И, Ы после приставок — правило и примеры
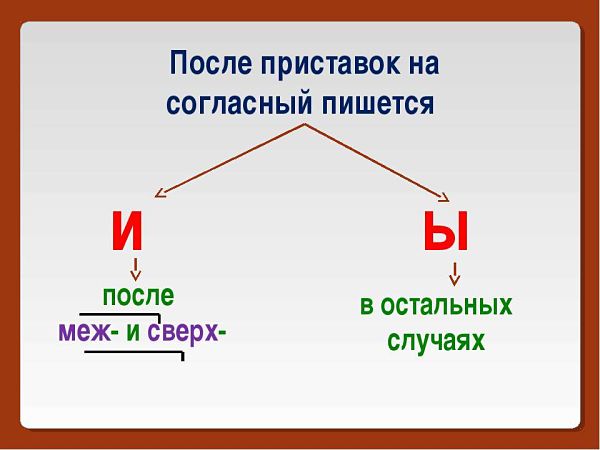
Правило написания и/ы после приставок на согласный касается разных случаев написания слов с начальной буквой «и» или «ы» в корне. Правило гласит, что их выбор определяется тем, русская или иноязычная приставка предшествует корню слова.
Правописание буквы «ы» после русских приставок на согласный
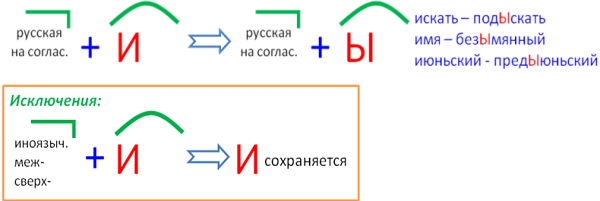
Правило написания букв «и» или «ы» регулирует выбор начальной буквы корня после приставок на согласный. Если в морфемном составе слова имеется русская приставка, заканчивающаяся на согласный, кроме букв «ж» и «х», после неё в корне пишется буква «ы».
Примеры написания буквы «ы» после приставок
- инфаркт — пред-ынфарктный;
- индивидуальный — над-ындивидуальный;
- инициативный — без-ынициативный;
- искусный — без-ыскусный;
- июльский — пред-ыюльский;
- иронизировать — с-ыронизировать;
- идейный — без-ыдейный;
- история — пред-ыстория;
- искать — под-ыскать;
- итог — под-ытожить.
Аналогично пишутся слова:
обындеветь, обыскать, безынвентарное хозяйство, безыглый, взыгравшее самолюбие, безымянный палец, сызмальства (дружить), безыскровая сварка, обызвествление, безыскусный рассказ, безысходность, предыдущий параграф, изыскать возможности, подыгрывать другу, разыскивать преступника, безыдейное содержание, небезызвестный писатель, сыгранный вничью, знать друг друга сызмала.
Исключение
взимать, взимание
Эти два слова пишутся в соответствии с их произношением.
Буква «и» после приставок меж- и сверх-
В русской орфографии после букв «ж», «ш», «х», «ч», «щ» не пишется буква «ы», поэтому после приставок меж- и сверх- в корне сохраняется начальное «и», например:
- игровой — межигровой перерыв,
- институтский — межинститутский матч,
- издательский — межиздательское соглашение;
- изысканный — сверхизысканные манеры,
- индивидуальный — сверхиндивидуальный подход,
- интеллигентный — сверхинтеллигентный,
- интересный — сверхинтересный рассказ,
- инициативный — сверхинициативный человек.
Написание буквы «и» в сложных словах
В сложных словах с первой частью двух-, трёх-, четырёх- после буквы «х» пишется только буква «и», например:
- двухигольный,
- трехимпульсный,
- четырёхигровой.
Сложные слова имеют в своём составе сокращенное первое слово, а второе сохраняет начальную букву «и» в корне, например:
- спортинвентарь (спортивный инвентарь),
- предисполкома (председатель исполкома),
- сельхозинвентарь (сельскохозяйтвенный инвентарь),
- специнструмент ( специальный инструмент).
Написание буквы «и» после иноязычных приставок
Если в морфемном составе имеются иноязычные приставки
- дез-
- контр-
- пан-
- пост-
- супер-
- суб-
- транс-,
то в корне слов сохраняется начальная буква «и».
Примеры
- дезинформация, дезинсекционный, дезинтегральный;
- контригра, контритог, контриск;
- постимпрессионизм, постинфарктный;
- панисламистский, панироничный;
- суперигровой, суперизящный, суперинтересный;
- трансиранский, трансиндийский;
- субинспектор.
