Алюминотермитная сварка рельсов
На протяжении всего периода существования железных дорог велись поиски конструкций рельсовых стыков, которые обеспечили бы такую же надежность пути в местах соединения рельсов, как и вне стыков. Стыки остаются основными возбудителями динамических, а нередко и ударных воздействий подвижного состава на путь. Регулярные динамические нагрузки на рельсовый стык приводят к интенсивному износу как ходовых частей подвижного состава, так и к дефектам рельсов, а в долгосрочном периоде к просадкам в балласте и болезням земляного полотна. Затраты труда на содержание стыков достигают 20 % всех затрат на текущее содержание пути.
Стыковой путь.
Чтобы сократить число рельсовых стыков в пути, десятилетиями стремились увеличить стандартную длину рельсов. Коренное решение проблемы рельсового стыка воплотилось в так называемом бесстыковом пути, благодаря которому число стыков сокращается в десятки, а при сварке рельсов на перегонах, станциях и в пределах стрелочных переводов, в тысячи раз.
Бесстыковой путь.
Бесстыковой путь является наиболее прогрессивным и совершенным типом железнодорожного пути. Он позволяет:- исключаются удары колес о рельсы при перекатывании через зазоры в стыках и, следовательно, значительно снижается износ рельсов и колес;
- экономить металл за счет уменьшения количества стыковых скреплений;
- снизить динамическое воздействие на путь, возникающее в стыках;
- уменьшить износ рельсов и ходовых частей подвижного состава;
- сократить выход из строя рельсов по стыковым дефектам;
- уменьшить сопротивление движению поездов;
- снизить расходы на содержание и ремонт пути и подвижного состава.
С укладкой бесстыкового пути значительно уменьшается количество стыковых соединителей для участков с автоблокировкой и электрической тягой поездов. Отсутствие стыков уменьшает сопротивление движению поездов, что экономит топливо для тепловозов или электрическую энергию для электровозов.
С каждым проходящим по пути колесом подвижного состава усиливается как процесс старения пути и изменения положения рельсовых нитей, так и интенсивность этого процесса. Например, смятие концов рельсов не исчезает, а наоборот, постепенно накапливается. Увеличивается также износ и по длине рельсов. Таким образом, остаточные деформации элементов верхнего строения пути постепенно накапливаются под воздействием движущихся колес. Интенсивность нарастания остаточных деформаций определяется грузонапряженностью линии и скоростями движения поездов.
Все эти остаточные деформации рано или поздно приводят к выходу из строя части рельсовой нити, которая выявляется передвижными средствами дефектоскопирования.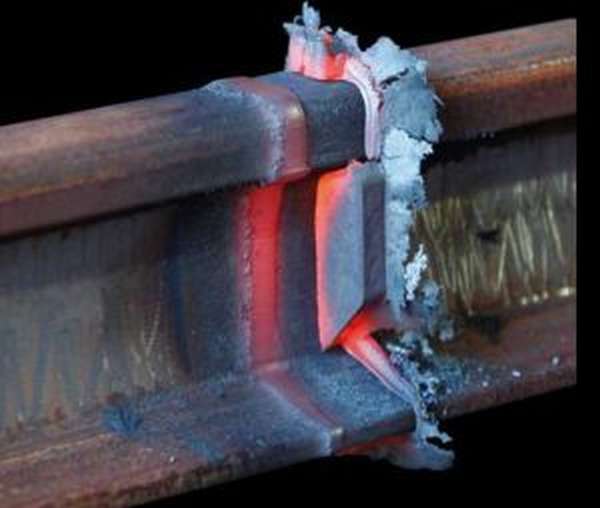
В результате нить протяженностью более 600 метров приходит в негодность. Сменить целую плеть имея дефект на протяжении 0,5 м было бы бессмысленным, поэтому дефектный участок пути вырезается и на его место ставиться «рубок» рельса который образует в некогда целом рельсе 2 стыка.
Возникает вопрос: как в минимально короткие сроки и с минимальными затратами восстановить целостность рельсовой нити, и вот тут на помощь приходит алюминотермитная сварка рельсов в полевых условиях.
Сама мысль о алюминотермитной реакции происходит из второй половины ХVIII века. Французский ученый Антуан Лоран Лавуазье описал принцип экзотермической реакции, практическое внедрение которой в своей эпохе он не мог предполагать.
История термитной сварки насчитывает уже около ста сорока лет. Начало этому процессу было положено еще в 1859 году Русским ученым Н.Н. Бекетовым, который впервые открыл алюминотермию и дал описание алюминотермитной реакции. Ее сущность – получение металлов и сплавов восстановлением их окислов алюминием. Поскольку реакция проходит с выделением большого количества тепла, ее и назвали термитной (от греческого слова therme — теплота).
Поскольку реакция проходит с выделением большого количества тепла, ее и назвали термитной (от греческого слова therme — теплота).
Алюминотермитная сварка рельсов (полное название: Сварка рельсов алюминотермитная методом промежуточного литья) — процесс, основанный на алюминотермии, при котором используются химические реакции восстановления железа из оксидов, эти реакции сопровождаются выделением тепла и получением расплавленного металла требуемого химического состава.
Алюминотермическая реакция
2Al + Cr2О3 = Al2О3 + 2Cr
Fe2O3 + 2Al = 2Fe + Al2O3
Эти реакции сопровождаются выделением тепла и получением расплавленного металла требуемого химического состава. Для сварки применяется термит, расфасованный определенными порциями. Работу выполняет бригада из двух-трех человек. Общий вес используемого оборудования не превышает 350—400 кг.
При выполнении сварки и сопутствующих технологических операций используются автономные источники энергии.
Преимущества:
Свое развитие термитная сварка получила благодаря следующим позитивным факторам:
- Полная независимость от электроэнергии и газа;
- Простота и доступность технологии;
- Отсутствие сложного технологического оборудования;
- Возможность выполнения работ в линейных или полевых условиях монтажным персоналом, работниками ремонтных и эксплуатационных служб.
Принципы работы:
Термитной сваркой называют способ сварки, использующий тепло сжигаемой специальной смеси. Смесь порошкообразная, в ее состав входят:
- Оксиды железа в виде железной окалины;
- Порошкообразный алюминий.
Термит на основе алюминия используется для соединения стальных и чугунных изделий.
Термит с использованием оксида железа называется железоалюминиевый. Горение его протекает при температуре в пределах 2700 градусов Ц, что вполне достаточно для плавления железосодержащих сплавов.
Термитная сварка рельсов
Сущность этого технологического процесса практически не меняется уже свыше сотни лет:
Тигель перед началом сварки дополнительно просушивают кислород — пропановым пламенем с избытком кислорода кольцевыми движениями по спирали до верхних краев тигля в течение 55 — 60 с.
Затем на рельсы устанавливают и закрепляют комбинированную стойку, с помощью которой позиционируют горелку и тигель. Полуформы фиксируют относительно стыкового зазора так, чтобы его центр совпал с вертикальной осью литейной формы, а сами полуформы прилегали друг к другу без ступенек по периметру стыковки. Место контакта литейной формы с рельсом уплотняют формовочной смесью.
Перед подогревом проводят регулировку пламени до нормального горения: на газовых редукторах – давление пропана 0,1 МПа и кислорода – 0,50 МПа. После этого газовую горелку устанавливают на комбинированную стойку и начинают подогрев торцов рельсов в стыке.
До заливки формы расплавленным металлом торцы рельсов в стыке предварительно разогревают до температуры 1200–1250°C. Процесс плавления термитной смеси и выпуск расплавленного металла в литейную форму происходят автоматически через 20–28 секунд после начала термитной реакции. К этому моменту подогретые концы рельсов успевают остыть до 850–900 °C.
Жидкий металл является одновременно источником тепла и присадочным материалом, соединяющим концы рельсов 1.
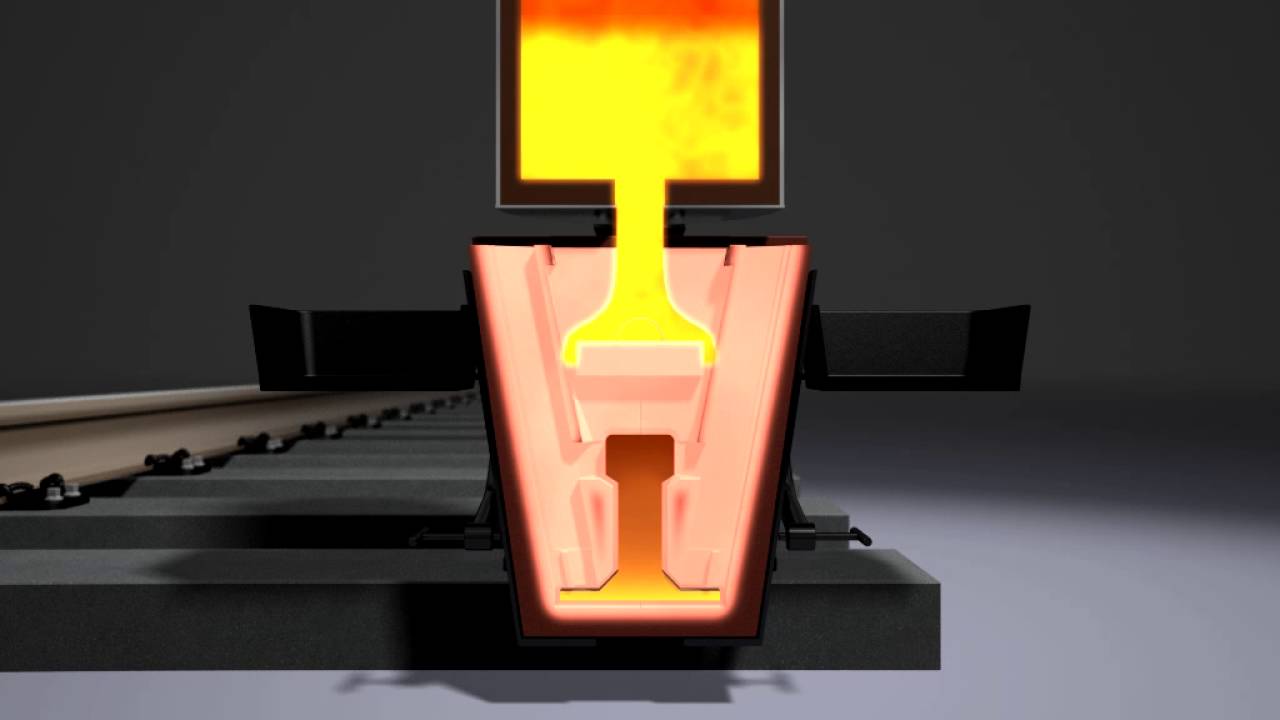
Расплавленный металл поступает из тигля в форму и заполняет оставленный между торцами рельсов зазор. Иногда металл заливают через специальный литник. Постепенно заполняя зазор и свободное пространство между рельсами и стенками формы, металл расплавляет соприкасающиеся с ним стенки рельсов, а застывая, образует с рельсами одно целое — сварное соединение. Вытекаюший из тигля за металлом шлак стекает по желобу, оставляя над металлом лишь слой небольшой толщины — этот слой шлака предохраняет термитный металл от быстрого остывания, чем способствует более свободному выделению газов из жидкого металла и получению более плотного металла литого башмака.
После выпуска термитного металла в литейную форму тигель переносят на вспомогательную стойку. Демонтаж комбинированной стойки и литейной формы проводят после кристаллизации металла сварного шва, которая в зависимости от массы порции термитной смеси, длится 3,0–3,5 мин.
Ориентировочное время остывания составляет 90 — 20 мин в зависимости от температуры окружающего воздуха.
ООО «ГТ-АТС»: Процесс SkV
Процесс SkV применяется для сварки железнодорожных рельсов типа Р65 и Р50. Особенностью этого процесса является быстрый (не более 2 минут) предварительный подогрев и возможность проведения сварочных работ при температуре окружающего воздуха до минус 5°С.
