Аргоновая сварка для вашего автомобиля
Бывает, что механическая поломка автомобиля приводит к полному его обездвиживанию. Например, сломалось та железяка, которая требует сварочных работ. Хорошо, если можно обойтись электродуговой или газовой сваркой. А если нужно заварить алюминиевую деталь? «Припаять» дюралюминий к меди? Или железо к алюминию? Тут только аргон выручит.

Случай из жизни конца 80-х годов прошлого века. Наш моряк в порту Германии купил BMW для перепродажи на родине. Машина по тем временам классная: ярко-красный спорткар, невиданный по тем временам бортовой компьютер под потолком у водителя. Машину аккуратно погрузили на палубу сухогруза, где счастливый владелец работал мотористом, и теплоход отправился в СССР. При выгрузке в порту приписки, Мурманске, докеры восхищались: вот такой должна быть настоящая «бэха» – красная, спортивная, с минимальным клиренсом.
Клиренс и подвел: на перегоне из Мурманска в Москву где-то под Кандалакшей машина зацепила камень, который пробил днище картера. Масло вытекло. Компьютер дал понять, что «бумер» умер. Впрочем, не нужно быть компьютером, чтобы оценить драматизм ситуации.

Ни один из близлежащих автосервисов не взялся починить поддон. Машину пришлось тащить попутными средствами до Москвы (1500 км) на «галстуке». И даже в столице не смогли залатать пробоину в картере. Поддон пришлось менять. В те времена аргонная сварка была дефицитной и применялась разве что в космической отрасли. В современном мире починить блок двигателя гораздо реальнее.
Сочетает несочетаемое
Сегодня, спустя четверть века, ситуация другая. Аргонная сварка (по европейской классификации TIG или MIG-MAG-сварка) широко используется в любом уважающем себя автосервисом. С ее помощью восстанавливаются не только дюралевые сплавы, из которых делаются те же днища картера двигателей, но и такие агрегаты и детали как радиаторы, литые диски КПП и т. д.
Принцип действия аргонно-дугового способа сварки основан на том, что при накаливании присадочной проволоки (тугоплавкий вольфрам) исключается доступ кислорода – за счет аргона, инертного газа, который подается на участок сварки. Это исключает окисление металла в любых комбинациях – алюминий-алюминий, железо-медь, алюминий-медь, бронза-алюминий и другие сочетания, казалось бы, несочетаемых сплавов.
На практике это означает, что с помощью аргонной сварки можно залатать радиатор, интеркулер, восстановить блок двигателя, осуществить ремонт коробки передач, впускной коллектор, не говоря уже об обновлении любых креплений в виде ушек, кронштейнов и т. д. Также аргон помогает починить литые диски.
Правда, работа с этим видом сварки требует особых навыков и мастерства.
| Наименование | Стоимость |
|---|---|
| Аргоновая сварка деталей из цветных металлов | от 150 р за 1 см |
| Замена масла в двигателе +масляный фильтр | 500 |
| Замена масла в АКПП | от 1000 до 2500 |
| Замена тормозных колодок(дисковые тормоза) | 700 |
| Замена тормозных колодок (барабанные тормоза) 2 стороны | 1200 |
| Замена ремня ГРМ (бензиндизель) (зависит от марки и класса авто) | 2500-6000 |
| Замена цепи ГРМ (бензиндизель)(зависит от марки и класса авто) | 6000-18000 |
| Замена прокладки ГБЦ | от 8000 |
| Ремонт рулевой рейки | от 5000 |
| Промывка инжектора | от 1200 |
| Замена тормозной жидкости | 500 |
| Замена жидкости ГУР | 500 |
| Фильтр топливный замена | от 250 до 2500 |
| Фильтр воздушный замена | от 150 |
| Фильтр салона замена | от 300 до 800 |
| Замена охлаждающей жидкости | 800 |
| Замена амортизатора (с разборкой сборкой стойки) | 1500 сторона |
| Замена амортизатора (без разбора стойки) | от 800 |
| Регулировка клапанов ( бензиндизель) | от 1500 |
| Регулировка развал-схождения (1 ось) | 1500 |
| Замена рулевых тяг (за обе) | от 1200 |
| Замена рулевых наконечников (за оба) | от 800 |
| Замена шаровой опоры | от 500 до 1500 |
| Замена стойки стабилизатора | от 300 |
| Замена втулки стабилизатора | от 300 |
| Замена пыльника ШРУСа | от 1500 |
| Замена подшипника ступицы | от 1500 |
| Шприцовка поворотных цапф и карданых валов | от 200 до 500 |
| Заправка кондиционера | 1300 |
| Замена сцепления | от 3500 до 12000 |
| Компьютерная диагностика автомобиля | от 600 |
| Замена тормозного диска | от 1000 |
Контактная сварка алюминия и его сплавов — «Вебер Комеханикс»
В последние годы наблюдается устойчивая тенденция к увеличению объема использования алюминия и его сплавов в различных отраслях промышленности, особенно в тех случаях, когда важны стойкость к коррозии, легковесность конструкции и высокое соотношение прочность/вес для металлических конструкций.
