлять собой единое целое.
Виды классификации способов сварки предполагают сварку плавлением без применения давления, термомеханическую с использованием тепловой энергии и давления и сварку давлением. Распространенный способ — это плавление соединяемых элементов.
Способы сварки металлов:
- Ручная электродуговая.
- Газовая.
- Полуавтоматическая.
- Автоматическая.
- ТИГ сварка.
- Электронно-лучевая.
- Электрошлаковая.
- Плазменная.
- Диффузионная.
- Контактная электрическая.
- Стыковая контактная.
- Шовная контактная.
- Точечная контактная.
- Точечная конденсатная.
- Индукционная.
Применяемые при этом электроды бывают плавящиеся и неплавящиеся. Краткая характеристика основных видов сварки поможет выбрать наиболее подходящий способ для конкретного процесса. Все виды сварочных работ предполагают использование подходящего для них оборудования.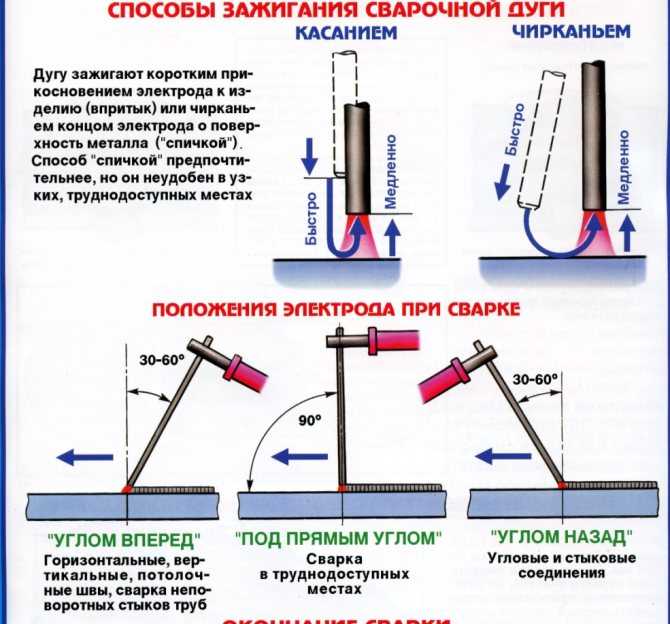
Также имеет свои особенности сварка разных металлов. Так, например, трудность при сваривании углеродистых сталей заключается в закалке зоны около шва, и образовании многочисленных трещин. Поэтому при сваривании изделий из таких материалов рекомендуется предварительно подогревать детали до температуры 100-300 градусов, применять многослойный шов, использовать электроды с покрытием, после окончания процесса проводит отпуск получившегося изделия до температуры 300 градусов.
Трудность при сваривании ферритовых сталей с большим содержанием хрома заключается в том, что при охлаждении существует опасность выпадения зерен карбидов хрома, что понижает стойкость по отношению к образованию коррозии. Для предотвращения этого явления следует устанавливать ток небольшого значения, чтобы можно было обеспечить более значительную скорость охлаждения. Также для выравнивания количества хрома в зернах и на границах можно после окончания сварки осуществлять отжиг.
Сварка чугунных изделий производится чугунными электродами с предварительным подогревом деталей. Диаметр чугунных электродов выбирают в диапазоне 8-25 миллиметров.
Диаметр чугунных электродов выбирают в диапазоне 8-25 миллиметров.
Свариваемость меди понижают примеси кислорода, водорода и свинца. Результативным является использование газовой сварки. Если применяется дуговая сварка, то электроды выбирают угольные или металлические. Сварке алюминиевых деталей препятствует наличие оксидов. Их помогает растворять использование флюсов.
Дуговая сварка
Виды сварки плавлением можно начать с ММА, как называют ручную дуговую сварку. Ее заслуженно можно отнести к лидеру народной популярности. Такой процесс сварки металлов можно осуществлять с помощью инвертора или трансформатора. В обоих случаях необходимо использование электродов. Такой способ является простым и недорогим.
Источником появления тепла служит электрическая дуга, образуемая между электродами, один из которых является расходным материалом, а другим являются свариваемые элементы. Такая дуга является мощным разрядом в газовой среде.
Обмазку электрода можно сравнить с «застывшим» газовым облаком. При начале расплавления металла начинает плавиться и обмазка электрода. Высвободившееся облако газа обеспечивает защиту от проникновения на место образования сварного шва кислорода, а для дуги обеспечивает проводящую ионизированную среду. Такое явление существенно снижает риск образования пористости.
При начале расплавления металла начинает плавиться и обмазка электрода. Высвободившееся облако газа обеспечивает защиту от проникновения на место образования сварного шва кислорода, а для дуги обеспечивает проводящую ионизированную среду. Такое явление существенно снижает риск образования пористости.
Преимущества ММА:
- Универсальность. С помощью этой технологии можно сваривать изделия, изготовленные практически из всех видов металла.
- Сваривать детали этим способом можно при любом пространственном положении изделия. Сюда входят ограниченные пространства, что бывает не под силу другим методам.
- Технология сварки металла методом ММА позволяет это осуществлять при различных неблагоприятных условиях окружающей среды.
- Простота использования и недорогая стоимость позволяют использовать этот метод не только в промышленных, но и в домашних условиях.
К недостаткам можно отнести невысокую производительность, наличие хотя бы небольшого опыта, достаточно сложный процесс разжигания дуги с риском залипания электрода, нанесение вреда здоровью при испарении обмазки некоторых видов электродов.
Избежать залипания электрода поможет использование современного оборудования, имеющего функции против появления такого эффекта. Оборудование для дуговой сварки разделяется на трансформаторы и инверторы, которые имеют неоспоримые преимущества и значительно облегчают процесс электрической сварки.
Трансформаторы, долгое время державшие первенство, сейчас считаются устаревшим оборудованием, тяжелыми и имеющими большие габариты. Сваривать металлические детали с их помощью можно только на переменном токе.
Выходом из положения является применение сварочных выпрямителей. Их функция заключается в преобразовании переменного тока в постоянный. Это дает существенное преимущество, поскольку при использовании постоянного тока швы получаются более качественными, ровными, крепкими и аккуратными. Однако выпрямители также имеют большую массу и крупные габариты, к тому же при их использовании необходимы профессиональные навыки.
Инверторы, являющиеся современным оборудованием, представляют собой самый оптимальный выбор для осуществления процесса. Это можно порекомендовать даже новичкам, поскольку не составляет особого труда разобраться с принципами работы с ними. Выпрямитель тока встроен в устройство инвертора, поэтому дополнительного оборудования не потребуется. Имеющиеся функции помогут избежать залипания электродов и помогут быстрому розжигу дуги. Инверторы имеют настолько небольшой вес и малые габариты, что их с легкостью можно переносить в руках.
Это можно порекомендовать даже новичкам, поскольку не составляет особого труда разобраться с принципами работы с ними. Выпрямитель тока встроен в устройство инвертора, поэтому дополнительного оборудования не потребуется. Имеющиеся функции помогут избежать залипания электродов и помогут быстрому розжигу дуги. Инверторы имеют настолько небольшой вес и малые габариты, что их с легкостью можно переносить в руках.
Подбирать электроды следует по таким параметрам, как их диаметр и состав металла внутри. Выбор типа металла является важным, поскольку при осуществлении сварного процесса происходит его плавление, и он по капле перетекает в общую массу и сплавляется с ней. Однородность металлов деталей и электрода служит гарантией крепкого соединения и получения однородного шва.
Сделать правильный выбор при покупке электродов нетрудно, поскольку на упаковке обычно указывается, для каких видов металлов подходят данные расходные материалы. При покупке также необходимо определиться с толщиной этих расходняков. Это напрямую зависит от толщины свариваемых изделий.
Это напрямую зависит от толщины свариваемых изделий.
Важным является приобретение навыков при розжиге дуги. На выбор можно использовать методы касанием или чирканьем. При касании происходит быстрое соприкосновение электрода с поверхностью изделия и затем его отвод на небольшое расстояние. Продолжать делать такие постукивания электродом по поверхности следует до тех пор, пока не появится дуга. Чирканье электродом по поверхности по типу зажигания спички более предпочтительно, но неудобно в труднодоступных местах. Навыки быстрого розжига дуги приходят с опытом.
После розжига дуги важно поддерживать стабильность ее горения. Для этого электрод необходимо держать от поверхности на постоянном расстоянии, равным приблизительно двум миллиметрам. По мере сгорания электрода не следует забывать его опускать. Если держать электрод слишком близко к поверхности изделия, то он может к ней прилипнуть, а если далеко, то возникает опасность того, что зажженная дуга погаснет.
Основы сварки электродом говорят о том, что прогревать металл лучше делать круговыми движениями для того, чтобы успела образоваться так называемая сварочная ванна. Чтобы шов получался ровным, после разогрева электрод следует вести не чересчур медленно, но и не особенно быстро, чтобы избежать появления дефектов.
Чтобы шов получался ровным, после разогрева электрод следует вести не чересчур медленно, но и не особенно быстро, чтобы избежать появления дефектов.
Газовая сварка
Методы сварки включают в себя такой распространенный способ соединения изделий как газоплавильный. Сущность газовой сварки состоит в том, что кромки деталей в местах их соединения разогреваются до нужной температуры с помощью горелки, входящей в применяемое оборудование.
Знания все о сварке предполагают изучение этого проверенного временем способа соединения металлов. Газовая сварка не является трудной в исполнении, оборудование для не нее не особо дорогое, электрической энергии потребляется немного, что является неоспоримыми преимуществами.
Относительным недостатком можно назвать низкую скорость разогревания металла, которая еще больше понижается, если сваривать приходится толстые детали. Поэтому ее рекомендуется применять, когда происходит сварка металлических листов толщиной не более шести миллиметров. Также может появиться такой неприятный недостаток, как коробление. С помощью газового метода можно сваривать практически все виды металлов.
Также может появиться такой неприятный недостаток, как коробление. С помощью газового метода можно сваривать практически все виды металлов.
В отличие от дуговой сварки электроды здесь не применяются. В их роли выступает присадочная проволока, а источником нагрева служит горелка. Переходя в жидкое состояние, металл образует сварочную ванну, которая в дальнейшем будет находиться под защитой газовой среды, вытесняющей воздух. Расплавленный металл медленно остывает и затвердевает.
Высокотемпературное пламя образуется при сгорании смеси ацетилена с кислородом. Такая смесь выполняет функции окислителя. Вместо ацетилена можно использовать его заменители, например, метан или пропан-бутан, но следует учитывать, что это понизит температуру горения, поэтому такую замену в основном проводят при резке металлов или при сваривании металлов, имеющих низкую температуру плавления, таких как медь, латунь, бронза. Наибольшую температуру горения оказывает ацетилен.
Процесс сварки таким способом разделяется на «правую» и «левую» методики.
Наиболее распространен «левый» способ. Им можно пользоваться при соединении металлов, имеющих не слишком большое значение температуры плавления и небольшую толщину. «Правый» способ применяют для соединения металлических изделий толщиной свыше трех миллиметров, обладающих повышенной теплопроводностью. Благодаря лучшей защите металла шов получается более качественным, скорость процесса повышена, а расход газов на 10% меньше.
При «правом» способе направление перемещения горелки слева направо, а присадочную проволоку перемещают вслед за горелкой. Пламя при этом направлено на уже готовый участок шва, а присадочную проволоку передвигают вслед за горелкой. При «правом» способе толстых деталей необходима предварительная разделка кромок деталей.
Мундштуком осуществляют колебания с небольшой амплитудой, за исключением того, когда осуществляют сварку тонкостенных листов. Пламя горелки направляют таким образом, чтобы кромки деталей были расположены в восстановительной зоне и находились на расстоянии 2-6 миллиметров от конца пламени.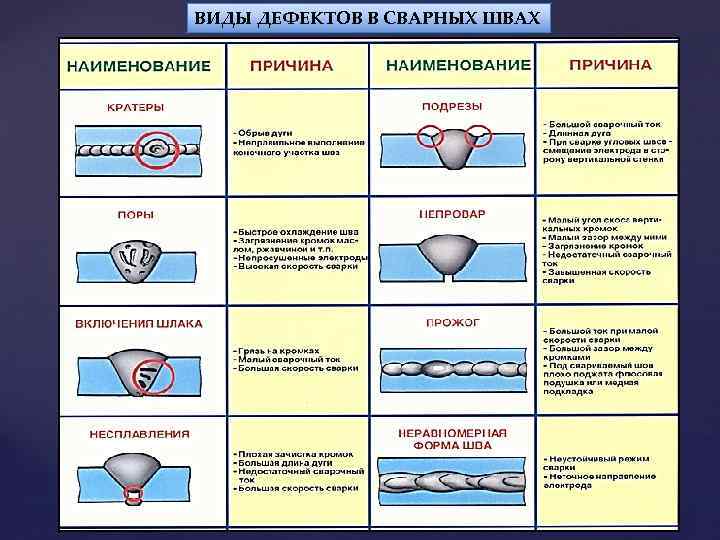 Мундштук горелки может быть перпендикулярным поверхности или находиться под наклоном к ней.