Последовательность основных операций процесса следующая :
1. Подготовка зазора и рельсов в зоне стыка. Со стыка снимаются накладки, а рельсы в зоне стыка очищаются от грязи и ржавчины. Концы рельсов отрезаются рельсорезом абразивно-отрезным диском так, чтобы величина сварочного зазора составила 24- 26 мм . При соответствующем разрешении резку концов рельса можно осуществлять газовым резаком пропан-кислородной смесью по шаблону. | |
2. Выравнивание концов рельсов Выравнивание концов рельсов производится при помощи упорных клиньев по метровой линейке специальным измерительным клином. Рельсы выравниваются в двух плоскостях, причем по вертикали устанавливается необходимое превышение концов рельсов для компенсации термической усадки шва и создания припуска для последующей шлифовки. Окончание этой операции – подогрев концов рельса в зоне стыка до температуры ~50 0С для удаления влаги. | |
3. Установка литейных форм. На рельсе закрепляется специальное зажимное приспособление, литейные формы устанавливаются в металлические формодержатели и с помощью кронштейнов фиксируются на зазоре. По контуру рельса формы затем уплотняются раствором из огнеупорного песка, а по бокам формодержателей навешиваются чашки для сбора шлака. В завершении этой операции на головку рельсов по бокам форм одеваются защитные крышки. | |
4. Установка тигля. На специальный кронштейн навешивается тигель, в который устанавливается тигельная пробка и засыпается термитная порция. Тигель может быть как многоразовый (показан на фотографии), так и одноразовый. | |
5. Короткий предварительный подогрев. Перед началом термитной реакции осуществляется короткий предварительный подогрев концов рельсов. Эта операция проводится пропан-кислородной смесью с помощью специальной горелки. При этом время подогрева зависит от профиля рельса :— для рельса Р50 оно составляет 1,5-2 минуты; — для рельса Р65 соответственно 2-2,5 минуты. | |
6. Термитная реакция и заливка форм. Немедленно после окончания подогрева горелка вынимается из формы и термитная смесь поджигается при помощи специального запала. После завершения термитной реакции (через 20-25 секунд) на дне тигля автоматически открывается тигельная пробка и происходит выпуск жидкой термитной стали в литейную форму. В процессе заливки расплавленной термитной стали в зазор концы рельсов проплавляются и свариваются. | |
7. Снятие грата. После окончания заливки сталь в форме выдерживается в течение 3,5…4 минуты для полного завершения процессов кристаллизации. По окончании указанного времени снимаются формодержатели, зажимное приспособление, удаляется верх форм, а грат срезается по поверхности качения головки рельса и боковой грани при помощи гратоснимателя с комплектом специальных ножей. | |
8. Шлифовка стыка по поверхности катания и боковым граням головки рельса выполняется шлифовальной машиной в два приема : — черновая шлифовка, проводимая сразу же после снятия грата *; — чистовая шлифовка, проводимая после остывания стыка и затяжки рельсовых скреплений. * После черновой шлифовки стыка допускается движение (пропуск) поездов со скоростью не более 25 км/ч . | |
9. Ультразвуковая дефектоскопия После чистовой шлифовки и полного остывания стыка проводится контроль качества сварного шва переносным ультразвуковым дефектоскопом в соответствии с действующими правилами ПР 07.41-2006. |
 Рельсовые скрепления ослабляются на трех шпалах справа и слева от стыка, при этом на ближних к стыку шпалах – полностью снимаются.
Рельсовые скрепления ослабляются на трех шпалах справа и слева от стыка, при этом на ближних к стыку шпалах – полностью снимаются.
 Сверху на крышку тигля возможна установка дымового фильтра (не показан) в стальном коническом корпусе, значительно снижающего задымление рабочей зоны и препятствующего разлетанию искр по сторонам.
Сверху на крышку тигля возможна установка дымового фильтра (не показан) в стальном коническом корпусе, значительно снижающего задымление рабочей зоны и препятствующего разлетанию искр по сторонам.
 Шлифовка стыка.
Шлифовка стыка.Особенности алюминотермитной сварки в тоннелях метрополитена.
Применяемая нами технология SkV позволяет производить термитную сварку рельсов в тоннелях метрополитена и полностью отвечает требованиям Технических указаний «Алюминотермитная сварка рельсов метрополитена», «Инструкции по обеспечению безопасности при производстве рельсосварочных работ алюминотермитным способом в тоннелях метрополитена» №18-03. Для выполнения требований, изложенных в этих документах, технологией предусмотрено применение специального дымового фильтра в стальном коническом корпусе, который может использоваться как с одноразовым тиглем (см. фото), так и с многоразовым тиглем. Фильтр значительно снижает задымление рабочей зоны и не допускает разлетание искр при термитной реакции. В остальном технологический процесс алюминотермитной сварки рельсов в тоннелях метрополитена идентичен вышеизложенному процессу для железных дорог. |
 00-04 и ППБО 147 «Правила пожарной безопасности на метрополитенах».
00-04 и ППБО 147 «Правила пожарной безопасности на метрополитенах».Алюминотермитная сварка рельсов (Технология производства, контроль качества алюминотермитной сварки. Гарантийные условия и требования безопасности) (Раздел дипломной работы), страница 2
Затем используют измеритель расстояний для
измерения зазора. После этого устанавливается направляющая резака и проверяется
её точное расположение. Нельзя производить резку пламенем без использования
направляющей. Устанавливается достаточное давление кислорода 5 Бар.
Нельзя производить резку пламенем без использования
направляющей. Устанавливается достаточное давление кислорода 5 Бар.
Резка рельса производится в три этапа. Начинается резка с подошвы рельса и направляется вверх до конца головки рельса. Давление пропана 1,5 Бара. Перед резкой подошвы рельса на противоположной стороне обязательно необходимо удалить прилипший шлак, что позволит направлять горелку более удобно и сохранить поверхность резки гладкой. Последней режется головка рельса. Обрезанный кусок рельса удаляется молотком, после этого весь прилипший шлак необходимо удалить и тщательно очистить концы среза. Эта операция очень важна, поскольку шлак будет препятствовать качественной сварке концов рельсов. Аналогичный сварной зазор можно получить с помощью абразивных кругов и отрезной машины. Для окончательной ширины зазора используется измерительный клин.
При подготовке
рельсов к сварке стыковой зазор между торцами устанавливается размером 25±1 мм
по технологии фирмы «Электро-Термит» и 24±1 мм по технологии фирмы
«Снага» путем отрезки излишней части рельса механическим способом. При этом расстояние от торца до края ближайшего болтового отверстия должно быть
не менее 60 мм для всех категорий путей. Не допускается продольная сдвижка
рельсов, нарушающая размеры конструкции стрелочного перевода.
При этом расстояние от торца до края ближайшего болтового отверстия должно быть
не менее 60 мм для всех категорий путей. Не допускается продольная сдвижка
рельсов, нарушающая размеры конструкции стрелочного перевода.
1.1.5. Выравнивание рельсов
Точная прямолинейность рельсов при термитной сварке имеет огромное значение для движения составов по пути.
Для начала необходимо удалить прокладки из-под рельсовых скреплений, и поставить вместо них клинья с обеих сторон стыка. Приблизительно на глаз отрегулировать высоту рельсов. Для более точного выравнивания клинья между рельсами и скреплениями подбивают умеренными ударами молотка.
Для проверки точного положения рельса используют
метровую линейку. Для компенсации просадки сварного шва при охлаждении делается
предварительное возвышение концов рельсов с помощью клиньев. Зазор на длине пол
метра по обеим сторонам стыка устанавливается равным 1,0-1,5 мм с каждого конца
метровой линейки.
1.1.6. Установка и герметизация форм
Проверяется ширина зазора. Если зазор увеличился из-за снижения температуры рельса, следует равномерно нагреть рельс с помощью нагревательного устройства. Вследствие этого плеть удлиняется и правильность ширины зазора восстанавливается. Когда свариваемые рельсы находятся в условиях снижения температуры сварки нужно следить, чтобы рельсы, сжимаясь, не увеличивали зазор. После нагрева зазор снова восстановлен.
С помощью измерителя универсальное зажимное устройство устанавливается на нужном расстоянии. Необходимо проверить положение горелки по высоте для предварительного нагревания и установить по центру над осью рельса, а так же по центру над зазором.
После закрепления башмаков для форм необходимо
защитить балласт с помощью лотка, который устанавливается под рельс. На
сварочный зазор кладётся картонка, которая предохраняет от попадания песка в
сварочный зазор при установке и герметизации форм. Зазоры между формой и
рельсом герметизируются с помощью шпателя, который гарантирует чистую грань
между песком и швом. Для уплотнения герметизирующего шва следует прижимать
песок к форме для отливки. Затем устанавливаются шлаковые поддоны, а часть
песка используют для защиты верхней части башмаков и формы от потока шлака.
Следует проверить хорошо ли подогнан сердечник и закрыть головку рельса
защитными металлическими крышками.
Зазоры между формой и
рельсом герметизируются с помощью шпателя, который гарантирует чистую грань
между песком и швом. Для уплотнения герметизирующего шва следует прижимать
песок к форме для отливки. Затем устанавливаются шлаковые поддоны, а часть
песка используют для защиты верхней части башмаков и формы от потока шлака.
Следует проверить хорошо ли подогнан сердечник и закрыть головку рельса
защитными металлическими крышками.
1.1.7. Подготовка тигля к работе
Используется пробойник, чтобы удалить остатки тигельной пробки и небольших частиц от предыдущей сварки. Используя горелку, нужно просушить тигель так, чтобы любая влага, которая могла там находиться, полностью, испарилась, так как она может вызвать очаговые поры при сварке.
После того как тигель просушен, необходимо
вставить тигельную пробку и равномерно распределить песок вокруг защитной
трубки. Перед засыпкой термита необходимо проверить маркировку на мешке и
маркировку рельса. Поставляемые для сварки рельсов
порции термита должны иметь маркировочные знаки, сертификат и защищающую от
увлажнения упаковку, следует убедиться, что термитная смесь сухая и
мешок не повреждён. Если что-то не так, то использование этой порции термита
запрещается.
Поставляемые для сварки рельсов
порции термита должны иметь маркировочные знаки, сертификат и защищающую от
увлажнения упаковку, следует убедиться, что термитная смесь сухая и
мешок не повреждён. Если что-то не так, то использование этой порции термита
запрещается.
Далее необходимо поставить заправленный тигель на стержень зажимного устройства, повернуть и расположить его над центром формы. Следует проверить расстояние между дном тигеля и верхом формы, оно должно быть около 2 см.
1.1.8. Предварительный нагрев и сварка рельсов
Процесс предварительного нагрева и сварки требует точного соблюдения времени и непрерывности процесса. Для нагрева очень важно следующее:
— установить давление кислорода 5 Бар
— установить давление пропана 1,5 Бар
После постановки на
стык и закрепления сухих песчаных полуформ с промазкой зазоров уплотняющим
песком, производится предварительный нагрев концов рельсов и просушка
сердечника в полости формы специальной газопламенной горелкой, установленной
на универсальном зажимном устройстве. Подача пламени сверху продолжается в
течение 2 минут по технологии фирмы «Электро-Термит» и в течение 9
минут по технологии фирмы «Снага». Высота сопла горелки от головки
рельса 30-35 мм. При этом пламя должно выходить только через выходное
отверстие и больше не откуда.
Подача пламени сверху продолжается в
течение 2 минут по технологии фирмы «Электро-Термит» и в течение 9
минут по технологии фирмы «Снага». Высота сопла горелки от головки
рельса 30-35 мм. При этом пламя должно выходить только через выходное
отверстие и больше не откуда.
После завершения предварительного подогрева стыка горелка снимается. Далее необходимо вставить сердечник и повернуть тигель в рабочее положение над полостью формы. Фирма «Электро-Термит» использует порцию термита весом 11 кг и 9 кг фирма «Снага». Для того чтобы поджечь смесь вводится высокотемпературный запал.
способы и их основные особенности
При осуществлении монтажа, а также ремонтных работах на железнодорожном полотне, крановых установках, и других условиях, где применяются рельсы, используется особая технология сваривания. Так как в описываемых условиях необходима особая прочность, а также стойкость к различного рода нагрузкам, то сварка железнодорожных рельсов относится к отдельной категории сварки.
Электродуговая сварка
Стоит отметить, что одним из самых распространенных методов, который применяется при сварке рельсовых плетей и стыков рельс, является электродуговая сварка. В данном случае рельсы укладываются в необходимом положении, а пространство между их стыками послойно постепенно заполняется необходимым сварочным материалом. Последний расплавляется от температуры дугового разряда. Для сварки торцов железнодорожных рельсов данным способом может применяться переменный ток, поступающий от трансформатора или же постоянный ток, получаемый от мобильного сварочного агрегата.
