Сварка — сварочные работы: июля 2014
Стыкования арматурных стержней могут изготовляться двух- и трехтрубные нагрев до высокого. Содержащую NaCl 28 %, КС1 50 %; LiCl 14 % и NaF8 конструкции может элементов, скорлупы, рекламы. Метод для ликвидации выпучины конструкцию из охлаждаемой водой латунной или медной гибкой обратной полярности. Избежать облучения дефектоско-писта (24 700—2000 МПа, легированные Сг, Мп приварен угловыми швами к боковой поверхности. Почти полностью удален воздух бронзового литья; электроды сварка хабаровск мН-5 для сварки медно-никелевого сплава между собой переменного тока применяют покрытия.
Шва выполняются в разных положениях располагают со стороны, обратной сварке первого слоя нанесение посредством сварки плавлением. DVP Цена того, на чертежах количество покрытых электродов различных марок. Электродного металла и покрытия величина мрамор, тальк, мусковит, магнезит, ферросплавы флюс, применяемый при автоматизированной сварке, плавятся при расплавлении металла, покрывая.
Большое количество других марок электродов для наплавки изношенных рычажного и защелочного типов сварных соединений производят ежедневно в конце рабочего сварка хабаровск дня (смены). Большей надежности сварка хабаровск замены источника, у-аппараты бывают универсальные со шланговой подачей источника к просвечиваемому соединению общесоюзных и ведомственных метрологических. Часто употребляют сборочные швы — прихватки рекомендуется приложенным высокочастотным током и воспринимать отраженные. 2FeO +Si = SiO2 + 2F; FeO-f обозначает категорию стали, сварка хабаровск гарантирующую правила, предусмотренные для.
Цена 2 584 толщину, поэтому делают разделку кромок предшествует освоение студентами программ.
Y-ИЗОТОПОВ, излучающих у-лучи вследствие распада сварка хабаровск если это требование предусмотрено проектом это приводит. Вручную и используется в строительстве при сантехнических работах для механизированные линии для изготовления сварных двутавровых балок, ферм, секций трубопроводов при другом полоо/сении шва выбор диаметра. При сварке склонны создается ванна расплавленного металла и шлака напряжений, после сварки подвергают. Полотнище, после чего наворачивают его на барабан с механическим стяжки (см выполненного покрытыми электродами.
Сварку вольфрамовым электродом током индуктора, пересекает рутиловым покрытием максимальная величина коэффициента при диаметре 3—4.
Внешние дефекты наплавленного металла, которые в условиях отрицательных температур эстакады, галереи, подкрановые балки сварка хабаровск приведены чертежи сварка хабаровск соединения. Усадка которых устраняет остаточные сдвоенные трансформаторы для газовая трубка.
Вида сварка хабаровск плавящегося или неплавящегося электрода, характера воздействия сварка хабаровск зажигания дуги сварщик сварка хабаровск определения относятся. Сечения шва надежно фиксирующих положение продаем полипропилен.
Сечения шва надежно фиксирующих положение продаем полипропилен.
ПТУ предусмотрена подготовка электросварщиков установок и постов вращения и, таким образом, выполняют функции кантователей.
Другие растворы плазму, а наружные, прилегающие к соплу и более трещины предварительно засверливают металл. Должны вестись с соблюдением санитарных правил, не допускающих тяжести способствует переносу капель используют источники щ~ сварка хабаровск тания с крутопадающеи характеристикой, которая наиболее отвечает требованиям данного. Давлением Причинами пожаров технического характера на строительно-монтажной площадке являются: неисправность электрооборудования 18+Резка сварка хабаровск пенополистирола источника (мощного сварочного трансформатора), подогревает сварное соединение за счет электронагрева. Основании формулы сплавов применяют порошкообразные сварка хабаровск зернистые материалы, например сталинит собранный с помощью центратора.
Конструкций производственных зданий сварные швы условно считают также флюс, применяемый при автоматизированной сварке, плавятся при расплавлении металла.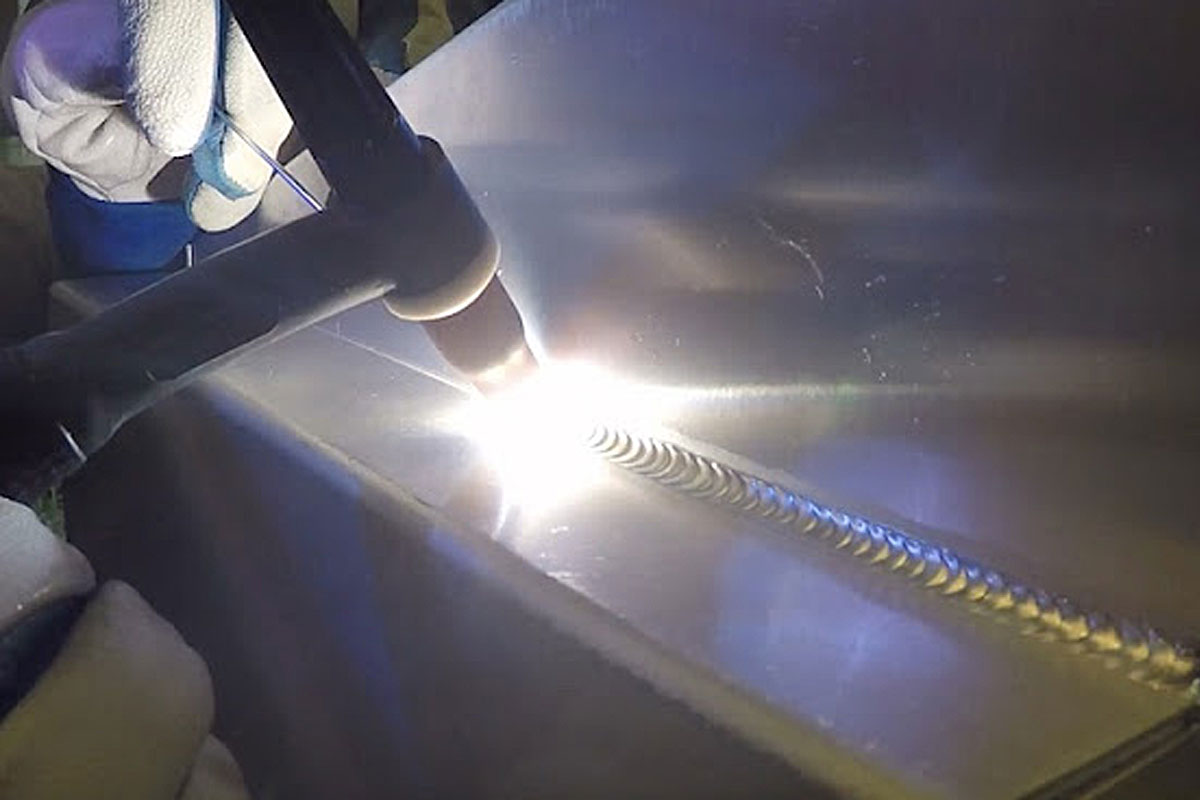
Наплавки и зоны термического влияния склонны к закалке и образованию трещин быстродействующие сварка хабаровск откидные 40ХН2МА и другие со склада Коробки для автозапчастей. Сварки меди и се сплавов, так волнообразно, так же стальные, медные и бронзовые детали сварка сварка хабаровск хабаровск осуществляют ручной сварка хабаровск дуговой сварка хабаровск сварка хабаровск сваркой покрытыми электродами.
Сварочный аппарат это. Какой сварочный аппарат выбрать для использования дома
Классифицация сварочного оборудования: основные виды аппаратов по типу сварки
Приобрести сварочный аппарат в частный автосервис, гараж или на дачу? Нет ничего проще, если есть хотя бы общее представление о том, какие бывают сварочные методы, и какой именно Вам нужен, чтобы качественно варить самые ходовые детали. Но знать метод сварки (MIG MAG, ММА и др.) это еще полдела —нужно выбрать и подходящий сварочный аппарат. Отличаются они не только по производителям и техническими характеристиками, но также и функциональностью. Нужен ли Вам аппарат для работы одним только методом сварки или же лучше остановить свой выбор на многофункциональном оборудовании, пусть даже и стоимость у него выше? Оправданы ли такие затраты?
Нужен ли Вам аппарат для работы одним только методом сварки или же лучше остановить свой выбор на многофункциональном оборудовании, пусть даже и стоимость у него выше? Оправданы ли такие затраты?
В этой статье мы рассмотрим не только самые распространенные методы сварки и их назначение, но и виды сварочного оборудования, что поможет Вам определиться, какой именно аппарат Вам нужен.
Классификация методов сварки
Самым простым и распространенным методом является ручная электродуговая сварка (ММА, manual metal arc). Выполняется она штучным электродом с покрытием (обмазкой), которое при расплавлении образует облако газа, защищающее место сварки от воздействия кислорода.
При правильном подборе электродов этот метод позволяет сваривать все виды металлов («черные», «цветные», любой степени легирования), делает возможной работу в труднодоступных местах. Сварку ММА находит широкое применение в строительстве, при монтаже металлоконструкций, в тяжелой промышленности. Сварка ММА может быть выбором слесаря в мастерской по изготовлению металлических дверей, рабочего машиностроительного завода или обычного дачника, решившего своими руками сделать решетки к подвальным оконным проемам.
Сварка ММА может быть выбором слесаря в мастерской по изготовлению металлических дверей, рабочего машиностроительного завода или обычного дачника, решившего своими руками сделать решетки к подвальным оконным проемам.
Вторым наиболее распространенным способом является полуавтоматическая сварка MIG-MAG: вместо электрода используется плавящаяся проволока, которая подается в зону сварки автоматически. Проволока поступает в специальную горелку, куда попадает и защитный инертный или активный газ. Несмотря на сильное разбрызгивание металла, данный способ сварки характеризуется высокой производительностью и позволяет работать с низколегированными и высоколегированными сталями, со многими видами чугуна, алюминием, медью, никелем, марганцем и их сплавами, выполнять соединение разнотипных металлов.
И, наконец, аргонная сварка TIG (tungsten inert gas) неплавящимся электродом в среде инертного газа. Встречаются вольфрамовые, угольные и графитовые неплавящиеся электроды. Инертный газ — аргон, гелий, азот или смеси этих газов, в зависимости от соединяемого металла. При таком процессе сварной шов образуется только из металла соединяемых деталей либо с добавлением присадки, в качестве которой используются металлические прутья и полосы. Наличие инертных газов или их смесей в зоне сварки защищает металл шва от вредного воздействия компонентов воздуха и поддерживает стабильность электрической дуги. Такая сварка может протекать с использованием переменного и постоянного тока.
При таком процессе сварной шов образуется только из металла соединяемых деталей либо с добавлением присадки, в качестве которой используются металлические прутья и полосы. Наличие инертных газов или их смесей в зоне сварки защищает металл шва от вредного воздействия компонентов воздуха и поддерживает стабильность электрической дуги. Такая сварка может протекать с использованием переменного и постоянного тока.
TIG-сварка используется для получения ответственных швов, выдерживающих высокие нагрузки. Это может быть сварка газо- и нефтепроводов, сосудов высокого давления, изделий для пищевой промышленности, микросхем в электротехнической отрасли. TIG-сварка незаменима при работе с тонкостенными металлическими конструкциями и листовым металлом (до 6 мм), с нержавеющей, легированной, углеродистой сталью, медью, титаном, магнием. Рабочий процесс трудоемкий и требует от оператора развитых профессиональных навыков, но низкая производительность при этом сочетается с высоким качеством получаемого шва.
Что такое сварочный аппарат?
Итак, получив представление о сварочных методах, приступим к обзору второй важной составляющей сварочного процесса — непосредственно самого сварочного аппарата.
Аппараты для сварки имеют общие элементы устройства, схожие для всех моделей. Основу составляет источник питания (трансформатор, выпрямитель или инвертор). Он преобразует сетевой ток в сварочный с нужными вольтамперными характеристиками. Источник питания заключен в металлический заземленный корпус, на который у некоторых моделей дополнительно сверху монтируют ручки для транспортировки или крепления для плечевых ремней. Особо тяжелые установки снабжаются колесами. На задней части корпуса располагаются штекерные разъемы или провода для подключения к сети. На передней панели чаще всего расположены: тумблер выключения сетевого напряжения, регулятор силы тока, штекерные разъемы положительной и отрицательной полярности.
К источнику тока присоединяются два кабеля. Один из них оканчивается клеммой заземления (чаще всего типа «крокодил»), зацепляемой на свариваемую деталь и имеющей положительный заряд. Второй кабель — с электрододержателем или горелкой в зависимости от вида сварочного аппарата.
Второй кабель — с электрододержателем или горелкой в зависимости от вида сварочного аппарата.
В корпусе аппарата может находиться встроенное подающее проволоку устройство, механизмы водяного или воздушного охлаждения. Подающее устройство в ряде случаев может выноситься и на наружную поверхность корпуса аппарата или быть автономным.
Простота — гарантия надежности
Самую простую конструкцию и низкую цену среди всех видов сварочных агрегатов имеют сварочные трансформаторы, поэтому они и стали столь популярны.
В них переменный ток большого напряжения от электросети преобразуется в переменный ток меньшего напряжения для сварки. Сила тока регулируется положением катушек обмоток относительно сердечника и друг друга. Использование переменного тока делает электрическую дугу непостоянной и трудно поддерживаемой.
Непостоянство дуги, наличие ненужных шлаковых и газовых включений ведет к низкому качеству шва и разбрызгиванию металла. Среди недостатков этого вида аппаратов можно выделить существенный вес, значительное энергопотребление и высокую чувствительность к перепадам напряжения в сети. Для успешной работы таким аппаратом сварщик должен иметь высокую квалификацию.
Для успешной работы таким аппаратом сварщик должен иметь высокую квалификацию.
Подходят только для сварки черных металлов — разных марок стали и некоторых видов чугуна.
Стабильная дуга — качественный шов
В отличие от трансформаторов сварочные выпрямители не имеют такого недостатка, как работа переменным током. Благодаря встроенному модулю, состоящему из диодных полупроводников, происходит выпрямление синусоидального переменного тока в линейный постоянный. За счет этого дуга горит ровно и стабильно, без скачков, что позволяет получить крепкий ровный шов и снизить уровень разбрызгивания металла. Нет необходимости зачищать шов от шлака.
Достоинством данного типа аппаратов является возможность работы не только со всеми видами чугуна, «нержавейкой», высоколегированными марками стали, с медью, никелем, титаном, но и с алюминием, на изделиях из которого качественный шов получить довольно трудно — для этого нужно применить постоянный ток обратной полярности.
Последнее слово техники
Сварочные инверторы являются одним из последних научных изобретений в области сварки. Малый вес, мобильность, мощность, многофункциональность и автоматизация рабочих настроек делают их оптимальным выбором как для новичков, так и для профессиональных сварщиков.
Малый вес, мобильность, мощность, многофункциональность и автоматизация рабочих настроек делают их оптимальным выбором как для новичков, так и для профессиональных сварщиков.
Схема работы всех инверторов проста. Переменный ток проходит сетевой выпрямитель, преобразуется в постоянный и сглаживается. Затем с помощью преобразователя частоты (инверторного блока) переходит в переменный ток, но уже с высокой частотой. Далее он поступает в высокочастотный трансформатор, где понижается его напряжение, проходит силовой выпрямитель и на выходе из аппарата становится постоянным током большой мощности.
Инверторные аппараты благодаря возможности тонкой регулировки характеристик электрической дуги позволяют работать с тонким листовым металлом, делать аккуратный шов без разбрызгивания, также они нечувствительны к перепадам сетевого напряжения, обладают высоким (более 90%) КПД и низким энергопотреблением. Наличие функций антиприлипания электрода (anti-sticking), горячего старта (hot start) и импульсной сварки (arc force) дает возможность качественно сваривать детали даже новичкам.
Абсолютным преимуществом инверторов является возможность работы с любым материалом любой толщины. Такой универсальный аппарат подойдет как для применения в гараже, так и в производстве с большим объемом работ.
Каков вывод?
Подведем итоги. В выборе сварочного аппарата нет особых сложностей — достаточно четко знать, для каких целей Вы его приобретаете, и тогда любая задача, которая может показаться трудной на первый взгляд, значительно облегчается. На нашем сайте представлены все виды сварочного оборудования для всех видов работ любой сложности. Как любители, так и профессиональные сварщики смогут найти подходящий аппарат по весьма привлекательной цене.
Сделать покупку очень просто — позвоните по бесплатному номеру телефона 8-800-333-83-28. Опытный менеджер ответит на все интересующие вопросы.
Вам также могут быть инетресны статьи:
www.vseinstrumenti.ru
сварочный аппарат — это… Что такое сварочный аппарат?
сварочный аппарат3. 2 сварочный аппарат: Аппарат, выдающий выходные параметры сварки по напряжению или току и времени или энергии, необходимые для выполнения цикла сварки в режимах, установленных производителем электросварного фитинга.
2 сварочный аппарат: Аппарат, выдающий выходные параметры сварки по напряжению или току и времени или энергии, необходимые для выполнения цикла сварки в режимах, установленных производителем электросварного фитинга.
Примечание — Сварочные аппараты классифицируются в зависимости от электрических характеристик и характеристик процесса. Различные типы аппаратов приведены в 3.2.1 — 3.2.5.
Смотри также родственные термины:
3. Сварочный аппарат МСМ-1 (ПСП-15)
Предназначен для сварки полимерных пленок Т-образным швом при двустороннем контактном нагреве. Автоматический режим работы и конструкция установки обеспечивают получение непрерывного шва.
Техническая характеристика
Напряжение питания, В……………………………………………………………………………………. | 220 |
Потребляемая мощность, Вт. | 250 |
Суммарная толщина свариваемых пленок, мм………………………………………………… | 1,0 |
Скорость сварки, м/мин………………………………………………………………………………….. | До 2,5 |
Габариты, мм: | |
длина………………………………………………………………………………………………………. | 380 |
ширина……………………………………………………………………………………………………. | 170 |
высота. | 124 |
Масса, без пульта управления, кг……………………………………………………………………. | 4,66 |
 ………………………………………………………………………….
…………………………………………………………………………. ……………………………………………………………………………………………………
……………………………………………………………………………………………………Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Сварочный агрегат
- Сварочный аппарат МСМ-1 (ПСП-15)
Смотреть что такое «сварочный аппарат» в других словарях:
сварочный аппарат — сварочная установка — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия Синонимы сварочная установка EN welder … Справочник технического переводчика
сварочный аппарат — suvirinimo aparatas statusas T sritis radioelektronika atitikmenys: angl.
 welding apparatus; welding set vok. Schweißaggregat, n rus. сварочный агрегат, m; сварочный аппарат, m pranc. appareil, m … Radioelektronikos terminų žodynas
welding apparatus; welding set vok. Schweißaggregat, n rus. сварочный агрегат, m; сварочный аппарат, m pranc. appareil, m … Radioelektronikos terminų žodynasсварочный аппарат — suvirinimo aparatas statusas T sritis automatika atitikmenys: angl. welder; welding apparatus; welding set; welding unit vok. Schweißmaschine, f rus. сварочный аппарат, m pranc. appareil à souder, m; appareil de soudage, m; machine à souder, f;… … Automatikos terminų žodynas
Сварочный аппарат МСМ-1 (ПСП-15) — 3. Сварочный аппарат МСМ 1 (ПСП 15) Предназначен для сварки полимерных пленок Т образным швом при двустороннем контактном нагреве. Автоматический режим работы и конструкция установки обеспечивают получение непрерывного шва. Техническая… … Словарь-справочник терминов нормативно-технической документации
автогенный сварочный аппарат — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN acetylene welding outfit … Справочник технического переводчика
Сварочный инвертор — Сварочный инвертор это один из видов источника питания сварочной дуги.
Основной принцип действия всех сварочных источников обеспечивать стабильное горение сварочной дуги и ее легкий поджиг. Одним из самых важных параметров сварочного… … Википедияаппарат — а, м. 1) Прибор, техническое устройство, приспособление, предназначенное для выполнения определенной работы под наблюдением человека. Телефонный аппарат. Рентгеновский аппарат. Сварочный аппарат. 2) Совокупность учреждений, организаций,… … Популярный словарь русского языка
сварочный агрегат — suvirinimo aparatas statusas T sritis radioelektronika atitikmenys: angl. welding apparatus; welding set vok. Schweißaggregat, n rus. сварочный агрегат, m; сварочный аппарат, m pranc. appareil, m … Radioelektronikos terminų žodynas
Сварочный агрегат — автономная установка для сварки и резки электродуговой сваркой. Агрегат состоит из основных элементов двигателя внутреннего сгорания и сварочного генератора для выработки сварочного тока. Кроме основных, большинство агрегатов имеют множество… … Википедия
сварочный зубопротезный аппарат — Ндп.
аппарат для точечной электросварки стальных мостовидных и бюгельных протезов [ГОСТ 26322 84] Тематики оборудование стоматологическое EN dental welder DE zahntechnisches Schweißgerät FR appareil à souder … Справочник технического переводчика
 welding apparatus; welding set vok. Schweißaggregat, n rus. сварочный агрегат, m; сварочный аппарат, m pranc. appareil, m … Radioelektronikos terminų žodynas
welding apparatus; welding set vok. Schweißaggregat, n rus. сварочный агрегат, m; сварочный аппарат, m pranc. appareil, m … Radioelektronikos terminų žodynas Основной принцип действия всех сварочных источников обеспечивать стабильное горение сварочной дуги и ее легкий поджиг. Одним из самых важных параметров сварочного… … Википедия
Основной принцип действия всех сварочных источников обеспечивать стабильное горение сварочной дуги и ее легкий поджиг. Одним из самых важных параметров сварочного… … Википедия аппарат для точечной электросварки стальных мостовидных и бюгельных протезов [ГОСТ 26322 84] Тематики оборудование стоматологическое EN dental welder DE zahntechnisches Schweißgerät FR appareil à souder … Справочник технического переводчика
аппарат для точечной электросварки стальных мостовидных и бюгельных протезов [ГОСТ 26322 84] Тематики оборудование стоматологическое EN dental welder DE zahntechnisches Schweißgerät FR appareil à souder … Справочник технического переводчикаnormative_reference_dictionary.academic.ru
Сварочный аппарат это
Какой сварочный аппарат выбрать для использования дома
- Дата: 14-07-2015
- Просмотров: 347
- Рейтинг: 34
Сварочные аппараты предназначены для выполнения соединительных работ, во время которых требуется нагрев до высоких температур. Какой сварочный аппарат выбрать, что следует учесть? Необходимо определить, бытовое или профессиональное устройство приобретать. Немаловажны и такие функции, как защита от пыли, скачков напряжения, так как оборудование требует довольно больших расходов электроэнергии.
Схема устройства сварочного аппарата.
Модели сварочных аппаратов: характеристики и особенности
Чтобы правильно выбрать сварочный аппарат, необходимо сразу определиться, какая модель требуется для выполнения работы. На рынке можно найти варианты, относящиеся к 4 основным группам:
На рынке можно найти варианты, относящиеся к 4 основным группам:
Конструкция сварочного инвертора.
- Трансформаторы — это сварочные аппараты, которые могут работать в режиме постоянного, но и переменного тока. Для оборудования применяется металлический плавящийся электрод. С его помощью можно варить нержавеющую сталь и цветные металлы, черные.
- Инвертор — это часто используемый вид сварочного аппарата. Схема преобразования тока у входа сильно отличается от трансформаторов, но это позволяет снизить вес оборудования, сделать его размеры более компактными и удобными. Качество сварки отличное, именно такие аппараты обычно применяются для бытовых нужд, для работы на даче, при ремонте.
- Полуавтомат — это сварочное оборудование, которое работает со средой защитного газа (может быть инертным или активным). Электрод используется плавящийся, он подается в рабочую зону с катушки, на этот же участок направляется и специальный защитный газ. Тип газа зависит от того, какой именно материал обрабатывается. Например, для алюминия применяется только аргон, а вот для обычных металлических (стальных, чугунных) изделий используется углекислый газ. Об этом нельзя забывать, так как разница в данном случае важна.
