Аргонная сварка своими руками – как сделать аргоновую сварку, схема, фото
- Для чего необходим газ при выполнении сварки
- Комплектующие для самодельного аппарата аргонной сварки
- Порядок изготовления устройства для сварки в среде аргона
- Тонкости выполнения аргонной сварки
Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др.) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.
Самодельный аппарат для аргонной сварки
Действительно, сделать и эффективно использовать такое устройство можно, о чем свидетельствуют многочисленные фото и схемы подобных аппаратов в интернете.
Для того чтобы со знанием дела изготовить устройство для аргоновой сварки и получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей. Она имеет много схожего и с электродуговой, и с газовой сваркой, но существенно отличается от них по своим ключевым принципам.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.

Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
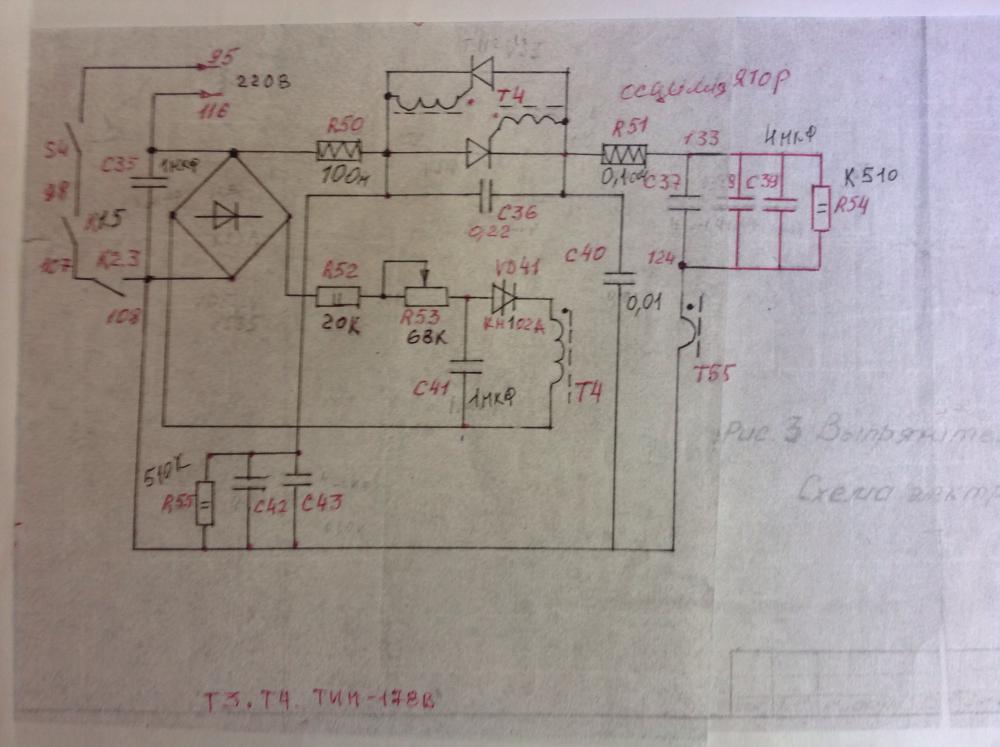
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.
Самодельная горелка
Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.
Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Сварочную дугу, чтобы не допустить оплавления конца электрода и его загрязнения, зажигают не на поверхности соединяемых деталей, а на специальной угольной пластине.
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
 com/embed/ToozvSUtsY8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
com/embed/ToozvSUtsY8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.

Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.
Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей.
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.
Как сделать аргонную сварку своими руками из инвертора
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается. Поэтому все больше мастеров начинают задумываться о изготовлении агрегата аргонной сварки своими руками.
К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается. Поэтому все больше мастеров начинают задумываться о изготовлении агрегата аргонной сварки своими руками.
Содержание
- 1 Технология и применение аргонной сварки
- 2 Элементы для сборки самодельного аппарата
- 2.1 Источник тока
- 2.2 Осциллятор и блок защиты
- 2.3 Горелка
- 2.4 Баллон с аргоном
- 2.5 Редуктор
- 2.6 Шланг и сварочные кабели
- 3 Алгоритм сборки сварочного аппарата
- 4 Настройка готового оборудования
Технология и применение аргонной сварки
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере. Благодаря этому сварочный шов получается без образования оксидной пленки, что улучшает качество соединения.
- Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.
Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.
Применяется аргонная сварка в следующих сферах.
- Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
- Стыковка труб как стальных, так и из цветных металлов, в том числе труб из различных сплавов.
- Соединение разнородных металлов.
- Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д. Особенно это важно для автомобилестроения.
- Изготовление декоративных и ювелирных изделий.
Элементы для сборки самодельного аппарата
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.

Источник тока
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.
На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
Осциллятор и блок защиты
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
Горелка
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.
Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Баллон с аргоном
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”.
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Редуктор
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.
Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.
Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
Алгоритм сборки сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
- Подключите к инвертору защитный блок с осциллятором согласно схеме, приведенной выше.
- Кабель массы необходимо подсоединить к клемме осциллятора со знаком “+“. Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
- Подсоедините к рукаву с кабелем и газовым шлангом горелку.
- Прикрутите к баллону с аргоном редуктор.
- Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В.
 Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить.
Настройка готового оборудования
Самодельная установка для аргоновой сварки требует следующих настроек.
- Заточите вольфрамовый электрод на точиле, чтобы он стал похож на иглу. Делается это для того, чтобы дуга концентрировалась на конце иглы и не “гуляла” в разные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закрепляется.
- Откройте вентиль на горелке и отрегулируйте необходимую скорость потока аргона с помощью редуктора (будет достаточно расхода 12-15 л/мин.), после чего снова закройте вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к металлу, к которому подключен кабель массы.
- При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
- Включите подачу газа и снова нажмите на кнопку. В этом случае дуга должна поджигаться уже на расстоянии 10 мм и более.

После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
Аргонная сварка своими руками – как сделать аргоновую сварку, схема, фото
Оборудование для аргонодуговой сварки, как правило, имеет достаточно высокую стоимость, поскольку в него входят специальные шланги, горелка, вольфрамовые электроды, а также узел подачи инертного газа. Кроме того, цена инвертора с режимом MMA+TIG достаточно велика. Если нет долговременной потребности в такой технике, а необходимо сделать разовую работу, то вполне можно собрать комплект для аргоновой сварки своими руками из подручных материалов. Мы расскажем, что для этого необходимо, какие нужны детали и инструменты, и как можно сэкономить на покупке дорогостоящих комплектующих изделий.
Кроме того, цена инвертора с режимом MMA+TIG достаточно велика. Если нет долговременной потребности в такой технике, а необходимо сделать разовую работу, то вполне можно собрать комплект для аргоновой сварки своими руками из подручных материалов. Мы расскажем, что для этого необходимо, какие нужны детали и инструменты, и как можно сэкономить на покупке дорогостоящих комплектующих изделий.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.

Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Техника сваривания
К конструкции аппарата отношение имеет косвенное, но в виде справочной информации необходимо знать, что при сварке ТИГ используется максимально короткая дуга — около 2 мм. Электрод ведется только прямолинейно, не осуществляя характерных для ММА движений перпендикулярно направления шва в двух плоскостях.
Этим достигается две цели — поток аргона не уходит из зоны сварочной ванны и не позволяет ей окислиться и появляется возможность выполнения очень тонкого шва, практически незаметного на поверхности металла.
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.
Самодельная горелка
Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Необходимо оборудование
Сварку в аргоновой среде выполнить при помощи обычного дугового сварочного аппарата не получится. Для этого необходимо дополнительное специализированное оборудование. Необходимо запастись следующим:
Для этого необходимо дополнительное специализированное оборудование. Необходимо запастись следующим:
Схема движений электрода при сварке.
- Трансформатор. Можно использовать обычный прибор, предназначенный для дуговой сварки. Однако следует учитывать технологические особенности процесса при выборе подходящей мощности прибора.
- Силовой контрактор. Обеспечивает подачу сварочного напряжения на горелку.
- Осциллятор.
- Устройство для регулировки времени обдувки аргоном. Начинать подавать газ нужно заранее, а прекращать его подачу немного позже, чем отключать горелку. Регулятор нужен для обеспечения этой задержки.
- Сварочная горелка.
- Аргоном в баллоне, который оснащен редуктором.
- Неплавящиеся электроды из вольфрама.
- Дополнительный трансформатор. Он будет обеспечивать питание электричеством для коммутирующих устройств.
- Выпрямитель. С его помощью будет обеспечено питание коммутирующих устройств постоянным током с напряжением 24 В.
- Электрогазовый клапан. При питании переменным током 220 В, постоянным — 24 В.
- Реле включения и выключения для контрактора и осциллятора.
- Индуктивно-емкостный фильтр. Данное оборудование позволяет защитить сварочный трансформатор от высоковольтных импульсов, которые посылает осциллятор.
- Амперметр, чтобы измерять силу сварочного тока.
- Автомобильный аккумулятор. Можно использовать даже неисправный. Он будет последовательно включен в электрическую цепь. Это позволит снизить постоянную составляющую тока, возникновение которой всегда сопровождает сварку переменным током.
- Защитные очки.

Можно на основе этих приборов собрать самостоятельно прибор для сварки аргоном. Выпускается и готовое оборудование, которое можно приобрести в том случае, если нет желания возиться со сборкой аппарата.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Умелые руки – альтернатива затратам
Покупка готового оборудования для аргонодуговой сварки, не является единственной возможностью обладания ею. Этот агрегат возможно собрать своими руками, имея необходимые комплектующие:
- Источник тока. Достаточно стандартного трансформатора для ручной сварки, с постоянным или переменным током.
- Баллон с аргоном. По возможности – наличие манометра.
- Редуктор газовый.
- Клапан газа.
- Специальная аргоновая горелка.
- Осциллятор. Преобразует ток в высокочастотные импульсы, для поджигания дуги. Поджигание путем касания рабочей поверхности нежелательно – слишком низкая ионизация дуги (искра слабо вырабатывается), а электрод загрязнится и окислится.
- Защитная маска.

К редуктору и трансформатору подключается горелка; осциллятор подключается параллельно источнику питания, это не такая уж сложная схема. Масса подается, как при обычном способе сварки.
Все не так уж сложно если есть желание
Если вы обладаете соответствующими знаниями и желанием, можете дополнить и улучшить такой вариант сборки. Приобрести все необходимое можно в специализированных магазинах, на соответствующих сайтах в интернете, или на «блошином рынке». В качестве дополнительного варианта, перетряхните собственные загашники – может найтись много полезного.
Техника безопасности
Самое пристальное внимание при сборке аргонодуговой сварки своими руками, необходимо уделить технике безопасности. Во время сборки конструкции все элементы питания должны быть выключены из сети. Убедитесь в исправности используемых агрегатов: рабочей резьбы на накидных гайках, надежности присоединения шланга для подачи газа, редуктора для аргона. Все корпуса используемого оборудования должны быть заземлены кабелем, с сечением не менее 25 мм.
Проведите ревизию обмотки силовых кабелей. Пользуйтесь только надежными, заизолированными электродержателями, чтобы не допустить соприкосновения тока с рабочими поверхностями или руками. Перед проведением пробного пуска, обеспечьте надежную вентиляцию помещения – аргон, ядовитый газ, способный вызвать отравление.
Не рискуйте своими руками и другими важными частями тела – обязательно применяйте спецодежду, защитные перчатки и маску. Недопустимо присутствие синтетических легкоплавких материалов, которые могут быть прожженны брызгами жидкого металла. Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Рабочие моменты
Показателем правильности настройки горелки, является малое шипение аргона при включении. Все задействованные в сварке поверхности должны быть зачищены и обезжирены. Переключатели тока могут быть не только педальные, но и ручные. Последние используются, если аргонно дуговая сварка не предполагает задействования обеих рук. Движения горелки не должны быть поперечными: именно продольное ведение по шву, гарантирует его высокие качества.
Шов должен быть не только качественным, но и красивым
Реально сделать процесс сварки дешевле, если пользоваться услугами организаций, производящих закачку газом опустевших баллонов. Покупать по мере расходования новый баллон с газом, гораздо дороже.
Достоинства и недостатки
Газовая сварка аргоном не является панацеей. Она, как и любой другой процесс, обладает определенными достоинствами и недостатками. Вопрос стоит в том, что в некоторых случаях недостатки можно свести к минимуму или вовсе их игнорировать.
Вопрос стоит в том, что в некоторых случаях недостатки можно свести к минимуму или вовсе их игнорировать.
К достоинствам можно отнести отсутствие чрезмерно высокой температуры в сварочной ванне. В результате этого детали не деформируются. Применение аргона дает ряд преимуществ.
- Во-первых, газ инертный, поэтому химические реакции полностью исключены.
- Во-вторых, аргон тяжелее воздуха, он опускается вниз, вытесняя атмосферный кислород.
Примечательно то, что при относительно невысокой температуре дуга обладает достаточной тепловой мощностью, поэтому сварка аргоном не только характерна качеством, но и низкими временными затратами. Было отмечено, что сварщик должен обладать определенными навыками. Тем не менее, эти навыки не так сложно получить. Практически каждый желающий может освоить данный процесс. Наконец, явным преимуществом TIG сварки является то, что есть возможность соединить металлы, которые другими способами просто не сварить.
К недостаткам можно отнести тот факт, что на улице при сильном ветре сварку качественно не провести. Ветер будет выдувать аргоновый колпак, и в зону шва попадет кислород. Также следует отметить наличие отрицательного результата у новичков. Все ошибки приходится преодолевать самостоятельно. Может потребоваться несколько попыток, прежде чем мастер научится оптимально выбирать режим сварки.