При точечной сварке заготовок из алюминия и его сплавов необходимо учитывать некоторые важные моменты, такие как специальные режимы сварки, предварительная обработка поверхности, контроль качества полученного сварного соединения и некоторые другие параметры. Об этом и пойдёт речь в статье.
Поскольку алюминий обладает очень высокими коэффициентом теплопроводности и интенсивностью нагрева, при проведении сварочных операций с ним нужно использовать жесткие режимы сварки с малым временем включения тока во избежание деформации и склеиваниясвариваемых заготовок. Следует учитывать тот факт, что сварочный ток будет значительно выше, так как коэффициент электрического сопротивления алюминия ниже, чем у стали.
Поверхность алюминиевых заготовок зачастую загрязнена пылью, маслом, включениями и покрыта оксидной пленкой из оксида Al2O3 (электроизоляционный слой с температурой плавления, превышающей 2000 С). Для получения качественного сварного соединения необходимо устранять все вышеуказанные примеси, в особенности это касается оксидной пленки, которая должна быть удалена, либо ее толщина должна быть минимальной, чтобы понизить сопротивление поверхности заготовки, насколько это возможно.
Оксидную пленку обычно удаляют механически, либо с помощью химических реагентов (травление). Механическая зачистка, которая, в основном, производится вручную, применяется для точечной обработки. При удалении оксидной пленки не желательно применение абразивных материалов с крупной зернистостью, так как это ухудшает качество поверхности. Подготовка поверхности травлением является наилучшим решением для получения качественных сварных соединений. К преимуществам травления можно отнести возможность получения равномерного электрического сопротивления после обработки. Во избежание повторного образования оксидной пленки рекомендуется произвести сварку обработанного материала в течение 24-36 часов после зачистки.
Качество соединения также во многом зависит от формы и материала электродов. При точечной контактной сварке электроды должны обладать высокой электро- и теплопроводностью, стойкостью к деформациям, а также низкой склонностью к диффузии со свариваемым материалом.
Основное назначение электродов:
— передача сварочного тока;
— отвод тепла от заготовок;
— передача сварочного усилия.
Качество соединения в контакте электрод-деталь является ключевой переменной для получения качественного сварного соединения. В процессе естественного износа электрода его рабочая поверхность увеличивается, уменьшая тем самым плотность тока и интенсивность передачи тепла в заготовку. Для определения максимального/минимального количества сварок до следующей зачистки и восстановления рабочей поверхности электродов, необходимо проводить тесты.

