Способ алюминотермитной сварки рельсов при отрицательных температурах окружающей среды
ОБЛАСТЬ ТЕХНИКИ
Заявляемое изобретение относится к алюминотермитной сварке рельсового пути различного назначения: железнодорожного, трамвайного, метрополитена и других при отрицательных температурах окружающей среды до минус 40°C и может быть использовано при укладке новых рельсовых плетей и их ремонте, переустройстве действующего звеньевого рельсового пути в бесстыковой путь.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Современное инновационное развитие инфраструктуры железных дорог, вызванное ростом скоростей подвижного состава, увеличением грузонапряженности, требованием повышения надежности и снижения эксплуатационных затрат, направлено на широкое внедрение конструкции бесстыкового рельсового пути и переустройство существующего звеньевого рельсового пути с накладочно-болтовыми соединениями отдельных рельсов в бесстыковой.
Преимущества бесстыкового рельсового пути по сравнению со звеньевым известны. К ним относятся: снижение интенсивности износа в системе ″колесо-рельс″, увеличение срока службы элементов верхнего строения пути, сокращение расхода металла, снижение затрат на текущее содержание пути, уменьшение основного сопротивления движению поездов и обеспечение плавности хода, достижение роста надежности и безопасности движения поездов и т.д. Поэтому в настоящее время на железных дорогах широко ведутся работы по укладке новых и ремонту бесстыковых рельсовых плетей, переустройству звеньевого рельсового пути с накладочно-болтовыми соединениями в бесстыковой путем замены этих узлов сварными соединениями.
Анализ современных технологических процессов сварки рельсов показывает, что наиболее универсальной и ресурсосберегающей является технология алюминотермитной сварки рельсов методом промежуточного литья в зазор между концами рельсов, которая обеспечивает требуемое качество и эксплуатационную надежность сварного соединения. Однако известная технология литья расплавленного металла в зазор между рельсами для их сварки, являющаяся основой алюминотермитной сварки, ограничивает температурный интервал применения этого вида сварки положительными значениями, что делает указанную сварку сезонным видом работ.
Известен способ алюминотермитной сварки рельсов, выполняемый при положительной температуре, например, патент РФ №2088390C1, публикация 1997 г., в котором описан способ выполнения алюминотермитной сварки рельсов с предварительным подогревом свариваемых рельсов, образующих сварочный зазор, на который установлена литейная форма, в которую заливают из расположенного над указанной формой тигля расплавленный термитный металл, образующий после кристаллизации и охлаждения сварной шов.
Известен также способ алюминотермитной сварки рельсов, выполняемый при положительной температуре в полевых условиях, например, патент РФ №2119854С1, публикация 1998 г., в котором описан способ выполнения алюминотермитной сварки рельсов с предварительным подогревом торцов свариваемых рельсов, образующих сварочный зазор, на который установлена литейная форма, в которую заливают из расположенного над указанной формой тигля расплавленный термитный металл, образующий после кристаллизации и охлаждения сварной шов.
Недостаток указанных аналогов заключается в том, что эти способы алюминотермитной сварки не дают возможность выполнять сварку рельсов при отрицательных температурах окружающей среды, так как при указанных температурах резко увеличивается скорость охлаждения металла. Увеличение скорости охлаждения рельсовых сталей значительно влияет на образование нежелательных закалочных структур и трещин в период охлаждения металла и происходящих в нем структурных изменений.
Наиболее близким по технической сущности к заявленному способу является способ алюминотермитной сварки рельсов при отрицательных- температурах описанный в патенте РФ №2464141, публикация 2012 г., который принят за прототип.
Известный способ алюминотермитной сварки рельсов при отрицательных температурах включает установку палатки из негорючего материала над местом сварки, размещение внутри указанной палатки газовых баллонов с газовой горелкой, устройство вентиляции от крышки тигля, нагрев всего объема воздуха в указанной палатке до положительной температуры указанной газовой горелкой, дополнительный подогрев частей рельсов, расположенных в палатке, до положительной температуры указанной газовой горелкой, подогрев торцов рельсов перед сваркой указанной газовой горелкой, осуществление сварки путем плавления термитной смеси и заливки термитного металла в зазор между концами рельсов, на котором установлена литейная форма, поддержание положительной температуры воздуха внутри указанной палатки в период охлаждения сваренного стыка.Существенный недостаток известного способа заключается в предложении создать положительную температуру внутри палатки путем традиционного конвективного метода обогрева помещения и находящихся в нем предметов, включая зону производства сварочных работ, который в данном случае является неэффективным из-за больших скоростей отвода тепла с нагреваемых поверхностей при отрицательных температурах.
При традиционных способах обогрева внутреннего объема палатки тепловыми пушками, газовыми горелками, тепловыми вентиляторами сначала нагревают один из самых плохих теплоносителей — воздух. Теплый воздух, даже направленный тепловой пушкой на литейную форму и зону уплотнения указанной формы с рельсами, расположенными в самом низу внутреннего объема палатки, слабо производит нагрев указанного места, так как поднимается к потолку палатки. Большая часть энергии расходуется на бесполезный подогрев потолочного пространства. Для возможности использования газовой горелки для подогрева воздуха внутри палатки при отрицательной наружной температуре в известном способе внутри палатки предложено размещать газовые баллоны.
В соответствии с требованием п.9.1.3 СНиП 12-03-2001 места газопламенных работ должны находиться в радиусе не менее 10 м от газовых баллонов. Таким образом, в этом случае минимальные размеры палатки из негорючего материала над местом сварки должны быть не менее: длина 15 м, ширина 2,7 м и высота 2 м. Прогрев до положительной температуры воздуха в такой палатке с внутренним объемом 81 куб.м без утепленного дна и находящихся в ней концов рельсов, места установки литейной формы потребует больших энергетических затрат и не обеспечит качественного прогрева зоны линии контакта литейной формы с рельсами, что снизит надежность сварочного процесса и, как следствие, не обеспечит требуемого качества сварки рельсов.
Нагрев воздуха внутри палатки не обеспечивает создание оптимального температурного режима при кристаллизации и охлаждении термитного металла, от которого зависит качество сварного шва.
Низкая температура окружающего воздуха и, как следствие, свариваемого металла существенно увеличивает скорость охлаждения. Увеличение скорости охлаждения для рельсовых сталей весьма значительно влияет на образование закалочных структур и трещин в период охлаждения металла и происходящих в нем структурных изменений. Особенно сильно проявляется влияние скорости охлаждения при отрицательных температурах. Сварка при отрицательных температурах отражается на снижении механических свойств стали из-за повышенной вероятности насыщения сварного шва шлаковыми и газовыми включениями. Из-за неравномерной потери тепла по поперечному сечению могут возникнуть напряжения в металле.
Рельсовые стали обладают плохой свариваемостью и требуют предварительного подогрева перед сваркой даже при положительных температурах окружающей среды.
Процесс предварительного подогрева рельсов перед сваркой при отрицательных температурах усложняется из-за одновременного увеличения скорости охлаждения, что приводит к неравномерности температурного поля в зоне нагрева и, как следствие, снижению качества сварного шва из-за образования трещин в шве и зоне термического влияния (ЗТВ).
Работоспособность сварных соединений при низкой температуре оценивается нормами ударной вязкости, установленными для сталей при температурах -20, -40 и -70 градусов Цельсия. Эти величины температур характеризуют критическую температуру хрупкости стали, ниже которой хрупкость растет, а ударная вязкость резко падает.
Предложенный в известном способе дополнительный подогрев газовой горелкой концов свариваемых рельсов, находящихся в палатке, также является неэффективным, так как не обеспечивает стабильность поддержания положительной температуры при осуществлении сварочного процесса.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Анализ современного пути развития технологии алюминотермитной сварки рельсов для ее использования при отрицательных температурах показал, что решение этой задачи идет в направлении на создание условий, которые приняты для сварочных работ при положительных температурах, в основном путем укрытия мест проведения сварки палатками с внутренним обогревом воздуха до положительных температур и дополнительного подогрева газовыми горелками концов рельсов внутри палатки.
Однако этого недостаточно для получения качественного сварного соединения, выполненного алюминотермитной сваркой при отрицательных температурах окружающей среды.
Для получения качественного сварного шва при отрицательных температурах концы рельсов, примыкающие к свариваемому зазору, необходимо не только подогреть до положительной температуры, но и, важно, поддерживать эту температуру до завершения процесса сварки, снизить скорость охлаждения термитного металла при кристаллизации в литейной форме. Именно указанные технологические операции обеспечат исключение образования хрупких закалочных структур, которые способствуют возникновению трещин в металле сварного шва и околошовной зоне.
Предложенная в известном способе алюминотермитной сварки рельсов при отрицательных температурах технология предварительного подогрева рельсов газокислородной горелкой является ненадежной из-за снижения теплотворной способности газовых смесей при отрицательных температурах окружающей среды и, как следствие, приводит к недогреву свариваемых поверхностей и дефекту сварки.
Размещение газовых баллонов в палатке требует существенного увеличения ее габаритов и, соответственно, увеличения затрат времени на ее установку и демонтаж.
Дополнительные затраты времени потребуются и на предложенное в известном способе устройство вентиляции палатки с помощью трубы, у которой нижний конец надевают на выходное отверстие крышки тигля с требованием соосности отверстий в крышке тигля и крыши палатки. Это приведет к значительному увеличению времени на проведение всего процесса сварки и увеличит продолжительность «окна», необходимого для выполнения данных работ в полевых условиях.
В заявляемом способе для устранения недостатков, отмеченных в прототипе, предложено применить операцию термостатирования подогретых до положительной температуры концов рельсов, образующих зазор для сварки и литейной формы при кристаллизации и охлаждении термитного металла в указанном зазоре, образующего сварной шов.
Термостатирование обеспечивает выравнивание поля температур в зоне термического влияния за счет замедления отвода тепла путем создания теплового затвора.
Экспериментальные исследования показали, что процесс термостатирования литейной формы и подогретых концов рельсов в условиях сварки при отрицательных температурах обеспечивает поддержание необходимой температуры металла при его структурных превращениях, что существенно повышает прочностные характеристики сварного шва. Создать такие условия подогревом воздуха в палатке практически невозможно. Более того, при нагреве воздуха в палатке произойдет интенсификация конвекции, которая может привести к образованию закалочных структур.