Ветер будет выдувать аргоновый колпак, и в зону шва попадет кислород. Также следует отметить наличие отрицательного результата у новичков. Все ошибки приходится преодолевать самостоятельно. Может потребоваться несколько попыток, прежде чем мастер научится оптимально выбирать режим сварки.
как сварить изделия из алюминия, зачем нужен осциллятор и что надо для работы
Иногда появляется необходимость сварить трубы, автомобильные детали или отвалившиеся части от металлической статуэтки в доме. Лучше всего при этом применять аргонную сварку. Подобная услуга у специалиста стоит весьма недешево, именно поэтому немало людей интересуется тем, возможна ли аргонная сварка своими руками, и что для этого нужно. Все это мы и рассмотрим в этой статье.
Общие особенности аргонной сварки металлов
Аргонодуговым способом сваривать нужно металлы, которые невозможно сварить своими руками простым сварочным аппаратом. К ним относятся:
- алюминий;
- медь;
- бронза;
- титан;
- легированные стали и т. д.
 д.
д.Если вы применяете данный вид сварки впервые, то начинать с цветных материалов не рекомендуется, поскольку их сварка своими руками очень сложна.
Сварка аргонодуговым методом представляет собой комбинацию дуговой и газовой сварки. Так, она включает в себя применение электродуги и газа. Электрическая дуга является источником нагрева, она плавит кромки материалов и затем они свариваются друг с другом.
А вот аргон нужен затем, чтобы алюминий, медь или другой цветной металл или легированная сталь в процессе сварки не поддавались воздействию всевозможных воздушных примесей, которые могут окислить их. Вследствие таких примесей алюминий может сгореть. Особенностью аргона является то, что он тяжелее кислорода и вытесняет его из рабочей зоны. Подавать его следует за 20 секунд до зажигания дуги, и выключать через 10 секунд после окончания работы.
Сварка при помощи аргона может проводиться посредством:
- плавящегося электрода;
- тугоплавкого (например, вольфрамового).

Аргонодуговая сварка подразделяется на три вида:
- ручная сварка посредством неплавящегося электрода;
- автоматическая сварка с применением неплавящегося электрода;
- автоматическая с тугоплавким электродом.
Технология аргонной сварки
Для аргонодуговой сварки нам потребуется горелка. Ее конструкция такая:
- в ее основе находится вольфрамовый электрод, выступающий на пару миллиметров за пределы корпуса;
- его диаметр должен быть строго подобран согласно параметрам соединяемых материалов;
- внутри горелки находится держатель, куда вставляют нужный электрод;
- вокруг электрода ставят керамическое сопло, из которого при работе поступает газ.
Также для работы потребуется присадочная проволока, которая должна быть сделана из материалов, которые соединяются, а ее диаметр должен быть подобран согласно нормам.
Работа посредством ручной сварки с аргоном при наличии горелки и присадочной проволоки будет выглядеть так:
- очистите поверхность материалов от жира, грязи и окислений любым способом;
- подайте на деталь массу как при обычной сварке, если деталь слишком мала, это подается на стол или ванну. Проволоку подаем отдельно, в цель ее не включаем;
- берем горелку в правую руку, а проволоку в левую. На горелке должна быть размещена кнопка для подачи газа и тока, за 10 секунд включаем газ. Силу тока нужно выбирать в зависимости от материалов;
- опустите горелку поближе к свариваемой поверхности примерно на 2 мм;
- между кончиком электрода и металлом появляется электрическая дуга, которая расплавит кромки деталей и присадочную проволоку.
 Проволоку подаем отдельно, в цель ее не включаем;
Проволоку подаем отдельно, в цель ее не включаем;Помните, что чем больше дуга, тем меньше будет глубина проплавки металла, и хуже будет шов. Кроме того, возрастет напряжение. Именно поэтому дуга должна быть минимальной.
Подавать проволоку нужно постепенно, чтобы металл не разбрызгивался. С первого раза своими руками это получается редко. Желательно, чтобы проволока размещалась впереди горелки под углом к материалу без поперечных движений. Так шов будет ровным и узким.
Зажигать дугу при сварке вольфрамовым электродом нельзя касанием о материал, иначе он загрязнится.
Осциллятор: что это такое
Осциллятор – это прибор, который нужно включать параллельно со сварочным аппаратом. Он нужен при зажигании дуги посредством вольфрамового электрода. Осцилляторы своими руками тоже можно сделать при наличии ряда навыков.
Осциллятор на электрод начинает подавать высокочастотные и высоковольтные импульсы, что ионизирует дуговой промежуток. Если частота сети равна 55 Гц при напряжении в 220 В, то осциллятор их преобразовывает и напряжение получается от 2 до 6 тысяч В, а частота – от 150 до 500 кГц соответственно, а такие показатели более приемлемы для зажигания электрода.
Осцилляторы чаще всего используются при сварке алюминия или же при применении электродов, которые имеют покрытие с низкими ионизирующими показателями.
Подключить осциллятор для сварки алюминия и других целей тоже можно своими руками, его конструкция представляет собой генератор с затухающими колебаниями частот тока.
Осциллятор состоит из таких элементов, как:
- трансформатор для повышения напряжения;
- разрядник;
- колебательный контур;
- блокировочный конденсатор;
- обмотка связи.

Принцип работы осциллятора такой:
- накапливается энергия, которая по достижении нужной величины вызывает пробой разрядника;
- появляется электрическая дуга, вследствие чего колебательный контур закорачивается и возникают затухающие колебания;
- они прикладываются к дуге и создают импульсы.
Осцилляторы для сварки подразделяются на аппараты импульсного и непрерывного действия.
Что потребуется для сварочных работ
Одного аппарата для аргонодуговой сварки будет мало, поэтому обычный аппарат для дуговых работ можно оснастить дополнительными элементами. Всего для работы нам будут нужны следующие предметы и инструменты:
- трансформатор с соответствующей мощностью;
- силовой контактор для подачи напряжения;
- осциллятор;
- прибор для регулировки времени обдува при помощи аргона;
- сварочная горелка;
- баллон, наполненный аргоном;
- вольфрамовые электроды и прутки;
- вспомогательный трансформатор;
- выпрямитель для питания коммутирующих приборов током в 24 В;
- клапан электрогазовый;
- реле для включения и выключения контактора и осциллятора;
- индуктивный фильтр для защиты трансформатора от импульсов;
- амперметр для измерения тока;
- автомобильный аккумулятор в любом виде, нужен для снижения постоянной составляющей тока;
- сварочные очки.

Все перечисленные вещи можно приобрести на рынках или строительных супермаркетах, или собрать своими руками.
Характеристика режимов аргоновой сварки
Чтобы алюминий и другие металлы лучше сваривались друг с другом, нужно подбирать правильный сварочный режим.
Например, направление и полярность тока выбирают в зависимости от характеристик соединяемых материалов. В основном стали и сплавы свариваются посредством постоянного тока, обладающего прямой полярностью. А вот такие цветные металлы, как магний, алюминий, бериллий и другие лучше соединяются на обратной полярности и на переменном токе, то лучше разрушает оксидную пленку.
При сварочном процессе на постоянном токе тепло выделяется неравномерно на катоде и аноде в пропорциях 30 процентов к 70 соответственно. А чтобы электрод был максимально разогрет и металл лучше плавился, лучше применять прямую полярность.
Помните, что при работе на переменном токе осциллятор приобретает режим стабилизатора после зажигания дуги. А чтобы не допустить деионизацию дугового промежутка при смене полярности и чтобы дуга горела устойчиво, осциллятор передает в момент смены полярности импульсы на дугу.
А чтобы не допустить деионизацию дугового промежутка при смене полярности и чтобы дуга горела устойчиво, осциллятор передает в момент смены полярности импульсы на дугу.
Сварочный ток нужно подбирать тоже в зависимости от характеристик свариваемых деталей, их размера и применяемых электродов. Лучше всего силу тока выбирать согласно специальной таблице.
Количество расходуемого аргона зависит от скорости подачи и скорости воздушных сносящих потоков. Если вы работаете в помещении, где нет сквозняков, то расход газа будет сведен к минимуму. А вот сварочный процесс при сильном боковом ветре нуждается в увеличении промежутка между металлом и электродом, поскольку поток воздуха снесет аргон и, поверхности будут незащищенными. Для этого нужно применять конфузорные сопла, оснащенными сетками с мелкими ячейками.
В некоторых случаях в газовую смесь, кроме аргона, добавляют порядка 5 процентов кислорода. Это нужно с той целью, что аргон самостоятельно не защитит поверхность материала при расплавке от влаги, присадок и грязи, а кислород, вступая с ними в реакцию, либо сжигает их, либо же заставляет всплывать на поверхность.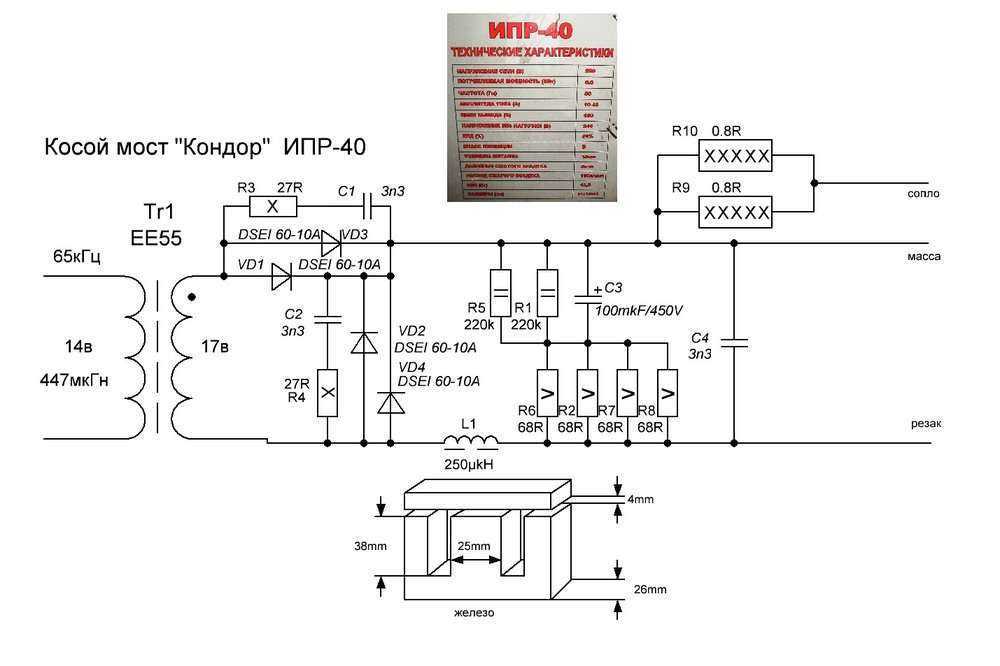 Также он позволяет эффективно бороться с пористостью сварных швов.
Также он позволяет эффективно бороться с пористостью сварных швов.
Естественно, аргонодуговой сварочный метод имеет как плюсы, так и минусы. В частности, сварной шов защищен от внешних воздействий, нет необходимости нагревать большую площадь металла, также сам процесс происходит достаточно оперативно.
В числе минусов – это необходимость точной настройки оборудования для работы, которое само по себе сложное. Также сам сварочный процесс существенно сложнее обычного. Но приобретение опыта в этом деле – вещь немаловажная и со временем то, что поначалу казалось сложным, уже не будет вас пугать.
- Автор: Виталий Данилович Орлов
- Распечатать
Оцените статью:
(1 голос, среднее: 1 из 5)
Поделитесь с друзьями!
Аргоновая сварка своими руками
0
Опубликовано: 23. 05.2017
05.2017
Оборудование для аргонодуговой сварки, как правило, имеет достаточно высокую стоимость, поскольку в него входят специальные шланги, горелка, вольфрамовые электроды, а также узел подачи инертного газа. Кроме того, цена инвертора с режимом MMA+TIG достаточно велика. Если нет долговременной потребности в такой технике, а необходимо сделать разовую работу, то вполне можно собрать комплект для аргоновой сварки своими руками из подручных материалов. Мы расскажем, что для этого необходимо, какие нужны детали и инструменты, и как можно сэкономить на покупке дорогостоящих комплектующих изделий.
Оглавление:
- Из каких узлов состоит оборудование для аргонодуговой сварки?
- Необходимые инструменты и комплектующие детали
- Сборка и настройка аппарата своими руками
- Итоги
Из каких узлов состоит оборудование для аргонодуговой сварки?
Прежде чем собирать собственный комплект для аргоновой сварки своими руками, нужно ознакомиться с принципом действия оборудования заводского изготовления. Необходимо отметить, что сварка в инертной среде зачастую предполагает применение смесей газов из-за высокой стоимости чистого аргона и повышенного расхода при сварке деталей большой толщины.
Необходимо отметить, что сварка в инертной среде зачастую предполагает применение смесей газов из-за высокой стоимости чистого аргона и повышенного расхода при сварке деталей большой толщины.
Эти обстоятельства диктуют применение двух баллонов, в одном из которых находится инертный, а в другом углекислый газ. Соответственно, в этом случае, необходимо использовать двойной комплект редукторов и манометров, которые придётся приобрести наряду с баллонами необходимой ёмкости.
Нужно знать, что подача импульсов от осциллятора, которые способствуют быстрому розжигу дуги практически без касания электрода и свариваемых деталей, должна происходить с задержкой относительно подачи защитного газа. Это необходимо для того, чтобы сварка происходила без окисления будущего шва в агрессивной воздушной среде. Для обеспечения этого процесса используется схема задержки подачи импульса при нажатии кнопки старта.