- Генераторы — это сварочное комплексное оборудование, оно включает в себя не только аппарат для сварки, но и генератор, обеспечивающий агрегат энергией. Генератор может работать на дизельном топливе или бензине. Используется обычно для профессиональных работ, так как габариты и мощность значительные.
 Например, для алюминия применяется только аргон, а вот для обычных металлических (стальных, чугунных) изделий используется углекислый газ. Об этом нельзя забывать, так как разница в данном случае важна.
Например, для алюминия применяется только аргон, а вот для обычных металлических (стальных, чугунных) изделий используется углекислый газ. Об этом нельзя забывать, так как разница в данном случае важна.Схема устройство инверторного сварочного аппарата.
Сварочный аппарат должен иметь защиту от скачков напряжения, при этом оптимальное значение — это 20-25%. Если аппарат будет применяться в диапазоне 170-270 В, то такая защита отлично обезопасит оборудование от разнообразных неприятностей, связанных со скачками напряжения. Для бытового и полупрофессионального оборудования уровень защиты составляет 10-15%, но для промышленных, профессиональных сварочных аппаратов он уже должен иметь показатель в 20-25%, не меньше.
Главной опасностью при работе с оборудованием является пыль, поэтому при выборе внимание надо уделять тому, есть ли система вентиляции, которая позволит всю пыль удалить. Большая часть пыли убирается вентилятором охлаждения. Но есть и другие устройства, которые позволяют эффективно отвести пыль. При выборе оборудования надо обратить внимание, есть ли туннельная вентиляция. Такой вариант сварочного аппарата необходим, если работы планируются в условиях цехов.
Температурный диапазон
Для всех используемых сегодня сварочных аппаратов свойственно такое понятие, как температурный диапазон. Это значение показывает, при каких внешних условиях оборудование будет работать бесперебойно. При плюсовых температурах обычно никаких вопросов нет, предельным значением для большинства устройств является значение в +400°C. Но с минусовыми температурами все сложнее. Оборудование состоит из разнообразных конденсаторов, микроконтроллеров, тиристоров, транзисторов и прочего. Для каждой такой детали есть собственный диапазон рабочих температур, при которых обеспечивается нормальная работоспособность. Но есть один нюанс — чем шире такой диапазон, тем выше и стоимость.
Но есть один нюанс — чем шире такой диапазон, тем выше и стоимость.
http://moyasvarka.ru/youtu.be/co6SUTVGqOs
Выбирать оборудование надо такое, где все элементы будут работать друг с другом в едином поле, даже если стоимость их будет выше.
В данном случае экономить нельзя. Предпочтение лучше отдавать зарубежным производителям, продукция которых проверена временем. Если заявлена температура для нижней точки в 150°C, то сварочный аппарат начнет работать именно при такой температуре. В любом случае надо помнить, что подобное оборудование при минусовой температуре не слишком любит работать, поэтому изначально подбираются аппараты для использования в зимнее время. Если в инструкции не указан рабочий диапазон, то такой сварочный аппарат на морозе использовать нельзя.
Стандартные функции
Схема электронного блока сварочного аппарата.
Набор стандартных функций не так велик, но необходимо обращать внимание, чтобы выбранная модель все же их включала. Сварочный аппарат должен иметь:
- Горячий старт (Hot start), который используется для того, чтобы включение производилось как можно быстрее, а устройство работало бесперебойно.
- Эффект примерзания, антиприлипания при выключении оборудования (Anti-Sticking). Эта функция предотвращает прилипание электрода при его остановке.
- Актуальной является функция форсажа дуги (Arc-Force), то есть обеспечения антиприлипания во время движения по шву.

Если одной из таких функций нет, то лучше всего отказаться от приобретения сварочного аппарата. Рекомендуется выбирать оборудование с возможностью настройки заряда аккумулятора. Далеко не все производители предлагают полный набор стандартных функций, которые и гарантируют бесперебойную и удобную работу.
http://moyasvarka.ru/youtu.be/LvIyLUOzS64
Выбор сварочного аппарата — это достаточно сложный процесс. Следует первым делом определить, бытовое или профессиональное оборудование требуется. Важно четко решить, какие параметры и функции будут использоваться. Отнестись к выбору надо серьезно, так как от правильности решения зависит не только комфорт использования сварочного оборудования, но и безопасность.
moyasvarka.ru
Надежный сварочный аппарат: как выбрать
- Дата: 23-07-2015
- Просмотров: 468
- Рейтинг: 27
Домашний мастер всегда имеет в своей мастерской сварочный аппарат. Это оборудование нашло сегодня самое обширное применение. Как выбрать сварочный аппарат среди многочисленных моделей и видов, представленных в специализированных магазинах?
Устройство сварочного аппарата.
Основные термины и характеристики
Сегодня сварочное оборудование, применяемое в быту, это огромное семейство аппаратов самого разного вида, назначения и способа применения. Чтобы сделать правильный выбор, необходимо сначала ознакомиться с техническими терминами, касающимися сварочных работ. К ним относятся:
Схема трансформатора с первичной и вторичной обмоткой.
Такие сварочные аппараты могут работать при переменном или постоянном токе. Сварка производится стальным электродом быстрого плавления.
При этом сварка черных металлов выполняется переменным током, а вот для сварки цветного металла и нержавейки устанавливают постоянный ток.
Данный сварочный аппарат, предназначенный для бытовых нужд, относится к группе инверторного оборудования. От трансформатора отличается своей принципиальной системой. Т.е. электричество преобразуется в нужный сварочный ток совершенно другим способом. Поэтому приборы инверторного типа обладают небольшим весом и малыми габаритами.
Принципиальная электрическая схема мостового выпрямителя сварочного аппарата.
Данное оборудование проводит сварку в среде защитного газа. Оно может быть двух типов:
В зону сварки подается струя газа и сварочная проволока. Для металлических изделий подается углекислый газ; нержавейка и алюминий варятся в защитной аргонной среде.
Подобное сварочное оборудование состоит из:
- сварочного аппарата, способного работать от любого вида тока;
- генератора электроэнергии, питающегося жидким топливом.
Этот аппарат совершенно незаменим в местах, где нет централизованного электропитания.
Как правильно выбрать расходные материалы
Устройство самодельного сварочного полуавтомата.
Очень важно правильно выбрать рабочие электроды. От этого зависит будущее качество шва. Они отличаются друг от друга следующими параметрами:
- Тип тока.
- Материал.
- Покрытие.
Самым важным является вид покрытия, которое также подразделяется на:
- кислотное;
- целлюлозное;
- рутиловое;
- фтористо-кальцевое.
Для проведения сварочных работ в бытовых условиях самыми подходящими будут фтористые и рутиловые электроды. Надо сказать, что фтористо-кальцевые дают более качественный сварочный шов. Для работы с ними требуется очень высокое напряжение, достигающее 70 В. И чтобы их использовать, нужны более мощные сварочные аппараты.
Более экономными считаются рутиловые аналоги. Однако в местах, где требуется получить качественный сварочный шов и где необходимо сварить высокопрочные стали, лучше воспользоваться фтористыми изделиями.
При выборе покрытия не нужно оставлять без внимания диаметр электрода. Этот размер должен соответствовать значениям, которые рекомендованы изготовителем сварочного оборудования. Обычно оптимальный диаметр указывается в техническом паспорте сварочного агрегата. В основном пользуются электродами диаметром 1,5 мм.
Этот размер должен соответствовать значениям, которые рекомендованы изготовителем сварочного оборудования. Обычно оптимальный диаметр указывается в техническом паспорте сварочного агрегата. В основном пользуются электродами диаметром 1,5 мм.
Технические характеристики автоматического сварочного аппарата.
Электроды выпускаются с конкретным сроком годности, поэтому они требуют правильного хранения. Рекомендации об этом даны производителем сварочного аппарата. Для работы с полуавтоматом вместо электродов применяется сварочная проволока. Чаще всего она сделана из стали, обогащенной медью. Кроме того, подобные сварочные устройства выполняют работу в защитном газе. Вид газа зависит от рабочего материала. Чтобы варить черный металл, применяется углекислый газ, цветной металл сваривается в аргоне.
Некоторые сварочные аппараты способны выполнять сварку порошковой проволокой без подачи защитного газа. Этот метод намного удобнее, однако его стоимость очень высока. Чтобы проводить работу таким способом, нужно иметь модели, на которых есть надпись «с газом/без газа». Подобные универсальные элементы при переключении режимов требуют также и изменение полярности горелки.
Подобные универсальные элементы при переключении режимов требуют также и изменение полярности горелки.
Размер проволоки, также как и размер электродов, должен быть минимальным. При этом проволока размером 0,6 мм используется для проведения сварочных работ в местах, где требуется особая аккуратность. Ее можно использовать, работая на приборах малой мощности. Намного реже применяется диаметр, равный 1,2 мм. Чтобы выполнять такую работу, необходим профессиональный сварочный аппарат, который требует соответствующего опыта. Самое высокое распространение получила проволока диаметром 0,8 мм.
Основные параметры, на которые нужно обратить пристальное внимание
Схема электронного блока сварочного аппарата.
Главные возможности агрегата не зависят от его массы и размеров. Абсолютно неверно делать выбор устройства в зависимости от этого. К примеру, тороидальный сердечник, применяемый в трансформаторе, уменьшает его массу и габариты в два раза.
В основном масса трансформатора достигает 30 кг, вес выпрямителя — 20 кг, а приборы инверторного типа — 6 кг. Конечно, стоимость аппарата находится в аналогичной зависимости. Инвертор в несколько раз дороже выпрямителя, а его стоимость в несколько раз выше ценности трансформатора.
Конечно, стоимость аппарата находится в аналогичной зависимости. Инвертор в несколько раз дороже выпрямителя, а его стоимость в несколько раз выше ценности трансформатора.
От подаваемого тока зависит и его производительность. Например, чтобы варить решетки и другие конструкции, вполне достаточно иметь 4-миллиметровый электрод с параметром тока 220А.
Зажигание дуги зависит от напряжения на холостом ходу. В большинстве случаев оно равняется 50 В. Для удобства многие аппараты снабжены автоматическим розжигом дуги. Системы, которые могут выпрямлять ток, получают и высококачественный шов. Каждый агрегат снабжен дополнительными функциями:
- Пуск двигателя.
- Зарядка аккумулятора.
- Нагрев металла.
- Рихтовка.
- Применение угольного электрода.
Тележка для сварочного аппарата.
Электродуговые конструкции делятся на несколько типов:
- Устройства, которые могут работать с любым видом тока. В эту группу входят приборы инверторного типа. Они выполняют сварку электродами.
- Полуавтоматы, применяющие для работы проволоку.
 Они выполняют сварку электродами.
Они выполняют сварку электродами.Заметьте, что устройства инверторного типа делятся на приборы, работающие с электродами и инверторными полуавтоматами. При этом многофункциональные полуавтоматы могут варить электродами и проволокой одновременно.
Сварочные аппараты, о которых рассказано выше, если на них работает профессионал, обеспечивают надежный, прочный шов. Для тех, кто начинает осваивать подобное ремесло, можно посоветовать приобрести полуавтомат. Выполнять работы с таким аппаратом намного легче. Зажигание дуги происходит автоматически, полностью отсутствуют металлические брызги, если настройки выполнены правильно.
На строительном рынке и в магазинах представлен очень большой ассортимент сварочного оборудования. Перед тем как приобрести сварочный аппарат, необходимо обязательно определить цель, для которой он приобретается. Возможно, он будет работать в домашних условиях, а возможно, необходим для выполнения профессиональной работы. Аппараты сильно отличаются по своей мощности и надежности.
Аппараты сильно отличаются по своей мощности и надежности.
Как сделать правильный выбор сварочного устройства для бытовых целей
Классификация сварочных трансформаторов.
- Охлаждение трансформатора должно выполняться естественным способом, при этом вентилятор должен отсутствовать.
- Для получения качественной сварки нужен мощный дроссель и сглаживающие конденсаторы большой емкости.
- Аппарат должен быть оборудован электронным тормозом, позволяющим остановить подачу проволоки в момент выключения аппарата.
- Сварочный аппарат должен быть снабжен искрогасителем. Он не позволит появиться искре, когда агрегат будет находиться в состоянии покоя. Искрогаситель удалит остаточное электричество.
- Очень важно, чтобы был хорошо сделан блок, подающий проволоку. От ее ровной подачи зависит количество брызг. Самыми известными изготовителями таких блоков являются немецкие специалисты.
Для полуавтомата, работающего с порошковой проволокой, никаких дополнительных аксессуаров не нужно. Для работы с проволокой и сварочными электродами понадобится углекислый газ в баллоне с редуктором.
Для работы с проволокой и сварочными электродами понадобится углекислый газ в баллоне с редуктором.
Инвертор: основные достоинства
Конструкция сварочного инвертора.
Этот аппарат обладает наилучшими для сварки свойствами тока. Его подачу можно регулировать, получая точное значение. Он имеет очень высокое КПД, выше 90%. В аппарате отсутствуют внутренние индуктивные потери, поэтому он потребляет очень мало электроэнергии в сравнении с классическим трансформаторным оборудованием. Для дома является идеальным решением.
Немаловажное значение при выборе сварочного аппарата для работы в домашних условиях имеют размеры и вес. Инвертор обычно весит менее 10 кг. Его легко транспортировать и хранить.
Каким генератором лучше всего пользоваться, чтобы проводить сварочные работы?
Когда выбирается сварочный генератор, очень важным является вид топлива, необходимого для работы. Один может действовать только на бензине, другому нужно дизельное топливо.
http://moyasvarka. ru/youtu.be/LvIyLUOzS64
ru/youtu.be/LvIyLUOzS64
Важным показателем является вид генерируемого тока. Самыми простыми, имеющими невысокую стоимость, считаются бензиновые генераторы, вырабатывающие переменный ток. Они отличаются компактностью и невысокой стоимостью. Отрицательной стороной являются малые ресурсы. А вот дизельные генераторы для сварки имеют значительные ресурсы и способны выдержать серьезные нагрузки.
От модели сварочного аппарата зависит и надежность шва.
Генераторы для сварки, вырабатывающие постоянный ток, считаются очень сложными приборами, но при этом они обеспечивают наилучшее качество сварки. Когда работа проходит при переменном токе, надежность и качество шва будет намного хуже.
http://moyasvarka.ru/youtu.be/05Bu70WS7f4
Учитывая все вышеописанное, можно выбрать самый подходящий для работы сварочный генератор. Решение всегда принимает сварщик индивидуально. Удачи!
moyasvarka.ru
Какой сварочный аппарат лучше выбрать
Комментариев:
Рейтинг: 78
Оглавление: [скрыть]
- Классификация аппаратов для выполнения сварочных работ
- Трансформаторы: использование плавящихся электродов из металла
- Трансформаторы для сварки: использование постоянного тока и плавящихся электродов
- Сварочное оборудование полуавтоматического характера для работы в газовой среде
- Сварочный инвертор — достойный выбор
- Основные типы электрических сварочных аппаратов
- Как выбрать понижающий трансформатор для сварки
- Сварочный выпрямитель: критерии правильного выбора
- Дополнительные рекомендации
- Как сделать правильный выбор: советы профессионалов
- Подведение итогов
Речь пойдет о выборе аппарата для осуществления сварочных работ и о том, какой сварочный аппарат будет наиболее целесообразен в использовании при определенных условиях. Если вашим занятием являются сварочные работы на профессиональном уровне, то вам вряд ли понадобится искать информацию, как правильно выбрать сварочный аппарат. Обладая даже небольшими навыками работы со сварочным оборудованием, специалист в этой области наверняка знает, на что обратить свое внимание при выборе устройств для сварки. Помощь и консультация чаще всего требуются любителям сварочного дела, которым аппараты необходимы для личных нужд, касающихся решения бытовых проблем.
Если вашим занятием являются сварочные работы на профессиональном уровне, то вам вряд ли понадобится искать информацию, как правильно выбрать сварочный аппарат. Обладая даже небольшими навыками работы со сварочным оборудованием, специалист в этой области наверняка знает, на что обратить свое внимание при выборе устройств для сварки. Помощь и консультация чаще всего требуются любителям сварочного дела, которым аппараты необходимы для личных нужд, касающихся решения бытовых проблем.
При выборе сварочного аппарата, прежде всего, необходимо ориентироваться на то, для каких целей он будет предназначен.
Лучше всего обратиться за помощью к квалифицированному специалисту, который подробно расскажет все плюсы и минусы различных видов сварочных аппаратов и поможет выбрать самый подходящий вариант. Далее будут приведены советы профессионалов, с помощью которых вы сможете очень легко сделать свой выбор, который окажется правильным. Какой сварочный аппарат выбрать — вопрос довольно распространенный и актуальный. Но для начала нужно выяснить, какие варианты сварочного оборудования существуют на сегодняшний день.
Но для начала нужно выяснить, какие варианты сварочного оборудования существуют на сегодняшний день.
Классификация аппаратов для выполнения сварочных работ
Таблица соотношения толщины железа с силой тока и сечением электродов.
Сегодня одним из самых распространенных является оборудование, имеющее предназначение для выполнения сварки ручного типа, при работе с которыми целесообразно использование электродов разного диаметрального размера. Еще один популярный вид — сварочные агрегаты ручного характера для осуществления сварки с помощью неплавящихся электродов, так называемой аргонодуговой.
Оборудование, предназначенное для сварки механического типа, работающее при помощи плавящихся электродов, и другая техника, такая как инверторы, сварочные трансформаторы или генераторы, приборы контактно-точечного характера сварки, тоже довольно распространены и пользуются заслуженным успехом в области выполнения сварных работ.
Это, конечно, неполный список существующего сварочного оборудования, но для осуществления правильного выбора и ознакомления с видами сварочных аппаратов этого будет вполне достаточно. Рассмотрим более подробно некоторые из них, а затем приступим к рассмотрению вопроса, какой сварочный аппарат подойдет именно в вашем случае.
Рассмотрим более подробно некоторые из них, а затем приступим к рассмотрению вопроса, какой сварочный аппарат подойдет именно в вашем случае.
Вернуться к оглавлению
Схема сварки плавящимися электродами на переменном токе.
Если в ваши непосредственные планы входит осуществление сварки изделий из черного металла, то сварочный трансформатор, к характеристикам которого относится выработка переменного тока, будет самым подходящим вариантом.
Для его работы используются плавящиеся металлические электроды. Эксплуатация отличается простотой, а конструкция имеет высокое качество надежности.
Сварка металлических деталей может производиться как методом встык, так и методом внахлест. Применяемые для работы электроды имеют покрытие фтористо-кальциевого характера (рутиловое).
Необходимое напряжение соответствует значению в 220 В, но на этот показатель влияет и вид используемого электрода. При его смене на другой тип может потребоваться иное значение, касающееся напряжения холостой работы.
Регулировка сварочного тока в этом оборудовании происходит постепенным, плавным способом.
Выбор диаметрального размера электрода зависит от максимального значения параметров сварочного тока.
Проще говоря, с увеличением показателя тока увеличивается размер используемого электрода (диаметр), а это, в свою очередь, влияет на повышение параметров производительности оборудования.
Обратите внимание, что использование электродов с покрытием фтористо-кальциевого характера требует при выполнении сварки более высокого значения сварочного тока по сравнению с рутиловыми. Размер электродов варьируется от значения в 1,5 до 2,5 мм.
Вернуться к оглавлению
Элементы трансформатора с использованием постоянного тока.
Этот вариант чем-то напоминает описанный выше, но конструкция такого аппарата более сложная, что, в свою очередь, влияет на повышение его стоимости. Кроме цены их различие заключается в том, что при работе трансформатора, вырабатывающего постоянный ток, на выходе имеется выпрямитель на основе диода, позволяющий изменять характеристики тока переменного.
Этот факт и является его главным недостатком, так как в такой ситуации происходит потеря мощности. Но есть компенсирующий плюс: это образование и сохранение дуги стабильного характера.
К перечню положительных качеств описываемого сварочного аппарата можно отнести и реальную возможность осуществлять сварку цветных металлов, а не только черных, как в предыдущем варианте. Главное — не ошибиться в выборе электродов с подходящими характеристиками.
И еще: такой вариант сварочного оборудования, как трансформатор постоянного тока, при работе с которым используются плавящиеся электроды, больше подойдет для квалифицированных специалистов, нежели для любителей. Если ваша цель — решение бытовых проблем, то выбирайте более простой вариант.
Вернуться к оглавлению
Элементы сварочного оборудования полуавтоматического характера для работы в газовой среде
Этот вид сварочных агрегатов по своей сути является универсальным. Чаще всего его приобретают для использования в области ремонта автомобилей и для нужд в быту. Такое оборудование для сварки можно охарактеризовать как удобный, надежный и обладающий высокими показателями производительности вариант.
Такое оборудование для сварки можно охарактеризовать как удобный, надежный и обладающий высокими показателями производительности вариант.
Но не спешите радоваться всему вышесказанному, так как этот класс сварочных аппаратов отличается высокой ценой, и не всегда обычные потребители могут позволить себе приобрести его.
Конструкция этого оборудования еще более сложная, чем все предыдущие. Она включает в себя такие составляющие, как трансформатор, редуктор, имеющий регулировку, выпрямитель, а также рукав, оснащенный горелкой, проволочный привод.
Чтобы выполнить работу по сварке железных, алюминиевых, стальных изделий либо деталей из нержавейки, необходимо использовать проволоку, диаметральный размер которой имеет минимальное значение в 1,2 мм.
Аргонная сварка выполняется в среде инертных газов при помощи неплавящегося электрода.
Выбирать проволоку нужно в зависимости от поставленных задач. Точнее, от того, изделия из какого металла подлежат сварке. Обратите внимание, что бобина с намотанной проволокой закрепляется непосредственно на самом сварочном аппарате.
Еще один важный момент: описываемое оборудование может эксплуатироваться в различных условиях, имеется в виду с газом или без. При выполнении работы без газа для сварки нужно выбирать флюсовую проволоку. А в случае использования газа, выполняя сварочные работы с разными металлами, необходимо особо тщательно подойти к его выбору, так как для каждого из металлов существует свой индивидуальный вид газа.
Например, при сварке железных частей обычно используется углекислый газ. Сталь требует наличия такой сварочной смеси, как сочетание углекислого газа и аргона. Чистый аргон применяется при выполнении сварочных работ с деталями из алюминия.
Вернуться к оглавлению
С помощью сварочного инвертора можно выполнять швы вертикального характера.
Речь пойдет о сварочных инверторах, которые можно характеризовать как импульсные. Именно они на сегодняшний день занимают лидирующее место среди сварочного оборудования. Несмотря на то что датой их создания считается далекий 1977 год, в современных условиях они являются наиболее совершенными и самыми популярными как среди любителей, так и профессиональных сварщиков.
Если говорить о плюсах этого вида сварочного оборудования, то в первую очередь необходимо отметить небольшой вес и размеры, а значит, мобильность такого аппарата. Высокие показатели частоты напряжения тоже характеризуют инверторы с положительной стороны. В сочетании все плюсы сварочных инверторов влияют на ценовую категорию этих аппаратов.
Следует отметить, что их стоимость довольно высока. Но если вы хотите получить в результате приобретения сварочного аппарата показатели высокой производительности, удобство использования, мобильность и другие положительные свойства, стоит остановить свой выбор именно на описываемом варианте (инвертор).
Мобильность инверторного сварочного аппарата и высокие показатели частоты напряжения характеризуют его с положительной стороны.
Очень хорошо, если выбранный вами инвертор, будет иметь различные усовершенствования в виде дополнительных функций. К их списку можно отнести следующие самые распространенные:
- Так называемый горячий старт. Он подразумевает возможность повышения тока скачкообразным способом в самом начале сварочных работ. В результате этого образование дуги становится более легким.
- Антизалипание. Такая функция способна понизить силу тока при возникновении ситуации залипания электрода. В результате ее использования разъединить металлическую поверхность и электрод можно достаточно просто.
- Еще одна функция, которая носит название форсаж дуги. Ее использование позволит вам, выполняя швы вертикального характера, получить высокие результаты качества.
Вернуться к оглавлению
Схема сварки плавящимися и не плавящимися электродами.