Видеоурок
Дополнительный материал
Скачать статью: PDFПравописание Ы и И после приставок / Блог :: Бингоскул
Правило написания буквы и/ы после приставок на согласный касается разных случаев написания слов с начальной буквой И или Ы в корне слова. Выбор буквы определяется тем, русская или иноязычная приставка предшествует корню слова.
Правописание буквы Ы после русских приставок на согласный
Если в морфемном составе слова имеется русская приставка, которая заканчивается на согласный, за исключением букв «ж» и «х», после неё в корне пишем букву Ы.
Примеры:
- инфаркт — предынфарктный;
- инициативный — безынициативный;
- искусный — безыскусный;
- иронизировать — сыронизировать.
Примечание.
Аналогично пишутся следующие слова: обындеветь, обыскать, безынвентарный, безыглый, взыгравший, безымянный, сызмальства, безыскусный, безысходность, предыдущий, изыскать, подыгрывать, разыскивать, безыдейный, небезызвестный, сыгранный.
Примечание.
Исключение: взимать; взимание.
Эти два слова пишутся в соответствии с их произношением.
Буква И после приставок меж- и сверх-
В русской орфографии после букв «ж», «ш», «х», «ч», «щ» не пишется буква Ы, поэтому после приставок меж- и сверх- в корне сохраняется начальная буква И.
Примеры:
- игровой — межигровой,
- институтский — межинститутский,
- издательский — межиздательский,
- интересный — сверхинтересный и так далее.
Таким образом, алгоритм написания приставок будет выглядеть следующим образом.
Алгоритм написания приставок Ы и И
Написание буквы И в сложных словах
В сложных словах с первой частью двух-, трёх-, четырёх- после буквы «х» пишется только буква И.
Примеры:
- двухигольный,
- трехимпульсный,
- четырёхигровой.
В составе сложных слов есть сокращёное первое слово, а второе сохраняет в корне начальную букву И.
Примеры:
- спортинвентарь (спортивный инвентарь),
- специнструмент ( специальный инструмент).
Написание буквы И после иноязычных приставок
Если в морфемном составе слова имеются иноязычные приставки дез-, контр-, пан-, пост-, супер-, суб-, транс-, то в корне слов сохраняется начальная
Примеры:
- дезинформация, дезинсекционный, дезинтегральный;
- контригра, контритог, контриск;
- постимпрессионизм, постинфарктный;
- панисламистский, панироничный;
- суперигровой, суперизящный, суперинтересный;
- трансиранский, трансиндийский; субинспектор.
Таким образом, при сочетании приставки, которая оканчивается на согласный, с корнем или другой приставкой, начинающейся с И, по общему правилу пишем букву Ы.
Пример: предыдущий, розыск, предыстория.
Пишем букву И в словах с приставками сверх- и меж- (сверхинтересный, межинститутский) и в словах с иноязычными приставками и частицами пан-, суб-, транс-, контр- и так далее (контригра, субинспектор, постимпрессионизм).
Смотри также:
Искробезопасный инструмент, что это такое?
Что такое искробезопасный инструмент?

Искробезопасным или взрывобезопасным инструментом называются инструменты не дающие фрикционных искр от ударов, трения, падения, срывов при проведении слесарно-монтажных работ.
Назначение и область применения:
Искробезопасный инструмент предназначен для проведения всех видов слесарно-монтажных работ в потенциально взрывоопасных зонах — зонах повышенной опасности возникновения взрыва или возгорания в следствии появления горячих искр при проведении работ.
Искробезопасный инструмент применяется в зонах где присутствуют: горючие смеси органических пылевых облаков например муки или угольной пыли, легковоспламеняющиеся газы, взрывчатые вещества и т.д.
Какие типы искробезопасных инструментов существуют на сегодняшний день?
1. Омедненный инструмент — обычный стальной инструмент покрытый тонким слоем меди (порядка 30-50 мкм) электролитическим методом — электролизом. Этот тип пригоден только для неинтенсивных и малоопасных работ, так как с течением времени тонкий слой меди изнашивается и инструмент теряет свои искробезопасные свойства. Поэтому он не в полной мере удовлетворяет всем ГОСТам и требованиям безопасности, но спрос на него есть так как он имеет низкую стоимость.