В основном оборудование для сварки в инертной среде состоит из следующих узлов:
- источник питания, которым может быть сварочный трансформатор или инвертор, позволяющий переключать полярность при работе;
- комплект баллонов и редукторов с манометрами для подачи газовой смеси;
- соединительные шланги, с возможностью подачи управляющих импульсов, сварочного тока и инертного газа в зону плавления, снабжённые евроразъёмом;
- горелка с узлом крепления вольфрамового электрода и соплом подачи защитного газа в сварочную ванночку;
- встроенный в источник питания сварочный осциллятор и схема задержки подачи высоковольтного импульса.

Процентное соотношение компонентов газовой смеси зависит от типа металлов и подбирается по справочным таблицам. В их состав может входить аргон, гелий и углекислый газ, с суммарным расходом от 6 до 12 л/мин. Тугоплавкие вольфрамовые электроды затачивают определённым способом, крепят в керамическом держателе горелки и по возможности оберегают от загрязнений, существенно влияющих на качество сварки. Состав присадочной проволоки, подаваемой вручную в зону плавления, должен быть как можно ближе к свариваемым металлам или их сплавам.
Необходимые инструменты и комплектующие детали
При выборе комплекта для аргонно-дуговой сварки необходимо исходить из величины затрат, которые вы можете себе позволить. Существует несколько вариантов сборки установки с разным количеством затрачиваемых средств. В одном случае можно собрать установку из уже готовых частей с невысокой стоимостью и в этом варианте вам понадобится простой инверторный источник питающего напряжения с возможностью работы в режимах постоянного и переменного тока сварки. Также нужен комплект шлангов с заводской горелкой и осциллятор для упрощённого розжига дуги. Кроме того, следует озаботиться приобретением схемы задержки подачи тока.
Также нужен комплект шлангов с заводской горелкой и осциллятор для упрощённого розжига дуги. Кроме того, следует озаботиться приобретением схемы задержки подачи тока.
В иных вариантах необходимо будет изготавливать все элементы комплекта своими руками, что, безусловно, обойдётся дешевле, но будет менее надёжным и потребует значительных временных затрат на сборку и настройку оборудования. В обоих вариантах приобретать газовые баллоны, редукторы и манометры совершенно необходимо.
Для сборки нового оборудования понадобится корпус, в котором можно будет закрепить элементы конструкции, эффективную систему охлаждения и контактную группу, поэтому для работы понадобятся следующие инструменты и оборудование:
- мощный вентилятор для охлаждения радиаторов силовых полупроводниковых элементов;
- электродрель или шуруповёрт со свёрлами;
- углошлифовальная машина и ножовка по металлу;
- наждачная бумага, напильники;
- пассатижи, отвертки, гаечные ключи;
- линейка, штангенциркуль и микрометр;
- крепёжный материал или устройство для нарезки резьбы;
- текстолит разной толщины, в том числе и фольгированный;
- мощный паяльник, трансформаторные и соединительные провода соответствующей длины и диаметра;
- мультиметр, осциллограф;
- радиодетали и полупроводниковые элементы.

Основой комплекта является блок питания, который можно собрать из подходящего по параметрам трансформатора и диодного выпрямителя с ёмкостным фильтром, обеспечивающим напряжение холостого хода от 45 до 60 В и выходным током не менее 120 А. Также необходимо запитать вентилятор охлаждения, схему задержки и высоковольтный осциллятор. Собирать инверторную схему сварочного аппарата нецелесообразно, поскольку эта работа требует опыта при настройке конечного изделия и подборе номиналов радиодеталей.
Сборка и настройка аппарата своими руками
Для создания блока питания используется силовой трансформатор мощностью более 1 кВт, первичная обмотка наматывается проводом с диаметром 0,72−0,9 мм от 320 до 410 витков. Рекомендованные значения для вторичной обмотки из медной шины 15−25 мм2 с количеством витков от 10 до 12 с индивидуальным подбором под необходимые параметры по току и напряжению.
Кроме блока питания, необходимо добиться корректной работы осциллятора, который должен выдавать на выходе напряжение в пределах от 2500 до 6000 В с частотой от 200 до 500 кГц. Именно такие параметры позволяют ионизировать пространство между вольфрамовым электродом и заготовкой, чтобы облегчить розжиг дуги короткого замыкания.
При таком способе, как сварка аргоном, необходимы шланги для подачи газа в зону сварки соединённые с кабелем подачи сварочного тока и управляющего сигнала от кнопки к схеме задержки и газовому клапану. Но самым сложным является изготовление горелки своими руками, поскольку необходимо в одном корпусе разместить кнопку управления, цанговый зажим вольфрамового электрода с подсоединённым сварочным кабелем диаметром 6 мм. Кроме того, необходимо закрепить узел фиксации керамического газового сопла поэтому если есть возможность, то лучше приобрести горелку заводского изготовления наряду с баллонами, манометрами и редуктором.
 youtube.com/embed/JINPpLTe4p8?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/JINPpLTe4p8?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»> Последовательность настройки оборудования заключается в проверке работы осциллятора, схемы задержки, газового клапана и сварочных параметров блока питания. Последовательность сварочных работ заключается в выполнении следующих операций, а именно:
- вентилями устанавливается необходимая концентрация газовой смеси и выставляется по манометрам расход от 6 до 12 л/мин в зависимости от тока сварки и толщины заготовок;
- в цанговом зажиме крепится вольфрамовый электрод, который выступает не более 4 мм от среза газового сопла, при этом дуга должна быть не более 2,5−4 мм;
- заготовки фиксируются во избежание сдвига относительно друг друга в процессе работы;
- подбирается проволока и включается инвертор, при этом импульс осциллятора должен подаваться с задержкой на 1−2 сек относительно открытия газового клапана;
- после возникновения стабильной дуги и сварочной ванночки вручную подаётся присадочная проволока в зону шва.

Итоги
Мы рассмотрели состав комплекта оборудования для аргоновой сварки и его возможности. Собрать такое оборудование своими руками опытному человеку вполне по силам, но если есть возможность, то лучше покупать готовые блоки и на их основе изготовить работоспособный аппарат. Это, возможно, более дорогостоящий вариант, но он обеспечит лучшее качество и сэкономит много личного времени.
Сергей Одинцов
tweet
Как проводится аргоновая сварка своими руками: схема и технология процесса
Немногие имеют представление о том, как осуществляется аргоновая сварка своими руками, схема которой довольно проста. Нередко в сварочном деле организуется соединение металлических изделий с применением различных защитных газов. Углекислота и аргон в данной ситуации применяются чаще остальных газов. Аргонодуговая сварка отлично подходит для соединения цветных металлов и легированной стали. Зачем нужно использовать аргон? На поверхности цветных металлов имеется пленка, которая может вступать в реакцию с кислородом окружающего воздуха. Образующиеся окислы ухудшают качество сварного соединения. Как проводится сварка с применением аргона?
Аргонодуговая сварка отлично подходит для соединения цветных металлов и легированной стали. Зачем нужно использовать аргон? На поверхности цветных металлов имеется пленка, которая может вступать в реакцию с кислородом окружающего воздуха. Образующиеся окислы ухудшают качество сварного соединения. Как проводится сварка с применением аргона?
Фото 1. Схема аппарата для аргоновой сварки.
Особенности сварки с применением аргона
Аргон входит в группу инертных газов. Это значит, что он имеет низкую химическую активность, то есть не вступает в реакции со многими другими веществами. Сварка аргоном имеет свои преимущества. К ним можно отнести:
- возможность без труда сваривать алюминий, медь, чугун, нержавеющую сталь;
- возможность окрашивания поверхности свариваемого изделия после формирования сварного шва;
- хорошее качество сварного шва.
Кроме того, при наличии каких-либо видимых дефектов по окончании работы можно их убрать путем наложения второго сварного шва поверх первого. Для данного вида работ предпочтительнее использовать электроды из вольфрама. Этот металл имеет высокую температуру плавления. Для этого понадобится специальная горелка. Сварка в среде аргона может выполняться несколькими способами: ручным, полуавтоматическим, автоматическим. Отличие автоматизированного процесса заключается в наличии специального механизма, который подает сварочную проволоку в рабочую зону.
Для данного вида работ предпочтительнее использовать электроды из вольфрама. Этот металл имеет высокую температуру плавления. Для этого понадобится специальная горелка. Сварка в среде аргона может выполняться несколькими способами: ручным, полуавтоматическим, автоматическим. Отличие автоматизированного процесса заключается в наличии специального механизма, который подает сварочную проволоку в рабочую зону.
Фото 2. Схема подключения оборудования для сварки.
При автоматическом процессе всю работу выполняет оборудование. Сварщик же наблюдает и контролирует процесс, задавая определенный режим работы.
Для осуществления сварочных работ потребуется специальное оборудование. При ручном и полуавтоматическом процессе в последнее время чаще всего используются инверторы.
Можно применять и трансформаторы. Если соединение металла требуется проводить с помощью неплавящихся электродов, то оборудование должно включать в себя саму горелку, источник тока, стабилизирующее устройство, устройство управления за сварочным процессом. Газ подается в сопло горелки через шланги от баллонов.
Газ подается в сопло горелки через шланги от баллонов.
В силу всего это сварщик должен иметь в наличии достаточный объем газа. Схема сварочного оборудования представлена на фото 1.
Читайте также:
Как производится сварка металла.
Особенности сварки нержавейки полуавтоматом.
Виды сварных швов смотрите здесь.
Вернуться к оглавлению
Полуавтоматическая сварка
Совсем недавно стала использоваться полуавтоматическая сварка с применением аргона. Сварочные аппараты для этого процесса бывают стационарными, передвижными, переносными. В чем положительные стороны этого типа сварочных работ? Во-первых, благодаря полуавтомату можно соединять тонкий листовой металл, который имеет толщину менее 0,5 мм.
Во-вторых, оптимальное соотношение цены и качества сварного шва. В-третьих, имеется возможность паять оцинкованные изделия, не повреждая при этом само цинковое покрытие. Если используется аргон, то такой процесс еще называется MIG-сваркой. Процесс соединения металла происходит за счет расплавления проволоки. В большинстве случаев применяется проволока на основе марганца и кремния.
Процесс соединения металла происходит за счет расплавления проволоки. В большинстве случаев применяется проволока на основе марганца и кремния.
Фото 3. Процесс аргонодуговой сварки.
Как осуществляется аргонная сварка своими руками? В первую очередь необходимо подготовить инструменты и сварочный аппарат. Инвертор подсоединяется к источнику тока. При этом обязательно должна соблюдаться полярность.
При сварке в облаке аргона используется прямая полярность. Это означает, что на горелке должен быть «+», а на металлической поверхности – «-». Схема подключения оборудования показана на фото 2. Справа представлена прямая полярность, слева – обратная. Для регулирования поступления аргона из баллонов непосредственно в сопло горелки понадобится газовый редуктор, включающий в себя 2 манометра.
В настоящее время имеется большой ассортимент полуавтоматов. Каждый из них подходит для определенного типа сварочных работ. Есть и универсальные агрегаты.
Вернуться к оглавлению
Технология процесса
Чтобы соединить металлические детали и получить крепкую конструкцию, необходимо четко придерживаться схемы работы. На начальном этапе нужно подготовить поверхность металла. Для этого понадобится очистить его от грязи, пыли, масла, горючих веществ. Делать это можно при помощи простой ветоши, щетки или пескоструйного аппарата. Чтобы избежать образования пор, трещин и других дефектов, целесообразно проводить травление металла и его обезжиривание. На следующем этапе включается в сеть рабочее оборудование. Источник тока должен быть надежным, в противном случае аппарат будет работать плохо.
На начальном этапе нужно подготовить поверхность металла. Для этого понадобится очистить его от грязи, пыли, масла, горючих веществ. Делать это можно при помощи простой ветоши, щетки или пескоструйного аппарата. Чтобы избежать образования пор, трещин и других дефектов, целесообразно проводить травление металла и его обезжиривание. На следующем этапе включается в сеть рабочее оборудование. Источник тока должен быть надежным, в противном случае аппарат будет работать плохо.
Если проводится сварка алюминия, то целесообразно использовать алюминиевую проволоку. Если это нержавейка, то проволока должна быть тоже из легированной стали. Сила используемого электрического тока подбирается исходя из толщины металла. Нужно помнить, что малая сила тока не обеспечит нужного результата.
Устройство горелки для аргоновой сварки.
Если требуется сваривать алюминиевые материалы толщиной 3 мм, то подойдет проволока диаметром 2-3 мм, сила тока при этом должна составлять 180 А. В этом случае шов может быть один. При толщине листов 6 мм и более потребуется сделать несколько швов. Оптимальный режим работы полуавтомата можно подобрать, прочитав инструкцию по его применению.
При толщине листов 6 мм и более потребуется сделать несколько швов. Оптимальный режим работы полуавтомата можно подобрать, прочитав инструкцию по его применению.
После всего этого сварщик обязан проверить исправность оборудования, а также отрегулировать наконечник горелки. Диаметр наконечника должен превышать толщину проволоки на 1-2 мм. Расположение горелки при сварке показано на фото 3.
Важно, что непосредственно перед соединением металла рекомендуется испробовать режим на каком-либо ненужном изделии. Если дуга горит равномерно и получается ровный сварной шов, то работу продолжают на основном изделии.
Вернуться к оглавлению
Необходимый объем защитного газа
На расход защитного газа аргона влияет несколько факторов. К ним можно отнести скорость движения воздуха (силу ветра) и скорость подачи газа. Не рекомендуется проводить аргонодуговую сварку на открытом воздухе, потому что расход аргона будет выше. Если работы проводятся в помещении, то газа потребуется значительно меньше.
Интересен тот факт, что при наличии ветра требуется увеличить расстояние между электродом и поверхностью металла. В возникшей ситуации можно применять специальные сопла для горелки, которые имеют мелкие ячейки.
