Автоматическая сварка металлов — Википедия
Автоматическая сварка металлов — механизированный способ неразъемного соединения изделий (деталей, полуфабрикатов) из металлов в результате их местного расплавления.
Различают такие типы автоматической сварки металлов:
- электродуговая;
- газоэлектрическая;
- электрошлаковая.
В первых двух случаях источником нагрева свариваемых металлов в электрическая дуга, температура которой превышает 5000 ° C. При электрошлаковой сварке источником нагрева является ванна расплавленного шлака, температура которой не превышает 2500 ° C.
В настоящее время в процессе автоматической сварки широко применяется робототехника. Роботы используют как в серийном, так и в мелкосерийном производстве. Один и тот же робот может работать по разным программам, повышая качество сварки. Роботов легче применять для контактной точечной сварки нахлесточных соединений, труднее — для электродуговой сварки угловых и тавровых соединений и электродуговой сварки стыковых соединений.
Электродуговая автоматическая сварка металлов[править | править код]
Электродуговая автоматическая сварка производится открытой или закрытой дугой. Она может быть одно- или многодуговой, одно- или многоэлектродной. При сварке открытой дугой расплавленный металл защищается от кислорода и азота воздуха тонким слоем жидкого шлака и газами, которые образуются в результате плавления обмазки сплошного электрода или порошка, содержащегося внутри трубчатого электрода. Автоматическая сварка металлов закрытой дугой производится под слоем сыпучего зернистого флюса.
Наибольшее распространение в СССР получило автоматическая сварка металлов под флюсом по методу, разработанному Институтом электросварки АН УССР под руководством академика АН УССР Е. О. Патона. В отличие от других видов дуговой сварки, она обеспечивает высокую производительность и качество сварных швов и лучшие условия труда сварщика.
Автоматическая сварка металлов под флюсом[править | править код]
Cварочный тракторАвтоматическую сварку металлов под флюсом применяют в машино- и мостостроении. Например, в городе Киеве построен крупнейший в мире цельносварной автодорожный мост через реку Днепр. Почти все элементы моста сварены на заводе и смонтированы на месте строительства методом автоматической сварки металлов под флюсом. Благодаря этому методу произошел технологический переворот в судо- и котлостроении, производстве стальных труб большого диаметра для магистральных нефте- и газопроводов, в производстве различной аппаратуры. Большое значение имеет автоматическая сварка металлов для новой техники, энергетики, химической промышленности. В результате применения в СССР более 10 000 автоматов и полуавтоматов для сварки под флюсом только за вторую половину 1950-х годов высвободилось в основных отраслях металлообрабатывающей промышленности более 30 000 сварщиков.
Для автоматической сварки металлов под флюсом применяют сварочные тракторы — самоходные аппараты, которые передвигаются непосредственно по сварки изделия, а также сварочные головки. Сварочный трактор или головка возбуждает дугу в начале сварки, автоматически поддерживает устойчивое горение во время её работы, перемещает дугу вдоль шва (трактор), подает флюс на свариваемые кромки, заваривает кратер в конце шва в момент прекращения процесса сваривания. Питание дуги переменным током осуществляется обычно от сварочного трансформатора. Постоянный ток применяют только для сварки высоколегированных сталей и сплавов алюминия, титана и сплавов на их основе, а также в полевых и монтажных условиях — на строительстве магистральных трубопроводов, мостов, нефтяных резервуаров и тому подобное.
Развитие автоматической сварки происходило быстрыми темпами в 1959 — 1965 годах. В СССР автоматическая сварка использовалась в тяжелом и транспортном машиностроении, производстве металлоконструкций, судостроении, для восстановления изношенных поверхностей валков прокатных станов и других деталей металлургического оборудования, колес и других частей подвижного состава, деталей сельскохозяйственной, землеройной техники, строительных машин, крановых колес, режущего инструмента, для изготовления биметаллических изделий.
При сварке обычных углеродистых и некоторых легированных сталей применяют плавленые флюсы — силикаты, содержащие в себе 35—45% SiO2, 35—40% MnO, 5—8% CaF2, а также CaO, MgO, Al2O3. При сварке высоколегированных сталей и сплавов (жаропрочных, нержавеющих, кислотостойких и т. п.), а также титана, алюминия, урана и сплавов на их основе применяют бескислородные или галоидные флюсы, состоящие, в основном, из фторидов и хлоридов щелочных и щелочно-земельных металлов.
Газоэлектрическая автоматическая сварка металлов[править | править код]
Газоэлектрическая автоматическая сварка металлов представляет собой разновидность дуговой электросварки, при котором электрическая дуга горит в защитной газовой атмосфере водорода, аргона, гелия или углекислого газа.
Электрошлаковая автоматическая сварка металлов[править | править код]
Электрошлаковая автоматическая сварка металлов — новый способ бездуговой сварки металлов плавлением, основанный на использовании в качестве источника нагрева расплавленного шлака, через который проходит переменный электрический ток.
Различают одно- и многоэлектродную, одно- и многофазную автоматическую сварку металлов. Обязательным условием начала электрошлаковой сварки является использование шлаковой ванны глубиной 10-50 мм. Такая сварка осуществляется без обработки кромок, но с обязательным зазором между ними (ширина зазора 25-40 мм). Удобнее выполнять её при вертикальном положении шва. С помощью электрошлаковой автоматической сварки металлов можно соединять за один проход металл практически неограниченной толщины. Так, в 1958 году на Новокраматорском машиностроительном заводе (г. Краматорск, Донецкая область) впервые в мировой практике была осуществлена однопроходная автоматическое электрошлаковая сварка заготовок сечением 2 x 3 м.