2. Сплав ВБ-3 — российская разработка, сложнолегированная литейная латунь. Ввиду того что изделия из данного материала могут быть только литыми и не могут обрабатываться давлением следует, что твердость инструмента не большая и ассортимент крайне узок (ключи, кувалды, молотки). Твердость 15-20HRC.
3. Сплав Д16Т — российская разработка на основе дюралюминия Д16. Дюралюминий это высокопрочный сплав на основе алюминия с добавками меди, магния и марганца. В чистом виде Д16 применяется редко, так как в не закалённом состоянии обладает меньшей прочностью и твёрдостью. После термообратотки (закалки) и искуственного старения данный сплав приобретает существенно более высокие показатели твердости и прочности — 15-20HRC. Материал так же обладает немагнитными свойствами. Учитывая очень легкий вес дюралюминия, не плохие показатели прочности и доступную цену, инструмент из данного материала заслуживает внимания пользователей. Ассортимент — ключи гаечные и специальные.
4. Сплав AlCu — Алюминиевая бронза. Инструмент из этого типа материала обладает отличными показателями безопасности, твердости и прочности (25-30HRC), а так же коррозиестойкими свойствами. Более подробные характеристики приведены ниже.
5. Сплав BeCu — Бериллиевая бронза. Искробезопасный инструмент из бериллиевой бронзы это лучшее что есть на сегодняшний день. Очень высокие показатели прочности (35-40HRC), 100% немагнитные свойства, коррозиестойкость. Более подробные характеристики приведены ниже.
Что важно знать о искробезопасном бронзовом инструменте?
Искробезопасный инструмент из неискрящих бронзовых сплавов может давать так называемую «холодную искру», но ее температуры не достаточно для возгорания даже самого легковоспламеняюещегося вещества — Сероуглерода (СS2 — дисульфи́д углеро́да или сульфид углерода (IV)), отлицающегося самым широким диапазоном концентрационных пределов взрываемости.
Инструмент из сплава BeCu может использоваться во всех категориях взрывоопасных смесей I, II, IIA, IIB, IIC (взрывоопасных зонах 0, 1, 2, 20, 21 и 22 ) учитывая максимальную температуру поверхности.
Инструмент из сплава AlCu может использоваться во взрывоопасных зонах 1, 2, 21, 22.
Инструмент из бронзовых сплавов (BeCu, AlCu) ЗАПРЕЩЕНО использовать в контакте с ацетиленом, они могут создавать взрывоопасные ацетиленидные газы
Механические и физические свойства искробезопасного инструмента.
Инструмент изготовленный из неискрящих сплавов в отличии от стального инструмента имеют меньший предел прочности на разрыв. Показатели испытаний на растяжение указывают, что неискрящий металл имеет меньшую прочность и устойчивость к разрывы при растяжении в сравнении со стальным инструментом.
Таблица №1
| Наименование параметра | BeCu | AlCu |
| Твердость по Бринелю HB / Роквеллу HRC | 370 / 40 | 300 / 30 |
| Растяжимость; способность к удлинению | δ≤1.0% | δ≤5.0% |
| Прочности на разрыв Н/мм2 | 1117~ 1326 | 782 ~ 989 |
| Предел упругости Па | 840 ~ 880 | 450 ~ 550 |
| Электрическое сопротивление R | 8 ~ 6 | 8 — 12 |
| Магнитные свойства | 0 | 1,2 |
Химический состав искробезопасного инструмента.
Таблица №2
| BeCu | AlCu |
Be: 1.5-1.7% 1.8~2.3% Co+Ni: ниже 0.2% Co+Ni+Fe: ниже1.2% Cu+Be+Co+Ni+Fe: 99.0% | Al: 10-12% Ni: 4-6% Fe + Mn: ниже 5.8% Cu+AL+Ni+Fe+Mn: 99% |
Магнитные и коррозиестойкие свойства искробезопасного инструмента.
Инструмент из медно-бериллиевого сплава (BeCu) обладает прекрасными немагнитными свойствами ввиду отсутствия в нем железа (см. таблицу 2). Данный инструмент может быть использован в местах, где присутствуют вихревые токи и магнитные поля, которые могут мешать современной сложной аппаратуре.
Так же искробезопасный инструмент из бронзовых неискрящих сплавов НЕ подвергается коррозии, ржавлению, воздействию кислот, морской воды и т.п.