Нередко используется сразу несколько газов одновременно. При этом в газовую смесь, помимо аргона, вносят еще кислород. Его доля составляет не более 5%. Зачем это необходимо? Значение кислорода в данном случае сводится к защите изделия от влаги и других вредных примесей. Аргон не справляется с этой задачей. Установлено, что добавление в смесь кислорода снижает пористость металла.
Вернуться к оглавлению
Меры безопасности и необходимое оборудование
Сварочная маска необходима для того, чтобы защитить глаза во время сварки.
Любая сварка представляет потенциальную опасность для работника и окружающих людей. Негативными факторами этого процесса являются следующие:
- возможность удара электрическим током;
- ультрафиолетовое излучение;
- инфракрасное излучение;
- выделение вредных газов;
- шум;
- нагревающий микроклимат.

Чтобы защититься от всех их, сварщик должен работать в средствах индивидуальной защиты (рукавицах, маске, одежде, обуви). Обязательно должно быть сделано заземление. Можно использовать только исправное сварочное оборудование. При необходимости переноса инвертора или трансформатора в другое место нельзя браться за шланг. Для уменьшения скопления вредных газов обязательно должно быть организовано проветривание или искусственная вентиляция.
Для проведения сварочных работ в наличии сварщика должен иметься полный набор оборудования, инструментов и материалов. Он включает в себя сварочный аппарат, электроды или проволоку нужной толщины, источник питания, молоток, осциллятор (при необходимости), баллоны с аргоном, щетку, зубило, средства индивидуальной защиты.
Таким образом, с помощью аргона можно добиться отличного качества сварного соединения. Это достигается за счет его химической инертности.
Сварка ВИГ 101: как научиться сварке ВИГ
перейти к содержаниюWeldingMetal
Кристин Арцт
Сварка ВИГ — это высокоточный и универсальный метод сварки, который позволяет сваривать материалы различных размеров и типов. Это отличный вариант для сварки цветных металлов. По сравнению с другими видами сварки, TIG требует больше времени для освоения, что делает его более медленным процессом с более высокими производственными затратами. Отдел сварки Crucible предлагает занятия по четырем различным типам сварки, поэтому прежде чем начать, проведите небольшое исследование и ознакомьтесь с различными типами сварки.
Что такое сварка ВИГ?
Сварка ВИГ, что означает вольфрам в инертном газе, представляет собой точный процесс сварки, который используется для проектов с более тонкими материалами. Также известный как GTAW (газовая вольфрамовая дуговая сварка), этот тип сварки обычно используется для тонких работ и цветных металлов. Он использует источник питания переменного/постоянного тока, нерасходуемый вольфрамовый электрод и инертный газ для формирования дуги и создания сварного шва.
Сварка TIG и сварка MIG
При сварке TIG и MIG используется дуга для создания тепла и сварки металлов вместе, но они различаются способом использования дуги в процессе сварки. При сварке TIG (вольфрам в среде инертного газа) используется вольфрамовый электрод, который создает электрическую дугу между горелкой и материалами. Сварщик TIG использует ножную педаль, контролирующую длину дуги, одна рука подает расходуемый стержень, а другая рука направляет электрод на рабочую поверхность. С другой стороны, MIG (металлический инертный газ) использует проволочный сварочный электрод, который последовательно перемещается через сварочный аппарат на катушке. TIG — это более медленный процесс обучения, чем MIG, потому что он требует больше времени для обучения и не прощает распространенных ошибок. TIG обеспечивает более точные сварные швы на различных металлах, в то время как MIG ограничивается более толстыми металлами.
Сварка ВИГ
Сварка ВИГ — это практичный и полезный навык с невероятно широким спектром применения. TIG — самый универсальный вид сварки с точки зрения свариваемых металлов. Его можно использовать на стали, бронзе, титане, меди, алюминии, нержавеющей стали, хромомолибдене, никелевых сплавах, магнии, латуни и даже золоте.
TIG — полезный процесс сварки:
- Велосипедные рамы
- Сварка труб
- Вагоны
- Газонокосилки
- Дверные ручки
- Самолеты
- Автомобили
- Космические корабли
- Медицинское и научное оборудование
Как работает сварка ВИГ
Сварка ВИГ работает путем выделения тепла между соединяемыми металлами и неплавким электродом на основе вольфрама, который находится в сварочной горелке. Зона дуги защищена газом для защиты сварочной ванны и вольфрамового электрода от окисления.
Источник постоянного тока
При сварке ВИГ используется источник питания, который поддерживает постоянный ток. Напряжение, которое может резко меняться, подается с помощью ножной педали, которая регулирует длину дуги. Постоянный ток компенсирует изменения длины дуги.
Зажигание дуги
Когда вы впервые включаете свадебную машину, зажгите дугу на куске металла, чиркнув по нему, как спичкой. Сначала включите газ на горелке. Затем сделайте небольшое движение горелкой, чтобы установить контакт между вольфрамовым наконечником и металлической пластиной. Дуга загорится автоматически.
Электроды
Электроды, используемые для сварки TIG, изготовлены из вольфрама из-за их теплостойкости и проводимости. Поскольку электрод не является расходным материалом, он может изнашиваться в процессе эксплуатации. В идеале вольфрамовый электрод должен иметь заостренный кончик. Вольфрамовый электрод поддерживается в идеальной форме, чтобы он мог эффективно направлять электрическую дугу на рабочую поверхность. В зависимости от типа обрабатываемого материала и толщины электроды могут варьироваться в комбинациях сплавов.
Защитный газ
Защитный газ подается через сварочную горелку, чтобы сварочная ванна не окисляла область сварки. Аргон является благородным газом и наиболее часто используемым защитным газом при сварке TIG, поскольку он легко доступен и прост в управлении. Гелий также может быть смешан для увеличения проникновения и расширения экранированной области, хотя это более дорогой газ, чем аргон.
Как научиться сварке ВИГ
Если вы уверены, что хотите научиться сварке ВИГ, вы можете начать планировать свои проекты и изучать различные способы обучения. Мы рекомендуем сначала записаться на местные курсы, чтобы лично научиться сварке TIG у профессионала. Когда вы освоите основы, вы можете начать сварку самостоятельно или выйти на поле в качестве профессионального сварщика. Поскольку сварка TIG является одной из наиболее сложных форм сварки, многие студенты сначала изучают более вводный тип сварки, а затем переходят к изучению методов, необходимых для успешной сварки TIG.
Знайте свои цели
Есть много возможностей, когда вы впервые учитесь сварке TIG. Во-первых, планируйте свои проекты заранее и четко определите свои цели. Если вы садовник, вы можете попробовать создать скульптурные произведения искусства для своего двора. Если вы байкер, вы можете получить большое удовольствие от сварки TIG рамы собственного велосипеда. При достаточной практике и технических навыках сварка TIG также может стать путем к прибыльной карьере.
Посещайте местные курсы
Есть несколько способов научиться сварке ВИГ в классе. Когда вы только начинаете, обучение у профессионала является самым безопасным вариантом и, вероятно, сэкономит вам время в долгосрочной перспективе. Некоторые средние школы и общественные колледжи предлагают профессиональные программы.
Основная сертификация, которую требуют работодатели, — это сдача базового экзамена на сертифицированного сварщика Американского общества сварщиков, который вы можете сдать в любом аккредитованном испытательном центре. Если вы заинтересованы в сварке для личных проектов или просто хотите изучить, какой тип сварки вам подходит, вам не нужно становиться сертифицированным сварщиком. Для тех, кто живет в районе залива, The Crucible предлагает широкий спектр классов сварки, которые открыты для публики с различными вариантами в зависимости от вашего опыта, графика и интересов.
Сварка ВИГ в The Crucible
Если вы хотите сваривать цветные металлы, курсы сварки ВИГ в The Crucible будут вашим лучшим выбором. Сварку TIG часто описывают как использование швейной машины для сварки, в которой задействованы обе руки и педаль. С использованием холоднокатаной стали класс сварки TIG в The Crucible начинается с серии небольших упражнений и переходит в сложный технический проект, который дает вам основы в области металлургии, подготовки, соединений, техники и безопасности.
В Крусибле начальные и продвинутые классы обучаются четырем различным видам сварки: кислородно-ацетиленовой газовой сварке, дуговой или электродуговой сварке, сварке МИГ и сварке ВИГ. Начните с начального курса по сварке MIG или попробуйте все четыре типа на нашем курсе «Изучение сварки». Crucible также предлагает курсы сварки TIG для начинающих и продвинутых, которые познакомят вас с работой с различными материалами. В классе дуговой сварки вы узнаете, как использовать электрическую дугу для создания тепла для плавления и соединения металлов. Дуговая сварка — отличный метод для сложных соединений и положений сварки. Курс кислородно-ацетиленовой сварки Crucible научит вас сваривать с использованием тепла, выделяемого горящими газами. Кислородно-ацетиленовая сварка – один из самых универсальных видов сварки. Вы можете использовать его для сварки железа или стали, а также использовать тепло для резки, пайки и сварки металлов. Он пригодится для удаления ржавчины или окалины с металлов, а также для ослабления заржавевших гаек и болтов.
Часто задаваемые вопросы по сварке ВИГ
Трудно ли научиться сварке ВИГ?
Сварка ВИГ известна как один из самых сложных видов сварки, поскольку она требует большей координации и практики, чем другие виды сварки. Процесс включает в себя ножную педаль, контролирующую длину дуги, одну руку, подающую расходуемый стержень, и другую руку сварщика, направляющую электрод на рабочую поверхность. Изучение основ занимает больше времени, что делает этот процесс более медленным, чем другие виды сварки.
Могу ли я научиться сварке TIG в домашних условиях?
Из-за технических навыков, необходимых для сварки TIG, лучше всего изучать процесс в контролируемой среде в присутствии профессионального инструктора по сварке. Сэкономьте время и деньги в долгосрочной перспективе, обучаясь в классе с учителем сварки, а не обучаясь самостоятельно. Создание собственной сварочной студии дома может быть дорогостоящим, поэтому рекомендуется начинать с профессионального пространства. Безопаснее заниматься в хорошо проветриваемой студии, где есть необходимое оборудование.
Нужен ли мне сертификат сварщика из программы или школы?
Для начала сварки не требуется сертификат или лицензия сварщика. Вы можете научиться сварке на общедоступных занятиях, подобных тем, которые предлагаются в The Crucible. Многие студенты, которые заинтересованы в том, чтобы заниматься сваркой как карьерой, начинают с занятий в The Crucible, чтобы определить, хотят ли они посвятить время полной программе. Crucible не является аккредитованной программой сварки и не предоставляет лицензий или степеней по окончании курсов сварки в The Crucible.
Если вы заинтересованы в профессии сварщика, существует ряд сертификатов и лицензий, которые могут потребоваться работодателям. Американское общество сварщиков — отличный источник информации о том, как пройти сертификацию. Вы также можете записаться и пройти программу обучения сварщика в профессиональной школе или местном колледже. Если вы живете в районе залива, Laney College предлагает отличную программу сертификации.
Какой вид сварки самый прочный?
Самый прочный тип сварки зависит от типа металла, толщины материала и предполагаемой весовой нагрузки. Сварка TIG обеспечивает самые чистые сварные швы с наименьшим количеством брызг. Это связано с тем, что большее количество присадочного металла попадает непосредственно в сварной шов. Он также идеально подходит для более тонких материалов, требующих более точных сварных швов. Сварка MIG обеспечивает наиболее стабильные сварные швы и является самым простым видом сварки для новичков. Сварка под флюсом создает самые прочные сварные швы в более толстых материалах, однако присадочный материал дороже, чем другие типы сварки. Проволока с флюсовой сердцевиной позволяет сварному шву остывать медленнее, что создает более прочное и стабильное сварное соединение.
Сколько зарабатывают сварщики?
Средняя почасовая оплата сварщика в Соединенных Штатах составляет 17,60 долларов США, что в сумме составляет около 45 000 долларов США в год. Более опытные сварщики могут зарабатывать до 35 долларов в час. Сварщики-специалисты могут зарабатывать от 50 000 до 200 000 долларов в год. Командирующие промышленные сварщики труб зарабатывают до 185 000 долларов в год, а подводные сварщики могут зарабатывать более 200 000 долларов в год.
MIG, TIG или Stick, что лучше?
Лучшего вида сварки не существует. Тип сварки, который подойдет вам лучше всего, зависит от вашего опыта, материалов и проекта. Начинающим сварщикам, как правило, легче всего научиться сварке MIG. Сварка TIG — это более медленный и точный процесс, который работает со многими различными типами материалов. Сварка стержнем обеспечивает прочные сварные швы на толстых материалах и может работать на открытом воздухе и под водой, что делает этот процесс очень универсальным.
Продолжить знакомство с руководствами по металлу
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота….
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте разницу между черными и цветными металлами и как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металлов до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям. …
Подробнее →
Узнайте, как построить свой Собственный кузнечный горн и станьте кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов, от типов форм до различных методов литья….
Читать Подробнее →
Вы можете научиться сваривать металл
В Горниле еженедельно проводятся новые занятия по сварке.
Сварка ВИГ I
ВИГ (вольфрам в инертном газе) или GTAW (дуговая сварка вольфрамовым электродом в газе) — это тип сварки, обычно используемый для тонких работ и цветных металлов. Он использует источник питания переменного/постоянного тока,…
Узнать больше и зарегистрироваться →
Сварка MIG
MIG (металлический инертный газ) — наиболее распространенный тип современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
Скульптура из стали
Узнайте, как сваривать стальные скульптуры, на этом занятии по развитию творческих навыков и разработке проектов. Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы получите…
Узнать больше и зарегистрироваться →
Лаборатория сварки MIG и TIG
Лабораторные занятия — это большое преимущество, эксклюзивно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкция не предоставляется…
Узнать больше и зарегистрироваться →
3-часовой дегустационный курс: сварка MIG
3-часовой дегустационный курс — это отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой металлов в среде инертного газа (MIG), плазменной…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: дуговая сварка
3-часовой дегустатор — отличный способ изучить новый вид искусства без более глубокой приверженности полному курсу. После базового ознакомления со сваркой электродом попробуйте свои силы в создании. ..