Мундштук горелки может быть перпендикулярным поверхности или находиться под наклоном к ней.
Техпроцесс на сварку газовым методом предполагает, что перед тем, как приступить к работе, необходимо проверить рабочее состояние горелки:
- Качество присоединения шлангов.
- Наличие разрежения.
- Газонепроницаемость.
Перед тем, как к горелке присоединить шланги от кислорода и ацетилена, их необходимо продуть. Чтобы проверить надежность присоединения шлангов, необходимо выполнить следующие действия:
- шланг для подачи кислорода присоединить к штуцеру горелки;
- произвести проверку горелки на разрежение в канале, где происходит подача ацетилена;
- присоединить шланг для подачи ацетилена;
- проверить надежность крепежа шлангов предназначенными для этого хомутами.
Вместо хомутов можно закреплять шланги проволокой. Также используются накидные гайки с правой или левой резьбой.
Проверку на разрежение или иначе «подсос» следует проводить следующим образом:
- закрепить наконечник с помощью накидной гайки;
- присоединить к ниппелю шланг подачи кислорода;
- следя за показаниями манометра, выставить давление кислорода;
- открыть вентили — вначале ацетилена, а затем кислорода;
- поднести палец к ниппелю ацетилена.
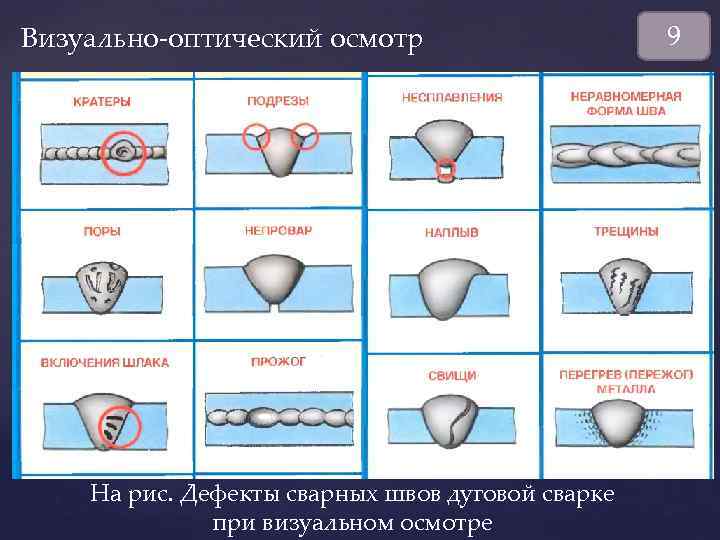
Если палец присосется, то это будет означать, что разрежение имеется. При его отсутствии следует:
- закрыть вентиль кислорода и отсоединить наконечник;
- вывернуть на пол-оборота инжектор из смесительной камеры;
- собрать горелку и осуществить повторную проверку;
- если разрежение по-прежнему отсутствует, то придется снять наконечник, вынуть инжектор и мундштук, и проверить, не засорены ли в них отверстия;
- при необходимости прочистить отверстия мягкой проволокой и продуть воздухом;
- проверить плотность прилегания инжектора к седлу корпуса горелки и при необходимости усилить его.
Затем осуществляется проверка на газонепроницаемость:
- присоединять шланг подачи кислорода попеременно к ниппелям ацетилена и кислорода;
- подать кислород под давлением;
- на несколько мгновений опустить мундштук в воду.
При отсутствии непроницаемости газов на поверхности воды не должны появляться пузырьки. Газовая сварка хорошо показывает себя при сварке стыковым методом. Однако применять ее для образования соединений методом внахлест и тавровым способом не рекомендуется, поскольку для этого необходим сильный нагрев деталей.
Газовая сварка хорошо показывает себя при сварке стыковым методом. Однако применять ее для образования соединений методом внахлест и тавровым способом не рекомендуется, поскольку для этого необходим сильный нагрев деталей.
Сварочный процесс должен осуществляться при движении горелкой только в одном направлении — вдоль оси шва. Отсутствие колебаний приводит к образованию более узкого шва, чем когда осуществляется сварка покрытыми электродами. Чтобы избегать разбрызгивания, конец проволоки в ванну надо подавать плавно. О степени проплавления можно будет судить по внешнему виду ванны. При нормальном проплавлении она будет вытянута вдоль направления шва, а при плохом форма ванны будет иметь круглую или овальную форму.
Окончание сварки и заваривание кратера осуществляют, уменьшая постепенно силу тока с помощью реостата, включенного в сварочную цепь. Удлинением дуги, отводя горелку, прекращать сварку не рекомендуется, поскольку такой способ ухудшит защиту шва газом. Подачу газа следует прекращать только через несколько секунд после того, как прекратится горение дуги.
Полуавтоматическая сварка
Все виды сварочных работ включают в себя еще один популярный вид — сварку при помощи полуавтомата. Полуавтоматическую сварку можно назвать разновидностью дуговой сварки. Отличие заключается в том, что одновременно осуществляется подача в зону сварки проволоки и воздействие газа, который защищает все материалы от негативного воздействия окружающего воздуха, который способен замедлить процесс или даже полностью его прекратить.
Когда сваривание полуавтоматами происходит в углекислом газе, то такой вид носит название MAG, а если в инертном, то MIG. Сварочные полуавтоматы относятся к несложному виду оборудования. Его основные части состоят из источника постоянного тока, обеспечивающего подачу напряжения, и особого механизма для подачи в зону сварки проволоки, играющей роль электрода. Проволока намотана на специальную бобину. Скорость ее подачи является регулируемой.
К достоинствам этого способа относятся возможность работы в труднодоступных местах, небольшое количество отходов, получение тонкого и прочного шва, быстрота процесса.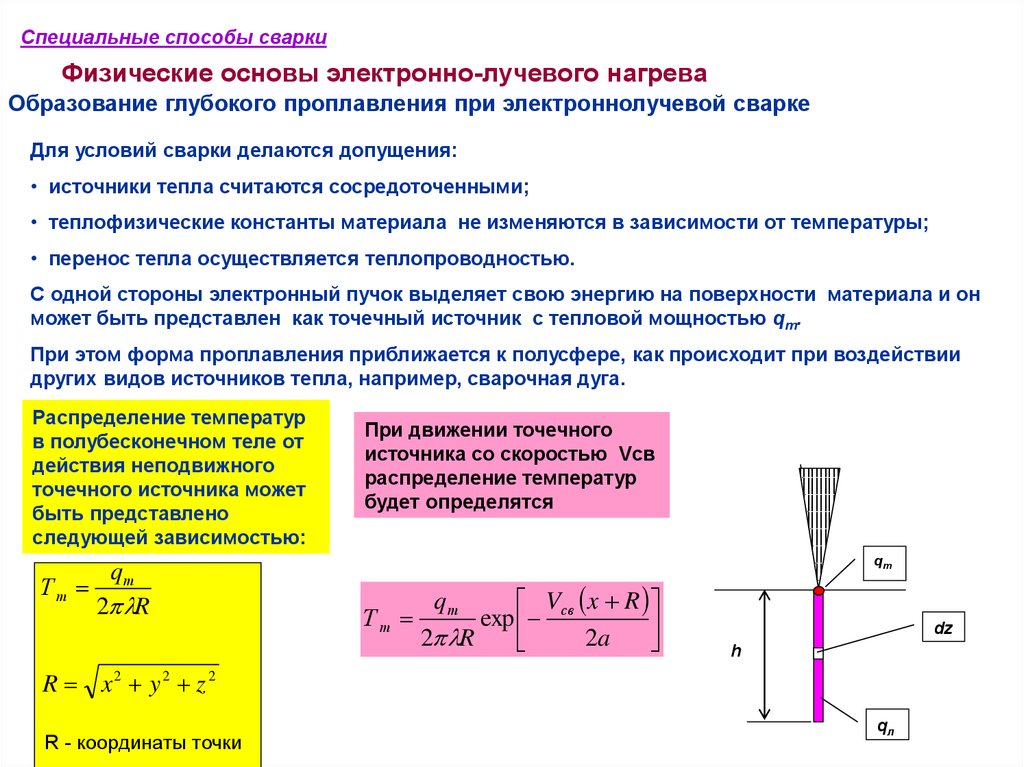 В полуавтоматах используются алюминиевые или стальные проволоки. Защита получаемого шва возможна следующими способами: флюсом; защитными газами; использованием порошкового вида проволоки. Чаще всего применяются защитные газы. Имеются стационарные аппараты и бытовые, более удобные для домашнего использования.
В полуавтоматах используются алюминиевые или стальные проволоки. Защита получаемого шва возможна следующими способами: флюсом; защитными газами; использованием порошкового вида проволоки. Чаще всего применяются защитные газы. Имеются стационарные аппараты и бытовые, более удобные для домашнего использования.
В корпусе полуавтомата находятся блок управления и источник питания. С помощью кабелей к прибору подсоединяются — механизм подачи проволоки, намотанной на катушку, и сварочная горелка.
Подача проволоки осуществляется одним из трех вариантов:
- Тянущий. Привод расположен на ручке горелки. Происходит вытягивание проволоки с бобины, на которую она намотана.
- Толкающий. Привод осуществляет подталкивание проволоки в сторону горелки.
- Тянуще-толкающая подача является гибридом двух предыдущих способов.
С помощью сварочного рукава на место работы подается газ, проволока и, в некоторых моделях, жидкость для охлаждения. Длина шланга определяет возможность работы в труднодоступных местах. Для подключения сварочного рукава используется унифицированный разъем.
Для подключения сварочного рукава используется унифицированный разъем.
В центре находится большой штуцер, через который осуществляется выход сварочной проволоки. Вверху расположены два контакта для переключения режимов. К разъему подсоединяются провода для подачи тока. К шлангу также подключается горелка. Контактный наконечник является сменной деталью. Он выбирается в зависимости от диаметров используемой проволоки. В свою очередь размер сопла зависит от диаметра наконечника.
Проволока наматывается на катушки. Они имеют различные размеров в зависимости от диаметра проволоки. Устройство подачи проволоки имеет роликовый механизм. Вращение устройства подачи осуществляется с помощью электродвигателя. Регулировка натяжения проволоки производится оператором вручную. Сварочная проволока поступает в зону сварки беспрерывно. Дуга возникает между проволокой и деталями, подлежащими сварке. Сопло служит для формирования облака газа.
Возможна сварка полуавтоматом без применения газа. В этом случае необходимо использование особого вида проволоки, внутри которой находится флюс. Такая проволока носит название порошковой. При сгорании проволоки освобожденный флюс создает защитную среду. Если предстоит сваривание ответственных конструкций, то следует выбирать сварку с газом, что является более надежным. Необходим грамотный выбор сварочной проволоки.
В этом случае необходимо использование особого вида проволоки, внутри которой находится флюс. Такая проволока носит название порошковой. При сгорании проволоки освобожденный флюс создает защитную среду. Если предстоит сваривание ответственных конструкций, то следует выбирать сварку с газом, что является более надежным. Необходим грамотный выбор сварочной проволоки.
Основной критерий — соответствие состава проволоки материалу свариваемых изделий. Этому поможет маркировка проволок. Выбор диаметра проволоки зависит от толщины изделий. Теория сварки металлов предполагает зависимость выставляемого сварочного тока от толщины материалов и выбранного диаметра электродов.