При выполнении алюминотермитной сварки при отрицательных температурах окружающей среды для повышения надежности подогрева концов рельсов, образующих сварочный зазор, до положительных температур и предварительный подогрев перед сваркой торцов указанных концов рельсов, размещенных внутри литейной формы, предложено применить импульсный режим нагрева бензиновоздушной горелкой.
Преимущества предварительного импульсного режима нагрева рельсов бензиновоздушной горелкой перед алюминотермитной сваркой при отрицательных температурах окружающей среды заключаются в следующем.
Бензиновоздушные смеси, используемые в горелках для технологического подогрева торцов рельсов перед алюминотермитной сваркой при отрицательных температурах, имеют существенное преимущество по сравнению с газокислородными (пропан-бутановыми) смесями, поскольку у последних с понижением температуры окружающего воздуха резко снижается теплотворная способность, что приводит к нежелательному недогреву свариваемых поверхностей и снижает качество сварки.
Применение технологии импульсного режима нагрева при использовании бензиновоздушных горелок для подогрева торцов рельсов перед сваркой при отрицательных температурах повышает качество и сокращает время нагрева до требуемой температуры.
Сущность импульсного режима нагрева заключается в том, что бензиновоздушная смесь подается в горелку при нагреве торцов рельсов не постоянно, а с перерывами, импульсами, при этом собственно расход указанной смеси регулируется временем периода ее подачи и периода отсутствия подачи.
Схема импульсного режима нагрева осуществляется следующим образом. Устанавливают максимальный или близкий к максимальному расход бензина и требуемый по соотношению расход воздуха, подаваемого в горелку. Изменение расхода бензиновоздушной смеси в процессе нагрева торцов рельсов осуществляют изменением соотношения длительностей их подачи в горелку. При этом расходные характеристики горения остаются неизменными. Таким образом, в период подачи бензиновоздушной смеси ее расход существенно выше, чем при стационарном режиме работы. В результате этого повышается скорость истечения горящих газов в объем зазора между торцами рельсов и, следовательно, происходит интенсификация тепло- и массобмена, что позволяет повысить скорость подогрева рельсов до требуемой температуры за счет увеличения конвективной составляющей теплообмена и равномерности температуры в рабочем объеме за счет интенсивного перемешивания греющей среды, что важно для обеспечения свариваемости по всему сечению рельса.
Процесс работы высокоскоростных бензиновоздушных горелок хорошо поддается автоматизации, что оказывает положительное влияние на повышение качества алюминотермитной сварки при отрицательных температурах окружающего воздуха.
Эксплуатационным премуществом бензиновоздушных горелок наряду с высокой надежностью является применение бензина в качестве горючего, что позволяет эффективно работать при температуре минус 4°C.
Технология алюминотермитной сварки включает операцию по установке литейной формы на свариваемый зазор между соединяемыми рельсами. Зону линии контакта указанной литейной формы с рельсами уплотняют формовочной смесью для исключения протечек расплавленного металла и нарушения качества сварного шва. Для выполнения этой операции зона линии контакта литейной формы с рельсами должна иметь положительную температуру, не менее+5°С, так как обмазка формовочной смесью выполняется сварщиками термитной сварки вручную и формовочная смесь склонна к замерзанию.
Традиционные конвективные методы нагрева указанной зоны уплотнения при отрицательных температурах для использования при алюминотермитной сварке рельсов в палатке из негорючего материала являются неэффективными в полевых условиях.
Для качественного и экономного выполнения нагрева зоны, где проходит линия контакта указанной литейной формы с рельсами для ее уплотнения, обеспечения нормальных условий работы сварщиков термитной сварки в зоне производства работ по уплотнению литейной формы в местах контакта с рельсами до положительной температуры, предложено для нагрева поверхностей применить инфракрасный (ИК) нагрев.
Преимущество применения ИК-нагрева в технологии алюминотермитной сварки рельсов при отрицательных температурах окружающей среды заключаются в следующем.
Инфракрасное тепло не поглощается воздухом. ИК-обогреватель обеспечивает направленный теплообмен, обогревает не воздух, а поверхности — фронт работ и сварщиков, выполняющих эту работу. ИК-обогреватели устанавливают рядом с литейной формой и направляют на линию контакта указанной литейной формы с рельсами. Передача тепла от инфракрасного обогревателя к литейной форме и рельсам происходит мгновенно. При необходимости расширить объем нагрева места выполнения сварочных работ ИК-обогреватели размещают на потолке палатки или на стойках, прикрепленных струбцинами к рельсам, находящимся внутри указанной палатки. ИК-обогреватели позволяют выполнять локальный подогрев — поддерживать в разных частях палатки различную температуру путем изменения направления лучистой энергии, работают бесшумно и без вибрации, не поднимают пыль, не требуют вытяжной вентиляции. ИК-обогреватели работают на жидком, газообразном топливе или электроэнергии. В качестве рабочего топлива для ИК-обогревателей, работающих на жидком топливе, применяют чистые автомобильные бензины ГОСТ 2С184-77. Указанные нагреватели работают в вертикальном и наклонном положениях.
Промышленные инфракрасные обогреватели обычно представляют собой панели, подвешиваемые на потолке и используемые для обогрева помещений с потолками высотой до 20 метров и на открытых площадках. Гибкие электрические ИК-обогреватели применяют для создания теплообменных укрытий различной формы.
ИК-обогреватели эксплуатируют при температуре окружающего воздуха от -40°C до +40°C.
Длительность процесса горения термитной порции в реакционном тигле с образованием искр и небольшого количества дыма длится 25 — 30 секунд, что не требует устройства специальной вентиляции в палатке при проведении алюминотермитной сварки, достаточно установить над крышкой фильтр с искрогасящими и дымоулавливающими элементами.
Техническим результатом заявленного изобретения является получение качественного сварного соединения рельсов при отрицательной температуре окружающей среды, сокращение габаритов защитной палатки, устанавливаемой над местом алюминотермитной сварки, снижение энергозатрат, повышение надежности технологического процесса сварки и снижение затрат на ее выполнение, повышение качества сварного соединения и упрощение процесса переустройства звеньевого рельсового пути в бесстыковой на действующем пути в полевых условиях.
Технический результат заявленного изобретения достигается тем, что в способе алюминотермитной сварки рельсов при отрицательных температурах окружающей среды, включающем установку палатки из негорючего материала над местом сварки, внутри которой выполняют все технологические операции по сварке: формирование сварочного зазора, дополнительный нагрев концов рельсов горелкой, установку литейной формы и ее уплотнение формовочной смесью, нагрев торцов рельсов перед сваркой указанной горелкой, установку тигля и его вентиляции, осуществление сварки путем плавления термитной порции и заливки термитного металла в зазор между концами рельсов, удаление литейной формы и излишков термитного металла с поверхности рельса после его кристаллизации, выполняют локальный нагрев поверхностей концов свариваемых рельсов до положительной температуры и их термостатирование, осуществляют локальный направленный обогрев поверхностей в зоне производства работ по уплотнению литейной формы в местах контакта с рельсами до положительной температуры и обеспечивают термостатирование литейной формы на период кристаллизации термитного металла.
Локальный нагрев поверхностей концов свариваемых рельсов и подогрев перед сваркой торцов указанных рельсов, размещенных внутри литейной формы, можно выполнять бензиновоздушной горелкой, а аппарат указанной бензиновоздушной горелки может быть размещен снаружи указанной палатки. При этом указанная бензиновоздушная горелка может работать в высокоскоростном импульсном режиме нагрева.
Локальный направленный обогрев поверхностей в зоне производства работ по уплотнению литейной формы в местах контакта с рельсами могут выполнять инфракрасными нагревателями, направленными на линию контакта указанной литейной формы с рельсами.
Термостатирование нагретых поверхностей рельсов может быть выполнено путем их укрытия гибкими или сформованными негорючими теплоизоляционными материалами.
Термостатирование литейной формы на период кристаллизации термитного металла может быть выполнено путем предварительной установки под указанной литейной формой теплосберегающего экрана и накрывания литейной формы теплоизоляционным кожухом из негорючего материала после заливки термитного металла.
В целях вентиляции над крышкой реакционного тигля устанавливают фильтр, который снабжен искрокрогасящими и дымоулавливающими элементами.
При отрицательной температуре наружного воздуха ниже 20°C после подогрева по длине поверхности рельсов, находящихся внутри палатки, может быть выполнен подогрев продолжения указанных рельсов на длину 1,5 м вне указанной палатки до положительной температуры и осуществлено термостатирование путем их укрытия гибкими электронагревателями инфракрасного нагрева.
При отрицательной температуре наружного воздуха ниже минус 20°C в теплосберегающий экран, установленный под литейной формой, и теплоизоляционный кожух, которым накрывают литейную форму после заполнения расплавленным металлом, для термостатирования дополнительно могут быть встроены электронагреватели инфракрасного нагрева.
В инфракрасных нагревателях для нагрева поверхности в зоне производства работ по уплотнению литейной формы формовочной смесью в местах контакта с рельсами в качестве энергоносителей можно применять бензин или электроэнергию.
Новизна заявленного способа состоит в том, что при проведении сварочных работ при отрицательных температурах и атмосферных явлениях в виде холодного ветра и снега с использованием палатки из негорючего материала, установленной над местом сварки, выполняют прямой локальный нагрев поверхностей концов свариваемых рельсов до положительной температуры и их термостатирование, осуществляют локальный направленный обогрев поверхностей в зоне производства работ по уплотнению литейной формы в местах контакта с рельсами до положительной температуры, обеспечивают термостатирование литейной формы на период кристаллизации и охлаждения термитного металла, что позволяет отказаться от неэффективного нагрева воздуха в указанной палатке, и это значительно снижает тепловые потери, обеспечивает экономию энергоресурсов и повышает качество сварного шва.
Применение для нагрева поверхностей рельсов перед алюминотермитной сваркой высокоскоростной бензиновоздушной горелки, работающей в импульсном режиме нагрева, повышает надежность технологического процесса алюминотермитной сварки рельсов при отрицателных температурах до минус 40°C, повышает скорость и равномерность нагрева по сравнению с обычно применяемыми для этих целей газокислородными горелками, улучшает свариваемость по всему сечению рельса.
