Принцип аргонной сварки: технология производства работ
Вопросы, рассмотренные в материале:
- Каковы основные принципы аргонной сварки
- На каком оборудовании возможна аргонная сварка
- В чем особенности аргонной сварки алюминия и меди
Аргонодуговая сварка отличается от всех остальных видов тем, что в данном процессе используется электродуга с аргоном в качестве защитной среды. Инертный газ подается в первую очередь, чтобы защитить металлы на время обработки от контакта с кислородом. Из этой статьи вы узнаете основной принцип аргонной сварки, а также о том, в каких случаях его используют.
На чем основан принцип аргонной сварки
Сварка аргоном представляет собой технологию гибридного типа – благодаря ей удается соединять металлы, работа с которыми считается наиболее сложной. Принцип аргонной сварки отлично работает как с большими трубами, так и с крохотными бронзовыми статуэтками. Дело в том, что этот способ вобрал в себя лучшее из двух классических методов: дугового электрического и газового.
Прежде чем приступать к обсуждению принципа действия аргонной сварки, необходимо понять физику данного процесса. Не секрет, что соединение металлических поверхностей невозможно без их нагрева. Но поскольку нагрев требует использования огня, задействуется и кислород, содержащийся в воздухе, который запускает реакцию окисления. Проблема в том, что сложные металлы или сплавы типа легированных сталей или цветных металлов сильно подвержены окислению.
Окисление опасно тем, что оно значительно снижает качество швов, – они становятся хрупкими и быстро приходят в негодность. Это происходит из-за образования в шве множества мельчайших пузырьков. Если говорить об алюминии, то он при нагревании в обычных условиях начинает гореть.
Принцип аргонной сварки используется, в первую очередь, чтобы защитить сварочную рабочую ванну от газов и примесей. В качестве защитной оболочки выступают инертные газы, это может быть не только аргон, но и гелий.
VT-metall предлагает услуги:
В связи с тем, что мы описали выше, гелий сегодня редко применяется в чистом виде, его используют в смесях для газовых лазеров. Другой инертный газ – азот. Он подходит исключительно для работы с медью. Поэтому основным и самым распространенным инертным компонентом, применяемым при гибридном подходе, работы является аргон.
Назовем основные качества аргона:
- Гораздо тяжелее, чем воздух
- Инертен, поэтому не вступает в реакцию с другими элементами, но, что важнее всего, никак не взаимодействует со свариваемыми поверхностями – на этом и строится принцип аргонной технологии.


Однако принцип аргоновой сварки неидеален, ведь при работе с током обратной полярности этот газ превращается в электропроводную плазму. Мы не будем вдаваться в подробности, говоря о малоприятных последствиях этого свойства.
В целом, у аргонной сварки мало минусов:
- сложное оборудование, нуждающееся в точной настройке;
- возможность работы только при наличии большого практического опыта.
Плюсов у этого принципа работы гораздо больше:
- Шов получается высокого качества, так как в нем нет примесей.
- Обработка металла в среде аргона предполагает умеренный нагрев металла, поэтому подходит для соединения заготовок даже очень сложных конструкций, при этом не происходит их деформации.
- Данный принцип работы позволяет варить однородные и разнородные металлы и сплавы, с которыми не справляются все остальные методы.
- Высокая скорость работы достигается благодаря использованию дуги с высоким температурным режимом.

Все обозначенные нами недостатки кажутся незначительными по сравнению с тем, какие возможности открывает аргонная сварка.
Аргонная сварка: принцип работы в зависимости от вида
Аргонную сварку принято делить на виды исходя из степени механизации:
- Ручная. В этом случае сварщик самостоятельно передвигает горелку и подает сварочную проволоку. При данном подходе могут применяться только неплавящиеся электроды из вольфрама.
- Механизированная/полуавтоматическая методика, при которой проволоку подает машина, а сварщик работает непосредственно с горелкой. Чаще всего этот принцип используется при аргонной сварке нержавейки полуавтоматом. Еще один яркий пример – механизированная аргонодуговая сварка плавящимся электродом. Есть и новые, узкоспециализированные технологии в этой области. К ним относится обработка нержавейки полуавтоматом в среде углекислого газа.
- Автоматическая аргонная сварка. Оператор дистанционно управляет автоматом: перемещает горелку и подает проволоку. Сегодня постепенно распространяются системы, которые могут работать даже без постоянного контроля человека. Чаще всего роботы выполняют сварку труб из нержавейки. Автоматическая аргонодуговая сварка с использованием неплавящегося электрода все чаще применяется в сфере промышленности.
 Оператор дистанционно управляет автоматом: перемещает горелку и подает проволоку. Сегодня постепенно распространяются системы, которые могут работать даже без постоянного контроля человека. Чаще всего роботы выполняют сварку труб из нержавейки. Автоматическая аргонодуговая сварка с использованием неплавящегося электрода все чаще применяется в сфере промышленности.
Оператор дистанционно управляет автоматом: перемещает горелку и подает проволоку. Сегодня постепенно распространяются системы, которые могут работать даже без постоянного контроля человека. Чаще всего роботы выполняют сварку труб из нержавейки. Автоматическая аргонодуговая сварка с использованием неплавящегося электрода все чаще применяется в сфере промышленности.На каком оборудовании осуществляется аргонная сварка
Принцип аргонной сварки требует использования разнообразного оборудования. Но в этом нет ничего страшного, ведь сегодня можно приобрести готовые наборы со всем необходимым, причем по доступной цене.
Все оборудование делится на три вида:
- Специализированное – для работы с заготовками одного типа.
- Специальное – для промышленных предприятий, работающих с заготовками одного типоразмера.
- Универсальное – для всех видов работ в аргоне, в том числе для соединения деталей из нержавеющей стали полуавтоматом.

Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
Но нужно понимать, что принцип аргонной сварки совершенствуется. Так, чтобы обрабатывать листы металла с более толстыми краями и увеличить производительность, технология была доработана следующим образом:
- Используется специальная горелка, позволяющая одновременно использовать несколько вольфрамовых электродов. Это необходимо, чтобы получать качественный шов, несмотря на высокую скорость работы.
- Есть приспособление для нагревания проволоки.
- Применяется пульсирующий ток – паузы в его поступлении нужны, чтобы металл успевал кристаллизоваться. Если синхронизировать движение дуги с импульсами тока, удается добиться эффективной плавки при любом положении в пространстве.
Горелка необходима для подачи электроэнергии и формирования газовой защиты, поэтому так важен ее грамотный подбор.
Чтобы понимать принцип работы в среде аргона, важно представлять себе технические характеристики горелки:
- допустимое значение сварочного тока/мощность;
- тип охлаждения при сильных и слабых токах;
- длину кабеля;
- наличие в конструкции керамического сопла и фиксатора вольфрамового электрода;
- универсальность, то есть возможность подключать горелку к разным системам.
Главным элементом аргоновой горелки является резервуар со штуцерами для охлаждающей жидкости. Вольфрамовый электрод подключен к электрическому кабелю аппарата, вокруг электрода идет подача инертного газа.
Как работает горелка?
- Одновременно включаются сварочный аппарат, циркуляция охлаждающей жидкости, подача газа на горелку, в результате чего образуется защитное облако аргона.
- Поджигается дуга, заготовки нагреваются до температуры плавления, присадочная проволока помещается в рабочую ванну.
- Присадочная проволока и вольфрамовый электрод перемещаются вдоль шва.

1. Горелка с неплавящимся электродом.
Речь идет, преимущественно, о ручной аргонной сварке неплавящимся электродом. Такой способ является единственным возможным для обработки нержавеющей стали и химически активных металлов, то есть алюминия, титана и магния, при этом используется электрод из вольфрама.
Горелка состоит из электрода, зафиксированного в токоподводящей цанге, керамического сопла, которое используется для направления аргоновой струи, системы охлаждения посредством воздуха либо воды. Диаметр электрода подбирается в соответствии с используемой силой тока.
Принцип работы при механизированной аргонной сварке несколько отличается, поэтому используется иная горелка. Она состоит из вольфрамового неплавящегося электрода с маховичком для подъема и опускания, токоподводящей сменной цанги с гайкой, позволяющей использовать разные по диаметру электроды.
Поскольку данный принцип работы дает возможность избежать появления брызг металла, вместе с керамическими соплами используются проницаемые для газа сетчатые линзы – они необходимы для образования равномерного потока газа. Отметим, что аргонная сварка неплавящимся электродом является одним из наиболее популярных подходов в непромышленных масштабах.
2. Горелка с плавящимся электродом.
Такой вариант работы обычно применяют при автоматической и полуавтоматической аргонной сварке. Дуга подается между концом сварочной проволоки и заготовкой. Могут использоваться жидкостные и воздушные системы охлаждения. Принцип выбора сопла мало отличается от применяемого в случае с неплавящимися электродами.
Аргонная сварка: принцип работы
Принцип работы аргонной сварки инверторным способом
На сегодняшний день инверторный способ является наиболее востребованным принципом аргонной сварки. Его используют как в промышленности, так и в домашних условиях. Инвертор представляет собой аппарат дуговой сварки, задача которого состоит в том, чтобы преобразовывать постоянный ток в переменный. Немаловажно, что это устройство легко подстраивается под скачки напряжения источника электричества.
Его используют как в промышленности, так и в домашних условиях. Инвертор представляет собой аппарат дуговой сварки, задача которого состоит в том, чтобы преобразовывать постоянный ток в переменный. Немаловажно, что это устройство легко подстраивается под скачки напряжения источника электричества.
Инверторный аппарат отличается небольшими размерами и весом, при этом надежен и отлично подходит для сварочных работ в любых условиях. Немаловажно, что он может использоваться для обучения новичков.
На самом деле, если сравнивать принцип инверторной аргонной сварки нержавейки и работу с другим оборудованием, то первый вариант оказывается проще и удобнее. Дело в том, что от сварщика требуется только двигать горелку вдоль шва. Радует и результат – шов получается тонким и ровным, но лишь при условии, что соблюдены все технологические требования. Работа возможна и без присадочной проволоки, если удается добиться очень плотного соединения краев заготовок.
Как выбрать режим работы, не нарушая основные принципы аргонной сварки
Качество сварного шва во многом зависит от выбора режима сварки.
Направление и полярность тока подбирают в соответствии с обрабатываемыми металлами. Так, большая часть сплавов на основе стали требует сварки полярным постоянным током: на этом основан принцип сварки нержавейки полуавтоматом и труб из нержавеющей стали. Для цветных металлов, алюминия, магния подходит переменный ток обратной полярности.
Расход аргона зависит от скорости его подачи и внешних условий: если приходится работать на улице при сильном ветре, объем необходимого газа значительно увеличивается.
Может показаться странным, но в аргоновую газовую смесь добавляют до 5 % кислорода. В столь небольших количествах последний способствует очистке от вредных примесей, так как они вступают с ним в реакцию и просто сгорают.
Сварка алюминия по принципу аргонной сварки
Как мы уже говорили, невозможно сварить алюминий без использования аргонной среды. Дело в том, что при соприкосновении с кислородом, содержащимся в воздухе, на этом металле сразу же образуется оксидная пленка. И это становится действительно серьезной проблемой, поскольку, хотя алюминий является одним из самых сложных в обработке, его чаще всего используют для бытовых нужд.
И это становится действительно серьезной проблемой, поскольку, хотя алюминий является одним из самых сложных в обработке, его чаще всего используют для бытовых нужд.
Для плавления оксидной пленки требуется температура, значительно превышающая температуру плавления самого металла. Принцип аргонной сварки алюминия основан на том, что данный газ предупреждает процесс окисления, вытесняя кислород из сварочной рабочей ванны. В результате алюминиевая присадочная проволока легко плавится и получается качественный шов.
Принцип работы с данным металлом предполагает использование только переменного тока. Ток обратной полярности значительно поднимает температуру плавления за счет особой катодной очистки оксидной пленки. Высокая температура приводит к тому, что разрушается даже тугоплавкий вольфрам в электроде. Ток прямой полярности не позволяет пробить оксидную пленку, зато дуга получается стабильной и короткой. Как вы поняли, прочность и внешний вид шва зависят от переключения полярности.