Самым оптимальным вариантом является ванный метод. При этом концы рельсов, предварительно обрезанные перпендикулярно их продольной оси, монтируются без перелома. При этом в профиле должно быть возвышение от 3 до 5 миллиметров. В такой позиции рельсы должны быть закреплены с зазором от 14 до 16 мм.
Между торцов железнодорожных рельсов вводится электрод, через который пропускается ток 300-350 ампер. В итоге, расплавленный метал электрода заполняет зазор между торцами, равномерно по всему сечению.
В итоге, расплавленный метал электрода заполняет зазор между торцами, равномерно по всему сечению.
Для исключения растекания металла используются различные методы закрывания зазора между рельсами. После сваривания место работы шлифуется по всему периметру.
Термитная сварка
Технология данного типа сварки заключается в реакции, которая возникает при контакте окиси железа и алюминия. Сталь, которая возникает в описываемых условиях при температурах более 2000 градусов, должна заливаться в огнеустойчивую форму, которая полностью идентична геометрии самого рельса.
Термитная технология была открыта еще в 1896 году известным профессором Гансом Гольдшмидтом. По сути термитная технология представляет собой восстановление железа из окиси с использованием алюминия. При этом термитная реакция характеризуется выделением большого количества тепла.
Термитная технология еще именуется алюминотермитная сварка рельсов, так как в ней применяется алюминий. Интересно, что термитная реакция происходит на протяжении всего нескольких секунд после поджигания термитной порции. Кроме окиси железа и алюминия ,в состав данной смеси включаются частицы стали ,демпфирующие реакцию ,а также легирующие добавки. Последние служат для того, чтобы была получена сталь необходимого качества и параметров. Интересно, что в конце реакции осуществляется послойное разделение на жидкую сталь и легкий шлак, который оказывается сверху.
Интересно, что термитная реакция происходит на протяжении всего нескольких секунд после поджигания термитной порции. Кроме окиси железа и алюминия ,в состав данной смеси включаются частицы стали ,демпфирующие реакцию ,а также легирующие добавки. Последние служат для того, чтобы была получена сталь необходимого качества и параметров. Интересно, что в конце реакции осуществляется послойное разделение на жидкую сталь и легкий шлак, который оказывается сверху.
Термитная технология позволяет соединять между собой поверхностно-закаленные, объемно-закаленные, а также термически не упрочненные рельсы в любых комбинациях. Термитная сварка позволяет соответствовать высоким требованиям, которые сегодня выдвигаются к высокоскоростным магистралям и бесстыковым путям.
Газопрессовая сварка
Данная технологи основывается на соединении металлов при температуре, которая находится в пределах, ниже точки плавления, но при высоком давлении. Главные «плюсы» данной технологии:
- Однородная структура металла в области стыка железнодорожных рельсов;
- Высокое качество получаемого соединения.


Ввиду вышеописанных преимуществ, данный тип сварки очень эффективен при сварке тяжелых железнодорожных рельсов. Перед осуществлением собственно сварки, концы железнодорожных рельсов плотно приставляются друг к другу. При этом при помощи дисковой пилы рельсорезного станка или механической ножовкой осуществляется одновременное прорезывание торцов обеих рельсов. В итоге обеспечивается максимальная чистота металла, а также высокая плотность прилегания. Перед самим процессов сваривания торцы промываются четыреххлористым углеродом. Также дл я этих целей может применяться дихлорэтан. Подготовительный же этап перед непосредственно сваркой заключается в нагревании концов рельс, для которого применяются многопламенные горелки.
После этого концы рельсов должны быть зажаты при помощи гидравлического пресса с последующим нагревом до 1200 градусов при помощи все тех же многопламенных горелок. Последние осуществляют колебательные движения вдоль образованного стыка. Частота этих колебаний составляет 50 колебаний в минуту. Вместе с этим рельсы сжимаются с силой от 10 до 13 тонн, которая устанавливается специальными расчетами. В результате получается осадка около 20 мм. Для осуществления описываемых действий используются универсальные газопрессовые станки.
Частота этих колебаний составляет 50 колебаний в минуту. Вместе с этим рельсы сжимаются с силой от 10 до 13 тонн, которая устанавливается специальными расчетами. В результате получается осадка около 20 мм. Для осуществления описываемых действий используются универсальные газопрессовые станки.
После завершения сваривания полученный стык обрабатывается. После этого производится также его нормализация.
Итоги
Итак, существует три ключевые технологии сваривания рельсов. Каждая из них обладает собственными «плюсами» и «минусами». Однако стоит отметить, что алюмотермитная сварка максимально соответствует всем современным жесточайшим требованиям к бесстыковым железнодорожным путям. Потому ее применение полностью обоснованно при построении и ремонте современных магистралей.
Похожие статьиВестник Иркутского государственного технического университета
2018 / Том 22, №6 (137) 2018 [ МАШИНОСТРОЕНИЕ И МАШИНОВЕДЕНИЕ ]
ЦЕЛЬ. Проанализировать работы в области сварки высокопрочных рельсовых сталей для бесстыкового пути с позиции структурообразования в сварном рельсовом стыке, выполненные в России и за рубежом. МЕТОДЫ. Авторами выполнен сравнительный аналитический обзор различных технологий сварки рельса. Проведен анализ структурного фактора в сварном рельсовом стыке на основе металлографических исследований. РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ. Рассмотрены основные направления исследований и полученные разными авторами результаты в области сварки рельсов. Проанализированы особенности, предъявляемые к бесстыковому пути, в области сварки для различных технологических способов (алюминотермитная сварка, стыковая контактная сварка оплавлением, газопрессовая сварка, сварка трением, ручная дуговая сварка). Выполнен анализ работ с учетом получаемых структур в сварочном шве и зоне термического влияния для основных способов сварки рельса: алюминотермитного, газопрессового, стыкового с оплавлением, линейного способа трением, электродугового, электрошлакового.
Проанализировать работы в области сварки высокопрочных рельсовых сталей для бесстыкового пути с позиции структурообразования в сварном рельсовом стыке, выполненные в России и за рубежом. МЕТОДЫ. Авторами выполнен сравнительный аналитический обзор различных технологий сварки рельса. Проведен анализ структурного фактора в сварном рельсовом стыке на основе металлографических исследований. РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ. Рассмотрены основные направления исследований и полученные разными авторами результаты в области сварки рельсов. Проанализированы особенности, предъявляемые к бесстыковому пути, в области сварки для различных технологических способов (алюминотермитная сварка, стыковая контактная сварка оплавлением, газопрессовая сварка, сварка трением, ручная дуговая сварка). Выполнен анализ работ с учетом получаемых структур в сварочном шве и зоне термического влияния для основных способов сварки рельса: алюминотермитного, газопрессового, стыкового с оплавлением, линейного способа трением, электродугового, электрошлакового. Выполнен сравнительный анализ макроструктуры и твердости сварного рельсового стыка для анализируемых способов сварки. Проведен анализ технологий сварки рельса, внедренных на дорогах РФ и мира. ВЫВОДЫ. Показано, что алюминотермитную сварку рельсов с позиции структурного фактора, низких значений ударной вязкости и трещиностойкости при отрицательных температурах, высокого уровня дефектообразования в рельсовом стыке нельзя рекомендовать при строительстве и реконструкции скоростных бесстыковых путей, поскольку этот способ не обеспечивает высокое качество рельсового стыка и снижает безопасность движения. Другие способы сварки рельса по физико-механическим свойствам в сварном шве обеспечивают высокое качество рельсового стыка и являются более перспективными. Однако необходимо провести дополнительные исследования процессов структурообразования в сварочном шве и зоне термического влияния в условиях отрицательных температур и высоких удельных нагрузок на рельсовый стык.
Выполнен сравнительный анализ макроструктуры и твердости сварного рельсового стыка для анализируемых способов сварки. Проведен анализ технологий сварки рельса, внедренных на дорогах РФ и мира. ВЫВОДЫ. Показано, что алюминотермитную сварку рельсов с позиции структурного фактора, низких значений ударной вязкости и трещиностойкости при отрицательных температурах, высокого уровня дефектообразования в рельсовом стыке нельзя рекомендовать при строительстве и реконструкции скоростных бесстыковых путей, поскольку этот способ не обеспечивает высокое качество рельсового стыка и снижает безопасность движения. Другие способы сварки рельса по физико-механическим свойствам в сварном шве обеспечивают высокое качество рельсового стыка и являются более перспективными. Однако необходимо провести дополнительные исследования процессов структурообразования в сварочном шве и зоне термического влияния в условиях отрицательных температур и высоких удельных нагрузок на рельсовый стык.
Ключевые слова:
алюминотермитная сварка,стыковая контактная сварка с оплавлением,сварка трением,электрошлаковая сварка,структура,перлит,феррит,аустенит,дефекты рельса,контроль качества,твердость рельса,отказы,неисправности,бесстыковой путь,рельсовые стали,aluminothermic welding,resistance flash welding,friction welding,electroslag welding,structure,perlite,ferrite,austenite,rail defects,quality control,rail hardness,failures,faults,continuous welded rail,rail steels
Авторы:
- Штайгер Максим Григорьевич
- Балановский Андрей Евгеньевич
Библиографический список:
- Ермаков В. М. Штайгер М.Г., Янович О.А. Электронный паспорт рельса // Путь и путевое хозяйство. 2016. № 4. С. 13-17.
- Кучук-Яценко С.И. Контактная стыковая сварка непрерывным оплавлением. Киев: Наукова думка, 1976. 213 с.
- Малкин Б.В., Воробьев А.А. Термитная сварка рельсов. М.: Министерство коммунального хозяйства РСФСР, 1963. 102 с.
- Кучук-Яценко С.И., Кривенко В.Г., Дидковский А.В., Швец Ю.В., Харченко А.К., Левчук А.Н. Технология и новое поколение оборудования для контактной стыковой сварки высокопрочных рельсов современного производства при строительстве и реконструкции скоростных железнодорожных магистралей // Автоматическая сварка. 2012. № 6 (710). С. 32-40.
- Штайгер М.Г. Проблемы качества компонентов путевого комплекса // Путь и путевое хозяйство. 2011. № 12. С. 6-9.
- Косенко С.А., Акимов С.С. Причины отказов элементов железнодорожного пути на полигоне Западно-Сибирской железной дороги // Вестник Сибирского государственного университета путей сообщения. 2017. № 3 (42). С. 26-35.
- Яновский А.С. На сетевой школе в Ростове-на-Дону // Путь и путевое хозяйство. 2017. № 8. С. 2-7.
- Меркулова Т.В., Рождественский С.А., Рукавчук Ю.П., Шелухин А.А., Этинген И.З. Анализ системы неразрушающего контроля сварных стыков рельсов // Путь и путевое хозяйство. 2013. № 11. С. 6-9.
- Рукавчук Ю.П., Рождественский С.А., Этинген И.З. Дефектность стыков алюминотермитной сварки рельсов // Путь и путевое хозяйство, 2011. № 4. С. 26-27.
- Шур Е.А. Повреждения рельсов. М.: Интекст, 2012. 192 с.
- Козырев Н.А., Усольцев А.А., Шевченко Р.А., Крюков Р.Е., Шишкин П.Е. Современные методы сварки рельсов нового поколения // Известия вузов. Черная металлургия. 2017. № 60 (10). С. 785-791. https://doi.org/10.17073/0368-0797-2017-10-785-791.
- Кузьменко Г.В., Кузьменко В.Г., Галинич В.И., Тагановский В.М. Новая технология электродуговой сварки ванным способом рельсов в условиях трамвайных и подкрановых путей // Автоматическая сварка. 2012. № 5 (709). С. 40-44.
- Балановский А.Е. Система колесо — рельс: монография. Ч. 1. Конец системы колесо — рельс и вновь начало. Иркутск: Изд-во ИрГТУ, 2011. 1009 с.
- Макаров Э.Л., Якушин Б.Ф. Теория свариваемости сталей и сплавов. M.: Изд-во МГТУ им. Н.Э. Баумана, 2014. 487 с.
- Гривняк И. Свариваемость сталей. М.: Машиностроение, 1984. 216 с.
- Ющенко К.А., Дерломенко В.В. Анализ современных представлений о свариваемости // Автоматическая сварка. 2005. № 1. С. 9-13.
- Костин В.А. Математические описание углеродного эквивалента как критерия оценки свариваемости сталей // Автоматическая сварка. 2012. № 8. С. 12-17.