Необходимостью является установление скорости, с которой будет осуществляться подача проволоки, а также расход газа, устанавливаемый с помощью вентиля на редукторе. Основная особенность использования полуавтомата заключается в том, что вначале проволока подается в сторону места сварки механически, но затем ее перемещение осуществляется вручную.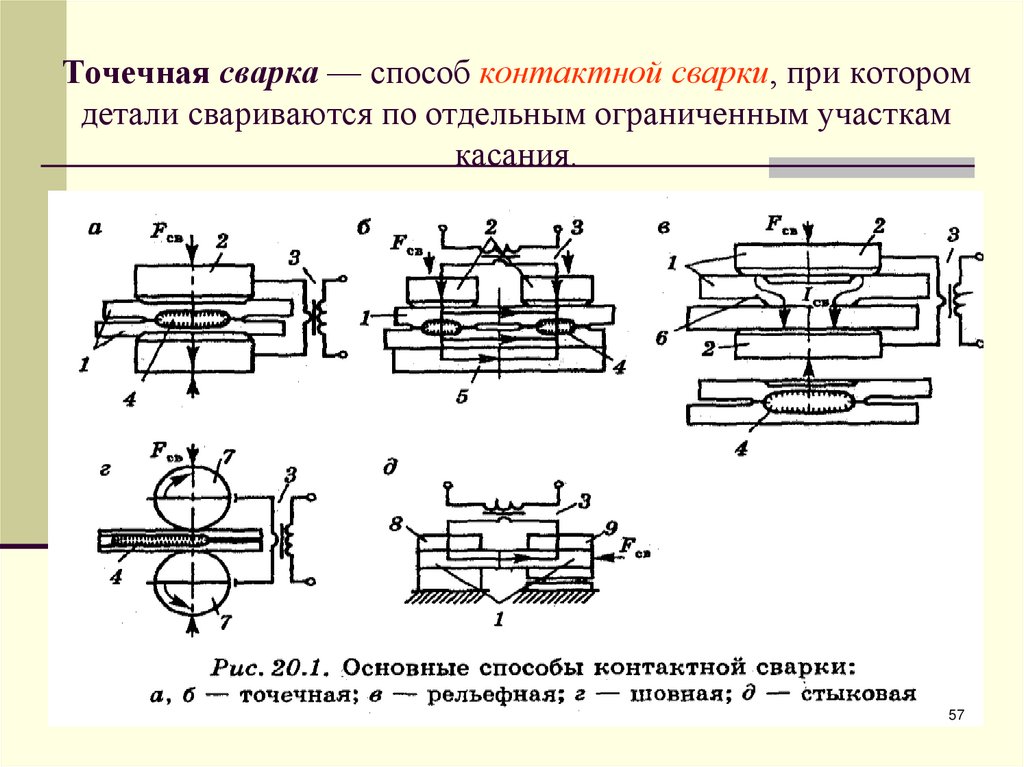
Автоматическая сварка
Такой вид сварки, имеющий множество достоинств, часто находит применение в промышленном производстве. Ее можно назвать высшей степенью механизации электродуговой сварки, выполняемой под защитой флюсом.
Подача проволоки является полностью механизированной. Сварщику требуется только знать, как настроить применяемое оборудование и запустить его. Получаемый шов получается ровным и красивым засчет того, что во время всего процесса поддерживается ровное горение дуги.
ТИГ сварка
Является одним из современных методов сварки различных изделий. Сутью этого способа является горение электрической дуги в аргоне — газе, обладающем рядом замечательных качеств. Поскольку он тяжелее воздуха, то после проникновения в сварочную ванну аргон приступает к ее защите от других газов, обитающих в атмосфере. Шов в результате получается без оксидной пленки.
При этом способе применяется вольфрамовый электрод, что дает возможность сваривать различные виды стали. За ним необходим постоянный уход, заключающийся в регулярной заточке его кончика. Для розжига необходим осциллятор, вырабатывающий ток высокой частоты, который подсоединяют к инвертору.
За ним необходим постоянный уход, заключающийся в регулярной заточке его кончика. Для розжига необходим осциллятор, вырабатывающий ток высокой частоты, который подсоединяют к инвертору.
Принцип работы автоматической аргонодуговой сварки похож на ручной вариант с тем отличием, что управление происходит автоматически согласно установленной оператором программе. В этом виде сварки используется инвертор. При осуществлении сварки инвертором теория происходящего процесса состоит в том, что такое устройство позволяет преобразовывать постоянный ток в переменный. В дальнейшем инвертор может изменять частоту полученного переменного тока.
Электрошлаковая сварка
Отличается очень высокой производительностью и экономичностью. Электрошлаковая сварка применима на производствах любого масштаба. Сущность ЭШС заключается в том, что соединение элементов происходит в среде расплавленного шлака. В него опускается электрод, через который проходит электрический ток. Тем самым в шлаке начинает генерироваться тепло.
Оборудование для ЭШС состоит из сварочного аппарата и дополнительных приборов для осуществления вспомогательных функций.
Электронно-лучевая сварка
Методы сварки металла включают в себя быстро развивающиеся технологии. К ним относится и электронно-лучевая сварка. Ее суть заключается в том, что нагрев изделий и их дальнейший расплав происходит под воздействием потока высокоскоростных электронов, которые двигаются в вакууме под воздействием электрического поля.
Под воздействием сфокусированного потока электронов происходит расплавление кромок деталей и их соединение. Диапазон ее возможностей весьма обширен — тугоплавкие и химически активные металлы, прочные сплавы.
К особенностям такого вида сварки можно отнести то, что поскольку сварка происходит в вакууме, то поверхности деталей остаются чистыми, а также то, что шов получается быстро и минимальной толщины. Он сохраняет повышенное качество даже в том случае, если свариваются детали разных толщин, имеющих разный состав и температуру плавления. Сварочное оборудование имеет простое управление и не требует продолжительного обучения.
Сварочное оборудование имеет простое управление и не требует продолжительного обучения.
Диффузионная сварка
Современные методы сварки включают в себя и такой вид, как диффузионная сварка. Ее сущность заключается в том, что происходит взаимное проникновение атомов соединяемых деталей при их сильном сдавливании и нагревании до определенной температуры.
Температура нагрева зависит от свойств металла, но не является слишком большой.
Контактная сварка
При контактной сварке неразъемное соединение образуется за счет разогрева деталей проходящим через них электрическим током и применением давления. Областью использования является промышленное производство, массовое и серийное.
Имеются следующие виды контактной сварки:
- точечная;
- стыковая;
- шовная;
- рельефная;
- шовно-стыковая.
Наибольшее распространение получила точечная сварка. Техпроцесс сварки таким способом заключается в соединении деталей в одном или нескольких местах в зависимости от их длины.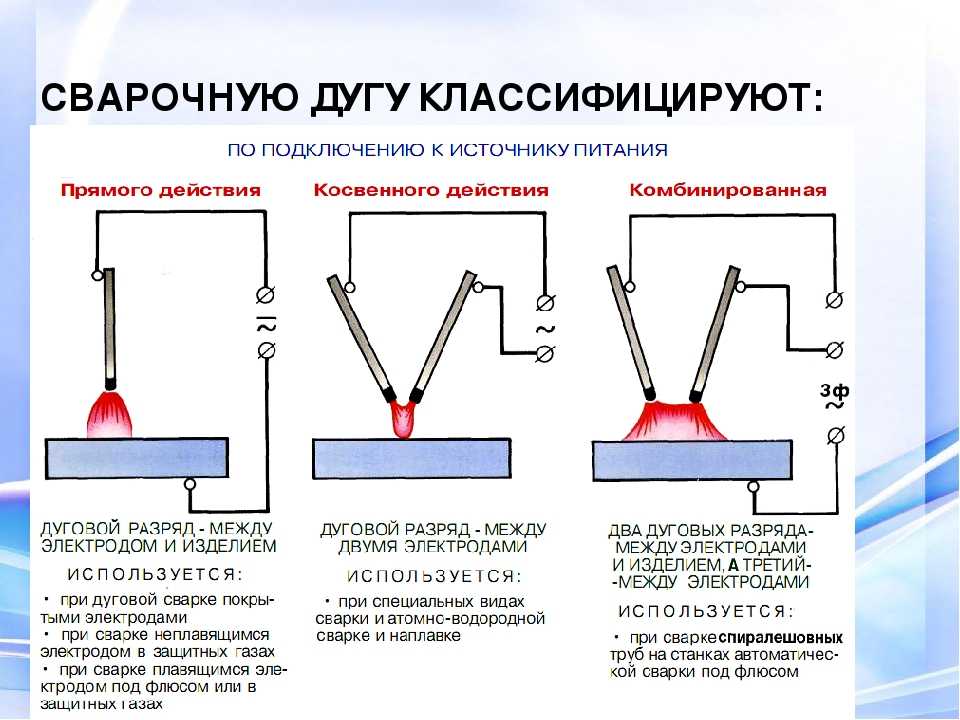
До температуры своего плавления металл разогревается не по всей длине, а только в определенных точках. Шов получается надежным и эстетичным. Применение этого метода сокращает время сварочного процесса. Число управляемых параметров незначительно, поэтому особых требований к квалификации сварщика не предъявляется.
Сварочный техпроцесс
В основы сварки входит понятие предварительного составления плана технологического процесса. Это будет являться своеобразным путеводителем по грамотному осуществлению сварочного процесса.
Технологический процесс сварки конкретных изделий поможет учесть все их особенности и нюансы.
Описание технологического процесса сварки излагается в специальном документе, который называется технологической картой. Ее можно причислить к своеобразному нормативному документу, в котором изложена теория сварочных работ. Технологический процесс на сварочном участке, изложенный в карте, является незаменимым помощником сварщика.
Пример техпроцесса сварки:
Руководящий материал в виде технологической карты должен содержать сведения о марках свариваемых деталях и рекомендации по выбору способа их соединения и пространственному расположению. Технологический процесс сварки охватывает требования к параметрам, выставляемым на применяемом оборудовании, диаметру используемых электродов, рекомендации по защите среды, выставлению полярности.
Технологический процесс сварки охватывает требования к параметрам, выставляемым на применяемом оборудовании, диаметру используемых электродов, рекомендации по защите среды, выставлению полярности.
Технологический процесс сварки изделия содержит сведения о последовательности совершаемых действий. В ней также может содержаться расчет прикладных материалов, требуемых для осуществления данного процесса. В технологической карте содержатся небольшие эскизы, что увеличивает наглядность.
Интересное видео
Их преимущества и недостатки [PDF]
В этой статье вы узнаете о различных типах сварочных процессов с их рабочими , преимуществами , недостатками , применениями и другими.
Кроме того, вы можете скачать PDF-файл этой статьи в конце.
Что такое сварка?
Сварка — это неразъемный процесс соединения, при котором два куска металла соединяются вместе в одно целое путем нагревания металлов до температуры их плавления. Дополнительный металл, также называемый присадочным металлом, добавляется в процессе нагрева, чтобы помочь соединить две детали вместе.
В общем, это процесс, при котором две металлические детали, подобные (или) разнородные, могут быть соединены путем нагревания их до температуры, достаточно высокой, чтобы плавить металлы с (или) без приложения давления и с (или) без помощью наполнителя.
Сварочный аппарат
Сварочный аппарат используется для создания тепла и нанесения присадочного металла. Присадочный металл подается для формирования соединения либо из самого электрода (или) с помощью присадочного материала. Температура выделяемого тепла составляет порядка 6000—7000°С. Итак, давайте обсудим различные типы сварочных процессов и то, как они используются в промышленности.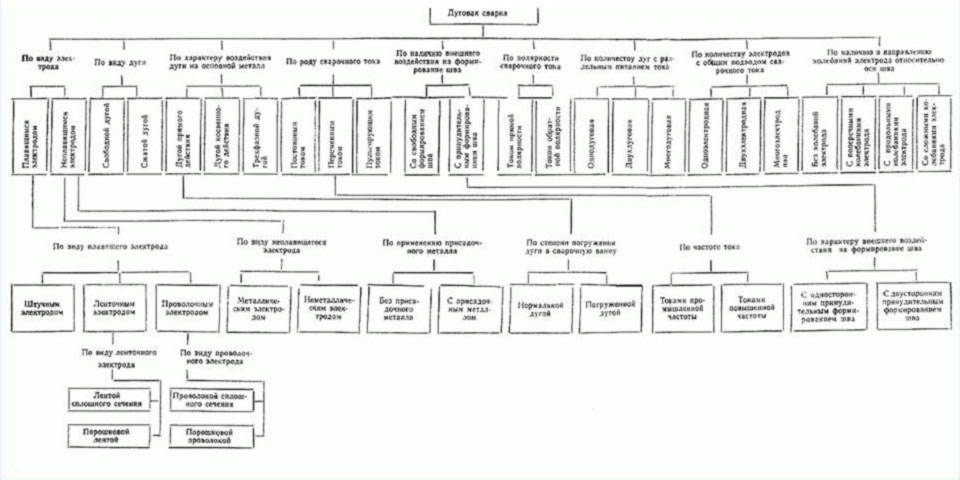
Читайте также: Как работает подводная сварка? и Типы подводной сварки
Типы сварочных процессов
Ниже приведены типы сварочных процессов в зависимости от способа выделяемого тепла:
#1 Сварка МИГ
Сварка МИГ трюмы для сварки металлов в среде инертного газа. Этот процесс сварки MIG также называют дуговой сваркой металлическим электродом в среде защитного газа (GMAW), которую также можно назвать сваркой проволокой.