Работа с постоянным током при аргонной обработке алюминия возможна, но только при условии использования чистого гелия в качестве инертного газа. Такой вариант обработки будет стоить гораздо дороже, а сам принцип работы более сложен с технической точки зрения.
Очень важно правильно подготовить алюминиевые заготовки, прежде чем приступать к процессу плавления. От этого непосредственно зависит качество будущего шва. Во время очистки нужно выполнить такие этапы:
- обезжирить металл при помощи растворителя;
- зачистить поверхность от оксидной пленки – зачистка может быть механической либо химической;
- дать очищенным поверхностям полностью просохнуть.
Сварка меди по принципу аргонной сварки
Медь отличается от других металлов тем, что отлично противостоит ржавчине и устойчива в агрессивных средах. Поэтому для ее сварки требуется аргон высшего сорта либо в сочетании с гелием (причем аргона при этом должно быть больше). Используются плавящиеся или неплавящиеся вольфрамовые электроды, постоянный ток.
Используются плавящиеся или неплавящиеся вольфрамовые электроды, постоянный ток.
Предварительный нагрев до +800 °С используется в тех случаях, когда толщина медной заготовки превышает 4 мм. Присадочная проволока может быть из меди или медно-никелевого сплава. Дуга в этом случае должна обладать высокой устойчивостью.
Поскольку медь имеет высокую теплопроводность, кромки металла нужно обязательно разделывать. Если речь идет о листе до 12 мм толщиной, можно произвести только одностороннюю разделку, тогда как для более толстых кромок приходится проводить двустороннюю.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Аргоновая сварка в СПБ – Цена на услуги сварки
Аргоновая сварка – это один из немногих методов, которые позволяют полностью устранить механические повреждения алюминиевых дисков и гарантировать длительное сохранение результатов ремонта. Аргон – это инертный газ, в атмосфере которого не происходит окисление металла, вследствие чего сварочный шов сливается в единое целое с материалом диска. После завершения работ поверхность диска тщательно шлифуется и полируется, что делает место сварки практически незаметным для невооруженного глаза. Механические свойства металла при этом сохраняются и полностью соответствуют неповрежденной части диска.
Процесс аргоновой сварки СПб включает в себя несколько этапов:
- визуальный осмотр повреждений, удаление следов ржавчины и грязи;
- механическая обработка места будущего сварного соединения;
- проведение сварочных работ с постоянной подачей защитного инертного газа — аргона;
- зачистка швов, удаление окалины, шлифовка и полировка металла.

Круглосуточный график работы позволяет сотрудникам наших мастерских обслуживать автомобили максимально оперативно, уделяя при этом особое внимание качеству работы. Мы в точности соблюдаем весь перечень технических требований, выдвигаемых к сварке алюминия, а также используем только проверенное опытом оборудование и высококачественные расходные материалы. Дополнительным преимуществом является тот факт, что на аргоновую сварку цена сохраняется максимально доступной, вне зависимости от объема и уровня сложности работ.
Наши цены на сварку в Санкт-Петербурге (СПБ)
Записаться на сервис
Аргоновая сварка производится по адресам: ул. Софьи Ковалевской д. 22, Фермское ш.,д.20 корп. 3, ул. Васенко, д. 12, ул. Карбышева д. 9 и г. Зеленогорск, пр. Ленина, 88
Стоимость услуг определяется рядом параметров, в перечень которых входит:
- общий объём работ
- толщина металла и характер механических повреждений
- технические характеристики обрабатываемого материала
- необходимость дополнительной обработки сварных соединений (шлифовки, полировки)
Ознакомиться с актуальной стоимостью работ вы можете непосредственно на нашем сайте, либо связавшись с нами по телефону, или проконсультироваться с оператором мастерской «Две атмосферы» в режиме он-лайн в чате. Специалисты проконсультируют вас, а также определят наиболее удобное время для записи.
Специалисты проконсультируют вас, а также определят наиболее удобное время для записи.
Преимущества сварки аргонодуговой в мастерской Две Атмосферы
Гарантированное качество обслуживания
Все действия наших сотрудников
записываются на видео
Круглосуточная работа
24 часа в сутки для вас открыты двери мастерских.
Высокотехнологичная сварка
аргоном.
Ремонтируем не только трещины на колесном диске,
но и любые алюминиевые элементы такие как поддоны картеров, баки
Технические особенности сварки аргоном
Современная технология с использованием аргона позволяет соединять между собой самые различные материалы, не поддающиеся обычной сварке – это алюминий, медь, нержавеющая сталь, латунь и титан. Сварочный шов при аргоновом методе получается более высокого качества. Это происходит потому, что расплавляются только кромки свариваемых деталей, образуя соединение, которое по своей прочности и структуре не отличается от исходных материалов. К перечню преимуществ данного метода можно отнести:
К перечню преимуществ данного метода можно отнести:
- возможность сварки широкого спектра металлов;
- исключается окисление зоны расплава;
- уменьшается пористость сварного шва;
- возможность сварки разнородных металлов.
В шиномонтажных мастерских сети «Две атмосферы» в СПБ все работы выполняются качественно, быстро и профессионально.
Представляем широкий спектр услуг
-
Лазерный шиномонтаж от 990 ₽
-
АРГОНОВАЯ СВАРКА 300 ₽ за 1 см
-
ОШИПОВКА КОЛЕС 25 ₽ за 1 шип
-
ПОКРАСКА ДИСКОВ от 1 950 ₽
-
Заправка кондиционера 3 500 ₽
-
СЕЗОННОЕ ХРАНЕНИЕ КОЛЕС 3 000 ₽
-
РЕМОНТ ШИН И ДИСКОВ от 250 ₽
-
ПОЛИРОВКА И БРОНИРОВАНИЕ ФАР 1 999 ₽
-
РЕМОНТ ИЗДЕЛИЙ ИЗ ПВХ от 150 ₽
-
УСТАНОВКА СИСТЕМЫ КОНТРОЛЯ ДАВЛЕНИЯ В ШИНАХ от 4 900 ₽
-
МИКРОТЮНИНГ АВТО от 500 ₽
-
Страхование «Осаго» от 2 500 ₽
-
Автомойка от 200 ₽
-
Химчистка от 1 000 ₽
-
Гидрополимерное покрытие авто от 300 ₽
-
Автосервис от 200 ₽
© 2022 Две атмосферы
Аргоновая сварка: технология, оборудование, принципы работы
Всем известно о проблемах, возникающих при попытке сварки таких металлов, как медь, алюминий и некоторых других цветных металлов. Стандартная ручная дуговая сварка электродами не даст качественного результата. Связано это, прежде всего с физико-химическими свойствами материалов.
Стандартная ручная дуговая сварка электродами не даст качественного результата. Связано это, прежде всего с физико-химическими свойствами материалов.
Мастера со стажем прекрасно знают, что альтернативы сварке в защитной среде аргона просто не существует. Следует поближе познакомиться с технологией, так как начинать приобщаться к сварочному процессу целесообразно с изучения ключевых теоретических вопросов. Именно выделение положительных и отрицательных качеств даст более полную картину и сыграет определяющее значение при выборе режима сварки.
Содержание
Основные сведения
Прежде чем рассматривать особенности сварки в среде защитного газа, необходимо понять принципы ведения работ. Принципиального отличия аргоновая сварка от сварки MMA не имеет. Зачастую ее даже называют аргонодуговой. Металл сваривается посредством частичного плавления и перемешивания жидкой субстанции с расплавленной присадкой. Но в данном случае весь этот процесс ведется в газовом колпаке, состоящем из аргона. Почему в качестве защитного газа выбирают аргон?
Почему в качестве защитного газа выбирают аргон?
- Во-первых, это инертный газ, а это значит, что он не вступает в химические реакции.
- Во-вторых, аргон тяжелее воздуха, поэтому оседает в зоне формирования шва.
Среда аргона получается из потока газа, направленного в зону сварки из горелки. Защитная функция газа заключается в том, что он вытесняет атмосферный кислород из зоны, препятствуя образованию окисла металла. В результате наблюдается улучшение качества шва и увеличение темпа сварки. Если бы не было защитного газа, то образовавшийся кислород привел бы к появлению пор и трещин в зоне шва.
Сфера применения аргонной сварки весьма широка. Можно сваривать изделия из титана, этот металл известен своей неприспособленностью к обработке. В качестве расходного материала могут быть использованы плавящиеся электроды, а также неплавящиеся электроды, состоящие из вольфрама. Чаще всего с помощью вольфрамовой проволоки ведут работы по сварке разнородных металлов.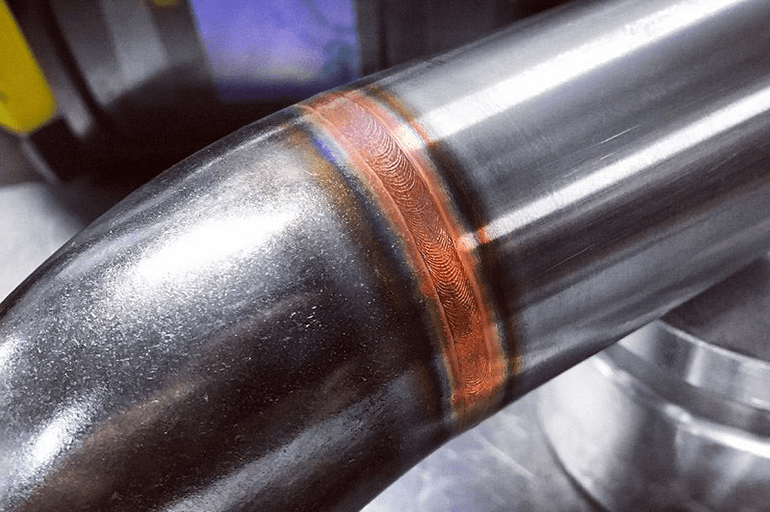 Аргоновая сварка может вестись в ручном режиме, полуавтоматическом или автоматическом. Принципиальное отличие режимов заключается в способе подачи присадочной проволоки.
Аргоновая сварка может вестись в ручном режиме, полуавтоматическом или автоматическом. Принципиальное отличие режимов заключается в способе подачи присадочной проволоки.
Принято аргонно-дуговую сварку разделять на три вида, в зависимости от типа электродов и способа подачи.
- Ручная сварка выполняется вольфрамовым неплавящимся электродом. Данный материал был выбран неслучайно, так как у вольфрама наиболее высокая температура плавления. Такой режим принято обозначать аббревиатурой РАД.
- Автоматическая сварка вольфрамовым электродом обозначается, как ААД.
- Сварка плавящимися электродами известна, как ААДП.
Сейчас речь не идет о преимуществе одного из режимов. Каждый мастер склонен выбирать тот или иной режим, исходя из технических условий или собственных предпочтений. По международной классификации аргонно-дуговую сварку обозначают аббревиатурой TIG (от Tungsten Inert Gas). Даже на сварочном оборудовании ставят эту маркировку, что свидетельствует о работе инвертора с аргоном.
Оборудование
При необходимости сварки цветных металлов в обязательном порядке встанет вопрос приобретения подходящего оборудования. Существует несколько видов инверторов, в зависимости от их функциональных возможностей. При ручной сварке сварщик одной рукой удерживает горелку с электродом, через которую в зону сварки поступает газ, а другой рукой подает проволоку, выполненную в виде прутика и играющую роль присадки.
Оборудование для проведения TIG сварки достаточно громоздкое.
- Во-первых, в корпусе инвертора зачастую устанавливается механизм подачи проволоки.
- Во-вторых, необходимо баллон, в котором содержится инертный газ.
Баллон специальным патрубком соединен с инвертором, то есть, устройство самостоятельно контролирует подачу аргона. В более усовершенствованных моделях проволока подается в автоматическом режиме с помощью специального механизма. Если подача проволоки не просто осуществляется с постоянной скоростью, но и регулируется, такой процесс считается автоматическим. Задача сварщика существенно упрощается, а качество шва повышается.
Задача сварщика существенно упрощается, а качество шва повышается.
На производстве чаще всего применяется роботизированное оборудование, которое может производить сварку без участия человека. Процессорное управление устройством позволяет вести работы по заранее записанной программе.