Узнать больше и зарегистрироваться →
Дуговая сварка I
Научитесь соединять куски металла с помощью дуговой сварки, также известной как дуговая сварка. Инструкторы научат вас резать металл горячим пламенем кислородно-ацетиленовой горелки и использовать…
Узнать больше и зарегистрироваться →
Знакомство со сваркой
Не можете решить, какой тип сварки выбрать? Исследуйте различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, инертного газа с металлом (MIG) и инертного газа с вольфрамом (TIG). Вы получите…
Узнать больше и зарегистрироваться →
Кислородно-ацетиленовая сварка
Сварка с использованием тепла, выделяемого горящими газами, является одним из старейших методов сварки, восходящим к Древней Греции. В этом курсе студенты познакомятся со сжиганием газа…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Ученики сварят прямоугольную металлическую коробку для колокольчиков, вырежут плазмой свой уникальный дизайн по бокам, повесят стальную цепь, крючки и вырежут металл. ..
Узнать больше и зарегистрироваться →
Молодежь Сварка ВИГ I
Сварка ВИГ (вольфрам в среде инертного газа) — это высокоточный метод сварки, обеспечивающий чистые и целенаправленные сварные швы любых материалов, от сверхтонких до очень толстых. Вы узнаете…
Узнать больше и зарегистрироваться →
Молодежная сварка МИГ
МИГ (металл в среде инертного газа) — наиболее распространенный вид современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
Сварка ВИГ II
Этот курс расширяет базовые навыки, которым обучают в Сварке ВИГ I. Учащимся будет предложен ряд технических упражнений, предназначенных для улучшения их концентрации и контроля, повторения…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Ученики сварят прямоугольную металлическую коробку для колокольчиков, вырежут плазмой свой уникальный дизайн по бокам, повесят стальную цепь, крючки и вырежут металл. ..
Узнать больше и зарегистрироваться →
Производство металлической мебели
Изготовьте единственную в своем роде металлическую мебель для вашего дома! Выходя за рамки базовой сварки MIG, этот курс посвящен проектированию и изготовлению функциональных и эстетически привлекательных…
Узнать больше и зарегистрироваться →
Молодежь изучает сварку
Молодежь может изучить три различных типа сварки: металл в среде инертного газа (MIG) , дуга / палка (ARC) и кислородно-ацетиленовый. Во время этого введения учащиеся получат представление о…
Узнать больше и зарегистрироваться →
МАГАЗИН СВАРКИ
2022-03-28T12:07:29-07:00 Ссылка для загрузки страницыПерейти к началу
Как сварить чугун: полное руководство (с иллюстрациями)
Последнее обновление
Чугун — один из самых сложных материалов для сварки. Неправильное движение может еще больше испортить сломанную деталь или, что еще хуже, сделать сварной шов прочным, хотя внутри он слабый. Поэтому знать, что вы делаете, важнее, чем когда-либо. Следование набору рекомендаций по сварке чугуна должно гарантировать, что ваши сварные швы не будут иметь трещин и что внутренняя прочность будет достаточной, чтобы выдержать назначение компонента.
Определение типа чугуна
Первым этапом этого вида сварки является определение типа чугуна. Существует множество типов, и вам не захочется сваривать большинство из них. Вот список их свариваемости:
Серый чугун: Трудно свариваемый.
Белый чугун: Практически не поддается сварке.
Ковкий чугун: Поддается сварке, но редко, так как это сложный и медленный процесс.
Ковкий чугун: Не сваривается, так как сварка изменяет свойства металла, делая его бесполезным.
Лучший способ определить, какой тип чугуна требует сварки, — это обратиться к руководству по продукту или связаться с производителем, если это не указано на материале. Есть небольшая разница во внешнем виде свежих трещин на материале, но если у вас нет опыта в определении этого, стоит узнать об этом у производителя.
Серый чугун является наиболее распространенным типом свариваемого чугуна, и это должен быть единственный чугун, который вы пытаетесь сплавить, если у вас нет опыта его литья или сварки. Еще одним хорошим вариантом является помощь опытного человека.
Выберите процесс сварки
После того, как вы определили, что материалом является серый чугун, следующим шагом будет выбор процесса, который вы будете использовать для его сварки. Вы можете сваривать чугун любым сварочным процессом при условии, что вы используете правильный присадочный материал и метод сварки. В первую очередь это зависит от личных предпочтений, но есть несколько факторов, которые следует учитывать при сварке чугуна.
Если вы свариваете обработанную поверхность, лучшим вариантом будет сварка TIG. Брызги от сварки MIG или дуговой сварки могут без необходимости повредить части обрабатываемой поверхности, которые не подлежат сварке. Сварка TIG не должна вызывать проблем с разбрызгиванием.
Кислородно-ацетиленовая сварка — еще один вариант, часто используемый для сварки чугуна. Это хороший вариант минимизировать экстремальный нагрев и охлаждение процессов электросварки, с ним легче поддерживать температуру компонентов.
Пайка на самом деле не сварка, так как она не сплавляет металл, как сварка. Тем не менее, это хороший вариант, если по какой-то причине у вас возникли проблемы со сваркой. Убедитесь, что поверхности, к которым будет прилипать припой, хорошо очищены, так как он не прилипнет к грязному или ржавому железу.
Сварка электродом и сварка MIG являются желательными вариантами с подходящими расходными материалами. Неправильный присадочный металл, скорее всего, приведет к растрескиванию, поэтому убедитесь, что вы знаете, что сварка чугуна — это правильный выбор.
Изображение предоставлено: летчик 1-го класса Дэвид Берналь Дель Агуа, авиабаза Маконнелл
Выберите присадочную проволоку или электрод
Существует лишь небольшой ассортимент присадочной проволоки и электродов, которые должным образом сваривают чугун. Большинство доступных сплавов, которые не были разработаны специально для чугуна, остывают слишком быстро и вызывают трещины от напряжения или не сплавляются должным образом с чугуном.
Расходные материалы для электродов и проволоки
Богатое содержание никеля: это лучший тип электрода или проволоки, так как он мягкий и поддается механической обработке. Он не слишком быстро остывает и выглядит так же, как чугун. Однако это самые дорогие расходные материалы, которые не подходят для сварки толстых профилей.
Смесь 55% никеля, 45% железа: это более доступная цена, при сварке он выглядит так же, как чугун. Он дает обрабатываемый сварной шов, хотя он намного тверже, чем сварные швы с 99% никеля. Он имеет гораздо меньшую усадку при сварке, чем большинство железных стержней, что означает, что он сводит к минимуму растрескивание.
Чугун: этот тип стоит дешевле и дает сварной шов другого цвета, чем чугун. Его гораздо сложнее использовать, так как он имеет более высокие свойства усадки. Он также не поддается механической обработке, так как затвердевает в процессе сварки, но его можно отшлифовать.
Нержавеющая сталь: Чугун, сплавленный с аустенитной нержавеющей сталью, не затвердевает и не изменяет свойства так сильно с расходными материалами из железа. Нержавеющая сталь значительно расширяется и сжимается во время нагрева и охлаждения в процессе сварки, поэтому ее сложно использовать. Однако он используется для сварки чугуна и позволяет получить обрабатываемую поверхность.
Пайка бронзы: Вы можете использовать кислородно-ацетиленовую пайку или использовать стержни для сварки TIG. Это хороший способ обеспечить прочную фиксацию в трещине или между двумя компонентами, требующими соединения, при этом не вызывая растрескивания и изменения свойств чугуна.
- См. также: Как отремонтировать кованое железо без сварки
Очистка и наждачная обработка поверхностей сварки
Как и в большинстве случаев сварки, чем чище поверхность, тем качественнее будут сварные швы. Иногда материал, который вы свариваете, имеет запасы дыма или масла на протяжении всей отливки, и это вызывает проблемы при сварке. Есть определенные вещи, о которых нужно знать, когда вы свариваете чугун.
Использование сварочных материалов, таких как MG-289Сварка чугуна Стержни из сплава, предназначенные для загрязненного чугуна, являются лучшим способом обеспечить достаточный сварной шов.
Проклевка — это процесс постукивания по мягкому сварному шву при его охлаждении молотком с шариковым бойком для предотвращения растрескивания. Это следует делать с осторожностью и только тогда, когда сварной шов может деформироваться, но это не всегда необходимо, так как в первую очередь причиной появления трещин является неравномерный или быстрый нагрев или охлаждение детали. Предварительный нагрев и медленное охлаждение вашего проекта — вот что самое важное.
Изображение предоставлено: 6782865, Pixabay
Предварительный нагрев или холодная сварка?
Есть несколько разных мнений о том, следует ли сваривать горячим или холодным способом. Все согласны с тем, что предварительный нагрев — хороший вариант, но есть несколько человек, которые считают, что сварки с минимальным нагревом также достаточно.
При принятии решения о том, как сваривать чугун, необходимо использовать один из этих подходов, потому что, в отличие от большинства металлов, чугун является хрупким и имеет очень минимальную способность к деформации при изгибе или расширении и сжатии. Тепло всегда оказывает деформирующее воздействие на металл, и если одна часть металла нагревается или остывает быстрее, чем другая, в чугуне или сварном шве возникают напряжения и растрескивание.
Предварительный нагрев сводит к минимуму этот эффект, приближая окружающую область сварного шва к температуре сварки, обеспечивая равномерное изменение всего компонента. Чугун меняет характеристики при температуре более 1400 градусов по Фаренгейту, поэтому очень важно не подвергать компонент чрезмерному нагреву.
Считается, что сварка чугуна в холодном состоянии без предварительного нагрева и с использованием минимального тепла способствует снижению общей температуры. Это может быть полезно, так как не образуются видимые трещины, и это будет более прочный шов, чем горячий шов без предварительного нагрева. Тем не менее, внутреннее напряжение все еще возникает, что может проявиться позже в течение срока службы компонента, и в целом оно приводит к более слабому сварному шву, чем при правильном предварительном нагреве перед сваркой.
Опытные сварщики чугуна, которые занимаются ремонтом или изготовлением изделий из чугуна регулярно и только предварительно нагревают. Это лучший способ обеспечить внутреннюю прочность сварного шва, а не только отсутствие видимых трещин.
Медленное охлаждение
Одним из важнейших этапов сварки чугуна является процесс охлаждения. Вы никогда не должны охлаждать сварной шов чем-либо холодным, например, водой или сжатым воздухом. Вместо этого, чем медленнее охлаждается весь компонент, тем лучше.
Некоторые сварные швы охлаждаются в течение многих дней, но серый чугун не так критичен. Помещение свариваемой детали в песок или теплую печь может помочь ей остыть медленно и более равномерно, чем если бы она лежала на столе. Иногда добиться этого сложнее, и вы все равно можете получить качественный сварной шов без чрезмерного увеличения времени охлаждения. Однако чем медленнее он остывает, тем лучше будет результат.
См. также: Сколько стоит сварка дифференциала? Цены и руководство
Заключение: Как сварить чугун
Сварка чугуна – непростая задача. Это требует значительно большей подготовки и осторожности в процессе сварки и охлаждения. Тем не менее, это металл, который обычно сваривают, и из него можно получить прочный компонент, который будет служить так же хорошо, как литой продукт без сварки.
Обязательно выполните все необходимые шаги по сварке чугуна, и вы получите результаты, необходимые для вашего следующего чугунного проекта. Если вы сделаете какие-либо сокращения, сварной шов, скорее всего, треснет или будет внутренне слабым и может не прослужить долго.
Надеемся, вам понравится успешная сварка чугуна с помощью этого руководства. Не стесняйтесь оставлять нам свои комментарии ниже в нашем разделе комментариев.
Источники
- https://www.welding-advisers.com/Welding-ductile-iron.html
- https://www.esabna.com/euweb/oxy_handbook/589oxy15_3.htm
- https://www.lincolnelectric.com/en-us/support/welding-how-to/Pages/welding-cast-iron-detail.aspx
- https://weldingwire.com/Images/Interior/documentlibrary/cast%20iron%20welding%20alloys.pdf
- https://www.reliance-foundry.com/blog/how-to-weld-cast-iron#gref
- Определение типа чугуна
- Выбор процесса сварки
- Выбор присадочной проволоки или электрода
- Электроды и расходные материалы для проволоки
- Очистка и закалка свариваемых поверхностей
- 4
- 4 90
- Медленное охлаждение
- Заключение: как сварить чугун
Необходимые инструменты для домашней сварки: контрольный список
Независимо от того, хотите ли вы изготовить простую лестницу или отреставрировать старый автомобиль, вы можете начать домашнюю сварку, используя лучший аппарат, подходящие продукты и полное понимание того, как безопасно выполнять сварку.
Проведя исследование, вы обнаружите, что некоторые предметы в обычном списке сварочных инструментов, возможно, не заслуживают внимания, в то время как другие являются необходимыми сварочными инструментами. Вот прямой совок, составленный экспертами в области сварки. Итак, серьезно рассмотрите этот список основных сварочных инструментов, когда будете готовиться к сварке дома.
Выберите свой сварочный аппарат
Предполагая, что ваш гараж или домашняя мастерская может справиться с электрическим током, необходимым для сварщика, вы готовы выбрать сварочный аппарат. Многие домашние сварщики выбирают сварочный аппарат MIG, потому что это более простой процесс для изучения и предлагает универсальный и точный сварной шов. Сварщик — это ваши самые значительные расходы, поэтому выбирайте с умом.