Соответствие Российским стандартам:
Требования предъявляемые к искробезопасному инструменту регулирующими и надзорными органами РФ:
ТР ТС 012/2011, ГОСТ Р EH 13463-5-2009, ГОСТ Р EH 13463-1-2009, ГОСТ Р EH 1127-1-2009

Применение искробезопасного инструмента
Таблица №3
| За искробезопасность | За немагнитность и коррозиестойкость |
| в технологическом производстве: — спиртовая промышленность — боеприпасы, ракетные установки и взрывчатые вещества — автотранспортное предприятие — камера для окраски распылением — пекарни — пивоваренное производство и дистилляция — химическая промышленность — производство металла — производство удобрений — производство, связанное со слабо воспламеняемы- ми материалами — мукомольные заводы — мебельные фабрики (лакировочный цех и малярная мастерская) — газовая отрасль и индустрия, связанная с использо- ванием кокса — стекольные заводы — заводы по производству изоляционных материалов — кожевенное производство (дубильня) — очистная горная выработка — разработка нефтяных и газовых месторождений — нефтехимия — нефтеперерабатывающие заводы — химико-фармацевтическая промышленность — прокладка и ремонт нефтепроводов — производство пластмасс — резиновая промышленность — дробление сахара — производство синтетических материалов — винодельческая промышленность для обслуживания транспорта (включая его тех. обслуживание, ремонт и мойку) — в аэропорту — на автомобильной дороге — для судов — для танкеров — для автоцистерн в общественных местах (местного, государствен- ного и федерального значения) — самолет и ракета — военные войска (армия, морской флот, воздушные силы, береговая охрана,полиция) — пожарная часть — противоракетная оборона — склад боеприпасов — ядерная промышленность + продукты радиоактив- ного распада — образцовые предприятия газовой, электротехниче- ской и телекоммуникационной отрасли — утилизация отходов — установки для водоочистки в других отраслях — осуществление очистки и распыления — очистка грунтовых вод — взрывчатые вещества и пиротехника — геофизическая разведка — зерновое хозяйство — работа с опасными веществами — предприятия технического обслуживания и ремонта — изоляционные материалы — хранение опасных веществ | благодаря своим немагнитным характе- ристикам (только для инструментов, изготовленно- го из медно-бериллиево сплава!) — для технического обслуживания самолетов — для плавки алюминия и других металлов — для производства электротехники — в больнице — для трала-уничтожителя для мин — для опытных машин, работающих на ядерном топливе — для городских коммунальных служб — для радиолокационных систем благодаря своей устойчивости к коррозии — для судов — на химических заводах — на производство по удалению соли — на предприятиях по производству продуктов питания — на предприятиях по производству изоляционных материалов — в лабораториях — на бумажных фабриках — в нефтехимической промышленности — в химико-фармацевтической промышленности — в производстве пластмасс — на судостроительном заводе — в винодельческой промышленности — для танкеров и для работ с другими судами |
Наш искробезопасный инструмент полностью соотвествует характеристикам, стандартам и требованиям предъявляемым к инструменту из неискрящих сплавов.
БЕЗОГНЕВАЯ РЕЗКА МЕТАЛЛА И ТРУБ [3 основных технологии]
Необходимость кроить металл и резать трубы различного диаметра породила множество инструментов и технологий. Отделить часть от металлического листа, детали, трубы можно [методами резки], большинство из которых связано с возникновением искр и нагревом материала и инструмента. Безыскровые и безогневые методики позволяют провести операции с минимальным нагревом, в том числе и на действующих трубопроводах с горючими веществами.

Безогневая резка труб и металла без искр предполагает, что процесс будет происходить при достаточно жестких условиях и ограничениях, связанных с температурным режимом и вероятностью появления искр. Технологии разрабатывались для особых случаев, когда температура должна оставаться в определенных пределах, а частички металла от инструмента и материала не могут нагреваться от интенсивного воздействия.
Необходимость в безыскровой и безогневой обработке
Способы резки труб и раскроя металла основаны на взаимодействии инструмента с материалом, которое почти всегда связано с выделением тепловой энергии. Далеко не всегда это соответствует требованиям к результату:
необходимо сделать разрез так, чтобы края заготовок (деталей) не нагрелись и не изменили свойств по прочности и пластичности;
требуется избежать появления искр, которые возникают при работе пилящего и ударного инструмента;
необходимо отказаться от использования инструмента, оказывающего сильное давление на металл, приводящее к его нагреванию;
труба заполнена горючими или взрывоопасными смесями, в ней остались неудаляемые нефтепродукты или иные воспламеняющиеся вещества, работы проводятся в условиях помещения с высокими требованиями к пожарной безопасности.