В обычных инверторах более дорогого сегмента также предусмотрена работа по одной из выбранных программ, однако требуется оператор, контролирующий процесс сварки и работающий горелкой вручную. Тенденция производителей сводится к тому, чтобы поставлять на рынок недорогие, но функциональные устройства. Зачастую инверторы TIG сочетают в себе возможность работать в режиме MIG и MAG.
Технология
Однозначно, по одной лишь статье научиться качественно варить аргоном практически невозможно. Тем не менее, начать свои познания следует именно с теоретических основ. Отработка и приобретение навыков будет осуществляться только на практике. Если есть хороший наставник, то обучение пройдет быстро, но большинство мастеров вынуждены были начинать познавать процесс сварки в одиночку. Начать можно с того, что познакомиться с наиболее часто совершаемыми ошибками.
Начать можно с того, что познакомиться с наиболее часто совершаемыми ошибками.
На предварительном этапе подготовки следует уделить внимание кромкам свариваемых деталей, их необходимо зачистить и обезжирить. Эта процедура считается обязательной, даже если визуально поверхности готовы к сварке.
В процессе формирования шва необходимо стараться сокращать дугу. Длинная дуга может дать неглубоки и широкий шов. Прочность такого шва невысокая, так как нет полного проплавления металла. Особенно это правило касается работы с вольфрамовым электродом. Укоротить дугу следует, приблизив стержень к зоне сварки.
Однако это не является достаточным условием формирования глубокого шва. Важно соблюдать постоянство направления движения электрода, он должен двигаться продольно. Поперечные колебания не допускаются. Сварщику следует «набить руку». Это означает, что его движения должны быть четкими и выверенными. Малейшее отклонение от заданной траектории приведет к ухудшению шовного соединения.
Еще одно требование связано с локализацией горелки. Ее нельзя выводить из зоны формирования шва. В противном случае вслед за горелкой сместится и аргоновый купол. Это означает, что в сварочную ванну обязательно попадет кислород и в металле образуются поры или трещины. Подача проволоки должна осуществляться с постоянной скоростью. Если потребуется изменить скорость, то делать это нужно плавно, без резких толчков. Резкая смена скорости приведет к разбрызгиванию металла.
Если заводить речь о скорости, то вопрос окажется наиболее актуальным. Даже обладая всеми теоретическими знаниями, начинающие мастера не могут сориентироваться, с какой скоростью вести подачу проволоки. Парадокс заключается в том, что нет строго установленных норм. Положительного результата можно добиться только после ряда экспериментальных попыток.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Обратите внимание на взаимное расположение проволоки и стержня.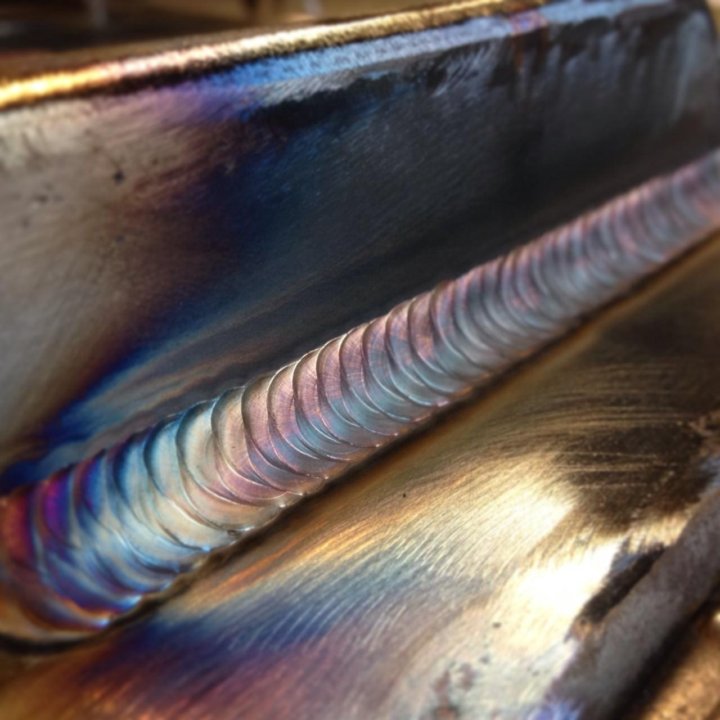 Присадка должна располагаться впереди неплавящегося электрода, причем под некоторым углом. Только так будет обеспечен ровный шов, а сварочный процесс будет оптимальным.
Присадка должна располагаться впереди неплавящегося электрода, причем под некоторым углом. Только так будет обеспечен ровный шов, а сварочный процесс будет оптимальным.
Начало и конец сварки должны организовываться так, чтобы в зону не попадал атмосферный кислород. В хороших инверторах сначала начинает поступать газ, а затем формируется дуга. В конце процесса после исчезновения дуги газ продолжает некоторое время поступать. Но при отсутствии такой функции рекомендуется сначала подавать газ в зону будущей сварки на протяжении 20 секунд и только после этого следует зажигать дугу. Окончание сварки вручную проводится в следующей последовательности: убирается проволока, выключается горелка. Общее время на завершение процесса составляет 10 секунд. Также рекомендуется постепенно понижать силу сварного тока. Если резко убрать проволоку и горелку, то есть риск попадания в зону кислорода.
Даже приведенные правила, несмотря на неполный их перечень, говорят о том, что для качественной арноговой сварки нужен определенный опыт. Качество шва проверяется специальным прибором, однако не у каждого сварщика в арсенале найдется подобное устройство. Чаще всего приходится оценивать проплавленность визуально. Если шов получился округлым и выпуклым, то это свидетельствует о его низком качестве.
Качество шва проверяется специальным прибором, однако не у каждого сварщика в арсенале найдется подобное устройство. Чаще всего приходится оценивать проплавленность визуально. Если шов получился округлым и выпуклым, то это свидетельствует о его низком качестве.
Особое внимание следует уделить выбору режима сварки. Правильный режим, включающий в себя установленные параметры, является залогом качественной работы. Еще раз напомним, что все тонкости познаются только на личном опыте, но некоторые практические советы позволят быстро научиться настраивать оборудование.
Важнейшими параметрами считаются тип тока и полярность. Их конкретные значения зависят от свойств свариваемого металла. Для стальных деталей предусмотрена прямая полярность при постоянном токе. Сплавы алюминия свариваются при обратной полярности. Сила тока выбирается, исходя из толщины заготовки. Также на выбранное значение оказывает влияние толщина электрода. Все условия приходится учитывать одновременно. Для начинающих мастеров созданы специальные таблицы.
- Толщина металла — 0,3 – 0,7 мм, диаметр электрода – 1,6 мм, сила тока – 40 А.
- Толщина металла – 0,8 – 1,2 мм, диаметр электрода – 1,6 мм, сила тока – 80 А.
- Толщина металла – 1,5 – 2 мм, диаметр электрода – 2 мм, сила тока – 120 А.
- Толщина металла – 2,5 – 3,5 мм, диаметр электрода – 3 мм, сила тока – 200 А.
На производстве есть возможность следить еще за одним параметром. он связан с расходом газа. Для получения наиболее качественного результата следует добиться ламинарного течения газа, то есть, его равномерного движения без перемешивания и пульсации.
Достоинства и недостатки
Газовая сварка аргоном не является панацеей. Она, как и любой другой процесс, обладает определенными достоинствами и недостатками. Вопрос стоит в том, что в некоторых случаях недостатки можно свести к минимуму или вовсе их игнорировать.
К достоинствам можно отнести отсутствие чрезмерно высокой температуры в сварочной ванне. В результате этого детали не деформируются.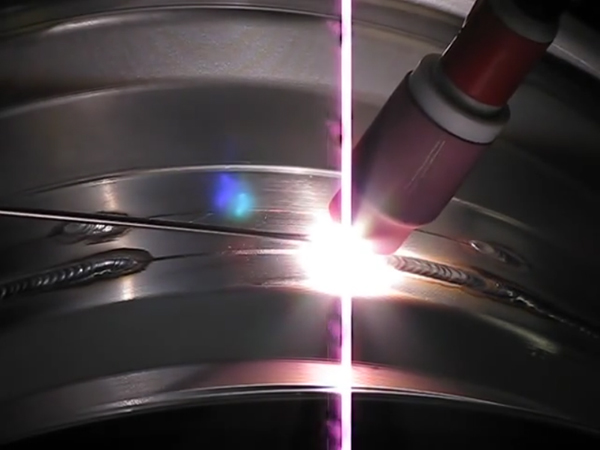 Применение аргона дает ряд преимуществ.
Применение аргона дает ряд преимуществ.
- Во-первых, газ инертный, поэтому химические реакции полностью исключены.
- Во-вторых, аргон тяжелее воздуха, он опускается вниз, вытесняя атмосферный кислород.
Примечательно то, что при относительно невысокой температуре дуга обладает достаточной тепловой мощностью, поэтому сварка аргоном не только характерна качеством, но и низкими временными затратами. Было отмечено, что сварщик должен обладать определенными навыками. Тем не менее, эти навыки не так сложно получить. Практически каждый желающий может освоить данный процесс. Наконец, явным преимуществом TIG сварки является то, что есть возможность соединить металлы, которые другими способами просто не сварить.
К недостаткам можно отнести тот факт, что на улице при сильном ветре сварку качественно не провести. Ветер будет выдувать аргоновый колпак, и в зону шва попадет кислород. Также следует отметить наличие отрицательного результата у новичков. Все ошибки приходится преодолевать самостоятельно. Может потребоваться несколько попыток, прежде чем мастер научится оптимально выбирать режим сварки.
Может потребоваться несколько попыток, прежде чем мастер научится оптимально выбирать режим сварки.
Сварка аргоном
Наша компания благодаря современному, точно настроенному оборудованию и высокой квалификации сварщиков готова предоставить услуги сварки в среде аргона.
Наша мастерская находится в г. Киров, мкр. Радужный
Схема проезда
Предварительно звоните +7 (8332) 464 363
Будем рады видеть Вас в нашей мастерской!
Аргоновая сварка
Сварка автомобильных деталей и узлов
Аргоновая сварка широко применяется в авторемонте. Автомобильные узлы и детали, устройства и механизмы можно ремонтировать или восстанавливать аргонодуговым свариванием.
- С помощью аргоновой технологии может осуществляться сварка бензобака, если пайка нужна небольшого размера, бак можно даже не демонтировать.
- Должна быть выполнена исключительно аргоном сварка радиаторов. Другие способы могут привести к разгерметизации узла.
- Аргонодуговая сварка коллектора – лучший способ устранить все неполадки, дефекты, гарантия его целостности на долгое время.
- Аргоновая сварка автомобильных дисков идеальна для реставрации сильных повреждений: сглаживания глубоких царапин, наплавления отсутствующих деталей, бортов.
- Сварка блоков двигателя позволяет получить почти незаметный шов, соединяющий сами детали, после чего эти узлы приобретают еще большую прочность, чем раньше.
- При таком ответственном, требующем высокой точности процессе, как сварка глушителя тоже рекомендуется использовать инертный газ аргон. Это поможет восстановить утраченный объем в нужных местах и получить малозаметные швы.
- Сварка картера (его поддона) позволяет легко устранить трещины и расколы этого легкоуязвимого узла.
- Аргоновая сварка кондиционеров способна удалить такие распространенные дефекты, как механические повреждения, очаги коррозии, потертости.
- Аргоновая сварка коробки передач (кпп) – единственно возможный способ сварочного соединения, так как корпус изготовлен из алюминия.

Сварка аргоном различных металлов и сплавов
Методом аргонодуговой сварки можно соединять детали из различных цветных и черных металлов и сплавов. В строительстве, даже в быту, нередко возникают ситуации, когда требуется особый подход к свариванию, тщательная аккуратность, даже некая художественность процесса. Техническое высококачественное оснащение и специалисты высочайшей квалификации нашей мастерской способны выполнить задачу любой сложности.
В строительстве, даже в быту, нередко возникают ситуации, когда требуется особый подход к свариванию, тщательная аккуратность, даже некая художественность процесса. Техническое высококачественное оснащение и специалисты высочайшей квалификации нашей мастерской способны выполнить задачу любой сложности.
Сварка металлов аргоном
Каждый вид металла имеет свои особенности, сварка цветных металлов, равно как и сварка черных металлов, должны учитывать их физико-химичские свойства.