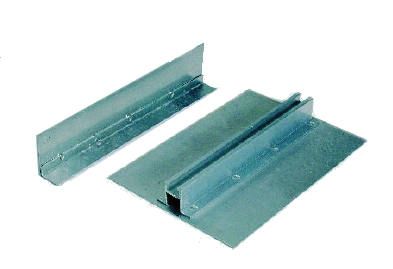
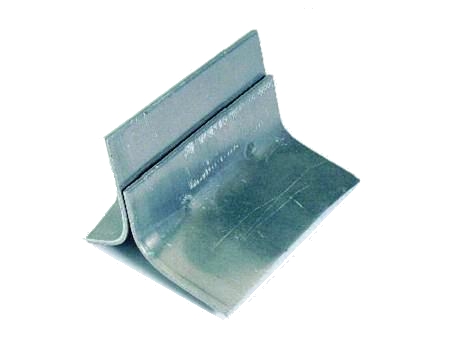
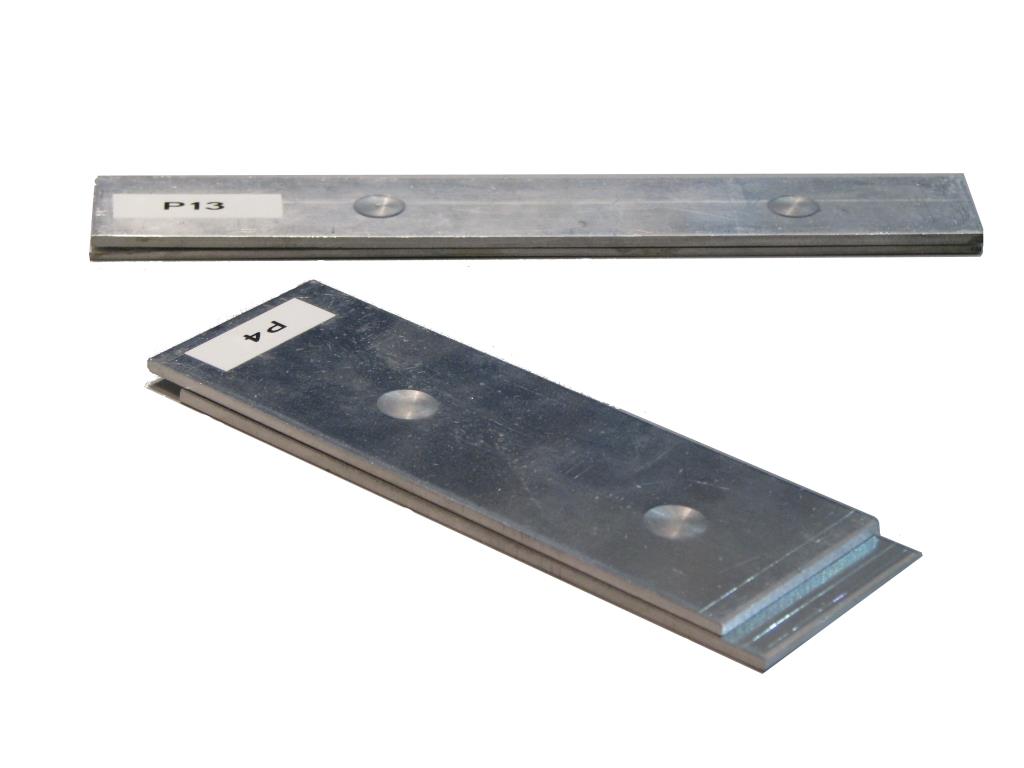
Образцы высококачественной сварки алюминия на машинах контактной сварки
Что касается формы электродов, то наилучшие результаты достигаются при использовании электродов с полусферической формой рабочей поверхности. Если на одной из сторон детали не допустимы механические отпечатки, то один из электродов может иметь плоскую рабочую поверхность. Важным параметром является фаза охлаждения, так как без должного охлаждения заготовки после пропускания тока (охлаждение происходит в сжатом состоянии через электроды) может возникать диффузия медного и алюминиевого сплавов, что сокращает срок службы электродов.
Для улучшения качества сварной точки можно увеличить усилие на электроде после протекания сварочного тока – применить ковочное усилие (в два раза больше сварочного усилия).
Необходимо обратить внимание, что при сварке сплавов с высокой электропроводностью (Al 99.5) рекомендуется увеличить ток на 15 %. При сварке сплавов с более низкой электропроводностью (АМг3) рекомендуется уменьшить значение тока на 5-10%.
Мы рекомендуем рассматривать табличные значения в качестве основы для проведения пробных тестов на образцах, в ходе которых Вы сможете подобрать оптимальные параметры для достижения требуемого качества сварки.