Автоматическая электрошлаковая сварка металлов имеет следующие преимущества:
- простота технологии и техники сварки;
- исключения обработки кромок;
- минимальные затраты флюса (в десятки раз меньше, чем при автоматической сварке металлов под флюсом)
- минимальные затраты труда;
- минимальные угловые деформации;
- высокое качество сварных швов.
Электрошлаковая сварка широко применяется в тяжелом машиностроении и производстве больших металлоконструкций, дает значительную экономию средств и металла, а также сокращает производственный цикл и исключает строительство мощных литейных и кузнечно-прессовых цехов. С помощью него можно соединять между собой крупные отливки, поковки или заготовки из толстого проката стыковыми, угловыми и тавровыми швами. Для автоматического электрошлаковой сварки используют аппаратуру двух типов:
- Рельсовые аппараты используют для сварки металлов большой толщины. Рельсовый аппарат А-372-р удостоен золотой медали «Гран-При» на Всемирной выставке в Брюсселе 1958 года. Им можно сваривать за один проход проволочными или пластинчатыми электродами металл толщиной до 650 мм.
- Безрельсовые аппараты бывают двух типов: бегунковые и магнитные. Типовой безрельсовый аппарат А-501 удостоен золотой медали «Гран-При» на Брюссельской выставке.
Электрошлаковый процесс использовали в СССР не только в сварочной технике, но и в металлургическом производстве (с 1957 г.) для улучшения качества легированных сталей и сплавов способом переплавки электродов в водоохлаждаемом кристаллизаторе. Широко применяется автоматическая электрошлаковая сварка в промышленности Чехословакии, ГДР, КНР.
- Украинская советская энциклопедия : [в 12 т.] / Гл. ред. М. П. Бажан ; редкол .: А. К. Антонов и др. — 2-е изд. — К . : Голов. ред. Уре, 1974-1985.
- Автоматическая электродуговая сварка. Под ред. Е. О. Патона. К., 1953.
- Руководство по электродуговой сварке под флюсом. Под ред. Б. Е. Патона. К., 1957.
- Руководство по электрошлаковой сварке. Под ред. Б. Е. Патона. К., 1956.
- Спыну Г. А. Промышленные роботы: конструирование и применение. — Киев: Вища школа, 1985. — 176 с.
что это такое, виды и плюсы технологии

имеет еще одно название, которое раскрывает ее суть – электродуговая сварка под флюсом.
Это одна из самых популярных технологий соединений металлических деталей в промышленности в течение долгого времени. Причина тому – долговременность сварочных швов и простота исполнения. Флюсовые смеси применяются для лучшего сцепления соединяемых поверхностей.
Лучшая в своем роде
Это автоматический вид сварки с механизированным способом выполнения рабочего процесса. Физический процесс простой и понятный: специальная электрическая дуга плавится под действием высокой температуры.

Чертеж автоматической сварки.
В результате пламя горения направляется на так называемый сварочный объект – проволоку, которая расположена в направлении самого шва. горит под прикрытием мощного гранулированного одеяла – флюсовой смеси. Благодаря высокой температуре они начинают плавиться в сварной ванне.
Вокруг нее формируется специальная эластичная пленка, которая является отличной защитой металла и электрической дуги от проникновения воздуха, и образования главного врага хорошего шва – оксидной пленки.
После процесса в период остывания флюсовые гранулированные смеси превращается в шлак, который покрывает новый сварочный шов, и который необходимо удалить самым простым образом – механическим.
Если работа полуавтоматического вида, мастеру необходимо принимать довольно активное участие в процессе: держать и направлять присадочную проволоку, которая подается автоматически. Вдобавок нужно следить за поведением электрода: направление его движения и скорость перемещения и угол наклона.
Если же применяются полностью автоматическая сварка, то скорость и направление движения электрода выполняет автомат. Для данного метода нужны ровные свариваемые поверхности и швы углового типа.
Роботизированный способ дает прекрасные преимущества в работе: прежде всего это касается сварочного соединения, которое на порядок прочнее, чем при ручных способах сварки. Скорость выполнения процесса также намного выше.
В последнее время чрезвычайно популярна тандемная технология работы с металлами, в которой применяются оба метода, которые проводятся параллельно друг к другу в одной и той же свариваемой плоскости заготовки.
Такое сочетание значительно повышает качество шва за счет оптимальной величины сварочной ванны и быстрого поджига электрической дуги.
Чем хороша электродуговая сварка под флюсом
Во-первых, тратится мало флюсовой смеси – иными словами экономятся ресурсы без потери качества шва. Это происходит благодаря эффективной конструкции с отличным сцеплением металлов.
В дополнение играет роль еще один фактор: это аккуратное и очень тонкое покрытие остаточного сварочного шва защитным слоем шлака, который защищает его от негативного влияния оксидов, образующихся из воздуха. Для соединения, к примеру, труб это самый оптимальный вариант сварки без каких-либо сомнений.

Схема дуговой автоматической сварки.
Преимуществ у этой технологии много, перечислять их легко и приятно:
- Хорошая скорость в работе, что дает неплохую производительность общего процесса.
- Отличная экономия расходных материалов: металл электродов теряется всего на 2%.
- Технология не вызывает образования брызг из металла, что приводит к экономии также и основного металла.
- Участок соединения поверхностей хорошо прикрыт от негативного воздействия воздуха и окружающей среды.
- Минимальное образование оксидов благодаря использованию флюсов.