- Сварка алюминия и сплавов с его содержанием обеспечит минимальную деформацию конструкции, высокое качество шва, так как в этом процессе предотвращено воздействие кислорода на алюминий.
- Аргоновая сварка нержавейки (нержавеющей стали) позволяет соединить очень тонкий металл, добиться высокого качества швов. По трубам из нержавейки, соединенным в аргоновой среде, может даже транспортироваться газ или жидкость под давлением.
- Латунь представляет собой сплав из меди и цинка с примесями других металлов, который очень трудно сваривается, потому сварка бронзы (латуни) аргоном считается самой эффективной, к тому же высокоэстетичной, что немаловажно для создания аксессуаров декора, предметов интерьера.
- Самым чистым, универсальным считается метод аргоновой сварки для меди и сплавов из нее. Он позволяет делать аккуратный прочный шов даже на тонколистовых изделиях.

Технология аргоновой сварки
Технология аргоновой сварки предполагает использование электрической дуги и газа. Источник нагрева – электрическая дуга – расплавляет кромки изделия, после чего происходит само сваривание металла. Инертный газ аргон нужен для того, чтобы вытеснить кислород из рабочей зоны, а также нивелировать любое влияние атмосферы. Если поверхность не будет защищена от взаимодействия с кислородом, шов получится непрочным, негерметичным, с пузырьками. Расплавленный алюминий при контакте с кислородом сгорает.
Услуги аргонной сварки
Различают следующие виды аргонодуговой сварки:
- ручная сварка аргоном (РАД) неплавящимся вольфрамовым электродом;
- автоматическая аргонодуговая сварка (ААД) неплавящимся электродом;
- автоматическая аргонодуговая сварка (ААДП) с плавящим электродом.

Преимущества аргоновой сварки
Метод имеет ряд преимуществ, по сравнению с другими:
- Высокое качество сварных соединений, их повышенная прочность, надежность, долговечность.
- Возможность проплавления металла на глубине, если нет другой возможности соединить детали.
- Качественное сваривание тонких металлов.
- Высокая производительность труда за счет высокотемпературного режима работы.
- Возможность соединять детали сложной конструкции, где другой способ сварки не может быть применен.
- Чистота и безопасность для человека, не выделяются вредные для здоровья токсичные вещества, отсутствуют искры.
- Простота контроля процесса и возможность его автоматизации.
В нашей мастерской вы можете заказать полный комплекс сварочных услуг, а также получить квалифицированную консультацию по вопросам аргонодуговой сварки. Огромный опыт в этой сфере, ответственность, компетентность сотрудников и наличие профессионального оборудования позволяют нам гарантировать клиентам максимально высокое качество своей работы
Что нужно для сварки аргоном
- Обучение аргонодуговой сварке
- Какие металлы варят аргонной сваркой
- Аргонная сварка своими руками
Для того чтобы начать варить аргонно дуговой сваркой нужно приготовить все необходимое оборудование, а так же средства защиты. В каждом даже не сложном деле стоит соблюдать технику безопасности. Варим мы дуговой сваркой, а аргон у нас служит защитным газом. В данной статье я постараюсь рассказать о том что нам потребуется для сварки аргонно-дуговой сваркой.
В каждом даже не сложном деле стоит соблюдать технику безопасности. Варим мы дуговой сваркой, а аргон у нас служит защитным газом. В данной статье я постараюсь рассказать о том что нам потребуется для сварки аргонно-дуговой сваркой.
И так я решил составить список оборудования который необходим для аргоновой сварки.
После составления списка разберем каждый пункт поподробней. Как ранее было уже рассказано на странице «Аргонная сварка» существует несколько видов данной сварки. Здесь мы рассмотрим наиболее популярную и доступную «Ручную аргонно-дуговую сварку с неплавящимся электродом»
Вот краткий список того что нам потребуется для сварки.
- Баллон
- Редуктор
- Шланг высокого давления
- Аппарат для сварки неплавящимся электродом
- Электроды вольфрамовые
- Присадочная проволока
- Инструменты для подготовки металла к сварке
- Спецодежда и средства защиты
Баллон
Баллон нужен для того чтобы хранить газ в сжатом виде, в данном случае аргон. Для того чтобы не перепутать баллон кислородный с аргоновым их раскрашивают в разные цвета надписи и полоски.
Для того чтобы не перепутать баллон кислородный с аргоновым их раскрашивают в разные цвета надписи и полоски.
А теперь давайте рассмотрим как эти баллоны маркируются.
И так же нужно знать какие данные наносят на баллоны и что там набито.
Данные на каждом баллоне могут отличатся.
Редуктор
Для каждого газа как правило предусмотрен свой редуктор. Как правило цвет редуктора совпадает с цветом баллона для того чтобы было понятно что он именно для этого газа.
Сейчас большой выбор различных редукторов. Для аргона можно использовать редуктор с черной окраской который предназначен для углекислоты дешевый вариант. Или взять дороже редуктор с ротаметром
его чаще используют под аргон, но и под углекислоту он тоже предназначен. Теперь мы знаем какой редуктор использовать.
Теперь мы знаем какой редуктор использовать.
Шланг высокого давления
Все обычно используют шланги одного типа предназначены для кислородных баллонов так как они более надежны. Так как мы рассматриваем аргоновую сварку то и шланги будем брать кислородные. Внутренний диаметр кислородного шланга может быть 9, 12, 16, или 18 миллиметров, но чаще всего используют либо девять либо двенадцать. Если внутренний диаметр 9 то наружный будет 20 миллиметров.
Аппарат для сварки неплавящимся электродом
Сейчас большой выбор аппаратом для сварки вольфрамовыми электродами. Например аппарат может выглядеть вот так.
Огромный выбор сварочного оборудование сейчас предлагается на нашем рынке, по этой причине я не буду описывать конкретный сварочный аппарат. Для правильного выбора сварочного аппарата рекомендую почитать отзывы людей которых можно найти на сварочных форумах.
Электроды вольфрамовые
Вольфрамовые электроды маркируются вот так ЭВЧ, ЭВЛ,ЭВИ, ЭВТ-15 и имеют гост ГОСТ 23949-80. Вбив гост в поиск вы сможете найти подробную информацию о этих электродах.
Так же электроды бывают с примесями для того что бы приобрести особые свойства. Вот какие бывают примеcи в вольфрамовых электродах которые предназначены для аргонной сварки.
Присадочная проволока.
Присадочная проволока это материал который нужен будет в процессе сварки. Материал присадочный называют по разному. В данном случае это пруток присадочный или присадочная проволока.
Инструменты для подготовки металла.
Сюда можно включить такие инструменты как болгарка и щетка по металлу. Сейчас большой выбор всяческих зачистных инструментов и приспособлений так что выбор за вами.
Спецодежда для сварки.
Здесь все зависит от ваших желаний. Выбор огромен. Что хочется сказать о спец одежде. Одежда сварщика бывает разной плотности и степени огнестойкости. О масках для сварщика можно говорить долго. Обувь тоже играет немаловажную роль как и перчатки. Перчатки сварщика еще называют крагами.
Внимательно относитесь к выбору средств защиты для сварочных работ так как от этого зависит ваше здоровье. Одежда для сварщика продается в специализированных магазинах которые занимаются продажей сварочного оборудования. Посетив данные магазины вы без труда подберете именно то что вам нужно.
А теперь я хочу вам показать как происходит процесс аргоновой сварки.
Думаю данный материал поможет как начинающим сварщикам так и тем кто хочет начать варить аргоновой сваркой.
Резервуары для газовой смеси аргона | Смесь углекислого газа аргона | Поставщик газа высокой чистоты | Аргонно-кислородная смесь | Обмен газовых баллонов | Сварочные смеси Мизон | Висконсин Промышленный перевозчик топлива |
Резервуары для газовой смеси аргона | Смесь углекислого газа аргона | Поставщик газа высокой чистоты | Аргонно-кислородная смесь | Обмен газовых баллонов | Сварочные смеси Мизон | Висконсин Промышленный перевозчик топлива | | Сварщик питанияГазовые смеси с аргоном, поставляемые сварочными перевозчиками, соответствуют вашим спецификациям
Различные газы смешиваются с газообразным аргоном для изменения характеристик электродуговых процессов, включая GMAW, GTAW, PAW и PAC. Добавление различного процентного содержания газообразного диоксида углерода, газообразного кислорода, газообразного гелия или газообразного водорода может регулировать характеристики дуги, профиль валика, проникновение дуги, уровень дыма, уровень сварочного разбрызгивания и образование оксида при использовании в следующих процессах:
5-25% диоксида углерода в аргоне в процессе GMAW (дуговая сварка металлическим газом) короткой дугой на углеродистой стали
2-5% диоксида углерода в аргоне в процессах GMAW, струйной дуге и в качестве недорогой смеси для сварки нержавеющих сталей короткой дугой
- 2-5% кислорода в аргоне в процессе GMAW для сварки нержавеющих сталей и для дуговой сварки струйным распылением углеродистых сталей
Тримикс кислорода и углекислого газа в аргоне в процессе GMAW для сварки тонких профилей из углеродистой стали
Различные тримиксы двуокиси углерода, гелия и аргона в процессе GMAW для улучшения профиля валика и уменьшения образования оксида хрома в процессе короткой дуги на нержавеющих сталях. Другие проценты этих 3 газов используются в процессе GMAW-P (импульсная дуга) для нержавеющих сталей.
Другие проценты этих 3 газов используются в процессе GMAW-P (импульсная дуга) для нержавеющих сталей.
5-25% гелия в аргоне в процессах GMAW и GTAW для сварки более тяжелых профилей из алюминия. Обратите внимание, что чистый гелий можно использовать для сварки очень тяжелых алюминиевых профилей в процессе GTAW.
2-5% водорода в аргоне в процессах GTAW (газовая вольфрамовая дуговая сварка) и PAW (плазменная дуговая сварка) для сварки нержавеющих сталей и других тугоплавких оксидных металлов добавление водорода восстанавливает эти оксиды, чтобы обеспечить смачивание этих металлов.
До 35% водорода в аргоне в процессе PAC (плазменно-дуговая резка) для снижения образования тугоплавких оксидов при резке более тяжелых профилей из нержавеющей стали и других тугоплавких оксидных металлов.
Если вы хотите узнать больше об аргоновых смесях и о том, что мы рекомендуем, свяжитесь с нами сегодня!
Обратите внимание: предложение о бесплатной доставке не распространяется на заказы газа, сделанные лично или по телефону.

Свяжитесь сейчас
Процентное содержание аргона в сварочном газе имеет большое значение. Подразумеваемый стандарт для газовой смеси аргона составляет 75-25, универсальная комбинация для большинства сварочных работ. Повышенный уровень аргона делает дугу более гладкой, но также увеличивает текучесть бассейна. Ваша дуга становится более плавной. Слишком малое количество сводит на нет преимущества аргона, заставляя вас переплачивать за отсутствие большой выгоды.
Для еще более узкоспециализированных сварочных работ вы можете использовать аргонно-кислородные смеси 98-2 или 95-5, трехсмесные сварочные аргоновые газы, такие как 90-8-2 Argon-CO 2 -Смеси кислородные и Mizon сварочные.
Все смеси этих газов с аргоном являются простыми удушающими средствами и должны использоваться в хорошо проветриваемых помещениях. Сварочный дым может быть очень опасным, поэтому необходимо использовать средства защиты органов дыхания. Смесь 35% водорода в аргоне классифицируется как легковоспламеняющаяся смесь, поэтому при использовании или хранении следует соблюдать соответствующие меры предосторожности. Ознакомьтесь с Паспортом безопасности материалов аргона (MSDS), прежде чем пытаться использовать его в своей сварочной мастерской. Никогда не думайте о безопасности. Вы должны хорошо знать свои инструменты и сварочные газы, чтобы избежать травм.
Доставка баллонов с аргоном в тот же день в Висконсине и Иллинойсе
С 1938 года мы представляем производителей качественных промышленных и медицинских газов, сварочного оборудования и расходных материалов в Южном Висконсине и Северном Иллинойсе.