Ещё один важный момент, на который нужно обратить внимание. В процессе образования сварного соединения часть алюминия уходит из расплавленной зоны (литого ядра), создавая при этом условия для возможного образования трещин и пустот. Исходя из этого, рекомендуется увеличивать сварочное усилие в этой части цикла (время выдержки). При наличии возможности регулировки сварочного усилия внутри сварочного цикла (машины с пропорциональным клапаном) упрощается процесс оптимизации параметров сварки (времени, тока, мощности), и мы получаем дополнительные возможности для достижения лучшего качества сварки. Данные возможности реализованы на машинах производства компании СЕА серии PPN 3F CC, MF и серии PPN специального исполнения при установке пропорционального клапана.


Машины точечной и рельефной сварки серии PPN 3FCC
Особенности машин:
- Получение высококачественных сварных соединений.
- Большая мощность машин позволяет охватить широкий диапазон задач рельефной сварки.
- Отсутствие потерь мощности при увеличении длины хоботов.
- Отсутствие потерь мощности в случае наличия в сварочном контуре магнитных материалов.
- Сварка постоянным током обеспечивает большой ресурс электродов.
- Больший КПД по сравнению с однофазными машинами.
- Меньшее время сварки.
- Сбалансированное потребление мощности электрической сети.
- Большие коэффициент мощности и выходная мощность.
- Снижение потребляемой мощности и, как следствие, расходов на электроэнергию.
- Водяное охлаждение вторичной цепи.
В России официальным представителем компании CEA является компания «Вебер Комеханикс». Подробную информацию по широкому спектру сварочного и другого металлообрабатывающего оборудования Вы можете получить у специалистов компании по тел.: +7 (495) 925-8887.
Сварка алюминия
Алюминий – это капризный металл: температура плавления оксидной плёнки значительно выше такого же параметра самого металла. Для его сварки требуется качественное оборудование и соответствующие навыки сварщика.
Сварка алюминия полуавтоматом
Следует заметить, что сваривать алюминий можно любым полуавтоматом. Но лучше всего использовать для сварки полуавтомат, имеющий импульсный режим сварки «MIG Pulse» (импульсная сварка) и опцию сварки алюминия. Принцип действия такого аппарата заключается в том, что импульс высокого напряжения разрушает оксидную пленку. Дальнейший процесс протекает при базовом значении этого параметра. При этом, каждая капля расплавленной проволоки полностью внедряется в сварочную ванну, способствуя образованию качественного шва. Такое оборудование очень дорого.

Сварка алюминия полуавтоматом.
Широко применяется инверторный полуавтомат на переменном токе «TIG Pulse AC/DC». Качество сварки на этом оборудовании несколько выше, но сварочный процесс протекает в 3 раза медленнее. На практике часто обходятся обычным полуавтоматом. В определённых случаях, после небольшой модернизации применяют даже модели, в которых режим сварки алюминия конструкторами вообще не был предусмотрен. «TIG-сварку» алюминия мы обсудим в другой статье, а сегодня остановимся на особенностях «MIG-сварки».
Требования к расходным материалам и сварочному инвертору
Для сварки необходима сварочная алюминиевая проволока для полуавтоматов, имеющая сплошное сечение. Следует учитывать, что алюминиевая проволока очень мягкая. Поэтому, шланг горелки должен быть прямым (без перекручиваний) и не должен превышать в длину 3 метра. Для уменьшения трения проволоки в канале, он должен быть изготовлен из тефлона. Для сварки алюминия используйте специальные контактные наконечники для сварки. У них диаметр отверстие больше, чем у наконечников для сварки стали. Объясняется это тем, что алюминий имеет больший коэффициент объёмного расширения, чем сталь.
Чтобы сварочный аппарат не заминал алюминиевую проволоку в процессе её подачи, сварочный полуавтомат «MIG» должен иметь 4-х роликовый прижимной механизм. Для максимального снижения давление прижимного механизма на ролики, на них имеются U-образные канавки. Для тех же целей следует вкладыши устанавливать возможно ближе к роликам.

Смятие алюминиевой проволоки в механизме подачи.

Вкладыш должен выступать как можно ближе к роликам.