Вам не нужно перебарщивать с ценой, чтобы получить отличное качество, но дешевый сварочный аппарат приведет только к разочарованию и более длительному обучению. Сварочные аппараты с подачей проволоки используют обычный бытовой ток и небольшую катушку сварочной проволоки с приводом от двигателя. Проволока подается к сварочному пистолету, активируемому спусковым крючком. Когда оператор прикасается проволокой к металлу, дуга расплавляет проволоку и часть металла.
Сварочный аппарат для сварки MIG180 на 180 А компании PrimeWeld соответствует всем критериям для домашних пользователей или опытных профессионалов, обеспечивая промышленное качество по доступной цене.
Запас сварочной проволоки
В процессе MIG у вас будет два варианта присадочной проволоки: порошковая проволока и сплошная проволока. Для порошковых проволок не требуется защитный газ, поскольку они используют флюс для создания защитного барьера вокруг сварного шва по мере его охлаждения. Использование этого типа проволоки позволяет избежать затрат на защитный газ и его хранение в домашнем магазине. Однако имейте в виду, что флюс образует шлак, который представляет собой стеклообразный побочный продукт расплавленного материала, который необходимо сколоть, поэтому сварной шов может быть не таким чистым, как при использовании защитного газа.
В руководстве по эксплуатации сварочного аппарата указано, какого диаметра должна быть ваша проволока, поэтому купите много этого относительно недорогого изделия, чтобы иметь его под рукой.
Купите автоматически затемняющийся шлем
Любой процесс дуговой сварки генерирует исключительно яркий свет, который может обжечь ваши глаза, если вы не защитите их. В прошлом сварочные маски имели постоянно затемненный смотровой щиток, требующий от оператора поднимать маску всякий раз, когда он прекращает сварку.
Сегодня шлемы с автоматическим затемнением автоматически затемняют свои прозрачные линзы до предварительно выбранного оттенка за миллисекунды с помощью ЖК-технологии в стекле. Эти шлемы имеют элементы управления, позволяющие оператору персонализировать настройки.
Шлем с автоматическим затемнением на рабочем месте. Фото: EHS Today
Углошлифовальная машина незаменима. кромки, которые вы будете сваривать. Также известное как снятие фаски, создание фаски будет быстрым и легким с помощью угловой шлифовальной машины.
Шлифовальная машина – один из самых универсальных инструментов, которыми вы будете владеть. Помимо снятия фаски, вы можете сгладить сварные швы и использовать его для подготовки поверхностей к сварке. И с правильным типом диска вы даже можете отрезать материал по длине.Добавление фаски с помощью угловой шлифовальной машины. Фото: Компактное оборудование
Купите или соберите сварочную тележку
Сварочные аппараты с подачей проволоки легкие и портативные, но для повышения мобильности вам понадобится сварочная тележка. . Тележки иногда идут в комплекте со сварочным аппаратом, но в большинстве случаев их нужно изготовить или приобрести отдельно. Сборка тележки может стать вашим первым проектом в качестве домашнего сварщика, и она пригодится как для хранения вашей машины, так и для перевозки ее (и любых аксессуаров) туда, где они необходимы.
Сварочная тележка «Сделай сам». Фото предоставлено: CromWeld.com
Зажимы для фиксации соединений
Зажимы для работы удерживают материалы на месте, обеспечивая ровность и аккуратность сварного шва. Имейте под рукой различные зажимы. Каждый сварщик сталкивался с такой стадией проекта, когда он не может продолжать работу без дополнительных зажимов. Зажимы являются относительно недорогими элементами, но они могут сыграть значительную роль в завершении сварки.
Не забудьте свои ручные инструменты
Вот несколько ручных инструментов, которые помогут сделать ваш сварочный проект более плавным:
- Твердосплавный чертил для разметки линий
- Отбойный молоток для очистки от шлака и брызг
- Проволочная щетка для удаления масла и грязи перед сваркой
- Сварочные клещи для обрезки сварочной проволоки и удаления брызг с сопла сварочной горелки
Безопасность при сварке в домашних условиях
Список сварочных инструментов был бы неполным без средств индивидуальной защиты (СИЗ). Люди, которые сваривают дома, часто небрежно относятся к технике безопасности. Они подвергают себя ненужной опасности, не надев подходящие СИЗ. При сварке образуются искры и брызги, испуская лучи, которые могут нанести вред незащищенной коже и глазам.
Поскольку короткие рукава, открытые воротники и шорты могут сделать вас незащищенными и уязвимыми для ожогов, огнеупорная одежда, закрывающая кожу, является обязательной. Кожаные сапоги с высоким голенищем (со стальными кончиками пальцев, если вы работаете с тяжелыми металлическими деталями) — ваш лучший вариант. Сварочные перчатки защитят руки от ожогов и порезов, а защитные очки защитят глаза от мелких частиц, если вы будете точить без каски.
Используйте этот список основных сварочных инструментов, чтобы начать сварку в домашних условиях. Вы можете дополнять его по мере приобретения опыта и начала браться за более сложные проекты. Взгляните на сварочные аксессуары PrimeWeld, а также на нашу линейку сварочного оборудования, которые помогут вам стать хорошо оснащенным сварщиком.
Продувка при сварке TIG — что это такое и как это сделать
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Сварщики говорят о продувке сварных швов TIG так, будто это какая-то великая тайна. Конечно, это звучит мрачно и опасно. Это может вызвать в воображении образы из жутких фильмов или другие темные секреты. По правде говоря, продувка — это простой процесс, улучшающий качество сварного шва.
Что такое очистка и как она выполняется? Продувка — это процесс удаления кислорода из внутренней части закрытой детали перед сваркой ВИГ. Удаление кислорода изнутри детали защищает обратную сторону сварного шва от окисления из-за высокой температуры сварки TIG.
Прежде чем мы обсудим очистку, давайте рассмотрим, почему чистка важна.
Зачем нужна продувка
При сварке ВИГ выделяется сильное тепло, которое заставляет металл вступать в реакцию с кислородом воздуха. В результате окисления сварной шов выглядит плохо, а также он становится слабее, чем должен быть. Чтобы защитить сварной шов в самом горячем состоянии, сварщики TIG пропускают через сварной шов инертный газ (аргон, гелий или их смесь). Инертный газ не вступает в реакцию со сварным швом и вытесняет кислород с пути сварки.
Незащитные сварные швы TIG выглядят ужасно, с большим количеством точечной коррозии и брызг. Также будет много черной накипи поверх борта от окисления. Незащищенные сварные швы TIG слабее, чем должны быть, и подвержены растрескиванию и (в конечном итоге) разрыву. Защитный газ является жизненно важной частью сварки TIG.
Этот процесс отлично подходит для стали, алюминия, меди и многих других металлов. С нержавейкой тоже не работает. При использовании нержавеющей стали хром, смешанный со сплавом, может сгореть на 9-й минуте.0416 сзади со стороны сварного шва, а также с лицевой стороны. Если это произойдет, обратная сторона сварного шва будет черной и покрытой грубыми крапинками. Сварщики называют этот эффект «засахариванием».
Почему необходимо предотвращать «засахаривание»
Чтобы защитить нержавеющую сталь от засахаривания, вы должны защитить заднюю часть сварного шва от окисления так же, как и переднюю. Есть несколько способов защитить обратную сторону плоского сварного шва от окисления. Все они включают в себя какое-то покрытие на задней стороне сварного соединения, чтобы не допустить проникновения воздуха. Если вы свариваете трубы или другие закрытые сосуды, ни один из методов защиты плоского шва не подойдет.
Это проблема нержавеющей стали, потому что она обычно используется для изготовления труб в пищевой и фармацевтической промышленности. Эти трубы для пищевых и фармацевтических продуктов должны быть гладкими внутри, без шероховатостей или выемок, в которых могут скапливаться бактерии. Эти трубы нельзя вкручивать в фитинги, как большинство труб; они должны быть сварены. Поскольку соединение должно быть гладким, внутри не должно быть шугаринга.
Нержавеющая труба также используется для коллекторов выхлопной системы двигателя, которые требуют прочных сварных швов, чтобы противостоять вибрации при креплении болтами к двигателю. Шугаринг на обратной стороне этих сварных швов зависит не столько от гладкости, сколько от прочности. Засахаренные сварные швы в конечном итоге треснут и сломаются, что потребует ремонта или замены коллектора.
Любая сварка труб из нержавеющей стали требует защиты задней стороны сварного шва, а также передней части при сварке TIG. Очистка сварного шва — лучший способ защитить внутреннюю часть труб от окисления. Существует шесть основных этапов продувки сварного шва TIG:
- Подготовка концов труб к сварке
- Закрытие внутренней части зоны сварки колпачками или заглушками
- Соедините концы труб вместе для сварки
- Прихватите детали друг к другу для стабильности
- Продуть зону сварки кислородом
- Сварить соединение
Подготовить трубу
Как и при других способах сварки TIG, перед сваркой TIG металл должен быть безупречно чистым. Протрите концы свариваемого соединения ацетоном, метилэтилкетоном или растворителем для краски, чтобы удалить жир и масло. Обезжирьте как внешнюю, так и внутреннюю часть трубы. Эти продукты также удаляют краску, но обычно это не проблема с нержавеющей сталью. Так как он устойчив к коррозии, его почти никогда не красят.
После обезжиривания металла промойте его дистиллированной водой, чтобы удалить все следы чистящего средства из соединения. Если вы выполняете сварку TIG большинства сталей, вам также необходимо отшлифовать металл вдоль стыка, чтобы удалить ржавчину и прокатную окалину. Тем не менее, это обычно не проблема с нержавеющей сталью. На всякий случай дважды проверьте его на наличие ржавчины и коррозии. Установите трубы насухо, чтобы убедиться, что все выровнено и имеет правильный размер.
Если вы свариваете трубу толщиной 1/8 или менее, вы готовы приступить к работе. Если труба имеет толщину 3/16 дюйма или больше, вам необходимо скосить края. Отшлифуйте края под углом 60° на обоих отрезках трубы. Это дает валику большую площадь поверхности для обработки и не позволяет сварному шву быть выше поверхности трубы.
Некоторые сварщики предпочитают снимать фаску снаружи одной трубы и внутри другой. Это позволяет одной трубе немного входить в другую, обеспечивая более плотное прилегание, когда трубы соединены друг с другом всухую. Проверьте планы или спецификации для вашей работы, прежде чем делать это. Если они требуют определенного скоса, подберите его. Если планы ничего не говорят ни о том, ни о другом, действуйте.
Герметизация
Труба должна быть герметизирована перед продувкой, чтобы не допустить обратного поступления кислорода. Для небольших деталей герметизация достигается путем закрытия или закупорки одного конца прочной крышкой, а другого конца фитингом, позволяющим присоединить газовый шланг. Эти фитинги будут удерживать инертный газ во время сварки, чтобы защитить сварной шов от насыщения кислородом.
В больших системах для продувки обычно используются съемные заглушки или водорастворимые уплотнения. Это позволяет герметизировать только участок вокруг сварного шва вместо заполнения всей системы дорогостоящими продувочными газами. Если вы свариваете систему с большим количеством труб, стоимость газа, необходимого для продувки всей системы, может быть чрезмерной. Гораздо дешевле просто загерметизировать места сварки.
В некоторых случаях производственные спецификации требуют продувки всей системы, а не только перекрытия секций, поэтому перед установкой перекрытия просмотрите свои спецификации. Если вам нужно прочистить всю систему, заткните концы и прочистите так же, как работаете с небольшим кусочком. Убедитесь, что у вас достаточно времени для продувки всей системы перед сваркой
Изоляция небольших участков
Для герметизации частей более крупной системы можно приобрести или изготовить съемные заглушки. Плотины могут быть сплошными или надувными. Они продаются парами, которые соединяются вместе веревкой или ремешком. Таким образом, когда вы вытаскиваете ближнюю дамбу, дальняя дамба следует за ней. Установите заглушки по обеим сторонам сварного шва. Оставьте достаточно места между сварным швом и перемычкой, чтобы защитить перемычку от тепла сварки.
Если вы не можете легко получить доступ к перемычкам после завершения сварки, используются водорастворимые клеи или водорастворимые перемычки. Клеи используются для приклеивания пленки наподобие полиэтиленовой пленки внутрь трубы на безопасном расстоянии от сварного шва. Растворимые перемычки устанавливаются как съемные перемычки, но остаются на месте после сварки.
Независимо от того, используете ли вы водорастворимый клей или растворимые прокладки, либо клей, либо сами прокладки разрушатся под воздействием воды. Когда система промывается или испытывается под давлением, вода разрушает клей или плотину и устраняет препятствие.
Уплотнения, используемые для продувки трубы, не являются идеальными уплотнениями. Необходимо иметь штуцер или отверстие для подачи продувочного газа; в другом должно быть одно или два отверстия для выхода воздуха. Будьте осторожны при подаче продувочного газа. Если вы не задумываясь зальете газ в трубу под высоким давлением, он смешается с воздухом и оставит в трубе некоторое количество кислорода.
Налейте газ, не распыляйте
Представьте, как выглядит распыление воды из шланга в бассейн или ведро. Спрей образует крошечные пузырьки, которые нужно некоторое время, чтобы рассеяться. Продувочные газы действуют таким же образом, но рассеивание продувочного газа в воздухе занимает гораздо больше времени. Вы хотите сделать вход продувочного газа как можно более плавным, чтобы предотвратить смешивание с воздухом.
Расположение отверстий зависит от используемого продувочного газа. Аргон тяжелее воздуха. Лучше всего, если вы подаете газ снизу, а выпускное отверстие находится вверху. Это позволяет аргону плавно поступать, в то время как воздух всплывает и выходит из отверстия. Представьте, что вы наполняете ванну водой — брызг будет гораздо меньше, если вы нальете воду снизу, а не сверху.
Гелий должен иметь противоположное расположение, потому что он легче воздуха. Подайте гелий сверху и дайте воздуху выйти из нижней части трубы. Расположение отверстий с учетом свойств продувочного газа — лучший способ сохранить чистоту газа в трубе. Это как накачивать воздух в ведро вместо того, чтобы выдувать его снизу.
Для небольших продувок можно просто подать газ прямо из шланга. Однако для больших проектов с более высокими скоростями потока лучше всего использовать газовый диффузор для плавного потока и отсутствия смешивания газа и воздуха. Диффузор распределяет газ по большей площади и замедляет его. В этом разница между жесткой струей воды и мягким потоком. Мягкая подача не мешает воздуху и предотвращает его смешивание с продувочным газом.
Соедините трубы вместе
После того, как ваши заглушки или заглушки будут на месте, соедините части труб вместе. Некоторые сварщики оставляют крошечный зазор между сегментами, менее 1/8 дюйма. Это обеспечивает прочный сварной шов. Другие плотно соединяют их встык, чтобы плотнее герметизировать сварной шов. Некоторые заходят так далеко, что делают противоположные фаски, позволяющие одной трубе входить в другую для максимально плотного прилегания.
Как бы вы их ни устанавливали, убедитесь, что трубы идеально выровнены по всему периметру и проходят прямо. Проверьте выравнивание линейкой, чтобы убедиться в правильности выравнивания. Зажмите трубы на месте, чтобы зафиксировать их. Важно сделать это правильно, потому что это ваш последний шанс что-то изменить. После того, как вы их подгоните, вы прихватите сварку, и отношения будут постоянными.
Прихваточный шов для устойчивости
После того, как трубы на месте, их нужно выровнять. Сделайте три-четыре маленьких прихваточных шва по окружности, чтобы скрепить их должным образом. Не переусердствуйте с прихватками — так как внутри еще нет продувочного газа, они засахарятся. Немного подсахаривания прихваточных швов не проблема, но и многого не нужно. Всего несколько маленьких прихваток , чтобы все было красиво и стабильно для настоящего сварного шва.
Все, что вам нужно, это крошечная часть соединения, чтобы удерживать детали на месте. Поскольку обратная сторона этих сварных швов незащищена, вам нужно свести к минимуму то, что вы делаете. Короткие сварные швы сократят количество шугаринга на спине. Быстрые сварные швы также минимизируют засахаривание, потому что сталь не нагревается так сильно.
Чтобы сделать прихваточные швы, начните с разрыва дуги. Дайте образоваться сварочной ванне, затем погрузите стержень в ванну. Тогда остановись. Если вы свариваете трубу, сделайте еще одну прихватку на 1/3 окружности, а затем последнюю прихватку посередине между остальными. Если вы свариваете действительно большую трубу, вы можете поставить четыре прихватки вместо трех. Для плоского запаса поместите гвоздь на каждую ногу.
Очистка зоны сварки от кислорода
После того, как трубы стабилизируются, пришло время продуть кислород. В качестве продувочного газа можно использовать аргон, гелий или их смесь. Аргон предпочтительнее, потому что он дешевле гелия. С другой стороны, гелий лучше переносит тепло дуги. Гелий позволяет сварному шву лучше проникать в толстые материалы. Это также позволяет вам работать быстрее из-за более высокой температуры.
Не используйте двуокись углерода для сварки нержавеющей стали – углерод может реагировать с нержавеющей сталью и вызывать проблемы со сварным швом . Вы получите углеродистую сталь вокруг соединения вместо нержавеющей. Это худший дефект, чем шугаринг, поэтому избегайте CO2.
Некоторые продувочные смеси содержат небольшое количество (от пяти до десяти процентов) водорода. Водород вступает в реакцию с любым остаточным кислородом в камере с образованием воды до того, как кислород сможет вступить в реакцию с нержавеющей сталью. Нержавеющая сталь марок 200 и 300 благодаря продувочному газу с водородом является наиболее распространенными типами нержавеющей стали, особенно для пищевой промышленности.
Если вы проводите небольшую чистку, вы можете использовать тот же газ, который вы используете для защиты. Установите Y-образный фитинг на шланг от газового баллона и используйте вторую линию в качестве линии продувки. Вам нужно будет увеличить скорость потока газа, выходящего из баллона, чтобы компенсировать вторую линию.
Подсоедините линию продувки к входному фитингу на продувочной заслонке и запустите поток газа. Стандартный расход продувочного газа составляет сорок кубических футов в час (CFH). Дайте очистке некоторое время, чтобы подействовать. Если вы хотите быть абсолютно уверены, что это подействовало, доступны кислородные измерители, которые сообщат вам, когда уровень кислорода упадет до уровня, достаточного для сварки.
Как долго чистить?
Вы можете рассчитать, сколько времени потребуется для замены воздуха продувочным газом.
- Объем цилиндра равен π R 2 H, или 3,14 X радиус (половина диаметра) X радиус X длина.
- Если вы измеряете в дюймах, разделите результат на 1728, чтобы найти кубические футы.
- При расходе 40 кубических футов в час перемещение одного кубического фута газа занимает 1,5 минуты.
- Добавьте 50% к необходимому времени просто на всякий случай.
Поскольку продувка требует времени, вы можете воспользоваться этой возможностью, чтобы попрактиковаться в сварке, которую вы собираетесь делать. Это особенно важно, если трубы привариваются на месте в более крупной системе. Иногда может быть трудно добраться до задней части сварного шва, что приводит к неудобным углам наклона горелки. Плохое управление горелкой приводит к плохим сварным швам. Теперь у вас есть время, чтобы продумать сварку и убедиться, что горелка работает правильно.
Weld It
После того, как продувочный газ заполнит камеру, можно начинать сварку. Поддерживайте подачу продувочного газа во время сварки, чтобы воздух не попал обратно в зону продувки. После сварки можно перекрыть подачу газа и удалить уплотнения или заглушки на трубе.
Сварка — самая простая часть этого процесса. Разломайте дугу и уложите валик в стык. Сварка работает так же, как и любая другая сварка TIG. Дайте образоваться луже, воткните в нее стержень и переместите горелку. Продолжайте мазать и двигаться, пока не пройдете вокруг трубы полностью и сварка не будет завершена.
Позвольте мне помочь вам улучшить свои навыки сварки!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Защита плоских сварных швов
Если вы свариваете плоский материал, вам все равно может понадобиться защитить обратную сторону сварного шва от засахаривания. Вы не можете загерметизировать плоский шов, как трубу, но есть другие способы защитить обратную сторону сварного шва.
Флюс
Флюс представляет собой комбинацию химических веществ, защищающих металл от коррозии во время сварки. Сварочные аппараты для сварки стержнем и некоторые виды проволоки для сварки MIG содержат флюс в стержне. Кузнецы используют порошкообразный флюс для кузнечных сварных швов. Вы можете нанести порошкообразный флюс на обратную сторону соединения из нержавеющей стали, чтобы защитить сварной шов от засахаривания. Существуют флюсы, специально предназначенные для сварки нержавеющей стали.
Флюсы для нержавеющей стали могут быть жидкими, гелевыми или порошкообразными. После очистки и подготовки шва нанесите флюс, как указано на упаковке. Будьте осторожны с флюсом — некоторые из них содержат кислоту или другие разъедающие вещества, поэтому не стоит наносить их на голую кожу.
После завершения сварки необходимо удалить флюс с обратной стороны сварного шва. Угловой шлифовальной машинкой сделать это проще всего. Вы также можете использовать проволочную щетку, чтобы очистить его, но это может занять некоторое время.
Если вы работаете с плоской заготовкой, удаление флюса не проблема . Если вы свариваете трубу, которая должна быть санитарной (для пищевой или фармацевтической промышленности), вы не сможете вычистить весь флюс изнутри трубы . Очистка — это способ пойти для санитарной трубы. Флюс отлично подходит для выхлопных коллекторов и других труб, которые не должны быть гигиеничными внутри.
Сварочная лента
Стекловолоконная лента также используется для защиты сварных швов от засахаривания. Лента содержит полоску клея по внешней трети ленты и полоску стекловолокна по средней трети. Эта лента защищает заднюю часть сварного шва от кислорода и улавливает защитный газ от сварочной горелки в сварном шве.
Для этого нельзя использовать любую ленту. Лента из стекловолокна является термостойкой, поэтому она останется на месте даже при высокой температуре сварки. Это также удерживает клей от соединения, потому что сам клей может стать загрязняющим веществом. Если вы хотите защитить сварной шов с помощью ленты, используйте только сварочную ленту.
Чтобы использовать сварочную ленту, установите и закрепите свариваемые детали. Переверните их, чтобы вы могли получить доступ к задней части сварного соединения. Наклейте полоску ленты вдоль стыка так, чтобы стекловолокно располагалось по центру края стыка. Переверните деталь, и вы готовы к сварке.
Опорный стержень
Опорный стержень — это пластина, которая устанавливается за стыком во время сварки. Имеются опорные стержни, способные пропускать поток газа. Они имеют канавку по всей длине пластины с отверстиями, соединенными с подачей защитного газа. Канавка становится небольшой продувочной камерой, которая защищает заднюю часть соединения, точно так же, как защитный газ, выходящий из горелки, защищает переднюю часть.
Медная подложка
Традиционной защитой обратной стороны плоских сварных швов являются большие куски меди. Медь защищает сварной шов двумя способами. Во-первых, он снижает воздействие кислорода и улавливает защитный газ. Он делает это просто физически на пути потока воздуха к суставу. Во-вторых, медь очень хорошо поглощает тепло. Он охлаждает заднюю часть сварного соединения, что также снижает окисление.
Ключом к созданию медной основы является масса. Вам нужны листы достаточно длинные и широкие, чтобы блокировать воздух от всего сварного шва. Вам также нужен достаточный вес, чтобы поглощать тепло от сварного шва и отводить его от стыка. Тонкие листы здесь не подойдут. Эти части должны иметь некоторый вес.
Стержни для сварки ВИГ с флюсовой сердцевиной
Новая разработка в области сварки ВИГ – стержень с флюсовой сердцевиной. Подобно проволоке с флюсовым сердечником и электродуговым стержням, эти стержни содержат флюс, встроенный в стержень. Вы можете сваривать TIG с ними, как и с любым другим стержнем, и быть уверенным, что задняя часть вашего сварного шва не покроется сахаром, даже если она не защищена иным образом. Как и самостоятельный флюс, стержни с флюсовым сердечником не следует использовать для санитарных труб.
Продувочная камера
Иногда вам нужно сварить что-то необычной формы, которое нельзя продуть или защитить традиционными способами. Для этих предметов вам нужна продувочная камера. Продувочные камеры представляют собой прозрачные пластиковые пузырьки, которые можно заполнить продувочным газом. Пузырьки имеют встроенные перчатки, запаянные на локте, так что вы можете обращаться с предметами внутри камеры, не выпуская газ.
Чтобы использовать продувочную камеру, нужно зажать свариваемые детали и вставить их в камеру вместе со стержнем и горелкой. Камера надувается продувочным газом, после чего можно сваривать деталь со всем экранированным.
Безопасность продувочного газа
Продувочные газы чистые и не имеют запаха. Они (по определению) не содержат кислорода. Хотя это хорошо для нержавеющей стали, это плохо для вас. Вдыхание чистого аргона или гелия смертельно опасно. Гелий собирается в верхней части герметичных камер, а аргон — внизу. Их не видно, но газы скапливаются, как вода в миске.
Никогда не помещайте голову в продувочную камеру во время подачи газа или сразу после сварки. Прежде чем вставлять голову, дайте газу рассеяться. Дайте сварке остыть и газ рассеется, прежде чем смотреть на нее. Вы не можете почувствовать запах чистого гелия или чистого аргона, и вы также не можете их увидеть. Дыхание быстро удалит кислород из вашей крови. Первым признаком вдыхания продувочного газа является обморок.
Если вы работаете с продувочными газами, не работайте в одиночку. Если вы вдохнете стопроцентный аргон или гелий, вы потеряете сознание, даже не осознав опасности. Газы не выглядят, не ощущаются и не пахнут необычным. В одну секунду вы дышите, в следующую вы выходите. Хорошая новость заключается в том, что с вами все будет в порядке, если вас немедленно вытащат из продувочного газа. Плохая новость в том, что вы не можете вытащить себя.
Никогда не используйте только продувочный газ и никогда не помещайте голову в продувочную камеру. Вдыхание продувочных газов не причинит вам вреда — оно убьет.
В заключение
Как видите, продувка не опасна и не сложна, но важно, чтобы она выполнялась правильно.
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Как долго прослужит резервуар с аргоном объемом 20 куб. футов? [Узнать]
Хотите заняться сваркой MIG или TIG?
Рады получить свой первый баллон с аргоном на 20 кубических футов?
Но сейчас ты понятия не имеешь.
Заканчивается аргон. И прежде чем вы на полпути через ваш проект будет супер раздражает. И тогда вы будете бежать обратно к ваш поставщик газа для другого резервуара.
Вы отчаянно хотите узнать, как долго это продлится ты.
Покупаете ли вы или арендуете баллон с аргоном на 20 кубических футов Вы хотите быть уверены, что это именно тот размер, который вам нужен.
Прямо сейчас вы узнаете, какой длины ваши 20 куб. Резервуар с аргоном выдержал.
Ваш газовый баллон с аргоном объемом 20 куб. цилиндр также известен как R) может длиться около часа сварки MIG.
И примерно в половину этого времени сварка TIG.
Почему?
При сварке TIG используется намного больше аргона.
И еще кое-что, что влияет на ваш MIG или Время сварки TIG.
Какие вещи?
Читайте дальше, чтобы узнать больше.
Сколько газа находится в вашем баллоне с аргоном 20 CF?
Газообразный аргон внутри баллона со сжатым газом
измеряется в кубических футах.
Ваш резервуар с аргоном объемом 20 куб. футов будет заполнен 20 ср Аргона. Или если ваш бак проверен и сертифицирован на 10% переполнения. внутри вы найдете 21 кубический фут аргона.
Как узнать?
Баллоны с аргоном, сертифицированные для 10% переполнения, иметь звезду на бутылке рядом с датой тестирования.
Не знаю, как читать маркировку на газовом баллоне, включая даты испытаний. Взгляните на эту статью.
Как оценивается использование аргона?
А когда вы используете аргон, расход измеряется в кубических футах в час (CFH). Или в литрах в минуту (LPM).
Вы также увидите литры в минуту, записанные как л/мин.
У газового указателя часто одна сторона показывает куб. футов в час. А другая сторона показывает литры в минуту.
Газовый регулятор, показывающий LPMПочему это важно?
Литры в минуту примерно вдвое меньше, чем кубические футы в час.
И если вы неправильно установите манометр газового регулятора
вы будете использовать в два раза больше газа.
Гораздо больше, чем нужно для сварки. И в мгновение ока у вас будет пустой газовый баллон с аргоном.
Так что стоит проверить, с какой стороны оцените, что вы читаете.
И какие настройки вы используете для аргона.
Таким образом, вы не будете тратить впустую драгоценный газ аргон. в вашем цилиндре.
Сколько газа аргона вы будете использовать при сварке?
При сварке тонкого алюминия вам понадобится используйте расход газа от 15 до 20 кубических футов в час или от 7 до 10 литров в минуту
хотите использовать расход газа от 20 до 25 куб. футов в час или 10–14 л/мин. желательно использовать расход газа в районе 20-30 куб. футов в час или 10-16 л/мин
Что это значит Как долго прослужит ваш баллон с аргоном 20 CF?
| Running Your Gas At | Welding Time |
|---|---|
| 15 CFH | 1 hour 20 minutes |
| 20 CFH | 1 hour |
| 25 CFH | 48 minutes |
Баллона со сжатым газом с 20 кубическими футами аргона должно хватить на час. Когда вы открыли газовые клапаны и используете защитный газ аргон со скоростью 20 CF.
Помните о разнице между кубическими футами в час и литрами в минуту
л/мин примерно вдвое меньше CFH.
- 7 литров в минуту соответствует чуть менее 15 CFH
- 10 литров в минуту соответствует более 21 CFH
Если используемый вами газовый манометр показывает только литры в минуту. Обязательно снизьте расход газа.
Или вы израсходуете аргон гораздо быстрее, чем вы запланировано.
Но ваш аргоновый баллон 20 CF может работать менее часа
Есть несколько причин, по которым ваш аргон объемом 20 куб. бак прослужит меньше.
1. Оставьте ваши 20 газовых клапанов CF включенными
Выключите газовые клапаны, когда закончите TIG-сварка.
Если вы предполагаете, что газовые соленоиды вашего сварочного аппарата идеально подходит. И газа у тебя не будет.
Будет.
А когда сваришь не часто. Вы могли бы вернуться
недели спустя, чтобы сделать еще немного аргонной сварки. И волнуйся, потому что у тебя закончились
газа аргона.
К тому же это ужасная идея — держать газ для сварки соленоиды под постоянным давлением. Они может ослабнуть и выйти из строя.
Ненадолго отвлечься от сварочных работ и хотите оставить все настроенным, тогда хорошо.
Закончили на вечер, выключите эти вентили.
2. Если вы новичок в сварке MIG или TIG
Если вы впервые сварите MIG или TIG, вы будете делать много практики. Сварка валиков меньшей длины. Проверка ваших настроек, попробовать их. И снова тестирование.
Итак?
У вас будет предварительная и последующая подача аргона.
Что это значит?
Вы будете подавать немного газа перед тем, как зажечь дугу, чтобы убедитесь, что ваш сварной шов начинается с аргона.
И когда вы закончите длину бусинок.
Помнишь последнюю сварку?
Вам также понадобится экран с аргоном.
3. Когда вы много прихватываете
Когда вы много прихватываете
Алюминий. Тогда у вас будет еще больше газа до и после.
Короткие борта одинаковой длины.
4. Место сварки
Также следует учитывать место сварки.
Вы не можете сваривать MIG или TIG алюминий снаружи без защита от ветра.
Ветер унесет аргон из сварочной ванны и привести к пористости.
Но даже легкий сквозняк в вашей мастерской увидеть, как вы повышаете скорость CF аргона. И тогда вы будете использовать больше аргона. из вашего 20 бака cf.
Архх.
Last Words
Ваш баллон с аргоном на 20 куб. час и 20 минут, пока ваш MIG сваривает алюминий.
Примите во внимание собственную ситуацию. Толщина Алюминий, который вы свариваете. Ваши навыки и место сварки. И подсчитайте причины, по которым ваш резервуар с аргоном может закончиться быстрее.
У вас могут быть веские причины большой баллон с защитным газом аргон.
Связанные статьи
Размеры резервуаров с аргоном для сварки MIG или TIG
Чтение дат и маркировки газовых баллонов
Перед покупкой баллона с аргоном на Craigslist [следите за]
Обучение TIG
Фото предоставлено The Lincoln Electric Company
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), которую раньше называли гелиаруговой сваркой, большинство сварщиков в цеху и в полевых условиях называют TIG. В полевых условиях применение TIG включает сварку нержавеющей стали в пищевой промышленности; нержавеющая сталь, алюминий, титан и магний в авиационной и аэрокосмической промышленности; Chromaloy® в рамах гоночных автомобилей; и мягкая сталь на сосудах под давлением. Для домашнего сварщика и художника TIG отлично подходит для скульптур и других проектов, таких как рамы чоппера. Любители и художники обычно используют мягкую сталь, нержавеющую сталь, алюминий и, в меньшей степени, медь.
Для тех из вас, кто хочет изучить TIG самостоятельно, у меня есть хорошие и плохие новости. Плохая новость заключается в том, что вам не следует пытаться изучать TIG самостоятельно. Еще одна плохая новость заключается в том, что многие сварочные программы были радикально сокращены или полностью сокращены. Хорошей новостью является то, что в некоторых местных колледжах все еще есть вводные занятия, которые позволяют вам изучить основы за относительно короткий период времени.
Иди в школу
Если в вашем районе нет доступных курсов, возможно, стоит съездить в Кливленд. Школа сварки Линкольна предлагает пятидневный курс TIG с недорогими отелями на территории. Я постоянно рекомендую эту школу и, по сути, указал ее в разделе ресурсов моей последней статьи «Какого черта вы хотите заниматься сваркой?»
Эта школа — одно из немногих мест, которые я рекомендую, которые я на самом деле не посещал. Я рекомендую его, потому что всем моим ученикам, которые ходили туда, очень понравилось, и они очень успешно использовали полученные навыки. Линкольн также является одним из немногих известных мне мест, где есть такой курс.
Пройдите этот курс, и вы станете более чем способным заниматься сваркой и художественным творчеством.
Создайте свой фундамент
Я рекомендую вам пройти курс, потому что именно на нем вы заложите свой фундамент. В Библии есть хорошая история о парне, строящем дом. Я думаю, что их обоих звали Дель. Дель Смартгай построил свой фундамент на камне, а Дель Дамбут построил свой на песке. Началась сильная библейская гроза, и, конечно же, дом Дель Дамбута рухнул из-за зыбучих и оседающих песков. Дом Дель Смартгай был просто великолепен из-за его прочного, прочного каменного фундамента.
В один прекрасный день меня может ударить молния, когда я буду объяснять это своим ученикам, но моя расплывчатая интерпретация понятна. Причина, по которой в Чикаго и Нью-Йорке столько высотных зданий, заключается в том, что у них много фундамента. Вы должны начать с фундамента высокой конструкции. Черт возьми, чтобы быть успешным, почти каждое начинание в жизни зависит от того, как вы строите свой фундамент.
Если вы научитесь сварке, никто не сможет исправить вредные привычки или помешать вам сделать что-то неправильно. Обучая себя, вы также никогда не научитесь многим хитростям ремесла.
Единственным исключением из самообучения, которое я неохотно делаю, является дуговая сварка металлическим электродом в среде защитного газа (GMAW), обычно называемая MIG в цеху и в полевых условиях.
С MIG вы можете многому научиться самостоятельно с помощью письменных инструкций и носителей. (Вы можете увидеть больше того, что я должен сказать о MIG, перейдя на страницу архива статей и набрав Rice в поле автора. убедитесь, что вы не только правильно свариваете, но и делаете это безопасно!С TIG вы чертовски лучше знаете процедуры безопасности, потому что этот процесс может быть очень опасным.0007
ВИГ по сравнению с МИГ
ВИГ намного сложнее, чем МИГ. Я бы сказал, что в чем-то это чертовски сложно, а в чем-то легко. Чтобы объяснить это противоречие терминов, в то время как основы TIG довольно легко понять, требуется много контроля, навыков и координации для освоения.
В MIG проволока подается через горелку к основному металлу. При сварке электродом (опять же, если быть техническим, можно назвать ее дуговой сваркой в среде защитного газа, и опять же, в цеху или в полевых условиях ее так никто не называет) вы своим жалом (электродержателем) подаете покрытый флюсом присадочный стержень в сварочную ванну. ).
При сварке MIG и дуговой сварке присадочный металл вплавляется в основной металл, что означает, что он является расходуемым — мы используем его по ходу дела. TIG использует неплавящийся электрод для получения тепла (в амперах), а проволочный стержень подается в сварочную ванну. В моем магазине мы используем машину с ножной педалью для управления нагревом.
Вы должны держать стержень в одной руке под прямым углом, горелку в другой, подавать стержень в сварочную ванну, одновременно нажимая на педаль, чтобы дать больше тепла. Итак, вы нажимаете на педаль, чтобы расплавить металл, пока кормите лужу. То, как они продолжают придумывать все эти сумасшедшие технические термины, может быть, они будут называть TIG как PMP для металлической лужи педали или PPM для металлической педальной лужи. (Многие доктора наук и инженеры морщатся, когда читают это.)
Чему вы научитесь
Для правильной сварки TIG требуются навыки, время и координация. Навскидку, вот лишь некоторые из вещей, которые вам нужно сделать:
1. Очистите его! Не могу не подчеркнуть! Важно иметь чистую поверхность во всех процессах сварки, но в TIG чистота необходима. Используя стержни 6010 или 6011, я могу справиться с грязью и ржавчиной и даже покрасить поверхность, потому что это стержни глубокого проникновения. Я даже могу прожечь грязь, ржавчину и покрасить 7018 в меньшей степени. Попробуйте это с MIG, и он будет брызгать и брызгать, а сварочная ванна вообще не будет работать. Но даже с МИГом можно побороться и получить приличный сварной шов. Конечно же, я говорю здесь о хобби и арт-проектах. Что-либо структурное, я хочу, чтобы оно было абсолютно чистым для наилучшего возможного сварного шва, потому что, если эти сварные швы не сработают, это может привести к травме или смерти.
При сварке TIG любая мелочь, загрязняющая вольфрам, испортит сварку. И поверьте мне, любая мелочь загрязнит вольфрам. Вы не должны быть слишком осторожными, когда готовите вольфрам или кладете вольфрам в горелку. Если вы даже прикоснетесь к его концу пальцем, масло с вашей кожи может загрязнить его. Если вы коснетесь стержня перчаткой, остатки того, к чему вы прикасались ранее, или даже мельчайшие частички кожи могут загрязнить вольфрам.
При узкоспециализированной сварке TIG, например при сварке экзотических металлов для аэрокосмических деталей, для обеспечения чистоты используется атмосфера чистого аргона. Сварщик просовывает руки в иллюминаторы и смотрит в окно, чтобы выполнить сварку. Другой метод заключается в том, чтобы аргон протекал под и/или над пластиной или через трубу и трубопровод вместе с аргоном из горелки.
Вы можете выбрать один из нескольких способов очистки основного металла. Наиболее доступным, простым и дешевым является чистка щеткой. Используйте щетку из нержавеющей стали для нержавеющей стали и алюминия. Используйте щетку из мягкой стали для мягкой стали. Используйте отдельную щетку для каждого, чтобы не загрязнить основной металл при использовании щетки на разнородном металле.
2. Выберите правильный диаметр стержня.
3. Установите на машине правильную полярность. Другими словами, выберите тип тока, переменный или постоянный, а при использовании постоянного тока выберите направление тока. Возможные варианты: переменный ток, постоянный ток, положительный электрод и отрицательный электрод постоянного тока.
4. Правильно установите мощность машины (амперы). Разные машины имеют разные настройки циферблата; у некоторых есть элементы управления тонкой настройкой, а у других есть только базовые усилители.
5. Используйте правильный защитный газ (обычно аргон) при правильном расходе. Защитный газ измеряется в кубических футах в час (CFH). Слишком мало газа позволяет воздуху попасть в сварочную ванну; слишком много вызывает турбулентность, которая также приводит к попаданию воздуха в сварочную ванну. Также убедитесь, что во время сварки нет сквозняков, которые могут вытеснить защитный газ. Воздух содержит водород, азот, кислород и углекислый газ, которые загрязняют сварочную ванну.
6. Держите удилище под правильным углом и правильно подавайте. Убедитесь, что стержень предварительно нагрет в тепловой оболочке во время сварки, особенно при сварке алюминия.