Мы предлагаем доставку в тот же день по адресу:
- Милуоки, Висконсин
- Рокфорд, Иллинойс
- Кристал Лейк, Иллинойс
- Белойт, Висконсин
- Джейнсвилл, Висконсин
- Биг Бенд, Висконсин
- Округ Расин, Висконсин
Welders Supply продает и сдает в аренду газовые баллоны и баллоны, а также обеспечивает заправку во многих городах и местах в Южном Висконсине и Северном Иллинойсе, включая Kenosha WI , West Bend WI , DeKalb IL и Waukegan IL .
Заправка или замена газовых смесей аргона в контейнере для сварочных материалов
Welders Supply поставляет газовые смеси аргона по всему юго-восточному Висконсину и северному Иллинойсу, обеспечивая своих клиентов смесями высокой чистоты.
Если у вас есть пустые баллоны и требуется их заправка или обмен, мы можем помочь по доступной цене. Ни один другой поставщик сварочных материалов в регионе не имеет лучшего опыта предоставления высококачественной продукции и услуг по более низкой цене.
Contact Welders Поставьте сегодня и получите именно ту смесь аргона, которая вам нужна для вашего сварочного проекта!
- Ацетилен
- Аргон
- Углекислый газ
- Гелий
- Водород
- Азот
- Кислород
- Пропан
- Пропилен
Просмотрите наш полный ассортимент чистых и смешанных сварочных газов на странице Welders Supply, посвященной газам и расходным материалам.
Для просмотра полной функциональности сайта требуется JavaScript!Сварка ВИГ, МИГ/МАГ – EWM AG
ВИГ в защитном газе
Как следует из названия процесса, для сварки TIG обычно используются инертные газы. Защитные газы стандартизированы в DIN EN 439. В соответствии со стандартом они имеют обозначения l1, l2 и l3.
Наиболее часто используемым защитным газом для сварки TIG является аргон (I1). Степень чистоты должна быть не менее 99,95 %. Гелий (I2) также используется для металлов с очень хорошей теплопроводностью, таких как алюминий или медь. Если гелий является защитным газом, дуга горячее. Прежде всего, распределение тепла между сердцевиной и краем дуги более равномерное. Использование чистого гелия для сварки TIG редко и ограничено исключительными случаями, но использование смеси аргона и гелия (I3) с 25, 50 или 75 % гелия постепенно увеличивается за последние несколько лет. Поэтому, например. в случае более толстых алюминиевых конструкций температура предварительного нагрева, необходимая для достаточного проникновения, снижается. Во многих случаях также возможно увеличить скорость сварки. При сварке ВИГ нержавеющих хромоникелевых сталей также используются смеси аргона и водорода (R1), но содержание водорода не должно превышать 5 % во избежание образования пор.
Настройка потока защитного газа зависит от диаметра газового сопла и потока окружающего воздуха. Ориентировочно для аргона можно использовать расход 5-10 л/мин. В сквозняках требуются более высокие скорости потока (рис. 4). Для смесей аргон/гелий необходимо установить более высокие скорости потока из-за более низкой плотности гелия.
Защитный газ MIG/MAG
Защитные газы для сварки MIG/MAG указаны в DIN EN 439. Все защитные газы для дуговой сварки и резки стандартизированы в этом стандарте. Защитные газы делятся на семь групп и дополнительные подгруппы.
Обзор групп защитного газа
Группа R
Группа R содержит смеси аргона и водорода, обладающие восстановительным действием. В дополнение к аргону и гелию газы группы R1 используются для сварки TIG и плазменной сварки, а газы подгруппы 2 с более высоким содержанием водорода (H) используются для плазменной резки и прокладки (формовочные газы).
Группа I
Группа I объединяет инертные газы. Он включает аргон (Ar), гелий (He) и смеси аргон/гелий. Они используются для TIG, MIG и плазменной сварки, а также для подложки.
Группа M
Большая группа M, которая подразделяется на M1, M2 и M3, объединяет смешанные газы для сварки MAG. В каждой группе 3 или 4 подгруппы. Газы классифицируются от M1.1 до M3.3 в соответствии с их окислительными свойствами, т. е. M1.1 является наименее окисляющим, а M3.3 является наиболее сильным окислителем. Основным компонентом этих газов является аргон. Кислород (O) или двуокись углерода (CO2) или кислород и двуокись углерода (трехкомпонентные газы) смешивают с активными компонентами
Группа C
Среди газов для сварки MAG группа C включает чистый диоксид углерода и смесь диоксида углерода с кислородом. Последнее не имеет значения в Германии. Газы группы C являются наиболее сильно окисляющими, так как CO2 разлагается при высокой температуре дуги с образованием большого количества кислорода в дополнение к монооксиду углерода.
Группа F
Наконец, группа F включает азот (N) и смесь азота/водорода. Оба газа можно использовать для плазменной резки и формовки.
В дополнение к окислительному поведению электрические и физические свойства дуги также изменяются в зависимости от состава газа и, следовательно, свойств сварки. Например, добавление гелия в аргон улучшает теплопроводность и теплосодержание атмосферы дуги. Оба приводят к более богатой энергией дуге и, следовательно, к улучшенным характеристикам провара. Подмешивание активных компонентов в смешанные газы приводит, среди прочего, к образованию более мелких капель при расплавлении проволочного электрода. Также улучшается передача тепла в дуге. Характеристики проникновения также улучшаются.
Требуемый расход защитного газа можно рассчитать по эмпирическому правилу, т. е. он должен быть в 10–12 раз больше диаметра проволоки в литрах/минуту.
В случае MIG-сварки алюминия установленные скорости потока немного выше среднего из-за сильной склонности материала к окислению; для смешанных газов Ar/He установленные скорости потока значительно выше из-за низкой плотности гелия. Давление газа, поступающего из баллона или кольцевой линии, снижается. Установленный расход можно посмотреть на манометре, который измеряется вместе с заслонкой, или на расходомере с поплавком.
Обозначение | Объемный процент (об. %) | Общий | Примечания | ||||||
Группа | Код | Окислитель | Инертный | Уменьшенный | Медленно реагирующий |
|
| ||
|
| СО2 | О2 | Ар | Он | ч3 | Н2 | ||
Р | 1 |
|
| Остальное² |
| > от 0 до 15 |
| TIG, плазменная сварка, плазменная резка, подложка |
|
2 |
|
| Остальное² |
| > 15 до 35 |
| |||
я | 1 |
|
| 100 |
|
|
| MIG, TIG, плазменная сварка, подложка | Инертный |
2 |
|
|
| 100 |
|
| |||
3 |
|
| Остальное² | > от 0 до 95 |
|
| |||
М1 | 1 | > от 0 до 5 |
| Остаток² |
| > от 0 до 5 |
| МАГ | слабое окисляющее действие |
2 | > от 0 до 5 |
| Остальное² |
|
|
| |||
3 |
| > от 0 до 3 | Остальное² |
|
|
| |||
4 | > от 0 до 25 | > от 0 до 3 | Остальное² |
|
|
| |||
М2 | 1 | > от 0 до 25 |
| Остальное² |
|
|
|
| |
2 |
| > от 3 до 10 | Остальное² |
|
|
| |||
3 | > от 0 до 5 | > от 3 до 11 | Остальное² |
|
|
| |||
4 | > от 0 до 25 | > от 0 до 8 | Остальное² |
|
|
| |||
М3 | 1 | > 25 до 50 |
| Остальное² |
|
|
|
| |
2 |
| > от 10 до 15 | Остальное² |
|
|
| |||
3 | >5 до 50 | > от 8 до 15 | Остальное² |
|
|
| |||
С | 1 | 100 |
|
|
|
|
| сильное окисляющее действие | |
2 | Остальное | > от 0 до 30 |
|
|
|
| |||
Ф | 1 |
|
|
|
|
| 100 | Плазменная резка, основа | Медленно реагирующий |
2 |
|
|
|
| > от 0 до 50 | Остальное | сокращение | ||
Классификация защитных газов для дуговой сварки и резки
Насколько вредна аргонодуговая сварка для организма человека?
Степень вреда аргонно-дуговой сварки относительно выше, чем у электродуговой сварки, но она не настолько велика, чтобы ее можно было опасаться.
Инфракрасное излучение примерно в 1–1,5 раза больше, чем при обычной дуговой сварке электродом, а ультрафиолетовое излучение, создаваемое при аргонодуговой сварке, примерно в 5–20 раз больше, чем при дуговой сварке электродом.
При сварке в ограниченном пространстве концентрация озона может возрасти до опасного уровня. В процессе сварки будут образовываться вредные газы, такие как двуокись углерода, окись углерода и металлическая пыль, которые нанесут некоторый вред сварщикам.
Поэтому в процессе сварки мы должны хорошо поработать над защитой, подобрать электродные материалы и постараться выбрать церий-вольфрам с низкой радиоактивностью.
Носите маски и перчатки при заточке электродов и мойте руки после работы, чтобы свести к минимуму опасность.
Содержание
Вред высокочастотного электромагнитного поля Для сварки обычно используется высокочастотный генератор с частотой 200 ~ 500 кГц, напряжением 2500 ~ 3500 В и напряженностью электрического поля из 140 ~ 190В/м.
Во время зажигания дуги интенсивность создаваемого высокочастотного электромагнитного поля составляет от 60 до 110 В/м, что в несколько раз выше гигиенического стандарта (20 В/м).
При аргонно-дуговой сварке с неплавящимся электродом, а также при плазменной дуговой сварке и резке для возбуждения дуги часто используется высокочастотный осциллятор, а в некоторых машинах для аргонодуговой сварки переменным током также используется высокочастотный осциллятор для стабилизации дуги.
Под действием высокочастотного электромагнитного поля организм человека может поглощать определенную энергию излучения и производить биологические эффекты, в основном тепловые эффекты.
На интенсивность высокочастотного электромагнитного поля влияет множество факторов, таких как расстояние, чем ближе генератор и колебательный контур, тем выше напряженность поля и наоборот.
Кроме того, это связано со степенью экранирования высокочастотной части.
Организм человека будет производить биологические эффекты под действием высокочастотного электромагнитного поля.
Длительное воздействие высокочастотного электромагнитного поля на сварщика может вызвать дисфункцию вегетативных нервов и неврастению.
Симптомы включают общий дискомфорт, головокружение, головную боль, усталость, потерю аппетита, бессонницу и низкое кровяное давление.
Если для зажигания дуги используется только высокочастотный осциллятор, воздействие будет небольшим из-за короткого времени.
Если высокочастотный генератор используется часто или постоянно в качестве устройства стабилизации дуги в процессе сварки, высокочастотное электромагнитное поле может стать одним из вредных факторов.
Радиоактивная опасностьТорий-вольфрам, используемый для аргонно-дуговой сварки, содержит 1–1,2% оксида тория.
Торий — радиоактивный элемент, который может испускать α, β, γ три вида лучей.
Может подвергаться воздействию радиации при сварке и контакте с ториевым вольфрамовым стержнем.
Благодаря большому количеству исследований ежедневное потребление ториевого вольфрамового стержня составляет всего 100-200 мг, а доза облучения очень мала, что оказывает незначительное влияние на организм человека.
Однако при сварке в контейнере вентиляция не ровная, и радиоактивные частицы в дыме могут превышать гигиеническую норму;
Во-вторых, при измельчении ториевых вольфрамовых стержней и при хранении ториевых вольфрамовых стержней концентрация радиоактивного аэрозоля и радиоактивной пыли может достигать или даже превышать гигиеническую норму.
При попадании в организм радиоактивных веществ они могут вызывать хронические радиоактивные заболевания и формировать внутреннее облучение, что в основном проявляется в ослаблении общего функционального состояния, явной слабости, явном снижении сопротивляемости инфекционным заболеваниям, похудании и других симптомах.
Энциклопедия:
Вред от сильного света электрической дугиРадиоактивный аэрозоль, твердые или жидкие частицы, содержащие радионуклиды во взвешенном состоянии в воздухе или других газах.
Дисперсная система, в которой твердые или жидкие радиоактивные частицы взвешены в воздушной или газовой среде.
Основной характеристикой аэрозоля является нестабильность.
Частицы размером 1 ~ 10 микрон медленно оседают и долгое время находятся в воздухе во взвешенном состоянии.
Радиоактивные аэрозоли обладают сильным ионизационным эффектом, низкой концентрацией и легко заряжаются на частицах (образуются в результате радиоактивного распада).