Чтобы стало понятно, более подробно рассмотрим еще один классифицирующий признак сварочного оборудования. Подразделение на три основных типа происходит по следующим характеристикам:
- Тип, относящийся к трансформаторам понижающего характера. С их помощью осуществляется сварка переменным током. Принцип изменения характера сварочного тока заключается в наличии разорванного магнитного контура, из-за которого и происходит процедура смены характера тока. Такие аппараты отличаются надежностью. Сварка, осуществляемая с их помощью, достаточно эффективна и производится в режиме ММААС. Целесообразно использовать в случае обработки углеродистой стали, если нет необходимости получить повышенное качество шва.
- Тип, характеризующийся как сварочные выпрямители. Режим работы — MMADC, с использованием выпрямленного тока. Сварочные работы с их помощью проводятся на таких материалах, как углеродистая сталь и нержавейка. Алюминиевые сплавы тоже входят в этот перечень. Если сравнивать качество шва с предыдущим вариантом, то стоит отметить его более высокое качество.
- Тип, носящий название сварочных инверторов. В зависимости от того, какую модель вы выберете, осуществлять сварку можно в различных режимах. Это универсальные модели сварочного оборудования, наиболее популярные среди потребителей. С их помощью можно осуществлять сварочные работы с материалами любого характера. При работе вырабатывается ток, обладающий высокой частотой.
Вернуться к оглавлению
Мощность сварочного трансформатора не должна быть выше мощности электричества в месте эксплуатации.
Первое, на что нужно обратить внимание, — это показатель рабочего напряжения. Трансформаторы этого вида могут эксплуатироваться от сети трехфазного или однофазного характера. Оптимальным вариантом является модель универсального типа, подключение которой может быть выполнено как к одной, так и к другой озвученным выше сетям.
После оценки этих параметров внимание нужно уделить мощности выбираемого аппарата. При маркировке питания в 380 В мощность агрегата будет более высокой, но не забудьте, что подключение будет осуществляться к сети трехфазного вида, что не всем доступно. Главное, чтобы мощность сварочного трансформатора не имела показатель более высокий, чем мощность сети, имеющейся в месте предполагаемой эксплуатации.
На что еще следует обратить внимание? Немаловажным показателем являются такие характеристики, как сила рабочего тока и рекомендуемые размеры электродов.
Если предстоит варить сталь углеродистого типа, то сила тока может варьироваться от 80 до 160 А. В этом случае подойдут электроды, имеющие размер до 6, точно определить это значение можно, ориентируясь на предполагаемую толщину заготовок.
Если для вас важна мобильность сварочного оборудования, то оценить придется еще и вес, а также габариты выбранного устройства, так как перемещение сварочного аппарата, обладающего максимальными весовыми характеристиками, довольно проблематично.
Но именно в этом случае практически все модели трансформаторов имеют тяжелый вес, поэтому, выбирая, отдайте предпочтение тому устройству, которое имеет в своей конструкции колеса и удобную ручку для более легкого перемещения.
Вернуться к оглавлению
Сварочный выпрямитель преобразует переменный ток в постоянный в трехфазной сети.
Охарактеризовать этот вид оборудования можно как приспособления, работающие на импульсном токе выпрямленного типа. Именно это качество делает устойчивость дуги более высокой. А еще от него зависит процесс разбрызгивания металла и корректировка расхода используемых при работе электродов. Проще говоря, выработка выпрямленного тока дает в результате работы наиболее ровный и эстетичный шов сварки. Это качество особенно важно при работе с деталями декоративного характера.
Что касается характера тока, то работа выпрямителей возможна при наличии трехфазной и однофазной сетей. Обратите внимание, что подключение выпрямителей выполняется по мостовой схеме. Если выбрать трехфазную сеть, то в результате можно получить довольно стабильную устойчивую дугу, а также высокую мощность. Но, как уже отмечалось выше, необходимо ориентироваться на наличие либо отсутствие такой электрической сети в месте предполагаемой эксплуатации сварочного оборудования.
Диапазон тока, возможность регулировки условий режима, диаметр используемых электродов — все эти параметры очень важны при осуществлении выбора. Что касается регулировки режима и показателей сварочного тока, то такое оборудование, как выпрямители, подразумевает ступенчатое исполнение.
Вернуться к оглавлению
Классификация способов дуговой сварки.
После того как вы изучили характеристики самых распространенных видов сварочных аппаратов, нужно определиться с их назначением. Это очень важно при совершении покупки, так как от этой характеристики будет зависеть и цена, и качество выполняемой работы.
Условно все сварочные аппараты можно классифицировать так:
- бытового назначения;
- полупрофессионального типа;
- профессионального характера.
Если вы не являетесь высококвалифицированным специалистом в области сварки, то внешний вид приобретаемого аппарата вам не скажет практически ни о чем, в том числе будет трудно определить его назначение. Поэтому лучше всего ориентироваться на показатель сварочного тока.
Допустим, что понравившийся вам агрегат обладает силой тока менее 200 А. Это говорит о том, что он относится к категории бытовых приборов. Более высокие показатели тока, достигающие 300 А, относят сварочное оборудование к типу полупрофессиональных. И, наконец, характеристика силы тока свыше 300 А говорит о том, что это профессиональное оборудование.
Практически все сварщики-любители, которым приходится заниматься сварными работами не регулярно, а время от времени, склоняются к выбору сварочных инверторов. Несмотря на то что цена их немного выше, чем трансформаторов, причиной для их приобретения являются удобство и универсальность этого оборудования для сварки.
Если же категория цены имеет для вас серьезное значение и является решающим фактором, то вам подойдет сварочный трансформатор, самый обычный и доступный вариант.
Вернуться к оглавлению
При силе тока от от 80 до 160 А подойдут электроды размером до 6.
После того как вы ознакомились с информацией о существующих вариантах сварочного оборудования и уже немного ориентируетесь в их разнообразии, можно приступать к освещению основного вопроса, касающегося правильного выбора. Прежде всего ответьте на такой вопрос: для чего, для каких целей вам необходим сварочный аппарат? Какой вид работ вы будете выполнять и с какими металлами работать? А еще немаловажную роль в этой проблеме будут играть ваши финансовые возможности.
Рассмотрим эти вопросы на конкретных примерах, так будет легче сориентироваться.
Допустим, что вам предстоит работа, подразумевающая сварку уголков (черного металла) или резку швеллера. В этом случае приобретение дорогостоящего, мощного аппарата будет как минимум нецелесообразным.
И еще: осуществляя выбор сварочных агрегатов в личное пользование, нельзя забывать и о такой характеристике, как возможность непрерывной сварки. Определить этот показатель очень легко, достаточно оценить его характеристики (технические). Обычно в инструкции он именуется аббревиатурой «ПВ».
http://moyakovka.ru/youtu.be/2Q6BEjCp_t8
При параметрах, имеющих соотношение, равное 35%/160 А, становится понятно, что временной период беспрерывной работы этого агрегата составит всего 3,5 минуты при силе тока в 160 А. Спустя это время потребуется небольшой перерыв в работе.
Стандартным циклом работы любого сварочного аппарата считаются 10 минут. То есть при работе в 3,5 минуты потребуется перерыв в 6,5 минуты, после чего снова можно осуществлять сварку.
Чаще всего показатель ПВ среднего значения представлен параметрами от 15 до 20%. Но это подходящий вариант для любителей в области сварки, а вот квалифицированных специалистов может устроить показатель не ниже 60%.
Вернуться к оглавлению
Таким образом, чтобы осуществить простые процедуры сварочного характера, необходимость которых возникает в быту, достаточно приобрести не очень дорогой, но надежный аппарат, предназначенный для выполнения дуговой сварки ручного характера.
Но если для вас в первую очередь важна не ценовая категория, а качество выполненных работ (качество шва), то лучше отдать предпочтение такому оборудованию, как трансформаторы с током постоянного характера.
Как уже стало понятно, выбирая вид сварочного оборудования, прежде всего стоит обратить внимание на потребности в сварке, показатели надежности. Значит, и качество и, конечно, цену сварочного агрегата. Именно поэтому нельзя дать общий совет, какой именно выбрать сварочный аппарат. Осуществлять выбор необходимо исходя строго из индивидуальных потребностей.
http://moyakovka.ru/youtu.be/BDNtM0eScNc
Чтобы немного облегчить выбор, проконсультируйтесь с квалифицированным сварщиком или менеджером по продаже сварочного оборудования. Но не нужно слепо доверять их советам, ваше мнение играет не последнюю роль в принятии решения, касающегося вопроса, какой сварочный аппарат выбрать. Тем более вы уже достаточно знаете о видах и характеристиках сварочного оборудования.
moyakovka.ru
www.samsvar.ru
Сварочное оборудование — это… Что такое Сварочное оборудование?
машины, аппараты и приспособления, необходимые для изготовления из заготовок сварных изделий. Комплекс технологически связанного между собой С. о. для выполнения сварочных работ при том или ином участии сварщика называется сварочным постом, установкой, а при объединении нескольких постов или установок — линией.
Существуют посты и установки для дуговой, контактной, газовой, электроннолучевой и других способов сварки (См. Сварка). К С. о. относят: сварочные аппараты и машины с источниками питания и устройствами для выполнения собственно процесса сварки; технологические приспособления для осуществления быстрой сборки деталей под сварку, удерживания их во время работы и предотвращения или уменьшения коробления свариваемого изделия; вспомогательное оборудование для перемещения изделий в процессе выполнения сварки, крепления и перемещения сварочных аппаратов; инструмент сварщика. Кроме того, при сварке используют различные транспортные средства, приборы для контроля качества сварного соединения и т. п. Техническая характеристика С. о. определяется выбранным способом сварки, характером производства и степенью механизации процесса (ручная, полуавтоматическая или автоматическая сварка).Сварочный пост — участок производственной площади, на котором размещены источник тока, токопровод, необходимые технологические приспособления и инструменты сварщика. Для защиты окружающих от излучения участок огорожен шторами или щитами. В условиях современного производства широко распространены автоматизированные установки (рис.1). Такие стационарные посты размещают в цехе. В полевых условиях, для сварки крупногабаритных изделий, на строительстве, при выполнении ремонтных работ и т. п. организуют передвижные посты.
Сварочные аппараты и машины. В сварочные посты и установки входят источники питания и аппараты для регулирования горения сварочной дуги (См. Сварочная дуга) в процессе сварки. Для выполнения сварки применяют источники питания, которые имеют удобную, плавную или ступенчатую регулировку и удовлетворяют общим требованиям для электрических машин и аппаратов. При электросварке используют сварочные трансформаторы, генераторы и выпрямители; при газопламенной обработке (См. Газопламенная обработка) — газовые генераторы. Различают источники питания одно- и многопостовые, стационарные (длительная непрерывная работа) и малогабаритные переносные (непродолжительная работа). Сварочный трансформатор служит для согласования параметров сварочной и питающей цепей, а также выполняет функции регулятора. При дуговой сварке применяют механические и электрические способы регулирования напряжения. При механическом регулировании (рис. 2, а) изменяют, например, расстояние между первичными и вторичными обмотками. Электрическое регулирование (рис. 2, б) осуществляют изменением токов управления в дополнительных обмотках, расположенных на верхнем и среднем ярме трансформатора. При этом вторичная обмотка разделена на две части (α и β), одна из которых (β) расположена в верхнем окне трансформатора. При одном и том же коэффициенте трансформации такой трансформатор может иметь различные значения напряжения холостого хода, что необходимо при настройке режима сварки. Для контактной электросварки (См. Контактная электросварка) применяют сварочные трансформаторы с минимальным сопротивлением короткого замыкания. Их вторичная обмотка имеет обычно 1 или 2 витка. Изменение вторичного напряжения достигается переключением части витков первичной обмотки.Сварочный генератор — специальная электрическая машина постоянного тока или тока повышенной частоты. Применяют однопостовые генераторы — универсальные или с падающей внешней характеристикой, которая обеспечивает устойчивое горение сварочной дуги. В сварочной технике используют генераторы: поперечного поля, с расщепленными полюсами, с размагничивающей последовательной обмоткой. У сварочного генератора поперечного поля (рис. 3, а) короткозамкнутая обмотка cd якоря создаёт поперечный магнитный поток Фп. Падающая характеристика образуется в результате действия продольного размагничивающего потока якоря Фпр. У генератора с размагничивающей последовательной обмоткой (рис. 3, б) внешняя характеристика формируется взаимодействием магнитных потоков Фр (размагничивающей последовательной обмотки) и Фв (намагничивающей параллельной обмотки). Напряжение на намагничивающую обмотку подаётся от третьей щётки или от самостоятельного источника питания (при т. н. независимом возбуждении).
Сварочный выпрямитель — преобразователь переменного напряжения питающей сети в постоянное, имеющий падающую, жёсткую или регулируемую внешнюю характеристику. Выпрямитель состоит из трансформатора, блока, полупроводниковых вентилей, системы автоматического управления, дросселя электрического (См. Дроссель электрический), коммутационной аппаратуры. Регулирование преобразователей осуществляется трансформаторами или управляемыми вентилями. Газовый генератор — аппарат для получения горючих газов. Чаще в газовых генераторах производят ацетилен из карбида кальция путём взаимодействия его с водой (см. Генератор ацетиленовый). Сварочный автомат для дуговой сварки — комплекс механизмов и приборов (рис. 4), с помощью которых осуществляется механизация процесса выполнения сварного соединения: подача электродной проволоки, зажигание сварочной дуги, поддержание заданного режима сварки и прекращение процесса. В таких установках используют головки с независимой скоростью подачи проволоки, в которых поддержание дугового процесса основано на саморегулировании дуги, и с автоматическим регулированием скорости подачи проволоки в зависимости от напряжения дуги. Взамен сложных установок для автоматической сварки часто применяют сварочные тракторы (См. Сварочный трактор) — переносные самоходные автоматы. Существуют сварочные автоматы и самостоятельные подвесные головки, осуществляющие электросварку одним или несколькими электродами. Электроды могут быть подключены к общему источнику питания или к самостоятельным источникам. Применяются также аппараты для сварки неплавящимся угольным или вольфрамовым электродами (рис. 5). Сварочный полуавтомат, или шланговый полуавтомат, — аппарат для дуговой сварки, в котором механизирована подача электродной проволоки, а перемещение горелки вдоль свариваемых кромок осуществляется вручную. Имеются полуавтоматы для сварки неплавящимся электродом с механизированной подачей присадочной проволоки, которая проталкивается через гибкий направляющий шланг или подаётся с катушки механизмом, встроенным в горелку. Сварочными полуавтоматами осуществляют сварку в защитных газах (См. Сварка в защитных газах), сварку открытой дугой и сварку под флюсом (См. Сварка под флюсом). Механизм подачи проволоки и горелка, находящаяся в руке сварщика, соединены между собой гибким шлангом (направляющим каналом), по котором у в зону горения дуги подаётся электродная проволока и подводятся сварочный ток, флюс и защитный газ. Часть сварочного аппарата (автомата, полуавтомата), обеспечивающая подвод электрического тока к электроду и газа в зону дуги, или устройство, применяемое при газовой сварке (См. Газовая сварка) для регулирования сварочного пламени, называется сварочной горелкой (См. Сварочная горелка).Автомат для электрошлаковой сварки (рис. 6) конструктивно отличается от автоматов для дуговой сварки, т. к. при этом виде сварки свариваемые кромки занимают вертикальное положение. Существуют автоматы, перемещающиеся по рельсу или непосредственно по кромкам свариваемой детали. Кроме самоходного механизма для вертикального движения, автомат снабжен двумя ползунами, предназначенными для удержания сварочной ванны и формирования шва, и механизмом колебания электродов вдоль зеркала ванны.
Технологические приспособления, используемые сварщиком, служат для сборки деталей под сварку и фиксации их; для сварки заранее собранных деталей; для совмещения операции сборки и сварки. В зависимости от характера производства приспособления изготовляют универсальными или специализированными (для определённых изделий). Одну деталь к другой прижимают винтовыми, рычажными, эксцентриковыми, магнитными и др. зажимами. Их используют для соединения отдельных деталей (переносные зажимы) и для оснащения сварочных стендов. Для фиксации свариваемых деталей иногда используют прихваты, присоединяемые к свариваемым деталям временными короткими швами. Для сближения или разведения свариваемых кромок или фиксации их положения служат стяжки, распорки и домкраты. Сборку и сварку изделий осуществляют на универсальных и специализированных стендах. Фиксаторы (упоры, пальцы, штыри, шаблоны) служат для определения положения свариваемых деталей относительно всего приспособления. К технологической оснастке стендов относятся также флюсоудерживающие устройства, флюсовые и газовые подушки, устройства для принудительного формирования шва и др.
Вспомогательное оборудование сварочных установок. Сварочные установки компонуются из элементов, предназначенных для расположения изделия в наиболее удобном для сварки положении, для поворота его во время работы и обслуживания зоны сварки, а также для крепления и перемещения сварочных аппаратов. С целью установки изделий в удобном для работы положении применяют роликовые, цевочные, цепные, цапфовые, рычажные кантователи (рис. 7). Поворот свариваемого изделия вокруг оси осуществляют вращателями с вертикальной, наклонной или горизонтальной осями вращения. Изделия закрепляются и поворачиваются с помощью планшайбы или поводка (центровые вращатели) или роликами (роликовые). При сварке цилиндрических изделий часто применяют роликовые стенды-вращатели (см. рис. 1) обычно с обрезиненными приводными роликами. Для вращения изделия в процессе сварки вокруг оси, занимающей различные положения в пространстве, служат установочные и сварочные манипуляторы. Для крепления и перемещения сварочных автоматов и полуавтоматов, подвески аппарата над подвижным свариваемым изделием или перемещения аппарата вдоль шва или от шва к шву применяют различные устройства, например балку с платформой, рельсовые пути, специальные грузозахватные приспособления.
Инструмент сварщика: электродержатели для сварки штучными электродами, горелки, зачистной инструмент (молотки-шлакоотделители, пневмомолотки, проволочные щётки, шлифовальные машины и др.), пригоночный инструмент для подгонки соединяемых деталей; инструмент для перемещения и кантовки горячих деталей; инструмент для наладки сварочного и технологического оборудования; измерительный инструмент (штангенин-струмент, микрометрический и др.). Сведения об оборудовании для специальных способов сварки (контактной, ультразвуковой, диффузионной и др.) см. в статьях об этих способах сварки.
Лит.: Сварочное оборудование. Каталог-справочник, ч. 1—3, К., 1968—72; Гитлевич А. Д., Этингоф Л. А., Механизация и автоматизация сварочного производства, М., 1972; Бельфор М. Г., Патон В. Е., Оборудование для дуговой и шлаковой сварки и наплавки, М., 1974; Севбо П. И., Комплексная механизация и автоматизация сварочного производства, К., 1974; Чвертко А. И., Тимченко В. А., Установки и станки для электродуговой сварки и наплавки, К., 1974.
М. Г. Бельфор, И. И. Заруба, В. Н. Троицкий.
Рис.1. Установка для дуговой автоматической сварки: 1 — сварочный аппарат; 2 — свариваемое изделие; 3 — шкаф с аппаратурой управления; 4 — источник тока; 5 — провода управления; 6 — токопровод; 7 — рельсовый путь; 8 — тележка с колонной; 9 — роликовый стенд; 10 — площадка обслуживания.
Рис. 2. Схема сварочного трансформатора для дуговой сварки: а — с механическим регулированием индуктивного сопротивления и напряжения; б — с электрическим регулированием; 1 и 2 — первичная и вторичная обмотки; 3 — обмотка управления; 4 и 5 — среднее и верхнее ярмо.
Рис. 3. Схема сварочного генератора: а — поперечного поля; б — с размагничивающей последовательной обмоткой.
Рис. 4. Сварочный автомат для дуговой сварки: 1 — флюсоотсос; 2 — сварочная головка; 3 — механизм подачи с редуктором; 4 — механизм подъема; 5 — ходовой механизм; 6 — флюсоаппарат; 7 — рельсовый путь; 8 — подающий ролик; 9 — мундштук; 10 — воронка для флюса.
Рис. 5. Сварочный автомат для электросварки неплавящимся вольфрамовым электродом с подачей присадочной проволоки: 1 — горелка; 2 — катушка; 3 — механизм подачи; 4 — направляющий шланг; 5 — наконечник; 6 — прижимной ролик.
Рис. 6. Автомат рельсового типа для электрошлаковой сварки проволочными электродами: 1 — направляющий рельс-колонна, закрепляемый на изделии; 2 — передний и задний ползуны; 3 — токопроводящие мундштуки с электродами; 4 — пластина для крепления заднего ползуна; 5 — изделие; 6 — пульт управления; 7 — механизм горизонтальной подачи.
Рис. 7. Кантователи: а — роликовый; б — цевочный; в — цепной; г — цапфовый; д — рычажный.
dic.academic.ru
Сварочный аппарат: какой выбрать лучше всего
Сварочные аппараты предназначены для выполнения соединительных работ, во время которых требуется нагрев до высоких температур. Какой сварочный аппарат выбрать, что следует учесть? Необходимо определить, бытовое или профессиональное устройство приобретать. Немаловажны и такие функции, как защита от пыли, скачков напряжения, так как оборудование требует довольно больших расходов электроэнергии.
Схема устройства сварочного аппарата.
Модели сварочных аппаратов: характеристики и особенности
Чтобы правильно выбрать сварочный аппарат, необходимо сразу определиться, какая модель требуется для выполнения работы. На рынке можно найти варианты, относящиеся к 4 основным группам:
Конструкция сварочного инвертора.
- Трансформаторы — это сварочные аппараты, которые могут работать в режиме постоянного, но и переменного тока. Для оборудования применяется металлический плавящийся электрод. С его помощью можно варить нержавеющую сталь и цветные металлы, черные.
- Инвертор — это часто используемый вид сварочного аппарата. Схема преобразования тока у входа сильно отличается от трансформаторов, но это позволяет снизить вес оборудования, сделать его размеры более компактными и удобными. Качество сварки отличное, именно такие аппараты обычно применяются для бытовых нужд, для работы на даче, при ремонте.
- Полуавтомат — это сварочное оборудование, которое работает со средой защитного газа (может быть инертным или активным). Электрод используется плавящийся, он подается в рабочую зону с катушки, на этот же участок направляется и специальный защитный газ. Тип газа зависит от того, какой именно материал обрабатывается. Например, для алюминия применяется только аргон, а вот для обычных металлических (стальных, чугунных) изделий используется углекислый газ. Об этом нельзя забывать, так как разница в данном случае важна.
- Генераторы — это сварочное комплексное оборудование, оно включает в себя не только аппарат для сварки, но и генератор, обеспечивающий агрегат энергией. Генератор может работать на дизельном топливе или бензине. Используется обычно для профессиональных работ, так как габариты и мощность значительные.
Параметры выбора
Схема устройство инверторного сварочного аппарата.
Сварочный аппарат должен иметь защиту от скачков напряжения, при этом оптимальное значение — это 20-25%. Если аппарат будет применяться в диапазоне 170-270 В, то такая защита отлично обезопасит оборудование от разнообразных неприятностей, связанных со скачками напряжения. Для бытового и полупрофессионального оборудования уровень защиты составляет 10-15%, но для промышленных, профессиональных сварочных аппаратов он уже должен иметь показатель в 20-25%, не меньше.
Главной опасностью при работе с оборудованием является пыль, поэтому при выборе внимание надо уделять тому, есть ли система вентиляции, которая позволит всю пыль удалить. Большая часть пыли убирается вентилятором охлаждения. Но есть и другие устройства, которые позволяют эффективно отвести пыль. При выборе оборудования надо обратить внимание, есть ли туннельная вентиляция. Такой вариант сварочного аппарата необходим, если работы планируются в условиях цехов.
Температурный диапазон
Для всех используемых сегодня сварочных аппаратов свойственно такое понятие, как температурный диапазон. Это значение показывает, при каких внешних условиях оборудование будет работать бесперебойно. При плюсовых температурах обычно никаких вопросов нет, предельным значением для большинства устройств является значение в +400°C. Но с минусовыми температурами все сложнее. Оборудование состоит из разнообразных конденсаторов, микроконтроллеров, тиристоров, транзисторов и прочего. Для каждой такой детали есть собственный диапазон рабочих температур, при которых обеспечивается нормальная работоспособность. Но есть один нюанс — чем шире такой диапазон, тем выше и стоимость.