Включение в технологический процесс алюминотермитной сварки новой современной технологии инфракрасного нагрева позволило обеспечить экономичный нагрев непосредственно поверхностей рельсов и локальной зоны работы с уплотнением литейной формы формовочной смесью при отрицательных температурах, что важно при проведении сварки в полевых условиях.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
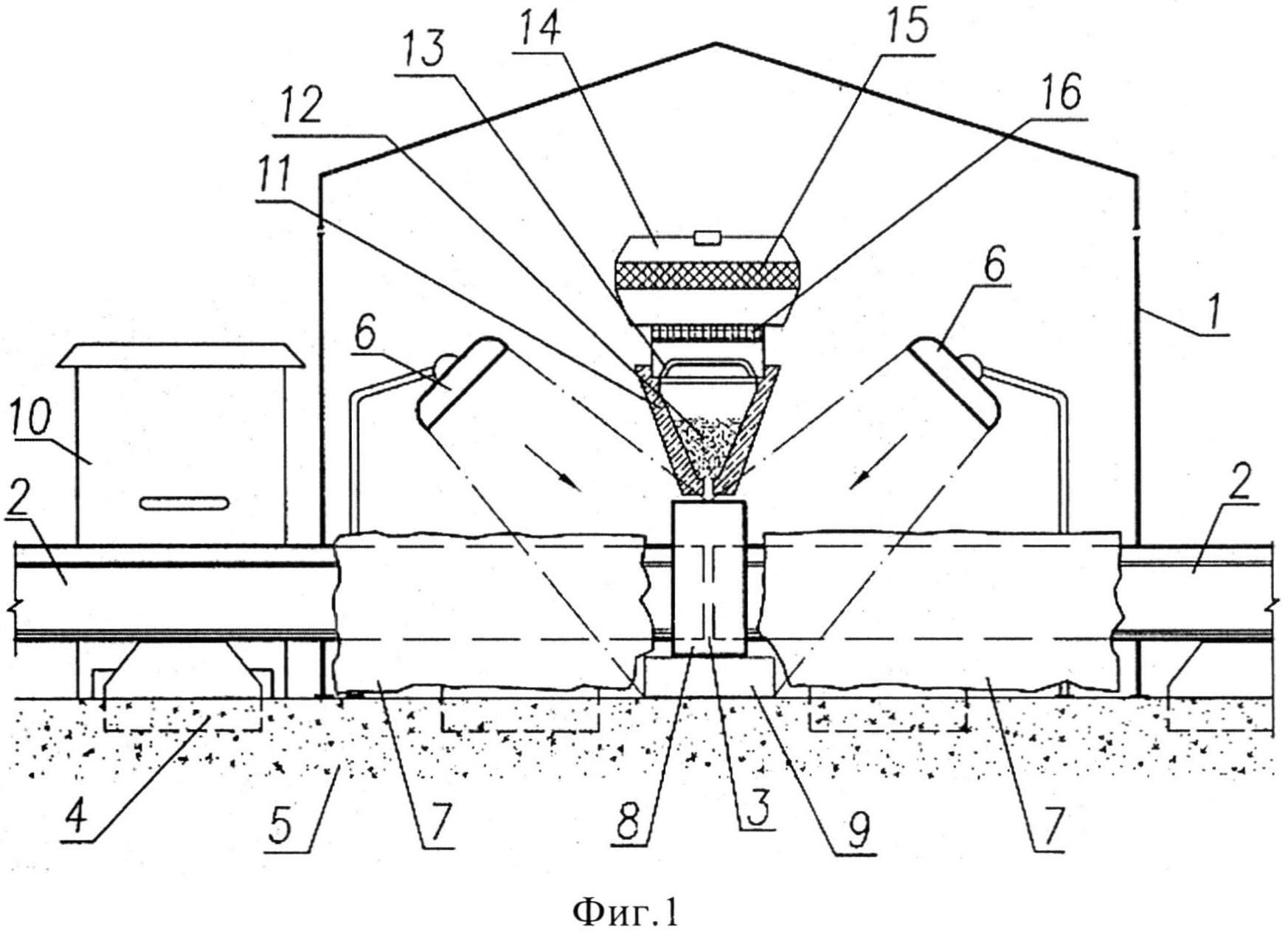
На Фиг.1 показан общий вид места алюминотермитной сварки рельсов и применяемого оборудования.
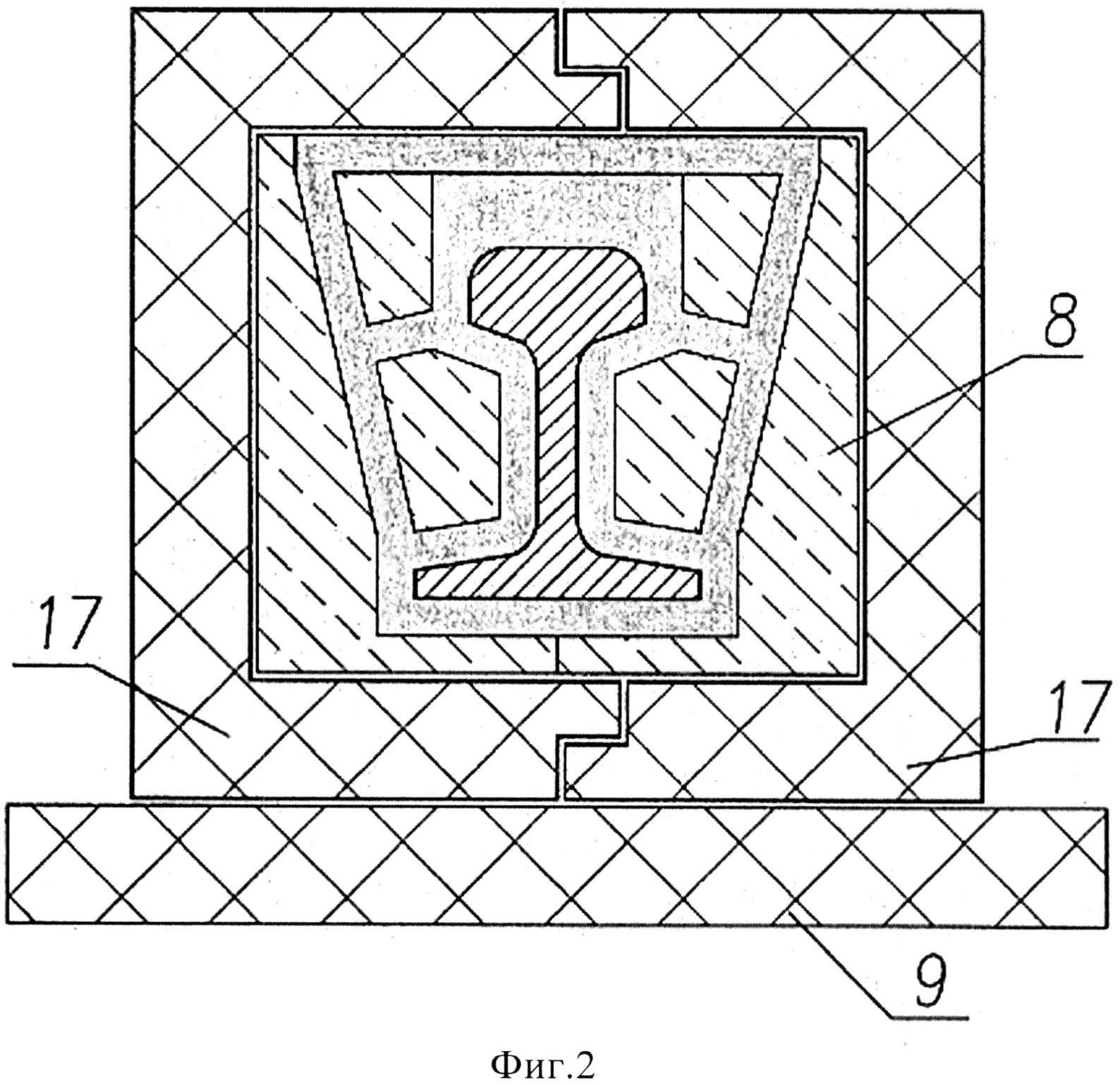
На Фиг.2 показан в разрезе узел термостатирования литейной формы после заливки термитного металла.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Оборудование для выполнения алюминотермитной сварки рельсов при отрицательных температурах окружающей среды включает палатку 1 (показана условно) из негорючего материала, которую устанавливают в месте сварки над концами соединяемых рельсов 2 с зазором для сварки 3, закрепленных на шпалах 4, уложенных на щебеночном основании 5, ИК-нагреватели 6, теплоизоляционное укрытие концов рельсов 7, литейную форму 8 (крепления не показаны), теплосберегающий экран 9, аппарат бензовоздушной горелки 10, который устанавливают снаружи палатки, реакционный тигель 11 с термитной порцией 12, крышку тигля 13, фильтр 14 с искрогасящим элементом 15 и дымоулавливающим элементом 16, теплоизоляционный кожух 17.
Алюминотермитную сварку рельсов при отрицательных температурах выполняют следующим образом. После сборки палатки 1 внутри палатки устанавливают ИК-нагреватели 6, подключают их к бензоэлектрическому агрегату (не показан) и осуществляют нагрев концов рельсов 2 в зоне формирования сварочного зазора и установки литейной формы (направление лучистой энергии показано стрелками)
Протягивают в палатку под боковой стенкой или в отверстие в стенке указанной палатки шланги с сопловым устройством (не показаны) от аппарата бензовоздушной горелки 10 и выполняют подогрев поверхности концов рельсов, находящихся в палатке, до положительной температуры свыше плюс 5°C. После нагрева поверхность концов рельсов немедленно защищают теплоизоляционным укрытием 7, которое может быть гибким или сформованным по профилю рельса. Выполняют формирование зазора 3 для сварки между концами рельсов с помощью дискового абразивного ручного инструмента с бензо- или электроприводом (не показано) и устанавливают литейную форму 8. Под литейной формой 8 укладывают теплосберегающий экран 9, состоящий из негорючего теплоизолирующего материала и отражателя из фольги на его поверхности, обращенной к литейной форме. Над литейной формой 8 устанавливают реакционный тигель 11, внутри которого находится термитная порция 12, и накрывают указанный тигель крышкой 13. На крышку 13 устанавливают фильтр 14 с искрогасящим элементом 15 и дымоулавливающим элементом 16. Поджигают термитную порцию 12 в реакционном тигле 11 специальной спичкой или запальником. Через 25 -30 секунд после образования в тигле 11 расплавленного металла происходит расплавление затвора тигля и указанный расплавленный металл заполняет литейную форму 8. После этого убирают тигель 11 с крышкой 13 и фильтром 14 в сторону от литейной формы 8 и накрывают указанную форму теплоизоляционным кожухом 17, состоящим из двух половин, и выполняют термостатирование процесса кристаллизации термитного металла. Через 5-7 минут после завершения кристаллизации термитного металла после частичного затвердевания металла сварного шва до температуры примерно 1000 — 1100°C указанный кожух снимают на непродолжительное время, удаляют литейную форму и прибыльную часть указанного шва срезают обрезным приспособлением (не показано).