Сложности сварки
Главную проблему сварки – оксидную пленку алюминия и метод борьбы ней – мы обсудили выше. При выполнении сварки алюминия, следует руководствоваться следующими рекомендациями:
- чтобы избежать прожога алюминиевой детали (сказывается сочетание низкой температуры плавления и высокой теплопроводности), перед сваркой её рекомендуется предварительно прогреть;
- до начала сварки (не ранее, чем за 24 часа) следует зачищать место контакта карщёткой. Это значительно ослабит слой оксидной пленки, улучшит проплавление детали и скорость процесса сварки;
- важно поддерживать постоянную длину дуги: 12…15 мм. Если длина будет меньше – то будет прожог, если больше – не сплавление;
- алюминий быстро остывает и твердеет, поэтому возникают трудности с финишной заваркой кратера (в конце шва). Нужен или навык, или полуавтомат с режимом малого тока в конце сварки (режим «4 такта»).
Где применяется
Сварка алюминия полуавтоматом осуществляется во всех отраслях промышленности. Используют её и домашние умельцы.
В зависимости от области применения оборудования, изменяется частота его использования и, соответственно, выбор. С целью экономии материальных средств, рекомендуется применять наиболее подходящий для ваших потребностей сварочник.
Для сварки алюминия «от случая к случаю» применяйте инверторы:
- «ПРОФИ MIG 350;
- «ПРОФИ MIG 500;
- «ПРОФИ MIG-500FW Digital».
Если необходимо оборудование для постоянной работы с высокой скоростью, то следует использовать сварочный аппарат с импульсным режимом «MIG Pulse» и функцией сварки алюминия.
При необходимости получать швы превосходного качества без малейших пор и если не важна скорость сварки, то следует применять полуавтоматы аргонодуговой сварки на переменном токе «TIG AC/DC».

Процесс плазменной сварки алюминия.
Сварка алюминия плазмой
Упрощенно плазменная сварка представляет собой расплавление металла в сварочной ванне посредством нагрева свариваемого металла потоком плазмы. Возможности плазменной технологии создавать высокую температуру позволили разрушать оксидную плёнку алюминия. Благодаря этому создано несколько методик сварки, основными из которых являются: плазменная и микроплазменная сварка.
На нашем сайте рассказывается, как устроен инструмент для плазменной обработки металла и принцип его действия, об основных расходных материалах плазмотрона: электроде и сопло . Особенности плазменной сварки алюминия изложены в статье «Плазменная сварка алюминия».

Сварочный шов MIG-сварки.
Где окажут услугу
Компания «Top Service»;
- Сайт: http://topservicespb.ru/;
- Адрес: Санкт-Петербург, ул. Полевая Сабировская, дом № 37;
- Телефон: +7-(812)-332-54-04;
- Почта: связь через сайт.
Компания производит сварку алюминия полуавтоматом.
Аргонодуговая сварка алюминия
 Хотя аргонодуговая сварка подходит для многих типов металла, чаще всего ее связывают со сваркой алюминия, особенно тонкопрофильного. Конечно, для сварки алюминия подходят и многие другие процессы сварки, но в случае тонкопрофильных материалов удобнее всего аргонодуговая. Широкое применение алюминия в автомобилестроении привело к ее настоящему расцвету. Высокие механические характеристики и хороший внешний вид сделали ее первоочередным выбором для профессиональных гоночных команд, автомобильных энтузиастов и любителей.
Хотя аргонодуговая сварка подходит для многих типов металла, чаще всего ее связывают со сваркой алюминия, особенно тонкопрофильного. Конечно, для сварки алюминия подходят и многие другие процессы сварки, но в случае тонкопрофильных материалов удобнее всего аргонодуговая. Широкое применение алюминия в автомобилестроении привело к ее настоящему расцвету. Высокие механические характеристики и хороший внешний вид сделали ее первоочередным выбором для профессиональных гоночных команд, автомобильных энтузиастов и любителей.
Трудности сварки алюминия
Хотя этот процесс действительно хорошо подходит для сварки алюминия, для того, чтобы обеспечить максимально простую и эффективную работу, нужно помнить о нескольких особенностях алюминия. Алюминий в чистом виде плавится при температуре меньше 650ºC и перед плавлением не меняет цвет, как это делает большинство других металлов. Поэтому очень сложно определить момент, когда алюминий достаточно раскален и готов расплавиться. Кроме того, слой оксида, который так быстро образуется на поверхности алюминия, имеет почти в три раза более высокую температуру плавления (1760ºC). Еще больше дело осложняет то, что температура кипения алюминия (1582ºC) меньше температуры плавления оксида. Более того, оксид тяжелее и при плавлении опускается и застывает в алюминии. Учитывая все вышесказанное, нетрудно понять, почему перед сваркой так важно удалить с поверхности алюминия слой оксида. К счастью, фаза обратной полярности переменного тока очень эффективно удаляет оксид в пространстве перед сварочной дугой.