В этом виде сварки в качестве электрода работает тонкая проволока, которая подается с катушки, прикрепленной к пистолету, через гибкую трубку и выходит из сопла сварочного пистолета или горелки. Проволока подается непрерывно при нажатии на курок сварочной горелки.
#2 Сварка ВИГ
Сварка ВИГ означает дуговую сварку вольфрамовым электродом в среде инертного газа от Американского общества сварщиков, также обозначается как (GTAW). Этот сварочный процесс также называется газовой сваркой.
Этот сварочный процесс также называется газовой сваркой.
При сварке TIG используется вольфрамовый электрод, поскольку вольфрам имеет высокую температуру плавления. Когда мы берем электрод для tig-сварки, он нагревается, но не плавится, мы говорим, что это неплавящийся электрод. Неплавящийся электрод не означает, что он не вечен, но он не плавится и не становится частью сварного шва.
#3 Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Он также определяется как ручная дуговая сварка металлическим электродом, дуговая сварка в среде защитного флюса или сварка электродом. В этом типе процесса сварки, при котором дуга зажигается между металлическим стержнем или электродом (покрытым флюсом) и заготовкой, поверхность как стержня, так и заготовки плавится, образуя сварочную ванну.
Одновременное плавление флюсового покрытия на сварочном электроде приводит к образованию газа и шлака, которые защищают сварной шов от воздействия окружающей среды.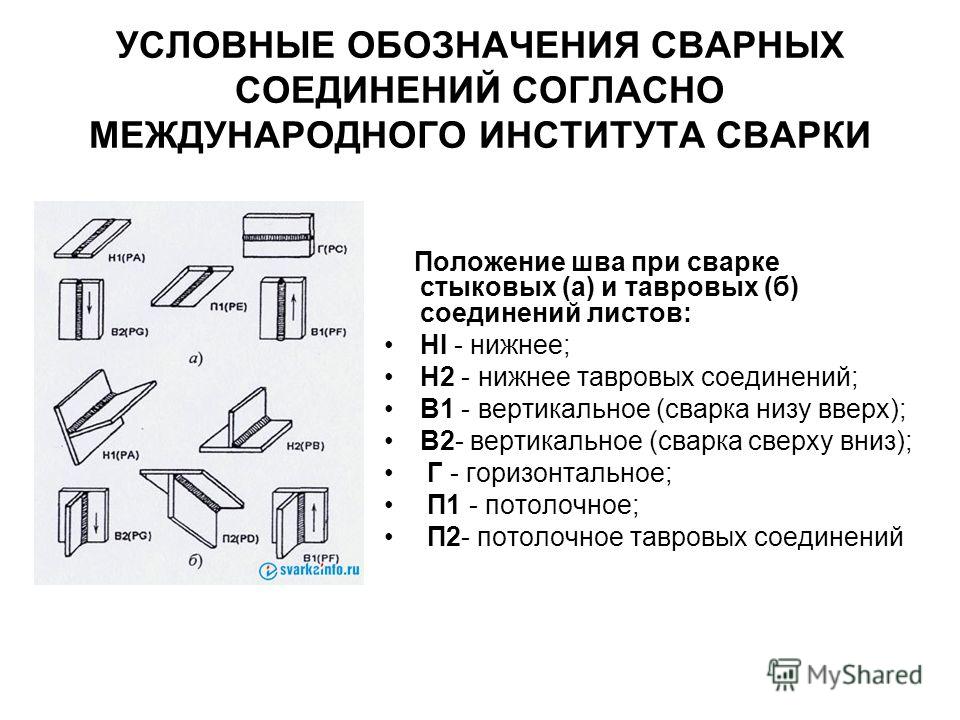 Дуговая сварка защитным металлом — это идеальный процесс для соединения черных и цветных металлов с толщиной материала во всех положениях.
Дуговая сварка защитным металлом — это идеальный процесс для соединения черных и цветных металлов с толщиной материала во всех положениях.
#4 Дуговая сварка порошковой проволокой (FCAW)
Этот тип сварки почти аналогичен сварке MIG. Фактически, сварщики MIG часто могут выполнять дуговую сварку с флюсовой проволокой. При этой сварке проволока имеет ядро из флюса, которое образует газовую защиту вокруг сварного шва. Это снижает спрос на внешнее газоснабжение.
FCAW лучше подходит для грубых тяжелых металлов, поскольку это процесс сварки с высокой температурой. Обычно для этой цели используется при ремонте тяжелой техники. Это процесс, который не производит слишком много отходов. Поскольку нет необходимости во внешнем газе, он также стоит дешевле.
#5 Плазменно-дуговая сварка (PAW)
Плазменно-дуговая сварка (PAW) — это процесс дуговой сварки, использующий тепло, выделяемое сжатой дугой между вольфрамовым неплавящимся электродом и заготовкой (процесс дугового переноса) или с водяным охлаждением. сужающее сопло (процесс без переноса дуги).
сужающее сопло (процесс без переноса дуги).
Плазма представляет собой газовую смесь положительных ионов, электронов и молекул нейтрального газа. Процесс дуги с переносом создает плазменные струи с высокой плотностью энергии и может использоваться для высокоскоростной сварки и резки керамики, медных сплавов, сталей, алюминия, никелевых и титановых сплавов.
Читайте также: 16 распространенных типов дефектов сварки [Причины и способы устранения]
#6 Электронно-лучевая сварка (ЭЛС)
Электронно-лучевая сварка — процесс сварки, в котором используется тепло, создаваемое пучком электронов высокой энергии. . Электроны ударяются о заготовку, и их кинетическая энергия преобразуется в тепловую энергию, нагревая металл так, что можно соединить края заготовки и после застывания образуется сварной шов.
EBM также представляет собой процесс сварки в жидком состоянии. Соединение металл-металл выполняется в жидком или расплавленном состоянии. Его также называют процессом сварки, потому что при этом используется кинетическая энергия электронов для соединения двух металлических заготовок.
Его также называют процессом сварки, потому что при этом используется кинетическая энергия электронов для соединения двух металлических заготовок.
#7 Лазерная сварка (LBW)
Лазерная сварка (LBW) — это процесс сварки, при котором тепло формируется высокоэнергетическим лазерным лучом, направленным на заготовку. Лазерный луч нагревает и расплавляет концы заготовки, образуя соединение.
При лазерной сварке (LBM) соединение формируется как последовательность точечных сварных швов внахлест или как непрерывный шов. Лазерная сварка используется в электронике, связи и аэрокосмической промышленности для производства медицинского и научного оборудования, состоящего из небольших компонентов.
#8 Газовая сварка
Газовая сварка выполняется путем плавления сторон или поверхностей, соединенных газовым пламенем, и обеспечения стекания расплавленного металла, что создает прочное непрерывное соединение при охлаждении.
Смеси кислородно-ацетиленовые используются гораздо чаще других и занимают видное место в сварочной промышленности. Температура кислородно-ацетиленового пламени в самой горячей его части составляет около 3200 °С, а температура водородно-кислородного пламени составляет около 1900°С.
Температура кислородно-ацетиленового пламени в самой горячей его части составляет около 3200 °С, а температура водородно-кислородного пламени составляет около 1900°С.
#9 Атомно-водородная сварка
Атомно-водородная сварка представляет собой высокотемпературную форму, известную как атомно-дуговая сварка. Этот тип сварки требует использования газообразного водорода для защиты двух электродов, изготовленных из вольфрама. Это может достигать температуры выше ацетиленовой горелки и выполняться с присадочным металлом или без него.
#10 Электрошлаковая сварка
Это передовой процесс сварки, который используется для вертикального соединения тонких концов двух металлических деталей. Вместо сварки, используемой снаружи соединения, он будет выполняться между концами двух частей.
Медная электродная проволока пропускается через металлическую направляющую трубку, которая служит присадочным металлом. Когда добавляется мощность, возникает дуга, и сварка начинается ниже шва и медленно продвигается вверх, создавая сварной шов на месте шва.
Читайте также: Какие существуют типы сварных соединений? (Подробно объяснено)
#11 Сварка сопротивлением
Сварка сопротивлением — это процесс соединения металла, при котором давление и ток в течение длительного времени проходят через соединяемый участок металла. Известно, что это эффективный процесс сварки, поскольку он не загрязняет окружающую среду при минимальном потреблении энергии.
Он использует два электрода для точечной сварки, когда кончик электрода при охлаждении нагревается и плавится. Основное преимущество контактной сварки заключается в том, что для формирования соединения не требуется никакого другого материала, что делает процесс очень экономичным.
#12 Термитная сварка
Термитная сварка использует тепло экзотермической реакции для создания сцепления между двумя металлами. Чрезмерное тепло расплавляет металл и воздействует на требуемые поверхности соединения, а жидкий металл при охлаждении затвердевает, образуя прочный сварной шов.
Это простой метод, при котором смешиваются одинаковые и разнородные металлы. Этот процесс сварки не требует источника питания, а только нагревает термит до 1300 °C. Он используется для соединения железных дорог, труб и толстых стальных профилей.
Преимущества процесса сварки
- Хороший сварной шов должен быть прочнее основного или основного металла.
- Более быстрый процесс по сравнению с клепкой и литьем.
- Полные жесткие соединения могут быть обеспечены с помощью процесса сварки.
- Применимо ко всем металлам и сплавам.
- Сложные формы могут быть изготовлены с помощью сварки.
- Сварочное оборудование является портативным и простым в обслуживании.
- В процессе сварки не возникает шума, как при клепке.
- Процесс сварки требует меньше рабочего пространства по сравнению с клепкой.
- Любое пространство стыка может быть легко выполнено.
Недостатки процесса сварки
- Выделяет вредное излучение, дым и безупречный (внезапный выброс искры).
- Сварные соединения более хрупкие, поэтому их усталостная прочность меньше, чем у соединяемых элементов.
- Приводит к деформации и вызывает внутренние напряжения.
- Для правильного удержания металлов требуются специальные приспособления и приспособления.
- Для сварки требуются квалифицированные рабочие и электричество.
- Проверка сварочных работ сложнее и дороже, чем клепальные работы.

Применение сварки
Применение сварки настолько разнообразно и значительно, что не будет преувеличением сказать, что нет металлургической промышленности и отрасли машиностроения, в которых не применялась бы сварка в той или иной форме, а именно автомобильная промышленность, корабли, аэрокосмическая промышленность и строительство. Он в основном используется для производства.
Некоторые из приложений:
- Shipbuilding
- Железнодорожные тренеры
- Автомобильные шасси и бодибилдинг
- Earthmover Bodies
- Окно
- DOORS, Gates .

Заворачивание
Как вы знаете, сварка — это прочный процесс соединения , в котором две металлические детали соединяются вместе, образуя одну деталь, нагревая металлы до температуры их плавления. Некоторые виды сварки выполняются машинами и требуют дорогостоящего специализированного оборудования. Сварка — более быстрый метод, связанный с клепкой и литьем.
Я надеюсь, что мы развеяли все ваши сомнения относительно процесса сварки. Если у вас все еще есть сомнения по поводу « видов сварки », вы можете связаться с нами или задать вопрос в комментариях. Вот и все, спасибо за чтение. Если вам понравилась наша статья, то поделитесь ею с друзьями.
Скачать эту статью в формате PDF
Нажмите здесь, чтобы скачать
Подпишитесь на нашу рассылку, чтобы получать уведомления о наших новых сообщениях.
Введите адрес электронной почты
Вы можете прочитать больше в нашем блоге:
- 26 Основные инструменты и оборудование для сварки [Изображения и PDF]
- 31 Различные типы ключей: как использовать? [Проверить сейчас]
- Типы плоскогубцев и их использование с [Важно для начинающих]
Список пяти важных сварочных процессов и оборудования
Woodward Fab
Сварка — это процесс соединения двух одинаковых или разнородных материалов, в основном металлов или термопластов. Процесс сварки включает применение тепла для расплавления материалов и добавления присадочного материала. Этот процесс повсеместно применяется в производстве металлов как один из наиболее эффективных процессов соединения. В связи с внедрением сварки в широкий спектр применений, за прошедшие годы появилось несколько типов сварочных процессов. На сегодняшний день существует более 30 различных методов сварки. Однако пять из них используются для более масштабных операций в зависимости от требований. Этот пост дает представление об этих пяти основных типах методов сварки.
Большинство производителей используют эти пять популярных методов сварки благодаря очевидным преимуществам, которые они предлагают.