После этого вновь устанавливают кожух 17 для термостатирования до полного охлаждения сварного шва в течение 1,5-2 часов и выполняют механическую обработку головки рельса в месте сварки.
При выполнении алюминотермитной сварки рельсов в интервале температур от минус 20°C до минус 40°C в теплосберегающий экран 9, установленный под литейной формой, и теплоизоляционный кожух 17, которым накрывают литейную форму после заполнения расплавленным металлом, для термостатирования и в теплоизоляционное укрытие 6 поверхности рельсов дополнительно встроены электронагреватели инфракрасного нагрева, например гибкие из углеграфитового волокна или элементов сопротивления, которые работают в период выполнения сварочных работ и обеспечивают уменьшение возросшей скорости охлаждения металла в указанном диапазоне низких температур. С этой же целью выполняют дополнительно нагрев поверхности рельсов, примыкающих снаружи к палатке, на длине 1,5 м до положительной температуры бензиновоздушной горелкой и также укрывают теплоизоляционным укрытием с встроенными ИК-нагревателями, что создает дополнительный тепловой затвор и уменьшает влияние скорости охлаждения металла на прочностные характеристики и качество сварного шва.
Результаты выполненных экспериментальных работ по алюминотермитной сварке рельсов при отрицательных температурах окружающей среды подтвердили, что предложенный способ сварки позволил получить качественное сварное соединение за счет применения термостатирования нагретых поверхностей рельсов и термостатирования процесса кристаллизации термитного металла, обеспечил уменьшение габаритов палатки за счет размещения аппарата бензиновоздушной горелки снаружи палатки, повысил надежность и качество нагрева благодаря применению энергоносителя бензина, который сохраняет теплотворную способность при температуре минус 40°C, уменьшил энергозатраты за счет прямого локального нагрева поверхностей и их теплоизоляции, что позволило снизить затраты на выполнение указанной сварки в зимнее время.
Сварка рельсовых стыков: способы, технология, видео
Монтаж железнодорожных магистралей проводится двумя методами: сборным и сварным. Второй предпочтительнее, потому что сборные стыки снижают скорость движения подвижного состава. Сварка рельсов производится несколькими методами. При выборе способа монтажа бесстыковых линий учитывают свариваемость материала и стоимость работ. Наиболее распространенные: контактная и алюмотермитная сварка, есть и другие виды. О каждом стоит сказать отдельно. Стыки варят с использованием специального оборудования.

Особенности сваривания рельсов
Железнодорожный профиль производят из высокоуглеродистых сталей, характеризующихся плохой свариваемостью. При термической обработке на металле образуются трещины, возникают внутренние напряжения. При сварке рельсовых плетей такое недопустимо, дефекты полотна могут стать причиной аварии.
Для работы необходимо:
- профессиональное оборудование;
- качественные расходные материалы;
- контрольные приборы, проверяющие целостность шва.
Для образования прочного соединения толстостенные балки необходимо проваривать на всю глубину. После сварки стыка необходимо выровнять поверхность, чтобы шов не разрушался.
Виды рельсов
Для выбора способа сварки учитывают химический состав сплава. Для каждого вида профилей ГОСТом определены марки стали.
| Наименование | Назначение | Марки стали, используемые для изготовления |
| Железнодорожные стандартные | Выпускают для магистральных путей | РП50, РП65, РП75. |
| Железнодорожные промышленные | Используются на коротких участках. | РП50, РП65, РП75.
|
| Железнодорожные узкоколейные | Монтируются в шахтах, на подъездных узкоколейках. | Р8, Р11, Р18, Р24.
|
| Рудничные для шахтных проводников | Применяются для бесстыковых ширококолейных участков, стрелок | Р33, Р38, Р43 |
| Рамные | Необходимы для монтажа пересечений линий. | РР65. |
| Крановые | Предназначены для движения мостовых и строительных кранов. | КР70, КР80, КР100, КР120 и КР140. |
| Остряковые | Необходимы для стрелочных переводов, круговых опорных устройств. | ОР43, ОР50, ОР65 и ОР75. |
| Трамвайные с желобами | Используют только для трамвайных путей, они рассчитаны на небольшую нагрузку. | Т58 и Т62 |
| Контррельсовые | Монтируют в тупиковых отстойниках. | РП50, РП65, РП75. |
| Усиковые | Выпускаются для крестовин с непрерывной поверхностью качения. | УР65 |
Способы сварки рельсовых стыков
При выборе технологии учитывают свариваемость сталей, их текучесть, пластичность. Немаловажный фактор – трудозатраты, стоимость оборудования. С учетом всех составляющих решают, как сваривать рельсы.
Для заделки стыков используют следующие технологии:
- электродуговую;
- электроконтактную;
- алюмотермитную;
- газопрессовую.
На предприятиях чаще используют термитную сварку рельсов, реже контактную. У каждой технологии есть преимущества.
Электродуговой
Сварка рельсов с использованием электродов используется для стыков и плетей. Ванным способом удается получить прочное соединение. Концы укладывают на небольшом возвышении над полотном с зазором 14–16 мм в специальную ванночку, удерживающую расплав. В стык вертикально помещается электрод диаметром 5 или 6 мм. При подаче высокочастотного переменного или постоянного тока прямой полярности мощностью 300–350 ампер в зависмости от толщины профиля, расплав постепенно заполняет весь стык. Диффузионный слой создается по всему сечению. Для сварки рельсов используют электроды с основным видом покрытия:
- отечественные УОНИ 13/45 и УОНИ 13/55,
- японские LB 52U.
Их предварительно прокаливают: в течение 2 часов выдерживают при температуре 180 – 230°С.
Достоинства электродуговой сварки:
- не нужно использовать флюс, обмазка создает слой шлака над ванной, он препятствует окислению;
- не требуется предварительной разделки торцов;
- для образования плотного соединения не нужно дополнительно прикладывать усилий;
- доступность, в качестве генератора тока используют трансформаторы, выпрямители и профессиональные инверторы.
После охлаждения ванны стык зачищают, снимают окалину, выравнивают поверхность головки рельса.
Термитный
Метод основан на способности алюминия восстанавливать окись железа с большим выделением тепла. Сварку рельсов по алюмотермитной технологии освоили больше века назад. При поджоге термита в рабочей зоне создается температура от 1200 до 2000°С в зависимости от химического состава сплава. Восстановленное железо затекает в форму, по профилю совпадающую с рельсом.
В термит помимо оксида железа и алюминия входят легирующие добавки, небольшие кусочки металла (они затормаживают химический процесс). Шлак, образующийся при расплаве, всплывает, его удаляют после охлаждения металла.
Самое главное преимущество метода – высокая скорость термитной сварки рельсов. Он применяется для закаленных и холоднокатаных балок. Его используют при монтаже магистральных железнодорожных линий и плетей.
Газопрессовый
Сварку рельсовых стыков этим методом проводят на пластичных сталях. Температура в зоне стыка концов повышается за счет энергии сдвига. Она выделяется при высоком давлении. Образуется качественное соединение за счет однородности диффузного слоя. Для плотной стыковки рельсов торец прорезают рельсорезом. Металл консервируют 4-хлористым углеродом или дихлорэтаном, под составом металл не окисляется. Стык нагревают до температуры вязкости, под 10–15-тонным давлением гидропресса слои сдвигаются, торцы плавятся, образуется диффузный слой.
Главные достоинства газопрессового метода:
- однородность химического состава;
- отсутствие окалины, процесс протекает внутри профиля;
- возможность соединяться профиль любой конфигурации и толщины.
Электроконтактный
Автоматная технология основана на нагреве стыка за счет пронизывающей электродуги, возникающей под воздействием высоких токов небольшого напряжения. Электроконтактная сварка проводится самоходными комплексами МСГР-500, МС-5002, К-190 непосредственно в месте укладки или с небольшим смещением ветки. Для разного вида рельсового профиля используют сменные контактные головки. Работу проводят методом непрерывного оплавления или импульсным прогревом рельсов.
Контроль качества рельсовых стыков
От прочности соединений зависит безопасность движения, поэтому вне зависимости от способа сварки проводится проверка стыков рельсов любым из методов неразрушающего контроля. Особенно внимательно проверяются швы, сделанные ручным сварочным оборудованием. Помимо структуры проверяется ровность головки рельса, на которую опирается колесо во время движения.
Для сварки рельсов по методу алюмотермии используют
Для сварки рельсов по методу алюминотермии,используется смесь алюминия и оксида железа Fe3O4.Составьте термохимическое уравнение,если при образовании 1 кг железа выделилось 6,30 МДж теплоты
Ответы:
1кг 6,3МДж 3 Fe3O4+8Al= 4Al2O3+9Fe + Q 504кг XМДж Х=6,3*504=3175,2МДж; . .
Алюминотермитная сварка рельсов (полное название: Сварка рельсов алюминотермитная методом промежуточного литья) — процесс, основанный на алюминотермии, при котором используются химические реакции восстановления железа из оксидов, эти реакции сопровождаются выделением тепла и получением расплавленного металла требуемого химического состава.
Для сварки применяется термит, расфасованный определенными порциями. Работу выполняет бригада из двух-трех человек. Общий вес используемого оборудования не превышает 350—400 кг.
При выполнении сварки и сопутствующих технологических операций используются автономные источники энергии.