Для понимания механизма и выбора способа безогневой (безыскровой) резки следует понять, как происходит разделение фрагментов металла разными инструментами.

Причины появления искр и нагрева при раскрое металла и резке труб
Повышение температуры в месте резки связано с механическим контактом инструмента с металлом или использованием нагревающего инструмента.
Работа пилы и пилящего диска — это нанесение частых ударов зубьями или неровностями по поверхности или краю заготовки. Каждый удар вызывает быстрый нагрев частиц металла, отлетающих в направлении вращения инструмента. При этом значительно нагревается зона контакта и сам инструмент, а поток искр может привести к возгоранию.
[Плазменные резаки и установки] направляют на металл поток ионизированного газа, что в любом случае связано с локальным разогревом.
Ударный раскрой и резка в зависимости от интенсивности и твердости металлов приводят к высвобождению и преобразованию энергии. Это дает эффект разогрева, а часто и попутного выброса искр.
[Газовая кислородная и ацетиленовая резка] относится к огневым методам, поскольку воздействие на металл оказывает струя горящей газовой смеси. Это не только открытое пламя, но и значительный разогрев заготовки.
К наиболее безопасным с точки зрения нагрева и отсутствия искрения можно отнести резку ножницами, [гидроабразивную технологию] и медленную обработку роликовыми машинами.

Огневые и высокотемпературные методы
Стоит обратить внимание на то, что требования к технологии могут быть разными. В ряде случаев допускается умеренный разогрев материала и инструмента, но безогневая методика предполагает использование только механических и гидравлических приспособлений. Лазерные, газовые, плазменные и отчасти электрические инструменты можно приравнять к группе огневых — они вызывают нагрев с интенсивностью, достаточной для воспламенения кислорода или горючих материалов.
Машины для безогневой резки трубопроводов

Машина для безогневой резки в промышленных условиях — это роликовый или цепной агрегат, который охватывает трубу или заготовку и воздействует на нее вращением пилящих приспособлений с малой скоростью и достаточно высоким давлением. Таким образом достигается эффект либо разделения металла из-за достижения пластичности по линии реза, либо постепенного снятия слоя металла до окончательного сквозного прорезания.

Устройства безогневой резки и врезки в трубопроводы выпускаются для ручного применения, с механическим усилением, с пневматическим или электрическим приводом. Промышленные машины могут быть разъемными или неразъемными — первые замыкают на трубе, через вторые трубу пропускают. На трубопроводах большого диаметра применяются сложные цепные устройства с электрическим приводом. Для резки тонкостенных труб лучше всего использовать роликовые устройства. К преимуществам этой технологии относят и возможность получения ровного среза без деформации и шероховатостей по торцу.
Определение — область — безыскровая работа
Определение — область — безыскровая работа
Cтраница 1
Определение области безыскровой работы ( для машин с добавочными полюсами) и проверка коммутации. [1]
Определение области безыскровой работы
указанным методом производится следующим образом. Для изменения направления тока дополнительного питания добавочных полюсов в цепи возбуждения вспомогательного генератора устанавливается переключатель полярности. Проверяемая якорная цепь с последовательно включенными последовательной обмоткой и обмоткой добавочных полюсов подготавливается к работе машины в режиме короткого замыкания. Вначале на холостом ходу машины без возбуждения и при разомкнутой цепи короткого замыкания в обмотку добавочных полюсов от вспомогательного генератора подается ток произвольного направления. Ток постепенно увеличивается до тех пор, пока не будет замечено появление первой искры на какой-либо щетке машины. После этого ток следует уменьшить до нуля, а затем с помощью переключателя в цепи возбуждения изменить его направление и снова увеличивать также до появления первой искры. Величины токов подпитки добавочных полюсов на границах искрения должны быть в этом случае примерно одинаковыми. [3]Сущность метода определения области безыскровой работы заключается в том, что для различных значений нагрузки машины определяются пределы величины тока в обмотке добавочных полюсов, соответствующие моменту начала искрения под щетками. Таким образом, устанавливается область безыскровой коммутации, за пределами которой машина, не может работать без искрения. [4]
Какие существуют методы определения области безыскровой работы. [5]
Испытания, связанные с определением области безыскровой работы, необходимы для настройки добавочных полюсов машины и проводятся при номинальной частоте вращения путем изменения магнитодвижущей силы ( МДС) обмотки добавочных полюсов. [6]
Для проверки добавочных полюсов наилучшие результаты дает метод определения области безыскровой работы. [7]
Таким образом, общепринятый метод настройки добавочных полюсов с помощью определения области безыскровой работы, дополненный современными способами объективной оценки условий коммутации с использованием специальной аппаратуры, до сих пор остается единственным вполне надежным методом регулировки коммутации машин постоянного тока. Необходимость применения низковольтной машины постоянного тока небольшой мощности для подпитки добавочных полюсов в подавляющем большинстве случаев не вызывает серьезных трудностей. В условиях эксплуатации для этой цели могут быть использованы сварочные преобразователи, судовые генераторы для питания прожекторов и пр. Необходимо лишь позаботиться о достаточно хорошей изоляции их обмоток; в сомнительных случаях можно применить изолирование всего генератора от земли с помощью подходящих средств. [8]
В последние годы были предложены новые методы настройки добавочных полюсов машин постоянного тока, не требующие определения области безыскровой работы. [9]
У хорошо собранных машин в опыте с номинальной нагрузкой она должна составлять 3 — 5 % номинального тока. Определение области безыскровой работы может производиться как в режиме нагрузки, так и в режиме к. Но более точные результаты получаются в режиме нагрузки. [10]
Безыскровый инструмент
Безыскровой пневматический инструмент от Safety Tools Allmet
Инструмент предназначен для работы во взрывоопасных и опасных зонах 1 и 2
Основные характеристики инструмента.