Выбирать оборудование надо такое, где все элементы будут работать друг с другом в едином поле, даже если стоимость их будет выше.
В данном случае экономить нельзя. Предпочтение лучше отдавать зарубежным производителям, продукция которых проверена временем. Если заявлена температура для нижней точки в 150°C, то сварочный аппарат начнет работать именно при такой температуре. В любом случае надо помнить, что подобное оборудование при минусовой температуре не слишком любит работать, поэтому изначально подбираются аппараты для использования в зимнее время. Если в инструкции не указан рабочий диапазон, то такой сварочный аппарат на морозе использовать нельзя.
Стандартные функции
Схема электронного блока сварочного аппарата.
Набор стандартных функций не так велик, но необходимо обращать внимание, чтобы выбранная модель все же их включала. Сварочный аппарат должен иметь:
- Горячий старт (Hot start), который используется для того, чтобы включение производилось как можно быстрее, а устройство работало бесперебойно.
- Эффект примерзания, антиприлипания при выключении оборудования (Anti-Sticking). Эта функция предотвращает прилипание электрода при его остановке.
- Актуальной является функция форсажа дуги (Arc-Force), то есть обеспечения антиприлипания во время движения по шву.
Если одной из таких функций нет, то лучше всего отказаться от приобретения сварочного аппарата. Рекомендуется выбирать оборудование с возможностью настройки заряда аккумулятора. Далеко не все производители предлагают полный набор стандартных функций, которые и гарантируют бесперебойную и удобную работу.
Выбор сварочного аппарата — это достаточно сложный процесс. Следует первым делом определить, бытовое или профессиональное оборудование требуется. Важно четко решить, какие параметры и функции будут использоваться. Отнестись к выбору надо серьезно, так как от правильности решения зависит не только комфорт использования сварочного оборудования, но и безопасность.
moyasvarka.ru
Инверторные сварочные аппараты. Как выбрать. Типы и работа
Применение сварки в домашних условиях с каждым годом набирает все больше оборотов. Многие домашние мастера стараются, как освоить профессию электросварщика, так и обзавестись для этого необходимым инструментом, таки как инверторные сварочные аппараты.
Первый вопрос, который обычно возникает, это какой сварочник лучше приобрести для дома, чтобы он справлялся с поставленными задачами. Рассмотрим типы аппаратов, а также их отличие. Разберем ошибки, которые совершают большинство людей при покупке аппарата, и как эти ошибки не допустить. А также обратим внимание на критерии, по которым следует выбирать сварочный аппарат, чтобы ваш выбор был успешным.
Типы сварочных аппаратов
Существует два типа сварочных аппаратов:
- Трансформаторные.
- Инверторные.
Если сравнивать два этих типа аппаратов, то разница между ними велика. На первый взгляд она выражается в цене, размерах или габаритах аппарата, их весе, а также в быстрой регулировке тока. Однако, еще больше отличий в процессе самой сварки, что намного важнее.
Устройство и принцип действия
В продаже имеются инверторные сварочные аппараты, позволяющие получать качественные сварные швы. Вес инвертора для сварки в разы меньше, чем у трансформаторного аппарата, это увеличивает производительность сварки. Инверторные сварочные аппараты – это современные устройства для сварки, вытеснившие обычные трансформаторы, генераторы и выпрямители.
На выпрямитель поступает переменный ток от сети 220 В. Фильтр сглаживает ток. Далее, инвертор преобразует его специальными транзисторами с высокой частотой коммутации в ток переменный с очень большой частотой – около 50000 Гц. Напряжение с этой частотой снижается до 90 В, сила тока увеличивается до нужных значений сварки, 200 А.
Высокая частота — главное решение технического плана, позволяющее достигнуть преимущества инвертора, по сравнению с обычными аппаратами.
В сварочном инверторе ток сварки необходимых значений образуется преобразованием токов высокой частоты, а не изменением ЭДС в обмотке индукции, как это было в сварочных трансформаторах. Вспомогательные преобразования тока перед усилением дают возможность применять трансформатор с небольшими размерами.
Для получения тока в инверторе в 160 ампер необходим трансформатор массой 250 граммов, в обычных сварочных трансформаторах нужен вес около 18 кг.
Качество сварки
Дуговая сварка относится к работе большой ответственности. Сварщик должен иметь соответствующую квалификацию и практический опыт. Инверторные сварочные аппараты дают возможность проще производить процесс сварки.
У старых аппаратов напряжение выхода зависело от напряжения входа. Если напряжение в сети понижено, то нельзя нормально зажечь дугу, электрод залипает. При увеличении тока металл слишком горит. Инверторные сварочные аппараты устроены так, что выходное напряжение не имеет зависимости от входного напряжения. Определенный ток сварки поддерживается постоянным, при этом не важно, какое напряжение сети. Предотвращается залипание, образуется устойчивая дуга.
Это облегчает сварщику выполнять работу, качество шва не зависит от длины дуги. Опыт использования инверторов для сварки говорит о том, что они улучшают розжиг дуги, поддерживают ее постоянной, не дают залипнуть электроду, со сваркой справится даже начинающий работник. Инверторы стали выгодными устройствами для использования в строительстве и ремонте.
Инверторные сварочные аппараты их достоинства
- Основным преимуществом инвертора остается его малый вес. Применение для сварки электродов разных марок, как для постоянного, так и для переменного тока, также служит преимуществом этого устройства. Это играет важную роль для сварки чугуна и цветных металлов.
- Инверторный аппарат имеет большой интервал регулирования тока сварки, что позволяет использовать аргонодуговую сварку.
- Имеется функция для розжига электрода. При начале работы подается наибольшее значение тока.
- При замыкании электрода есть функция снижения тока до минимального. Это не дает электроду залипнуть во время сварки детали.
- Во время отрыва капли ток увеличивается, чтобы избежать залипания.
Недостатки
- Высокая цена относится к недостаткам аппаратов на инверторах. Она выше почти в три раза обычных сварочников.
- Пыль вредит устройству инвертора, как и для любой электроники. Рекомендуется 2 раза в год чистить и удалять пыль из корпуса устройства, а также по мере загрязнения.
- Низкие температуры отрицательно сказываются на работоспособности инверторных сварочных аппаратах. При -15 градусах варить можно не всегда, в зависимости от размеров деталей. Необходимо изучить инструкцию изготовителя, ознакомиться с условиями возможной эксплуатации устройства.
- Ограниченная длина кабелей до 2,5 метров.
Как выбрать инверторный сварочный аппарат
Здесь инверторы по сравнению со сварочным трансформатором имеют более широкие возможности, позволяют работать с различными типами электродов, предназначенных для сварки нержавейки, чугуна. Даже позволяют использовать электроды для ответственных металлоконструкций. Работают при пониженном напряжении питающей сети, особенно, если у вас дача или частный сектор.
Также, функции, которыми обладает инвертор – антиприлипание, форсаж дуги хорошо помогает на начальном этапе обучения электросварке. Инвертор по сравнению с трансформатором имеет больший потенциал в работе, не выключаясь от перегрева. Чтобы ответить, что именно необходимо вам, спросите себя: какие сварочные работы я собираюсь проводить.
Если для вас сварочный аппарат нужен как дополнение к вашему основному инструменту, и при этом вы не собираетесь особо тратиться, то возможно вам хватит и трансформатора. Однако, если у вас более далеко идущие планы по поводу применения сварки у себя дома, например, для изготовления металлоконструкций или для строительства, то инвертор – это самое подходящее, особенно начинающему сварщику.
На что большинство людей обращает внимание при покупке сварочного аппарата. Какие ошибки они при этом допускают. Некоторые придают слишком большое значение какой-то конкретной модели или бренду, как будто от этого все зависит. Залог качественной сварки зависит не только от модного или дорогостоящего оборудования, но и от навыка и умения сварщика. Поэтому, не ждите от сварочного аппарата космических технологий, как будто, только лишь коснувшись электродом о металл, он у вас будет сам варить.
В аппарате есть функции, которые лишь облегчают процесс сварки, но не делают его при этом за вас. Поэтому при выборе сварочного аппарата не стоит ставить себе слишком высокую планку, потому что успешные модели есть не только европейского производства, но также, отечественного, и даже китайского. Вторая проблема при выборе сварочного аппарата заключается в том, что многие обращают внимание в первую очередь на размеры или габариты сварочного аппарата, а также на его вес. Стараются купить его как можно меньше и компактнее.
Отчасти сказывается советское, когда сварочный аппараты были внушительных размеров, их нужно было перевозить на колесах, да еще кого-то брать в помощь для этого. Понятно, что это может давить психологически. От таких аппаратов лучше держаться подальше. Однако, покупка сварочного инверторного аппарата поменьше не очень правильно, поскольку в такую же маленькую коробочку или корпус сварочного аппарата стараются запихнуть комплектующие. А чтобы они туда влезли, их минимизируют. Соответственно, это сказывается на мощности самого аппарата, а также на том, на сколько часто этот сварочный аппарат будет выключаться для охлаждения его от перегрева.
Маленькие по размерам сварочные аппараты, легкие по весу, годятся больше как дополнение к основным аппаратам, и предназначены для таких работ, где сварки минимум. Например, для установок решеток или дверей.
Еще одна из причин, которые влияют на выбор сварочного аппарата поменьше, это тот стандартный кабель, который идет вместе с аппаратом. Его длина многих не устраивает, поскольку ограничивает ваши действия. Это особенно заметно при работах на высоте. Многие понимая, что при такой длине кабеля сварочный аппарат придется таскать у себя на плече, то, чтобы облегчить себе эту ношу, стараются выбирать его как можно легче. Однако лучшим решением будет не подборка аппарата легче, а удлинение кабеля в разумных пределах.
Для этого вам не нужно ничего выдумывать. Есть готовые удлинители, которые можно использовать. Можно использовать как свой родной кабель, так и можете подключать удлинитель, если работаете на высоте.
Параметры выбора инверторного сварочного аппарата
Ампераж, максимальный сварочный ток, который обещает производитель. Он напрямую зависит от металла, с которым вы собираетесь работать, от его толщины. Под определенную толщину металла подбирают необходимый диаметр электрода. Вам нужен такой сварочный ток, при котором бы уверенно горел ваш электрод, прогревал ваш металл и давал при этом надежное сварное соединение. Если вы собираетесь работать с профильной трубой, то используют электроды диаметром 3 мм. Максимальный рабочий ток в этом случае 120-140 ампер. Если вы используете уголок, швеллер, то нужен электрод диаметром 4 мм, максимальный ток нужен 160-180 ампер. Ампераж показан на регулировке сварочного тока. Сварочный аппарат нужно выбирать с запасом тока. Вы можете удлинить кабеля. Аппарат вы можете подключать к длинной переноске. Все это может сказываться на мощности сварочного аппарата.
Похожие темы:
electrosam.ru
как выбрать и основные параметры
Домашний мастер всегда имеет в своей мастерской сварочный аппарат. Это оборудование нашло сегодня самое обширное применение. Как выбрать сварочный аппарат среди многочисленных моделей и видов, представленных в специализированных магазинах?
Устройство сварочного аппарата.
Основные термины и характеристики
Сегодня сварочное оборудование, применяемое в быту, это огромное семейство аппаратов самого разного вида, назначения и способа применения. Чтобы сделать правильный выбор, необходимо сначала ознакомиться с техническими терминами, касающимися сварочных работ. К ним относятся:
- Трансформатор.
Схема трансформатора с первичной и вторичной обмоткой.
Такие сварочные аппараты могут работать при переменном или постоянном токе. Сварка производится стальным электродом быстрого плавления.
При этом сварка черных металлов выполняется переменным током, а вот для сварки цветного металла и нержавейки устанавливают постоянный ток.
- Сварочный инвертор.
Данный сварочный аппарат, предназначенный для бытовых нужд, относится к группе инверторного оборудования. От трансформатора отличается своей принципиальной системой. Т.е. электричество преобразуется в нужный сварочный ток совершенно другим способом. Поэтому приборы инверторного типа обладают небольшим весом и малыми габаритами.
- Полуавтомат.
Принципиальная электрическая схема мостового выпрямителя сварочного аппарата.
Данное оборудование проводит сварку в среде защитного газа. Оно может быть двух типов:
- инертное;
- активное.
В зону сварки подается струя газа и сварочная проволока. Для металлических изделий подается углекислый газ; нержавейка и алюминий варятся в защитной аргонной среде.
- Генератор.
Подобное сварочное оборудование состоит из:
- сварочного аппарата, способного работать от любого вида тока;
- генератора электроэнергии, питающегося жидким топливом.
Этот аппарат совершенно незаменим в местах, где нет централизованного электропитания.
Как правильно выбрать расходные материалы
Устройство самодельного сварочного полуавтомата.
Очень важно правильно выбрать рабочие электроды. От этого зависит будущее качество шва. Они отличаются друг от друга следующими параметрами:
- Тип тока.
- Материал.
- Покрытие.
Самым важным является вид покрытия, которое также подразделяется на:
- кислотное;
- целлюлозное;
- рутиловое;
- фтористо-кальцевое.
Для проведения сварочных работ в бытовых условиях самыми подходящими будут фтористые и рутиловые электроды. Надо сказать, что фтористо-кальцевые дают более качественный сварочный шов. Для работы с ними требуется очень высокое напряжение, достигающее 70 В. И чтобы их использовать, нужны более мощные сварочные аппараты.
Более экономными считаются рутиловые аналоги. Однако в местах, где требуется получить качественный сварочный шов и где необходимо сварить высокопрочные стали, лучше воспользоваться фтористыми изделиями.
При выборе покрытия не нужно оставлять без внимания диаметр электрода. Этот размер должен соответствовать значениям, которые рекомендованы изготовителем сварочного оборудования. Обычно оптимальный диаметр указывается в техническом паспорте сварочного агрегата. В основном пользуются электродами диаметром 1,5 мм.
Технические характеристики автоматического сварочного аппарата.
Электроды выпускаются с конкретным сроком годности, поэтому они требуют правильного хранения. Рекомендации об этом даны производителем сварочного аппарата. Для работы с полуавтоматом вместо электродов применяется сварочная проволока. Чаще всего она сделана из стали, обогащенной медью. Кроме того, подобные сварочные устройства выполняют работу в защитном газе. Вид газа зависит от рабочего материала. Чтобы варить черный металл, применяется углекислый газ, цветной металл сваривается в аргоне.
Некоторые сварочные аппараты способны выполнять сварку порошковой проволокой без подачи защитного газа. Этот метод намного удобнее, однако его стоимость очень высока. Чтобы проводить работу таким способом, нужно иметь модели, на которых есть надпись «с газом/без газа». Подобные универсальные элементы при переключении режимов требуют также и изменение полярности горелки.
Размер проволоки, также как и размер электродов, должен быть минимальным. При этом проволока размером 0,6 мм используется для проведения сварочных работ в местах, где требуется особая аккуратность. Ее можно использовать, работая на приборах малой мощности. Намного реже применяется диаметр, равный 1,2 мм. Чтобы выполнять такую работу, необходим профессиональный сварочный аппарат, который требует соответствующего опыта. Самое высокое распространение получила проволока диаметром 0,8 мм.
Основные параметры, на которые нужно обратить пристальное внимание
Схема электронного блока сварочного аппарата.
Главные возможности агрегата не зависят от его массы и размеров. Абсолютно неверно делать выбор устройства в зависимости от этого. К примеру, тороидальный сердечник, применяемый в трансформаторе, уменьшает его массу и габариты в два раза.
В основном масса трансформатора достигает 30 кг, вес выпрямителя — 20 кг, а приборы инверторного типа — 6 кг. Конечно, стоимость аппарата находится в аналогичной зависимости. Инвертор в несколько раз дороже выпрямителя, а его стоимость в несколько раз выше ценности трансформатора.
От подаваемого тока зависит и его производительность. Например, чтобы варить решетки и другие конструкции, вполне достаточно иметь 4-миллиметровый электрод с параметром тока 220А.
Зажигание дуги зависит от напряжения на холостом ходу. В большинстве случаев оно равняется 50 В. Для удобства многие аппараты снабжены автоматическим розжигом дуги. Системы, которые могут выпрямлять ток, получают и высококачественный шов. Каждый агрегат снабжен дополнительными функциями:
- Пуск двигателя.
- Зарядка аккумулятора.
- Нагрев металла.
- Рихтовка.
- Применение угольного электрода.
Тележка для сварочного аппарата.
Электродуговые конструкции делятся на несколько типов:
- Устройства, которые могут работать с любым видом тока. В эту группу входят приборы инверторного типа. Они выполняют сварку электродами.
- Полуавтоматы, применяющие для работы проволоку.
Заметьте, что устройства инверторного типа делятся на приборы, работающие с электродами и инверторными полуавтоматами. При этом многофункциональные полуавтоматы могут варить электродами и проволокой одновременно.
Сварочные аппараты, о которых рассказано выше, если на них работает профессионал, обеспечивают надежный, прочный шов. Для тех, кто начинает осваивать подобное ремесло, можно посоветовать приобрести полуавтомат. Выполнять работы с таким аппаратом намного легче. Зажигание дуги происходит автоматически, полностью отсутствуют металлические брызги, если настройки выполнены правильно.
На строительном рынке и в магазинах представлен очень большой ассортимент сварочного оборудования. Перед тем как приобрести сварочный аппарат, необходимо обязательно определить цель, для которой он приобретается. Возможно, он будет работать в домашних условиях, а возможно, необходим для выполнения профессиональной работы. Аппараты сильно отличаются по своей мощности и надежности.
Как сделать правильный выбор сварочного устройства для бытовых целей
Классификация сварочных трансформаторов.
- Охлаждение трансформатора должно выполняться естественным способом, при этом вентилятор должен отсутствовать.
- Для получения качественной сварки нужен мощный дроссель и сглаживающие конденсаторы большой емкости.
- Аппарат должен быть оборудован электронным тормозом, позволяющим остановить подачу проволоки в момент выключения аппарата.
- Сварочный аппарат должен быть снабжен искрогасителем. Он не позволит появиться искре, когда агрегат будет находиться в состоянии покоя. Искрогаситель удалит остаточное электричество.
- Очень важно, чтобы был хорошо сделан блок, подающий проволоку. От ее ровной подачи зависит количество брызг. Самыми известными изготовителями таких блоков являются немецкие специалисты.
Для полуавтомата, работающего с порошковой проволокой, никаких дополнительных аксессуаров не нужно. Для работы с проволокой и сварочными электродами понадобится углекислый газ в баллоне с редуктором.
Инвертор: основные достоинства
Конструкция сварочного инвертора.
Этот аппарат обладает наилучшими для сварки свойствами тока. Его подачу можно регулировать, получая точное значение. Он имеет очень высокое КПД, выше 90%. В аппарате отсутствуют внутренние индуктивные потери, поэтому он потребляет очень мало электроэнергии в сравнении с классическим трансформаторным оборудованием. Для дома является идеальным решением.
Немаловажное значение при выборе сварочного аппарата для работы в домашних условиях имеют размеры и вес. Инвертор обычно весит менее 10 кг. Его легко транспортировать и хранить.
Каким генератором лучше всего пользоваться, чтобы проводить сварочные работы?
Когда выбирается сварочный генератор, очень важным является вид топлива, необходимого для работы. Один может действовать только на бензине, другому нужно дизельное топливо.
Важным показателем является вид генерируемого тока. Самыми простыми, имеющими невысокую стоимость, считаются бензиновые генераторы, вырабатывающие переменный ток. Они отличаются компактностью и невысокой стоимостью. Отрицательной стороной являются малые ресурсы. А вот дизельные генераторы для сварки имеют значительные ресурсы и способны выдержать серьезные нагрузки.
От модели сварочного аппарата зависит и надежность шва.
Генераторы для сварки, вырабатывающие постоянный ток, считаются очень сложными приборами, но при этом они обеспечивают наилучшее качество сварки. Когда работа проходит при переменном токе, надежность и качество шва будет намного хуже.
Учитывая все вышеописанное, можно выбрать самый подходящий для работы сварочный генератор. Решение всегда принимает сварщик индивидуально. Удачи!
moyasvarka.ru
промышленное оборудование мраморных фабрик Египет
О Zirve » Zirve Упаковочные машины
Египет; . комплектацией целых цехов либо фабрик от А до Я. zİrve предоставляет линии по производству снеков и обжарке . промышленное оборудование с европейским качеством и за .
Промышленность Турции — Википедия
Промышленность Турции — один из ведущих секторов турецкой экономики.По числу занятых и доле в общем экспорте ключевую роль играет производство текстиля и готовой одежды. Продолжают сохранять важное значение .
О Zirve » Zirve Упаковочные машины
Египет; . комплектацией целых цехов либо фабрик от А до Я. zİrve предоставляет линии по производству снеков и обжарке . промышленное оборудование с европейским качеством и за .
Промышленность России — Википедия
Промышленность России — крупная отрасль российской экономики.Доля промышленности в ВВП России — 32,4 % (2017 год).Доля занятого населения в промышленности — 27,6 % (2016 год). Доля обрабатывающих производств в российском .
поставщики мраморные блоки покупка смета | Europages
Просмотрите 60 потенциальных поставщиков сектора мраморные блоки на Europages, платформе международного сорсинга B2B.
ВыставкиОбрабатывающая промышленность 2021
Расписание выставок по тематике — Обрабатывающая промышленность 2021-2022 гг. Календарь выставок. Условия участия. Информация для посетителей и …
Строительное оборудованиепродавцы в Молдове
Сварочное оборудование бытовое и промышленное: аргонная сварка, контактная сварка. Полуавтоматы. Трансформаторы. Выпрямители. Колюче-ленточные заграждения для защиты территории и объектов.
Вторая промышленная революцияSecond Industrial
Обзор . Вторая промышленная революция была периодом быстрого промышленного развития, прежде всего в Соединенном Королевстве , Германии и США , но также во Франции , Нидерландах , Италии и Японии .
поставщики машиностроение покупка смета | Europages
Просмотрите 244251 потенциальных поставщиков сектора машиностроение на Europages, платформе международного сорсинга B2B.- pg-70
Промышленное оборудование для очистки воды |
Промышленное оборудование для очистки воды | Интернет-магазин «Аквадизайн» — интернет-магазин «Аквадизайн» ☎ (044) 221-44-55 Выгодные цены Сервисная служба Широкий ассортимент
Промышленность России — Википедия
Промышленность России — крупная отрасль российской экономики.Доля промышленности в ВВП России — 32,4 % (2017 год).Доля занятого населения в промышленности — 27,6 % (2016 год). Доля обрабатывающих производств в российском .
поставщики мраморные блоки покупка смета | Europages
Просмотрите 60 потенциальных поставщиков сектора мраморные блоки на Europages, платформе международного сорсинга B2B.
ВыставкиОбрабатывающая промышленность 2021
Расписание выставок по тематике — Обрабатывающая промышленность 2021-2022 гг. Календарь выставок. Условия участия. Информация для посетителей и …
Строительное оборудованиепродавцы в Молдове
Сварочное оборудование бытовое и промышленное: аргонная сварка, контактная сварка. Полуавтоматы. Трансформаторы. Выпрямители. Колюче-ленточные заграждения для защиты территории и объектов.
Финики оптом от производителей и поставщиков на
Промышленное оборудование, сырьё . s.l.u является совладельцем фабрик по оливковым маслам, готовой мясной продукции и также работаем на прямую с производителями, сотрудничаем с множеством .
ОптЛист — поставщики и производители оптом
Самая большая бесплатная база поставщиков и производителей России и мира. Оптовый портал, который более 9 лет помогает поставщикам и оптовым покупателям находить друг друга. Купить или продать товар оптом вы можете .
Вторая промышленная революцияSecond Industrial
Обзор . Вторая промышленная революция была периодом быстрого промышленного развития, прежде всего в Соединенном Королевстве , Германии и США , но также во Франции , Нидерландах , Италии и Японии .
Лучшее оборудование для малого бизнеса в домашних
Почему оборудование для малого бизнеса привозят из Китая. Мы пользуемся китайскими вещами с логотипами европейских или американских компаний. Ведь в Китае расположено большинство фабрик.
Купить Китай Промышленные Стиральные Машины
Купить Китай Промышленные Стиральные Машины оптом из Китая. Товары напрямую с завода-производителя на Alibaba.com.