- Дуговая сварка металлическим газом / Металл в среде защитного газа (GMAW/MIG): Дуговая сварка металлическим газом или сварка в среде инертного газа является наиболее популярным из всех методов сварки. В этом методе используется электрод-наполнитель. Этот присадочный металл заполняется между двумя частями, которые должны быть сплавлены вместе. В процессе сварки присадочный материал подается и замыкает точку сварки, образуя дугу из инертного газа. Этот процесс предпочтителен в автомобильной и строительной промышленности. Обычно он используется для сварки таких металлов, как нержавеющая сталь, медь, никель и т. д.
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW): Для этого типа сварки требуется расходуемый электрод из присадочного материала. Этот метод не требует защитного газа, так как электрод покрыт флюсом. Кроме того, загрязнение воздуха не влияет на этот тип сварочного процесса. Это метод электросварки, при котором плавящийся электрод подается к сварному соединению за счет пропускания электрического тока через сам электрод. Этот метод сварки популярен для прочных сварных соединений. Это предпочтительнее, когда требуется тяжелое изготовление.
- Газовая дуговая сварка вольфрамовым электродом/сварка вольфрамовым электродом в среде инертного газа (GTAW/TIA): Этот тип сварки характеризуется неплавящимся типом вольфрамового наполнителя, который подается через сварочный пистолет. Инертный газ также подается через сам сварочный пистолет. Обычно в качестве инертного газа используется аргон. В этом методе сварочная дуга формируется, когда электрически заряженный неплавящийся вольфрамовый присадочный материал вступает в контакт со свариваемым материалом. Этот метод часто считается самым чистым из всех видов сварки. Обычно предпочтительнее для сварки цветных металлов, таких как алюминий, никель, медь и т. д.
- Дуговая сварка порошковой проволокой (FCAW): Это непрерывный процесс подачи. Этот метод похож на MIG, однако в нем используется U-образная электродная проволока с флюсом. Основным преимуществом этого метода сварки является более высокая эффективность электрода. Кроме того, не требуется внешний защитный газ.
- Газовая сварка (GW): Этот метод включает смесь кислорода и ацетилена. Сварочный пистолет вручную заполняется расплавленным основным металлом и присадочным металлом. Этот метод подходит для сварки тонких листов. Однако он может не выдержать сварку при изготовлении тяжелых металлов.
 В этом методе используется электрод-наполнитель. Этот присадочный металл заполняется между двумя частями, которые должны быть сплавлены вместе. В процессе сварки присадочный материал подается и замыкает точку сварки, образуя дугу из инертного газа. Этот процесс предпочтителен в автомобильной и строительной промышленности. Обычно он используется для сварки таких металлов, как нержавеющая сталь, медь, никель и т. д.
В этом методе используется электрод-наполнитель. Этот присадочный металл заполняется между двумя частями, которые должны быть сплавлены вместе. В процессе сварки присадочный материал подается и замыкает точку сварки, образуя дугу из инертного газа. Этот процесс предпочтителен в автомобильной и строительной промышленности. Обычно он используется для сварки таких металлов, как нержавеющая сталь, медь, никель и т. д.
Теперь, когда обсуждаются различные методы сварки, важно отметить, что производители металлов и сварщики различных типов выбирают один из этих методов, учитывая требования к применению. Кроме того, для производителя важно иметь эффективное оборудование для выполнения высококачественной сварки. Вот почему вы должны приобретать сварочное и металлообрабатывающее оборудование у надежных поставщиков услуг, таких как Woodward Fab. Компания является одним из ведущих поставщиков сварочного оборудования в США. Их сварочное оборудование MIG и сварочные аппараты TIG пользуются популярностью на различных предприятиях по производству металлов благодаря преимуществам, которые они предлагают. Компания также предлагает аксессуары, такие как сварочные позиционеры, сварочные столы, машины плазменной резки и сварочные маски.
Обзор сварочных инструментов и оборудования самого высокого качества Ассортимент продукции:
Связанный пост:
- Станок плазменной резки — его работа и использование
- 8 важных советов по повышению безопасности сварки
- Разница между сваркой и изготовлением листового металла
- Распространенные ошибки, которых следует избегать при выборе сварочного аппарата
- Все, что вам нужно знать о сварочных позиционерах
Различные виды сварки в технологии сварки
Одним из важнейших производственных процессов в промышленности является технология сварки. В этом процессе две или более деталей сплавляются с использованием тепла, давления или охлаждения для образования соединения. Сварка может выполняться на различных металлах и неметаллах и имеет важное значение в металлургии и производстве. Изучение технологии сварки в одной из лучших технических школ сварки может дать вам преимущество в вашей карьере. Различные типы сварки имеют место с использованием различных методов в зависимости от типа сплавляемых материалов. Вот краткий обзор распространенных видов сварки, по которым вы можете получить сертификаты сварщиков в лучших технических школах США 9.0013
Этот процесс требует надлежащего обучения по программе сертификации сварщиков. В этом процессе сварки они нагревают металл (ы) заготовки с помощью электрической дуги, которая образуется между расходуемым проволочным электродом и металлом (ами) заготовки, который плавится и в конечном итоге охлаждается, что приводит к их плавлению. Инертный защитный газ подается через сварочную горелку вдоль расходуемого проволочного электрода, чтобы защитить электрическую дугу и предотвратить загрязнение из окружающего воздуха, гарантируя, что никакие окружающие газы не могут загрязнить процесс.
Металлическая сварка в среде инертного газа (МИГ) Сварка в среде инертного газа (MIG) составляет более 50% всех сварных швов с наплавкой металлов в промышленности, и она широко используется. Это современный, усовершенствованный процесс дуговой сварки, который является гибким и подходящим для механизации, а также является очень прибыльным и востребованным навыком в компаниях, занимающихся сваркой, изготовлением и соединением металлов в районе трех штатов. Сертификат сварщика по этой технологии даст вам преимущество как опытному сварщику. От квалифицированного сварщика с инертным газом (MIG) в отрасли требуется высокая степень манипулятивных навыков.
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Единственная разница между сваркой вольфрамовым электродом в среде инертного газа (TIG) и сваркой металлическим инертным газом (MIG) заключается в добавлении присадочного металла в процессе сварки. При сварке вольфрамовым инертным газом (TIG) нагрев металла заготовки электрической дугой, образованной между металлом заготовки и неплавящимся вольфрамовым проволочным электродом, когда присадочный металл используется для добавления в сварочную ванну (где металл заготовки и присадочный металл плавится и со временем охлаждается). Окружает эту область инертным газом, обычно гелием или аргоном, подобно сварке инертным газом (MIG), который защищает ее от окисления и других загрязнений окружающей атмосферой.
Преимущество сварки вольфрамовым электродом в среде защитного газа (TIG) перед сваркой металла в среде защитного газа (MIG) заключается в том, что она подходит для всех отраслей промышленности, но требует высококачественной сварки и широко используется в механизированных режимах. Оператор сварки должен пройти соответствующую подготовку, чтобы уделять особое внимание сварке и сварке. Возможности трудоустройства, которые открываются при изучении технологии сварки в лучших школах сварщиков США, могут обеспечить квалифицированным сварщикам устойчивость и стабильность в их карьере, а также возможности для достижения лучших возможностей в отрасли.
Дуговая сварка защитным металлом (SMAW)
Одним из типичных методов сварки является дуговая сварка защитным металлом. Это процесс ручной дуговой сварки, при котором расходуемый электрод с флюсовым покрытием и поверхность металла заготовки плавятся и сплавляются для создания сварного шва. В этом процессе во время нагрева образуются газ и шлак, что предотвращает загрязнение из окружающей атмосферы и защищает зону сварки. Шлак остывает и затвердевает и должен отколоться, прежде чем металлическая заготовка станет пригодной для следующего процесса.
От навыков сварщика зависит качество сварного шва. Таким образом, квалифицированный техник-сварщик особенно ценен для отрасли, поскольку эта универсальная и простая технология сварки доминирует в секторе ремонта и технического обслуживания в металлообрабатывающей промышленности.
Дуговая сварка порошковой проволокой (FCAW)
Дуговая сварка порошковой проволокой (FCAW) — это полуавтоматический или автоматический процесс сварки, при котором расходуемый электрод имеет флюсовую сердцевину и непрерывно подается. Необходимый процесс для устранения атмосферного загрязнения зависит от материала магнитопровода. Например, в одном типе дуговой сварки с флюсовой проволокой (FCAW) сердцевина содержит флюс и другие материалы, которые выделяют защитный газ в процессе сварки, предотвращая загрязнение путем защиты сварочной дуги. А в различных типах дуговой сварки с флюсовой проволокой для защиты сварочной ванны от окисления подается внешний источник защитного газа.
Дуговая сварка флюсовой проволокой (FCAW) является портативной, высокопроизводительной и обеспечивает высококачественные сварные швы. Таким образом, возможности трудоустройства сертифицированного специалиста по дуговой сварке с флюсовой проволокой (FCAW) из сварочного технологического учебного заведения высоки из-за требований этой технологии в строительной отрасли из-за портативности, простоты и гибкости операций.
Отличные возможности трудоустройства в качестве профессионального сварщика
Существует множество захватывающих и прибыльных вакансий для новичков или профессионалов отрасли с сертификатом сварщика от лучших школ сварки в США, которые помогут им утвердиться в отрасли и предоставят устойчивая занятость. Согласно Syndicate PayScale Data, средняя годовая стартовая зарплата профессионального сварщика колеблется от 54 000 до 71 000 долларов. Он экспоненциально увеличивается с годами опыта, тогда как опытный квалифицированный специалист по сварке может зарабатывать 100 000 долларов в год.
Во многих отраслях, включая производство, строительство, транспорт и энергетику, работают квалифицированные сертифицированные специалисты, что обеспечивает их карьерный рост и мобильность. Кроме того, по мере роста технологических инноваций и разработок всегда присутствует спрос и предпочтение в отношении опытных сварщиков для удовлетворения потребностей и требований отрасли за счет использования технических и творческих навыков обученных и опытных рабочих для получения высококачественных результатов.
Подробнее:
- Что такое сварка?
- Кто изобрел технологию сварки?
- 4 популярных типа процедур сварки, которым обучают в профессиональных школах сварщиков
Возможности трудоустройства и карьера в области торговых навыков | Торговые программы в Филадельфии | Профессиональное училище в Филадельфии | Программа «Техник по сварке»
Сварка в строительстве
27 мая, 20 15:51 · Оставить комментарий · Реддарк
Строительная отрасль отвечает за создание всех видов конструкций различных размеров, уровней сложности и назначения. От простых небольших сооружений, таких как семейные дома, до больших и сложных, таких как мосты, плотины и производственные предприятия. Структурная целостность и долговечность являются наиболее важными факторами в этой отрасли. Вот почему в строительной отрасли используется очень большое количество металлов. Только в Соединенных Штатах ежегодно в строительной отрасли используется более 40 миллионов тонн стали. Большая часть этого количества используется для создания структурных каркасов. Здесь сварка играет незаменимую роль в строительстве.
Технологии сварки широко используются в строительной отрасли, в основном для изготовления конструктивно прочных металлических каркасов путем сплавления различных металлических компонентов. Он также используется для создания и обслуживания неструктурных компонентов. Часть сварки, используемой для строительства, производится заранее в цеху, тогда как другие части сварочного процесса выполняются на месте.
Применение сварки в строительстве
Строительство охватывает множество отраслей, включая транспорт, нефть, и газ , телекоммуникации, энергетика, производство, многие другие. Строительная отрасль очень широка и разнообразна и делится на три основных сектора, которые различаются по типу создаваемых конструкций. Это секторы строительства, инфраструктуры и промышленности.
Применение сварки имеет решающее значение для всех трех секторов.
Строительство зданий
Как следует из названия, сектор строительства зданий включает в себя создание структур, в которых люди могут жить и заниматься своей деятельностью. Этот сектор делится на жилой и нежилой. В строительстве зданий в основном используется сварка при создании структурных каркасов из металлических компонентов. Сварка используется для соединения стальных двутавровых балок, ферм, колонн и нижних колонтитулов, чтобы поддерживать стены, крышу и полы здания. Эти компоненты вырезаются по форме и размеру, поднимаются на место и свариваются вместе.
Конструкционная сварка не так широко используется в небольших зданиях, как в высотных зданиях, где требуются тысячи металлических соединений. Сварка в строительстве также используется для изготовления ненесущих строительных компонентов, таких как брандмауэры, лестницы, поручни и балки перекрытий. Кроме того, сварщики работают с другими профессионалами при настройке различных систем в здании. К ним относятся:
- Электрические системы – создание электропроводки Конструкция для прокладки проводов.
- Сантехнические системы – монтаж водопроводных и канализационных труб.