- Нет горячей искры — устраняет опасность взрыва, не создает тепло, разрешения на работу не требуется
- Продолжительность жизни дисков и насадок в 100-200 раз превышает жизнь обычных
- Низкий уровень шума: <85 dB. Обычные шлифовальные 110-125dB
- Низкая вибрация, может быть использован в течении рабочей смены
- Повышенная безопасность, сокращение времени, снижение эксплуатационных расходов
- Минимальная пыль — металлический мусор большого размера и плотный
- Нет резких рывков инструмента — практически исключает вторичное повреждение
- Частицы сосредоточены в рабочей зоне, не разлетаются
- Отсутствие токсичных газов, выделяющихся при шлифовке полиуретановых покрытий
- Нет выпуска углеводородных газов
- Нет необходимости остановки производства
- Нет необходимости в трудоемкой оценке рисков
- Нет необходимости срочного получения разрешений на работу
- Нет необходимости создавать в месте работы контролируемую атмосферу
- Инструменты и абразивные средства безопасности от Allmet удивительно прочные
Область применения.
- Морские платформы по добыче нефти и газа
- Химическая и фармацевтическая промышленность
- Морской сектор
- Авиационная промышленность
- Железнодорожный сектор
- Энергетические компании
- Нефтегазовые предприятия переработки
- Ремонт военной техники
Cовтест АТЕ — Установка резистивной сварки пучков проводов WWS
Резистивная сварка является «горячим» способом сварки – свариваемые жилы проводов расплавляются в локализованной области сварки. Этот метод сварки гарантирует высокое качество соединения. При использовании резистивной сварки не происходит повреждения изоляции проводов.Резистивная сварка применяется для изготовления автомобильных жгутов во всем мире для таких мировых производителей как Mersedes, BMW, Porshe и др.
Параметры сварного соединения
Ширина области сварки – 8 мм
Суммарное сечение свариваемого пучка — до 20 мм2 стандартно (возможна сварка больших сечений)
Возможные комбинации свариваемых проводов:
Медный провод с медным
Луженый провод с медным
Луженый провод с луженым
Преимущества применения резистивной сварки:
- Все параметры и этапы сварки программируются и контролируются во время сварки
- Результаты прохождения сварки отображаются на экране
- Простой и удобный графический интерфейс программирования, русскоязычная версия
- Интегрированный контроль качества процесса сварки гарантирует качество сваренных пучков
- Сварка любых комбинаций пучков без замены электродов
- Высокий срок службы электродов
- Возможность самостоятельного восстановления электродов в заданных пределах, что обеспечивает минимальные расходы на содержание резистивной сварки.
- Высокое качество сварного соединения
- Низкое переходное сопротивление.
- В области сварки создается однородная структура без полостей.
- Минимальный расход электроэнергии
- Минимальное потребление сжатого воздуха
- Наиболее экономичный способ сварки пучков проводов
- Отсутствуют жесткие требования к свариваемым материалам в части обязательного отсутствия жировых и масляных загрязнений.
WWS1 — поставляется со сварочной головкой вмонтированной в стол.
WWS2 — сварочная головка выполнена в отдельном корпусе и может быть размещена над рабочим местом сборки жгута.