Содержание
История [ править | править код ]
На протяжении всего периода существования железных дорог велись поиски конструкций рельсовых стыков, которые обеспечили бы такую же надежность пути в местах соединения рельсов, как и вне стыков. Стыки остаются основными возбудителями динамических, а нередко и ударных воздействий подвижного состава на путь. Регулярные динамические нагрузки на рельсовый стык приводят к интенсивному износу как ходовых частей подвижного состава, так и к дефектам рельсов, а в долгосрочном периоде к просадкам в балласте и болезням земляного полотна. Затраты труда на содержание стыков достигают 20 % всех затрат на текущее содержание пути.
Чтобы сократить число рельсовых стыков в пути, десятилетиями стремились увеличить стандартную длину рельсов. Коренное решение проблемы рельсового стыка воплотилось в так называемом бесстыковом пути, благодаря которому число стыков сокращается в десятки, а при непрерывной сварке рельсов на перегонах, станциях и в пределах стрелочных переводов, в тысячи раз.
Сама мысль о алюминотермитной реакции происходит из второй половины XVIII века. Французский ученый Антуан Лоран Лавуазье описал принцип экзотермической реакции, практическое внедрение которой в своей эпохе он не мог предполагать.
Русский физико-химик Николай Николаевич Бекетов в 60-х годах 19 века показал, что при высоких температурах алюминий восстанавливает металлы из их оксидов. Позднее эти опыты послужили отправной точкой для возникновения алюминотермии.
В 1895 году немецкий химик, профессор Ганс Гольдшмидт (Elektro-Thermit GmbH & Co. KG; Германия) после десяти лет испытаний практического использования реакций Лавуазье и Бекетова получает первый патент на сварку стальных профилей, в том числе профилей железнодорожного рельса.
В сравнении с другими видами сварки рельсов [ править | править код ]
На сегодняшний день существует два основных способа стыковой сварки рельсов:
Алюминотермитная сварка рельсов имеет ряд преимуществ перед контактной сваркой: она не требует сложного дорогостоящего оборудования, большого количества рабочих, продолжительных перерывов в движении поездов. Кроме того она может применяться при сварке на стрелочных переводах. Процесс сварки одного рельсового стыка занимает около 50 минут, а благодаря возможности работы нескольких бригад одновременно, можно добиться большей производительности в «окно». Например, за двухчасовое «окно» силами трех бригад можно изготовить до 12 стыков.
К надежности и прочности соединения рельсов предъявляются высокие требования, соблюдение которых не могут обеспечить классические способы. Поэтому при прокладке или ремонте железнодорожных путей применяют специальные технологии. Самой удобной и эффективной из них признана алюминотермитная сварка.

Что такое алюминотермитная сварка
Сущность алюминотермической технологии основана на восстановлении железа из оксидов при взаимодействии с окислами алюминия. Протекание реакции сопровождается выделением тепла, достаточного для плавления металла. Для алюминотермитной технологии используют смесь (термит), состоящую из 23% измельченного алюминия и 77% железной окалины. Чтобы характеристики шва были близкими к параметрам материала рельсов, в порошок добавляют легирующие элементы и частички стали.
Смесь засыпают в тигель, установленный над стыком. Для начала реакции восстановления порошок нагревают до 1000⁰С воспламенителем с однопорционным зарядом. После поджигания в результате химического взаимодействия ингредиентов температура смеси поднимается до 2400⁰C, восстановленное железо плавится, стекая вниз, заполняет зазор стыка. Для повышения надежности соединения алюминотермитная сварка завершается уплотнением шва специальным прессом.
Достоинства и недостатки
Популярность технологии объясняется тем, что алюмотермитная сварка обладает следующими преимуществами по сравнению с другими способами:
- Высокая скорость проведения работы. Полный цикл создания соединения занимает не больше получаса. Бригада, используя метод разделения труда, может за час наложить 10 -12 швов. Это возможно если один выполняет подготовку и переходит к следующему стыку, другой проводит сварку, третий обрабатывает соединение
- Нет привязки к стационарным источникам электропитания, что позволяет использовать алюминотермитную технологию в полевых условиях.
- Не требуются дорогие материалы и сложное оборудование, поэтому сокращаются затраты на обслуживание железнодорожных путей. Все необходимое есть в магазинах стройматериалов.
- Снижается износ колес вагонов, локомотивов.
- Улучшается плавность хода составов.
- Чтобы освоить алюминотермитную технологию, достаточно провести 2 — 3 сварки.
К недостаткам алюминотермической технологии относятся:
- легкая воспламеняемость термита требует осторожного обращения при хранении, транспортировке, применении;
- трудоемкость подготовительных мероприятий;
- невозможность применения технологии при температуре ниже +5⁰C;
- при попадании воды в зажженную смесь происходит активное разбрызгивание металла, поэтому в дождливую погоду нужно устанавливать навес.
Применяемое оборудование и материалы
Для проведения алюминотермитной сварки рельсов нужно приготовить:
- бочку с термитом, закрытую заглушкой;
- форму в соответствии с профилем рельсов;
- если вместо бочки применяется развесочная смесь, потребуется тигель из тугоплавкого материала;
- пресс для сжатия шва;
- шлифовальную машинку;
- молоток, зубило;
- металлическую лопатку для снятия горящего шлака;
- газовую горелку для предварительного нагрева.
Из расходных материалов потребуется:
- мелкодисперсный термит с гранулами не более 0,5 мм;
- термостойкая паста для заделывания трещин и щелей;
- пропан и кислород для горелки в баллонах.
Процесс алюминотермитной сварки рельсов
Перед началом работы нужно убедиться, что термита достаточного для полного заполнения стыка, иначе придется все переделывать. Технология алюмотермитной сварки жд стыков выполняется поэтапно в строгой последовательности.
Подготовительные работы
На участках рельсов, расположенных рядом со стыком, снимают крепления к шпалам, а дальние ослабляют. Это необходимо для того, чтобы они не мешали при установке и для снятия напряжения металла. Участки возле стыка нагревают горелкой, очищают от ржавчины. Затем рельсы выставляют так, чтобы между торцами было расстояние 25 мм.

Выравнивание рельсов
Далее на всех креплениях убирают прокладки, заменяя их клиньями с обеих сторон. Чтобы соединение выдерживало нагрузку от проходящих жд составов без деформаций, рельсы должны быть прямолинейными по горизонтали и вертикали. Предварительную установку делают на глазок. Затем, подбивая клинья молотком, добиваются необходимого положения. Для контроля к поверхностям рельсов прикладывают метровую металлическую линейку.
Установка форм
Ориентируясь по измерителю, устанавливают зажимное устройство на нужном расстоянии от стыка. Накладывают форму, оставшиеся щели замазывают термостойкой пастой. Сверху устанавливают подставку с воронкой, над которой размещают бочку с термитом. При использовании развесной смеси потребуется тигель. Горелку крепят по центру соединения чуть выше оси рельсов.

Нагрев и сварка
Для предварительного подогрева места соединения на горелку подают пропан под давлением 1,5 Бар и кислород 0,5 Бар. Через 1,5 — 2 минуты горелку гасят, убирают. Если к качеству шва не предъявляются повышенные требования, эту процедуру можно пропустить. После поджигания термитной смеси специальным запалом, расплавленный металл начинает стекать внутрь формы. В это время (20 — 30 сек) нельзя изменять положение тигля. После опорожнения его снимают, а также крышки и поддоны для шлака. Форму разбирают через 4 минуты, когда завершится кристаллизация металла.
Шлифовка и контроль качества
После окончания алюминотермитной сварки стык обрабатывают с боков и сверху, чтобы рельсовое полотно было гладким. Место соединения в течение 10 минут прогревают горелкой, после чего зубилом или болгаркой удаляют наплывы. Окончательную шлифовку проводят абразивными инструментами после остывания, контролируя процесс щупом и линейкой. Качество выполненного соединения проверяют методом статичного изгиба по подошве или головке рельса. Ход испытаний контролируют по измерительным приборам.
Несмотря на высокие температуры, возникающие при выполнении алюминотермитного соединения рельсов, технология не считается опасной. Непосредственно сваркой должен заниматься опытный рабочий. Все члены бригады должны быть обеспечены спецодеждой из негорючей ткани, защитными очками, сигнальными жилетами.
8.ПЧ_12_Тех.процесс_по_сварке_АЛТС

ФИЛИАЛ ОАО «РЖД»
КРАСНОЯРСКАЯ
ЖЕЛЕЗНАЯ ДОРОГА
ДИРЕКЦИЯ
ИНФРАСТРУКТУРЫ
структурное подразделение
АБАКУМОВСКАЯ ДИСТАНЦИЯ ПУТИ
Утверждаю:
Главный инженер Абакумовской дистанции пути
Красноярской железной дороги
А.Г.Абрамов
« » 2011 год
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Окончательного восстановления рельсовой плети
бесстыкового пути со скреплением ЖБР, ЖБРШ, КБ алюминотермитной
сваркой рельсов методом промежуточного литья.
Абакумовка 2011г
Содержание
1.Область применения…………………………………………………….стр1
2.Условия производства работ……………………………………………стр1
3.Производственный состав исполнителей работ………………………стр1
4.Организация и технология выполнения работ………………………..стр1
5.Хранение материалов……………………………………………………стр8
6.Перечень необходимых технических средств………………………….стр9
7.Требования безопасности……………………………………………….стр10
8. Ограждение места работ………………………………………………..стр12
1 Область применения
Настоящий технологический процесс разработан Абакумовской дистанцией пути и предназначен для сварки стыков алюминотермитным методом промежуточного литья рельсов при текущем содержании пути. При окончательном восстановлении плети или устранении нежелательных стыков в рельсоах как на пути так и на стрелочных переводах. На рельсах типа Р-65 как новых так и старогодных, на железобетонных шпалах или брусе.
2 Условия производства работ
Рельсы подлежащие сварке должны быть одной группы годности.
Участок пути однопутный или двухпутный, электрифицированный, оборудован автоблокировкой.
В стыках установлены двухгловые накладки, стянутые шестью болтами, с зазором 0-26мм.
Шпалы или брус железобетонный с шириной между осями 420-680мм.
Балласт щебеночный, фракция 25-60мм.