- Системы вентиляции – установка вентиляционных отверстий и вентиляционных труб.
- Топливные системы – монтаж газопроводов.
Строительство инфраструктуры
Этот сектор отвечает за создание инфраструктуры, такой как мосты, плотины, железные дороги, стадионы, системы водоснабжения, автомагистрали и системы управления сточными водами. Применение сварки в строительстве инфраструктуры в основном носит структурный характер. Это связано с тем, что большинство конструкций, созданных в этом секторе, являются мегаструктурами, которые полностью зависят от структурных надежных металлических каркасов, созданных с помощью сварки. Определенная инфраструктура, такая как мосты, может быть сделана почти полностью из металла. Другие, такие как плотины и водные системы, требуют много сварки труб.
Промышленное строительство
Промышленное строительство охватывает все конструкции, которые используются в промышленности. Структуры, созданные этим сектором, вряд ли стоят отдельно друг от друга, а обычно являются частью большой системы из многочисленных компонентов и структур, которые работают вместе для определенных целей. К таким системам относятся производственные предприятия, нефтеперерабатывающие заводы, мельницы, электростанции и многое другое. Промышленное строительство считается самым разнообразным сектором в этой области, поскольку оно охватывает множество отраслей. Применение сварки в этом секторе столь же разнообразно, как и сам сектор. 9Сварочные аппараты TIG 0003 используются для изготовления и обслуживания несущих конструкций, трубопроводов, промышленного оборудования и опорных конструкций для крупных компонентов.
Технологии сварки, применяемые в строительной отрасли
В строительной отрасли существует широкий спектр потребностей в сварке. Большинство существующих сварочных технологий имеют то или иное применение в промышленности. Вот некоторые из них и способы их применения:
- SMAW: Также известная как дуговая сварка, дуговая сварка под флюсом (SMAW) в основном используется для сварки стальных конструкций.
- FCAW: Дуговая сварка порошковой проволокой считается более удобной, чем дуговая сварка под флюсом. Эта технология широко используется в производстве с использованием конструкционной стали, а также при ремонте тяжелого оборудования .
- GTAW: Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), также известная как сварка TIG, имеет решающее значение для совместимости с различными металлами, включая нержавеющую сталь, алюминий, бронзу и медь.
- GMAW: Дуговая сварка металлическим газом (GMAW), широко известная как сварка MIG, используется как для конструкционных, так и для неконструкционных целей.
Специальные сварочные системы, используемые в строительной отрасли, включают в себя машины для сварки шпилек, такие как ProWeld Arc, и машины для сварки труб, такие как система сварки PipeWorx.
Преимущества сварки в строительной отрасли
ДолговечностьВажность структурной целостности и долговечности в строительстве трудно переоценить, поскольку разрушение конструкции может привести к катастрофическим потерям людей и ресурсов. Созданные конструкции весят тысячи тонн и, как ожидается, прослужат сотни лет. Благодаря высокой прочности и долговечности сварных соединений участники строительства могут быть уверены, что с точки зрения конструкции не о чем беспокоиться.
Эффективность Производительность имеет решающее значение для экономии затрат, ресурсов и времени в любом строительном проекте. Производительность проекта зависит от эффективности задействованных процессов. С точки зрения повышения эффективности строительства сварка находится на переднем крае. Хотя сварка сама по себе является высокоэффективным процессом при использовании подходящего оборудования, в этот процесс были включены несколько других технологий, чтобы сделать его еще более эффективным. Вот некоторые из технологий, используемых в сварке, которые особенно полезны для строительной отрасли:
Эта технология экономит строителям тысячи долларов и повышает скорость и производительность, устраняя необходимость перемещения сварщика к источнику питания и от него для выполнения необходимых регулировок во время сварки. Это особенно полезно при сварке на большой высоте, когда фактическая сварка может происходить на высоте 100 метров над землей, где расположен источник питания. Некоторые из решений, входящих в состав ArcReach, включают компенсацию длины кабеля (CLC™), которая автоматически регулирует подаваемое напряжение в зависимости от длины кабеля, чтобы гарантировать постоянную подачу установленного напряжения; и «Настройка во время сварки» (AWW™), которая позволяет оператору удаленно регулировать параметры сварки прямо с рабочего места.
Оборудование для автоматизации сварки
Типы оборудования для автоматизации, повышающие эффективность и точность, включают автоматические устройства подачи проволоки, сварочные манипуляторы, поворотные ролики и сварочные позиционеры, которые используются для удерживания и вращения трубы или другого сварного изделия.
Многопроцессорные сварочные аппараты TIG
Для некоторых сварочных проектов требуется более одной технологии сварки в одном месте. Переключение снаряжения достаточно напряжно, чтобы не представить себе, что вы делаете это на высоте, где вам нужно будет неоднократно подниматься и спускаться. Многопроцессорные сварочные аппараты устраняют эту проблему, объединяя различные технологии сварки в одном компактном устройстве. Помимо всего этого, еще одним фактором, повышающим производительность, является портативность сварочного оборудования. Это ценится, когда работа должна выполняться на пересеченной местности, на высоте или в относительно небольших помещениях.
Гибкость
Строительная отрасль предъявляет широкий спектр требований к производству. Одной из многочисленных причин, почему сварка незаменима в строительстве, является ее гибкость. Для любого размера, рабочей среды или материала найдется подходящий метод сварки. Например, трубы диаметром 5 см можно сваривать так же хорошо, как балки и колонны длиной 50 м. Кроме того, различные марки металлов, используемые в строительстве, совместимы с той или иной технологией сварки.
Экономичность
По сравнению со многими другими производственными процессами, сварка относительно рентабельна . Чтобы сэкономить еще больше, подрядчики и другие заинтересованные лица в отрасли могут просто арендовать высококачественное оборудование для сварки TIG, сэкономив тысячи долларов на капитальных затратах. Если вы планируете долгосрочное непрерывное использование, возможно, стоит рассмотреть возможность аренды сварочного оборудования. Поговорите с одним из наших продавцов, чтобы узнать больше о наших лизинговых программах и национальных счетах.
Сварка для начинающих: Полное руководство
Сварщики несут ответственность за ремонт конструкций в любых сложных условиях, будь то под водой или в открытом космосе.
Независимо от того, являетесь ли вы сварщиком-любителем или заинтересованы в карьере сварщика, вы можете начать работу с этого исчерпывающего руководства по сварке.
Что такое сварка?
Сварка представляет собой простой процесс соединения двух кусков металла с расплавленным материалом. Как бы просто это ни звучало, это влечет за собой использование различных методов сварки.
Наиболее распространенным классом сварки является дуговая сварка. Дуговая сварка является самой простой формой сварки, и с нее должны начинать все новички.
Поскольку дуговая сварка является категорией, она охватывает ряд методов сварки, таких как сварка электродом, сварка металлом в среде инертного газа и сварка вольфрамовым электродом в среде инертного газа. Эти способы сварки удобны и широко используются в промышленности.
Вот подробное описание этих методов сварки.
Сварка электродом
Сварка электродом также называется дуговой сваркой защищенным металлом или SMAW. Это один из старейших и широко используемых методов сварки из-за его простоты. В отличие от сварки TIG и MIG, при которой используются газовые баллоны, на нее не влияет ветер. Это делает его популярным выбором для сварки на открытом воздухе.
Основы сварки электродом
Сварщики выполняют электродуговую сварку, создавая электрическую дугу между заготовкой и металлическим электродом. Электрический ток, проходящий через электрод, расплавляет его, так что на заготовке образуется сварочная ванна. Электрод имеет плавящееся флюсовое покрытие, защищающее сварочную ванну от коррозии и загрязнения из окружающей среды. Это похоже на то, как защитный газ защищает сварной шов при сварке TIG и MIG.
Флюс плавится, образуя слой шлака поверх сварного шва. Этот защитный слой следует снять после остывания сварного шва.
Преимущества сварки электродом
Ниже приведены основные преимущества сварки электродом.
- Этот метод сварки является портативным. Сварку стержнем можно выполнять на относительно толстых металлических участках. Оборудование не особенно тяжелое; следовательно, его можно легко транспортировать в разные места. Нет необходимости в механизме подачи проволоки или любом другом дополнительном оборудовании, таком как газовый баллон.
- Сварка электродом является одним из наиболее подходящих вариантов для сварки на открытом воздухе. Сварка газом невозможна на открытом воздухе, особенно при сильном ветре.
- Несмотря на то, что научиться этому легче, чем сварке TIG, освоение сварки электродами требует определенного уровня практики.
- Сварку электродом можно выполнять, даже если поверхность не идеально чистая. Это можно сделать на металлических поверхностях, имеющих ржавчину или прокатную окалину.
Недостатки
- Сварка электродом
- требует более высокого уровня навыков по сравнению со сваркой MIG , поскольку электрод должен находиться на определенном расстоянии от заготовки во время ее плавления.
- При сварке электродом образуется много шлака и брызг, что может затруднить процесс.
- Возможно снижение эффективности из-за необходимости очистки от шлака.
- Сварной шов не такой надежный и качественный, как сварка TIG.
Оборудование для обеспечения безопасности
Перед началом сварки помните, что самое главное — это ваша личная безопасность. Этому следует отдать более высокий приоритет, чем чему-либо другому.
Для любого сварочного оборудования, которое вы развернули, вы всегда должны обращаться к руководству пользователя перед его использованием. Полностью соблюдайте инструкции по технике безопасности, предоставленные производителем оборудования.
Вы должны иметь под рукой подходящее защитное оборудование для защиты от ультрафиолетовых лучей, тепла и искр, образующихся при дуговом разряде. Обязательно защитите свое тело одеждой с длинными рукавами из огнестойкого материала. Наденьте защитные очки и шлем для защиты глаз и головы.
При сварке электродов флюс выделяет тяжелые пары. Следовательно, в любом месте, где вы выполняете сварочные работы, должна быть обеспечена достаточная вентиляция. Если вы выполняете сварку на открытом воздухе, вам не нужно слишком беспокоиться о вентиляции.
Но в закрытых помещениях надлежащая вентиляция является важной мерой безопасности. Вы должны развернуть вытяжку, чтобы она вытягивала пары из окружающей среды.
Сварочное оборудование
Если вы новичок, вы можете использовать универсальный сварочный аппарат. Это позволит вам попрактиковаться в различных методах сварки, таких как дуговая сварка, TIG и MIG. Вы также можете купить специальный сварочный аппарат, который будет намного экономичнее.
Зажим заземления
Заземляющий зажим также доступен со сварочным аппаратом. Вы должны подключить зажим заземления к сварочному аппарату и зажать его на свариваемом металлическом участке.
Удаление шлака
Сварка электродом покроет заготовку шлаком, который необходимо удалить, когда свариваемая часть достаточно остынет. Вы можете отколоть затвердевший шлак с помощью шлаковой крошки и молотка.
Для получения более качественной поверхности можно очистить сварную часть, где был снят шлак, проволочной щеткой.
Выбор правильного электрода
На рынке представлено множество сварочных электродов. Вы должны выбрать наиболее подходящий электрод в соответствии с потребностями вашего проекта. Некоторые из наиболее часто используемых сварочных электродов включают 7018, 7024, 7014, 6013, 6012, 6011 и 6010.
Если вы свариваете мягкую сталь, вы можете использовать любой стержневой электрод E70 или E60. Модель 6013 — прекрасный вариант для начинающих, хотя модель 7018 чрезвычайно популярна из-за прочности при сварке.
Чтобы понять, какой сварочный электрод вам нужен, вы должны знать, что означают 4 цифры.
Первые 2 цифры указывают наименьшую прочность на растяжение. Например, электрод, который начинается с цифры 60, означает, что его прочность на растяжение составляет 60 000 фунтов на квадратный дюйм. Это число должно соответствовать прочностным характеристикам основного материала.
Цифра 3 rd указывает положения, в которых можно использовать сварочный электрод. Номер один означает, что электрод можно использовать в любом положении. Цифра 2 означает, что электрод следует использовать только в горизонтальном положении.
Цифра 4 th указывает ток, который можно использовать для электрода, а также покрытие электрода. Вот расшифровка цифр. За цифрами следует тип покрытия. В скобках указан вид сварочного тока.
0 – целлюлоза натрия (дцеп)
1 – целлюлоза калия (дцен, дцеп, ац)
2 – двуокись титана натрия (дцен, ац)
3 – двуокись титана калия (дцен, ац)
4 – порошок железа титания (dcen, dcep, ac)
5 – натрий низководородный (dcep)
6 – калий маловодородный (dcep, ac)
7 – порошок железа оксид железа (dcep, ac)
8 – порошок железа низководородный (dcen, dcep, ac)
Установка для сварки электродом
Установка аппарата для сварки электродом – довольно простая задача, так как само оборудование довольно простое по сравнению с другими типами сварочных аппаратов. Имейте в виду, что на настройки полярности влияет тип электрода, который вы используете для проекта. Всегда дважды проверяйте, задействованы ли DC+/DC-/AC.
Для практики вы можете начать с 6013 электродов, используя дцен на стальной пластине толщиной около 3/16 дюйма.
Нанесение первого сварного шва
После того, как вы настроили сварочный аппарат в соответствии с руководством пользователя, пора начинать сварку. Дважды проверьте, чтобы убедиться, что все настройки верны. Как только это будет сделано, вы можете разместить несколько кусков металлолома толщиной 3/16 дюйма, чтобы создать стыковой сварной шов.
Поскольку сварка стержнем требует определенных навыков, настоятельно рекомендуется сначала попрактиковаться на стальном ломе, а затем перейти к сварочным работам. Продолжайте практиковаться, пока не освоитесь и не почувствуете уверенность в сварке электродом.
Поджигание электрода для создания дуги часто является самой сложной частью процесса. Вы можете освоить этот шаг с большим количеством практики. В остальном процесс сварки достаточно прост.
Сварка МИГ
Сварка МИГ также известна как дуговая сварка металлическим газом или GMAW. Сам МиГ расшифровывается как металлический инертный газ.
Сварка MIG очень популярна, потому что это самая простая процедура сварки для начинающих. Он хорошо подходит для сварки автозапчастей и ремонта дома. Сварка MIG часто используется для соединения низколегированных сталей.
При сварке MIG дуга создается между проволочным электродом и металлической заготовкой. Это постепенно расплавляет проволочный электрод, который используется для создания сварного соединения.
Вы можете легко и точно подавать проволочный электрод с помощью электродного пистолета, который соединен со сварочным аппаратом MIG. Кроме того, горелка MIG подает контролируемое количество защитного газа для защиты сварочной ванны от загрязнения.
Преимущества сварки MIG
Производительность
Одним из самых больших преимуществ сварки MIG, помимо простоты использования, является высокая производительность и низкие затраты на очистку. Вы экономите много времени, так как вам не нужно заменять электроды или удалять шлак. Таким образом, сварка MIG имеет значительно более высокую производительность, чем сварка электродом.
Низкая стоимость
Вы можете приобрести надежный сварочный аппарат MIG менее чем за 500 долларов. Хорошим выбором является сварочный аппарат Hobart 500559 MIG. Затем вы должны потратить небольшую сумму на газ и проволочный электрод, чтобы начать сварку MIG. Благодаря упомянутой выше повышенной производительности затраты на сварку будут дополнительно снижены. Это идеально подходит для малого бизнеса.
Простота в освоении и установке
Любой человек может сразу научиться сварке с помощью этой техники. В результате сварка MIG является лучшим выбором для любителей и домашних сварщиков. Вы можете настроить сварочный аппарат MIG за несколько минут и приступить к работе.
Высокое качество
В методе сварки MIG используется защитный газ для защиты сварочной ванны от загрязнения окружающей средой. Конечным результатом является надежный и чистый сварной шов. Вам не нужно откалывать затвердевший шлак. Сварка также очень точная, так как вы можете использовать обе руки для управления сварочной горелкой MIG. Вы также можете изменить скорость подачи, регулируя напряжение, что делает этот процесс очень универсальным и гибким.
Проволока для сварки MIG
Проволока для сварки MIG должна правильно вставляться в сварочный аппарат, чтобы аппарат мог подавать ее через сварочный пистолет в соединение.
Размеры проволоки
Ваш сварочный аппарат может иметь рулон порошковой проволоки. Для сварки MIG вам понадобится более толстая проволока для соединения более толстых металлических секций.
Для наилучшего качества сварки следует использовать самую тонкую проволоку. Вот несколько рекомендаций по выбору сварочной проволоки.
Проволока диаметром 0,23 дюйма подходит только для небольших сварочных аппаратов MIG и сварки тонких металлических листов калибром от 16 до 24 калибра.
0,3-дюймовая проволока — сварочные аппараты MIG часто поставляются с проволокой такой толщины. Эта проволока подходит для сварки листов толщиной до 1/8 дюйма.
Проволока 0,35 дюйма — эта проволока является хорошим выбором для начинающих. Он подходит для сварки металлических профилей толщиной до ¼ дюйма.
0,45-дюймовая проволока — это часто лучший выбор для промышленной сварки, поскольку проволоки такой толщины достаточно для металлических профилей толщиной более ¼ дюйма.
Сварочный газ
MIG требует наличия защитного газа для защиты расплавленного сварного шва от коррозии, пока он горячий. Вот краткое руководство о важных характеристиках защитных газов и о том, как их выбирать для своих проектов.
Пористость
Пористость просто относится к отверстиям, которые образуются в сварном шве. Вы хотели бы избежать этого дефекта, так как отверстия ослабляют сварной шов, делая его ненадежным.
Довольно часто именно газы в атмосфере приводят к пористости. Поэтому защитный газ используется для защиты сварного шва от неблагоприятного воздействия атмосферы. Если защитный газ не используется, то сварной шов будет реагировать с азотом и кислородом из атмосферы, что сделает его пористым.
Если вы используете сварочную проволоку с флюсовой сердцевиной, вам не о чем беспокоиться, так как сердцевина выделяет защитные газы, защищающие сварочную ванну.
Лучше всего обеспечить оптимальный поток защитного газа из баллона, чтобы обеспечить прочный и надежный сварной шов без пористости. Выпуск слишком большого количества газа не является хорошей идеей, так как это может снизить температуру расплавленного сварного шва. Вы должны найти баланс между достаточным потоком газа и высокой температурой.
Хороший способ обеспечить это — держать руку на расстоянии 3 дюймов от наконечника сопла. Увеличьте подачу газа. Идеальный поток газа – это когда вы только начинаете ощущать поток газа на руке.
Типы защитных газов
Ниже приведены наиболее часто используемые смеси защитных газов.
Чистый аргон
Не используйте чистый аргон для сварки стали. Этот газ подходит для цветных металлов, например, алюминия. Аргон характеризуется низким значением теплопроводности. Это приведет к более узкой бусине. Хотя вы обнаружите хорошее проплавление в середине сварного шва, его может быть недостаточно в других областях сварного шва. Следовательно, он не эффективен для стали.
Углекислый газ
Углекислый газ является прекрасным выбором, поскольку он намного дешевле аргона. Таким образом, сварщики MIG предпочитают его.
Однако у двуокиси углерода есть одна серьезная проблема. Образующаяся дуга может быть довольно широкой и менее стабильной. Это приведет к большому количеству брызг.
Смесь аргона
Соответствующая смесь двуокиси углерода и аргона позволяет получить сварной шов высочайшего качества. Свойства дуги находятся где-то между чистым углекислым газом и чистым аргоном. Дуга имеет правильную ширину, хорошее проплавление и минимальное разбрызгивание.
Методы сварки MIG
Ниже приведены наиболее распространенные движения, используемые для сварки MIG.
Переднее/проталкивание
Проталкивание сварного шва в переднем положении является наиболее распространенным методом сварки MIG. Чтобы достичь оптимального положения для сварки MIG, вы должны расположить сварочную горелку под углом 10 градусов. Электрод должен быть обращен в том направлении, в котором вы собираетесь сваривать. Вы можете дополнительно уменьшить угол, чтобы изменить форму сварного шва.
После того, как сварочная горелка окажется в правильном положении, нажмите на спусковой крючок и медленно перемещайте горелку MIG. Сдвиньте сопло вперед в направлении сварки.
Наотмашь/Вытягивание
В этом положении вы перемещаете сварочный пистолет к себе, используя положение наотмашь. Используйте тот же угол, который описан выше. Этот метод обеспечивает более высокое проникновение, чем когда вы проталкиваете электрод.
Сварка ВИГ
ВИГ сварка вольфрамовым электродом в среде инертного газа. В этом процессе сварки вы будете использовать вольфрамовый электрод для создания дуги, которая нагревает металл до точки плавления. Защитный газ направляется в сварочную ванну, чтобы защитить ее от атмосферы. Сварка TIG известна тем, что обеспечивает высочайшее качество сварных швов.
Поскольку сварка ВИГ требует, чтобы оператор держал горелку ВИГ в одной руке, а присадочный материал подавал другой рукой, это наиболее сложный для освоения процесс сварки, поскольку требуется высокая ловкость рук и одновременное использование обеих рук.
Сварка TIG выполняется с помощью вольфрамовых электродов, которые являются неплавящимися и очень стабильными. Может потребоваться наполнительный материал, который подается вручную. Защитный газ защищает как сварочную ванну, так и электрод от коррозии. Сварка TIG обеспечивает точные сварные швы и может использоваться для самого широкого спектра металлов.
TIG — очень универсальный метод сварки, поскольку он подходит для широкого спектра металлов, таких как нержавеющая сталь, сталь, никелевые сплавы, алюминий, хромомолибден, медь, магний, бронза, латунь и золото.
Поскольку он не зависит от флюсового материала, отсутствует опасность коррозии из-за захвата флюса. Шлак не образуется. Это исключает послесварочную очистку. Кроме того, в этом процессе не образуются искры или опасные пары, что делает его более безопасной альтернативой сварке MIG и дуговой сварке.
Поскольку при сварке ВИГ получаются чистые и высококачественные сварные швы, она больше всего подходит для применений, где важен внешний вид. Разбрызгивания не происходит, так как требуется относительно небольшое количество наполнителя.
Благодаря желаемым термическим свойствам вольфрама можно поддерживать дугу, температура которой может достигать 11 000 градусов по Фаренгейту. Отличная теплопроводность и высокая температура плавления предотвращают плавление вольфрама. Вольфрам также имеет гораздо более высокую прочность на растяжение по сравнению со сталью.
Техника сварки ВИГ
Сварка ВИГ осуществляется в 2-х режимах: автоматическом и полуавтоматическом. В полуавтоматическом режиме оператор сварки настраивает расход газа и параметры тока. Затем оператор управляет присадочным стержнем и вольфрамовым электродом.
В автоматическом режиме оператор настраивает расход газа, длину дуги, положение присадочного стержня и скорость перемещения. Затем они наблюдают за ходом операции и вмешиваются только в случае необходимости.
Сварка TIG может выполняться как с источниками переменного, так и постоянного тока с током в диапазоне от 15 до 350 ампер.
Как выполнять сварку ВИГ
Для выполнения сварки ВИГ оператор должен сначала включить подачу газа из баллона. Этот поток газа можно регулировать с помощью клапана, расположенного на горелке TIG. Горелку следует держать над зоной сварки, не касаясь ее. Оператор должен нажать на педаль, чтобы между вольфрамовым электродом и заготовкой возникла дуга. Это расплавляет присадочный материал, который затем создает сварочную ванну на заготовке. Сварное соединение образуется, когда сварочная ванна затвердевает после охлаждения.
Однако, несмотря на все преимущества и высокое качество сварных швов, сварка ВИГ является гораздо более медленным процессом, чем сварка электродом и сварка МИГ. Поэтому он используется там, где высокое качество сварных швов имеет первостепенное значение, несмотря на низкую скорость этого процесса.
Оборудование для сварки TIG
Оборудование для сварки TIG часто дороже, чем сварка электродом и сварка MIG. Вы можете приобрести Everlast PowerTIG менее чем за 1000 долларов.
Резак
Доступны горелки различных размеров с разной мощностью тока. В корпусе горелки находятся электрод и газовые сопла.
Система водяного охлаждения
Сильные токи могут привести к повышению температуры. Система водяного охлаждения предотвращает перегрев горелки. Эта система охлаждения намного эффективнее воздушного охлаждения, но требует дополнительного обслуживания.
Подавление постоянного тока
Образование оксидов на поверхности является причиной для беспокойства при сварке TIG магниевых и алюминиевых сплавов. При сварке алюминия дуга возникает между разнородными металлами (вольфрамом и алюминием), что означает, что переменный ток может быть преобразован в постоянный. Подавитель постоянного тока предотвращает это нежелательное преобразование.
Вольфрамовый электрод
Вольфрам имеет очень высокую температуру плавления, около 3000 градусов Цельсия, что делает его очень подходящим для электродов TIG. Он также обладает большой электропроводностью и теплопроводностью. Для увеличения срока службы электрода и повышения стабильности дуги от 1 до 2 процентов циркония и тория смешивают с вольфрамом. На диаметр электрода также влияет полярность тока.