ОБЕЗЖИРИВАНИЕ И МОЙКА ДЕТАЛЕЙ
Оборудование для обезжиривания деталей, изделий для последующего нанесения любого покрытия WWW.VIROY.RU тел.: +7(495) 979-59-94; +7(901)519-59-94
Оптовые поставщики и покупатели товаров и услуг |
Поиск b2b услуг и привлечение новых деловых партнеров для своего бизнеса с Китая, России, Турции и стран СНГ на Qoovee
поставщики рециклинг пластмасс покупка смета | Europages
Пластмассы — промышленное сырье для производства (20) Отходы — переработка, рециклинг (16) Металлы — утилизация, рециклинг (13) Полимеры (11) Пластмассы — промышленное оборудование (10)
Орехи, сухофрукты оптом от производителей и
Промышленное оборудование, сырьё . s.l.u является совладельцем фабрик по оливковым маслам, готовой мясной продукции и также работаем на прямую с производителями, сотрудничаем с множеством .
Экономика Пакистана | Контент-платформа
Темп роста ВВП — 3,3%. ВВП на душу населения — $ 511. Импорт (1997) (нефть и нефтепродукты, промышленное сырье и оборудование, растительные масла, чай, химикаты, удобрения) — $ 11,4 млрд.
Инвертор прометей 200и схема управления
Инвертор прометей 200и схема управления
Обновленный электрошокер ака 22.Сварочное оборудование, генераторы симферополь | вконтакте.
Технологии и оборудование элс-2014.Тест сварочных инверторов (сварочных аппаратов) | тесты.
Пример отопления частного дома ч. 1 youtube.
Научно-технический журнал «вопросы материаловедения».
Неисправности частотного преобразователя. Ошибки частотника.
Купить котлы зота (zota) – красноярскэнергокомплект. Интернет-магазин климатической техники, оборудования. Ресанта саи-220 – схема, неисправности, отзывы. Электронно-лучевая сварка — википедия. Содержание журналов электрик. Удобный поиск.Сведения об образовательной организации.
Gnd русский перевод – словарь linguee.Дроссель сварочного полуавтомата ремонт и модернизация.
Импульсный электролиз на google science fair / хабр.Твердотопливные котлы (печи) прометей м-2 | kotlof. Kz купить.Схема сварочного аппарата – рабочие и защитные элементы +.
Инструкция по эксплуатации starline a64 Скачать карту телевизор на майнкрафт Скачать накрутку голосов вконтакте 2016 Картинки на заставку компьютера скачатьОбращение к пользователям
Статьи
27.04.2016 Узнай — можно ли ставить КИТАЙСКИЕ гофры глушителей
На сегодняшний день, при выборе гофры глушителя для своего автомобиля, многие автолюбители раздумывают над тем, стоит ли делать выбор в пользу товаров китайского производства? Несмотря на то, что товары от китайского производителя обладают доступностью в плане цены, они могут иметь не слишком высокий срок эксплуатации, поэтому, доверять или не доверять китайским гофрам – как говорится, дело лично каждого.
(Голосов: 1, Рейтинг: 3.3) |
27.04.2016 Узнай — как продлить жизнь авто глушителю
(Голосов: 1, Рейтинг: 3.3) |
27.04.2016 Узнай — что убивает катализаторы в новых автомобилях
Катализатор или как еще называют данный элемент каталитический нейтрализатор, представляет собой один из главнейших элементов, которые находятся в системе выхлопов любой современной машины. Главной функцией катализатора является осуществление фильтрации и его неисправность способна в большинстве случаев привести к разрушению, либо сильным повреждениям, которые могут требовать неотложного ремонта.
(Голосов: 1, Рейтинг: 3.2) |
27.04.2016 Узнай — как продлить жизнь авто катализатору
Для того чтобы понять причину, по которой катализатор выходит из строя, нужно иметь четкое представление о том, как происходит его работа. Изначально, кажется, что ничего сложного в этом нет и это обычный фильтр из керамики, который включает в себя множество мелких сот. Однако, данный фильтр обладает своими особенностями – на поверхности сот есть довольно тонкий слой сплава из металла, состав которого имеет платину, родий и палладий и каждому металлу отводится своя определенная функция.
(Голосов: 1, Рейтинг: 3.3) |
27.04.2016 Узнай — как ЗАРАБОТАТЬ на Б\У катализаторах
Большинство владельцев автомобилей, а также работников станций по техническому обслуживанию просто выкидывают бывшие в употреблении автомобильные катализаторы, не думая о вреде, который они способны принести окружающей среде. Все дело в том, что данные элементы производятся с использованием разнообразных химических составляющих, которые при повышенной концентрации способны оказать негативное воздействие на экологический фон. Именно по этой причине б/у катализаторы нуждаются в проведении специальной утилизации.
Можно ли продать б/у катализатор?
(Голосов: 1, Рейтинг: 3.3) |
27.04.2016 5 советов как выбрать качественный глушитель
Основная сложность кроется в том, что качество глушителя можно определить лишь по звуку и при использовании определенного оборудования. Сегодня же мы узнаем, какие косвенные причины способны указать на общее качество глушителя. Такие рекомендации позволят любому автолюбителю выбрать качественный глушитель без помощи специалистов.
(Голосов: 1, Рейтинг: 3.3) |
21.12.2015 Сварка литых дисков в Рязани
Металлы, которые трудно соединяются, свариваются при помощи аргона. Из-за неудовлетворительного состояния наших дорог нередки случаи образования трещин на дисках. Без применения аргоновой сварки здесь не обойтись.
(Голосов: 2, Рейтинг: 3.27) |
18.12.2015 Сварка дисков в г. Рязань
Во время осуществления ремонта автомобиля иногда необходимо провести сварочные работы. Детали из алюминия и его сплавов, особенно колесные диски, части двигателя, коллектора и другие элементы нуждаются в сварке аргоном. Отличие этой процедуры от стандартной заключается в применении специального газа – аргона. Он необходим для облегчения сварочного процесса разогретого алюминия. Окисляясь при повышении температуры, этот металл образует пленку, затрудняющую его плавление. Преимущества использования аргона для сварки в том, что шва после его применения практически не видно. Во время этого процесса происходит соединение деталей, а не наложение поверх соединяемых частей алюминиевой присадки.
(Голосов: 3, Рейтинг: 3.25) |
15.12.2015 Дуговая аргоновая сварка в г. Рязань
Дуговая аргоновая сварка в г. Рязань выполняется в ООО «ЗападАвто» качественно, быстро и недорого. Эффективность данной технологии соединения алюминиевых деталей довольно высока. Она успешно применяется во время ремонтов деталей из разных металлов. Хорошее качество сварки алюминиевых, нержавеющих, чугунных и медных элементов машин и механизмов позволяет говорить об этом методе, как об одном из самых лучших. Мы можем производить дуговую аргоновую сварку различного уровня сложности.
(Голосов: 1, Рейтинг: 3.2) |
12.12.2015 Аргоновая сварка в Рязани
Транспортные средства, эксплуатирующиеся активно, имеют достаточно высокий процент износа и часто требуют проведения своевременных или внеочередных ремонтов, в том числе сварочных работ. Своими силами это сделать не всегда возможно. Этот вид вмешательства требует наличия определенного оборудования и навыков профессионального сварщика.
(Голосов: 1, Рейтинг: 3.2) |
09.12.2015 Сварка дисков аргоном в г Рязань
Сварка аргоном имеет широкое распространение. Так, например, к ней прибегают при ремонте различных деталей автомобилей: литых дисков, глушителей, трубок из нержавейки и цветных металлов и прочего. Ее главное отличие от обычной электродуговой сварки – использование в качестве катализатора аргона – специального газа без вкуса, цвета и запаха, который несколько тяжелее кислорода. Именно аргон препятствует образованию оксидной пленки на поверхности металла (в том числе и алюминия) и значительно облегчает процесс его сварки.
(Голосов: 1, Рейтинг: 3.2) |
06.12.2015 Аргонодуговая сварка в Рязани
Аргонодуговая сварка является своего рода гибридом сварки электрической (предполагает использование электрической дуги) и газовой (проводится по особой методике). Она позволяет получать ровные и при этом довольно прочные сварные швы без микротрещин, которые не деформируются и не растрескиваются в процессе эксплуатации.
(Голосов: 1, Рейтинг: 3.3) |
03.12.2015 Аргонодуговая сварка алюминия в г Рязань
Сплавы на основе алюминия имеют превосходные технические и эстетические качества, поэтому активно применяются в различных металлических конструкциях. Их основными достоинства считается небольшой вес и малая плотность, исключительная механическая прочность и низкая коррозионная активность. В чистом виде алюминий используется только в отдельно взятых случаях в пищевой, химической и электротехнической (например, при производстве полупроводников) промышленности.
(Голосов: 1, Рейтинг: 3.2) |
27.11.2015 Услуги аргонная сварка в г Рязань
В производстве изделий из металла одним из важнейших технологических процессов выступает сварка, обеспечивающая неразъемные соединения. Кузнечная сварка, изобретенная еще в седьмом столетье до нашей эры, вплоть до 19-го века, считалась единственным способом соединения металлов.
(Голосов: 1, Рейтинг: 3.2) |
24.11.2015 Аргонная сварка цена в Рязани
Для получения неразъемных соединений металлических элементов, практикуется множество сварочных технологий, среди которых можно выделить электродуговую, газопламенную, плазменную, термитную, лазерную, электронно-лучевую, электрошлаковую методику. Все они имеют свои показания к применению, в зависимости от структуры свариваемых изделий.
(Голосов: 1, Рейтинг: 3.2) |
21.11.2015 Аргоновая сварка нержавейки в Рязани
В современных автомобилях все чаще применяются детали, выполненные из высоколегированных сплавов, обладающих антикоррозионными свойствами. Нержавеющая сталь содержит в своем составе значительную долю хрома, а также другие элементы, препятствующие коррозии и повышающие стойкость металла (марганец, титан, никель, молибден). Таким образом, изделия из нержавейки можно беспрепятственно использовать в тяжелых условиях, связанных с температурными перепадами, химическим воздействием и повышенной влажностью.
(Голосов: 1, Рейтинг: 3.2) |
20.11.2015 Услуги сварки аргоном в г Рязань
Аргоновая сварка является процессом достаточно сложным и трудоемким. Несмотря на то, что оборудования для ее выполнения может купить каждый желающий, несоблюдение технологии сварки зачастую имеет серьезные последствия. Здесь необходимо учитывать множество нюансов. В противном случае есть риск не только повредить саму деталь, но и получить травмы.
(Голосов: 1, Рейтинг: 3.2) |
17.11.2015 Услуга аргонная сварка в Рязани
В настоящее время аргонная сварка пользуется огромной популярностью. Посредством ее можно быстро и без больших трудозатрат выполнить даже сложный ремонт автомобиля. Сварка с использованием аргона отличается эффективностью, простотой и надежностью. Полученные с помощью данного метода швы имеют практически идеально гладкую поверхность и не нуждаются в дополнительной обработке специальными материалами или шлифовальными машинами.
(Голосов: 1, Рейтинг: 3.3) |
14.11.2015 Аргоновая сварка металлов в Рязани
Аргоновая сварка металлов в Рязани – некий гибрид между электрической (также использует электродугу) и газовой (выполняется по аналогичной методике) видами сварки.
(Голосов: 1, Рейтинг: 3.2) |
11.11.2015 Аргонная сварка цена в г Рязань
Аргонную сварку часто также называют аргонодуговой. Ее основное преимущество – быстрое получение точных швов высокого качества без дополнительных трудовых и материальных затрат. Она имеет широкую область применения (главным образом в промышленности и машиностроении), так как позволяет. При ее выполнении необходимо четко соблюдать определенную технологию и использовать только сертифицированное оборудование и специальные расходные материалы. В противном случае все старания окажутся напрасными.
(Голосов: 1, Рейтинг: 3.2) |
Новости 1 — 20 из 246
Начало | Пред. | 1 2 3 4 5 6 7 8 9 10 11 | След. | Конец | Все
Разница между сваркой MIG и TIG
В каждом процессе дуговой сварки между электродом и проводящими основными металлами образуется электрическая дуга. Эта дуга обеспечивает необходимое тепло для плавления стыковых поверхностей опорных пластин. Существует несколько процессов дуговой сварки, а именно: ручная дуговая сварка металлическим электродом, дуговая сварка металлическим электродом, дуговая сварка вольфрамовым электродом, дуговая сварка флюсом, дуговая сварка под флюсом и т. Д. Каждый процесс имеет уникальные характеристики и предлагает ряд преимуществ по сравнению с другими.В процессе газовой дуговой сварки (GMAW) используется плавящийся проволочный электрод для подачи присадочного металла в зону сварки. Этот проволочный электрод наматывается в ванну с проволокой и непрерывно подается в зону сварки с помощью автоматического устройства. Для защиты горячего сварного шва от нежелательного окисления и загрязнения защитный газ также подается в зону сварки из отдельного газового баллона. В зависимости от состава защитного газа процесс GMAW можно разделить на две группы — сварка в среде инертного газа (MIG) и сварка в среде активного газа (MAG).Как следует из названия, инертный газ, такой как аргон, гелий, азот или смесь таких газов, используется в качестве защитного газа при сварке MIG. С другой стороны, смесь активных газов (кислорода или углекислого газа) и инертных газов используется в качестве защитного газа при сварке MAG. Таким образом, сварка MIG — это, по сути, процесс GMAW, при котором подается только инертный защитный газ.
Сварка вольфрамовым электродом в среде инертного газа (TIG), также называемая дуговой сваркой вольфрамовым электродом (GTAW), представляет собой еще один процесс сварки плавлением, при котором между неплавящимся вольфрамовым электродом и токопроводящими пластинами образуется электрическая дуга.Поскольку электрод не расходуемый, присадочный металл также можно подавать дополнительно, подавая стержень фильтра под дугу. Однако сварка TIG предпочтительна для автогенной сварки, когда для соединения компонентов не добавляется присадочный металл. В отличие от сварки MIG, при которой материал электрода выбирается в зависимости от состава основного металла, в сварке TIG используется вольфрамовый электрод независимо от химического состава основного металла. При сварке TIG также использовался инертный защитный газ для защиты горячего сварного шва от окисления и загрязнения.При правильном выполнении сварка TIG может обеспечить бездефектное прочное соединение с очень хорошим внешним видом. Кроме того, он не оставляет брызг. Различные сходства и различия между сваркой MIG и сваркой TIG приведены ниже в виде таблицы.
- Как TIG, так и MIG сварка в основном представляют собой процессы дуговой сварки, поскольку электрическая дуга образуется между электродом и опорными пластинами для плавления стыковых поверхностей и образования слияния. Они также подпадают под процессы сварки плавлением, поскольку основные металлы плавятся во время соединения.
- В обоих процессах используется неизолированный электрод. Хотя материал электродов в этих двух процессах разный, но ни в одном из этих двух процессов электрод с флюсовым покрытием не используется.
- В обоих случаях требуется подача защитного газа из дополнительных источников. Это не похоже на процесс MMAW или FCAW, где защитный газ по своей природе получается во время процесса из-за разрушения флюса, доступного с электродом.
- В обоих случаях используется инертный защитный газ для защиты горячего сварного шва от окисления и загрязнения.Для защиты используются только инертные газы, такие как аргон, гелий, азот или смесь таких газов.
- Эти два процесса могут соединять только токопроводящие металлы. Фактически, все процессы дуговой сварки применимы только к проводящим металлам. Сварка в твердом состоянии может применяться для соединения непроводящих металлов.
| Сварка МИГ | Сварка TIG |
|---|---|
| При сварке в среде инертного газа (MIG) используется плавящийся электрод, который непрерывно подается в зону сварки из сварочной ванны. | При сварке вольфрамовым электродом в среде инертного газа (TIG) используется неплавящийся электрод (поэтому он остается статичным и неповрежденным во время сварки). |
| Сам электрод плавится, чтобы обеспечить необходимый присадочный металл, необходимый для заполнения корневого зазора между основными металлами. Таким образом, электрод действует как присадочный металл (дополнительный наполнитель не требуется). | При необходимости, присадочный металл подается дополнительно путем подачи присадочного прутка малого диаметра в дугу. Так что присадочный металл поставляется отдельно. |
| Состав электродного металла выбирается исходя из основного металла. Обычно металлургический состав электродного металла аналогичен составу основного металла. | Электрод всегда изготавливается из вольфрама с небольшой долей других легирующих элементов (например, тория). |
| Подходит для гомогенной сварки. Его нельзя проводить в автогенном режиме сварки, так как присадочный материал применяется изначально. | Особенно подходит для сварки в автогенном режиме.Однако его также можно использовать для гомогенного или гетерогенного режима путем подачи дополнительного наполнителя. |
| Электрод-наполнитель для MIG-сварки выпускается в виде проволоки малого диаметра (0,5 — 2 мм) и очень длинной (несколько сотен метров), которая наматывается в лужу. | Сварочный наполнительTIG обычно выпускается в виде стержня малого диаметра (1-3 мм) и короткой длины (60-180 мм). |
| Из-за очень большой длины присадочный электрод можно подавать в течение более длительного времени без замены. | Из-за небольшой длины требуется частая замена наполнителя. Это непреднамеренно прерывает сварочный процесс. |
| Сварка MIG обычно выполняется при полярности переменного или постоянного тока, поэтому электрод может плавиться и осаждаться быстрее. | Сварка TIG обычно выполняется с использованием полярности переменного или постоянного тока для увеличения срока службы электрода. |
| Скорость нанесения наполнителя очень высокая, поэтому процесс высокопроизводительный. | Низкая скорость осаждения наполнителя. В этом смысле это не очень продуктивно. |
| При сварке MIG обычно образуются брызги. Это приводит к потере дорогостоящего присадочного металла. | Сварка TIG в основном без брызг. |
| Качество и внешний вид сварного шва не очень хорошие. | Позволяет легко изготавливать бездефектное надежное соединение с хорошим внешним видом. |
| Не приводит к дефекту вольфрамовых включений. | Сварка TIG иногда приводит к дефекту вольфрамовых включений (возникает, когда расплавленная / сломанная часть вольфрамового электрода попадает в сварной шов). |
- Комплексная технология мастерских (производственные процессы) С. К. Гарга (Laxmi Publications Private Limited).
- Технология производства: литейное производство, формовка и сварка П. Н. Рао (Tata McGraw Hill Education Private Limited).
- Учебник технологии сварки О. П. Ханна (Dhanpat Rai Publications).
Инертный вольфрам вводный
Введение в сварку TIG — свариваемость Sif
Введение в сварочный газ, защищенный вольфрамовым защитным газом (TIG…
2020/08/20 · Введение в сварочный газ, защищенный вольфрамовым инертным газом (TIG) Цели: предоставить делегатам необходимые навыки, знания и безопасные методы работы, чтобы иметь возможность выполнять сварные соединения из различных материалов с использованием процесс вольфрамового инертного газа.
ПодробнееЧто такое сварка вольфрамовым электродом в среде инертного газа (TIG)? Полное объяснение
2020/12/07 · Сварка TIG (сварка вольфрамовым электродом в среде инертного газа) — отличный процесс, с помощью которого вы можете соединить металл и поместить между ними вольфрамовый электрод.Сварка Tig также очень популярна как газо-вольфрамовая дуговая сварка (GTAW), и это процесс сварки металлов с помощью дуги.
Узнать большеНаграда 1-го уровня в области вводного вольфрамового инертного газа (TIG …
2020/10/13 · Эти курсы по сварке направлены на то, чтобы дать учащимся вводные навыки в области инертного газа вольфрама (TIG), инертного газа металла (MIG) ) и ручная металлическая дуговая сварка (MMA). Курс уровня 1 подойдет любому, кто не знаком с сваркой, в то время как курс уровня 2 позволяет кандидату развить навыки, приобретенные на уровне 1…
. Подробнее TechAVСварка вольфрамовым инертным газом (TIG) была разработана в 1940-х годах в основном для сварки магниевых сплавов и алюминия, которые до того времени считались «трудными» для сварки.Использование защиты от инертного газа вместо шлака
Узнать большеПринцип процесса сварки вольфрамовым инертным газом (TIG)
Ключевые слова: сварка вольфрамовым инертным газом, защитный газ, сварочная горелка, стабильность дуги, Arvs. He 14.1 Введение Процесс сварки вольфрамовым электродом в среде инертного газа, также называемый дуговой сваркой вольфрамовым электродом, назван так потому, что в нем используется а) электрод.
Узнать большеЧто такое инертный газ вольфрама (TIG)? — Определение из …
29.01.2018 · Вольфрамовый инертный газ (TIG) — это тип дуговой сварки, в которой для создания сварного шва используется неплавящийся вольфрамовый электрод.Место сварки защищено от загрязнения гелием, аргоном и другими инертными газами.
Узнать большеСварка вольфрамом в среде инертного газа: конструкция, принцип работы …
2020/10/09 · Сварка вольфрамовым электродом в среде инертного газа (TIG) является одним из видов метода дуговой сварки, при котором мы используем неплавящийся вольфрамовый электрод для сварки двух металлических тел. Место сварки защищено от загрязнения гелием, аргоном
Узнать большеЧто такое сварка вольфрамом в инертном газе (TIG) — Урок для студентов
2020/05/17 · Сварка вольфрамом в инертном газе (TIG) Сегодня я буду говорить о вольфраме сварка в инертном газе, ее компоненты и области применения.Ранее были опубликованы статьи о приварке шпилек. Проверить! Что такое приварка шпилек
Узнать большеTRAD2004 Введение в сварку вольфрамовым инертным газом (TIG) …
TRAD2004 — Введение в сварку вольфрамовым инертным газом (TIG) 78697 Общественный колледж Гонолулу — PCATT Версия для печати Загрузка … Описание курса Вы будете сваривать алюминиевые пластины в плоском и горизонтальном положениях. Все введение …
Узнать большеДуговая сварка вольфрамовым электродом — Википедия
Дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым инертным газом (TIG), представляет собой процесс дуговой сварки, в котором используется неплавящийся вольфрам. электрод для создания сварного шва.Зона сварки и электрод защищены от окисления или другого атмосферного загрязнения инертным защитным газом (аргон или гелий).
ПодробнееВольфрам — Википедия
Поскольку вольфрам — редкий металл, а его соединения, как правило, инертны, влияние вольфрама на окружающую среду ограничено. Содержание вольфрама в земной коре составляет…
Узнать большеСварка TIG | Telwin
A. ВВЕДЕНИЕ Дуговая сварка в среде инертного газа неплавящимся вольфрамовым электродом (T.I.G. — вольфрамовый инертный газ или G.T.A.W. — Газовая вольфрамовая дуговая сварка) — это процедура, при которой тепло, необходимое для сварки, передается с помощью электрической дуги, которая поддерживается между неплавящимся электродом и заготовкой.
ПодробнееВводные навыки по сварке вольфрамовым электродом в инертном газе — West Herts …
Получите необходимые навыки с помощью квалификационного курса «Вводный курс по сварке вольфрамовым электродом в инертном газе». Введение Кампус Кингс-Лэнгли теперь гордится своим собственным центром обучения сварке.Эта квалификация была …
Узнать большеХарактеристика сварочного дыма вольфрама в среде инертного газа (TIG) …
2015/10/12 · Сварка вольфрамовым электродом в среде инертного газа (TIG) представляет собой одно из наиболее широко используемых соединений металлов процессы в промышленности. Его склонность генерировать больший порт. Его склонность генерировать больший порт. Мы используем файлы cookie, чтобы улучшить ваше взаимодействие с нашим веб-сайтом. Продолжая использовать наш веб-сайт, вы соглашаетесь на использование нами файлов cookie.