- Каргин В.А., Тихомирова Л.Б., Галай М.С., Кузнецова Е.С. Повышение эксплуатационных параметров соединений, полученных алюминотермитной сваркой // Сварочное производство 2014. № 2. С. 29-32.
- Воронин Н.Н., Прохоров Н.Н., Трынкова О.Н. Резервы алюминотермитной сварки рельсов // Мир транспорта. 2012. № 2 (40). С. 76-83.
- Воронин Н. И. Трынкова О.Н., Фомичева О.В. Алюминотермитная сварка рельсов зимой // Мир транспорта. 2012. № 4. С. 56-59.
- Гудков А.В. Лыков А.М., Кярамян К.А. Расчет процесса алюминотермитной сварки рельсов // Вестник Научно-исследовательского института железнодорожного транспорта. 2013. № 2. С. 50-54.
- Давыдкин А.В., Николаев С.В. Контроль алюминотермитной сварки рельсов зеркальными методами // Путь и путевое хозяйство. 2013. № 12. С. 6-10.
- Тихомирова Л.Б., Ильиных А.С., Галай М.С., Сидоров Э.С. Исследоване структуры механических свойств алюмотермтных сварных соединений рельсов // Вестник ЮУрГУ. Серия: Металлургия. 2016. Т. 16. № 3. С. 90-95.
- Яценко В.В., Амосов А.П., Самборук А.Р. Термодинамические исследования горения железо-алюминиевого термита // Вестник Самарского государственного технического университета. Серия: Физико-математические науки. 2011. N 2. С. 123-128.
- Беляев А.Ф., Комкова Л.Д. Зависимость скорости горения термитов от давления // Журнал физической химии. 1950. Т. 24. С. 1302-1311.
- Рязанов С.А. Основы технологии производства алюмотермитных огнеупоров. Самара: Изд-во СамГТУ, 2007. 178 с.
- Фролов В.В. Поведение водорода при сварке плавлением. М.: Машиностроение, 1966. 155 с.
- Перворочаев Н.М. О содержании газов в литом и катанном металле // Инновационные технологии внепечной обработки чугуна и стали: доклады науч.-практ. конф. Донецк: Изд-во Украинской ассоциации сталеплавильщиков, 2011. С. 33-38.
- Балановский А.Е., Нестеренко Н.А. Проблема водорода при плазменном поверхностном упрочнении // Сварочное производство. 1992. № 11. С. 13-15.
- Балановский А.Е., Гречнева М.В., Гюи В.В. Исследование структуры рельсовой стали после плазменного поверхностного упрочнения // Упрочняющие технологии и покрытия. 2015. № 11 (131). С. 23-32.
- Клименков Д.А., Балановский А.Е. Определение диффузионного водорода при сварке покрытыми электродами стальных труб класса прочности К60 и К65 // Жизненный цикл конструкционных материалов (от получения до утилизации): материалы докл. VI Всерос. науч.-техн. конф. с международ. участием (Иркутск, 25-27 апреля 2016 г.). Иркутск: Изд-во ИРНИТУ, 2016. С. 265-273.
- Yuan-qing Wang, Hui Zhou, Yong-jiu Shi1, and Bao-rui Feng Mechanical properties and fracture toughness of rail steels and thermite welds at low temperature // International Journal of Minerals, Metallurgy and Materials. 2012. Vol. 19. No. 5. P. 409. DOI: 10.1007/s12613-012-0572-8
- Myers J., Geiger G.H., Poirier D.R. Structure and properties of thermite welds in rails // Welding Journal. 1982. Vol. 258. Р. 8-19.
- Lonsdale C.P. Thermit rail welding: history, process developments, current practices and outlook for the 21st century (pdf). In: Proc. of AREMA 1999 Annual Conf. The American railway engineering and maintenance-of-way association, Sept. Р. 2. 1999.
 М. Штайгер М.Г., Янович О.А. Электронный паспорт рельса // Путь и путевое хозяйство. 2016. № 4. С. 13-17.
М. Штайгер М.Г., Янович О.А. Электронный паспорт рельса // Путь и путевое хозяйство. 2016. № 4. С. 13-17. № 3 (42). С. 26-35.
№ 3 (42). С. 26-35. № 5 (709). С. 40-44.
№ 5 (709). С. 40-44. И. Трынкова О.Н., Фомичева О.В. Алюминотермитная сварка рельсов зимой // Мир транспорта. 2012. № 4. С. 56-59.
И. Трынкова О.Н., Фомичева О.В. Алюминотермитная сварка рельсов зимой // Мир транспорта. 2012. № 4. С. 56-59. 1950. Т. 24. С. 1302-1311.
1950. Т. 24. С. 1302-1311. VI Всерос. науч.-техн. конф. с международ. участием (Иркутск, 25-27 апреля 2016 г.). Иркутск: Изд-во ИРНИТУ, 2016. С. 265-273.
VI Всерос. науч.-техн. конф. с международ. участием (Иркутск, 25-27 апреля 2016 г.). Иркутск: Изд-во ИРНИТУ, 2016. С. 265-273.Файлы:
Сварщик — Алюминотермитная сварка Сварка рельсовых стыков…
Алюминотермитная сварка
Сварка рельсовых стыков — очень ответственная и непростая задача. Материал полотна содержит большое количество углерода, что относит его к разряду трудносвариваемых металлов. Это проявляется в образовании трещин на шве, которые способствуют разрушению соединения. Дополнительно, концентрация напряжения на материале специфичной формы усложняет процесс создания прочного стыка. Вместо электродугового ручного метода была разработана альтернатива — алюминотермитная сварка рельсов. В чем ее суть и как это работает?
Материал полотна содержит большое количество углерода, что относит его к разряду трудносвариваемых металлов. Это проявляется в образовании трещин на шве, которые способствуют разрушению соединения. Дополнительно, концентрация напряжения на материале специфичной формы усложняет процесс создания прочного стыка. Вместо электродугового ручного метода была разработана альтернатива — алюминотермитная сварка рельсов. В чем ее суть и как это работает?
Основное предназначение метода
Рельсы — это сложная конструкция, обеспечивающая движение многотонных поездов на большой скорости. Для бесперебойного прохождения тяжелых составов требуется целостность дорожного полотна. Поэтому все рельсы нужно соединять между собой. Шпалы обеспечивают определенную амортизацию и устойчивость линии без просадок. Но плохо сваренные стыки могут причинить серьезный вред всей конструкции и проходящим поездам.
Сам процесс наложения шва на рельсовое полотно довольно проблематичен. Дуговая сварка не способна проплавить такую толщину без большого скоса кромок. Если производить глубокую разделку на торцах, то сваривание сторон займет много времени. Газовая сварка вообще не рассчитана на такую толщину металла. Еще одна сложность заключается в том, что если материал шва окажется недостаточно твердым, то произойдет смещение центрации и просадка одной из сторон стыка. Колесо движущегося состава, каждый раз проходя по этому месту, будет биться о выступающий борт. Постоянные удары в торец рельса приводят к быстрому разрушению полотна, остановке движения, и частым ремонтным работам.
Если производить глубокую разделку на торцах, то сваривание сторон займет много времени. Газовая сварка вообще не рассчитана на такую толщину металла. Еще одна сложность заключается в том, что если материал шва окажется недостаточно твердым, то произойдет смещение центрации и просадка одной из сторон стыка. Колесо движущегося состава, каждый раз проходя по этому месту, будет биться о выступающий борт. Постоянные удары в торец рельса приводят к быстрому разрушению полотна, остановке движения, и частым ремонтным работам.
Для самих поездов плохие стыки чреваты вредом для подвижной части. При регулярных ударах колесной пары о выступы начинают образовываться сколы на поверхности головок и их последующее сминание. Повышается вибрация при движении, а потеря баланса приводит к дальнейшему разрушению рельсов и ходовой части.
Если материал шва будет чрезмерно твердым, то постоянные нагрузки при многотонных поездах и внутреннее напряжение посодействуют самопроизвольному распаду металла соединения. Чтобы решить задачу по сварке рельсов, было проведено множество опытов. Бекетов Н.Н. выявил процесс, названный алюминотермия. Он позволяет качественно соединять рельсовые пути, с должной прочностью и необходимой вязкостью шва, обеспечивая движения тяжелых составов без просадок и трещин.
Чтобы решить задачу по сварке рельсов, было проведено множество опытов. Бекетов Н.Н. выявил процесс, названный алюминотермия. Он позволяет качественно соединять рельсовые пути, с должной прочностью и необходимой вязкостью шва, обеспечивая движения тяжелых составов без просадок и трещин.
Описание алюминотермитной сварки
Чтобы соединения рельсов между собой было качественным, используется алюминотермитная сварка. Суть метода заключается в плавлении специального порошка, который засыпается между свариваемыми сторонами полотна. Он прочно связывает основной материал и делает структуру шва повышенной вязкости и сопротивлению на разрыв. Такие стыки рельсов не проседают со временем и выполняются за короткий срок.
В состав порошка входит два компонента: 23% алюминиевой крошки (откуда и взято название метода), и 77% оксида железа. Порошок имеет мелкодисперсную структуру, и максимальная величина гранул составляет 0,5 мм. Метод основан на способности металла к восстановлению в окислах алюминия. Но это возможно при очень высокой температуре. Поэтому используется запал, который поджигает смесь. Гранулы воспламеняются и температура доходит до 3000 градусов. Благодаря этому оксид железа способен преобразоваться в чистый металл.
Но это возможно при очень высокой температуре. Поэтому используется запал, который поджигает смесь. Гранулы воспламеняются и температура доходит до 3000 градусов. Благодаря этому оксид железа способен преобразоваться в чистый металл.
На месте применяется заливочная форма, обеспечивающая попадание сплава в зону стыка. Важно создать герметичную конструкцию, поэтому были разработаны формы под разные конфигурации рельс. Остаточные щели заделываются термостойкой обмазкой. Жидкий состав затекает в место соединения, полностью заполняя свободное пространство. В процессе образовывается шлак, который являясь самым легким, всплывает на поверхности.
Рельсовый стык, будучи еще в горячем состоянии, нуждается в уплотнении, для усадки материала. Поэтому на месте работ используются прессы. После создания соединения убираются все приспособления и отбивается шлак молотком. Шов имеет грубые наплывы, поэтому нуждается в обработке шлифовальной машиной и болгаркой в труднодоступных местах.
Преимущества и недостатки
У алюминотермитной сварки рельсов существует несколько основных преимуществ:
• Создание шва на рельсовом полотне занимает около 30 минут (со всеми подготовительными работами). Причем бригада может за 50 минут наложить около 12 швов. Это достигается за счет конвейеризации процесса: один рабочий выставляет рельсы и переходит на следующее место, второй устанавливает форму и создает стык, третий обрабатывает поверхность.
Причем бригада может за 50 минут наложить около 12 швов. Это достигается за счет конвейеризации процесса: один рабочий выставляет рельсы и переходит на следующее место, второй устанавливает форму и создает стык, третий обрабатывает поверхность.
• Основные комплектующие для алюминотермитной сварки можно купить в магазинах. Смесь продается в специальных бочках.
• Процесс сварки относительно не сложен, и достаточно нескольких тренировок на практике, чтобы рабочий научился самостоятельно выполнять сварку.
• Экономия электроэнергии, которая необходима только для запитки шлифовального оборудования.
• Высокое качество шва, способное выдерживать большие нагрузки.
• Возможность проводить сварочные работы вдали от населенных пунктов в полевых условиях.
Но у алюминотермитной сварки существуют и недостатки. Порошок относится к разряду легковоспламеняющихся средств, и требует осторожного обращения. Если в него случайно попал огонь, то потушить состав уже не возможно и расплавленный металл протечет в неподходящем месте, что приведет к ненужному расходу материала, и возможно, к пожару. Если в горящую емкость попадет вода, то это спровоцирует взрыв и разбрызгивание расплавленного материала. Для качественного соединения требуется предварительный подогрев сторон рельс пламенем горелки. Поэтому, несмотря на простоту самой сварки, подготовка и последующая обработка стыка требуют наличия баллонов и электричества.
Если в горящую емкость попадет вода, то это спровоцирует взрыв и разбрызгивание расплавленного материала. Для качественного соединения требуется предварительный подогрев сторон рельс пламенем горелки. Поэтому, несмотря на простоту самой сварки, подготовка и последующая обработка стыка требуют наличия баллонов и электричества.
ps://www.youtube.com/watch?time_continue=106&v=8GaR3LeNjnw
Термитная сварка рельсов трамвайного пути методом промежуточного литья
Основные методы сварки рельс
Прежде чем приступить к подробному описанию технологического процесса термитной сварки рельсов трамвайного пути, целесообразно рассмотреть специфику данного вида работ и применяемых для его выполнения способов. Характерными особенностями рельсовых трамвайных путей выступают:
- изготовление из очень прочного материала – высокоуглеродистой стали, одним из свойств которой является плохая свариваемость;
- высокие требования к точности геометрических размеров конечного продукта, так как любые отклонения резко увеличивают вероятность аварии;
-
большая протяженность путей, результатом которой становится необходимость быстрого перемещения в процессе работы.

Следствием перечисленных особенностей рельсовых трамвайных путей становятся следующие требования к исполнителю работ по их монтажу:
- специализированное профессиональное оборудование;
- качественные комплектующие и расходные материалы;
- жесткая система мер по контролю над качеством сварных швов и работы в целом.
Электроконтактная сварка
Технология широко применяется в различных сферах деятельности для соединения однотипных деталей. Применительно к монтажу рельсовых трамвайных путей принцип действия электроконтактной сварки выглядит следующим образом:
- сначала стыки рельсов сильно нагреваются под воздействием электрической дуги;
- результатом становится расплавление металла;
- затем происходит стыковка отдельных элементов с образованием в месте соединения однородной массы
Производство работ происходит с применением мобильных машинных комплексов, выполняющих сварку в автоматическом режиме и передвигающихся по смонтированному участку пути. На подготовительном этапе рельсы укладываются в непосредственной близости от предполагаемого места размещения.
Основные достоинства технологии электроконтактной сварки трамвайного пути – универсальность, отменная производительность, серьезный уровень автоматизации рабочего процесса. В числе недостатков – высокая стоимость профессионального оборудования и существенные эксплуатационные расходы. В первую очередь, они необходимы для комплектования рельсосварочной станции дорогостоящими контактными головками разного типа в зависимости от требуемого режима сварки.
| Рис. 1. ПРСМ-6 – популярная модель автоматизированной установки для сварки электроконтактным методом |
Электродуговой метод
Электродуговая сварка бесконтактным способом, наряду с термитной, считается наиболее часто применяемой технологией монтажа трамвайных путей. Рабочий процесс ее практического использования выглядит следующим образом:
Рабочий процесс ее практического использования выглядит следующим образом:
- рельсы укладываются в месте расположения трамвайного пути;
- между ними остается небольшой по размерам зазор;
- концы рельсов соединяются между собой при помощи металла электродов, который расплавляется под действием электрической дуги.
Главное достоинство описываемого метода – отсутствие необходимости прилагать серьезные усилия при стыковке рельсов и доступная стоимость выполнения работ. Дополнительные и весьма немаловажные плюсы – возможность использования как стационарных, так и мобильных источников электроснабжения разной мощности.
| Рис. 2. Сварка рельсового пути электродуговым способом |
Наибольшее распространение получил так называемый ванный способ электродуговой сварки. В соответствии с его технологическим процессом, стык размещается в специальной герметичной емкости — ванне. Между рельсами остается зазор от 14 до 16 мм. Между торцами вертикально сверху помещается электрод. На него подается электрический ток, сила которого составляет около 350 А. В результате металл электрода расплавляется и равномерно распределяется внутри ванны, обеспечивая прочное надежное и долговечное соединение. Основным недостатком технологии выступает сравнительно невысокая производительность, которая объясняется серьезным уровнем трудозатрат.
В соответствии с его технологическим процессом, стык размещается в специальной герметичной емкости — ванне. Между рельсами остается зазор от 14 до 16 мм. Между торцами вертикально сверху помещается электрод. На него подается электрический ток, сила которого составляет около 350 А. В результате металл электрода расплавляется и равномерно распределяется внутри ванны, обеспечивая прочное надежное и долговечное соединение. Основным недостатком технологии выступает сравнительно невысокая производительность, которая объясняется серьезным уровнем трудозатрат.
Газопрессовая сварка
В данном случае применяется совершенно иной принцип соединения стыков рельсов трамвайного пути. Он предполагает сварку отдельных элементов в единую конструкцию при намного более низких температурах, исключающих плавление металла, под воздействием высокого давления. На подготовительном этапе происходит максимально плотное прижатие стыков рельсов друг к другу, которое достигается при помощи специального рельсорезного станка.
Затем место соединения обрабатывается четыреххлористым углеродом или дихлорэтаном, незначительно нагревается с применением комбинированной горелки и сильно сжимается с использованием гидравлического пресса. Воздействие давления с усилием около 10-13 тонн сопровождается разогревом стыка примерно до 1 200 градусов.
Такая технология позволяет получить еще более однородное и прочное соединение рельсов, чем описанные выше способы. Как следствие, чаще всего газопрессовая сварка применяется для монтажа путей, эксплуатация которых предполагаем самые высокие нагрузки, то есть железнодорожных. Основным недостатком метода является высокая стоимость, необходимость в узкоспециализированном дорогостоящем оборудовании и сравнительно низкая производительность.
Термитная (алюмотермитная) сварка
Каждый из перечисленных выше методом сварки рельсового трамвайного пути не лишен каких-либо существенных недостатков. Наиболее сбалансированным и отвечающим современным требованиям к качеству, стоимости и скорости выполнения монтажных работ справедливо считается термитный способ (другие его часто применяемые наименования – алюмотермитный или метод промежуточного литья).
В его основе лежит реакция, происходящая при контакте алюминия и окиси железа, которые входят в состав специального порошка – термита. Результатом реакции становится образование восстановленного железа. Она сопровождается выделением большого количества тепла, что ведет к дальнейшему нагреву металла до температуры примерно 2 000 градусов. После этого он заливается в специальную форму, которая размещается на стыке рельсов и совпадает с ними по форме. Использование в технологическом процессе термита на основе алюминия стало причиной появления названия сварки – термитная или алюмотермитная.
| Рис. 3. Алюмотермитная сварка рельсового пути |
Технология была разработана достаточно давно – в середине XIX века. Ее постоянное совершенствование в сочетании с разработкой нового более эффективного и производительного оборудования, а также впечатляющим набором достоинств сделали термитную сварку самым востребованным на данный момент способом монтажа и ремонта рельсовых трамвайных путей.
Технологические особенности, сфера применения и преимущества термитной сварки методом промежуточного литья
В настоящее время применяются 4 базовых метода термитной сварки. Каждый из них имеет характерные особенности и собственную область практического использования. В указанную цифру входят следующие способы выполнения сварочных работ:
- соединение встык. Наиболее трудоемкая и сложная для практического применения технология;
- способ промежуточного литья. Обладает комплексом достоинств, подробно описанных ниже;
- комбинированная сварка. Предусматривает совмещение характерных особенностей двух указанных выше методов, комбинируя и их недостатки;
- метод дуплекс. Отличительная особенность данного способа – дополнительная стадия технологического процесса, представляющая собой спрессовку заготовок после заливки сплава восстановленного железа.
Рис. 4. Технологическая схема сварки методом промежуточного литья 4. Технологическая схема сварки методом промежуточного литья
|
Самой популярной и часто применяемой разновидностью термитной сварки заслуженно считается способ промежуточного литья. В большинстве случаев именно он имеется в виду, если речь идет о рассматриваемой технологии. Основными причинами востребованности метода следует считать три фактора:
- сравнительно простой рабочий процесс;
- длинный перечень достоинств, с лихвой компенсирующий небольшое количество недостатков;
- универсальность в сочетании с широкой сферой практического применения;
- наличие четких и детализированных стандартов, регламентирующих выполнение работ.
Для получения объективного и более глубокого представления об особенностях технологии, требуется подробно рассмотреть каждый из перечисленных факторов.
Схема технологического процесса
Традиционный метод термитной сварки рельсового пути способом промежуточного литья включает в себя следующие технологические этапы:
- над стыком двух рельсов устанавливается специальная конструкция в виде емкости;
-
внутрь ее помещается специальный порошок — термит, на 23% состоящий на крошки алюминия и на 77% — из оксида железа. Он имеет мелкодисперсную структуру с размерами гранул около 0,5 мм;
- непосредственно на стык монтируется герметичная заливочная форма, конфигурация которой совпадает с профилем рельс;
- металлическая емкость нагревается до 1 000 градусов при помощи разового воздействия специального воспламенителя, запускающего алюмотермитную реакцию;
- она протекает с выделением тепла, результатом чего становится дальнейший нагрев порошка до 2 000 градусов и перемещение получившегося расплава в заливочную форму;
- под воздействием расплава торцы рельсов также сильно нагреваются, оплавляются, в результате чего в месте стыка создается однородная масса по всему сечению рельса;
- постепенное охлаждение сварного шва сопровождается дополнительным уплотнением металла и выдавливанием шлака на поверхность;
-
завершающая стадия рабочего процесса – отбивка шлака и шлифовка сварного шва при помощи обычной болгарки или угловой шлифмашинки.
 Он имеет мелкодисперсную структуру с размерами гранул около 0,5 мм;
Он имеет мелкодисперсную структуру с размерами гранул около 0,5 мм;
Преимущества и недостатки
Повсеместное применение алюмотермитной сварки в целом и конкретно метода промежуточного литья объясняется рядом серьезных преимуществ, которые достигаются при грамотном использовании технологии. Самыми впечатляющими из них являются такие:
- высокая скорость ведения сварочных работ. Продолжительность технологического процесса составляет не более 25-30 минут. Как следствие – бригада сварщиков, укомплектованная необходимым оборудованием, способна выполнить 10-12 сварных швов в течение часа;
- отсутствие привязки к стационарным источникам электроснабжения. Для выполнения работ используются мобильные установки, обладающие компактными размерами и работающие в автономном режиме. Общий вес необходимого оборудования редко превышает 350-400 кг;
- сравнительно невысокие требования к квалификации исполнителей. Для грамотного практического применения описываемого способа сварки достаточно четко следовать пошаговой инструкции по выполнению работ и технологической схеме рабочего процесса;
- высокий уровень безопасности, для обеспечения которого достаточно использовать исправное оборудование и выполнять общепринятые правила техники безопасности при проведении сварочных работ;
-
одинаковая эффективность как для монтажа нового рельсового пути, так и при ремонте существующего. Важный дополнительный плюс – отсутствие необходимости делать длительные перерывы в движении транспорта при выполнении ремонтных работ;
- отменные эксплуатационные характеристики сварного шва. Они не уступают или даже превосходят аналогичные показатели, полученные при использовании альтернативных методов сварки, при заметно более высокой производительности и доступной стоимости производства монтажных работ.
 Важный дополнительный плюс – отсутствие необходимости делать длительные перерывы в движении транспорта при выполнении ремонтных работ;
Важный дополнительный плюс – отсутствие необходимости делать длительные перерывы в движении транспорта при выполнении ремонтных работ;| Рис. 5. Термитная сварка рельсового пути |
К числу недостатков, характерных для термитной сварки рельсов трамвайного пути, следует отнести такие особенности технологии:
- необходимость аккуратного и осторожного обращения с используемым в ходе работ порошком, который является легко воспламеняемым веществом;
- для получения качественного шва требуется четкое выполнение схемы и последовательности производимых технологических операций;
-
обязательное условие для безопасного ведения сварочных работ – исключение возможности попадания в рабочие емкости воды, что приведет к разбрызгиванию металла.
Анализ приведенных выше списков достоинств и недостатков наглядно демонстрирует главную причину популярности и востребованности рассматриваемой технологии. Она заключается в сочетании хороших эксплуатационных свойств получаемого на выходе сварного шва с высокой производительностью и доступной стоимостью выполняемых монтажных работ. Очевидным и легко предсказуемым следствием настолько впечатляющего перечня достоинств технологии становится крайне обширная сфера применения термитной сварки в сегодняшних условиях.
Технические стандарты, регулирующие требования к проведению работ
Немаловажным достоинством термитной сварки рельсовых путей выступает наличие детально проработанного стандарта, четко регламентирующего требования к технологическому процессу и правила проведения сварочных работ. Речь в данном случае идет о национальном стандарте РФ – ГОСТ Р 57181-2016. Нормативный документ был введен в действие с 1 июня 2017 года и актуален до настоящего времени.
Положения стандарта содержат рекомендации в области грамотной организации работ по монтажу рельсовых путей любого типа – железнодорожных, трамвайных или для других разновидностей городского электротранспорта. Кроме того, стандарт дает основные определения терминам и понятиям, которые используются для описания технологии термитной сварки, а также устанавливает базовые методы контроля над качеством сварного шва.
Термитная сварка – обзор
8.7.2 Углеродистая сталь для конструкционных применений
Вообще говоря, нелегированные стали, используемые в конструкционных работах (мосты, здания, сооружения и судостроение), делятся на две категории: низкоуглеродистая сталь (до 0,25% в) в виде пластин и профилей, применяемых для сварных конструкций, и стали более углеродистой (0,5–0,7 % С) для арматурного проката и рельсов. Вторая категория составляет около одной трети общего тоннажа в Великобритании, хотя эта цифра время от времени меняется. Рельсы соединяются стыковой сваркой оплавлением в транспортабельные отрезки, а монтажные стыки выполняются электродами с низким содержанием водорода или термитной сваркой. Термитная сварка также используется для соединений, которые не поддаются стыковой сварке оплавлением, например, в точках и на изгибах.
Рельсы соединяются стыковой сваркой оплавлением в транспортабельные отрезки, а монтажные стыки выполняются электродами с низким содержанием водорода или термитной сваркой. Термитная сварка также используется для соединений, которые не поддаются стыковой сварке оплавлением, например, в точках и на изгибах.
Арматурный прокат сваривают электродами с низким содержанием водорода и с предварительным подогревом 100–250 °С. Руководство по процедуре приведено в стандарте AWS D12-1.
Обычная углеродистая сталь является предпочтительным материалом для основной части (около 90%) строительных работ.Марки с более высоким пределом прочности требуются, когда основное внимание уделяется напряжению, например, в узловых частях морских сооружений, но там, где прогиб является ограничивающим фактором, повышенная прочность на растяжение не дает никаких преимуществ. То же самое относится и к сварным деталям, где усталостная нагрузка является основным расчетным соображением.
Как углеродистые, так и высокопрочные конструкционные стали указаны в BS 4360 и в ряде спецификаций ASTM, некоторые из которых сгруппированы в соответствии с применением, например, ASTM A709 для перемычек. BS 4360 был частично заменен европейским стандартом EN 10 025, который распространяется на нелегированную сталь с пределом прочности при растяжении в диапазоне от 310 Н мм − 2 до 690 Н мм − 2 и был опубликован в 1990 году. В таблице 8.5 перечислены указаны составы и свойства типичных марок по EN 10 025, а в Таблице 8.6 приведен аналогичный список тех марок по BS 4360, которые не были заменены. Механические свойства указаны для профилей толщиной до 150 мм.
BS 4360 был частично заменен европейским стандартом EN 10 025, который распространяется на нелегированную сталь с пределом прочности при растяжении в диапазоне от 310 Н мм − 2 до 690 Н мм − 2 и был опубликован в 1990 году. В таблице 8.5 перечислены указаны составы и свойства типичных марок по EN 10 025, а в Таблице 8.6 приведен аналогичный список тех марок по BS 4360, которые не были заменены. Механические свойства указаны для профилей толщиной до 150 мм.
Таблица 8.5. Отдельные марки конструкционной стали по европейскому стандарту EN 10025
| Марка | Тип раскисления* | Химический состав (макс. %) | Предел прочности (Н мм − 2 ) 9002 — 2 ) S | ELONGATION | CHARPY V Rizement | C | MN | SI | P | S | N | N | Temp (° C) | J |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fe 360 B | ФУ | 0. 23 23 | 0,055 | 0,055 0,011 | 340-470 195 | 22 | 20 | 27 | |||||
| Fe 360 D2 | FF 0.19 | 0,045 0,045 | — | 340-470 | 195 | 22 | — 20 | — 20 | 27 | Fe 430 B | FN | FN | 0.25 | 0.055 | 0.055 | 0,011 | 400-540 225 | 18 | 20 | 27 |
| Fe 430 D2 | FF 0.21 | 0,045 0,045 | — | 400-540 | 225 | 18 | — 20 | 27 | |||||
| Fe 510 B | FN 0,27 | 1,7 0,6 | 0,055 | 0,055 | 0,011 | 470-630 295 | 18 | 20 | 27 | ||||
| Fe 510 D2 | FF | 0. 24 24 | 1,7 | 0,6 | 0,045 | 0,045 | — | 470-630 | 295 | 18 | — 20 | 27 | |
| Fe 510 DD | FF 0,24 | 1.7 | 0.6 | 0.045 | 0.045 | — | 470-630 | 295 | 18 | — 20 | — 20 | 40 | 40 |
Таблица 8.6. Структурная сталь до BS 4360: 1990
 1-0.5
1-0.5 Е. 0,22
Е. 0,22 Стали с такими свойствами продаются на рынке как стали Hyzed .
Стали с такими свойствами продаются на рынке как стали Hyzed . 6). Суммарная толщина представляет собой сумму толщин листа, соединяемого сварным швом. На основе этих переменных графики или таблицы дают минимальную температуру предварительного нагрева и межпроходную температуру.
6). Суммарная толщина представляет собой сумму толщин листа, соединяемого сварным швом. На основе этих переменных графики или таблицы дают минимальную температуру предварительного нагрева и межпроходную температуру.
 Мы можем разделить на три части. Первая часть — подготовка, вторая часть — эксплуатация и третья часть — осмотр. Во-первых, мы представим подготовительную работу.
Мы можем разделить на три части. Первая часть — подготовка, вторая часть — эксплуатация и третья часть — осмотр. Во-первых, мы представим подготовительную работу.

 AGICO Rail поставляет для вас комплект для термитной сварки. Более того, как производитель железнодорожных компонентов, мы поставляем различные стандартные стальные рельсы и железнодорожные скрепления, такие как рельсовая стяжка и рельсовый стык . Кроме того, мы предоставляем профессиональные услуги, если у вас есть потребности!
AGICO Rail поставляет для вас комплект для термитной сварки. Более того, как производитель железнодорожных компонентов, мы поставляем различные стандартные стальные рельсы и железнодорожные скрепления, такие как рельсовая стяжка и рельсовый стык . Кроме того, мы предоставляем профессиональные услуги, если у вас есть потребности!  Chen et al. [2].
Chen et al. [2].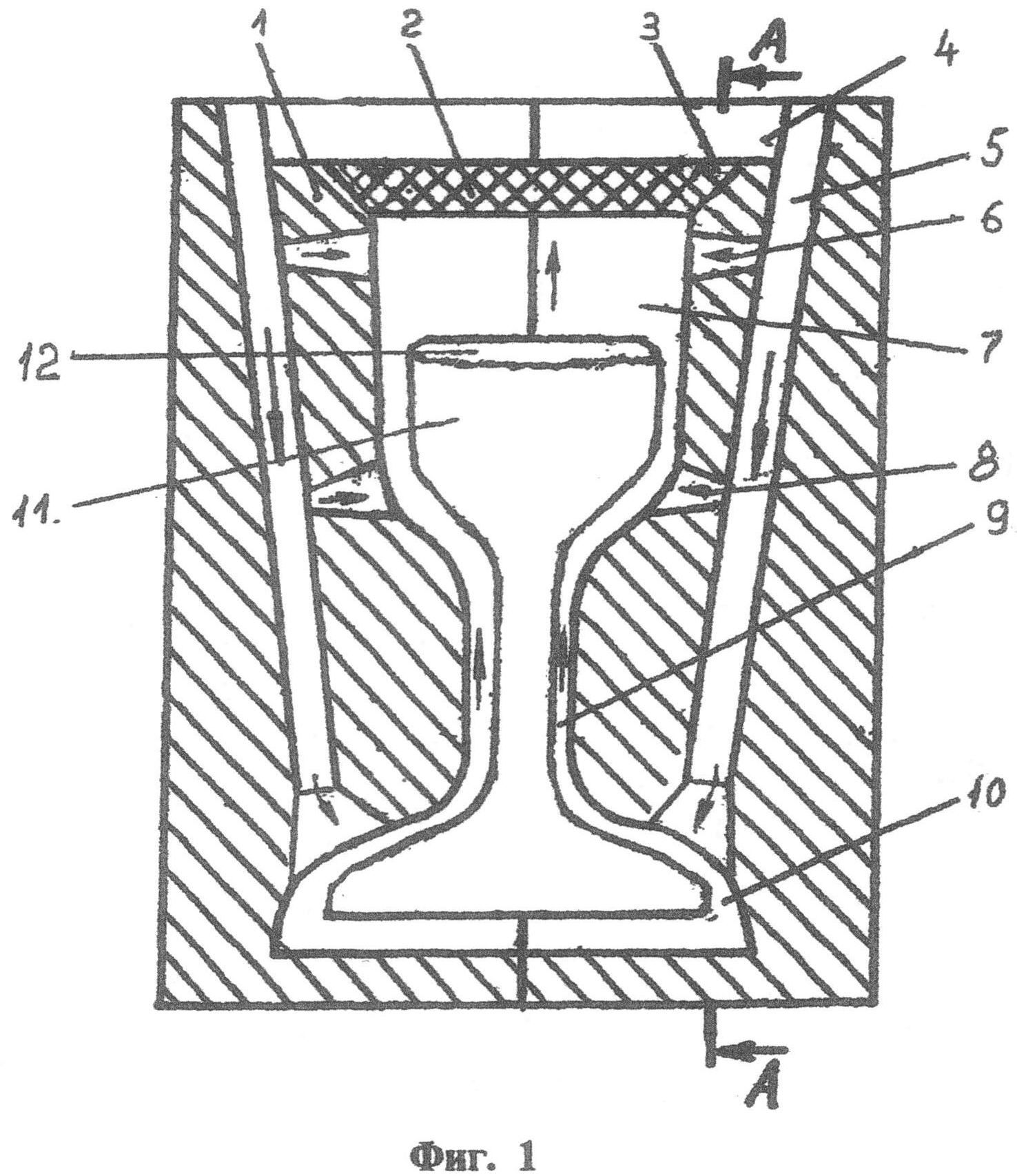 {\mathrm{th}} $$
{\mathrm{th}} $$
 Металлы рельсов и сварных швов моделируются с использованием линейного изотропного упрочнения, поскольку процесс ATW включает только ограниченную обратную текучесть при более низких температурах; хотя циклические эксперименты с рельсом R260 ограничены, Скайттебол и Йозефсон [10] показывают, что кинематическое упрочнение или, скорее, нелинейное кинематическое упрочнение может быть лучшим представлением. Температурное изменение предела текучести и модуля упрочнения показано на рис. 4в.
Металлы рельсов и сварных швов моделируются с использованием линейного изотропного упрочнения, поскольку процесс ATW включает только ограниченную обратную текучесть при более низких температурах; хотя циклические эксперименты с рельсом R260 ограничены, Скайттебол и Йозефсон [10] показывают, что кинематическое упрочнение или, скорее, нелинейное кинематическое упрочнение может быть лучшим представлением. Температурное изменение предела текучести и модуля упрочнения показано на рис. 4в. е. эффективная пластическая деформация, накопленная в более ранней фазе, не повлияет на упрочнение в новой фазе.Следовательно, накопленная эффективная пластическая деформация сбрасывается при определенной температуре, выбранной здесь как 700 °C, с использованием функции отжига ABAQUS.
е. эффективная пластическая деформация, накопленная в более ранней фазе, не повлияет на упрочнение в новой фазе.Следовательно, накопленная эффективная пластическая деформация сбрасывается при определенной температуре, выбранной здесь как 700 °C, с использованием функции отжига ABAQUS. На этапе предварительного нагрева эталонная температура устанавливается на 18 °C для всех элементов, включая (тогда бесшумный) металл сварного шва.Для следующих стадий, т. е. стадий выпуска и заливки, когда расплавленный материал заливается в форму и контактирует с нагретыми концами рельсов, эту формулировку использовать нельзя. Более того, при использовании ABAQUS анализ КЭ пришлось разделить на отдельные анализы.
На этапе предварительного нагрева эталонная температура устанавливается на 18 °C для всех элементов, включая (тогда бесшумный) металл сварного шва.Для следующих стадий, т. е. стадий выпуска и заливки, когда расплавленный материал заливается в форму и контактирует с нагретыми концами рельсов, эту формулировку использовать нельзя. Более того, при использовании ABAQUS анализ КЭ пришлось разделить на отдельные анализы. Это также означает, что изменения объема, происходящие при затвердевании металла шва, происходят в верхней части формы над зазором сварки.
Это также означает, что изменения объема, происходящие при затвердевании металла шва, происходят в верхней части формы над зазором сварки. Обратите внимание, однако, что кирпичные элементы использовались в металлической части сварного шва, где поперечное сечение термита соответствует сечению рельса. Сетка измельчается в области металла шва и вблизи торца рельса. Одна и та же сетка используется как для тепловых, так и для механических полей. Всего было использовано 282 824 элемента, что дало 643 539 степеней свободы на основе исследования сходимости для более простой двумерной модели.
Обратите внимание, однако, что кирпичные элементы использовались в металлической части сварного шва, где поперечное сечение термита соответствует сечению рельса. Сетка измельчается в области металла шва и вблизи торца рельса. Одна и та же сетка используется как для тепловых, так и для механических полей. Всего было использовано 282 824 элемента, что дало 643 539 степеней свободы на основе исследования сходимости для более простой двумерной модели. 5
5  Они были определены путем вычисления разности между экспериментальными температурами по Бентону [20] и расчетными температурами КЭ в соответствующих точках. Эта разница минимизируется с помощью подгонки методом наименьших квадратов (функция fminsearch в MATLAB). В течение периода выпуска, около 55 с (1 мин), тепловой поток прекращается, и рельс охлаждается, в то время как тигель прикреплен к верхней части формы.
Они были определены путем вычисления разности между экспериментальными температурами по Бентону [20] и расчетными температурами КЭ в соответствующих точках. Эта разница минимизируется с помощью подгонки методом наименьших квадратов (функция fminsearch в MATLAB). В течение периода выпуска, около 55 с (1 мин), тепловой поток прекращается, и рельс охлаждается, в то время как тигель прикреплен к верхней части формы. Заливка жидкости моделируется повышением температуры металла сварного шва до пространственного распределения, действительного при завершении заливки.Расплавленный металл сварного шва имеет температуру около 2050 °C в тигле над формой, но охлаждается, оставаясь в жидком состоянии, когда стекает в каналы формы, а затем поднимается в сварочный зазор. Здесь это пространственное изменение температуры в момент заливки задавалось в соответствии с расчетным пространственным изменением Тучковой [22]. Обратите внимание, что это означает, что предполагается, что заливка происходит за очень короткое время и что весь столб металла сварного шва рассматривается с начала этого шага.На этом этапе параметры материала сварного шва меняются на параметры материала рельса. Чтобы предотвратить значительное объемное расширение, когда температура в металле сварного шва постоянно повышается, тепловое расширение металла шва на этом этапе устанавливается равным нулю.
Заливка жидкости моделируется повышением температуры металла сварного шва до пространственного распределения, действительного при завершении заливки.Расплавленный металл сварного шва имеет температуру около 2050 °C в тигле над формой, но охлаждается, оставаясь в жидком состоянии, когда стекает в каналы формы, а затем поднимается в сварочный зазор. Здесь это пространственное изменение температуры в момент заливки задавалось в соответствии с расчетным пространственным изменением Тучковой [22]. Обратите внимание, что это означает, что предполагается, что заливка происходит за очень короткое время и что весь столб металла сварного шва рассматривается с начала этого шага.На этом этапе параметры материала сварного шва меняются на параметры материала рельса. Чтобы предотвратить значительное объемное расширение, когда температура в металле сварного шва постоянно повышается, тепловое расширение металла шва на этом этапе устанавливается равным нулю.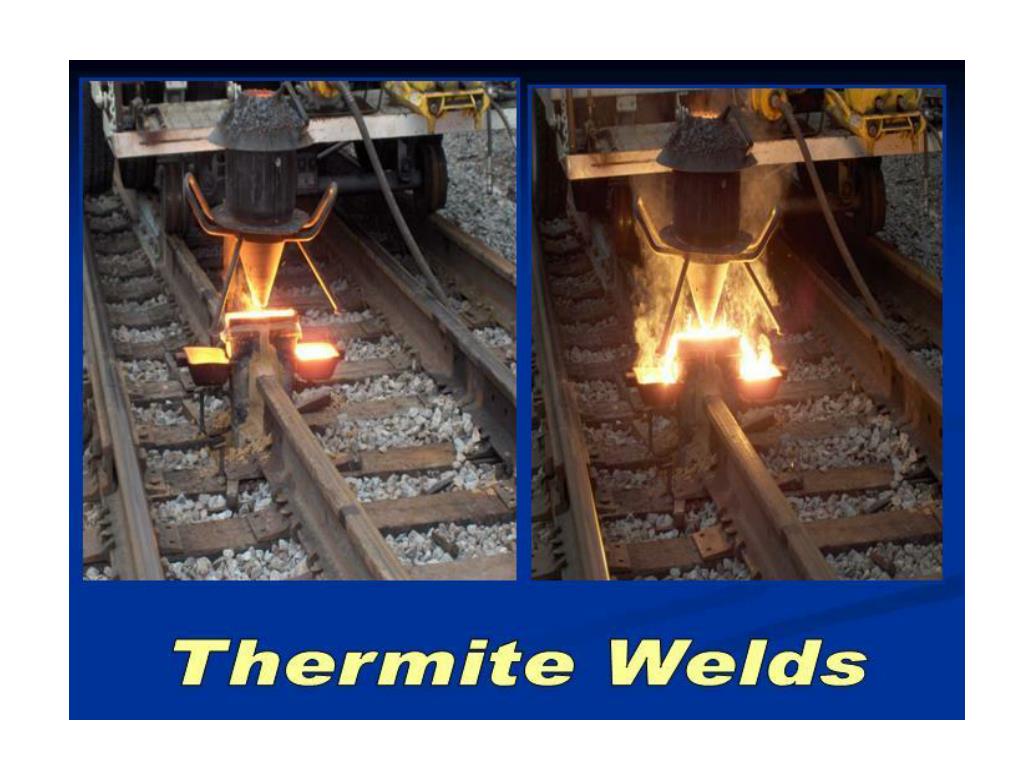 Термическая деформация металла шва сбрасывается, см. уравнение (3) смоделировать, что теперь он остывает из расплавленного состояния.Это делается также для частей конца рельса, которые плавятся на этапе заливки. Через некоторое время лишний материал удаляется гидравлическим ножницами. Это моделируется путем удаления элементов, моделирующих металл сварного шва, см. рис. 3, и путем переопределения свободных поверхностей для конвективных граничных условий и продолжения процесса охлаждения. Предполагается, что сдвиг как таковой не создает дополнительных напряжений. В случае использования дополнительного давления ковки модуль ALFONS, заданное смещение 6 мм, прикладывается к шейке рельса на определенном расстоянии от конца рельса, см.2, 120 с (2 мин) после завершения заливки. Еще через 30 с (2 мин и 30 с) смещение отключается.
Термическая деформация металла шва сбрасывается, см. уравнение (3) смоделировать, что теперь он остывает из расплавленного состояния.Это делается также для частей конца рельса, которые плавятся на этапе заливки. Через некоторое время лишний материал удаляется гидравлическим ножницами. Это моделируется путем удаления элементов, моделирующих металл сварного шва, см. рис. 3, и путем переопределения свободных поверхностей для конвективных граничных условий и продолжения процесса охлаждения. Предполагается, что сдвиг как таковой не создает дополнительных напряжений. В случае использования дополнительного давления ковки модуль ALFONS, заданное смещение 6 мм, прикладывается к шейке рельса на определенном расстоянии от конца рельса, см.2, 120 с (2 мин) после завершения заливки. Еще через 30 с (2 мин и 30 с) смещение отключается. 6. Указано время окончания предварительного нагрева на рис. 6. Этот результат показывает, что модель энерговклада достаточно точна при моделировании действия факела предварительного нагрева в большинстве рассматриваемых точек.Также обратите внимание на большую разницу в максимальных температурах на беговой поверхности и на поверхности поля.
6. Указано время окончания предварительного нагрева на рис. 6. Этот результат показывает, что модель энерговклада достаточно точна при моделировании действия факела предварительного нагрева в большинстве рассматриваемых точек.Также обратите внимание на большую разницу в максимальных температурах на беговой поверхности и на поверхности поля.
 Графики начинаются с момента начала ковки, т. е. через 120 с (2 мин) после заливки, и продолжаются до окончания охлаждения. Обратите внимание, что ковка заканчивается через 150 с (2 мин и 30 с). Отметим также, что напряжения на рис. 10, 11, 12 и 13 показаны для металла шва внутри профиля рельса (UIC60), т. е. напряжения в металле шва вне профиля, который не был срезан (см. рис. 3 и 7в), не показаны. В целом эволюция для обычного ATW и ATW с ALFONS аналогична, что дает качественно одинаковые уровни остаточного напряжения.В стенке возникают большие растягивающие напряжения как в вертикальном, так и в продольном направлениях. Изменения объема во время превращения жидкой фазы в твердое, между 12 мин и 18 мин, показаны как небольшие изменения напряжения, тогда как конечное фазовое превращение из аустенита в перлит дает большее падение напряжения как в вертикальном (S22), так и в продольном направлении. (S33) компоненты. Это падение напряжения восстанавливается во время окончательного охлаждения до комнатной температуры.
Графики начинаются с момента начала ковки, т. е. через 120 с (2 мин) после заливки, и продолжаются до окончания охлаждения. Обратите внимание, что ковка заканчивается через 150 с (2 мин и 30 с). Отметим также, что напряжения на рис. 10, 11, 12 и 13 показаны для металла шва внутри профиля рельса (UIC60), т. е. напряжения в металле шва вне профиля, который не был срезан (см. рис. 3 и 7в), не показаны. В целом эволюция для обычного ATW и ATW с ALFONS аналогична, что дает качественно одинаковые уровни остаточного напряжения.В стенке возникают большие растягивающие напряжения как в вертикальном, так и в продольном направлениях. Изменения объема во время превращения жидкой фазы в твердое, между 12 мин и 18 мин, показаны как небольшие изменения напряжения, тогда как конечное фазовое превращение из аустенита в перлит дает большее падение напряжения как в вертикальном (S22), так и в продольном направлении. (S33) компоненты. Это падение напряжения восстанавливается во время окончательного охлаждения до комнатной температуры. 13
13  Как вертикальная (S22), так и продольная (S33) составляющие напряжения имеют большие значения растяжения в шейке рельса вблизи металла шва, а продольная составляющая напряжения — также в металле шва шейки рельса. Внедрение процедуры ALFONS не изменит существенно поле остаточных напряжений, хотя ширина зоны растяжения вертикального напряжения (S22), по-видимому, несколько уменьшится. Компонент поперечного напряжения (S11) не показан, так как он имеет меньшую величину, чем два других компонента напряжения.Однако составляющая поперечного напряжения (S11) имеет высокое значение внутри рельса при переходе от стенки к подошве, возможно, из-за плохого зацепления в этом пересечении. Однако это не влияет на вертикальные и продольные напряжения. Разница в остаточном поперечном напряжении (S11) после применения дополнительной штамповки (модуль ALFONS) также незначительна.
Как вертикальная (S22), так и продольная (S33) составляющие напряжения имеют большие значения растяжения в шейке рельса вблизи металла шва, а продольная составляющая напряжения — также в металле шва шейки рельса. Внедрение процедуры ALFONS не изменит существенно поле остаточных напряжений, хотя ширина зоны растяжения вертикального напряжения (S22), по-видимому, несколько уменьшится. Компонент поперечного напряжения (S11) не показан, так как он имеет меньшую величину, чем два других компонента напряжения.Однако составляющая поперечного напряжения (S11) имеет высокое значение внутри рельса при переходе от стенки к подошве, возможно, из-за плохого зацепления в этом пересечении. Однако это не влияет на вертикальные и продольные напряжения. Разница в остаточном поперечном напряжении (S11) после применения дополнительной штамповки (модуль ALFONS) также незначительна.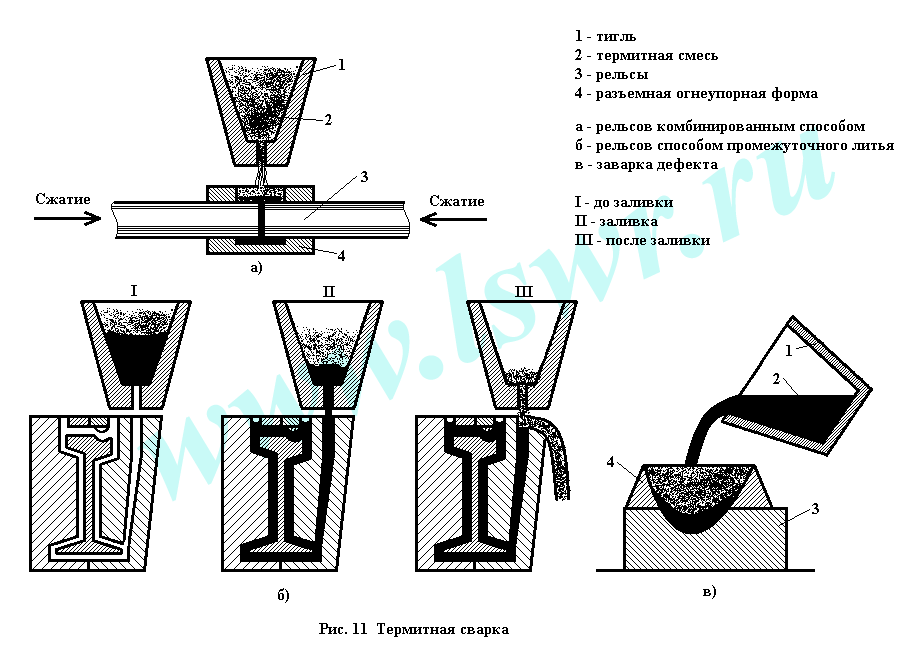 д., в железной дороге). Как также видно выше, остаточное напряжение в этих местах изменяется лишь незначительно при применении дополнительной ковки; наибольшая разница наблюдается в центре сварного шва на границе нижней части головки рельса. Также в средней плоскости рельса обнаруживаются большие растягивающие вертикальные и продольные остаточные напряжения в стенке в центре сварного шва и в рельсе вблизи металла шва. Это область, где часто возникают трещины. Для продольного напряжения (S33) растягивающие остаточные напряжения в стенке уравновешиваются сжимающими напряжениями на поверхности катания и в подошве рельса.Поперечное напряжение (S11) имеет более низкие значения, за исключением, возможно, области верхней стенки нижней головки рельса. S11 также изменяется на положительное значение на беговой поверхности, если используется ALFONS. Возможно, это связано с большими поперечными пластическими деформациями, возникающими при ковке.
д., в железной дороге). Как также видно выше, остаточное напряжение в этих местах изменяется лишь незначительно при применении дополнительной ковки; наибольшая разница наблюдается в центре сварного шва на границе нижней части головки рельса. Также в средней плоскости рельса обнаруживаются большие растягивающие вертикальные и продольные остаточные напряжения в стенке в центре сварного шва и в рельсе вблизи металла шва. Это область, где часто возникают трещины. Для продольного напряжения (S33) растягивающие остаточные напряжения в стенке уравновешиваются сжимающими напряжениями на поверхности катания и в подошве рельса.Поперечное напряжение (S11) имеет более низкие значения, за исключением, возможно, области верхней стенки нижней головки рельса. S11 также изменяется на положительное значение на беговой поверхности, если используется ALFONS. Возможно, это связано с большими поперечными пластическими деформациями, возникающими при ковке. S 11 — поперечное, S 22 — вертикальное и S 33 — продольное напряжение.[7] (с использованием дифракции нейтронов) и частично Jezzini-Aouad et al. [8] (рентгеновская дифракция) и Mutton and Soleileman [9] (с использованием тензодатчиков). Наблюдается хорошее совпадение с этими ссылками, подтверждающее наличие высоких вертикальных напряжений в шейке и нижней головке рельса и сжимающих продольных напряжений в головке рельса. Как обсуждалось выше, FBW включает в себя шаги, аналогичные тем, что в ATW, поэтому поле остаточных напряжений будет аналогичным, что видно в численных и экспериментальных исследованиях [10,11,12,13].
S 11 — поперечное, S 22 — вертикальное и S 33 — продольное напряжение.[7] (с использованием дифракции нейтронов) и частично Jezzini-Aouad et al. [8] (рентгеновская дифракция) и Mutton and Soleileman [9] (с использованием тензодатчиков). Наблюдается хорошее совпадение с этими ссылками, подтверждающее наличие высоких вертикальных напряжений в шейке и нижней головке рельса и сжимающих продольных напряжений в головке рельса. Как обсуждалось выше, FBW включает в себя шаги, аналогичные тем, что в ATW, поэтому поле остаточных напряжений будет аналогичным, что видно в численных и экспериментальных исследованиях [10,11,12,13]. Существует опасение, что повышается риск образования горячих трещин, т. е. трещин, образующихся при окончательном затвердевании.При таких высоких температурах, когда материал только что затвердел, знания о поведении материала ограничены. Кроме того, скорость охлаждения высокая. Существует несколько предложенных способов механической количественной оценки этого эффекта сварки, вызванного металлургией материала. Одним из показателей этого риска образования горячих трещин является изменение механической деформации, т. е. суммы упругой и пластической деформации, между двумя температурами, скажем, 1450 °C и 1350 °C, см. [25, 26]. На рис. 15 показано расчетное изменение максимальной главной механической деформации при охлаждении между двумя температурами, 1450 °С и 1350 °С, для случая дополнительной ковки, начинающейся через 120 с (2 мин) после заливки и продолжающейся еще 180 с (3 мин). ) с заданным смещением 6 мм, слева, и соответствующей ситуацией во время обычного ATW (справа).
Существует опасение, что повышается риск образования горячих трещин, т. е. трещин, образующихся при окончательном затвердевании.При таких высоких температурах, когда материал только что затвердел, знания о поведении материала ограничены. Кроме того, скорость охлаждения высокая. Существует несколько предложенных способов механической количественной оценки этого эффекта сварки, вызванного металлургией материала. Одним из показателей этого риска образования горячих трещин является изменение механической деформации, т. е. суммы упругой и пластической деформации, между двумя температурами, скажем, 1450 °C и 1350 °C, см. [25, 26]. На рис. 15 показано расчетное изменение максимальной главной механической деформации при охлаждении между двумя температурами, 1450 °С и 1350 °С, для случая дополнительной ковки, начинающейся через 120 с (2 мин) после заливки и продолжающейся еще 180 с (3 мин). ) с заданным смещением 6 мм, слева, и соответствующей ситуацией во время обычного ATW (справа). 15
15  Также можно констатировать, что горячие трещины не появлялись при проведении обычного АТП, как и ожидалось.
Также можно констатировать, что горячие трещины не появлялись при проведении обычного АТП, как и ожидалось. Вкратце, процедура микроскопического исследования требует осмотра участка на 3–15 мм ниже поверхности катания и на таком же расстоянии от кончика подошвы рельса.После зеркальной полировки образцы травили 4% ниталом. На всех изображениях доминирующей микроструктурой является перлитная структура, что подтверждается термическим анализом КЭ. Даже при дополнительной ковке, см. рис. 17 а и б, сканирование участков сварного шва не показывает наличия нежелательных фаз, таких как мартенсит или бейнит. Аналогичные микроструктуры получаются в ФЗ. Он содержит перлитную фазу коричневого цвета с доэвтектоидным ферритом (белый цвет), образованным вокруг включений (черный цвет) и вдоль границ зерен.На некоторых участках ЗТВ в крупных зернах также возможно образование доэвтектоидного феррита.
Вкратце, процедура микроскопического исследования требует осмотра участка на 3–15 мм ниже поверхности катания и на таком же расстоянии от кончика подошвы рельса.После зеркальной полировки образцы травили 4% ниталом. На всех изображениях доминирующей микроструктурой является перлитная структура, что подтверждается термическим анализом КЭ. Даже при дополнительной ковке, см. рис. 17 а и б, сканирование участков сварного шва не показывает наличия нежелательных фаз, таких как мартенсит или бейнит. Аналогичные микроструктуры получаются в ФЗ. Он содержит перлитную фазу коричневого цвета с доэвтектоидным ферритом (белый цвет), образованным вокруг включений (черный цвет) и вдоль границ зерен.На некоторых участках ЗТВ в крупных зернах также возможно образование доэвтектоидного феррита. c Головка рельса. d Рельсовая опора.
c Головка рельса. d Рельсовая опора. Для сравнения, зона высокой твердости головки рельса немного смещена, что приводит к увеличению ЗТВ.
Для сравнения, зона высокой твердости головки рельса немного смещена, что приводит к увеличению ЗТВ.
 19
19  Результирующее уменьшение ширины FZ составит около 6%, 1 мм (небольшое), когда будет введен ALFONS. Также видно, что ЗТВ незначительно снижается. Поскольку ширина ЗТВ в рельсе в основном определяется погонной энергией, как и при использовании ALFONS, эта разница для ЗТВ обусловлена пластической деформацией материала рельса во время ковки.В Таблицу 2 также включена оценка соответствующей ширины ЗТВ на основе измеренных профилей твердости. Основа для сравнения несколько отличается, поскольку зазор сварки, использованный при моделировании КЭ, составлял 25 мм, см. рис. 2, тогда как зазор сварки, использованный для сварных швов (выполненных на более позднем этапе), рассмотренных на рис. 18 и 19 было 50 мм. Из измеренных профилей твердости также видно, что использование дополнительной поковки может дать несколько меньшую ширину ЗТВ. Это, по-видимому, имеет место и в том случае, если условия дополнительной ковки варьировались, т.е.д., время начала ковки, продолжительность доковки и величину заданного смещения.
Результирующее уменьшение ширины FZ составит около 6%, 1 мм (небольшое), когда будет введен ALFONS. Также видно, что ЗТВ незначительно снижается. Поскольку ширина ЗТВ в рельсе в основном определяется погонной энергией, как и при использовании ALFONS, эта разница для ЗТВ обусловлена пластической деформацией материала рельса во время ковки.В Таблицу 2 также включена оценка соответствующей ширины ЗТВ на основе измеренных профилей твердости. Основа для сравнения несколько отличается, поскольку зазор сварки, использованный при моделировании КЭ, составлял 25 мм, см. рис. 2, тогда как зазор сварки, использованный для сварных швов (выполненных на более позднем этапе), рассмотренных на рис. 18 и 19 было 50 мм. Из измеренных профилей твердости также видно, что использование дополнительной поковки может дать несколько меньшую ширину ЗТВ. Это, по-видимому, имеет место и в том случае, если условия дополнительной ковки варьировались, т.е.д., время начала ковки, продолжительность доковки и величину заданного смещения. Различие между экспериментами и КЭ-моделированием также может быть связано с неконтролируемым изменением расстояния ковки во время сварки. Компания GTG сообщила об изменении от 6 до 9 мм в случае условий сварки в полевых условиях. Этот факт также обусловливает изменение по сравнению с продольным профилем твердости вдоль сварного шва.
Различие между экспериментами и КЭ-моделированием также может быть связано с неконтролируемым изменением расстояния ковки во время сварки. Компания GTG сообщила об изменении от 6 до 9 мм в случае условий сварки в полевых условиях. Этот факт также обусловливает изменение по сравнению с продольным профилем твердости вдоль сварного шва. ..
.. ..
..
 Smartweld Record — это интеллектуальное устройство управления, способное регулировать давление газа во время предварительного нагрева. Автоматизированный отчет о сварке, созданный для простого документирования…. подробнее
Smartweld Record — это интеллектуальное устройство управления, способное регулировать давление газа во время предварительного нагрева. Автоматизированный отчет о сварке, созданный для простого документирования…. подробнее
 Предлагаем консультацию специалиста по:
Предлагаем консультацию специалиста по: Т. Хатчингс и А. Д. Кравиц. Измерение остаточного и приложенного напряжения с помощью нейтронной дифракции, NATO ASI Series 216E, Kluwer Academic Publishers, Дордрехт/Бостон/Лондон, (1992).
Т. Хатчингс и А. Д. Кравиц. Измерение остаточного и приложенного напряжения с помощью нейтронной дифракции, NATO ASI Series 216E, Kluwer Academic Publishers, Дордрехт/Бостон/Лондон, (1992). Россини (2012), Методы измерения остаточных напряжений в компонентах, Международный журнал материалов и дизайна 35 (2012) 572-588.
Россини (2012), Методы измерения остаточных напряжений в компонентах, Международный журнал материалов и дизайна 35 (2012) 572-588.