Балластная призма высотой 50см, плече балластной призмы 45см, бровка зем полотна не менее50см.
Шпальные ящики заполнены балластом на 3см.ниже верхней плоскости шпалы.
Участок пути прямой, переходная кривая, круговая кривая радиусом не пенее 250м и возвышением наружного рельса не более 150мм.
Температура наружного воздуха не ниже -40С
Осадки в виде дождя и снега отсутствуют.
Между стыками рельсов не менее 3м, на одном 25м рельсе не более 4 стыков.
В зоне сварки не должно быть вдавленного клейма.
Стык на шпале варить запрещено.
3 Производственный состав исполнителей работ
Сварщики- 3чел
Монтер пути- 2чел
Оператор деф. РДМ33- 1чел
Сигналист- 2 чел
Руководитеь — 1чел
4 Организация и технология выполнения работ
Для производства работ должна быть организована бригада, состоящая из 3-х сварщиков – литейщиков (как минимум 2-х ), имеющих свидетельство на проведение указанных работ, и 2-х монтеров пути не ниже 3-го разряда. Руководитель работ (инженерно- технический работник) в должности не ниже дорожного мастера отвечает за качество работ и технику безопасности при выполнении алюминотермитной сварки.
Перед началом работы руководитель работ должен проверить комплектность оборудования, инструмента и наличие расходных материалов.
1
Подготовительные работы.
Руководитель работ проводит с персоналом бригады инструктаж по технике безопасности, пожарной безопасности и охране труда на рабочем месте.
Следит за перемещением бригады к месту работы и обратно, и обеспечивает сохранность оборудования и материалов.
Обеспечивает ограждение места работ соответствующими сигналами, согласно ЦП-485.
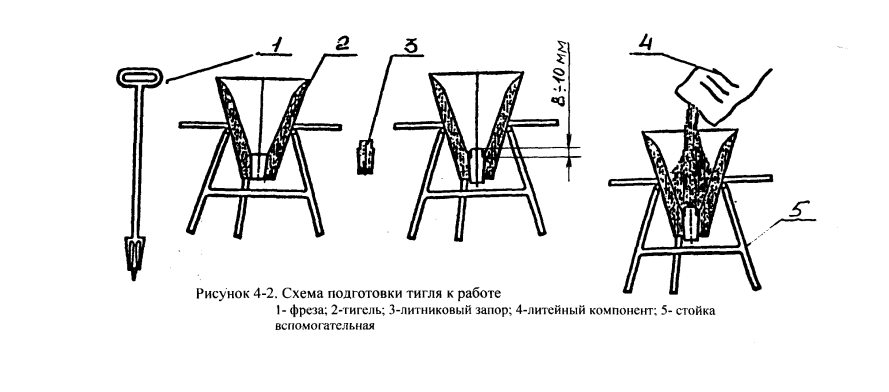
Подготовка тигля к работе
Осматривается тигель для плавильного процесса, требуется убедиться в отсутствии трещин, сколов и других дефектов. Исправный тигель вставляется в обечайку , уплотняются места контакта с обечайкой формовочной смесью и просушивается при температуре не менее 25 – 30 0 С в течении 24 часов, установите тигель на вспомогательной стойке.
Примечание: для сокращения времени просушки рекомендуется перед доставкой тигля на рабочее место просушить его при температуре 50 – 700 0С не менее 12 – 16 часов в сушильной камере или термостате.
Подготовка стыка
Производится демонтаж стыка:
— разболтите и снимите по две шпалы в каждую сторону от стыка;
— установите временную перемычку (шунт)

— разболтите и снимите накладки;
— удалите мазут и грязь со свариваемых поверхностей, на расстоянии 100 – 120 мм от торца свариваемого рельса;
-при необходимости сделайте регулировку междушпального ящика, для удобного монтажа литейной формы.
Подготовка к сварке
Формирование зазора.
Произведите формирование стыкового зазора между торцами рельсов 25 -26 мм
Произведите замер существующего зазора;
Выполните, при необходимости, обрезку рельса механическим способом до
величены стыкового зазора, при этом расстояние от торца рельса до края ближайшего
болтового отверстия должно быть не менее 50 мм.
Произведите очистку торцов рельсов от ржавчины металлической щеткой.
Выправка рельсов в рабочее положение.
Выправьте рельсы в рабочее положение для производства алюминотермитной
сварки. С целью компенсации просадки сварного шва сделайте возвышение концов рельсов
с помощью клиньев по вертикальной оси стыка на высоту 2,0 + 0,5 мм.
2
Контроль установки концов рельсов перед сваркой выполняйте линейкой длиной 1м, штангенциркулем или щупом. (Рис. 4-1)

Подготовка тигля к сварке.
Тигель перед началом сварки дополнительно просушите кислородно – пропановым
пламенем с избытком кислорода. В процессе сушки перемещайте горелку кольцевыми
движениями по спирали до верхних краев тигля в течении 55 — 60 секунд.
Подготовка литейного компонента.
Приготовьте литейный компонент – одну порцию. Установите литниковый запор
в тигле. Для этого в реакционном тигле, расположенным на вспомогательной стойке, с
помощью фрезы произведите очистку отверстия для установки литника.
Литниковый запор установите в нижнем отверстии тигля таким образом, чтобы
верхние его кромки находились на 8 – 10 мм выше днища тигля (рис. 4-2).
Установите оправку на литниковый запор.
Место соприкосновения литникового запора с тиглем уплотните магнезитным
порошком.
Засыпьте в тигель приготовленную порцию литейного компонента,
соответствующую типу свариваемых рельсов.
Удалите оправку из тигля.
Процесс сварки методом промежуточного литья.
Установка технологического оборудования в зоне стыка.
Установите комбинированную стойку на головку рельса таким образом, чтобы
держатели частей литейной формы находились сбоку по оси свариваемого зазора (Рис. 4-3).
Установите механизм настройки горелки вместе с горелкой на комбинированную
стойку и отрегулируйте положение сопла относительно свариваемого зазора.
3

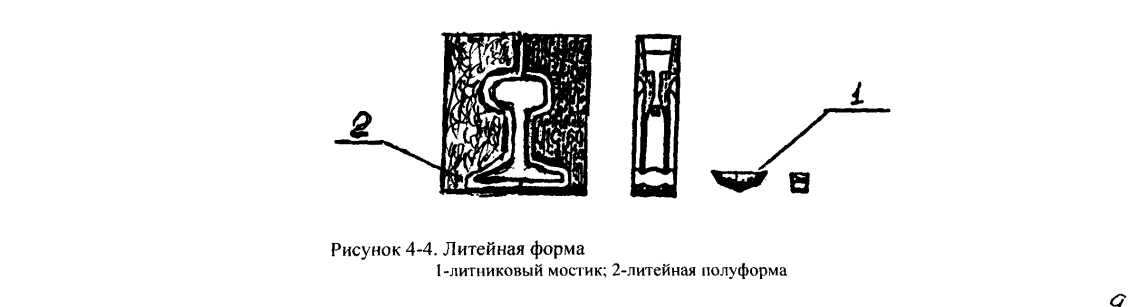
Установите на свариваемом стыке литейную форму, состоящую из двух полуформ.
Для этого две полуформы очистите от упаковки, проверьте визуально целостность их
функциональных частей и вложите их в металлические держатели, соблюдая соответствие правой и левой стороны.
На одной полуформе уберите ослабленную стенку литейного желоба для отвода шлака
Зафиксируйте полуформы относительно стыкового зазора так, чтобы центр зазора совпал с вертикальной осью литейной формы, а сами полуформы прилегали друг к другу без
ступенек по всему периметру стыковки.
Проверьте возможность установки литникового мостика в соответствующий паз
литейной формы. Он должен свободно входить в паз и располагаться горизонтально.
При необходимости напильником обработайте боковые поверхности литникового
мостика (Рис 4-4).
Уплотните вручную место контакта литейной формы с рельсом формовочным
материалом.
На литейную форму со стороны желоба отвода шлаков установите ковш,
внутреннюю поверхность которого обмажьте формовочной смесью толщиной 5 мм. При
сварке в пути ковш установите с внутренней стороны колеи.
Произведите вручную обмазку с целью уплотнения места контакта ковша с литейной формой.
Установите подготовленный тигель с литейным компонентом, перенеся его со вспомогательной стойки на комбинированную стойку, и проверьте центровку литника
(рис.4-2) относительно вертикальной оси свариваемого зазора. При необходимости,
произвести регулировку для совмещения осей литника и зазора. Контроль осуществите
визуально.После этого поверните тигель на 90 градусов в сторону от зазора.
Подготовьте две лопатки с формовочной смесью для заделки свища в случае его
образования в процессе литья в литейной форме.
Подогрев концов рельсов.
Установите на газовых редукторах давление пропана 1 – 1,2 атм и давление кислорода 4,5 – 5,0 атм. Зажгите газовую горелку, отрегулируйте пламя до нормального горения и установите газовую горелку на вспомогательную стойку (Рис. 4-5). (Регулировку давления на редукторах кислорода и пропана производите при открытых вентилях на горелке).
4

Переместите газовую горелку с нормально отрегулированным пламенем на
комбинированную стойку в зону сварки для нагрева концов рельсов (Рис. 4-6).
Продолжительность прогрева для рельса Р65 составляет 7 – 9 минут.
Температуру нагрева металла рельсов до 800 + 900оС контролируйте визуально по
цвету нагретого металла до светло – красного цвета или пирометром.
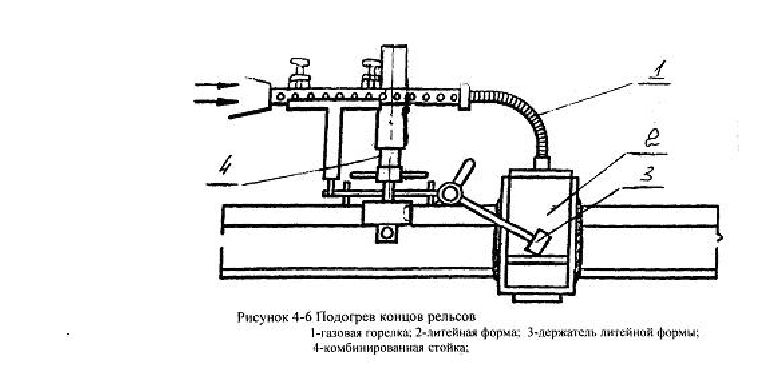
За одну минуту до конца подогрева концов рельсов нагрейте литниковый мостик формы (Рис. 4-4), удерживая его специальными щипцами.