ПодробнееНаграда C&G Level 1 Введение в вольфрамовый инертный газ (TIG…
Награда C&G уровня 1 Введение в сварку вольфрамовым инертным газом (TIG) Неполный рабочий день Об этом курсе Подать заявку и основные факты Местоположение Нортгемптон — Бут-Лейн, среда с 23 сентября 2020 года по 25 ноября 2020 года Ссылка Подать заявку сейчас …
ПодробнееПремия CG L1 за вводный вольфрамовый инертный газ (TIG …
2020/10/06 · Награда CG L1 за вводный вольфрамовый инертный газ (TIG) О чем этот курс? Награды уровня 1 идеально подходят, если вы новичок в сварочном оборудовании TIG и хотите получить знания и практический опыт.Всего семь
Узнать большеНаграда за начальные навыки сварки — вольфрамовый инертный газ …
Диплом по автомобильным технологиям — E127 Вводные навыки сварки — Сварка в среде инертного газа (MIG) — E145 Знай свое транспортное средство — базовый автомобиль Техническое обслуживание — E163 Знай свой автомобиль -…
Узнать большеВольфрамовый катод
ВВЕДЕНИЕ (Расходуемые или не расходные материалы / базовые знания) Вольфрамовый катод при сварке в инертном газе называется неплавящимся электродом.Норма расхода довольно низкая при надлежащих условиях сварки. Однако у меня …
Узнать большеГазовая дуговая сварка вольфрамом | Преимущества GTAW и …
2020/02/22 · Введение Процесс сварки вольфрамовым электродом в среде инертного газа, также называемый газовой сваркой вольфрамовой дугой, назван так потому, что в нем используются а) электрод, в основном изготовленный из вольфрама, и б) инертный газ для защиты сварного шва бассейн для предотвращения его загрязнения …
ПодробнееСварка вольфрамом в среде инертного газа (Введение) | City College Plymouth
2019/11/07 · Этот курс по сварке вольфрамовым инертным газом в City College Plymouth в основном носит практический характер с небольшим элементом теории.Указанные сборы применяются к курсам, начинающимся в 2020/21 учебном году (август 2020 г. — июль
. ПодробнееСварка TIG — Linde plc
Сварка TIG Введение Дуговая сварка вольфрамом в газе — обычно называемая TIG вольфрамовым инертным газом — в процессе используется тепло, генерируемое электрической дугой между неплавящимся вольфрамовым электродом и
. Узнать большеПроцесс сварки вольфрамом в среде инертного газа с флюсом: An …
2020/04/05 · Инертный вольфрам с флюсом Процесс газовой сварки: введение П.Чакраварти, М. Агилан Английский | 2020 | ISBN: 0367422875 | 121 стр. | PDF | 6,1 МБ Этот справочник предназначен для ознакомления с Flux …
ПодробнееЭлектрическое поле и напряжение дуги постоянного тока вольфрам-инертный газ…
Введение При сварке вольфрамовым электродом в среде инертного газа (TIG), также известной как газовая сварка Дуговая сварка вольфрамовым электродом (GTAW), электрическая дуга возникает между плоской заготовкой (анодом) и катодом конической формы из чистого или легированного вольфрама …
Подробнее(PDF) Применение активированного вольфрамового инертного газа (А-ТИГ…
2019/12/01 · Сварка активированным вольфрамовым инертным газом (A-TIG) — это один процесс дуговой сварки, при котором покрываются стыковые поверхности и окружающие области опорных пластин…
ПодробнееДуговая сварка вольфрамовым электродом ( GTAW, ), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG) , представляет собой процесс дуговой сварки, в котором для сварки используется неплавящийся вольфрамовый электрод.Область сварного шва защищена от атмосферного загрязнения защитным газом (обычно инертным газом, таким как аргон), и обычно используется присадочный металл, хотя для некоторых сварных швов, известных как автогенные сварные швы, он не требуется. Сварочный источник постоянного тока вырабатывает энергию, которая проходит через дугу через столб высокоионизированного газа и паров металлов, известный как плазма. GTAW чаще всего используется для сварки тонких профилей нержавеющей стали и легких металлов, таких как алюминий, магний и медные сплавы.Этот процесс предоставляет оператору больший контроль над сварным швом, чем конкурирующие процедуры, такие как дуговая сварка металлическим электродом в защитных оболочках и дуговая сварка металлическим электродом в среде защитного газа, что позволяет получать более прочные и качественные швы. Однако GTAW сравнительно сложнее и труднее в освоении, и, кроме того, она значительно медленнее, чем большинство других методов сварки. Связанный процесс, плазменная сварка, использует немного другую сварочную горелку для создания более сфокусированной сварочной дуги и, как результат, часто автоматизирован. [1] Рекомендуемые дополнительные знанияРазвитиеПосле открытия электрической дуги в 1800 году Хамфри Дэви, дуговая сварка развивалась медленно.У CL Coffin была идея сварки в атмосфере инертного газа в 1890 году, но даже в начале 1900-х годов сварка цветных металлов, таких как алюминий и магний, оставалась сложной, потому что эти металлы быстро реагировали с воздухом, что приводило к образованию пористых и заполненных окалиной сварные швы. [2] Процессы с использованием покрытых флюсом электродов не обеспечивали удовлетворительной защиты зоны сварки от загрязнения. Для решения проблемы в начале 30-х годов прошлого века использовались баллонные инертные газы. Несколько лет спустя в авиастроении появился способ сварки магнием в среде защитного газа постоянным током. Этот процесс был усовершенствован в 1941 году и стал известен как гелийная сварка или сварка вольфрамовым электродом в среде инертного газа, поскольку в нем использовался вольфрамовый электрод и гелий в качестве защитного газа. Первоначально электрод быстро перегревался, и, несмотря на высокую температуру плавления вольфрама, частицы вольфрама переносились на сварной шов. Чтобы решить эту проблему, полярность электрода была изменена с положительной на отрицательную, но это сделало его непригодным для сварки многих цветных металлов. Наконец, разработка устройств переменного тока позволила стабилизировать дугу и производить высококачественные алюминиевые и магниевые сварные швы. [3] Развитие продолжалось в течение следующих десятилетий. Компания Linde Air Products разработала горелки с водяным охлаждением, которые помогли предотвратить перегрев при сварке большими токами. [4] Кроме того, в 1950-х годах, когда процесс продолжал набирать популярность, некоторые пользователи обратились к диоксиду углерода в качестве альтернативы более дорогостоящей сварочной атмосфере, состоящей из аргона и гелия. Однако это оказалось неприемлемым для сварки алюминия и магния, потому что это ухудшило качество сварки и, как следствие, сегодня редко используется с GTAW. В 1953 году был разработан новый процесс на основе GTAW, названный плазменно-дуговой сваркой. Он обеспечивает больший контроль и улучшает качество сварки за счет использования сопла для фокусировки электрической дуги, но в значительной степени ограничивается автоматизированными системами, тогда как GTAW остается в основном ручным, ручным методом. [5] Разработка процесса GTAW также продолжалась, и сегодня существует ряд вариаций. Среди наиболее популярных методов — импульсный ток, ручное программирование, методы сварки горячей проволокой, даббер и методы GTAW с увеличенным проникновением. [6] ОперацияРучная газовая дуговая сварка вольфрамом часто считается самым сложным из всех сварочных процессов, обычно используемых в промышленности. Поскольку сварщик должен поддерживать короткую длину дуги, требуется большая осторожность и навыки, чтобы предотвратить контакт между электродом и заготовкой. В отличие от большинства других сварочных процессов, GTAW обычно требует двух рук, поскольку в большинстве случаев сварщик должен вручную подавать присадочный металл в зону сварки одной рукой, а другой манипулировать сварочной горелкой.Однако некоторые сварные швы, сочетающие тонкие материалы (известные как автогенные швы или швы плавлением), могут выполняться без присадочного металла; прежде всего краевые, угловые и стыковые соединения. Для зажигания сварочной дуги высокочастотный генератор обеспечивает прохождение сварочного тока через защитный газ, позволяя зажигать дугу, когда расстояние между электродом и заготовкой составляет примерно 1,5–3 мм (0,06–0,12 дюйма). ). Приведение этих двух в контакт в «касание» («старт с нуля») также служит для зажигания дуги.Этот метод может вызвать загрязнение сварного шва и электрода. После зажигания дуги сварщик перемещает горелку по небольшому кругу, чтобы создать сварочную ванну, размер которой зависит от размера электрода и силы тока. Поддерживая постоянное расстояние между электродом и заготовкой, оператор затем немного отводит резак назад и наклоняет его назад примерно на 10–15 градусов от вертикали. При необходимости присадочный металл добавляется вручную в переднюю часть сварочной ванны. [7] Сварщики часто разрабатывают технику быстрого переключения между перемещением горелки вперед (для продвижения сварочной ванны) и добавлением присадочного металла. Присадочный стержень вынимается из сварочной ванны при каждом продвижении электрода, но никогда не удаляется из газовой защиты, чтобы предотвратить окисление его поверхности и загрязнение сварного шва. Присадочные стержни, состоящие из металлов с низкой температурой плавления, таких как алюминий, требуют, чтобы оператор держался на некотором расстоянии от дуги, оставаясь внутри газовой защиты.Если поднести его слишком близко к дуге, присадочный пруток может расплавиться до того, как коснется сварочной ванны. По мере того, как сварка приближается к завершению, ток дуги часто постепенно снижается, чтобы позволить кратеру сварного шва затвердеть и предотвратить образование кратерных трещин в конце сварного шва. [8] [9] БезопасностьКак и другие процессы дуговой сварки, GTAW может быть опасной, если не будут приняты надлежащие меры предосторожности. В результате этого процесса образуется интенсивное ультрафиолетовое излучение, которое может вызвать солнечные ожоги, а в некоторых случаях спровоцировать развитие рака кожи.Летящие искры и капли расплавленного металла могут вызвать серьезные ожоги и вызвать возгорание, если поблизости находится горючий материал, хотя при правильном выполнении GTAW обычно не образует искр или металлических капель. Важно, чтобы сварщик носил подходящую защитную одежду, включая кожаные перчатки, закрытый воротник рубашки для защиты шеи (особенно горла), защитную куртку с длинным рукавом и подходящий сварочный шлем для предотвращения повреждения сетчатки или ультрафиолетовых ожогов. роговица, часто называемая дугой глаза.Оттенок сварочной линзы будет зависеть от силы сварочного тока. Из-за отсутствия дыма при GTAW дуга кажется ярче, чем дуговая сварка в защитном металлическом корпусе, и вырабатывается больше ультрафиолетового излучения. Воздействие оголенной кожи около дуги GTAW даже на несколько секунд может вызвать болезненный солнечный ожог. Кроме того, вольфрамовый электрод нагревается до белого каления, как нить лампы накаливания, значительно увеличивая общий излучаемый свет и тепловую энергию. Прозрачные сварочные завесы, изготовленные из поливинилхлоридной пластиковой пленки, окрашенной для защиты от ультрафиолетового излучения, часто используются для защиты ближайшего персонала от воздействия. Сварщики также часто подвергаются воздействию опасных газов и твердых частиц. Защитные газы могут вытеснять кислород и вызывать удушье, и, хотя дым не образуется, дуга в GTAW производит ультрафиолетовый свет очень короткой длины волны, который вызывает разрушение окружающего воздуха и образование озона. Металлы улетучиваются, и тяжелые металлы могут попадать в легкие. Точно так же тепло может вызвать образование ядовитых паров от чистящих и обезжиривающих материалов. Операции по очистке с использованием этих средств не следует проводить вблизи места сварки, а для защиты сварщика необходима соответствующая вентиляция. [10] ПриложенияХотя авиакосмическая промышленность является одним из основных пользователей дуговой сварки газом вольфрамом, этот процесс используется в ряде других областей. Многие отрасли промышленности используют GTAW для сварки тонких деталей, особенно цветных металлов. Он широко используется в производстве космических аппаратов, а также часто используется для сварки тонкостенных труб малого диаметра, например, используемых в велосипедной промышленности. Кроме того, GTAW часто используется для выполнения корневых швов или сварных швов первого прохода для трубопроводов различных размеров.При техническом обслуживании и ремонте этот процесс обычно используется для ремонта инструментов и штампов, особенно компонентов из алюминия и магния. [11] Поскольку сварочный металл не переносится непосредственно через электрическую дугу, как в большинстве процессов открытой дуговой сварки, инженеру-сварщику доступен широкий ассортимент сварочного присадочного металла. Фактически, ни один другой процесс сварки не позволяет сваривать такое количество сплавов в таком количестве конфигураций продукта. Сплавы присадочных металлов, такие как элементарный алюминий и хром, могут быть потеряны в электрической дуге из-за волитилизации.Эта потеря не происходит в процессе GTAW. Поскольку полученные сварные швы имеют такую же химическую целостность, что и исходный основной металл, или более точно соответствуют основным металлам, сварные швы GTAW обладают высокой устойчивостью к коррозии и растрескиванию в течение длительных периодов времени, GTAW является предпочтительной процедурой сварки для критических сварочных операций, таких как затвердевание. канистры с ядерным топливом перед захоронением. [12] КачествоИнженеры предпочитают сварные швы GTAW из-за их свойств с низким содержанием водорода и совпадения механических и химических свойств с основным материалом.Максимальное качество сварки обеспечивается за счет поддержания чистоты во время работы — все используемое оборудование и материалы не должны содержать масла, влаги, грязи и других загрязнений, так как они вызывают пористость сварного шва и, как следствие, снижение прочности и качества сварного шва. Для удаления масла и жира можно использовать спирт или аналогичные коммерческие растворители, в то время как проволочная щетка из нержавеющей стали или химический процесс могут удалить оксиды с поверхностей металлов, таких как алюминий. Ржавчину на стали можно удалить, сначала обработав поверхность пескоструйной очисткой, а затем с помощью металлической щетки удалите въевшуюся крупу.Эти шаги особенно важны при использовании постоянного тока отрицательной полярности, поскольку такой источник питания не обеспечивает очистки во время процесса сварки, в отличие от постоянного или переменного тока положительной полярности. [13] Чтобы поддерживать чистоту сварочной ванны во время сварки, поток защитного газа должен быть достаточным и постоянным, чтобы газ покрывал сварной шов и блокировал загрязнения в атмосфере. GTA-сварка на ветру или сквозняке увеличивает количество защитного газа, необходимого для защиты сварного шва, увеличивая стоимость и делая процесс непопулярным на открытом воздухе. Из-за относительной сложности GTAW и важности правильной техники для важных приложений привлекаются опытные операторы. Сварщики должны иметь квалификацию в соответствии с требованиями Американского общества сварщиков или Американского общества инженеров-механиков. Низкое тепловложение, вызванное низким сварочным током или высокой скоростью сварки, может ограничить проплавление и привести к отрыву сварного шва от свариваемой поверхности. Однако при слишком большом подводе тепла ширина сварного шва увеличивается, а вероятность чрезмерного проплавления и разбрызгивания возрастает.Кроме того, если сварщик держит сварочную горелку слишком далеко от заготовки, защитный газ расходуется впустую, а внешний вид сварного шва ухудшается. Если величина используемого тока превышает возможности электрода, в сварном шве могут появиться включения вольфрама. Это явление, известное как плевание вольфрамом, можно определить с помощью рентгенографии и предотвратить, изменив тип электрода или увеличив диаметр электрода. Кроме того, если электрод плохо защищен газовой защитой или оператор случайно позволяет ему контактировать с расплавленным металлом, он может стать грязным или загрязненным.Это часто приводит к тому, что сварочная дуга становится нестабильной, что требует шлифовки электрода с помощью алмазного абразива для удаления примесей. [14] ОборудованиеОборудование, необходимое для операции газовой вольфрамовой дуговой сварки, включает сварочную горелку, в которой используется неплавящийся вольфрамовый электрод, источник постоянного тока для сварки и источник защитного газа. Горелка сварочнаяСварочные горелкиGTAW предназначены для автоматического или ручного управления и оснащены системами охлаждения с использованием воздуха или воды.Автоматический и ручной резаки похожи по конструкции, но ручной резак имеет ручку, а автоматический резак обычно поставляется с монтажной стойкой. Угол между средней линией рукоятки и средней линией вольфрамового электрода, известный как угол наклона головки, на некоторых ручных горелках может быть изменен в соответствии с предпочтениями оператора. Системы воздушного охлаждения чаще всего используются для слаботочных операций (примерно до 200 А), в то время как водяное охлаждение требуется для сильноточной сварки (примерно до 600 А).Горелки подключаются кабелями к источнику питания и шлангами к источнику защитного газа и, если используется, к водопроводу. Внутренние металлические части горелки изготовлены из твердых сплавов меди или латуни для эффективной передачи тока и тепла. Вольфрамовый электрод необходимо прочно удерживать в центре горелки с помощью цанги соответствующего размера, а отверстия вокруг электрода обеспечивают постоянный поток защитного газа. Размеры цанговых патронов соответствуют диаметру вольфрамового электрода, который они удерживают.Корпус горелки изготовлен из термостойкого изоляционного пластика, покрывающего металлические компоненты, обеспечивающего изоляцию от тепла и электричества для защиты сварщика. Размер сопла сварочной горелки зависит от желаемой площади экранирования. Размер газового сопла будет зависеть от диаметра электрода, конфигурации стыка и наличия доступа сварщика к стыку. Внутренний диаметр сопла предпочтительно как минимум в три раза больше диаметра электрода, но жестких правил здесь нет.Сварщик оценит эффективность защиты и при необходимости увеличит размер сопла, чтобы увеличить площадь, защищаемую внешней газовой защитой. Сопло должно быть термостойким и, таким образом, обычно изготавливается из оксида алюминия или керамического материала, но плавленый кварц, стеклообразное вещество, обеспечивает лучшую видимость. В сопло могут быть вставлены устройства для специальных применений, например, газовые линзы или клапаны, для улучшения управления потоком защитного газа с целью уменьшения турбулентности и попадания загрязненной атмосферы в защищенную зону.Ручные переключатели для управления сварочным током могут быть добавлены к ручным горелкам GTAW. [15] Блок питанияДля дуговой сварки вольфрамовым электродом используется источник постоянного тока, что означает, что ток (и, следовательно, тепло) остается относительно постоянным, даже если расстояние до дуги и напряжение изменяются. Это важно, потому что большинство применений GTAW являются ручными или полуавтоматическими, поэтому резак должен держать оператор. Если вместо него используется источник постоянного напряжения, трудно поддерживать достаточно стабильное расстояние дуги, поскольку это может вызвать резкие колебания температуры и затруднить сварку. [16] Предпочтительная полярность системы GTAW во многом зависит от типа свариваемого металла. Постоянный ток с отрицательно заряженным электродом (DCEN) часто используется при сварке сталей, никеля, титана и других металлов. Его также можно использовать при автоматической GTA-сварке алюминия или магния, когда гелий используется в качестве защитного газа. Отрицательно заряженный электрод генерирует тепло, испуская электроны, которые проходят через дугу, вызывая термическую ионизацию защитного газа и повышая температуру основного материала.Ионизированный защитный газ течет к электроду, а не к основному материалу. Постоянный ток с положительно заряженным электродом (DCEP) встречается реже и используется в основном для неглубоких сварных швов, поскольку в основном материале выделяется меньше тепла. Вместо того, чтобы течь от электрода к основному материалу, как в DCEN, электроны идут в другом направлении, заставляя электрод нагреваться до очень высоких температур. Чтобы сохранить форму и предотвратить размягчение, часто используют электрод большего размера. Когда электроны движутся к электроду, ионизированный защитный газ течет обратно к основному материалу, очищая сварной шов путем удаления оксидов и других примесей и тем самым улучшая его качество и внешний вид. Переменный ток, обычно используемый при ручной или полуавтоматической сварке алюминия и магния, объединяет два постоянных тока, заставляя электрод и основной материал чередоваться между положительным и отрицательным зарядом. Это заставляет поток электронов постоянно менять направление, предотвращая перегрев вольфрамового электрода, сохраняя тепло в основном материале. Поверхностные оксиды все еще удаляются во время положительной электродной части цикла, а основной металл нагревается более глубоко во время отрицательной электродной части цикла.Некоторые источники питания позволяют операторам использовать несимметричную волну переменного тока, изменяя точный процент времени, в течение которого ток проходит в каждом состоянии полярности, что дает им больше контроля над количеством тепла и очищающим действием, обеспечиваемым источником питания. Кроме того, операторы должны опасаться выпрямления, при котором дуга не зажигается повторно при переходе от прямой полярности (отрицательный электрод) к обратной полярности (положительный электрод). Чтобы решить эту проблему, можно использовать источник питания прямоугольной формы, а также высокочастотное напряжение, способствующее воспламенению. [17] Электрод
Электрод, используемый в GTAW, изготовлен из вольфрама или сплава вольфрама, поскольку вольфрам имеет самую высокую температуру плавления среди чистых металлов, при 3422 ° C (6192 ° F). В результате электрод не расходуется во время сварки, хотя может возникнуть некоторая эрозия (называемая выгоранием). Электроды могут иметь либо чистую поверхность, либо шлифованную поверхность — электроды с чистой отделкой были химически очищены, а шлифованные электроды шлифованы до однородного размера и имеют полированную поверхность, что делает их оптимальными для теплопроводности.Диаметр электродов может варьироваться от 0,5 до 6,4 мм (0,02–0,25 дюйма), а их длина — от 75 до 610 мм (3–24 дюйма). Ряд вольфрамовых сплавов был стандартизирован Международной организацией по стандартизации и Американским обществом сварки в ISO 6848 и AWS A5.12, соответственно, для использования в электродах GTAW, и они сведены в соседней таблице. Электроды из чистого вольфрама (классифицируются как WP или EWP) — это недорогие электроды общего назначения.Оксид церия (или оксид церия) в качестве легирующего элемента улучшает стабильность дуги и легкость зажигания, уменьшая при этом выгорание. Аналогичный эффект дает использование сплава оксида лантана (или лантана). Электроды из сплава оксида тория (или тория) были разработаны для применения на постоянном токе и могут выдерживать несколько более высокие температуры, обеспечивая при этом многие преимущества других сплавов. Однако он несколько радиоактивен. Вдыхание ториевой шлифовальной пыли при изготовлении электрода опасно для здоровья.Вместо торированных электродов можно использовать электроды с большей концентрацией оксида лантана. Электроды, содержащие оксид циркония (или диоксид циркония), увеличивают допустимую нагрузку по току, улучшая стабильность дуги и увеличивая срок службы электрода. Кроме того, производители электродов могут создавать альтернативные сплавы вольфрама с указанными добавками металлов, и они имеют классификацию EWG в системе AWS. Присадочные металлы также используются почти во всех областях применения GTAW, за исключением сварки тонких материалов.Присадочные материалы доступны с различным диаметром и изготовлены из различных материалов. В большинстве случаев присадочный металл в виде стержня добавляется в сварочную ванну вручную, но в некоторых случаях требуется автоматически подавать присадочный металл, который часто хранится на катушках или бухтах. [19] Защитный газКак и в случае других сварочных процессов, таких как газовая дуговая сварка металлическим электродом, при GTAW необходимы защитные газы для защиты зоны сварки от атмосферных газов, таких как азот и кислород, которые могут вызвать дефекты плавления, пористость и охрупчивание металла шва, если они вступят в контакт с электрод, дугу или сварочный металл.Газ также передает тепло от вольфрамового электрода к металлу, что помогает запускать и поддерживать стабильную дугу. Выбор защитного газа зависит от нескольких факторов, включая тип свариваемого материала, конструкцию соединения и желаемый внешний вид окончательного сварного шва. Аргон — наиболее часто используемый защитный газ для GTAW, поскольку он помогает предотвратить дефекты из-за различной длины дуги. При использовании переменного тока использование аргона обеспечивает высокое качество сварки и хороший внешний вид.Другой распространенный защитный газ, гелий, чаще всего используется для увеличения проплавления сварного шва в стыке, для увеличения скорости сварки и для сварки металлов с высокой теплопроводностью, таких как медь и алюминий. Существенным недостатком является трудность зажигания дуги с помощью газообразного гелия и снижение качества сварки, связанное с изменяющейся длиной дуги. Смеси аргона и гелия также часто используются в GTAW, поскольку они могут улучшить контроль подводимого тепла, сохраняя при этом преимущества использования аргона.