Температура
Алюминий – превосходный проводник тепла. Поэтому в начале сварки алюминия требуется большое тепловложение – большая часть тепла уходит на нагрев окружающего основного металла. Через некоторое время после начала сварки большая часть этого тепла распространится в пространство перед дугой и разогреет его настолько, что для сварки станет требоваться меньше тепла. Если продолжать сварку до конца пластины, теплу станет некуда рассеиваться и его скопится столько, что это затруднит сварку и оператору нужно будет снизить силу сварочного тока. Именно поэтому аппараты Lincoln Precision TIG® рекомендуется использовать с педальным регулятором Amptrol™ – он позволяет легко менять силу тока, не отрываясь от сварки. Некоторые алюминиевые сплавы имеют тенденцию к образованию трещин. Это объясняется тем, что в граничном диапазоне температур, когда металл частично жидкий и частично твердый или когда он только застыл, его недостаточно высокая прочность на разрыв не может противостоять усадочному напряжению в ходе охлаждения. С проблемами такого рода можно справиться с помощью подходящего состава присадочного металла и процедуры сварки, а также более коротких валиков сварного шва. Некоторые эксперты в начале каждого шва (первых 2-3 см) рекомендуют пользоваться обратно-ступенчатым способом сварки, а затем возвращаться к обычному методу.
Заполнение зазора
Металл в сварочной ванне представляет собой смесь присадочного и основного материала, которая должна обладать заданной прочностью, вязкотекучестью, устойчивостью к образованию трещин и коррозии. В таблице ниже приведены рекомендуемые присадочные металлы для различных сплавов алюминия.
Максимальная производительность наплавки достигается использованием проволок или прутков самого большого приемлемого диаметра и наибольшей силы тока. Оптимальный диаметр проволоки для определенной задачи зависит от приемлемой силы тока, которая, в свою очередь, зависит от сети питания, типа соединения, состава и толщины материала и пространственного положения сварки.
Рекомендуемые присадочные металлы для различных сплавов алюминия | ||
| Рекомендуемый присадочный металл (1) | |
Основной металл | Максимальная прочность в состоянии после сварки | Макс. отн. удлинение |
EC | 1100 | EC 1260 |
2219 | 2319 | (2) |
5051 | 5356 | 5183, 4043 |
5050 | 5356, 5183 | 5183, 5356, 5654 |
6061 | 4043, 5183 | 5356(3) |
Примечание:
(1) Рекомендации указаны для материалов с «нулевой» закалкой.
(2) Жидкотекучесть сварных соединений для этих металлов мало зависит от металла наплавления. Относительное удлинение этих металлов обычно ниже остальных перечисленных здесь металлов.
(3) Для сварки сплавов 6061 и 6063 при необходимости в максимальной электропроводимости используйте присадочный металл 4043. Однако если Вам требуются и прочность, и электропроводимость, лучше использовать 5356 и увеличить усиление сварного шва, чтобы компенсировать меньшую электропроводимость 5356.
 Высокое качество сварки возможно только при использовании чистой проволоки высокого качества. В противном случае в сварочную ванну может быть занесено много грязи из-за относительно большой площади поверхности проволоки по сравнению с объемом наплавления.
Высокое качество сварки возможно только при использовании чистой проволоки высокого качества. В противном случае в сварочную ванну может быть занесено много грязи из-за относительно большой площади поверхности проволоки по сравнению с объемом наплавления.
Чаще всего сварочная проволока бывает загрязнена маслом или гидрооксидом. Из-за жара от сварки из них начинает выделяться водород, что приводит к возникновению пористости. Алюминиевые сварочные проволоки Lincoln ER4043 и Lincoln ER5356 изготавливаются в условиях строгого контроля и упаковываются так, чтобы предотвратить загрязнение во время хранения. Так как присадочная проволока имеет легирование, которое может оказаться разбавлено основным металлом, качество наплавления зависит от состава как самой проволоки, так и основного металла.