Радиоактивные аэрозоли представляют собой основную угрозу облучению организма человека.
Излучение сварочной дуги в основном включает видимый свет, инфракрасное и ультрафиолетовое излучение.
Они действуют на организм человека и поглощаются тканями человека, вызывая термическую, фотохимическую или ионизацию тканей, вызывая повреждение тканей человека.
Светимость видимого света примерно в 10000 раз больше, чем светимость, видимая невооруженным глазом.
Когда видимый свет попадает в глаза людей, он вызывает боль и не может ясно видеть. Обычно его называют «ослепляющим» и теряют трудоспособность в короткие сроки.
Вред инфракрасных лучей для организма человека в основном обусловлен тепловым действием тканей.
В процессе сварки глаза подвергаются сильному инфракрасному излучению, которое сразу же вызывает сильные ожоги и жгучую боль, что приводит к иллюзии вспышки.
Длительное воздействие может вызвать инфракрасную катаракту, потерю зрения и слепоту в тяжелых случаях.
Ультрафиолетовое излучение (УФ), также известное как ультрафиолет, относится к электромагнитным волнам с длиной волны 100–400 нм.
Соответствующее количество ультрафиолетового излучения может оказать благотворное воздействие на организм человека, но чрезмерное излучение будет иметь неблагоприятное воздействие на организм человека (например, ультрафиолетовое излучение при сварке).
Вред ультрафиолетовых лучей для организма человека заключается в основном в фотохимическом действии, вызывающем поражение кожи и глаз человека.
После воздействия на кожу сильного ультрафиолетового излучения могут появиться дерматиты, разлитая эритема, иногда мелкие волдыри и экссудаты, жжение и зуд;
При сильном воздействии сопровождается системными симптомами: головной болью, головокружением, утомляемостью, нервным возбуждением, лихорадкой, бессонницей и др.
Чрезмерное ультрафиолетовое облучение глаз человека может вызвать острый роговичный и конъюнктивит, а именно электрооптическую офтальмию .
Его симптомами являются сильная светобоязнь, слезы, ощущение инородного тела, покалывание, отек век, спазмы, головная боль и нечеткость зрения.
Опасность сварочного дымаВо время сварки образуется большое количество металлической сварочной пыли.
Металлический порошок, полученный сваркой, имеет небольшой диаметр, который легко всасывается в легкие. Поскольку диаметр очень мал, выделения из организма затруднены, поэтому возникают поражения.
Чем выше сила сварочного тока, тем выше концентрация пыли.
При высокой концентрации сварочной пыли и отсутствии соответствующих мер по удалению пыли длительное воздействие сварочной пыли может вызвать профессиональные заболевания, такие как пневмокониоз сварщика, отравление марганцем и нагрев металла.
Репродуктивная токсичность
Опасность вредных газовЗа последние 10 лет в стране и за рубежом были проведены некоторые исследования репродуктивной токсичности электросварки, в основном касающиеся качества спермы рабочих-мужчин, репродуктивных результатов женщин-работниц и ущерба механизм.
Результаты показали, что объем менструального цикла, укорочение цикла, удлинение менструального цикла, усиление белей, самопроизвольный аборт, преждевременные роды и дисменорея у женщин-сварщиков были выше, чем у женщин контрольной группы.
Внешний вид спермы рабочих-мужчин с отравлением марганцем был однородным серо-белым, значение рН было нормальным, а среднее время разжижения было больше, чем у контрольной группы.
Результаты показали, что средний объем эякуляции, общее количество сперматозоидов, выживаемость сперматозоидов и уровень подвижных сперматозоидов у рабочих-мужчин с отравлением марганцем были ниже, чем у контрольной группы, а уровень деформации сперматозоидов у рабочих-мужчин с отравлением марганцем был значительно выше. выше, чем у контрольной группы.
Считается, что марганец может воздействовать на сперматогенную систему рабочих мужчин, оказывать прямое токсическое действие на развитие сперматозоидов и убивать сперматозоиды, что приводит к изменению качества мужской спермы.
За рубежом также сообщалось, что изменения секреции половых гормонов и снижение качества спермы не влияют на соотношение полов потомства.
Под действием высокой температуры и сильного ультрафиолетового излучения сварочной дуги вокруг дуги образуются разнообразные вредные газы, в основном в том числе озон, оксид азота, окись углерода и фтористый водород .
Озон — раздражающий токсичный газ светло-голубого цвета. При высокой концентрации издает рыбный запах; Озон высокой концентрации также имеет слегка кислый вкус.
Основной вред озона для организма человека – сильное раздражение дыхательных путей и легких.
Часто вызывает кашель, стеснение в груди, потерю аппетита, утомляемость и слабость, головокружение, системную боль и т. д. В тяжелых случаях также вызывает бронхит и отек легких.
Оксиды азота являются раздражающими токсичными газами. Двуокись азота имеет красновато-коричневый цвет и специфический запах. Вред оксидов азота для организма человека заключается в основном в стимулирующем действии на легочную ткань.
После всасывания в дыхательные пути постепенно вступает в реакцию с водой в альвеолах с образованием азотной кислоты и нитрита, которые сильно раздражают и разъедают легочную ткань и вызывают отравление.
Основными симптомами хронического отравления являются неврастении, такие как бессонница, головная боль, потеря аппетита и потеря веса.
Высокие концентрации оксидов азота могут вызывать острое отравление, из которых легкая токсичность возникает только при остром бронхите;
Тяжелое отравление вызывает сильный кашель, одышку, коллапс, слабость и другие симптомы.
Воздействие оксидов азота на организм человека также обратимо.
С увеличением времени сепарации его неблагоприятные последствия постепенно уменьшаются или устраняются.
При сварке ВИГ, если не принимать меры по вентиляции, концентрация часто превышает более чем в десять или даже десятки раз гигиенический норматив.
Гигиенический норматив оксида азота (в пересчете на диоксид азота), установленный в Китае, составляет 5 мг/м 3 .
В процессе сварки озон и оксиды азота обычно присутствуют одновременно, поэтому они более токсичны.
Как правило, одновременно существуют два токсичных газа, что в 15-20 раз выше, чем у одного токсичного газа.
Защитные меры(1) Вентиляционные меры
На участке аргонно-дуговой сварки должно быть предусмотрено хорошее вентиляционное устройство для удаления вредных газов и дыма.
В дополнение к вентиляции установки, несколько осевых вентиляторов могут быть установлены в местах, где сварочная нагрузка велика, а сварочные машины сосредоточены для внешней вытяжки.
Кроме того, для удаления вредных газов вокруг дуги могут быть приняты меры местной вентиляции, такие как вытяжной колпак для открытой дуги, сварочный пистолет для дымоудаления, портативный небольшой вентилятор и т. д.
(2) Меры радиационной защиты
По мере возможности должны использоваться цериево-вольфрамовые электродыс чрезвычайно низкой дозой облучения. При обработке ториево-вольфрамового электрода и цериево-вольфрамового электрода для шлифования следует использовать герметичный или вакуумный шлифовальный круг.
Оператор должен носить средства индивидуальной защиты, такие как маски и перчатки, и мыть руки и лицо после обработки.
Торий-вольфрамовый электрод и церий-вольфрамовый электрод должны храниться в алюминиевом ящике.
(3) Меры по высокочастотной защите
Для предотвращения и ослабления воздействия высокочастотного электромагнитного поля принимаются следующие меры:
1) Заготовка должна быть хорошо заземлена, а сварка кабель пушки и заземляющий провод должны быть экранированы металлической оплеткой;
2) Уменьшите частоту соответствующим образом;
3) Старайтесь не использовать высокочастотный генератор в качестве устройства стабилизации дуги, чтобы уменьшить время высокочастотного электрического воздействия.
(4) Прочие меры индивидуальной защиты
Во время аргонно-дуговой сварки из-за сильного воздействия озона и ультрафиолетового излучения рекомендуется носить рабочую одежду, не состоящую из хлопка (например, кислотостойкий твид, шелк тусса и т. д.). .).
В случае, если сварка в контейнере и местная вентиляция не могут быть приняты, могут быть приняты меры индивидуальной защиты, такие как каска для подачи воздуха, маска для подачи воздуха или противогаз.
Кроме того, производитель-экспортер заявил, что его электроды более высокого качества, чем электроды . […] своих конкурентов и, в любом случае, лучше приспособлен для основного продукта, производимого […]
группа, t h e Сварка ВИГ t o рк ч. eur-lex.europa.eu eur-lex.europa.eu | Adems, un productor exportador aleg que sus electrodos eran de mejor calidad que los de sus […] конкуренты y, en cualquier caso, ms adecuados para el main producto […] manufacturado por el grup o, el soplete TIG . eur-lex.europa.eu eur-lex.europa.eu |
Для обучения стажера […] Правильная настройка, эксплуатация и выключение вольфрамового инициала GA S ( TIG ) Сварка E Q E Q E Q . norcalaborers.org norcalaborers.org | Instruir al cursillista en la instalacin, operacin y apagado [. norcalaborers.org norcalaborers.org |
По расписанию […] в сочетании wi t h Сварка TIG , p en […] и социальные пособия будут начисляться за каждый час обучения. norcalaborers.org norcalaborers.org | Cuando se programa […] en co nj to con l a Soldadura T IG , l os be ne ficios […] de penison y salud y bienestar sern acreditados por cada hora de capacitacin. norcalaborers. norcalaborers.org |
Это оборудование из нержавеющей стали идеально подходит для хранения […] жидкости с высоким стандартом […] консервация, т.к. i t s Сварка ВИГ t e ch […] выпустить любые остатки в жидкости внутри. Copper-Alembic.com Copper-Alembic.com | Esteequipamiento en acero inoxidable es perfect para […] almacenar lquidos, con una mxima seguridad de […] консервацин, у на вез que su soldadura de наконечник o TIG n o liberta […] cualquier resido. Copper-Alembic.com Copper-Alembic.com |
Для оптимизации [. оборудование для автоматической подачи проволоки. migatronic.com migatronic.com | Для оптимизации калидада и […] la velo ci папа d e soldadura, las antorchas de soldadura TI G pu ed en montarse […] с особым оборудованием […] для автоматического алиментацина. migatronic.com migatronic.com |
Идеально подходит для правки и сглаживания тонкого сварного шва […] швы, например, a ft e r сварка TIG o n 9 оборудование […] или трубы. pferd.com pferd.com | Парагвайальный и дебастарский […] pequeos co rdone s d e soldadura e n p untos r educidos […] или тубы. pferd.com pferd.com |
для портативных сварочных аппаратов MIG/MAG, аппараты для плазменной резки ne s , сварка TIG m a ch ines jaeckle-sst.de jaeckle-sst.de | Para m q uinas de soldadura MIG/M AG , de corte por pla sm a, de soldadura TIG p or ttiles jaeckle-sst. de jaeckle-sst.de |
газ-/вода-ко ol e d сварка TIG m a ch тиристор для сварки с прямым [. Сварочные выпрямители с регулируемым управлением JCKLE […] обеспечивает очень плавный и постоянный сварочный ток. jaeckle-sst.de jaeckle-sst.de | Mq ui nas d e сольдадура T IG re fr igeradas por agua/gas con p ar a soldadura c on corriente […] Directa Los rectificadores de soldadura […] JCKLE controlados por thiristores proporcionan una corriente de soldadura вежливо и постоянно. jaeckle-sst.de jaeckle-sst.de |
Наша компания в основном производит более 80 видов […] продукции, в том числе […]
Inverter MMA ( ar c ) welding m a ch ine ser ie s , TIG welding m a ch серия ine, Air [. машины плазменной резки […] Серия , серия сварочных аппаратов MIG / MAG и т. д., а также другие сварочные отрасли. chanrongweld.com chanrongweld.com | La empresa product Principalmente ms de 80 tipos de […] товары, рассказы […] soldador de ar co de ma no de se rie MMA, so ld ador de a rco de arg on d e TIG , mquina […] декор для плазмы […] AIR de Serie CUT, продавец газовой защиты серии MIG/MAG и другие промышленные корреспонденты и т.д. esp.chanrongweld.com esp.chanrongweld.com |
Производство стеклопластиковых воздуховодов Машина для производства стеклопластиковых воздуховодов Установка стеклопластиковых воздуховодов на Сварка ВИГ smw32. smw32.org | Ингалацин проводящих тканей Fabricacin-fibra de vidrio Макина проводящих волокон vidrio smw32.org smw32.org |
Для дополнительной гибкости в процессе сварки, […] Компания Swagelok добавила ручной режим к своей стандартной орбитальной функции, что позволяет выполнять сварку w i th консистенция орбитальной сварки. swagelok.com swagelok.com | Para mayor flexibilidad de los procesos de […] Солдадура, Swagelok ha […]
aadid o a la soldadura orbi ta l estndar un modo manual que разрешение га ce r soldaduras T IG manuales con la consencia de l a soldadura o rb ital. swagelok.com.mx swagelok.com.mx |
Переключатель Stick/TIG оптимизирует напряжение холостого хода для дуговой сварки и позволяет установить напряжение холостого хода на уровне […] опущен для царапин s ta r t сварка TIG . soldexsa.com.pe soldexsa.com.pe | Su selector Stick/TIG optimiza el voltaje a Circuito […] abierto al realizar soldaduras con electrodos y allowe disminuir dicho voltaje al […] raspar pa ra ini ciar l a soldadura T IG . soldexsa.com.pe soldexsa.com.pe |
Сварка ВИГ c a n […] Ranger 405 D либо с помощью модуля TIG (K930-2), либо в сочетании с одним из [. дружественные к генератору аппараты Lincoln Inverter TIG. content.lincolnelectric.com content.lincolnelectric.com | Se pue de Soldar TI G con e l Рейнджер […] 405D с использованием встроенного TIG (K930-2) или с оборудованием Lincoln, совместимым с генераторами Inverter TIG. content.lincolnelectric.com content.lincolnelectric.com |
CWF Multi (холодный механизм подачи проволоки) — это […] отдельное устройство подачи проволоки, разработанное специально для установок с автоматическими устройствами […] и для оптимизации ma nu a l Сварка ВИГ . migatronic.com migatronic.com | El alimentador mltiple CWF (Cold Wire Feeder — Alimentador de hilo en fro) es una unidad de alimentacin de [. hilo diseada especialmente para configuraciones con dispositivos […] automticos y pa ra opt imiz ar ла сольдадура TIG м ануа л migatronic.com migatronic.com |
MEI 21 — устройство подачи проволоки […] с полным приводом для шара it a l сварка TIG . products.esab.com products.esab.com | La MEI 21 es una unidad alimentadora de hilo de […] cuatro ro dillo s p ara soldadura TIG me caniz a. products.esab.com products.esab.com |
It is a Сварка ВИГ h e ad для труб с внешним [. диаметром 100 мм и выше. products.esab.com products.esab.com | Se trata de u n cabe zal de soldadura TI G pa ra t 9119 […] Диметро Внешний левый или верхний 100 мм. products.esab.com products.esab.com |
Это требования BOA AG […] при выборе f или a Сварка ВИГ c e ll […] Робот для изготовления металлоконструкций. kuka-robotics.com kuka-robotics.com | Esto-es-lo-que-prenatita-la-empresa-BOA-AG-Cuando-opt- —[…] пор у на кл ула де сольдадура TI G co n ro bo t KUKA […] пункт изготовления строительных конструкций чапа. kuka-robotics.com kuka-robotics.com |
Можно использовать f o r Сварка ВИГ c a st железо. lastek.eu lastek.eu | Puede utili za rse para l a soldadura T IG del hie rr 3 fundo.lastek.eu lastek.eu |
Могут использоваться в качестве воздушной плазмы […] резак и W I G / Сварка ВИГ e q ui стр. expondo.de expondo.de | Se pueden usar como mquinas de corte por Plasma con […] aire y mquinas soldador as WIG/ TIG . expondo. expondo.de |
Мы также используем ручную металлическую дугу, MIG a n d Сварка ВИГ t e ch никели, которые поддерживаются как кислородно-ацетиленовыми […] и плазменная резка. tankandvessels.com tankandvessels.com | Tambin u samos la soldadura man ual d e metal por arco, las t cn icas de солдата MI G, TI G, […] cuentan con corte por оксиацетиленовая плазма. tankandvessels.com tankandvessels.com |
Изготовлено сертифицированным AWS […]
сварочные аппараты следуют wi n g сварка TIG p r [. прочная и долговечная, наши кронштейны крепятся непосредственно к док-станции. accmarequipment.com accmarequipment.com | Стандартный номер производителя для сертифицированных поставщиков AWSsegunel […] proceso c orre cto de soldadura TI G, a segu ra 911 […] Сопротивление и долговечность продукта. accmarequipment.com accmarequipment.com |
Ученые узнают, что увеличение расхода газа и уменьшение отверстия в […] использование газового сопла d i n сварка TIG r e su […] плазменной струи. hypertherm.com hypertherm.com | Los cientficos descubren que, al [. aumentar el flujo de gas y reducir la abertura de la […] boquilla u ti lizad a e n la soldadura TI G, se obti […] плазма. hypertherm.com hypertherm.com | Tambin Fabricamos una gama de otros equipos de soldadura de precisin que incluyen que incluyen micro soldadura por puntos por Resistance de […] corriente continua con Circuito cerrado y [. Терминальная промышленность бобинас […] y Депозисин де готас для индустрии люминацина. macgregorsystems.com macgregorsystems.com |
Возможность управления сваркой […] ток точно […] делает систему идеальной для высокоточной si o n сварки TIG a p pl при наличии коротких контролируемых […] требуются. macgregorsystems.com macgregorsystems.com | La capacidad de controlar la corriente de forma precisa hace que el […] система морской идеал пара [. macgregorsystems.com macgregorsystems.com |
Помимо отличного […] характеристики в MMA an d D C сварка TIG p r […] Источникоснащен […] возможность выбора двух разных типов волн в процедуре AC TIG. weco.it weco.it | Este generador, adems de brindar excelentes […] cara ct erst ica s d e soldadura e n l os proce di […] MMA y TIG округ Колумбия , офис отдела продаж [. dos tipos diferentes de forma de onda en el procedimiento TIG AC. weco.it weco.it |
Цифровое управление ll e d Сварка ВИГ t o e […] и общая надежность ghidimetalli.it ghidimetalli.it | Sald на ура TIG де co ntrol digital para garantizar […] Solidez y Fiabilidad Total. ghidimetalli.it ghidimetalli.it |
Импортный физический пенопласт мирового уровня […] производственной линии и т ч е Сварка ВИГ и Co линия гофрирования […] обеспечивают высокое качество и [. Отличные характеристики различных размеров. daginternacional.com daginternacional.com | La lnea de Fabricacin de Foam […] импортада г ла л неа de сольдадура yc orr ugado T IG asegura […] alta calidad y excelente desempeo […] Разнообразные измерения. daginternacional.com daginternacional.com |
Преимущество s o f Сварка ВИГ : i ts простота в обращении […] и хороший контроль над дугой обеспечивают очень удобную и чистую работу. lorch.biz lorch.biz | Las v en taja s de l a soldadura T IG : El fc manjoe 4 [. ..]y un buen dominio del arco Allowen Un trabajo muy comfortable y limpio. lorch.biz lorch.biz |
Медь-серебро […] сплав для оксиацетилена e o r сварка ВИГ o f r ed 911 медь laspost.be laspost.be | Особый алиацин […] cobre -p лата пар a ла сольдура окс иа ceti lni ca дель кобре рохо. laspost.be laspost.be |
Сварка ВИГ i s u […] требования к качеству сварки высоки или толщина материала особенно мала. kemppichina.com kemppichina.com | L a сольдадура TI G s uele ut илизарсе [. cuando la calidad debe ser alta o cuando el grosor del material es especialmente pequeo. kemppichina.com kemppichina.com |
Используется ли газ для сварки TIG? Можно ли TIG без газа?
от персонала
Сварка GTAW или TIG — один из самых универсальных процессов, доступных для сварки, поскольку его можно использовать с металлами, которые нельзя нагреть только с помощью дуги, такими как алюминий и латунь. Кроме того, он обычно более точен, чем другие виды сварки, благодаря возможности контролировать как погонную энергию, так и длину дуги.
Сварка TIG — это форма сварки, при которой обычно используется газ для уменьшения окисления металла. Какой тип газа используется для сварки TIG и что происходит, когда у вас нет газа? Можно ли сваривать TIG без газа?
Давайте выясним.
Содержание страницы
- Требуется ли газ для сварки TIG?
- Для чего используется газ при сварке TIG?
- Газ для сварки ВИГ
- Какой газ используется для сварки ВИГ?
- Одни и те же газы используются для сварки MIG и TIG?
- Использует ли сварка TIG больше газа, чем сварка MIG?
- TIG без газа: можно ли сваривать TIG без газа?
Требуется ли газ для сварки TIG?
Да, в большинстве случаев при сварке TIG необходимо использовать защитный газ, поскольку он гарантирует долговечность и прочность. Газовая вольфрамовая дуговая сварка (GTAW), широко известная как сварка TIG, представляет собой способ сварки с вольфрамовым электродом и защитным газом, обычно смесью аргона и гелия. Однако возможна сварка TIG без защитного газа, и иногда в конкретной ситуации это будет единственно приемлемым вариантом для оператора.
Для чего используется газ при сварке TIG?
Прежде чем решать вопрос , необходимо ли использовать газ при сварке TIG , важно понять назначение самого газа.
Защитные газы играют важную роль при сварке TIG. Газ служит барьером против атмосферных загрязнителей, таких как кислород и влажность, которые могут попасть в сварочную ванну с жидким металлом и вызвать деформацию сварного шва и снизить общее качество сварного шва. Во многих случаях GTAW защитный газ также защищает зону сварки от чрезмерно высокой температуры вблизи кончика электрода.
Наряду с этим, защитный газ также улучшает свариваемость металлов, стабилизируя соединение дуги между сварочным аппаратом и заготовкой, и предотвращает выплескивание расплавленного шлака из сварочной ванны обратно на заготовку, сварщика или руки.
Газ для сварки ВИГ
Какой газ используется для сварки ВИГ?
По сравнению с другими сварочными процессами, для сварки TIG можно использовать только несколько типов газов. Газ аргон является предпочтительным защитным газом для сварки TIG. Аргон, инертный газ, который регулярно используется во всем мире сварки TIG, пользуется популярностью благодаря своей универсальности.
100% чистый аргон является отличным вариантом для сварки всех распространенных металлов, так как стабильность дуги хорошо поддерживается, что позволяет получать чистые, узкие и более точно контролируемые сварные швы.
Аргон также можно смешивать с гелием в соотношении 50/50. Комбинация аргона и гелия предназначена для специализированных проектов и улучшает теплопроводность, что, в свою очередь, увеличивает скорость сварки оператором. Также доступны различные соотношения аргона и гелия от 10% аргона до 90% гелия, но это, как правило, полезно только для сварки TIG с отрицательной настройкой электрода постоянного тока (DCEN).
Водород также можно использовать в качестве защитного газа для сварки TIG, но он менее часто используется для обычных сварочных работ. Тем не менее, водород является отличным защитным газом для сварки TIG больших объектов из нержавеющей стали, где важны повышенное напряжение дуги и тепловложение.
Одни и те же газы используются для сварки MIG и TIG?
Сварка MIG и TIG может использовать как аргон, так и гелий в различных ситуациях. Однако MIG не работает со 100% аргоновой смесью, так как это может повлиять на теплопроводность и стабильность дуги, что ухудшит качество окончательного сварного шва.
Вместо этого MIG успешно сочетает аргон с двуокисью углерода (CO 2 ) со средним соотношением около 85% аргона к 15% CO 2 . Газовая смесь аргон-CO 2 поможет получить эстетически привлекательные сварные швы с небольшим количеством брызг расплава, что также сокращает процесс очистки сварки MIG. Это за исключением сварки цветных металлов, где используется чистый аргон. MIG также использует газообразный гелий для сварки нержавеющей стали и цветных металлов, хотя аргон-CO 9Комбинация 0049 2 чаще предпочтительнее.
Подробнее о сварочном газе MIG можно узнать здесь.
Использует ли сварка TIG больше газа, чем сварка MIG?
TIG не должен использовать больше или меньше газа, чем сварочный аппарат MIG. Время, в течение которого будет работать газ сварщика TIG или MIG, полностью зависит от регулятора скорости потока газового баллона, который оператор установит самостоятельно. Как для TIG, так и для MIG в среднем будет использоваться 10-40 кубических футов газа в час, однако это будет варьироваться, поскольку вы регулируете скорость потока газа в соответствии с потребностями вашей работы.
TIG без газа: можно ли сваривать TIG без газа?
Итак, к нашему заглавному вопросу: можно ли на самом деле сваривать ВИГ без использования защитного газа?
Да, сварка ВИГ без газа определенно возможна, однако, как мы уже говорили, защитный газ играет важную роль в процессе сварки ВИГ. Без защитного газа это не считается сваркой, так как это повлияет на структурную целостность сварного соединения. Сварной шов столкнется с высоким риском загрязнения и может привести к растрескиванию сварного шва, пористости и тому, что соединение на самом деле не соединится и не разорвется на две части.
Сварка с помощью аппарата TIG (или любого другого сварочного аппарата, работающего на газе) должна никогда не выполняться без защитного газа, когда сварка имеет важное значение, когда на карту поставлено благополучие человека (лиц), имущество или факторы окружающей среды. Сварку TIG без газа следует выполнять только в том случае, если проект соответствует этому критерию и соединение надежно поддерживается другими средствами.
Также обратите внимание: только опытный сварщик должен рассматривать сварку TIG без газа, так как этот процесс еще более сложен, чем и без того сложный метод сварки TIG.
Есть несколько причин, по которым вам может потребоваться сварка TIG без газа. Возможно, вам нужно сваривать на открытом воздухе, и у вас нет доступа к сварочному аппарату (который работает без газа). Или, может быть, у вас закончился защитный газ. Конечно, ни одна из этих причин не подходит для безгазовой TIG, так как для каждой конкретной ситуации есть решение.
Аргон — информация об элементе, свойства и использование
Перейти к основному содержанию
У вас не включен JavaScript. Пожалуйста, включите JavaScript, чтобы получить доступ ко всем функциям сайта.
Перейти к калию >
| Группа | 18 | Температура плавления | -189,34 ° С, -308,81 ° F, 83,81 К |
| Период | 3 | Температура кипения | −185,848°C, −302,526°F, 87,302 K |
| Блок | п | Плотность (г см −3 ) | 0,001633 |
| Атомный номер | 18 | Относительная атомная масса | 39,95 |
| Состояние при 20°С | Газ | Ключевые изотопы | 40 Ар |
| Электронная конфигурация | [Ne] 3s 2 3p 6 | Номер КАС | 7440-37-1 |
| ChemSpider ID | 22407 | ChemSpider — бесплатная база данных химической структуры. | |
Изображение отражает использование элемента в сварочной промышленности. Аргон создает инертную атмосферу, в которой свариваемые металлы не окисляются.
Аргон — бесцветный газ без запаха, совершенно инертный по отношению к другим веществам.
Аргон часто используется, когда требуется инертная атмосфера. Таким образом, он используется для производства титана и других реактивных элементов. Он также используется сварщиками для защиты зоны сварки и в лампах накаливания для предотвращения коррозии нити накала кислородом.
Аргон используется в люминесцентных лампах и энергосберегающих лампах. Лампа с низким энергопотреблением часто содержит газообразный аргон и ртуть. Когда он включен, через газ проходит электрический разряд, генерирующий УФ-излучение. Покрытие на внутренней поверхности колбы активируется ультрафиолетовым светом и ярко светится.
Стеклопакеты используют аргон для заполнения пространства между стеклами. Шины роскошных автомобилей могут содержать аргон для защиты резины и снижения дорожного шума.
Биологическая роль аргона неизвестна.
Аргон составляет 0,94% атмосферы Земли и является третьим по распространенности атмосферным газом. Уровни постепенно увеличивались с момента образования Земли, потому что радиоактивный калий-40 при распаде превращается в аргон. В промышленных масштабах аргон получают перегонкой жидкого воздуха.
Элементы и история периодической таблицы
Хотя аргон в изобилии содержится в атмосфере Земли, он оставался незамеченным до 1894 года, когда лорд Рэлей и Уильям Рамзи впервые отделили его от жидкого воздуха. На самом деле газ был выделен в 1785 году Генри Кавендишем, который заметил, что около 1% воздуха не вступает в реакцию даже в самых экстремальных условиях. Этот 1% был аргоном.
Аргон был открыт в результате попытки объяснить, почему плотность азота, извлеченного из воздуха, отличается от плотности, полученной при разложении аммиака.
Рамзи удалил весь азот из газа, который он извлек из воздуха, и сделал это, прореагировав его с горячим магнием, с образованием твердого нитрида магния. Затем он остался с газом, который не реагировал, и когда он исследовал его спектр, он увидел новые группы красных и зеленых линий, подтверждая, что это был новый элемент.
| Атомный радиус, несвязанный (Å) | 1,88 | Ковалентный радиус (Å) | 1.01 |
| Сродство к электрону (кДж моль −1 ) | Нестабильный | Электроотрицательность (шкала Полинга) | Неизвестный |
| Энергии ионизации (кДж моль −1 ) | 1 ст 1520. 2 и 2665,857 3 р-д 3930,81 4 -й 5770,79 5 -й 7238,33 6 -й 8781.034 7 -й 11995,347 8 -й 13841,79 | ||
| Общие степени окисления | | ||||
| Изотопы | Изотоп | Атомная масса | Естественное изобилие (%) | Период полураспада | Режим распада |
| 36 Ар | 35,968 | 0,3336 | — | — | |
| 38 Ар | 37,963 | 0,0629 | — | — | |
| 40 Ар | 39,962 | 99,6035 | — | — | |
|
|
| Удельная теплоемкость (Дж кг -1 К -1 ) | 520 | Модуль Юнга (ГПа) | Неизвестный | |||||||||||
| Модуль сдвига (ГПа) | Неизвестный | Объемный модуль (ГПа) | Неизвестный | |||||||||||
| Давление пара | ||||||||||||||
| Температура (К) |
| |||||||||||||
| Давление (Па) |
| |||||||||||||
| Слушайте подкаст Аргона |
Стенограмма: (Промо) Вы слушаете химию в ее стихии, представленную вам Chemistry World , журналом Королевского химического общества. (Конец промо) Крис Смит Привет, на этой неделе элемент настолько ленивый, что ученые одно время думали, что он ни с чем не реагирует, но в химическом мире лень может иметь свою преимущества, особенно если вам нужны сверхтихие автомобильные шины или безопасный химикат, с помощью которого можно накачать гидрокостюм. Это Джон Эмсли. Джон Эмсли Ленивый, трудолюбивый, бесцветный, красочный — это аргон! Название аргона происходит от греческого слова argos , означающего ленивый, и более ста лет после его открытия химики не могли заставить его соединиться с какими-либо другими элементами. Но в 2000 году химики Хельсинкского университета во главе с Маркку Рясаненом объявили о первом в истории соединении: фторгидриде аргона. Они сделали его путем конденсации смеси аргона и фтористого водорода с йодидом цезия при -265°С.1129 o C и облучение УФ-светом. В атмосфере Земли циркулирует 50 триллионов тонн аргона, и он медленно накапливался в течение миллиардов лет, почти весь из-за распада радиоактивного изотопа калия-40, период полураспада которого составляет 12,7. миллиард лет. Хотя аргон составляет 0,93% атмосферы, он избегал обнаружения до 1894 года, когда его идентифицировали физик лорд Рэлей и химик Уильям Рамзи. В 1904 году Рэлей получил Нобелевскую премию по физике, а Рамзи получил Нобелевскую премию по химии за свою работу. История его открытия началась, когда Рэлей обнаружил, что азот, извлеченный из воздуха, имеет более высокую плотность, чем азот, полученный при разложении аммиака. Разница была небольшая, но реальная. Рамзи написал Рэлею, предлагая ему искать более тяжелый газ в азоте, полученном из воздуха, а Рэлею следует искать более легкий газ в азоте, полученном из аммиака. Аргон был впервые выделен Генри Кавендишем в 1785 году в Клэпеме, Южный Лондон. Он пропускал через воздух электрические искры и поглощал образовавшиеся газы, но был озадачен тем, что остался нереакционноспособный 1%. Он не понял, что наткнулся на новый газообразный элемент. Большая часть аргона идет на производство стали, где он продувается через расплавленное железо вместе с кислородом. Аргон перемешивает, а кислород удаляет углерод в виде углекислого газа. Он также используется, когда необходимо исключить доступ воздуха для предотвращения окисления горячих металлов, например, при сварке алюминия и производстве титана для исключения доступа воздуха. Сверхтонкие металлические порошки, необходимые для изготовления сплавов, производятся путем направления струи жидкого аргона на струю расплавленного металла. Некоторые металлургические заводы предотвращают попадание токсичной металлической пыли в окружающую среду, пропуская ее через аргоновую плазменную горелку. При этом атомы аргона электрически заряжаются до температуры 10 000 °C, а проходящие через него частицы токсичной пыли превращаются в каплю расплавленного лома. Для химически ленивого газа аргон оказался чрезвычайно пригодным для использования. Знаки с подсветкой светятся синим, если они содержат аргон, и ярко-синим, если присутствует небольшое количество паров ртути. Двойное остекление еще более эффективно, если зазор между двумя стеклами заполнен аргоном, а не только воздухом, потому что аргон является худшим проводником тепла. Самое экзотическое применение аргона — шины роскошных автомобилей. Он не только защищает резину от воздействия кислорода, но и обеспечивает меньший шум шин при движении автомобиля на высокой скорости. В случае с этим элементом лень может оказаться полезной. Его высокотехнологичные применения варьируются от двойного остекления и лазерной хирургии глаза до нанесения вашего имени в свет. Крис Смит Джон Эмсли раскрывает секреты благородного газа аргона тяжелее воздуха. Steve Mylon Почти никогда не бывает так, чтобы популярные элементы были такими из-за их полезности и интересного химического состава. Но для золота и серебра это все так поверхностно. Они более популярны, потому что они красивее. Моя жена, например, не химик, не мечтает носить медное обручальное кольцо. Возможно, это как-то связано с тем фактом, что оксид меди имеет раздражающую привычку окрашивать кожу в зеленый цвет. Но если бы она только нашла время, чтобы узнать о меди, чтобы узнать ее немного; возможно, тогда она отвернется от остальных и будет носить его с гордостью. Крис Смит Стив Майлон готов скрестить вашу ладонь с медью на следующей неделе Химия в ее элементах, я надеюсь, что вы можете присоединиться к нам. Я Крис Смит, спасибо за внимание и до свидания. (Промо) Химия в ее стихии представлена вам Королевским химическим обществом и произведена thenakedscientists. (окончание акции) |
Нажмите здесь, чтобы посмотреть видео об аргоне
Learn Chemistry: ваш единственный путь к сотням бесплатных учебных ресурсов по химии.
Изображения и видео Visual Elements
© Murray Robertson 1998-2017.
W.M. Haynes, ed., CRC Handbook of Chemistry and Physics , CRC Press/Taylor and Francis, Boca Raton, FL, 95th Edition, Internet Version 2015, по состоянию на декабрь 2014 г.
Tables of Physical 936 & Chemical Constants, Kaye & Laby Online, 16-е издание, 1995 г. Версия 1.0 (2005 г.), по состоянию на декабрь 2014 г.
Дж. С. Курси, Д. Дж. Шваб, Дж. Дж. Цай и Р. А. Драгосет, Атомные веса и изотопные композиции (версия 4.1) , 2015 г., Национальный институт стандартов и технологий, Гейтерсберг, Мэриленд, по состоянию на ноябрь 2016 г.
TL Cottrell, The Strengths of Chemical Bonds , Butterworth, London, 1954.
John Emsley, Строительные блоки природы: справочник по элементам от А до Я , Oxford University Press, New York, 2nd, New York, 2nd Издание 2011 г.
Национальный ускорительный центр Томаса Джефферсона — Управление научного образования, It’s Elemental — The Periodic Table of Elements, по состоянию на декабрь 2014 г.
Периодическая таблица видео, по состоянию на декабрь 2014 г.
Частично получены из материалов, предоставленных Британской геологической службой © NERC.