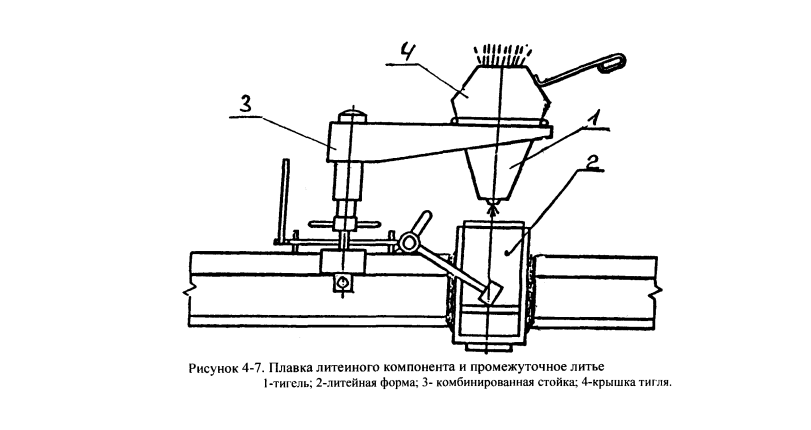
Плавильный процесс.
Снимите газовую горелку с комбинированной стойки.
Установите нагретый литниковый мостик в литейную форму.
Поверните тигель с литейным компонентом и установите его таким образом, чтобы ось литника совпадала с осью зазора (Рис. 4-7).
Зажгите от пламени горелки термитную спичку, вставьте ее в литейный компонент,
находящийся в тигле, и накройте тигель конической крышкой с отверстием для выпуска газов.
Установите горелку на вспомогательную стойку.
Контролируйте визуально и по времени процесс плавления литейного компонента и выпуск расплавленного металла в литейную форму, который происходит через 20 – 28 секунд автоматически.
5
Контролируйте время кристаллизации металла литейного шва, которое в зависимости от массы порции литейного компонента, для рельсов Р 65 длится 3,0 – 3,5 минуты. После этого демонтируйте литейное оборудование.
Демонтаж литейного оборудования после затвердевания металла.
Снимите ковш со шлаком.
Запустите двигатель гидроагрегата и подключите обрезное приспособление.
Снимите тигель и перенесите его на вспомогательную стойку.
Снимите комбинированную стойку и держатели литейных полуформ.
Снимите металлические рамки, удерживающие литейные полуформы
Демонтаж верхней части литейной формы.
Произведите очистку зубилом бокового и верхнего контуров головки рельсов от формовочной смеси и шлака.
Выполните отделение с помощью кузнечных клещей верхней части литейной формы.
Произведите очистку головки рельса от песка металлической щеткой.
Формирование головки рельса в зоне литейного шва.
Установите гидравлическое обрезное приспособление для удаления прибыльной части литейного шва (Рис. 4-8).

В течении 10 – 15 секунд произведите обрезку прибыльной части и снимите обрезное приспособление.
Уберите излишки шлака, обрезки металла и срубите с помощью молотка и зубила или гидравлических ножниц остатки литниковой системы, подрубите литники в горячем состоянии.
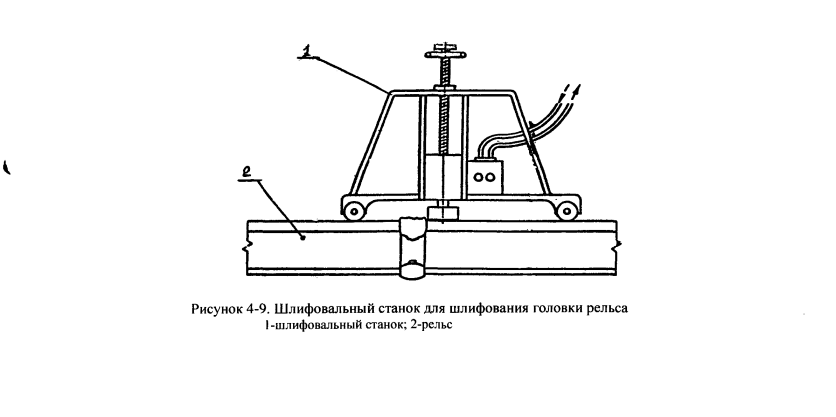
6
Установите на поверхности головки рельса гидравлический шлифовальный станок и выполните предварительное шлифование прибыльной части литейного шва до высоты приблизительно 1 мм над верхом головки рельса (Рис. 4-9).
Выдержка стыка до полного остывания.
Выдержите литейный шов до полного остывания, когда температура металла шва и рельса на расстоянии 2 м от шва будут одинаковыми. Ориентировочное время остывания 90 – 120 минут, в зависимости от температуры окружающего воздуха.
Окончательное шлифование стыка и контроль качества.
Отбейте литники.
Произведите окончательную очистку литейного шва от остатков литейной формы и песка металлической щеткой.
Выполните окончательную шлифовку головки рельса в зоне стыка шлифовальным станком. Поверхность головки рельса после шлифовки не должна иметь дефектов «поджога»
Произведите крепление рельса к шпалам в зоне литейного шва.
Контроль качества алюминотермитной сварки на месте производства работ.
В процессе подготовки и проведения алюминотермитной сварки рельсов руководитель бригады должен выполнять пооперационный контроль за качеством всех операций.
После завершения технологического процесса алюминотермитной сварки проведите визуальный осмотр литейного шва в стыке. Убедитесь, что литейный шов снаружи не имеет пор и шлаковых включений, а также трещин.
Примечание: наличие металлургических усадочных раковин, полостей на устраненных излишках литниковых стояков в их центральной части не влияет на качество литейного шва, так как эти дефекты возникли в приварыше (обливе).
Выполните проверку геометрии рельса в зоне стыка. Визуально убедитесь, что седловина в литейном шве отсутствует.
Произведите с помощью линейки длиной 1,0 м, штангенциркуля или щупа проверку прямолинейности рельса в зоне стыка. Допускаемые отклонения прямолинейности соединенных концов рельсов после образивной обработки головки в вертикальной плоскости не более 0,5 мм, а в горизонтальной не более 0,3 мм на длине 0,5 м.
7
Схема контроля прямолинейности рельсов в зоне соединения приведена на рис. 4-10.

После завершения проверки геометрии рельса, выполните неразрушающий контроль качества литейного шва ультразвуковым дефектоскопом РДМ-33, по Технологической инструкции ТИ 0722- 2000, утвержденной ЦП МПС 28.12.2000 г.
При отсутствии отклонений в нормируемых показателях качества литейного шва, стык, выполненный алюминотермитной сваркой методом промежуточного литья, считается пригодным для эксплуатации. Поставьте личное клеймо сварщика — литейщика и сделайте запись в журнале учета работ по алюминотермитной сварке рельсов (Приложение В)
При обнаружении дефекта в литейном шве, проанализируйте причины его возникновения, и устраните путем вырезки участка рельса в зоне соединения. Длина вырезанного участка должна быть такой, чтобы расстояние между местами сварки было не менее 3000 мм. На место удаленного рельса установите новый и выполните алюминотермитную сварку двух стыков.
Приведение сварного шва и участка рельса в рабочее состояние
Установите предохранительные накладки на рельс в зоне литейного стыка.
Демонтируйте приспособления, соберите инструмент, включая клинья для выправки рельсов.
Уберите остатки литейных материалов.
Технологическая карта с перечнем операций для проведения сварочных работ на стрелочном переводе, как наиболее сложной конструкции пути, приведена в приложении А.
5. Правила хранения расходных материалов, оборудования и инструмента
Хранение расходных материалов.
Литейные компоненты, термитные спички, должны храниться в самостоятельных 1-ой или 2-ой степени огнестойкости бесчердачных одноэтажных зданиях с негорючими полами.
В исключительных ситуациях допускается хранение в отдельном отсеке общего склада 1 или 2 степени огнестойкости.
Литейные компоненты, ввиду высокой температуры горения, необходимо складировать на расстоянии не менее 0,5 м от несущих конструкций склада и не менее 3-х м от горючих материалов и веществ. Расстояние от светильников до хранящихся упаковок с литейным компонентом должно быть не менее 0,5 м.
Напротив дверных проемов складских помещений должны оставаться свободные проходы шириной, равной ширине дверей, но не менее 1 м. Через каждые 6 м в складах следует устраивать, как правило, продольные проходы шириной не менее 0,8 м.
Электрооборудование складов по окончании рабочего дня должно обесточиваться.
Аппараты, предназначенные для отключения электроснабжения склада, должны располагаться вне складского помещения на стене из негорючих материалов или на отдельно стоящей опоре, заключены в шкаф или нишу с приспособлением для опломбирования и должны быть закрыты на замок. Эксплуатация газовых плит, электронагревательных приборов и установка штепсельных розеток в помещении склада не допускается.
8
В зависимости от площади склада и количества хранящегося литейного компонента в каждом конкретном случае определяется необходимое количество огнетушителей согласно ППБ-01-93.
При использовании ящиков с песком или глиноземом, они должны комплектоваться совковой лопатой по ГОСТ 3620-76, а их конструкция обеспечивать удобство извлечения тушащих средств и исключать попадание осадков.
Вспомогательные материалы: термитные спички, литейные формы и мостики, магнезитный порошок, формовочная смесь должны храниться в помещении при температуре воздуха не ниже +10оС и относительной влажности не выше 50 %. Допускается в весенне – летний период увеличение относительной влажности воздуха в помещении до 65 %.
Для контроля температуры и влажности воздуха в помещении должны быть установлены термометр и прибор для измерения влажности (психрометр или гигрометр).