Чистка, чистка и еще раз чистка
Перед сваркой изделия обычно проходят формовку, обрезание, распиловку или машинную обработку. После этих операций могут оставаться различные загрязнения, которые должны быть удалены для обеспечения высокого качества сварки. Особенно тщательно нужно удалять масла, другие углеводороды и мелкие частицы металла. Края разрезов должны быть чистыми и ровными. Для упрощения очистки в ходе производства нужно быстро удалять любые смазки.
Чтобы снизить вероятность образования пористости и окалины, необходимо обеспечить чистоту рабочей поверхности. Водород приводит к пористости, а кислород – образованию окалины. Оксиды, смазки и масла могут содержать и кислород, и водород, что приводит к низкому качеству соединений и низким механическим и электрическим свойствам. Очистка должна проводиться непосредственно перед сваркой. В таблице ниже приведены описания самых распространенных процедур сварки:
Распространенные методы очистки алюминиевых поверхностей перед сваркой | ||
Типы чистки | ||
Удаляемые составы | Только сварочная поверхность | Изделие полностью |
Масло, смазка, | Протрите умеренно щелочным растворителем и просушите | Обезжиривание в парах растворителя |
Оксиды | Протрите края сильным щелочным растворителем, затем водой, затем азотной кислотой. После этого следует споласкивание водой и сушка. | Погружение в сильный щелочной растворитель, затем воду, затем азотную кислоту. |
Лазерная сварка алюминия и алюминиевых сплавов: технология
Алюминий относится к тем металлам, которые сложно поддаются процессам сваривания, так как он обладает рядом свойств, которые препятствуют нормальной температурной обработке, как у других металлов. Лазерная сварка является уникальным по своей технологии способом соединения металла, которая подходит для данного дела лучше просто идеально. Ведь здесь соблюдаются все основные принципы сваривания, но при этом появляется возможность работы практически с любыми типами металлов. Подобная технология чаще всего встречается на производстве, так как установки для сварки являются довольно дорогими и не находят применение в частном использовании.

Лазерная сварка алюминия
Основной особенностью, которой обладает технология лазерной сварки, является использование лазера. Это позволяет достичь высокой точности соединения, уменьшить толщину шва, а также создать такие условия, в которых многие негативные свойства металла сойдут на нет. Качество шва, которое получается данным способом, намного выше по уровню, чем может предоставить ручная дуговая сварка. Здесь также не нужно использовать большое количество дополнительных расходных материалов. Лазерная установка выступает основным источником энергии и может в считанные секунды проплавить поверхность алюминия. Главное только выставить правильные настройки, чтобы получить надежное соединение. Стоит отметить, что лазерная сварка алюминия может происходить не только с другим алюминием, но и с разнородными деталями.
Область применения 

Данный тип сварки применяется преимущественно в промышленности. Установки являются сложными и дорогими. В мастерских, где производится сварка металлоконструкций на заказ, а также при изготовлении определенных деталей, зачастую тонких листов, используется именно эта методика. С учетом того, что она позволяет работать со многими разновидностями металла, то встречается чаще, чем только в тех местах, которые работают только с алюминием.
Преимущества
Технология лазерной сварки алюминия обладает рядом преимуществ, которые делают данный способ одним из наиболее приемлемых для этой сферы. Среди них стоит отметить:
- Высокое качество шва при соединении трудно свариваемого металла;
- Для соединения не нужно проводить длительные предварительные процедуры, а также нужна тщательная механическая обработка;
- Лазерная установка обладает высокой точностью проведения процесса;
- Есть возможность создавать швы сложной формы, которые будут практически не заметны из-за свой толщины;
- Установка работает в экологически безопасном режиме, так что не загрязняет окружающую атмосферу и не выпускает удушливые для людей газы;
- Технология обладает высоким уровнем производительности;
- Процесс происходит достаточно быстро и нередко является автоматизированным;
- Близлежащий к шву металл практически не подвергается тепловому воздействию, что помогает ему полностью сохранять изначальные свойства.