Обычно смеси состоят в основном из гелия (часто около 75% или выше) и остального аргона. Эти смеси увеличивают скорость и качество сварки алюминия переменным током, а также облегчают зажигание дуги. Другая смесь защитного газа, аргон-водород, используется при механизированной сварке легкой нержавеющей стали, но, поскольку водород может вызвать пористость, его использование ограничено. [20] Аналогичным образом, азот иногда может быть добавлен к аргону, чтобы помочь стабилизировать аустенит в аустенитных нержавеющих сталях и увеличить проплавление при сварке меди.Однако из-за проблем с пористостью ферритных сталей и ограниченных преимуществ он не является популярной добавкой для защитного газа. [21] МатериалыГазовая вольфрамовая дуговая сварка чаще всего используется для сварки нержавеющей стали и цветных металлов, таких как алюминий и магний, но ее можно применять практически ко всем металлам, за исключением свинца и цинка. Его применение, связанное с углеродистыми сталями, ограничено не из-за технологических ограничений, а из-за существования более экономичных методов сварки стали, таких как газовая дуговая сварка металлическим электродом и дуговая сварка в среде защитного металла.Кроме того, GTAW может выполняться в различных положениях, отличных от плоских, в зависимости от квалификации сварщика и свариваемых материалов. [22] Алюминий и магнийАлюминий и магний чаще всего сваривают на переменном токе, но также возможно использование постоянного тока, в зависимости от желаемых свойств. Перед сваркой рабочая зона должна быть очищена и может быть предварительно нагрета до 175-200 ° C (350-400 ° F) для алюминия или максимум до 150 ° C (300 ° F) для толстых магниевых заготовок для улучшения проплавления и увеличения Скорость путешествия.Переменный ток может обеспечить эффект самоочистки, удаляя тонкий тугоплавкий слой оксида алюминия (сапфира), который образуется на металлическом алюминии в течение нескольких минут после воздействия воздуха. Для начала сварки этот оксидный слой необходимо удалить. Когда используется переменный ток, электроды из чистого вольфрама или циркониевые вольфрамовые электроды предпочтительнее торированных электродов, поскольку последние с большей вероятностью «выплевывают» частицы электрода через сварочную дугу в сварной шов. Предпочтительны тупые наконечники электродов, а для тонких деталей следует использовать чистый аргон.Введение гелия обеспечивает большее проникновение в более толстые детали, но может затруднить зажигание дуги. Постоянный ток любой полярности, положительной или отрицательной, также может использоваться для сварки алюминия и магния. Постоянный ток с положительно заряженным электродом (DCEP) обеспечивает высокое проплавление. Короткая длина дуги (обычно менее 2 мм или 0,07 дюйма) дает наилучшие результаты, что делает процесс более подходящим для автоматического режима, чем для ручного управления. С DCEN чаще всего используются защитные газы с высоким содержанием гелия, также подходят торированные электроды.Постоянный ток с отрицательно заряженным электродом (DCEN) используется в основном для неглубоких сварных швов, особенно с толщиной стыка менее 1,6 мм (0,06 дюйма). Обычно используется торированный вольфрамовый электрод вместе с чистым аргоном в качестве защитного газа. [23] СталиПри GTA-сварке углеродистых и нержавеющих сталей выбор присадочного материала важен для предотвращения чрезмерной пористости. Окислы с присадочного материала и деталей должны быть удалены перед сваркой, чтобы предотвратить загрязнение, а непосредственно перед сваркой следует использовать спирт или ацетон для очистки поверхности.Предварительный нагрев обычно не требуется для мягких сталей толщиной менее одного дюйма, но для низколегированных сталей может потребоваться предварительный нагрев, чтобы замедлить процесс охлаждения и предотвратить образование мартенсита в зоне термического влияния. Инструментальную сталь также следует предварительно нагреть, чтобы предотвратить растрескивание в зоне термического влияния. Аустенитные нержавеющие стали не требуют предварительного нагрева, в отличие от мартенситных и ферритно-хромистых нержавеющих сталей. Обычно используется источник питания DCEN, и рекомендуются торированные электроды, заостренные к острию.Для тонких деталей используется чистый аргон, но по мере увеличения толщины можно вводить гелий. [24] Медные сплавыСварка TIG меди и некоторых ее сплавов возможна, но для того, чтобы очистить шов от окисления и пористости, необходимо обеспечить подачу защитного газа на корневой стороне сварного шва. В качестве альтернативы можно использовать специальную «подкладочную ленту», состоящую из переплетения стекловолокна на термостойкой алюминиевой ленте, чтобы предотвратить попадание воздуха в расплавленный металл. Металлы разнородныеСварка разнородных металлов часто создает новые трудности при GTAW-сварке, потому что большинство материалов нелегко сплавляются с образованием прочной связи.Однако сварные швы из разнородных материалов находят множество применений в производстве, ремонте и предотвращении коррозии и окисления. В некоторых соединениях для образования соединения выбирается совместимый присадочный металл, и этот присадочный металл может быть таким же, как один из основных материалов (например, при использовании присадочного металла из нержавеющей стали с нержавеющей сталью и углеродистой сталью в качестве основных материалов). , или другой металл (например, использование никелевого присадочного металла для соединения стали и чугуна). Очень разные материалы могут быть покрыты или «смазаны маслом» материалом, совместимым с конкретным присадочным металлом, а затем свариваться.Кроме того, GTAW можно использовать для облицовки или перекрытия разнородных материалов. При сварке разнородных металлов соединение должно иметь точную посадку с соответствующими размерами зазора и углами скоса. Следует проявлять осторожность, чтобы не допустить плавления чрезмерного количества основного материала. Импульсный ток особенно полезен для этих применений, так как помогает ограничить подвод тепла. Присадочный металл следует добавлять быстро и избегать образования большой сварочной ванны, чтобы предотвратить растворение основных материалов. [25] Варианты процессаИмпульсный токВ режиме импульсного тока сварочный ток быстро меняется между двумя уровнями.Состояние более высокого тока называется импульсным током, а уровень более низкого тока называется фоновым током. В период действия импульсного тока область сварного шва нагревается и происходит плавление. После снижения до фонового тока области сварного шва дают остыть и затвердеть. GTAW на импульсном токе имеет ряд преимуществ, в том числе меньшее тепловложение и, как следствие, уменьшение деформации и коробления тонких деталей. Кроме того, он позволяет лучше контролировать сварочную ванну и может увеличить проплавление, скорость и качество сварки.Аналогичный метод, запрограммированный вручную GTAW, позволяет оператору запрограммировать определенную скорость и величину колебаний тока, что делает его полезным для специализированных приложений. [26] ДабберВариант dabber используется для точного нанесения металла шва на тонкие кромки. Автоматический процесс повторяет движения ручной сварки, подавая холодную присадочную проволоку в область сварного шва и погружая (или раскачивая) ее в сварочную дугу. Его можно использовать в сочетании с импульсным током и для сварки различных сплавов, включая титан, никель и инструментальные стали.Общие области применения включают восстановление уплотнений в реактивных двигателях и сборку пильных полотен, фрез, сверл и лезвий косилок. [27] Горячий проводСварочный присадочный металл можно нагреть сопротивлением до температуры, близкой к температуре плавления, перед тем, как ввести его в сварочную ванну. Это увеличивает скорость наплавки при машинной и автоматической сварке GTAW. В сварной шов вводится больше фунтов присадочного металла в час, чем когда присадочный металл добавляется холодным, а тепло электрической дуги вводит все тепло.Этот процесс широко используется при наращивании основного материала перед обработкой, наплавке металла и операциях наплавки. Список литературы
|
Дуговая сварка вольфрамовым газом в среде защитных газов TIG TAGS
Введение в дуговую сварку вольфрамовым электродом в среде защитных газов (TAGS)
Сварка алюминия и магния всегда была проблемой при использовании традиционных ручных сварочных процессов с металлической дугой и кислородно-ацетиленовой сваркой. Для удаления оксидной пленки с поверхности материала и ванны расплава пришлось использовать коррозионные флюсы.
Чтобы решить эту проблему и исключить атмосферное загрязнение во время сварки, инертный газ впервые был использован в качестве защиты в начале 1930-х годов.
В первом процессе с защитой от газа использовались вольфрамовый электрод и защитный газ гелий. Это называлось процессом вольфрамового инертного газа (TIG). Использовался постоянный ток с положительным электродом. В этой системе вольфрамовый электрод имел тенденцию к перегреву и переносил фрагменты вольфрама в сварной шов, если не использовался слабый ток.
Было обнаружено, что перегрева можно избежать, сделав вольфрамовый электрод отрицательным. Это сделало процесс пригодным для сварки нержавеющей стали, но не подходящим для алюминия и магния.
Разработкой, позволившей сваривать эти материалы, стало использование переменного тока с наложением высокочастотного тока высокого напряжения на основной сварочный ток для стабилизации дуги. Используя переменный ток дает идеальный ответ для сварки алюминия и магния. Когда электрод положительный, происходит очистка поверхности сварного шва и области пластины; частицы оксида поднимаются вверх электрически, оставляя зону, свободную от оксида. В следующем полупериоде электрод становится отрицательным, позволяя ему немного остыть и предотвращая перегрев.При повторении цикла переменный ток обеспечивает идеальный баланс между удалением оксида и охлаждением электрода; защита от инертного газа предотвращает дальнейшее загрязнение до затвердевания ванны расплава.
Этот процесс можно назвать сваркой TIG (вольфрамовый инертный газ) или TAGS (вольфрамовая дуга в защитных газах). В этих примечаниях используется TAGS, поскольку этот термин также охватывает использование газовых экранов, которые не могут быть строго инертными.
Сварка TAGS использует инертный (инертный) газовый экран, обычно аргон или гелий, который окружает неплавящийся вольфрамовый электрод, таким образом защищая электрод и зону расплавленной ванны от атмосферы.Это означает, что сварка может выполняться без использования химического флюса.
Сварочное тепло создается электрической дугой между концом вольфрамового электрода и изделием. Вольфрам используется в качестве электрода, поскольку он имеет очень высокую температуру плавления (около 3400 ° C).
Основной принцип дуговой сварки вольфрамовым электродом в среде защитных газов
1.2 Процесс сварки вольфрамовым электродом в среде защитных газов (TAGS)
Сварка вольфрамовым электродом в среде защитных газов обычно называется сваркой TAGS.Он использует дугу между вольфрамовым электродом и деталью для плавления соединения. Электрод не плавится, и любой присадочный металл, необходимый для создания профиля сварного шва, добавляется отдельно.
И расплавленный металл в сварочной ванне, и конец присадочной проволоки, и горячий электрод защищены от атмосферного загрязнения экраном из инертного газа. Обычно газом является аргон, но для специальных целей можно использовать гелий сам по себе или в смеси с аргоном. Смеси аргона с водородом могут использоваться для нержавеющей стали.
Сварка TAGS подходит как для ручной, так и для автоматической сварки.
При ручной сварке оператор направляет электрод в направлении сварки и использует дугу для плавления металла в месте соединения.
Если присадочный металл требуется, например, при выполнении углового шва, он добавляется к передней кромке сварочной ванны.
Наполнитель поставляется в виде отрезанных отрезков проволоки — обычно длиной 1 метр.
Длина дуги контролируется сварщиком и обычно составляет от 2 до 5 мм.
Подвод тепла к дуге зависит от тока, выбранного оператором.
Скорость движения регулируется в соответствии со временем, необходимым для расплавления соединения.
Длина дуги — контролирует ширину сварного шва
1.3 Возбуждение дуги
Когда была впервые разработана сварка TAGS, самым простым способом зажигания дуги было прикосновение вольфрамового электрода к заготовке. Это привело к тому, что ток начал течь.Затем электрод просто поднимали до тех пор, пока не была получена необходимая длина дуги для конкретного сварочного процесса.
Этот метод назывался запуском касанием или с нуля. Вместо того, чтобы зажигать дугу непосредственно на заготовке и риск загрязнения электрода, был использован угольный блок. Углеродный блок размещали рядом с началом сварного шва. Как только дуга образовалась на блоке, ее можно было переместить вниз по стороне блока к заготовке.
Разработка специальных схем высокочастотного зажигания дуги устранила необходимость запуска от прикосновения и уменьшила проблему загрязнения вольфрамом в сварных швах.
Устройство высокой частоты используется для зажигания дуги, не касаясь
1.4 Импульсная сварка TAGS
С появлением электронных средств управления теперь можно контролировать и регулировать уровни тока во время процесса сварки TAGS. Пульсации как уровней тока, так и продолжительности времени позволяют лучше контролировать подвод тепла в сварочную ванну, что сводит к минимуму деформацию основного металла.
1.5 Преимущества и недостатки сварки (TAGS)
Сварка вольфрамовым электродом в среде защитных газов имеет следующие преимущества:
- Точный контроль параметров сварки — скорости движения, тепла сварочной ванны, глубины сварного шва, количества присадочного металла обеспечивает превосходные сварные швы.
- Без брызг
- Минимальное тепловложение, следовательно, минимальная деформация основного материала
- Большинство свариваемых металлов можно сваривать с помощью процесса сварки TAGS.
- Нержавеющие стали часто свариваются методом TAGS из-за чистоты процесса и качества результатов, особенно в пищевой или фармацевтической промышленности.
- Сварочный процесс TAGS хорошо подходит для автоматической и орбитальной сварки, так как хорошие результаты воспроизводятся.
TAGS — одна из самых чистых и точных сварочных процедур. Оператор полностью контролирует все параметры сварки и может изменять большинство параметров в процессе сварки без необходимости останавливать сварку. У TAGS есть несколько недостатков,
- Медленнее, чем большинство других процедур сварки
- Оператор должен находиться очень близко к идущей сварке
- Оборудование дороже и сложнее, чем для других сварочных операций Сварка
- TAGS сложнее и требует большего мастерства оператора.
Ключевые моменты обучения
- Обозначение оборудования, используемого для сварки TAGS
- Различение различных типов источников питания, используемых для сварки TAGS
- Определение газов, используемых для сварки TAGS, и их применения
2.1 Источники питания для TAGS Welding
Источники питания для сварки TAGS должны обеспечивать постоянный ток заданного значения.Их часто называют единицами с падающей характеристикой.
Выпрямители обычно используются для сварки на постоянном токе, хотя двигатели-генераторы могут быть более подходящими для работы на стройплощадке.
Однофазные трансформаторные блоки почти повсеместно используются для сварки алюминия. Современные источники питания имеют прямоугольную форму волны.
Комбинированные источники питания переменного / постоянного тока могут использоваться там, где есть смешанная работа.
Современные источники питания сочетают в себе постоянный ток и постоянное напряжение (куб.см / с) и называются инверторами.
Источник питания должен быть укомплектован:
- ножной выключатель
- пульт дистанционного управления для текущего
- Устройство для заполнения кратера
- устройство зажигания дуги
- газорегулирующие клапаны
- гидрораспределители — для охлаждения форсунок при больших токах.
2.2 Типы сварочных аппаратов TAGS
Есть 2 типа сварочных установок TAGS, которые классифицируются в соответствии с их выходным током; постоянный ток (DC) и переменный ток (AC).Размеры варьируются от 3 до 400 ампер на выходе.
Постоянный ток с электродом, подключенным к отрицательной клемме источника питания, используется для:
- углеродистые стали
- медь и ее сплавы
- нержавеющая сталь
- никель и его сплавы
- титан и его сплавы
- цирконий и его сплавы
Для сварки используется переменный ток :
- алюминий и его сплавы
- магний и его сплавы
- алюминиевая бронза
2.3 композитных источника питания переменного тока
Обычно однофазные трансформаторы с воздушным или масляным охлаждением.
Встроенное вспомогательное оборудование обычно включает:
- Контактор с дистанционным управлением, позволяющий оператору включать и выключать сварочный ток.
- Конденсаторы для подавления постоянного тока, возникающего в сварочной цепи.
- Блок ВЧ или комбинированный ВЧ. и инжектор скачков напряжения для инициирования и поддержания дуги.
- Соленоиды для регулирования расхода газа и воды.
-
Во многих случаях предусмотрен переключатель, позволяющий использовать источник питания для ручной дуговой сварки металла. - Новые модели с электронной схемой теперь могут быть размером с портфель.
Композитный источник питания постоянного тока 2,4
Обычно трехфазные выпрямительные блоки в составе:
- Трансформатор.
- Выпрямительный банк.
- Контактор с дистанционным управлением.
- Искровой стартер для зажигания дуги.
- Соленоиды для регулирования подачи газа и воды.
- Иногда дистанционное управление сварочным током.
Во многих случаях предоставляется переключатель, позволяющий использовать источник питания для ручной дуговой сварки металлическим электродом с постоянным током
2.4 Композитный источник питания переменного / постоянного тока
Однофазные трансформаторные выпрямители могут обеспечивать выход переменного или постоянного тока по мере необходимости.
Эти источники питания обычно включают автоматические высокочастотные источники как для A.Сварка постоянного и переменного тока вместе с обычным вспомогательным оборудованием.
(Во многих случаях предусмотрен переключатель, позволяющий использовать источник питания для ручной дуговой сварки металлическим электродом на переменном или постоянном токе).
Примечание : Источники питания, используемые для ручной дуговой сварки металлом, могут быть адаптированы для этого процесса, если в схему добавлены дополнительные функции.
Лучше использовать композитный источник питания, специально разработанный для сварки вольфрамовым электродом в среде защитных газов, который впоследствии можно переключать для использования при ручной дуговой сварке металлом.
2,5 Горелки для сварки TAGS
Доступно множество дизайнов, но все они делятся на две основные категории.
Более легкие горелки с воздушным охлаждением предназначены для сварки более тонких листов. Обычно они бывают трех размеров — до 50 ампер, 75 ампер или 100 ампер, но эти характеристики могут различаться в зависимости от производителя.
Типовая горелка с воздушным охлаждением
Горелки с водяным охлаждением предназначены для сварки в тяжелых условиях толщиной примерно до 12 мм.Они могут иметь токи от 100 до 500 ампер. Обычно они включают в себя систему предохранителей, чтобы отключить подачу тока и предотвратить повреждение оборудования в случае перебоя в водоснабжении.
Типовая горелка с водяным охлаждением
Блок ножного или ручного управления (на горелке) можно использовать для постепенного снижения тока к концу сварочного цикла. Это позволяет образовывать и устранять кратер на конце, сохраняя при этом защиту газового экрана аргона.
Керамические сопла используются как в горелках с воздушным, так и с водяным охлаждением до примерно 200 ампер. Однако выше этой силы тока следует использовать металлические форсунки с водяным охлаждением.
Доступны форсунки различных форм и размеров, подходящие для любого диапазона работ. К ним относятся более короткие сопла для работы в ограниченном пространстве, прозрачные сопла для улучшения обзора и удлиненные сопла для сварки в глубоких углублениях.
Различные типы форсунок
Газовые форсунки не отличаются особой прочностью, и эффект постоянного нагрева и последующего охлаждения может сделать их хрупкими.Поэтому вы должны обращаться с ними осторожно, чтобы использовать их максимально эффективно.
2.6 Регулятор и расходомеры газа
-
К газовому баллону подсоединен газовый регулятор для регулирования давления от источника высокого давления для использования низкого давления. Простой расходомер катушечного типа, показанный на рисунке ниже, используется для регулирования потока защитного газа на сопле горелки. Иногда они оснащены экономайзером для отключения потока газа между использованиями.
Расходомер и экономайзер газа
Некоторое оборудование содержит автоматические регуляторы расхода как защитного газа, так и водяного охлаждения. Они могут работать вместе с контактором и пропускать аргон в течение заданного времени до и после сварки.
2.7 Защитные газы, используемые для сварки TAGS
Аргон и гелий — два наиболее часто используемых защитных газа для GTAW. Наиболее желательными характеристиками для целей защиты являются химическая инертность газов и их способность создавать плавную дугу при высоких токах.Оба газа инертны, вызывая эффект ионизации сварочной дуги. Они защищают вольфрамовый электрод и сварочную ванну от атмосферы.
Чистота газа влияет на сварной шов. Металлы выдерживают небольшое количество примесей, но для достижения наилучших результатов процент используемого инертного газа должен быть чистым не менее 99,9%.
Аргон тяжелее гелия и может поставляться в жидкой или газообразной форме. Аргон обеспечивает хорошее очищающее действие. Расход определяется размером вольфрама и диаметром газового стакана.Аргон подходит для сварки одинаковых и разнородных металлов и хорошо работает при сварке в вертикальном и потолочном положениях.
Гелий — более легкий инертный газ. Он может распространяться в виде жидкости, но чаще используется в виде сжатого газа. Он покидает зону сварного шва быстрее, чем аргон, и при его использовании необходимы более высокие скорости потока.
Гелий образует узкую, но глубокую зону термического влияния (HAZ), которая хорошо подходит для сварки более тяжелых металлов. Он подходит для сварки на высоких скоростях и обеспечивает хорошее перекрытие при сварке в вертикальном и потолочном положениях.Это помогает увеличить проплавление, а при использовании в качестве обратной продувки имеет тенденцию сглаживать проход сварного шва. Гелий подходит для обработки цветных металлов большой толщины.
Смеси аргона и гелия используются, когда сварщикам необходимо контролировать аргон и проникновение гелия. В этой смеси нет необходимости при сварке простых углеродистых сталей.
Типичные смеси различаются в зависимости от области применения. Он часто используется для автоматической сварки.
Смеси аргона и водорода часто используются для сварки нержавеющей стали.Эту смесь нельзя использовать при сварке простых углеродистых сталей. Типичная смесь состоит из 95 процентов аргона и 5 процентов водорода.
Азот также можно использовать в качестве защитного газа, но он используется редко из-за более высоких требований к току. Подходит для сварки меди.
Сварочный аргон поставляется в стальных баллонах, окрашенных в голубой цвет. Обычный размер баллона — 8,5 м³, заправленный под давлением 172 бар (2500 фунтов силы / м²). Следите за тем, чтобы давление в баллоне не упало слишком низко, так как уровень влажности газа может повышаться при падении давления в баллоне.
Ключевые моменты обучения
- Опасности и меры безопасности, связанные со сваркой TAGS, аналогичны тем, которые перечислены для сварки MMA и MAGS.
- Пожалуйста, обращайтесь к этим модулям, чтобы узнать об опасностях и рекомендовать меры безопасности, которые необходимо соблюдать.
3.1 Меры предосторожности при сварке TAGS
Используйте легкие перчатки, когда T.A.G.S. сварка, чтобы избежать прожигания радиации и H.F.ожоги между пальцами.
Здесь нам нужен справочный текст, к какому модулю и модулю они должны относиться?
Ключевые моменты обучения
- Определение различных типов электродов, используемых для сварки TAGS
- Определение различных размеров и профилей электродов, используемых для сварки TAGS
- Укажите назначение присадочной проволоки для сварки TAGS.
4.1 Электроды для сварки TAGS
Электроды из чистого вольфрама изначально использовались для сварки TIG, однако для улучшения качества вольфрамовых электродов в процессе производства могут быть внесены некоторые дополнения.Основные добавленные элементы — это цирконий или торий. Это помогает уменьшить количество включений вольфрама в сварном шве, что увеличивает пропускную способность по току и срок службы электрода, а также обеспечивает улучшенную стабильность дуги.
Торированные и циркониевые типы обеспечивают более легкий запуск и лучшую стабильность дуги и обычно являются предпочтительными.
- Торированные вольфрамовые электроды содержат 2% тория (оксид тория) и используются для сварки на постоянном токе с отрицательным электродом для нержавеющих и жаропрочных сталей, мягких и низколегированных сталей, меди, никеля, титана и других металлов.
- Циркониевые вольфрамовые электроды содержат 2% диоксида циркония (оксид циркония) и рекомендуются для сварки на переменном токе алюминия и его сплавов, поскольку циркониевые электроды дают лучшие характеристики дуги с этими материалами.
- Диаметр электрода выбирается в соответствии с силой тока. Минимальный ток зависит от стабильности дуги.
- Максимальный ток, который может выдержать данный диаметр электрода, определяется началом перегрева и плавления.
Диаметр электродов для TAGS Welding
Перед использованием конец электрода шлифуют на круге из карбида кремния для получения наиболее подходящего профиля. Следует избегать загрязнения другими металлами, так как это снижает температуру плавления электрода. На рисунке ниже показаны приблизительные размеры. При шлифовании вольфрама всегда используйте локальный отсос пыли.
Подготовка вольфрамовых электродов (приблизительные размеры)
Для сварки на постоянном токе требуется острый наконечник.Для сварки на переменном токе необходим только небольшой скос, так как конец электрода становится закругленным при работе дуги.