Газовые сопла
Эти сопла изготовлены из термостойкого керамического материала, устойчивого к высоким температурам сварки. Доступны различные формы сопла для всех видов сварочных работ.
Газовая линза
Эта функция минимизирует турбулентность газового потока. Турбулентный поток газа может не дать наилучших результатов. Следовательно, газовая линза используется для плавного потока газа, который защищает сварочную ванну.
Запуск с нуля по сравнению с высокочастотным запуском
Функция «запуск с высокой частоты» доступна на более продвинутых аппаратах для сварки TIG. Благодаря этой функции нет необходимости ударять по электроду заготовкой, чтобы создать дугу. Высокочастотный пуск позволяет создать сварочную дугу, даже когда электрод находится на расстоянии одного дюйма от заготовки. Это значительно упрощает сварку, потому что удар электродом для создания дуги довольно сложен.
После возникновения дуги ток и напряжение возвращаются к нормальным рабочим параметрам. Эта автоматическая регулировка напряжения и тока предотвращает перегорание вольфрамового электрода.
Советы по сварке вольфрамовым электродом в среде инертного газа
Сварщики-новички должны начать с практики на металлоломе, так как при сварке вольфрамовым электродом в инертном газе существует множество функций, таких как подача присадочного металла, правильное удерживание горелки и управление педалью.
Фонарик следует держать под углом около 75 градусов. Убедитесь, что вы поддерживаете расстояние от ¼ дюйма до 1/8 дюйма между электродом и заготовкой.
Теперь, когда вы знакомы со сваркой, почему бы не начать эту захватывающую и полезную карьеру? Это хорошо оплачиваемая техническая профессия, не требующая высшего образования. Кроме того, перспективы радужны, поскольку спрос на сварщиков в будущем будет расти.
Подробное руководство по различным типам сварочных процессов
Сварка — это серьезная работа, требующая огромного мастерства, обширных знаний, практики и, самое главное, обязательности. Если вы только начинаете, огромное количество информации о сварке может оказаться для вас ошеломляющим.
Когда я впервые начал заниматься сваркой 15 лет назад, номенклатура сварки сбила меня с толку. Но я не сдался.
Вы тоже не должны. Для всех энтузиастов сварки, читающих это, я попытаюсь упростить для вас различные виды сварки. Моя цель — помочь вам понять плюсы и минусы каждого типа методов сварки и их индивидуальное применение в различных отраслях.
Будем надеяться, что к концу этой статьи вы определите правильный тип сварочного процесса для выбранного вами материала.
Давайте к делу, хорошо?
9 Различные типы сварочных процессов
1. MIG или дуговая сварка металлическим электродом в среде инертного газа/газа (GMAW)
Ветераны отрасли нежно называют этот процесс сварки самым удобным для новичков всех времен. Они правы. Если вы новичок в этом мире, это самый простой тип техники сварки. Легко, потому что требуется минимальная очистка и очень мало оборудования для производства чистых, визуально приятных бусинок.
MIG означает металлический инертный газ. Этот процесс также известен как дуговая сварка металлическим газом (GMAW). В этом ручном процессе мы сплавляем две металлические детали, непрерывно пропуская присадочный материал через сварочную палочку.
Присадочным материалом для этой цели является расходуемый проволочный электрод. Для этого вам также понадобится защитный газ, чтобы защитить дугу от внешних факторов, например ветра, пыли и дождя.
Сварка MIG обычно используется при ремонте автомобилей, а также в строительной и сантехнической промышленности. С другой стороны, сварка MIG считается конструктивно более слабой и, следовательно, менее долговечной, чем более совершенная сварка TIG, сварка с флюсовой проволокой и плазменно-дуговая сварка. Кроме того, вы не можете сваривать более толстые материалы, используя эту технику.
2. Дуговая сварка электродуговой или электродуговой сваркой в среде защитного газа
Это архаичный метод сварки, но все еще довольно популярный среди специалистов. Он часто используется в ремонтных работах, сантехнике, производстве стали, производстве и строительстве для плавления более прочных металлов. Любители и новички могут отточить свои навыки с помощью этого метода, так как для этого требуется всего пара недорогих инструментов.
Не требует внешней подачи защитного газа. Поэтому работать над этим процессом можно на открытом воздухе в ветреную погоду. Эта старая, но золотая техника ручной сварки подходит и для ржавых, грязных, окрашенных металлов.
Для этого метода требуется стержень или расходуемый электрод. В сердцевине этого электрода находится твердый металлический стержень, покрытый флюсом. Электрический ток образует дугу, которая соединяет основание «палки» со свариваемым металлом.
При интенсивной температуре 6500°F электрод вплавляется в сварочную ванну и обеспечивает присадочный материал для соединения.
Флюс создает газовое облако во время процесса для защиты расплавленного металла от окисления. Хотя этот метод не обеспечивает чистых сварных швов, его можно использовать для различных типов металлов. Когда газ остывает и оседает на металле, образуется шлак.
Несмотря на то, что электродная сварка более надежна, чем самая простая сварка MIG, она также имеет недостатки, такие как неглубокое проплавление, растрескивание и чувствительность к экстремальным погодным условиям.
3. Дуговая сварка с флюсовой проволокой (FCAW)
Сварка с флюсовой проволокой мало чем отличается от сварки MIG. Он недорогой, простой в применении, универсальный, создает аккуратные сварные швы с очень небольшим количеством отходов и небольшим количеством шлака. В отличие от MIG, который работает только с тонкими материалами, FCAW — это высокотемпературный метод, который подходит только для более толстых и тяжелых металлов.
Также не требует внешнего источника газа. Это дает сварщику возможность работать на открытом воздухе в ветреную погоду.
Как и MIG, этот процесс также требует непрерывной подачи проволоки через горелку и постоянного напряжения питания для создания дуги. Вместо сплошной проволоки необходимо использовать порошковую проволоку, защищающую дугу от загрязнения.
Высокая эффективность электрода приводит к уменьшению количества мусора, необходимого для очистки, что позволяет получать качественные сварные швы с минимальными усилиями. Вам не понадобится внешнее газоснабжение, что упрощает сокращение расходов. Из-за простоты, эффективности, низкой стоимости и прочности сварных швов этот метод широко используется для ремонта тяжелой техники, ремонта автомобилей, сантехники, строительства и морской промышленности.
С другой стороны, вы не можете применять сварку порошковой проволокой на более тонких металлах, таких как алюминий. Кроме того, в процессе образуется много сварочного дыма.
4. Дуговая сварка под флюсом (SAW)
Это еще один процесс сварки с использованием плавящегося электрода, обеспечивающий глубокое проплавление и получение прочных сварных швов с минимальной подготовительной работой. Этот метод касается исключительно сплавов на основе никеля и черных сталей.
При сварке SA весь процесс происходит под слоем гранулированного плавкого флюса. Интенсивный нагрев делает флюс проводящим, который образует путь между электродом и основным материалом.
Флюсовое покрытие сводит к минимуму выбросы, пары и брызги, а также защищает расплавленный металл от УФ-излучения. Это единственная причина, по которой SAW является одним из самых безопасных и эффективных методов сварки на сегодняшний день. Единственным истинным ограничением является то, что он не работает ни с каким металлом, кроме черной стали и никелевых сплавов.
5. Дуговая сварка ВИГ/дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
В этом методе используется неплавящийся вольфрамовый электрод и инертный защитный газ (в основном аргон) для получения чистых, аккуратных, высококачественных сварных швов, которые легко выдерживают годы тяжелые злоупотребления.
Это популярный метод соединения толстых стальных листов, алюминия, никеля, магния и меди в различных крупных отраслях промышленности, включая производство военной техники, судостроение и автомобилестроение.
Для этого метода сварщику необходимо нагреть вольфрам с помощью тока. Когда электрод становится проводящим, он образует дугу, которая расплавляет металлическую проволоку, образуя сварочную ванну.
Между тем постоянный поток газа защищает сварочную ванну от загрязнения. Для сварки TIG вам понадобятся обе руки: одна для подачи проволоки, а другая для удержания горелки TIG.
Это очень точный метод, требующий безупречных навыков, сосредоточенности и практики. Это в основном потому, что между дугой и основным металлом есть очень небольшая область, с которой вы можете работать.
При правильном выполнении можно получить прочные и эстетически безупречные сварные швы с незначительным количеством отходов, требующих очистки. Он в основном используется опытными сварщиками и инженерами, которым требуется высокий уровень точности и контроля над зоной сварки.
6. Плазменная дуговая сварка (PAW)
Как и TIG, PAW также позволяет сварщику лучше контролировать дугу и точность сварки. Для этого метода вам понадобится усовершенствованная горелка с нерасходуемым электродом и медным соплом с небольшим наконечником.
Через это сопло проходит электрический ток, который сжимает защитный газ внутри горелки, создавая плазму. Затем плазменный газ нагревается до высокой температуры и ионизируется, что делает его электропроводным.
Вы будете использовать эту ионизированную плазму, чтобы направить электрическую дугу к основной металлической пластине через очень узкое отверстие. Это позволяет горелке производить чрезвычайно высокую концентрацию тепла на очень небольшой площади, что обеспечивает глубокое проникновение и исключительную точность.
Таким образом, этот процесс является основным в авиационной промышленности, где мы имеем дело с металлами толщиной 0,015 дюйма. Единственным недостатком является то, что подготовка и необходимое оборудование довольно дороги. Поскольку это один из самых сложных методов сварки, его могут выполнять только квалифицированные специалисты.
7. Электрошлаковая сварка (ESW)
Это автоматизированный метод сварки, который часто используется в производстве стали и других крупных отраслях промышленности. Метод ЭШС может применяться для сварки вертикально расположенных металлов толщиной 25-300 мм на одном прессе.
В начале сварочный аппарат инициирует дугу, пропуская электрический ток между плавящимся электродом и пластиной из основного металла. При этом образуется зазор, который заполняется порошком сварочного флюса. Высокое тепло, выделяемое дугой, расплавляет этот флюс и образует расплавленный шлак в сварочной ванне.
Сопротивление шлака вызывает сильное тепло, которое постепенно плавится и соединяет электрод и части основного металла. Во время процесса добавляется медный башмак водяного цвета, который удерживает расплавленный шлак на месте.
В то время как высокая скорость наплавки и способность сплавлять очень толстые металлы остаются главными преимуществами ESW, прочность сварного шва остается под вопросом. Причем этот метод применим только к вертикально расположенным материалам.
Электрогазовая сварка (ЭГС) очень похожа на эту, но с одним существенным отличием. В электрошлаке шлак гасит дугу, а не в газовом методе. EGW обычно используется в резервуарах для хранения и морской промышленности.
8. Сварка атомным водородом (AHW)
Этот точный метод является наиболее эффективным способом плавления вольфрама, металла, обладающего высокой термостойкостью. Сварка AHW позволяет производить прочные и чистые сварные швы, не повреждая этот драгоценный металл.
В этом процессе два расходуемых вольфрамовых электрода помещаются в камеру, защищенную газообразным водородом. Водород производит огромное количество тепла, которое образует дугу.
Затем дуга распадается и рекомбинирует молекулы водорода, что приводит к колоссальному количеству тепла (до 3000 градусов по Цельсию). Это огромное количество тепла плавит вольфрам и создает чистые и прочные сварные швы.
Хотя он, безусловно, обеспечивает прочные сварные швы, типы материалов, с которыми он будет работать, очень ограничены. Неудивительно, что она постепенно вытесняется более совершенной и универсальной дуговой сваркой металлическим газом.
9. Электронно-лучевая сварка (ЭЛС)
Это полностью автоматизированный сварочный процесс, выполняемый машиной. Он направляет высокоскоростной пучок электронов на свариваемые детали. Этот метод преобразует энергию электронов в кинетическую энергию, которая плавит и сплавляет металлические части. Весь процесс происходит в полном вакууме.
ЭЛС эффективна для сплавления двух металлов с разными температурами плавления и теплопроводностью. Эта сложная форма сварки широко используется в производстве авиационных двигателей и полностью автоматизированных автомобильных деталей.
Заключение
Итак, это были 9 основных видов сварочных процессов для сварщиков всех уровней квалификации. Существует около 22-23 других видов сварки, основанных на основных принципах этих девяти методов. Но вам не нужно копать так глубоко прямо сейчас. Я не хочу, чтобы вы были перегружены слишком большим количеством информации с самого начала.
Какая техника сварки самая лучшая среди всех, спросите вы? Зависит от ваших навыков, типа материала, с которым вы работаете, и бюджета. Самое классное в наличии такого количества доступных методов заключается в том, что как новички, так и специалисты могут исследовать новые возможности и расширять свой бизнес в удобное для них время. Надеюсь, это помогло.