- Великолепная мелкочешуйчатая структура и эстетика вследствие ровного пламени дуги в течение всей сварки.
- Роль главного защитника от вредных воздействий играет флюс, поэтому нет надобности в дополнительных защитных устройствах и способах.
- Интенсивное охлаждение металла после процесса ведет к образованию устойчивого соединения.
- Это довольно простой метод для исполнения, ему не нужно специально учиться.
Без минусов не обойтись
Недостатков у способа намного меньше, некоторые из них можно расценивать как технические особенности:
- Что уж говорить, автоматическая сварка – метод недешевый и поэтому доступный далеко не для каждого.
- Непростое определение верного расположения материала для фиксации из-за технических характеристик процесса.
- Небезвредный способ для человека, который его выполняет.
- Часто нужно оборудование, которое имеется только на промышленных предприятиях. Эта особенность делает методику редким гостем в кустарных мастерских.
Где применяется автоматическая сварка?
Метод чудесный с точки зрения универсальности и эффективности, поэтому применяться может где угодно: от домашних мастерских до крупных промышленных предприятий, включая сварку труб разного калибра и назначения.

Принцип работы автоматического сварочного аппарата.
Его можно использовать в следующих видах работ:
- монтаж сложных конструкций;
- соединение металлов с большой площадью поверхности для сцепки;
- соединение каких угодно металлов или сплавов вплоть до соединения разнородных по составу заготовок.
В свое время, когда начали применять защиту в виде флюса, в промышленности произошла почти революция в самом хорошем смысле слова. Сначала флюсы шли при работе только с низкоуглеродистой сталью.
Сейчас они используются в соединении сложных и капризных металлов типа тугоплавких металлов и различных стальных сплавов.
Применение расширялось и сейчас широко используются в следующих случаях:
- сложных вертикальных швов с принудительным или свободным формированием шва;
- монтаж труб разного калибра, включая большие диаметры;
- соединение кольцевых швов со сложным рабочим процессом по удержанию сварочной ванны и растекания металла, с ручным подвариванием, на станках с ЧПУ.
Оборудование и инструменты
Сварочных автоматов для данного метода на рынке великое множество с самыми разными характеристиками и назначением. Самые лучшие и удобные из них – это модели, в характеристиках которых присутствует способность поддерживать подачу проволоки.
Существуют и устройства, в которых есть автоматическое управление абсолютно всеми параметрами сварки. На первый взгляд, именно их можно считать самыми лучшими. Но если вы имеет дело с бытовой работой, то такие аппараты вам совершенно ни к чему из-за сложных технических нюансов и настроек.

Чертеж сварки металлов под флюсом.
При выборе оптимальной модели для своей работы нужно учитывать еще один факт: если у вас уменьшится длина электрической дуги, другие параметры наоборот увеличатся: повысится скорость плавления металлов, увеличится сила сварочного тока.
При таких условиях нужен специальный источник питания с определенными вольтамперными свойствами.
В случае снижения скорости подачи , в аппаратах для автоматической сварки головки с регулятором напряжения мгновенно перестроятся и изменят длину дуги. В этом случае вольтамперные параметры должны пропорционально уменьшиться.
Если у вас аппарат, в которых скорость подачи электродов не меняется, все равно придется поработать, чтобы найти оптимальное значение сварочного тока. Напряжение в электрической дуге также придется настраивать вручную и опытным способом, меняя настройки внешнего источника питания.
Автоматическая сварка — это… Что такое Автоматическая сварка?
- Автоматическая сварка
- I дуговая электросварка, в которой основные операции — подача электрода в дугу и перемещение дуги по линии сварки — механизированы. Если механизирована только подача проволоки, а дугу перемещают вручную, сварка называется полуавтоматической. Чаще всего применяется А. с. плавящимся электродом-проволокой, смотанной в бухту массой 20—60 кг и непрерывно подаваемой в дугу по мере плавления. Для защиты сварочной ванны от атмосферного воздуха, а также для раскисления металла и его легирования шов предварительно засыпают толстым слоем флюса (см. Сварка под флюсом), в который погружена дуга.
Флюс обеспечивает высокое качество металла шва, устраняет разбрызгивание металла, позволяет повысить сварочный ток и производительность в несколько раз по сравнению со сваркой открытой дугой. Дуга по линии сварки (например, при круговых швах) перемещается передвижением сварочного автомата или самого изделия. Если автомат конструктивно объединён с механизмом передвижения, его называют самоходным; если же его передвигают непосредственно по поверхности изделия или по лёгкому переносному пути, уложенному на изделие, то его называют сварочным трактором (См. Сварочный трактор) (рис.). Широко распространены шланговые полуавтоматы. В них электродная проволока из механизма подачи по гибкому шлангу поступает в держатель, находящийся в руке сварщика. Вместо флюса применяют защитные газы — аргон или углекислый газ, а также газовые смеси (см. Сварка в защитных газах). Однако из-за разбрызгивания металла в этом случае сила тока и производительность ниже, чем при сварке под флюсом. Известна также А. с. неплавящимся вольфрамовым электродом в защитном газе, обычно в аргоне. Наряду с проволокой сплошного сечения при автоматической и полуавтоматической сварке пользуются т. н. порошковым электродом, представляющим собой трубку, начинённую порошками железа, легирующих и флюсообразующих компонентов.
К. К. Хренов.

Сварка барабана котла сварочным трактором: 1 — барабан котла; 2 — сварочный трактор; 3 — ролики вращателя.
IIежемесячный научно-технический и производственный журнал, орган Института электросварки им. Е. О. Патона АН УССР. Издаётся в Киеве на русском языке. Основан в 1948. Тираж (1969) 6500 экземпляров. Освещает результаты исследований сварочных процессов, печатает материалы по теории и практике сварки чёрных и цветных металлов, а также других материалов, по вопросам проектирования и изготовления сварных конструкций.

Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
- Автоматическая роторная линия
- Автоматическая сварка
Смотреть что такое «Автоматическая сварка» в других словарях:
автоматическая сварка — Сварка, выполняемая машиной, действующей по заданной программе, без непосредственного участия человека. [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка, пайка EN automatic… … Справочник технического переводчика
Автоматическая сварка — 17. Автоматическая сварка Сварка, при которой управление ходом технологического процесса осуществляется автоматически. Источник: ВСН 003 88: Строительство и проектирование трубопроводов из пластмассовых труб 4. Автоматическая сварка Сварка,… … Словарь-справочник терминов нормативно-технической документации
автоматическая сварка — automatinis suvirinimas statusas T sritis automatika atitikmenys: angl. automatic welding vok. Automatenschweißung, f rus. автоматическая сварка, f pranc. soudage automatique, m … Automatikos terminų žodynas
Автоматическая сварка — I Автоматическая сварка дуговая электросварка, в которой основные операции подача электрода в дугу и перемещение дуги по линии сварки механизированы. Если механизирована только подача проволоки, а дугу перемещают вручную, сварка… … Большая советская энциклопедия
автоматическая сварка — Syn: автоматическое сваривание … Металлургический словарь терминов
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка автоматическая — – сварка, выполняемая машиной, действующей по заданной программе, без непосредственного участия человека. [ГОСТ 2601 84] Сварка автоматическая – выполняемая машиной, действующей по заданной программе, без непосредственного участия… … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка — технологический процесс соединения твёрдых материалов в результате действия межатомных сил, которое происходит при местном сплавлении или совместном пластическом деформировании свариваемых частей. С. получают изделия из металла и… … Большая советская энциклопедия
СВАРКА ДУГОВАЯ — [arc welding] сварка, при которой свариваемые поверхности нагревают электрической дугой, которая плавит основной металл и стержень электрода (при металлическом электроде), образуя сварочную ванну, дающую при затвердевании сварной шов. Температура … Металлургический словарь
Сварка автоматическая дуговая — – механизированная дуговая сварка, при которой возбуждение дуги, подача плавящегося электрода или присадочного металла и относительное перемещение дуги и изделия осуществляются механизмами без непосредственного участия человека, в том числе … Энциклопедия терминов, определений и пояснений строительных материалов
Автоматическая дуговая сварка под флюсом — Википедия
Материал из Википедии — свободной энциклопедии
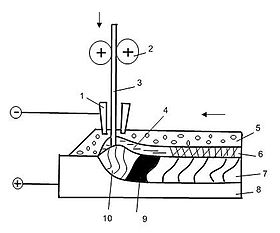 Схема автоматической дуговой сварки под флюсом. 1 – токопровод, 2 – механизм перемещения проволоки, 3 – проволока, 4 – жидкий шлак, 5 – флюс, 6 – шлаковая корка, 7 – сварной шов, 8 – основной металл заготовки, 9 – жидкий металл, 10 – электрическая дуга
Схема автоматической дуговой сварки под флюсом. 1 – токопровод, 2 – механизм перемещения проволоки, 3 – проволока, 4 – жидкий шлак, 5 – флюс, 6 – шлаковая корка, 7 – сварной шов, 8 – основной металл заготовки, 9 – жидкий металл, 10 – электрическая дугаАвтоматическая дуговая сварка под флюсом — сварка электрической дугой, горящей между концом сварочной проволоки и свариваемым металлом под слоем флюса.
Сварка под флюсом применяется в стационарных цеховых условиях для всех металлов и сплавов, включая разнородные металлы толщинами от 1,5 до 150 мм.
Придумал способ сварки под флюсом Н. Г. Славянов. В качестве флюса он применял дробленое стекло.
Промышленный способ автоматической сварки под флюсом был разработан в Институте сварки академиком Е. О. Патоном. Коллективом его института была создана технология сварки под флюсом, разработаны составы флюсов, созданы сварочные автоматы.
При автоматической дуговой сварке под флюсом электрическая дуга горит под слоем флюса между концом сварочной проволоки и свариваемым металлом. Ролики механизма автоматически вытягивают электродную проволоку в дугу. Сварочный ток, переменный или постоянный, прямой или обратной полярности подводится к электродной проволоке, а другим контактом к изделию.
Сварочная дуга горит в газовом облаке, образованном в результате плавления и испарения флюса и металла. При гашении электрической дуги расплавленный флюс, остывая, образует шлаковую корку, которая отделяется от поверхности шва. Флюс засыпается перед дугой из бункера слоем толщиной 40—80 и шириной 40—100 мм. Количество флюса, идущего в шлаковую корку, равно массе расплавленной сварочной проволоки. Нерасплавившаяся часть флюса отсасывается пневмоотсосом в бункер и используется вновь.
Потери металла на угар и разбрызгивание при горении дуги под флюсом меньше, чем при ручной дуговой и сварке в защитных газах. Расплавленные электродный и основной металлы перемешиваются в сварочной ванне. Кристаллизуясь, они образуют сварной шов.
В промышленности используется сварка проволочными электродами — сварочной проволокой. Иногда сварку проводят ленточными, толщиной до 2 мм и шириной до 40 мм, или комбинированными электродами. Дуга, перемещаясь от одного края ленты к другому, равномерно оплавляет её торец и расплавляет основной металл. Изменяя форму ленты, можно изменить и форму поперечного сечения шва, достигая необходимого проплавления металла или получая равномерную глубину проплавления по всему сечению шва.
При сварке флюс насыпается слоем толщиной 50-60 мм; дуга утапливается в массе флюса и горит в жидкой среде расплавленного флюса, в газовом пузыре, образуемом газами и парами, непрерывно создаваемыми дугой. При среднем насыпном весе флюса около 1,5 г/см3 давление слоя флюса на жидкий металл составляет 7-9 г/см2. Этого давления достаточно для устранения механических воздействий дуги на ванну жидкого металла, приводящего к разбрызгиванию жидкого металла, нарушению формирования шва даже при очень больших токах.
Для электрической дуги, горящей без флюса нельзя проводить сварку при силе тока выше 500-600 А из-за разбрызгивания металла и нарушения формирования шва. Дуга же во флюсе позволяет увеличить токи в до 3000-4000 ампер с сохранением качества сварки и правильным формированием шва.
В качестве флюсов при сварке применяют искусственные силикаты, имеющие слабо кислый характер. Основой флюса являются двойной или тройной силикат закиси марганца, окиси кальция, окиси магния, алюминия и т. д. В качестве добавки, снижающей температуру плавления и вязкость, применяется плавиковый шпат.
Широко применяемых в промышленности высокомарганцовистый флюс ОСЦ-45[1]. Он представляет собой силикат марганца MnOSiO2 с добавкой фтористого кальция. Флюс АН-348 обеспечивает большую устойчивость горения дуги по сравнению с флюсом ОСЦ-45. Большая устойчивость горения дуги обеспечивается при использовании флюса АН-348-А, выделяющем меньше вредных газов.
- велики трудозатраты, связанные со стоимостью флюса.
- трудности корректировки положения дуги относительно кромок свариваемого изделия;
- экологическое воздействие газов на оператора;
- невидимость места сварки, расположенного под толстым слоем флюса;
- нет возможности выполнять сварку во всех пространственных положениях без специального оборудования;
- повышенная жидкотекучесть расплавленного металла и флюса;
- требуется тщательная сборка кромок под сварку. При увеличенном зазоре между кромками возможно вытекание в него расплавленного металла и флюса и образование в шве дефектов.
- повышенная производительность;
- минимальные потери электродного металла;
- отсутствие брызг;
- максимально надёжная защита зоны сварки;
- минимальная чувствительность к образованию оксидов;
- не требуется защитных приспособлений от светового излучения, так как дуга горит под слоем флюса;
- низкая скорость охлаждения металла обеспечивает высокие показатели механических свойств металла шва.
Техническая литература[править | править код]
- Чебан В.А. Сварочные работы / Ответственный редактор: Оксана Морозова, Технический редактор Галина Логвинова. — 5-е изд. — Ростов-на-Дону: «Феникс», 2008. — 412 с. — (Начальное профессиональное образование). — 3000 экз. — ISBN 978-5-222-13621-8.
- Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. — М.: Машиностроение, 1978 (1-4 т).
- Блащук, В.Е. Металл и сварка: учебное пособие / В.Е. Блащук ; 3-е изд., перераб. и доп. — Москва : Стройиздат, 2006. — 144с.
- Брюханов, А.Н. Сварочные процессы в электронном машиностроении / А.Н. Брюханов // Коммерсант. — № 217 (2820) от 27.11.2003.
Автоматическая сварка — это… Что такое Автоматическая сварка?
- Автоматическая сварка
- I дуговая электросварка, в которой основные операции — подача электрода в дугу и перемещение дуги по линии сварки — механизированы. Если механизирована только подача проволоки, а дугу перемещают вручную, сварка называется полуавтоматической. Чаще всего применяется А. с. плавящимся электродом-проволокой, смотанной в бухту массой 20—60 кг и непрерывно подаваемой в дугу по мере плавления. Для защиты сварочной ванны от атмосферного воздуха, а также для раскисления металла и его легирования шов предварительно засыпают толстым слоем флюса (см. Сварка под флюсом), в который погружена дуга.
Флюс обеспечивает высокое качество металла шва, устраняет разбрызгивание металла, позволяет повысить сварочный ток и производительность в несколько раз по сравнению со сваркой открытой дугой. Дуга по линии сварки (например, при круговых швах) перемещается передвижением сварочного автомата или самого изделия. Если автомат конструктивно объединён с механизмом передвижения, его называют самоходным; если же его передвигают непосредственно по поверхности изделия или по лёгкому переносному пути, уложенному на изделие, то его называют сварочным трактором (См. Сварочный трактор) (рис.). Широко распространены шланговые полуавтоматы. В них электродная проволока из механизма подачи по гибкому шлангу поступает в держатель, находящийся в руке сварщика. Вместо флюса применяют защитные газы — аргон или углекислый газ, а также газовые смеси (см. Сварка в защитных газах). Однако из-за разбрызгивания металла в этом случае сила тока и производительность ниже, чем при сварке под флюсом. Известна также А. с. неплавящимся вольфрамовым электродом в защитном газе, обычно в аргоне. Наряду с проволокой сплошного сечения при автоматической и полуавтоматической сварке пользуются т. н. порошковым электродом, представляющим собой трубку, начинённую порошками железа, легирующих и флюсообразующих компонентов.
К. К. Хренов.
Сварка барабана котла сварочным трактором: 1 — барабан котла; 2 — сварочный трактор; 3 — ролики вращателя.
IIежемесячный научно-технический и производственный журнал, орган Института электросварки им. Е. О. Патона АН УССР. Издаётся в Киеве на русском языке. Основан в 1948. Тираж (1969) 6500 экземпляров. Освещает результаты исследований сварочных процессов, печатает материалы по теории и практике сварки чёрных и цветных металлов, а также других материалов, по вопросам проектирования и изготовления сварных конструкций.
Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
- Автоматическая сварка
- Автоматическая система подготовки старта
Смотреть что такое «Автоматическая сварка» в других словарях:
автоматическая сварка — Сварка, выполняемая машиной, действующей по заданной программе, без непосредственного участия человека. [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка, пайка EN automatic… … Справочник технического переводчика
Автоматическая сварка — 17. Автоматическая сварка Сварка, при которой управление ходом технологического процесса осуществляется автоматически. Источник: ВСН 003 88: Строительство и проектирование трубопроводов из пластмассовых труб 4. Автоматическая сварка Сварка,… … Словарь-справочник терминов нормативно-технической документации
автоматическая сварка — automatinis suvirinimas statusas T sritis automatika atitikmenys: angl. automatic welding vok. Automatenschweißung, f rus. автоматическая сварка, f pranc. soudage automatique, m … Automatikos terminų žodynas
Автоматическая сварка — I Автоматическая сварка дуговая электросварка, в которой основные операции подача электрода в дугу и перемещение дуги по линии сварки механизированы. Если механизирована только подача проволоки, а дугу перемещают вручную, сварка… … Большая советская энциклопедия
автоматическая сварка — Syn: автоматическое сваривание … Металлургический словарь терминов
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка автоматическая — – сварка, выполняемая машиной, действующей по заданной программе, без непосредственного участия человека. [ГОСТ 2601 84] Сварка автоматическая – выполняемая машиной, действующей по заданной программе, без непосредственного участия… … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка — технологический процесс соединения твёрдых материалов в результате действия межатомных сил, которое происходит при местном сплавлении или совместном пластическом деформировании свариваемых частей. С. получают изделия из металла и… … Большая советская энциклопедия
СВАРКА ДУГОВАЯ — [arc welding] сварка, при которой свариваемые поверхности нагревают электрической дугой, которая плавит основной металл и стержень электрода (при металлическом электроде), образуя сварочную ванну, дающую при затвердевании сварной шов. Температура … Металлургический словарь
Сварка автоматическая дуговая — – механизированная дуговая сварка, при которой возбуждение дуги, подача плавящегося электрода или присадочного металла и относительное перемещение дуги и изделия осуществляются механизмами без непосредственного участия человека, в том числе … Энциклопедия терминов, определений и пояснений строительных материалов
Автоматическая и полуавтоматическая сварка труб под флюсом
Инженеры уже давно думали об автоматизации сварки, которая бы посодействовала ускорению многих работ на производстве. Один из изобретенных вариантов — автоматическая сварка под флюсом. Этот метод был внедрен в промышленность в 1939 году благодаря разработкам академика Патона Е.О. и его команды при институте электросварки. Как осуществляется дуговая сварка под флюсом? В чем ее преимущества? Какое используется оборудование для автоматической сварки?

Суть процесса и варианты
Автоматическая сварка под слоем флюса, называемая в международной системе SAW, основана на горении электрической дуги, плавящей кромки металла. Для этого в зону сварки подается проволока, (ГОСТ 16130-72 или с иными составами), между кончиком которой и изделием возбуждается дуга. Сварочный трактор, параллельно с этим, подает в зону соединения специальный порошок — флюс, который покрывает расплавленную часть шва, защищая от воздействия внешних газов. Дополнительно, слой флюса содействует лучшей вплавляемости легирующих элементов в шовную структуру, и уменьшает разбрызгивание металла.
Плавящийся конец проволоки удерживается головкой сварочного автомата на определенном расстоянии от изделия. Сварочный станок может работать неподвижно, когда его используют для сварки труб, которые вращаются на роликах, приводящихся в движение редуктором. Или же головка аппарата может двигаться по заданной траектории, благодаря наличию шаблона, соответствующего форме соединения. Оператор установки только настраивает режимы сварки и запускает процесс. Технология автоматической сварки под флюсом требует человеческого контроля над работой и корректировки режимов, а также периодической оценки качества результата. Модели, называемые сварочный трактор, передвигаются самостоятельно на собственных шасси, вдоль линии соединения. Все основные узлы такой машины двигаются вместе с ней.
По ГОСТ 8713-79 различают следующие виды работ, которые может выполнять сварочный станок:
- сваривать изделия на весу, без поддержек для обратной стороны шва;
- на специальной медной подкладке, предохраняющей от протекания и наплывов;
- на подушке из порошка;
- на медном ползуне, сопровождающем движение головки аппарата.
В некоторых случаях требуется накладывать предварительный корневой шов, по которому сварочный трактор будет вести свою работу. В других технологиях необходимо производить подварочные швы с обратной стороны изделия.
Применение сварочного метода
Автоматическая дуговая сварка соответствует параметрам ГОСТ 8713-79. Благодаря высокой скорости работы она успешно применяется для нанесения ровных швов в продольном положении. Для обеспечения прямого движения головки, сварочный станок снабжается шаблонами, вдоль края которых двигается электродная проволока и горит дуга. Таким методом быстро соединяются толстые листы железа, используемые для промышленных конструкций. Возможны и фигурные движения головки аппарата. Для этого устанавливают соответствующий шаблон.
Сварочные трактора для сварки под флюсом способны выполнять все швы, обозначенные ГОСТ 11533-75. Они хорошо подходят для соединений: встык, внахлест, угловых и тавровых. Шов получается ровный и хорошо расплавленный, без перерасхода присадочного материала.
Там где требуется проложить трубопровод особенно успешно применяется автоматическая сварка кольцевых швов. Сущность метода заключается во вращении изделия под неподвижной головкой сварочного аппарата. Благодаря повышенной силе тока, работы ведутся быстрее, чем в ручном режиме. Швы получаются высокого качества. Автоматическая сварка труб может проводиться на большом участке, соединяя секции в одну линию. Размер таких заготовок достигает 25 метров. Реальны и большие соединения, но это зависит от возможности транспортировки трубы к месту укладки. Дополнительно, задействуют тягачи или железнодорожная техника. При помощи крана трубы укладываются в магистраль, а заключительный стыковой шов выполняет сварщик вручную. Это значительно ускоряет процесс прокладки трубопроводов.
Преимущества автоматического метода
Сварочный станок, работающий в автоматическом режиме, отличается рядом преимуществ перед другими видами сварки. А именно:
- высокая производительность выполнения работ за счет увеличенной силы тока и скорости ведения шва, которая может превышать показатели других методов в 15 раз;
- хорошее качество соединения благодаря стабильность подачи присадки и постоянной скорости прохода всей линии;
- глубокое проплавление;
- работа с трубами больших диаметров;
- задействование меньшего количества сварщиков на одинаковый объем работ;
- более благоприятные условия труда для сварщика и меньший вред для здоровья, ввиду удаленности от источника излучения и дыма.
Быстрые режимы автоматической сварки под флюсом достигаются и за счет использования порошка, который подается в зону горения дуги из специального бункера по трубке. Количество высыпания регулируется широтой открытия заслонки. Внешне, флюс похож на круглые светлые шарики, мелкого гранулирования. Посыпание зоны сварки флюсом имеет следующие преимущества:
- исключает разбрызгивание металла сварочной ванны и присадочного элемента;
- придает стабильности дуге;
- задерживает процесс остывания сварочного шва, что улучшает его физические свойства;
- защищает сварочную ванну от взаимодействия расплавленного металла с кислородом;
- раскисляет металл и помогает качественней вплавляться легирующим элементам.
Сварочный трактор плавит часть порошка электрической дугой от проволоки, вследствие чего образуется небольшая корка на поверхности соединения. Другая часть порошка так и остается в виде гранул. После завершения шва требуется удаление слоя шлака молотком и щеткой по металлу. Очищенное изделие готово к покраске или обработке антикоррозийными составами.
Разновидности автоматической сварки
Автоматический сварочный аппарат, создающий дугу подачей тока на проволоку, и защищающий сварочную ванну слоем флюса, может иметь несколько вариантов исполнения. Это могут быть станки с подвижной головкой, выполняющие ровные или шаблонные линии швов. Для трубопроводов используют неподвижные головки, под которыми изделие вращается на роликах. Тракторы сами ездят по изделию, перевозя аппарат и одновременно ведя сварку. Во всех моделях применяется плавящийся электрод (проволока ГОСТ 16130-72). За последующее время, после внедрения в промышленность этих методов, были разработаны и другие устройства, позволяющие автоматизировать сварочные работы. Некоторые принципы работы таких установок похожи, а другие отличаются в корне.
В среде аргона
Одной из разновидностей является автоматическая аргонодуговая сварка неплавящимся электродом. В качестве последнего выступает стержень из вольфрама с некоторыми добавками. Между ним и изделием возбуждается электрическая дуга, а аргоновый состав газовой смеси, подаваемый через сопло головки аппарата, не дает углероду вырываться через поверхность шва. Благодаря этому соединение получается крепким и ровным. Сварка в среде защитных газов может выполняться стационарно закрепленной головкой устройства, под которой изделие проворачивается, так и движущейся частью по линии соединения. Аргонно-дуговой метод активно применяется при работе с нержавеющими трубами и емкостями.
Порошковой проволокой
Еще одним вариантом является автоматическая сварка порошковой проволокой. Аппарат подает плавящийся электрод в зону сварки по роликам. Напряжение на конце проволоки создает дугу. Но для защиты расплавленного металла используется не порошок из бункера, а флюс, находящийся в самой проволоке. Для этого последняя изготавливается трубчатой формы и укладывается в бобины. Такой расходный материал стоит дороже, но облегчает подготовку к сварочному процессу. Сварочный станок не требует загрузки флюса в бункер. Наплавленный шов, как и в случае с насыпным порошком, нуждается в очистке. Аппараты могут работать перемещаясь на самом изделии или неподвижно, с прокруткой свариваемых частей под ними.
Плазменная сварка
Для быстрого соединения легированных сталей была разработана автоматическая плазменная сварка. В подобных устройствах электрическая дуга горит между двумя электродами в головке горелки. Аргон или гелий, подающиеся под высоким давлением и закрученный завихрителем, содействует ионизации пламени дуги, и усилению ее температуры. Плазменная сварка устанавливается на кронштейны, которые могут вращаться по оси. Расстояние от центра до головки может изменяться, что делает удобным это оборудование для круговых автоматических швов днищ емкостей. В зависимости от толщины металла и требуемой высоты шва, устройство может снабжаться дополнительным блоком подающим присадочную проволоку.
Кроме вышеперечисленных агрегатов встречаются их полуавтоматические версии, где сварщику требуется направлять сварочную головку или руководить движением трактора. Автоматическая и полуавтоматическая сварка востребованы не только на крупных предприятиях, но в небольших фирмах. Ведь таким способом можно значительно повышать производительность и доходность. Некоторые умельцы смогли сделать самодельный аппарат на основе полуавтомата, который способен передвигаться по заданной траектории.
Режимы и особенности
Сваривание автоматическим методом происходит на повышенных токах. Это обеспечивает высокую скорость и эффективность процесса. Рекомендуемые параметры следующие:
| Диаметр проволоки, мм | Сила тока, А |
| 2 | 200-300 |
| 3 | 350-500 |
| 4 | 400-700 |
| 5 | 500-1000 |
Кроме этого, на каждый вид работы при задействовании автоматической сварки на трубопроводе, составляется технологическая карта, в которой указывается весь комплекс усилий и ресурсов, чтобы соединить один километр трубы. Сюда входят: трудоемкость (наличие определенного числа человек и дней на выполнение), выработка за одну смену, необходимость в кране (количество машин на смену), затрачиваемость энергетических ресурсов (тока и горючего), конкретные требования по сборке и сварке изделий, техника безопасности.
Благодаря автоматизации сварочного процесса ускорилось выполнение многих работ. Эти машины облегчают монтаж трубопроводов и других конструкций. А высокое качество швов позволяет использовать их на ответственных соединениях.
Поделись с друзьями
0
0
0
0
Автоматическая сварка — это… Что такое Автоматическая сварка?
- Автоматическая сварка
17.
Автоматическая сварка
Сварка, при которой управление ходом технологического процесса осуществляется автоматически.
4. Автоматическая сварка
Сварка, выполняемая машиной, действующей по заданной программе, без непосредственного участия человека
2.44. АВТОМАТИЧЕСКАЯ СВАРКА
Сварка, выполняемая машиной, действующей по заданной программе, без непосредственного участия человека
²
3.1 автоматическая сварка: Сварка, при которой все операции выполняются автоматически и невозможна ручная регулировка параметров во время сварки.
3.3 Автоматическая сварка -сварочный процесс, при котором подача сварочной проволоки и перемещение сварочной головки осуществляются автоматически, а оператор устанавливает, наблюдает и корректирует параметры сварки.
3.1.1 автоматическая сварка: Сварочный процесс, при котором подача сварочной проволоки и перемещение сварочной головки осуществляется автоматически, а оператор устанавливает, наблюдает и корректирует параметры режимов сварочного процесса.
3.1.1 автоматическая сварка: Дуговая сварка, при которой возбуждение дуги, подача сварочной проволоки и относительное перемещение дуги и свариваемых соединений осуществляется автоматически, а установка, корректировка параметров режимов сварки осуществляется оператором.
1.2.3 Автоматическая сварка — сварочный процесс, при котором подача сварочной проволоки и перемещение сварочной головки осуществляются автоматически, оператор устанавливает, наблюдает и корректирует параметры сварки.
6.4 автоматическая сварка: Сварка, при которой все операции механизированы (см. таблицу 1).
Примечание — Ручная регулировка сварочных параметров в процессе сварки невозможна.
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Автоматическая роторно-конвейерная линия
- автоматическая система взрывоподавления — локализации взрывов метанопылевоздушных смесей в угольных шахтах
Смотреть что такое «Автоматическая сварка» в других словарях:
автоматическая сварка — Сварка, выполняемая машиной, действующей по заданной программе, без непосредственного участия человека. [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка, пайка EN automatic… … Справочник технического переводчика
автоматическая сварка — automatinis suvirinimas statusas T sritis automatika atitikmenys: angl. automatic welding vok. Automatenschweißung, f rus. автоматическая сварка, f pranc. soudage automatique, m … Automatikos terminų žodynas
Автоматическая сварка — I Автоматическая сварка дуговая электросварка, в которой основные операции подача электрода в дугу и перемещение дуги по линии сварки механизированы. Если механизирована только подача проволоки, а дугу перемещают вручную, сварка… … Большая советская энциклопедия
Автоматическая сварка — I Автоматическая сварка дуговая электросварка, в которой основные операции подача электрода в дугу и перемещение дуги по линии сварки механизированы. Если механизирована только подача проволоки, а дугу перемещают вручную, сварка… … Большая советская энциклопедия
автоматическая сварка — Syn: автоматическое сваривание … Металлургический словарь терминов
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка автоматическая — – сварка, выполняемая машиной, действующей по заданной программе, без непосредственного участия человека. [ГОСТ 2601 84] Сварка автоматическая – выполняемая машиной, действующей по заданной программе, без непосредственного участия… … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка — технологический процесс соединения твёрдых материалов в результате действия межатомных сил, которое происходит при местном сплавлении или совместном пластическом деформировании свариваемых частей. С. получают изделия из металла и… … Большая советская энциклопедия
СВАРКА ДУГОВАЯ — [arc welding] сварка, при которой свариваемые поверхности нагревают электрической дугой, которая плавит основной металл и стержень электрода (при металлическом электроде), образуя сварочную ванну, дающую при затвердевании сварной шов. Температура … Металлургический словарь
Сварка автоматическая дуговая — – механизированная дуговая сварка, при которой возбуждение дуги, подача плавящегося электрода или присадочного металла и относительное перемещение дуги и изделия осуществляются механизмами без непосредственного участия человека, в том числе … Энциклопедия терминов, определений и пояснений строительных материалов