6.Перечень специального оборудования
Наименование | Обозначение | Кол-во,шт. | Габаритные размеры ДхШхВ, мм | Назначение и краткая техническая характеристика | прим |
Агрегат гидравлический | АГ-1 | 1 | 1245х495х635 | для шлифовального, обрезного станков и гидравлических инструментов. | мощность, кВт-4,5 максимальное рабочее давление, МПа-20, масса, кг-75 |
Станок шлифовальный гидравлический | СШГ-1 | 1 | 1066х500х985 | Шлифование сварных швов рельсов | частота вращения рабочего вала, об/мин-3000 масса, кг -43 |
Станок обрезной гидравлический | СОГ-1 | 1 | 880х335х340 | Обрезка прибыльной части литейного шва. | Усилие резания, кН-190. Масса, кг-75 |
Станок рельсорезный | СР-1 | 1 | 620х480х360 | Резка рельсов поперечная | обороты диска, об/мин 300-5000. масса, кг-35 |
Перечень материалов и оборудования:
— термитный компонент
— форма
— литниковый запор
— стойка комбинированная
— приемная чаша (ковш)
— рамка для сварочной формы
— тигель
— газовая горелка
— шланги, кислородный и пропановый
— редуктор кислородный
— редуктор пропановый
— баллон с кислородом
9
— баллон с пропаном
— набор ручных инструментов сварщика- литейщика
— рулетка
— рельсовый термометр
— домкрат гидравлический
— прибор для разгонки шпал
— временная перемычка (шунт)
— лопата
— ключ путевой
— ключ торцевой
— лом остроконечный
— запасные детали ВСП (в зависимости от состояния свариваемого стыка для замены дефектных).
7. Указания мер безопасности
При выполнении алюминотермитной сварки рельсов методом промежуточного литья должны строго выполняться правила техники безопасности, пожарной безопасности и охраны труда.
Для выполнения алюминотермитной сварки рельсов могут быть допущены работники, прошедшие специальный курс обучения и получившие свидетельство сварщика – литейщика и прошедшие проверку знаний на право производства работ.
Работники, допущенные к производству алюминотермитной сварки рельсов, перед проведением работ, должны пройти медицинский осмотр и получить разрешение врача.
При алюмотермитной сварке рельсов работники должны использовать личные защитные средства:
— спецодежду сварщика – литейщика;
— огнестойкие перчатки;
— защитную маску;
— сварочные очки;
— сапоги или ботинки;
— теплую спецодежду для работы в холодное время;
— сигнальные жилеты при выполнении работ в пути.
К выполнению сварочных работ допускаются лица не моложе 18 лет.
При работе с технологическим оборудованием: агрегатом гидравлическим, станком шлифовальным, станком обрезным, станком рельсорезным, горелкой газовой строго соблюдать инструкции по эксплуатации на это оборудование и соблюдать меры безопасности, указанные в этих инструкциях.
В процессе подготовки и выполнения алюминотермитной сварки рельсов запрещается:
— засыпать и поджигать порцию литейного компонента во влажный (непросушенный) тигель;
— поджигать литейный компонент, не установив тигель над литейной формой; 4
— автоматический выпуск расплавленного литейного компонента во влажную литейную форму
— после предварительного нагрева концов рельсов в литейной форме и воспламенения литейного компонента ставить влажный (непросушенный) мостик;
— носить термические спички в кармане рабочей одежды;
— термические спички хранить совместно с литейным компонентом в одном складе;
— устанавливать ковш с горячим шлаком на влажную землю и переносить ковш с горячим шлаком наклоненным;
— порции литейного компонента хранить совместно с другими легковоспламеняющимися веществами;
— высоконагретый или жидкий шлак, снятый с литейного шва, бросать в воду, снег или на влажные места;
— в случае пожара на складе, где хранится литейный компонент, применять воду и жидкостные огнетушители.
10
Перед воспламенением литейного компонента сварщик – литейщик должен предупредить остальных работников о воспламенении и иметь место для быстрого отхода от тигля, в котором происходит активная химическая реакция, на расстояние не менее 3-х метров.
Литейный компонент должен складироваться на рабочем месте на расстоянии не менее 6-ти метров от места сварки. Категорически воспрещается хранение литейного компонента совместно с легковоспламеняющимися и горючими жидкостями, горючими газами, окисляющими и кислородосодержащими веществами.
Рабочее место проведения алюминотермитной сварки перед проведением работ должно быть обеспеченно средствами пожаротушения: порошковым огнетушителем, лопатой, песком.
При работе с литейным компонентом необходимо строго соблюдать правила пожарной безопасности, принимая во внимание, что:
— температура при горении литейного компонента достигает 2300 – 2800 оС;
— линейная скорость горения составляет 5 мм/сек;
— горение литейного компонента сопровождается выбросом горячих частиц, способных зажечь легковоспламеняющиеся вещества;
— при разрушении уплотнительной обмазки или литейной формы возможно вытекание расплавленного металла вне зоны сварки;
— при увлажнении литейного компонента в процессе реакции возможна резкая интенсификация горения за счет взаимодействия алюминия и воды с выделением водорода.
Запрещается тушить литейный компонент огнетушащими порошками общего назначения, водой и водо-пенными смесями. Для локализации горения литейного компонента должен быть применен огнетушащий порошок ПХК по ТУ 10968236-06-94.
При проведении работ по алюминотермитной сварке рабочее место должно быть очищено от горючих веществ в радиусе 5 м.
Газовые баллоны и подводящие шланги, а также конструкции и механизмы, находящиеся в зоне алюминотермитной сварки, должны быть защищены металлическим экраном или сеткой с ячейкой не более 1х1__
8.Ограждение места работ.
Руководитель работ заранее выдает предупреждение по Форме №2 и заказывает «окно» для производства работ по сварке стыков Алюминотермитным способом.
Проводит целевой инструктаж сигналистам и членам бригады в соответствии с ЦРБ 757
способы и их основные особенности
При осуществлении монтажа, а также ремонтных работах на железнодорожном полотне, крановых установках, и других условиях, где применяются рельсы, используется особая технология сваривания. Так как в описываемых условиях необходима особая прочность, а также стойкость к различного рода нагрузкам, то сварка железнодорожных рельсов относится к отдельной категории сварки.
Электродуговая сварка
Стоит отметить, что одним из самых распространенных методов, который применяется при сварке рельсовых плетей и стыков рельс, является электродуговая сварка. В данном случае рельсы укладываются в необходимом положении, а пространство между их стыками послойно постепенно заполняется необходимым сварочным материалом. Последний расплавляется от температуры дугового разряда. Для сварки торцов железнодорожных рельсов данным способом может применяться переменный ток, поступающий от трансформатора или же постоянный ток, получаемый от мобильного сварочного агрегата.
Самым оптимальным вариантом является ванный метод. При этом концы рельсов, предварительно обрезанные перпендикулярно их продольной оси, монтируются без перелома. При этом в профиле должно быть возвышение от 3 до 5 миллиметров. В такой позиции рельсы должны быть закреплены с зазором от 14 до 16 мм.
Между торцов железнодорожных рельсов вводится электрод, через который пропускается ток 300-350 ампер. В итоге, расплавленный метал электрода заполняет зазор между торцами, равномерно по всему сечению.
Для исключения растекания металла используются различные методы закрывания зазора между рельсами. После сваривания место работы шлифуется по всему периметру.
Термитная сварка
Технология данного типа сварки заключается в реакции, которая возникает при контакте окиси железа и алюминия. Сталь, которая возникает в описываемых условиях при температурах более 2000 градусов, должна заливаться в огнеустойчивую форму, которая полностью идентична геометрии самого рельса.
Термитная технология была открыта еще в 1896 году известным профессором Гансом Гольдшмидтом. По сути термитная технология представляет собой восстановление железа из окиси с использованием алюминия. При этом термитная реакция характеризуется выделением большого количества тепла.
Термитная технология еще именуется алюминотермитная сварка рельсов, так как в ней применяется алюминий. Интересно, что термитная реакция происходит на протяжении всего нескольких секунд после поджигания термитной порции. Кроме окиси железа и алюминия ,в состав данной смеси включаются частицы стали ,демпфирующие реакцию ,а также легирующие добавки. Последние служат для того, чтобы была получена сталь необходимого качества и параметров. Интересно, что в конце реакции осуществляется послойное разделение на жидкую сталь и легкий шлак, который оказывается сверху.
Термитная технология позволяет соединять между собой поверхностно-закаленные, объемно-закаленные, а также термически не упрочненные рельсы в любых комбинациях. Термитная сварка позволяет соответствовать высоким требованиям, которые сегодня выдвигаются к высокоскоростным магистралям и бесстыковым путям.
Газопрессовая сварка
Данная технологи основывается на соединении металлов при температуре, которая находится в пределах, ниже точки плавления, но при высоком давлении. Главные «плюсы» данной технологии:
- Однородная структура металла в области стыка железнодорожных рельсов;
- Высокое качество получаемого соединения.
Ввиду вышеописанных преимуществ, данный тип сварки очень эффективен при сварке тяжелых железнодорожных рельсов. Перед осуществлением собственно сварки, концы железнодорожных рельсов плотно приставляются друг к другу. При этом при помощи дисковой пилы рельсорезного станка или механической ножовкой осуществляется одновременное прорезывание торцов обеих рельсов. В итоге обеспечивается максимальная чистота металла, а также высокая плотность прилегания. Перед самим процессов сваривания торцы промываются четыреххлористым углеродом. Также дл я этих целей может применяться дихлорэтан. Подготовительный же этап перед непосредственно сваркой заключается в нагревании концов рельс, для которого применяются многопламенные горелки.
После этого концы рельсов должны быть зажаты при помощи гидравлического пресса с последующим нагревом до 1200 градусов при помощи все тех же многопламенных горелок. Последние осуществляют колебательные движения вдоль образованного стыка. Частота этих колебаний составляет 50 колебаний в минуту. Вместе с этим рельсы сжимаются с силой от 10 до 13 тонн, которая устанавливается специальными расчетами. В результате получается осадка около 20 мм. Для осуществления описываемых действий используются универсальные газопрессовые станки.
После завершения сваривания полученный стык обрабатывается. После этого производится также его нормализация.
Итоги
Итак, существует три ключевые технологии сваривания рельсов. Каждая из них обладает собственными «плюсами» и «минусами». Однако стоит отметить, что алюмотермитная сварка максимально соответствует всем современным жесточайшим требованиям к бесстыковым железнодорожным путям. Потому ее применение полностью обоснованно при построении и ремонте современных магистралей.
Похожие статьи