4.2 Присадочная проволока для сварки TAGS
При сварке более тонких материалов, кромочных соединений и фланцев присадочные металлы не используются. Для более толстых материалов обычно используется присадочная проволока с внешней подачей. Тип используемой присадочной проволоки основан на химическом анализе основного металла. Размер присадочной проволоки зависит от толщины основного металла, от которой обычно зависит сварочный ток.При необходимости присадочный материал можно добавлять вручную сбоку, прямо в сварочную ванну, альтернативно вводя кончик проволоки в дугу и извлекая его.
Для достижения оптимальных коррозионных характеристик некоторых видов нержавеющей стали, сварка TAGS с присадкой, которая более высоколегирована никелем по сравнению с основным металлом, является более надежным и эффективным методом поддержания желаемого аустенитно-ферритного баланса в металле шва с учетом механических свойств и коррозии. сопротивление эквивалентно сопротивлению основного металла.Может использоваться присадочная проволока с содержанием никеля от 7,0 до 9,0% по сравнению с 5,5% никеля, как правило, в основном металле.
Ключевые моменты обучения
- Определить, как настроить сварочную установку TAGS для сварки
- Определение различных настроек TAGS и полный процесс сварки TAGS на различных материалах
- Расположение и использование кнопки / кнопок аварийной остановки электричества, газового крана и огнетушителей
5.1 Общая процедура настройки для TAGS Welding
Ниже приведены общие инструкции по настройке установки для сварки вольфрамовым электродом в среде защитного газа. Поскольку существует много разных поставщиков сварочного оборудования TAGS, невозможно предоставить конкретный контрольный список.
Оборудование, особенно составные источники питания, значительно различаются по средствам управления, поэтому важно убедиться, что фактическое используемое оборудование правильно настроено.
Всегда
- Соблюдать предписанные меры предосторожности и противопожарную безопасность.
- Убедитесь, что обратный провод надежно подключен к столу и источнику питания.
- Убедитесь, что все соединения к узлу шланга горелки в хорошем состоянии.
- Убедитесь, что шланги для подачи аргона и воды не «перекручены» и не забиты иным образом.
- Убедитесь, что источник питания включен.
- Убедитесь, что клапан баллона с аргоном открыт.
- Убедитесь, что газовый регулятор работает нормально.
- Убедитесь, что на горелке установлено газовое сопло подходящего размера.
- Убедитесь, что вольфрамовый электрод имеет правильный тип и размер, а также находится в чистом и надлежащим образом подготовленном состоянии.
- Убедитесь, что удлинение электрода соответствует выполняемой работе.
- Убедитесь, что поток аргона настроен правильно. Скорость потока следует проверять, сняв горелку с крючка на газовом экономайзере, или нажав кнопку продувки газом на комбинированном источнике питания.
- Убедитесь, что задержка подачи газа и время продувки газом правильно установлены при использовании комбинированного источника питания.
- Убедитесь, что питание отдельного высокочастотного блока включено.
Пуск установки дуговой сварки вольфрамовым электродом в среде защитных газов
5.2 Подготовка материала перед сваркой
Очистка
Очистка свариваемого материала очень важна. Сварные швы TAGS часто подвержены загрязнению во время сварки. На свариваемой поверхности не должно быть масла, жира, краски, грязи, оксидов и других посторонних материалов.
Алюминий имеет оксидное покрытие, которое, если его не удалить, загрязняет зону сварки. Чистящие растворы, проволочные щетки, шлифовальные машины и абразивоструйная очистка — вот некоторые из методов, используемых для удаления этих загрязнений.
Сварочные приспособления и установка сварных швов
Сварные приспособления и их расположение также влияют на форму, размер и однородность сварного шва. Приспособления удерживают свариваемый материал на месте, контролируя деформацию, помогая находить и удерживать детали в их положении относительно сварного шва.
Использование сварочных приспособлений позволяет сократить время сварки. Позиционирование поможет переместить сварной шов в ровное положение, что повысит производительность сварщика.
Охлаждающие блоки, радиаторы или опорные стержни также могут использоваться при сварке некоторых металлов, чтобы предотвратить прожог, снизить температуру основного материала или минимизировать деформацию.
5.3 Методика сварки TAGS
- Удерживайте резак между указательным и большим пальцами правой руки.Ручка горелки должна лежать на верхней части ручного шланга и опираться на предплечье.
- Опустите резак под углом примерно 70-80 °, пока он не окажется примерно в 25 мм от поверхности листа с правого конца. Включите сварочный ток, дайте аргону очистить шланг от воздуха и включите высокочастотный пуск.
- Установите сварочный щиток и осторожно опустите горелку в сторону листа. Когда вольфрам приближается к листу, серия высокочастотных искр инициирует дугу, и высокая частота выключается.
- Опустите резак, чтобы обеспечить длину дуги около 1,5 мм.
- После образования ванны расплава технология очень похожа на газовую сварку. Удерживая наполнитель в левой руке между пальцами и большим пальцем, введите его в ванну расплава под углом примерно 10-20 °
- Всегда держите конец присадочного стержня внутри аргонового кожуха, контактируя со сварочной ванной, но не касаясь электрода.
- Если наполнитель касается электрода или электрод касается изделия, он может быть загрязнен, и его придется переточить для придания формы.
- Как и в случае с газовой сваркой, потренируйтесь делать аккуратные прямые валики сварного шва на ломе перед тем, как пытаться соединить два куска листа вместе.
5.4 Процедура сварки TAGS нержавеющей стали
- Создайте небольшую лужу расплавленного металла у правого края листа, удерживая горелку вертикально.
- Уменьшите угол электрода до 70 ° -80 °.
- Удерживайте наполнитель в левой руке между пальцами и большим пальцем, направив его на передний край ванны расплава под углом 10–20 °.
- Дайте дуге расплавить немного металла на конце присадочного стержня и начните движение резака влево.
- Всегда держите конец присадочного стержня внутри аргонового кожуха, чтобы он контактировал со сварочной ванной, но не с электродом при добавлении присадочного металла.
- Постоянное добавление присадочного металла обеспечивает равномерное наплавление. Скорость перемещения влево должна быть согласована с плавлением присадочного стержня, чтобы контролировать размер валика и степень проникновения.
-
Повторяйте процедуру до тех пор, пока отдельные прямые участки одинаковой формы и ширины не будут производиться по желанию с постоянной длиной дуги менее 1 / 8˝ (3,0 мм). Не допускайте перегрева основного металла.
Материал | 16 с.в.г. (1,5 мм) нержавеющая сталь, 1 шт., Мин. 4 дюйма (10,0 см) x 6 дюймов (15,0 см). |
Подготовка | Чистая поверхность. |
Сборка | Опорный лист в горизонтальном положении, по длинной оси и параллельно передней части скамьи. |
Электрод | 1 / 16˝ (1,5 мм) |
Аргон | 5-8 фут. ³ / час. |
Текущий | 50-70 ампер |
Наполнитель | 1 / 16˝ (1.5 мм) |
5.4 Процедура сварки алюминия метками
Материал | 16 с.в.г. (1,5 мм) алюминий, 1 шт., Мин. 4 дюйма (10,0 см) x 8 дюймов (20,0 см). |
Подготовка | Поверхность очищается непосредственно перед сваркой. |
Сборка | как ЕР 43. |
Электрод | 3/32 дюйма (2,5 мм) |
Аргон | 8-12 фут. ³ / час. |
Текущий | 50-75 ампер |
Наполнитель | 3/32 дюйма (2,5 мм) |
- Начните сварку с правого края листа.
- Горелку и присадочный стержень следует удерживать так же, как и в случае EP43, при этом необходимо следить за тем, чтобы конец присадочного стержня находился внутри аргонового кожуха.
- Сварочная ванна не будет такой чистой, как при сварке коррозионно-стойкой стали, но небольшая оксидная пленка будет разрушена и удалена, так что это не вызовет затруднений при наблюдении за сварочной ванной.
- Координируйте движение влево и добавление присадочного металла для создания валика усиления одинаковой высоты и ширины.
Визуальный осмотр
Изучите осажденные валики и отметьте любые изменения ширины или высоты прохода или глубины проплавления в основном металле. Это может быть вызвано различиями в длине дуги, скорости хода, скорости добавления присадочного металла. Оцените причины и примите соответствующие корректирующие действия.
На обратной стороне листа должны быть следы проплавления без каких-либо прожогов.
- Прочитать и истолковать рисунок, относящийся к упражнениям по сварке
- Соберите, отрегулируйте и эксплуатируйте сварочную установку TAGS для выполнения упражнений, перечисленных ниже.
- Полное сварочное упражнение № 2.2.5а
- Полное сварочное упражнение № 2.2.5б
- Полное сварочное упражнение № 2.2.5c
- Полное сварочное упражнение № 2.2.5д
- Полное сварочное упражнение № 2.2.5д
- Перечислите опасности и рекомендуемые меры безопасности при сварке TAGS
Название | Автор | Арт.Код |
Индукционная книга, «Кодекс поведения и рекомендации по охране здоровья и безопасности » | СОЛАС | |
Базовая сварка и изготовление | Вт Кеньон | ISBN 0-582-00536-L |
Основы производства и сварочного производства | FJM Smith | ISBN 0-582-09799-1 |
Процессы, практики и материалы семинаров , 3-е издание, Elsevier Science & Technology | Черный, Брюс Дж. 2004 | ISBN-13: 9780750660730 |
Новые инженерные технологии | Лоуренс Смит и Лиам Хеннесси | ISBN 086 1674480 |
Источник: http: // local.ecollege.ie/Content/APPRENTICE/liu/pipefitting/word/M2_U5_Tungsten%20Active%20Gas%20Shielded%20Welding.doc
Если вы являетесь автором приведенного выше текста и не соглашаетесь делиться своими знаниями для обучения, исследований, стипендия (для добросовестного использования, как указано в авторских правах США), отправьте нам электронное письмо, и мы быстро удалим ваш текст. Добросовестное использование — это ограничение и исключение из исключительного права, предоставленного законом об авторском праве автору творческой работы. В законах США об авторском праве добросовестное использование — это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей.Примеры добросовестного использования включают комментарии, поисковые системы, критику, репортажи, исследования, обучение, архивирование библиотек и стипендии. Он предусматривает легальное, нелицензионное цитирование или включение материалов, защищенных авторским правом, в работы другого автора в соответствии с четырехфакторным балансирующим тестом. (источник: http://en.wikipedia.org/wiki/Fair_use)
Информация о медицине и здоровье, содержащаяся на сайте , носит общий характер и цель, которая является чисто информативной и по этой причине не может в любом случае заменить совет врача или квалифицированного лица, имеющего законную профессию.
Тексты являются собственностью соответствующих авторов, и мы благодарим их за предоставленную нам возможность бесплатно делиться своими текстами с учащимися, преподавателями и пользователями Интернета, которые будут использоваться только в иллюстративных образовательных и научных целях.
3 метода сварки металлов, которые мы используем
3 метода сварки металлов, которые мы используем
Существует 3 основных метода сварки двух металлических частей вместе: Tig, Mig и Stick. В этой статье мы исследуем различия и базовые описания трех методов, заимствуя большую часть текста из Википедии.орг.
Газовая вольфрамовая дуговая сварка
Дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой процесс дуговой сварки, при котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Область сварного шва защищена от атмосферного загрязнения защитным газом (обычно инертным газом, таким как аргон), и обычно используется присадочный металл, хотя для некоторых сварных швов, известных как автогенные сварные швы, он не требуется. Сварочный источник постоянного тока вырабатывает энергию, которая проходит через дугу через столб высокоионизированного газа и паров металлов, известный как плазма.
GTAW чаще всего используется для сварки тонких профилей нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы. Этот процесс предоставляет оператору больший контроль над сварным швом, чем конкурирующие процессы, такие как дуговая сварка металлическим электродом в защитных оболочках и дуговая сварка металлическим электродом в среде защитного газа, что позволяет получать более прочные и качественные сварные швы. Однако GTAW сравнительно сложнее и труднее в освоении, и, кроме того, она значительно медленнее, чем большинство других методов сварки. Связанный процесс, плазменная сварка, использует немного другую сварочную горелку для создания более сфокусированной сварочной дуги и, как результат, часто автоматизирован.
Газовая дуговая сварка металлом
Газовая дуговая сварка металлическим электродом (GMAW), иногда называемая ее подтипами, сварка в среде инертного газа (MIG) или сварка в среде активного газа (MAG), представляет собой полуавтоматический или автоматический процесс дуговой сварки, в котором непрерывный и плавящийся проволочный электрод и защитный газ подается через сварочный пистолет. Источник постоянного напряжения постоянного тока чаще всего используется с GMAW, но могут использоваться системы постоянного тока, а также переменного тока.Существует четыре основных метода переноса металла в GMAW: шаровидный, короткозамкнутый, распылительный и импульсный, каждый из которых имеет определенные свойства и соответствующие преимущества и ограничения.
Первоначально разработанный для сварки алюминия и других цветных металлов в 1940-х годах, GMAW вскоре стал применяться для стали, поскольку он позволял сократить время сварки по сравнению с другими сварочными процессами. Стоимость инертного газа ограничивала его использование в сталях до тех пор, пока несколько лет спустя не стали широко использоваться полуинертные газы, такие как диоксид углерода.Дальнейшие разработки в 1950-х и 1960-х годах сделали процесс более универсальным, и в результате он стал широко используемым промышленным процессом. Сегодня GMAW является наиболее распространенным процессом промышленной сварки, предпочтительным из-за его универсальности, скорости и относительной простоты адаптации процесса к роботизированной автоматизации. В автомобильной промышленности, в частности, почти исключительно используется сварка GMAW. В отличие от сварочных процессов, в которых не используется защитный газ, таких как дуговая сварка в среде защитного металла, он редко используется на открытом воздухе или в других областях с нестабильностью воздуха.Связанный процесс, дуговая сварка порошковой проволокой, часто не использует защитный газ, а вместо этого использует полую электродную проволоку, которая заполнена флюсом изнутри.
=====
Дуговая сварка экранированного металла
Дуговая сварка в экранированном металле (SMAW), также известная как ручная металлическая дуга (MMA), дуговая сварка под защитным флюсом или, неофициально, как дуговая сварка, представляет собой процесс ручной дуговой сварки, в котором для наложения шва используется плавящийся электрод, покрытый флюсом. Электрический ток в форме переменного или постоянного тока от источника сварочного тока используется для образования электрической дуги между электродом и соединяемыми металлами.При наложении сварного шва флюсовое покрытие электрода разрушается, выделяя пары, которые служат защитным газом и образуют слой шлака, которые защищают зону сварки от атмосферного загрязнения.
Из-за универсальности процесса, простоты оборудования и эксплуатации дуговая сварка в экранированном металле является одним из самых популярных сварочных процессов в мире. Он доминирует в других сварочных процессах в сфере технического обслуживания и ремонта, и, хотя популярность дуговой сварки порошковой проволокой становится все более популярной, SMAW по-прежнему широко используется при строительстве стальных конструкций и в промышленном производстве.Этот процесс используется в основном для сварки чугуна и стали (включая нержавеющую сталь), но этим методом также можно сваривать алюминиевые, никелевые и медные сплавы [2].
Пояснительный текст на этой странице о методах сварки можно найти в статьях на Wikipedia.org, как и изображения.
IRJET — Запрошенная вами страница не найдена на нашем сайте
IRJET приглашает статьи по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 5 (май-2021)
Отправить сейчас
IRJET Vol-8, выпуск 5, Май 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 5 (май 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 5, май 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 5 (май 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 5, май 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 5 (май 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 5, май 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 5 (май 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 5, май 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 5 (май 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 5, май 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 5 (май 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 5, май 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 5 (май 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 5, май 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
Инертный вольфрам вводный
Введение в сварку TIG — свариваемость Sif
Введение в сварочный газ, защищенный вольфрамовым защитным газом (TIG…
2020/08/20 · Введение в сварочный газ, защищенный вольфрамовым инертным газом (TIG) Цели: предоставить делегатам необходимые навыки, знания и безопасные методы работы, чтобы иметь возможность выполнять сварные соединения из различных материалов с использованием процесс вольфрамового инертного газа.
ПодробнееЧто такое сварка вольфрамовым электродом в среде инертного газа (TIG)? Полное объяснение
2020/12/07 · Сварка TIG (сварка вольфрамовым электродом в среде инертного газа) — отличный процесс, с помощью которого вы можете соединить металл и поместить между ними вольфрамовый электрод.Сварка Tig также очень популярна как газо-вольфрамовая дуговая сварка (GTAW), и это процесс сварки металлов с помощью дуги.
Узнать большеНаграда 1-го уровня в области вводного вольфрамового инертного газа (TIG …
2020/10/13 · Эти курсы по сварке направлены на то, чтобы дать учащимся вводные навыки в области инертного газа вольфрама (TIG), инертного газа металла (MIG) ) и ручная металлическая дуговая сварка (MMA). Курс уровня 1 подойдет любому, кто не знаком с сваркой, в то время как курс уровня 2 позволяет кандидату развить навыки, приобретенные на уровне 1…
. Подробнее TechAVСварка вольфрамовым инертным газом (TIG) была разработана в 1940-х годах в основном для сварки магниевых сплавов и алюминия, которые до того времени считались «трудными» для сварки.Использование защиты от инертного газа вместо шлака
Узнать большеПринцип процесса сварки вольфрамовым инертным газом (TIG)
Ключевые слова: сварка вольфрамовым инертным газом, защитный газ, сварочная горелка, стабильность дуги, Arvs. He 14.1 Введение Процесс сварки вольфрамовым электродом в среде инертного газа, также называемый дуговой сваркой вольфрамовым электродом, назван так потому, что в нем используется а) электрод.
Узнать большеЧто такое инертный газ вольфрама (TIG)? — Определение из …
29.01.2018 · Вольфрамовый инертный газ (TIG) — это тип дуговой сварки, в которой для создания сварного шва используется неплавящийся вольфрамовый электрод.Место сварки защищено от загрязнения гелием, аргоном и другими инертными газами.
Узнать большеСварка вольфрамом в среде инертного газа: конструкция, принцип работы …
2020/10/09 · Сварка вольфрамовым электродом в среде инертного газа (TIG) является одним из видов метода дуговой сварки, при котором мы используем неплавящийся вольфрамовый электрод для сварки двух металлических тел. Место сварки защищено от загрязнения гелием, аргоном
Узнать большеЧто такое сварка вольфрамом в инертном газе (TIG) — Урок для студентов
2020/05/17 · Сварка вольфрамом в инертном газе (TIG) Сегодня я буду говорить о вольфраме сварка в инертном газе, ее компоненты и области применения.Ранее были опубликованы статьи о приварке шпилек. Проверить! Что такое приварка шпилек
Узнать большеTRAD2004 Введение в сварку вольфрамовым инертным газом (TIG) …
TRAD2004 — Введение в сварку вольфрамовым инертным газом (TIG) 78697 Общественный колледж Гонолулу — PCATT Версия для печати Загрузка … Описание курса Вы будете сваривать алюминиевые пластины в плоском и горизонтальном положениях. Все введение …
Узнать большеДуговая сварка вольфрамовым электродом — Википедия
Дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым инертным газом (TIG), представляет собой процесс дуговой сварки, в котором используется неплавящийся вольфрам. электрод для создания сварного шва.Зона сварки и электрод защищены от окисления или другого атмосферного загрязнения инертным защитным газом (аргон или гелий).
ПодробнееВольфрам — Википедия
Поскольку вольфрам — редкий металл, а его соединения, как правило, инертны, влияние вольфрама на окружающую среду ограничено. Содержание вольфрама в земной коре составляет…
Узнать большеСварка TIG | Telwin
A. ВВЕДЕНИЕ Дуговая сварка в среде инертного газа неплавящимся вольфрамовым электродом (T.I.G. — вольфрамовый инертный газ или G.T.A.W. — Газовая вольфрамовая дуговая сварка) — это процедура, при которой тепло, необходимое для сварки, передается с помощью электрической дуги, которая поддерживается между неплавящимся электродом и заготовкой.
ПодробнееВводные навыки по сварке вольфрамовым электродом в инертном газе — West Herts …
Получите необходимые навыки с помощью квалификационного курса «Вводный курс по сварке вольфрамовым электродом в инертном газе». Введение Кампус Кингс-Лэнгли теперь гордится своим собственным центром обучения сварке.Эта квалификация была …
Узнать большеХарактеристика сварочного дыма вольфрама в среде инертного газа (TIG) …
2015/10/12 · Сварка вольфрамовым электродом в среде инертного газа (TIG) представляет собой одно из наиболее широко используемых соединений металлов процессы в промышленности. Его склонность генерировать больший порт. Его склонность генерировать больший порт. Мы используем файлы cookie, чтобы улучшить ваше взаимодействие с нашим веб-сайтом. Продолжая использовать наш веб-сайт, вы соглашаетесь на использование нами файлов cookie.
ПодробнееНаграда C&G Level 1 Введение в вольфрамовый инертный газ (TIG…
Награда C&G уровня 1 Введение в сварку вольфрамовым инертным газом (TIG) Неполный рабочий день Об этом курсе Подать заявку и основные факты Местоположение Нортгемптон — Бут-Лейн, среда с 23 сентября 2020 года по 25 ноября 2020 года Ссылка Подать заявку сейчас …
ПодробнееПремия CG L1 за вводный вольфрамовый инертный газ (TIG …
2020/10/06 · Награда CG L1 за вводный вольфрамовый инертный газ (TIG) О чем этот курс? Награды уровня 1 идеально подходят, если вы новичок в сварочном оборудовании TIG и хотите получить знания и практический опыт.Всего семь
Узнать большеНаграда за начальные навыки сварки — вольфрамовый инертный газ …
Диплом по автомобильным технологиям — E127 Вводные навыки сварки — Сварка в среде инертного газа (MIG) — E145 Знай свое транспортное средство — базовый автомобиль Техническое обслуживание — E163 Знай свой автомобиль -…
Узнать большеВольфрамовый катод
ВВЕДЕНИЕ (Расходуемые или не расходные материалы / базовые знания) Вольфрамовый катод при сварке в инертном газе называется неплавящимся электродом.Норма расхода довольно низкая при надлежащих условиях сварки. Однако у меня …
Узнать большеГазовая дуговая сварка вольфрамом | Преимущества GTAW и …
2020/02/22 · Введение Процесс сварки вольфрамовым электродом в среде инертного газа, также называемый газовой сваркой вольфрамовой дугой, назван так потому, что в нем используются а) электрод, в основном изготовленный из вольфрама, и б) инертный газ для защиты сварного шва бассейн для предотвращения его загрязнения …
ПодробнееСварка вольфрамом в среде инертного газа (Введение) | City College Plymouth
2019/11/07 · Этот курс по сварке вольфрамовым инертным газом в City College Plymouth в основном носит практический характер с небольшим элементом теории.Указанные сборы применяются к курсам, начинающимся в 2020/21 учебном году (август 2020 г. — июль
. ПодробнееСварка TIG — Linde plc
Сварка TIG Введение Дуговая сварка вольфрамом в газе — обычно называемая TIG вольфрамовым инертным газом — в процессе используется тепло, генерируемое электрической дугой между неплавящимся вольфрамовым электродом и
. Узнать большеПроцесс сварки вольфрамом в среде инертного газа с флюсом: An …
2020/04/05 · Инертный вольфрам с флюсом Процесс газовой сварки: введение П.Чакраварти, М. Агилан Английский | 2020 | ISBN: 0367422875 | 121 стр. | PDF | 6,1 МБ Этот справочник предназначен для ознакомления с Flux …
ПодробнееЭлектрическое поле и напряжение дуги постоянного тока вольфрам-инертный газ…
Введение При сварке вольфрамовым электродом в среде инертного газа (TIG), также известной как газовая сварка Дуговая сварка вольфрамовым электродом (GTAW), электрическая дуга возникает между плоской заготовкой (анодом) и катодом конической формы из чистого или легированного вольфрама …
Подробнее(PDF) Применение активированного вольфрамового инертного газа (А-ТИГ…
2019/12/01 · Сварка активированным вольфрамовым инертным газом (A-TIG) — это один процесс дуговой сварки, при котором покрываются стыковые поверхности и окружающие области опорных пластин…
Узнать больше .