Недостатки
Помимо преимуществ, у технологии есть и ряд серьезных недостатков, которые усложняют ее распространение среди других сфер применения:
- Повышенная стоимость на технику для проведения процедур;
- Немалая себестоимость процесса;
- Плохо работает с большой толщиной металла;
- Подходит только для узкого перечня изделий из алюминия;
- Очень низкий коэффициент полезного действия, что приводит к высоким и нерациональным энергозатратам, эффективными из которых являются только 2%.
Принцип работы
Принцип работы лазерной сварки основан на тепловом воздействии лазера. Появилась эта технология, примерно, в 60-х годах, как только был изобретен лазер, который может работать непрерывно. В производстве сразу оценили его преимущество воздействовать узконаправленным лучом энергии на определенный участок. Силы мощных установок вполне хватало, чтобы расплавить металл.
Лазер зарождается в головке устройства, которая формирует тонкий пучок энергии.
«Важно!
Чем более тонко сделан пучок, при одной и той же силе энергии, тем большую он имеет температуру.»
Регулировка толщины пучка позволяет регулировать силу лазера, что в свою очередь обеспечивает установку различных режимов для сварки. Когда лазер включается и направлен на место создания шва, то при соприкосновении с поверхностью часть световой энергии отражается от металла. Остальная часть при соприкосновении с алюминием проникает внутрь него. Давление, которое создается лучом на конкретное место, приводит к тому, что преобразуется в тепловую энергию. Это приводит к разогреванию и расплавлению металла. В итоге, в намеченном месте плавятся кромки и металл расплавляется, образуя на месте соединения однородную массу.

Лазерная сварка алюминиевых сплавов
Технология
Технология лазерной сварки алюминия и алюминиевых сплавов не требует создания условия вакуума в отдельной камере. Это быстрый процесс, который требует только тщательной подготовки. Поверхность металла следует очистить от загрязнений, пленок жира и прочих лишних вещей. Это касается преимущественно места соединения. Сварка может проходить практически в любом пространственном положении. Соединение должно быть стыковым, так как внахлест сварку провести не получится. Зачастую не требуется и наличие припоя, так как впритык соединенные кромки сплавляются в месте соединения, сами образуя наплавочный материал.
Техника безопасности
Установка должна быть исправно и ее нужно проверять перед использованием. Не стоит ее направлять на людей и легко возгораемые предметы. На пути лазера не должно быть ни каких посторонних предметов, что могло бы привести к травме или пожару.
Заключение
Лазерная сварка алюминия является одним из тех способов, которые помогают работать с этим металлом без особого риска возникновения брака. Практически все другие, более простые, виды сварки, не всегда справляются с этой задачей. С ее помощью легче всего работать с листовым металлом небольшой толщины.
Сварка
Процесс получения неразъёмного соединения между свариваемыми частями изделия при их нагреве.
2010 г.Сварочный инвертор своими руками
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток — 32 ампера, 220 вольт. Ток сварки — около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
Автор: Родиков Евгений
 109
109 Похожие статьи: 2011 г.
Ограничитель ХХ сварочного аппарата из деталей старого телевизора
Однажды мне на глаза попалась брошюра А.Обухова, прежде всего купила простота схемы и я решил повторить конструкцию не в авторском исполнении, а в произвольном. После нескольких месяцев упорного труда аппарат заработал, удивил сварочник довольно приличными характеристиками. Появилось желание довести данный аппарат до уровня промышленных и максимально приблизить к требованиям ТЕХНИКИ БЕЗОПАСНОСТИ, при этом максимально сохранив простоту конструкции.
Автор: Гаврилюк Олег
0 Сварочный полуавтомат под управлением МК
Данный проект был испытан на «железе» умершего полуавтомата ТЕМП. Делал товарищу по его просьбе. Имеется три кнопки +,- и меню +/- регулирует параметры. Кнопкой меню можно выбирать необходимый параметр.
Автор: Artos5
24 Похожие статьи: 2012 г.
Сварочный мини-аппарат
Электросварка значительно сокращает время, затрачиваемое на монтажные работы и дает соединения, выдерживающие высокотемпературный нагрев, не требует припоев, флюсов, предварительного лужения, позволяет соединять проводники из металлов и сплавов, трудно поддающихся пайке, например провода электронагревательных приборов. Особенно он может пригодится при сварке медных проводов в распределительных коробках.
Автор: Барышев Андрей
5 Похожие статьи: