Почему сварка проводов – лучший способ соединения проводников?
Как гласят Правила Устройства Электроустановок (пункт 2. 1.21 ПУЭ) для соединения, ответвлений и оконцеваний жил проводов, а также кабелей в соответствии с инструкциями должны использоваться такие способы, как опрессовка, сварка, пайка или сжимы (винтовые, болтовые и т.д.)
Существует немало способов соединения проводов для особо ленивых, но самым долговечным, прочным и оптимальным в плане проводимости контакта – это сварка проводов. Только соединение проводов сваркой способно обеспечить монолитное соединение «на века», которое не требует дополнительного обслуживания на протяжении всего срока эксплуатации.
Давайте сравним, чем же другие способы соединения проводом уступают сварке.
- Пайка
Пайка способна со временем разрушаться, так как в этом случае всегда присутствует третий металл (припой) на границе сплавов, который отличается большей легкоплавкостью, рыхлостью. Появляющееся переходное сопротивление на границе между двумя сплавами приводит к разрушающим химическим реакциям.
- Обжимы и клеммники
Данный способ уступает по всем параметрам сварке скруток проводов. И это неудивительно. Ведь в качестве основного материала для проводников используется медь. Это неупругий металл, отличающийся пластичностью. Медь обычно «вытекает» из-под нагрузки, не спасут в этом случае даже гровер-шайбы.
Если даже использовать глубоко подпружиненные самозажимные клеммники, то площадь контактирующей поверхности при этом остается все равно довольно небольшой. В случае больших токов пружины нагреваются и теряют свою упругость. - Скрутка
Данный способ соединения проводов запрещен, так как отсутствует в ПУЭ. Его можно использовать только в качестве временного соединения перед тем, как сделать сварку проводов. - Опрессовка
В результате опрессовки получается неразборное соединение, которое по своему качеству ненамного уступает сварке, но при этом по своей стоимости значительно ее превосходит. Качественный инструмент и расходные материалы для опрессовки отличаются очень высокой стоимостью, так что сэкономить деньги на данном способе не получится точно.

 Его можно использовать только в качестве временного соединения перед тем, как сделать сварку проводов.
Его можно использовать только в качестве временного соединения перед тем, как сделать сварку проводов.Ну а чем же тогда соединение проводов сваркой лучше остальных способов?
Во-первых, после сварки не остается как такового понятия «контакт». Это связано с тем, что в результате сварки проводов получается абсолютно монолитное соединение, то есть ток проходит через монолитный однотипный металл – никаких границ проводников не остается. В результате чего сопротивление данного соединения становится минимальным, а значит, тепло практически не выделяется. Благодаря утолщению в случае оплавления, а также отсутствию плотной изоляции в случае максимального тока температура соединения может ниже, чем в случае подводящих проводников.
Во-вторых, отсутствует большая ослепительная дуга, если сварка проводится на переменном токе и тем более при пониженном напряжении. Нет глубинного прогрева всей скрутки, так как пассатижи удерживаются на расстоянии 6 -10мм. от конца скрутки, что позволяет отводить излишнее тепло и соответственно сильного окисления самой скрутки и нет большого разбрызгивания металла. Это связано с тем, что сварка скруток осуществляется по торцам предварительно скрученных и подрезанных проводников при помощи угольного электрода и аппаратов переменного тока, мощность которых порой достигает 700 Вт. Токи сварки скруток в этом случае меньше, чем при сварке сталей, так как температура плавления меди или алюминия ниже, соответственно, дуга и разбрызгивание металла уменьшены значительно. Все это не говорит о том, что не нужно использовать средства защиты, такие как защитные очки, жаростойкие подкладки и т.д. Но при этом используемые меры безопасности могут быть гораздо проще по сравнению с той же дуговой электросваркой сталей. Так достаточно использовать очки газорезчика, идущие в комплекте, что позволяет разглядеть скрутку и место сварки ее еще до касания электродом.
Так достаточно использовать очки газорезчика, идущие в комплекте, что позволяет разглядеть скрутку и место сварки ее еще до касания электродом.
В-третьих, чтобы предотвратить процесс сильного окисления при сварке алюминиевых проводников используется специальный флюс «ВАМИ» нанесенный на конец скрутки в виде густой кашицы (с водой). Для меди иногда используется обычная бура. Проще всего, в процессе сварки проводов, скрутку опускают в ямку с флюсом, сделанную в электроде углеграфитовом или угле. При достаточном опыте вы сможете сварить скрутку при помощи угольного электрода прямо «на весу». После того, как скрутка остынет, нужно удалить остатки флюса с поверхности, покрыть соединение цапон-лаком, заизолировать при помощи любой изоленты или специального колпачка — такое соединение даже можно назвать «вечным».
Сварка медных проводов чаще осуществляется при помощи специальных трансформаторов для сварки скрученных проводов. Это очень простой и доступный вариант соединения проводников, который позволит не только сохранить ваше время, деньги и силы, но и создать максимально прочное соединение «на века» и удовлетворяющее всем нормативным требованиям.
У нас на сайте есть видео о сварке проводов, в котором вы можете подробно увидеть весь процесс и понять, как делается сварка проводов угольным электродом при помощи нашего специализированного аппарата.
Рекомендуем прочитать
- Как правильно сделать скрутку проводов?
- Аппарат для сварки проводов своими руками или ТС 700-2?
- Соединение алюминиевых проводов
медных в распределительной коробке, скруток, почему невозможно пользоваться очень маленьким паяльником, как выбрать припой, аппарат, ГОСТ – Техника пайки на Svarka.guru
Пайка проводов – это традиционный способ соединения в электронике и электротехнике. Его применяют и для слаботочных схем, и для высоковольтных силовых контуров. Пайка прочна и долговечна, выдерживает действие вибрационных нагрузок.
Содержание
- 1 Как пользоваться паяльником?
- 2 Особенности
- 3 Что потребуется для работы?
- 3.1 Канифоль и флюсы
- 3. 2 Вспомогательные инструменты и материалы
- 4 Процесс
- 4.1 Отличия технологии при использовании флюса
- 4.2 Многожильные провода
- 4.3 Можно ли спаять медь и алюминий?
- 5 Лужение провода – как это делается?
- 6 Спаивание жил – делаем своими руками
 2 Вспомогательные инструменты и материалы
2 Вспомогательные инструменты и материалыКак пользоваться паяльником?
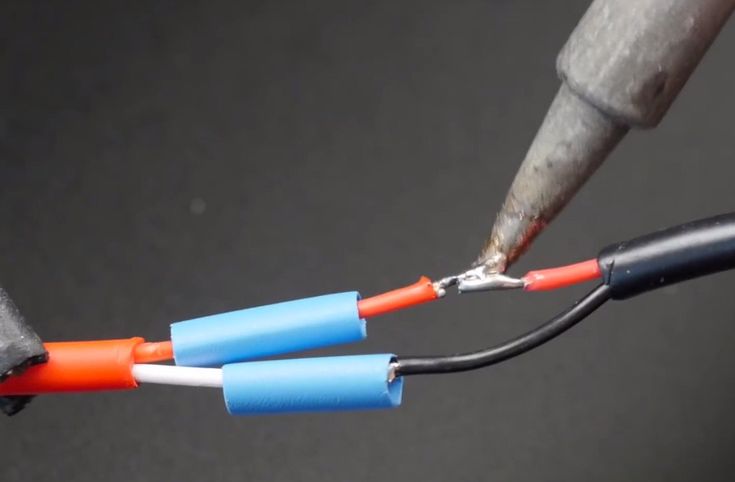
Сущность процесса состоит в нанесении на совмещенные концы проводников или выводов электронных компонентов капли расплавленного припоя. Кристаллизуясь, припой прочно присоединяется к металлу и возникает неразъемное электропроводное соединение.
Для того, чтобы припой прочно соединился с жилами или контактами, необходимо провести подготовку. Контакты и провода обрабатывают специальными веществами, разрушающими тугоплавкие оксидные пленки и увеличивающими смешиваемость поверхностей жидким припоем.
Кроме того, подготовки требует и сам паяльник. Его жало следует периодически зачищать напильником от нагара и окалины, затачивать, придавая оптимальную форму.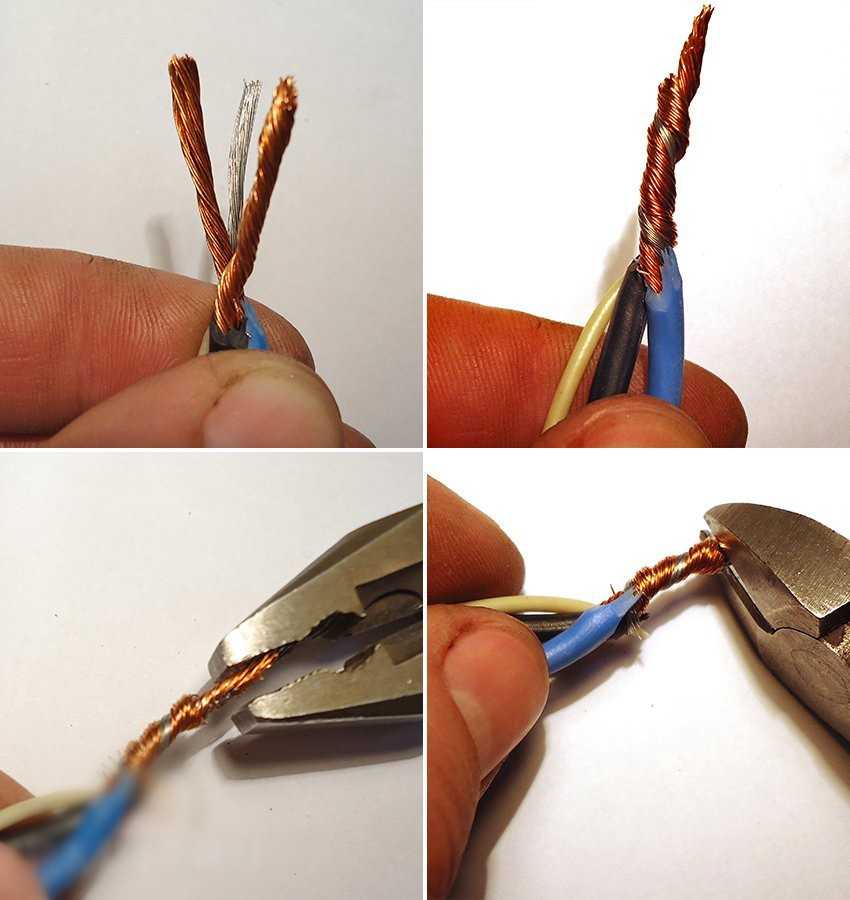
Весьма важна также операция лужения. В ее ходе поверхность жала и припаиваемых контактов покрывается тонким слоем припоя.
Особенности
Основная особенность пайки медных проводов паяльником состоит в необходимости обеспечения качественного механического контакта соединяемых жил и контактов.
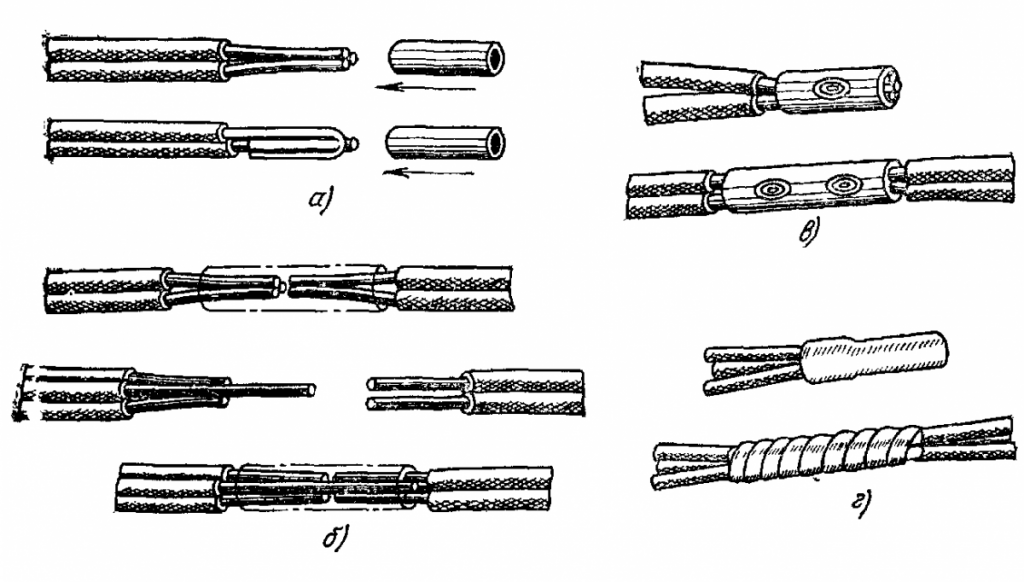
Для этого применяют скручивание их кончиков либо удержание вместе с помощью рук, пинцетов, острогубцев и паяльных зажимов.
Методы скручивания кабелей. Внизу, красным — скрутка по-британски.
Какой тип скрутки выбрать, определяется напряжением и силой тока, которую должно выдерживать паяное соединение, вибрационными нагрузками, а также рядом других особенностей будущей эксплуатации.
Кабели, подверженные статическим либо динамическим нагрузкам, должны состоять из нескольких жил. Эти жилы скручивают по-британски.
Почему невозможно пользоваться очень маленьким паяльником при пайке? Ответ прост: ему не хватит мощности, чтобы качественно прогреть соединение. Отлично справляется простой электропаяльник. При больших объемах работ используют станции с регулируемой температурой жала. Питается аппарат от инвертора. Предварительного прогрева иногда проводят портативной газовой горелкой.
Отлично справляется простой электропаяльник. При больших объемах работ используют станции с регулируемой температурой жала. Питается аппарат от инвертора. Предварительного прогрева иногда проводят портативной газовой горелкой.
Что потребуется для работы?
Помимо паяльника, понадобится припой, флюсовый состав, подставка, паяльные зажимы. Для подготовки жала нужен малый напильник или надфиль.
Чтобы удерживать нагреваемые кабели, понадобится пинцет либо пассатижи.
Канифоль и флюсы
Пайка медных проводов потребует подготовки. Концы проводников очищают от механических загрязнений, следов коррозии, окисного слоя и, возможно, от электротехнического лака. Это делают с помощью химической обработки.
Канифоль разогревают жалом, окунают в нее прогретый конец проводника. Удобнее применять флюсы. Они представляют собой смесь кислот или щелочей. Емкости с ними снабжены кисточкой для дозированного нанесения. Потом остатки флюсовой пасты потребуется удалить, чтобы они не разъели контакты и конструкции.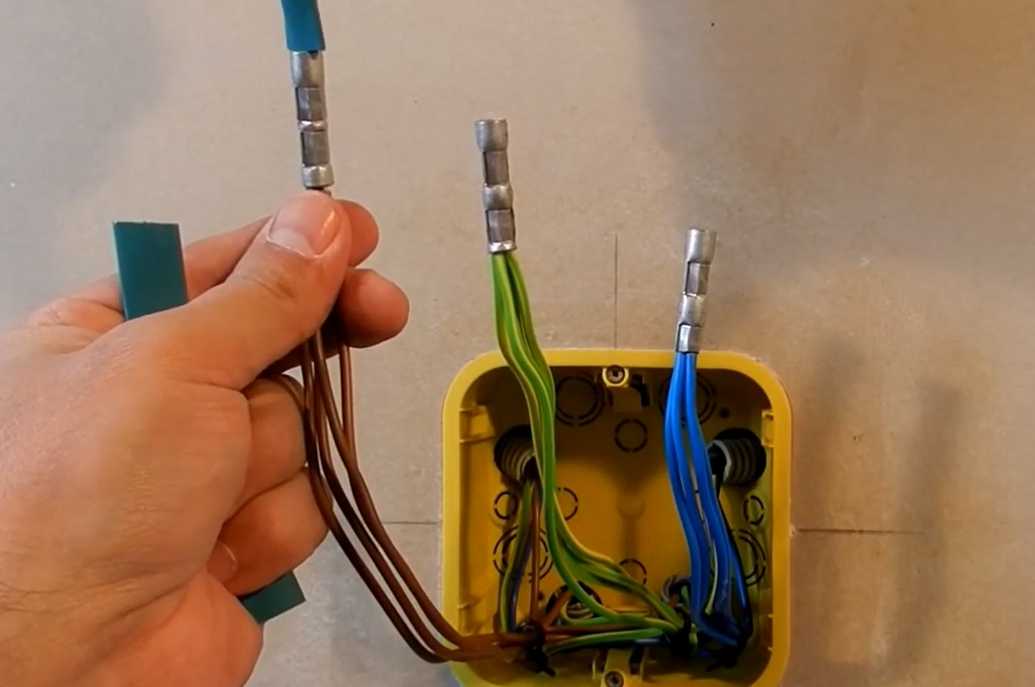
Канифоль применяется со всеми видами проволоки. Флюсы можно выбрать, исходя из материала кабеля. Их состав регламентируется соответствующим ГОСТ.
Для меди чаще всего используют оловянно-свинцовые припои серии ПОС. Для алюминия предпочтительны вещества на основе олова и цинка.
Для повышения удобства припои выпускаются в виде тонкой трубы, наполненной соответствующим флюсовым составом или канифолью. Одним движением пайщик набирает и припой, и флюс. В прошлом флюсы готовили самостоятельно. Для этого требовался тигель, газовая горелка, химическая посуда и навыки обращения с химическими реактивами.
Вспомогательные инструменты и материалы
Для правильной и качественной пайки потребуются также:
- Поставка под паяльник. На нее удобно класть горячий инструмент.
- Малый напильник или надфиль. Используется для заточки жала.
- Пинцет или плоскогубцы. Их используют для удержания кончиков и для защиты изоляции от перегрева.
- Кусачки. Для обрезания концов и зачистки изоляции. Удобно использовать комбинированный инструмент, с отдельными съемниками для разных диаметров проводов.
 Их используют для удержания кончиков и для защиты изоляции от перегрева.
Их используют для удержания кончиков и для защиты изоляции от перегрева.Кроме того, понадобится изоляционная лента или термоколпачки разного размера для изоляции соединений.
[stextbox id=’info’]Некоторые мастера используют для снятия изоляции пламя зажигалки.[/stextbox]
Процесс
Технологический процесс создания паяных соединений разбивается на несколько стадий, для каждой сформулирована простая пошаговая инструкция.
Начинают с подготовительных работ:
- снять изоляцию с кончика проводника;
- зачистить надфилем или мелкозернистой шкуркой от лака и окисной пленки;
- конец должен быть светлым и матово поблескивать;
Следующий этап –лужение:
- прогреть электропаяльник;
- поднести кончик провода к канифоли, прогреть его так, чтобы он погрузился в плавящуюся и кипящую канифоль;
- набрать наконечником жала небольшую капельку припоя и растереть ее по кончику провода, проворачивая его для равномерного растекания расплава;
- провод должен получить серебристую окраску.

На завершающем этапе проводится непосредственно спайка проводов:
- залуженные концы совмещают и фиксируют вместе;
- при необходимости концы скручивают;
- набирают на жало паяльника каплю припоя и прикладывают его с прижимом к месту пайки;
- место соединения прогревается, плавится канифоль и расплавляет припой;
- расплавленный припой проникает между проводами, охватывая их со всех сторон;
- продолжают удерживать проводники вместе, пока примой не затвердеет и не станет матовым.
После остывания пайку изолируют, покрывая электротехническим лаком, обматывая изолентой или надевая термоусадочный колпачок.
Отличия технологии при использовании флюса
В случае использования паяльных флюсов процесс несколько видоизменяется
Лужение: зачищенный конец провода смачивается флюсовым составом с помощью кисточки, встроенной в крышку. Сразу после этого провод прогревают паяльником, на который набрана капля припоя.
Пайка скруток: допускается не заслуживать каждый провод отдельно. Делается скрутка, смазывается флюсом, затем вся скрутка сразу прогревается жалом паяльника, на который набран припой. Активный флюс при нагреве снимет окисную пленку и даст возможность сразу провести пайку.
После пайки скрутки медных проводов следует промыть соединение спиртовым раствором, чтобы смыть флюс.
Многожильные провода
Многожильные провода, способные выдерживать продолжительные переменные механические нагрузки и вибрацию, паяют по собой технологии.
Перед залуживанием провод раскручивают, чтобы отдельные жилы не скрывали друг друга в пучке и на каждую мог воздействовать флюс или канифоль.
Далее жилы залуживают так, чтобы на каждой появился тонкий слой хорошо легшего припоя. После кристаллизации залуженные жилки нужно скрутить вместе. При этом важно сохранить направление закручивания, которое было выбрано при изготовлении провода. Иначе возникнет место перегиба и перелома жилок, провод может оторваться под нагрузкой.
Далее многожильный провод паяют по той же технологии, что и одножильный.
Можно ли спаять медь и алюминий?
Нет, так паять нельзя. Собственно, использование алюминиевых проводов не рекомендовано современными стандартами. Новые прокладки алюминиевых кабелей в жилых домах было решено запретить. Там, где они еще сохранились, их приходится соединять с медными через контактные колодки или другие промежуточные устройства. Подойдет и обычный болт с гайкой и тремя шайбами из стали, между которыми будут порознь зажаты медный и алюминиевый кабель. Разумеется, такой контактный болт должен быть хорошо заизолирован.
Медь и алюминий обладают разными коэффициентами теплового объемного расширения. Это означает, что, будучи нагретыми, они расширятся по-разному. Соответственно, после остывания они по-разному сузятся. При этом на паяное соединение начнут действовать механические усилия, приводящие к его разрушению.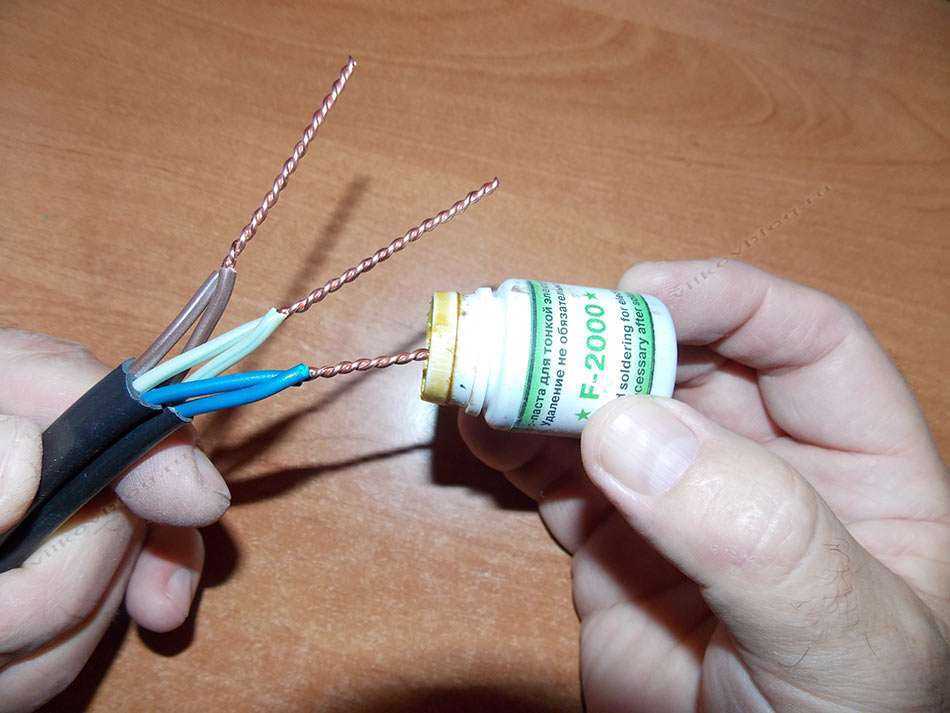 Этот эффект будет продолжаться постоянно при каждом включении в цепь и прохождении тока.
Этот эффект будет продолжаться постоянно при каждом включении в цепь и прохождении тока.
[stextbox id=’warning’]Кроме того, алюминий и медь создают гальваническую пару, электрохимические процессы на стыке двух металлов будут вызывать повышенную коррозию.[/stextbox]
Лужение провода – как это делается?
Перед пайкой с конца провода удаляют пластиковую изоляцию. Оголяется медная проволока, подлежащая залуживанию.
В ходе залуживания конец смазывают флюсом и наконечником паяльника растирают по нему тонкий слой расплава.
Если используется канифоль, то оголенный конец окунается в кипящую канифоль наконечником паяльника, на который набрана капелька припоя.
Правильно залуженный проводник приобретает характерный матово-серебристый оттенок.
Многожильные кабели распускаются, и каждая проволочка лудится отдельно. После этого жилы скручивают обратно в прежнем направлении.
Спаивание жил – делаем своими руками
Соединение качественно залуженных проводов пайкой не представляет из себя особых трудностей. Концы проводников совмещаются и фиксируются паяльным зажимом, пинцетом или скручиваются. На жало набирают каплю припоя, она втирается в соединение так, чтобы заполнила пространство между жилами, но не образовал потеков или застывших капель.
Концы проводников совмещаются и фиксируются паяльным зажимом, пинцетом или скручиваются. На жало набирают каплю припоя, она втирается в соединение так, чтобы заполнила пространство между жилами, но не образовал потеков или застывших капель.
Удерживать соединение нужно до его полного остывания. Некоторые мастера пропускают операцию лужения, скручивая кабели в распредкоробке, капая на них флюсом и сразу пропаивая. Надежность и долговечность спайки проводов в распределительной коробке без лужения весьма сомнительна. Хороший мастер не пренебрегает лужением.
Пропаянное соединение необходимо надежно заизолировать.
Особо толстые провода не паяют, а сваривают. Для этого используют графитовые электроды и специальный сварочный аппарат.
Как паять скрутку медных проводов
Пайка скруток проводов в распределительной коробке
Когда нужно соединить медные провода в распределительной коробке, я делаю скрутки и пропаиваю их. Однако в настоящий момент ходит много споров о надежности: кто-то утверждает о надежнейшем пропаянном соединении, а кто-то ругает пайку и рекомендует пружинные клеммники. Стоит заметить, что сторонники паяльника – бывалые, советской закалки электрики.
Стоит заметить, что сторонники паяльника – бывалые, советской закалки электрики.
Сегодня мы не будем выяснять что лучше – на мой взгляд, объективной оценкой качества соединений будет сравнительный тест на экстремальных токах, возможно в будущем мы проведем подобный тест. Но сейчас поговорим о том, как скручивать провода в распаечных коробках и собственно их пропаивать.
Хочется заметить: несмотря на то, что процесс немудреный и его несложно освоить, выполнять его нужно с тщательностью и аккуратностью. Ведь все возгорания, как правило, от плохого контакта в тех или иных местах.
Инструмент
Для выполнения всех операций нам понадобится следующий инструмент:
Паяльник 100-150 Вт с медным жалом. Обычный, без наворотов в виде несгораемого жала и прочего. Жало может быть прямым или изогнутым.
Также нам понадобятся бокорезы (кусачки), плоскогубцы (пассатижи) и строительный нож. При работе с толстыми скрутками, где например будут присутствовать жилы 4 мм², понадобятся дополнительные плоскогубцы.
К необязательному инструменту можно отнести клещи для снятия изоляции: обойтись можно и без них, однако с этим инструментом дела идут быстрее.
Выбор припоя
Выбрать подходящий припой для пайки скруток – это самый ответственный момент. От припоя зависит конечный результат. В процессе использования разных марок припоя, я пытался выявить закономерность между качеством пайки и процентном содержании олова. Однако таковой зависимости обнаружить не удалось.
Единственное, что можно утверждать с полной уверенностью – припой обязательно должен быть с флюсом внутри. Это и не удивительно: метод пайки не предусматривает обязательное нанесение флюса на скрутки, а флюс необходим.
Удобнее всего использовать припой в проволоке толщиной 1мм или около того. Продается он в катушках или пластиковых тубах.
По-большому счету, выбирать припой придется методом проб и ошибок, иного метода я не вижу. Ну и приведу несколько примеров припоев нескольких производителей:
Этот припой хорошо подходит для пайки скруток. А тот, что ниже, лучше не брать – тонкие скрутки из 2-х проводов 1,5 мм² он хорошо спаяет, но скрутки толще он только испортит.
А тот, что ниже, лучше не брать – тонкие скрутки из 2-х проводов 1,5 мм² он хорошо спаяет, но скрутки толще он только испортит.
Вот еще достаточно неплохой припой REXANT:
При первом выборе припоя, самым лучшим вариантом будет покупка небольшой тубы на пробу. Ну и запоминать, какие из купленных марок паяли хорошо, а какие плохо. Собственно вот такая нехитрая наука.
Помимо припоя хорошо иметь под рукой очиститель – обычный спирт. Многие медные жилы, даже новые, покрыты слоями окислов или иными налетами, которые затрудняют пайку.
Хорошим вариантом очистителя является флюс “ТАГС” – он превосходно очищает поверхность медных жил и в добавок помогает процессу пайки.
Скрутка проводов
Итак, все провода зачищаются от общей изоляции, защищающей весь кабель. Для каждой отдельной жилы берется длина на скрутку плюс небольшой запас – основание скрутки должно быть скручено жилами с изоляцией. Вообще, нужно стремиться уложить в коробку лишние сантиметры проводов на всякий случай.
Совет: старайтесь всегда поместить в распаечную коробку побольше запаса проводов, даже с учетом уже сделанных скруток. Возможно когда-то в будущем сюда будут добавляться новые линии или производиться какой-либо ремонт. Хорошим тоном будет предусмотреть ремонтопригодность коробок, даже если вы уверены в надежности и качестве своих работ.
Для самих скруток жилы зачищаются сантиметров на 10 – после скручивания лишнее откусится бокорезами. Конечная длинна скрутки оголенных проводов должна быть не менее 4 см. Если монтаж производится в просторных распредкоробках, длину скруток можно увеличить до 7-8 см. Главное чтобы скрутки поместились в коробку без изгибов.
Но это я забежал немного вперед: перед скруткой оголенных жил необходимо хорошенько их протереть тряпочкой, смоченной в спирте или флюсе ТАГС. После обработки поверхность меди должна иметь однородный желтый цвет без темных участков – только тогда можно производить скручивание. Если жилы покрыты слишком толстым окислом, то перед протиранием их можно обработать мелкой шкуркой.
Когда среди скручиваемых проводов присутствуют мягкие, многожильные проводники, то их следует с особой тщательностью очищать от окислов.
Скрутка производится плоскогубцами так, чтобы несколько сантиметров с изоляцией так же стали частью скрутки. Закручивать следует с достаточным усилием, однако нужно не перестараться и не порвать ни одной жилы. Здесь рекомендуется предварительно потренироваться на пробных скрутках и “почувствовать” материал.
При скручивании большого количества жил или когда сечение жил большое (4 мм² например), основание скрутки нужно придерживать дополнительными плоскогубцами.
Когда скрутки закручены, их нужно укоротить бокорезами до необходимой нам длинны. Короче 4 см. не рекомендуется.
Распаечная коробка скручена, можно приступать к пропаиванию.
Пайка
Пока разогревается паяльник, нужно “нанести” припой на скрутки. Для этого проволоку припоя наматывают на каждую скрутку с шагом 1-3 мм. Шаг намотки зависит от общей толщины всех скрученных проводов и находится экспериментально. Наматывать припой следует в натяг, чтобы он как можно плотнее прилегал к медной поверхности.
Наматывать припой следует в натяг, чтобы он как можно плотнее прилегал к медной поверхности.
Если в скрутке присутствуют многожильные проводники, то припоя следует наматывать больше, чем обычно. Многожильные провода требуют гораздо большего количества олова – нужно учитывать количество гибких проводников в общем объеме.
Разогретым паяльником касаемся края скрутки и ждем, пока припой не расплавится. При плавлении припоя ведем паяльник к основанию – припой должен оплавляться раньше, чем паяльник достигнет точки его расплавления. Ключевой момент: паяльник нагревает металл, а металл в свою очередь расплавляет припой. К слову: сосвем необязательно вести паяльник от края к основанию скрутки, можно и наоборот – от основания к краю.
Припой должен заполнить все пустоты между проводниками и пропаять всю скрутку. Визуально – из всех месть соприкосновения жил друг с другом должен быть виден припой. Мелкие скрутки покрываются припоем полностью, а те что покрупнее – припой заполняет места соприкосновения жил.
Расплавленный припой обязательно будет капать вниз, поэтому нужно принять все необходимые меры защиты, как себя, так и окружающего пространства.
Если есть сомнения в том, что припой заполнил все труднодоступные места, то пайку можно повторить заново. Для этого нужно хорошо протереть место пайки спиртом или ТАГС-ом, намотать припой и все повторить. В таких ситуациях сразу проявляется качество припоя: “дерьмовым” так и не получится пропаять со второго раза.
После пайки скрутки готовы к изоляции, их можно “укутывать” изолентой или термоусадочной трубкой. Так как мы не использовали паяльной кислоты или иных агрессивных флюсов, промывать места пайки нет необходимости. Во время укладки на свои места нужно избегать изгиба пропаянных мест.
В заключение хочется сказать, что пайка соединений в коробках – дело достаточно простое. Однако придется сначала немного потренироваться и возможно, перепробовать несколько разных припоев.
Как и чем спаять провода в распределительной коробке
Все без исключения электромонтажные схемы предусматривают наличие разветвления и соединения кабелей и проводов. Для этого требуется дополнительно устанавливать распределительную коробку, которую изготавливают из металла или полимерных материалов. Однако установить конструкцию недостаточно, важно знать технологию пайки скруток проводов в распредкоробке.
Для этого требуется дополнительно устанавливать распределительную коробку, которую изготавливают из металла или полимерных материалов. Однако установить конструкцию недостаточно, важно знать технологию пайки скруток проводов в распредкоробке.
Для чего нужны распределительные коробки
Необходимость использования распределительных коробок не должна вызывать сомнений. Чтобы в этом убедиться, следует ознакомиться с предостережениями специалистов:
- Пренебрежение монтажом конструкции – нарушение правил, изложенных на нормативных документах.
- Соблюдение пожарной безопасности. Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.
- Монтаж устройства отнимет немало времени, зато в будущем модернизировать, обслуживать, ремонтировать и наращивать провода будет значительно проще. Например, если потребуется установить дополнительную розетку или выключатель, нужные провода удастся вывести именно из распределительной коробки.

В общем, монтаж распределительной коробки обязателен. Технология установки проста, сложность может возникнуть при соединении проводов.
Общие правила коммутации
Реализация метода пайки напоминает сварочные работы, только используется обыкновенный паяльник, а не инверторный аппарат с электродами. Перед скруткой жилы нужно залудить. Для этого разогревается паяльник, погружается в канифоль и проводит по зачищенным от изоляции местам несколько раз до появления рыжеватого оттенка.
Для качественного выполнения работ нужно предварительно проверить жало паяльника. Важно, чтобы оно было чистым. Если поверхность неровная, на ней скопились загрязнения, сделать качественный припой будет невозможно. Загрязнения удаляются с помощью напильника, далее его конец повторно лудится.
Преимущества пайки в сравнении с другими способами соединения
Существует несколько способов соединения проводов в распределительной коробке, однако минимальным переходным сопротивлением и монолитным соединением отличается только пайка и сварка.
Для проведения работ потребуется следующий набор инструментов:
- флюс;
- нож, предназначенный для удаления изоляционного материала;
- припой;
- бокорезы;
- паяльник;
- плоскогубцы или пассатижи;
- наждачная бумага.
Предварительно не подготовив весь необходимый инструмент и расходные материалы, приступать к работе нельзя.
Пайка проводов
Лужение и пайка кабелей в распределительной коробке проводится в несколько этапов.
- Удаление изоляционного слоя.
- Зачистка проводов до появления характерного блеска металла.
- Облуживание.
- Скрутка.
- Пайка.
- Изолирование.
Прежде чем приступать к соединению токопроводящих жил, нужно проанализировать, какая длина потребуется. Провода обрезают так, чтобы при пайке концы были расположены снаружи распределительной коробки. По окончании работ их укладывают любым желаемым способом.
По окончании работ их укладывают любым желаемым способом.
Пайка проводов в распределительной коробке запрещена в натяг. Запас в данном случае также неуместен.
Для удаления изоляционного слоя используется специальный инструмент – стриппер или острый нож. Работая с острым ножом, движения должны напоминать обстругивание карандаша. Запрещено подрезать изоляционный слой пассатижами или бокорезами, нельзя делать круговые надрезы. Поперечные повреждения в ближайшем будущем станут причиной обрыва.
Для провода, предназначенного для пайки, зачистка колеблется в пределах 1,5-3 см. Количество витков – не менее 2.
Провода перед пайкой тщательно зачищают и лудят, чтобы на поверхности жил не появились окислы, препятствующие нормальной проводимости и увеличивающие сопротивление. Уже облуженные проводники скручиваются с помощью плоскогубцев или пассатижей.
Пайка скрутки медных проводов в коробке имеет аналогичный алгоритм. Скрутка должна быть плотной, но при этом не натянутой, иначе концы токопроводящих жил могут попросту обломаться.
В завершение скрученные провода спаивают паяльником таким образом, чтобы со всех сторон спайка была покрыта равномерным слоем. Качество работы всецело зависит от того, насколько качественно были зачищены концы.
Выбор мощности паяльника
Для качественного выполнения работ требуется использовать довольно мощные паяльники, не менее 65 Вт. Особенно это важно при работе с медными проводами, поскольку медь – хороший проводник тепла, следовательно, отводит тепло от места спайки. Если мощности устройства недостаточно, это может привести к «холодной пайке» – припой покрывает спаиваемую область неравномерно, прочность будет низкой.
Устройство должно оптимально прогревать место в течение 1 минуты и не более, поверхность припоя по окончании работ должна быть гладкой, иметь равномерный блеск.
Тип припоя
Существует большое разнообразие припоев, основные из них перечислены в таблице.
| Марка припоя | Состав (%) | Прочность при растяжении (кг/мм) | Температура плавления | Применение |
| ПОС-30 | Свинец – 70 Олово – 30 | 3,2 | 266 | Для пайки и лужения деталей, изготовленных из стали, меди и их сплавов |
| ПОС-40 | Свинец – 60 Олово – 40 | 3,8 | 238 | Для пайки и лужения контактов и деталей в радиоаппаратуре, изготовленных из оцинкованной стали |
| ПОС-90 | Свинец – 10 Олово – 90 | 4,9 | 220 | Для пайки и лужения медицинских инструментов и металлической посуды |
| ПОС-61М | Медь – 2 Олово – 61 | 4,5 | 192 | Для пайки и лужения печатных проводников и медных проводов |
| ПОС-61 (третник) | Свинец – 39 Олово – 61 | 4,3 | 190 | Для лужения и пайки токоведущих частей, изготовленных из бронзы, латуни и меди с герметичными швами |
| ПОСВ-33 | Висмут – 33,3 Олово – 33,3 | – | 130 | Для пайки деталей, изготовленных из константана, латуни и меди с герметичным швом |
| ПОСВ-50 (Сплав Розе) | Висмут – 50 Олово – 50 | – | 94 | Для обработки деталей, которые восприимчивы к перегреву |
| Сплав д Арсе | Висмут – 45,3 Олово – 6,9 | – | 79 | Для производства предохранителей, лужений и пайки деталей восприимчивых к перегреву |
| Сплав Вуда | Кадмий – 12,5 Олово – 12,5 | – | 68,5 | Важная особенность – токсичен. Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию |
Последние три марки обладают низкой температурой плавления и невысокой прочностью сплава.
Защита места пайки от окисления
Для защиты места пайки от окисления кислородом используется флюс. При работе с медью чаще всего применяются:
- Канифоль, в ее состав входит только сосновая канифоль.
- ЛТИ-120 включает в себя триэтаноламин (1-2%), солянокислый анилин (3-7%), этиловый спирт (66-73%), канифоль (20-25%).
- В состав спиртоканифоли входит этиловый спирт (60-70%) и канифоль (30-40%).
Самый простой, бюджетный и при этом распространенный вариант флюса – обычная канифоль. Единственная трудность, которая может возникнуть при работе с веществом – твердое агрегатное состояние.
Технология пайки и лужения
Приступая к пайке или лужению проводов, важно последние разместить горизонтально таким образом, чтобы жало паяльника беспрепятственно касалось всех сторон. Некоторые «специалисты» рекомендуют размещать токопроводящие жилы вертикально, но делать это не стоит, поскольку капли припоя могут начать растекаться.
Некоторые «специалисты» рекомендуют размещать токопроводящие жилы вертикально, но делать это не стоит, поскольку капли припоя могут начать растекаться.
Перед облуживанием провода нагревают паяльником и параллельно касаются места нагрева кусочком канифоли до тех пор, пока она не начнет плавиться. Если используется жидкий флюс, его наносят предварительно еще до начала нагрева. После лужения провода скручиваются.
Технология пайки немного отличается, поскольку здесь требуется большее количество припоя. На токопроводящие жилы наносится флюс и паяльником прогревается до равномерного распределения расплавленной капли. В случае необходимости процедуру можно повторить.
Пайка с помощью горелки и тигля
Если предстоит большой фронт работ, целесообразно использовать тигли, представляющие собой полый металлический цилиндр, оснащенный ручкой для заполнения расплавленным припоем. Это устройство может нагреваться с помощью газовой горелки или же применяться в качестве насадки на мощный паяльник.
Емкость вмещает в себя небольшое количество расплавленного припоя, пока он застывает, человек успевает сделать несколько скруток.
Меры предосторожности
Во время выполнения работ следует проявлять осторожность, поскольку расплавленный припой может оставить сильные ожоги при попадании на кожные покровы. Во всех марках припоев содержится свинец, пары которого токсичны для человека. Чтобы предотвратить отравление, работать нужно в респираторе.
При пайке проводов запрещается применять кислотосодержащие активные флюсы, поскольку после завершения работ они требуют полного удаления. Остатки флюса оказывают разрушающее действие на все материалы, особенно для меди агрессивны паяльная кислота и хлористый цинк.
В целом работа не должна вызвать сложностей, главное заранее ознакомиться с технологией выполнения, подготовить весь расходный материал и инструментарий.
Правила пайки медных проводов
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.
Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
Соединяемые медные провода также нужно подготовить к пайке.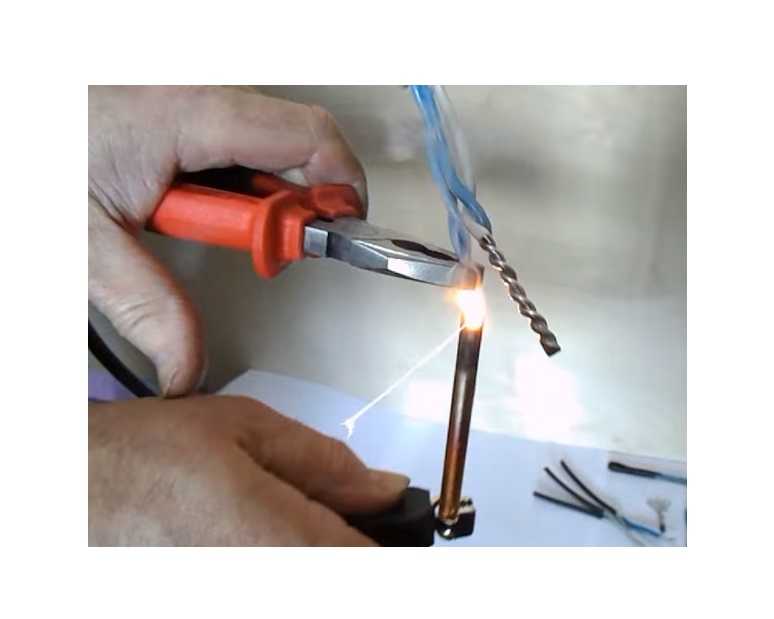 Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.
Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий.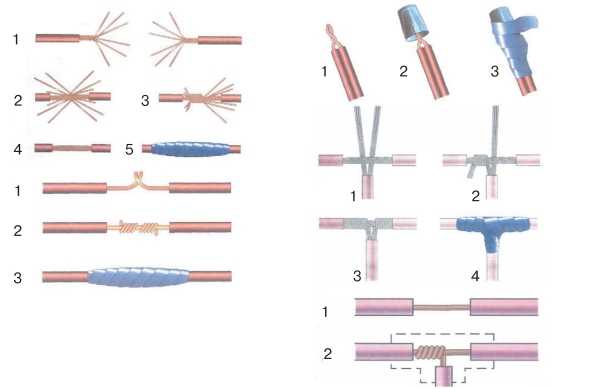 Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Соединение проводов пайкой при электромонтаже
В данной статье рассмотрю соединение медных проводов в распределительной коробке при электромонтаже посредством пайки.
Несмотря, что я перешёл на разъемы Ваго, которые существенно ускоряют монтаж электропроводки, всё же считаю, что соединение проводов пайкой лучше. Сейчас на меня набросятся приверженцы сварки. Но я спорить не буду, скажу только, что мне так удобнее, а электрические и механические свойства такого соединения ничуть не хуже сварки.
Кстати, знаете, что лет 50-70 назад радиоаппаратуру собирали посредством сварки.
 Это относилось к ламповым (других не было) телевизорам и радиоприемникам. А потом перешли на печатный монтаж, где используется пайка. Способ с пайкой требует более высокой технологической подготовки, но скорость и простота монтажа решают всё.
Это относилось к ламповым (других не было) телевизорам и радиоприемникам. А потом перешли на печатный монтаж, где используется пайка. Способ с пайкой требует более высокой технологической подготовки, но скорость и простота монтажа решают всё.Итак, публикую несколько фото, иллюстрирующих пайку проводов в распределительной коробке. Постараюсь раскрыть все свои секреты такого электромонтажа. Надеюсь, мой опыт пригодится моим читателям. В основном, с этой целью я и пишу статьи на СамЭлектрике.
Подключение проводов скруткой и пайкой – что говорит ПУЭ?
Начнем с того, что соединение проводов скруткой в электромонтаже запрещено. По крайней мере, в ПУЭ скрутка не допускается (ПУЭ, гл.2.1). Это можно объяснить тем, что качество скрутки очень зависит от опыта, инструмента, и даже настроения электрика. И проверить это качество никак нельзя, только оценить “на глаз” или испытать повышенным током.
Пайка в ПУЭ допускается, но рекомендуется в ГОСТ Р 50571.15-97. Мотивируется это тем, что в некоторых аварийных режимах температура соединения может достигать 300°С, припой расплавится и стечёт. Честно, я не представляю, как это может произойти, если защитные автоматы установлены нужного номинала. Но даже если это и произойдёт – по моему мнению, такую проводку нужно будет целиком менять! И уже будет не важно, расплавился припой, или нет.
Мотивируется это тем, что в некоторых аварийных режимах температура соединения может достигать 300°С, припой расплавится и стечёт. Честно, я не представляю, как это может произойти, если защитные автоматы установлены нужного номинала. Но даже если это и произойдёт – по моему мнению, такую проводку нужно будет целиком менять! И уже будет не важно, расплавился припой, или нет.
По опрессовке – да, способ хороший, но он требует дополнительного оборудования (пресс-плещи) и расходных материалов (гильзы). То же самое по сварке – нужен трансформатор (инвертор) и графитовые стержни. И опыт – сколько раз видел, что от превышения тока шарик на конце скрутки отваливался, или схватывал не все проводки в скрутке из-за малого тока.
Поэтому, я считаю, что скрутка с последующей пропайкой – лучший способ соединения проводов в распределительных коробках. Паяльник лёгкий, цена небольшая, припой и канифоль – копеечные.
Далее – подробнее об этом горячем пахнущем процессе)
Пайка скрутки медных проводов
Начнём с того места, когда провода скручены в распределительной коробке.
1. Скрутка проводов в коробке
В левой коробке провода скручены в соответствии с электрической схемой электропроводки. В принципе, многие электрики на этом и останавливаются. И они на 90% правы, можно изолировать, такая проводка простоит 100 лет, больше нам не надо. Но это при условии, что в этой распред. коробке всегда будет сухо, и защитный автомат выбран правильно. Про выбор защитного автомата рекомендую мою статью – Как выбрать защитный автомат.
Встречал, когда в старых коробках было соединение скруткой алюминия и меди. Это были скрутки 50-летней давности! И всё прекрасно работало! Тут очень рисковано, и такие соединения будут жить долго при соблюдении нескольких благоприятных условий. Такие скрутки обычно подвергается жесткой критике в среде электриков, и это считается крайне непрофессиональным. Но простим, тем более, что те, кто сделал такие скрутки, уже в ином мире, где не надо соединять провода…
Пайка проводов в распределительной коробке
Достаем паяльник мощностью 65 или 100 Ватт. Мощность зависит от суммы сечений спаиваемых проводов. Например, если паять 3-4 провода сечением 1,5 кв.мм, то паяльника 65 Вт вполне хватит. Если же суммарное сечение скрученных проводов – более 10 кв.мм, то паяльник должен быть 100 Ватт.
Мощность зависит от суммы сечений спаиваемых проводов. Например, если паять 3-4 провода сечением 1,5 кв.мм, то паяльника 65 Вт вполне хватит. Если же суммарное сечение скрученных проводов – более 10 кв.мм, то паяльник должен быть 100 Ватт.
Итак, берём канифоль в куске или в пластиковой баночке. Провода должны торчать кончиками вверх. Прогреваем место скрутки, и касаем канифолью так, чтобы она плавилась и немного стекла вниз по скрутке.
2. Нанесение канифоли
Особенно хорошо это видно на центральном и правом проводах. Затем берём припой в прутке, прогреваем одновременно припой и скрутку, залуживая скрутку.
Припой лучше использовать с канифолью, сейчас такого много в продаже. Канифоль находится внутри прутка припоя. Если канифоли внутри нет, её необходимо больше предварительно наносить на скрутку, и тщательней контролировать время и температуру пайки. иначе канифоль может просто испариться.
3. Пайка скруток в распределительной коробке
Проводим спайку проводов. Залуживаем скрутку, чтобы припой проник во все места. При этом медь должна быть покрыта припоем на длине 40…80% длины скрутки.
Залуживаем скрутку, чтобы припой проник во все места. При этом медь должна быть покрыта припоем на длине 40…80% длины скрутки.
4. Провода спаяны
Нужно стараться не перегреть место пайки, чтобы не попортить изоляцию. Да и вообще стараться всё делать быстро, на автомате.
Некрасивые торчащие кончики пропаянных скруток обрезаем бокорезами (3-5 мм).
Спаяли, изолируем места пайки изолентой (обычно использую ПВХ разных цветов). И в принципе всё. Можно муровать коробки.
5. Изолируем места пайки
6. Укладываем провода в распределительных коробках
Не правда ли, в слове “заподлицо” слышится что-то подлое?))
7. Закрытые коробки. Заподлицо
За контакт в таких коробках можно точно не беспокоиться, можно полностью их хоронить под слоем штукатурки. Хотя, лучше конечно иметь доступ к коробкам, мало ли чего – проверить, дополнительно подключить, и т.п.
Правильное соединение проводов в распределительной коробке
Электропроводка в помещении должна быть безопасной и удобной для использования. Если строго следовать этому правилу, то каждый потребитель энергии (люстра, телевизор, компьютер, холодильник) должен иметь собственное устройство защиты от короткого замыкания или перегрева проводки. Вы можете протянуть отдельный кабель от персонального автомата защиты для каждой розетки и выключателя. Против этого выступают еще два критерия: рациональность и экономичность.
Если строго следовать этому правилу, то каждый потребитель энергии (люстра, телевизор, компьютер, холодильник) должен иметь собственное устройство защиты от короткого замыкания или перегрева проводки. Вы можете протянуть отдельный кабель от персонального автомата защиты для каждой розетки и выключателя. Против этого выступают еще два критерия: рациональность и экономичность.
Для чего нужны распределительные коробки
Рациональная электропроводка выглядит следующим образом:
То есть, общее энергопотребление объекта равномерно распределяется между автоматами защиты. Кроме того, следует разбить потребителей по группам, например:
- Освещение гостиная и спальня
- Освещение кухня
- Освещение санузел и прихожая
- Розеточная группа (в каждой комнате)
- Силовая розеточная группа (для мощных потребителей, вроде кондиционера или электрической духовки)
Но при такой схеме, на одной линии электропроводки может оказаться насколько подключений.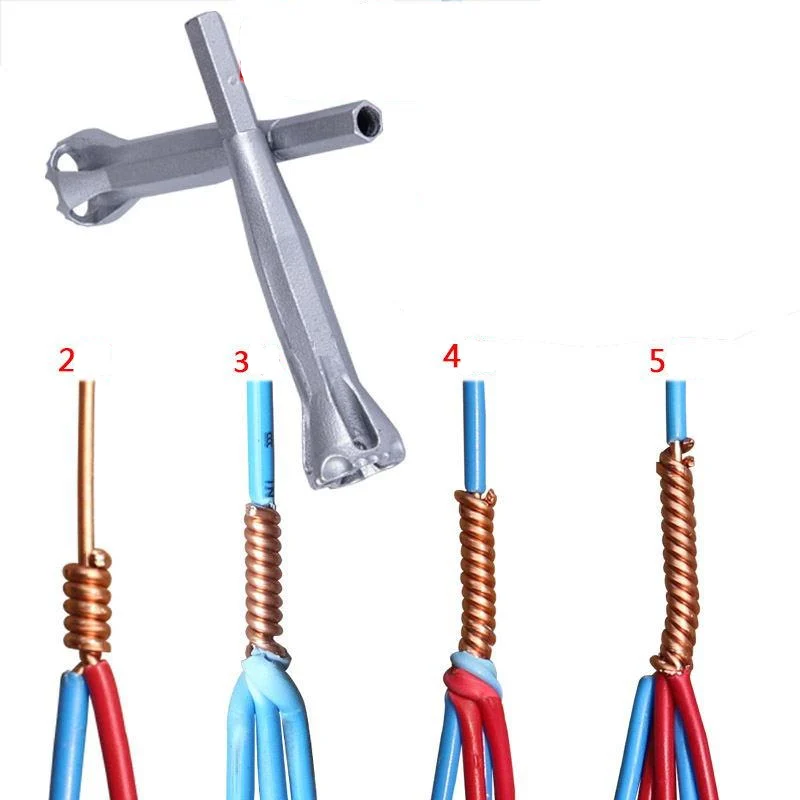 Выполнять накладные соединения и прятать их в стену небезопасно. Как минимум, это не дает возможность отключить неисправную ветку, оставив работоспособной остальную схему.
Выполнять накладные соединения и прятать их в стену небезопасно. Как минимум, это не дает возможность отключить неисправную ветку, оставив работоспособной остальную схему.
Для нормальной разводки линий, существуют распределительные коробки.
Представляют собой изолированный контейнер, внутри которого происходит коммутация (постоянная) линий электропроводки. Соединение проводов в распределительной коробке может выполняться различными способами, главное — обеспечить надежную изоляцию между фазами, и контакт, выдерживающий нагрузку.
Схема соединения проводов в распределительной коробке позволяет сэкономить при покупке электрокабелей, а также избежать неконтролируемого переплетения проводов в стенах. От щитка с защитными автоматами расходятся так называемые радиальные провода. На каждом из них размещаются соединительные узлы: те самые распределительные коробки.
Важно: Сечение провода может быть одинаковым или разным. Главное условие: мощность магистрального кабеля не может быть ниже мощности конечной проводки к потребителю (розетка, световой прибор).

Кроме того, существуют определенные способы и правила соединения проводов в распределительной коробке. Об этом поговорим подробнее.
Общие правила коммутации электрокабеля в распредкоробках
Разумеется, все требования к энергообеспечению изложены в ПУЭ.
Это настольная книга электрика. Мало того, за нарушение «Правил устройства электроустановок» предусмотрены штрафы. Однако на практике, все эти строгости касаются лишь учреждений и организаций. В частных домовладениях, ответственность заканчивается вместе с проводом, выходящем из прибора учета (счетчика электроэнергии). Остальное — на совести домовладельца. Чтобы некорректное соединение не привело к пожару, или поражению электротоком, надо соблюдать несложные правила:
- Соединение проводов в распределительной коробке производится при полном отключении электроэнергии. Даже если электрик в диэлектрических перчатках, и знаком с правилами безопасности, возможен случайный контакт фазного провода с конструктивными элементами здания или заземлением.
- Тип соединения должен быть одинаковым для каждой линии в пределах одной коробки. Это обезопасит вашу линию от ослабления контакта под нагрузкой.
- Не допускается физический контакт проводников, выполненных их разных материалов (медь с алюминием). При протекании электрического тока, возникает активная электрокоррозия. Металлы покрываются оксидной пленкой, которая ухудшает контакт. Как следствие — искрение, перегрев, и полное отгорание контактного соединения.Если такая необходимость возникает, необходимо залудить провода с помощью припоя. После скрутки соединение должно быть пропаяно не менее, чем на 50% длины. Остальная часть скрутки не будет корродировать, поскольку через нее не течет ток под нагрузкой.
- Необходимо исключить возможность выхода оголенных проводников за пределы коробки. Даже если кабель полностью уложен в стене.
- При соединении без контактных приспособлений, то есть с помощью пайки, скрутки или сварки, на оголенный проводник обязательно надевается изолирующий колпачок. Изолятор должен прочно фиксироваться, при его изготовлении используются негорючие материалы.
- Концы проводов внутри коробки должны иметь как минимум 200% запас по длине соединительных концов. При обрыве или отгорании, будет возможность провести повторный монтаж, не прокладывая новый провод.
 Изолятор должен прочно фиксироваться, при его изготовлении используются негорючие материалы.
Изолятор должен прочно фиксироваться, при его изготовлении используются негорючие материалы.Кроме того, неопытные электрики часто ошибаются, и обламывают жилы при зачистке изоляции. Если провод заведен в коробку «в натяг», повторное соединение будет невозможным.
Способы соединения проводников в коробке
Не существует единственно возможной методики. Выбирая способ, как соединить провода в распределительной коробке, электрик взвешивает все факторы: от стоимости материалов до предполагаемой нагрузки.
- Клеммы. Есть мнение, что такой способ является самым надежным, однако это неверное утверждение. Чаще всего, клеммы применяются на коробках с готовыми контактными площадками.
Такое соединение проводов в коробке, позволяет в любой момент отсоединить одну из линий (например, для ремонта), не нанося ущерб всей энергосистеме. Есть два способа подключения, непосредственно на колодку (изготовив кольцо из жилы провода), или с помощью клеммы. С кольцом все просто, необходимо лишь обеспечить укладку провода таким образом, чтобы при затяжке резьбового соединения, не ослабился контакт.
Есть два способа подключения, непосредственно на колодку (изготовив кольцо из жилы провода), или с помощью клеммы. С кольцом все просто, необходимо лишь обеспечить укладку провода таким образом, чтобы при затяжке резьбового соединения, не ослабился контакт.
А вот с клеммами все сложнее. Обжимать одножильный провод нерационально: можно механически повредить проводник, и в любой момент жила отломится. Да и при укладке в коробке, одножильный кабель с клеммами занимает много места, сложно развести разные фазы на достаточное расстояние.
Отличный результат получается при обжиме многожильного мягкого кабеля, контактная клемма укладывается удобно. Но стационарная прокладка многожильного кабеля — это нонсенс.
Итог: Клеммные колодки в распределительной коробке удобны, но соединение лучше проводить непосредственно жилой под винт, без использования обжимных клемм.
Существуют современные коробки, с контактными колодками быстрого монтажа. Такое решение действительно удобно, но рассчитано на малую нагрузку.
Таким образом, применение контактных колодок оправдано лишь при необходимости периодически отсоединять одну из линий. Да и то, рано или поздно проводник отломится.
- Для стандартной разводки в квартире (или домовладении), все-таки больше подходит классика:
Сварка проводов в распределительной коробке применяется с незапамятных времен. Тот, кто ремонтировал свои «хрущевки» или «брежневки», наверняка обратил внимание на капельку застывшего расплава на конце алюминиевых скруток в коробках.
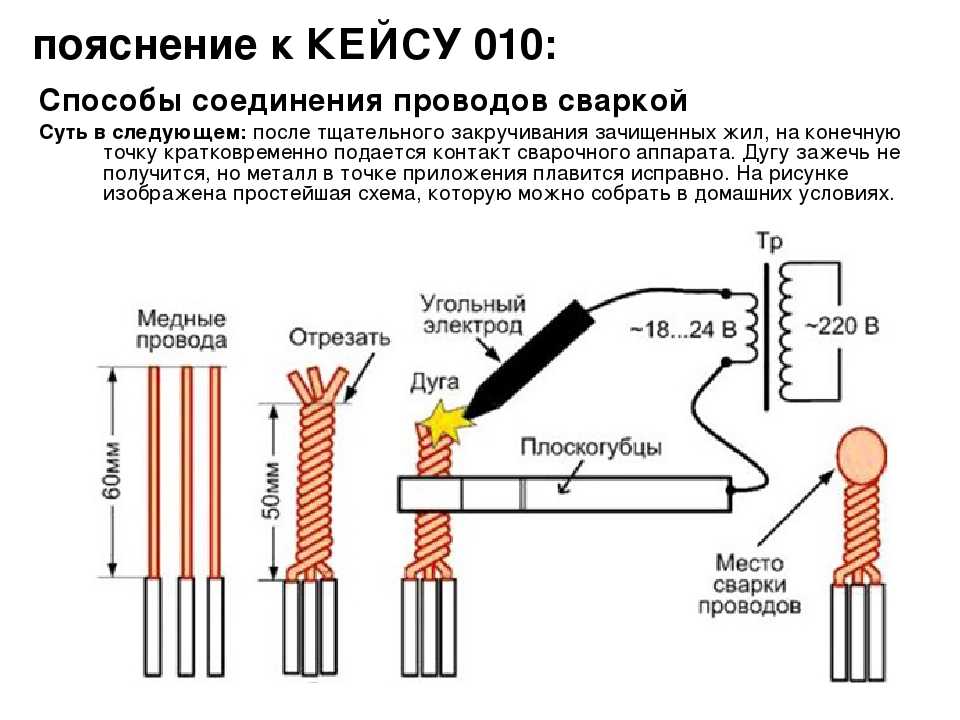
Сегодня применение алюминиевой проводки запрещено ПУЭ, а способ соединения сваркой по-прежнему популярен. Суть в следующем: после тщательного закручивания зачищенных жил, на конечную точку кратковременно подается контакт сварочного аппарата.
Обычно это компактный прибор небольшой мощности. Его применяют практически все профессиональные электрики. Работает по принципу споттера для точечной сварки. Дугу зажечь не получится, но металл в точке приложения плавится исправно. На рисунке изображена простейшая схема, которую можно собрать в домашних условиях.
На рисунке изображена простейшая схема, которую можно собрать в домашних условиях.
Качество соединения более чем достаточное. Помимо общей длины скрутки (40–50 мм), шарик на конце образует точку с минимальным сопротивлением. Дополнительный плюс — такая скрутка не раскрутится даже при перемещении проводов внутри коробки.
Если сварочный аппарат недоступен — ограничиваемся обыкновенной скруткой. Разумеется, соединение производим не пальцами, а с помощью пассатижей. Все концы проводника должны быть зачищены (но не уменьшены в сечении), длина оголенной части перед началом скрутки не менее 70 мм.
Скрутка производится после окончательного закрепления проводов в коробке. Если кабель будет двигаться, соединение может потерять прочность. Как результат — искрение, перегрев, и обрыв контакта. Хорошо, если обойдется без пожара.
- Как вариант — вслед за скруткой проводится пайка проводов в распределительной коробке.
Важно! Среди дилетантов распространено мнение: под нагрузкой, скрутка нагреется, и припой расплавится.
 Во-первых: нагрузка, способная нагреть проводник до температуры плавления припоя, в домашних условиях нереальна. Разумеется, при условии исправных защитных автоматов. Во-вторых: нагрев на скрутке происходит по причине неплотного контакта, а это как раз решается пропайкой.
Во-первых: нагрузка, способная нагреть проводник до температуры плавления припоя, в домашних условиях нереальна. Разумеется, при условии исправных защитных автоматов. Во-вторых: нагрев на скрутке происходит по причине неплотного контакта, а это как раз решается пропайкой.Надежность получается ненамного хуже, чем при сварке. При этом нет необходимости приобретать (делать самому) сварочный аппарат, достаточно мощного паяльника или даже строительного фена.
Совет: Используйте как можно более мощный прибор для пайки. Лучше кратковременно воздействовать высокой температурой, чем медленно и долго греть контакты слабым нагревателем.
Во время нагрева, следите за состоянием изоляции. Если она начала плавиться, сделайте перерыв до полного остывания. Сразу после пропайки не шевелите провод, дайте возможность остыть как припою, так и изоляции.
Применяйте тугоплавкие припои, у этих сплавов выше прочностные характеристики.
- Опрессовка. С точки зрения электропроводности, качество контакта не лучше, чем у обычной скрутки. Но прочность соединения возрастает в разы. Если нет возможности сварить или пропаять скрутку, обожмите ее с помощью специальной втулки.
 С точки зрения электропроводности, качество контакта не лучше, чем у обычной скрутки. Но прочность соединения возрастает в разы. Если нет возможности сварить или пропаять скрутку, обожмите ее с помощью специальной втулки.
С точки зрения электропроводности, качество контакта не лучше, чем у обычной скрутки. Но прочность соединения возрастает в разы. Если нет возможности сварить или пропаять скрутку, обожмите ее с помощью специальной втулки.Можно обойтись и пассатижами, но специальный инструмент все-таки надежнее. Есть втулки для параллельного сращивания проводов, а есть для фиксирования скруток. Принципиальной разницы нет. Если проводников два или три, подойдет параллельный обжим. При большем количестве — опрессовка после скрутки.
Фактически, выше рассмотренные способы являются модернизацией старого доброго скручивания. Не следует относиться к вопросу скептически. Из-за плохого контакта в распределительной коробке, произошло множество пожаров, нанесен ущерб бытовой технике. Поэтому при ремонте электропроводки в своем жилище, используйте по максимуму технические средства улучшения контакта в скрутке.
Современные способы соединения проводки в коробке
Так называемые колодки быстрой фиксации. Эти изделия широко предлагаются в интернет магазинах, на рынках стройматериалов.
Эти изделия широко предлагаются в интернет магазинах, на рынках стройматериалов.
Действительно, такие приспособления делают монтаж быстрым и удобным. Внешний вид соединения также приятен. Поэтому подобные «электроклипсы» полюбились электрикам, выполняющим работу на заказ.
Однако у этого способа есть серьезные недостатки. Сразу оговоримся: производитель не обещает высокую мощность соединения: характеристики есть на корпусе. Для светодиодной лампы, подключения компьютера или телевизора — в самый раз. А вот холодильник, электроплиту, бойлер, через такую распределительную коробку подключать нельзя.
Площадь контакта в таких «быстросъемах» маленькая, площадка соединена с проводником по касательной. При небольшой нагрузке, ток не слишком греет поверхность. А при подключении серьезного потребителя, начнется искрение, нагрев, и отгорание соединения.
Вывод
При всем разнообразии способов соединения проводов в коробке, наиболее надежным остается традиционная скрутка. Сварка или пропайка существенно улучшают контакт.
Сварка или пропайка существенно улучшают контакт.
Серьезное оборудование не требуется, все работы можно выполнить при наличии элементарных навыков в электротехнике.
Видео по теме
Работает ли пайка медного провода?
Wes Rose
Пайка меди — довольно простая задача для домовладельца, при условии, что он следует нескольким простым инструкциям . Начните с размещения всех предметов, содержащих медную проволоку, которую вы хотите спаять; подключите паяльник, чтобы он нагрелся, и наденьте все необходимое защитное снаряжение.
Можно ли использовать припой на медной проволоке?
Лучшим припоем для лужения многожильных медных проводов является электрический припой со смоляным сердечником . Это бескислотный припой, содержащий флюс в ядре припоя. Никогда не используйте припой, содержащий кислоту, для зачистки и лужения проводов, так как это может повредить провод или его изоляцию.
Как соединить медный провод?
К чему не прилипает припой?
Припой просто не будет прилипать к грязным или окисленным металлическим поверхностям . Очистите все плоские поверхности, подлежащие пайке, стальной ватой, напильником, наждачной бумагой и т. д. Важно уделить время тщательной очистке поверхности. Очистите любой провод, подлежащий пайке, тыльной стороной ножа или любым плоским металлическим предметом (рис. 9).0005
Как спаять сплошной медный провод?
 youtube.com/embed/W4p5nfKMUeQ?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=1&loop=0&modestbranding=0&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»>
youtube.com/embed/W4p5nfKMUeQ?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=1&loop=0&modestbranding=0&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»> Какой провод можно паять?
Проволока для припоя, как правило, бывает двух разных типов – проволока для припоя из свинцового сплава и бессвинцовая проволока для припоя . Существуют также проволочные припои со смоляным сердечником, в центре которых находится трубка, содержащая флюс. Проволока для свинцового припоя обычно изготавливается из сплава свинца и олова.
Подходит ли медь для пайки?
Если вы уже умеете паять стерлинговое или чистое серебро, значит, вы уже умеете паять медь. Если у вас нет опыта пайки или вы пользовались только «мягким» припоем и паяльниками, то 9Медный припой 0007 является ОТЛИЧНЫМ материалом для начала с .
Можно ли расплавить медную проволоку паяльником?
Медь плавится при температуре около 1090°С. Паяльник работает при 250-300С. Да, медь плавится при температуре около 1100C/2000F, так что без шансов .
Почему для пайки используется медь?
Медь используется для теплопередачи и железное покрытие используется для долговечности. Медь очень легко подвергается коррозии, разъедает наконечник, особенно при работе без свинца; железа нет. Советы по очистке требуют удаления оксида без повреждения железного покрытия и быстрой коррозии меди.
Какой припой лучше всего подходит для меди?
Купить бессвинцовый припой , предназначенный для медных водопроводных труб; Вы найдете его в отделе сантехники в магазине. Припой со свинцом все еще доступен, но свинец может попасть в воду, поэтому не используйте его.
Можно ли паять медь серебряным припоем?
Количество цинка в металле снижает температуру плавления, поэтому латунь плавится при более низкой температуре, чем чистая медь. Как вы можете видеть на графике выше, вы можете использовать любой серебряный припой на меди или латуни , но точки текучести припоя различаются у разных поставщиков, поэтому всегда проверяйте точки текучести припоев, которые вы решили использовать.
Как вы можете видеть на графике выше, вы можете использовать любой серебряный припой на меди или латуни , но точки текучести припоя различаются у разных поставщиков, поэтому всегда проверяйте точки текучести припоев, которые вы решили использовать.
Можно ли использовать сантехнический припой для электрики?
Обычно электрический припой содержит канифольный флюс; сантехнический припой использует флюс на кислотной основе. Таким образом, не рекомендуется использовать сантехнический припой для электрических соединений , потому что кислота во флюсе может повредить проводку и привести к нарушению соединения.
Как спаять медную проволоку с помощью горелки?
Какой припой лучше?
Из всех припоев, упомянутых в списке, KESTER SOLDER является нашим лучшим выбором и лучшей проволокой для пайки, которую вы можете купить в Интернете. Он имеет приличный диаметр 0,031 дюйма, соотношение олова и свинца 60/40, низкую температуру плавления и очень сильную адгезионную способность, что также обеспечивает прочные соединения.
Он имеет приличный диаметр 0,031 дюйма, соотношение олова и свинца 60/40, низкую температуру плавления и очень сильную адгезионную способность, что также обеспечивает прочные соединения.
Видео
 youtube.com/embed/YDbhc_zbbRM?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=1&loop=0&modestbranding=0&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»>
youtube.com/embed/YDbhc_zbbRM?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=1&loop=0&modestbranding=0&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»> Другие статьи
Какова наиболее частая причина поломки полотна ленточной пилы?
Как сделать сварочный трансформатор?
Можно ли сваривать алюминий плазменным резаком?
Как лучше всего ремонтировать литой алюминий?
Почему сварной шов называется угловым?
Уэс Роуз
Уэс Роуз — опытный сварщик с более чем 15-летним опытом. Он работал в различных областях сварки, в том числе в автомобилестроении, судостроении и строительстве. Он сертифицированный сварщик и выиграл несколько соревнований по сварке. Уэс увлечен обучением других сварке и любит делиться своими знаниями с другими.
Уэс увлечен обучением других сварке и любит делиться своими знаниями с другими.
Полное руководство по использованию серебряного припоя для сварки
Пьер Янг
Серебряный припой— это присадочный металл на основе серебра, который уже много лет используется сварщиками. Он имеет ряд преимуществ и недостатков по сравнению с другими типами серебряных припоев, о которых мы поговорим в этой статье. Кроме того, мы также предоставим вам рекомендации по использованию серебряного припоя для сварки, чтобы вы могли получить наилучшие возможные результаты, когда приступите к следующему проекту!
Что такое серебряный припой и чем он отличается от других видов припоев?
Серебряный припой представляет собой присадочный металл на основе серебра, который в течение многих лет используется сварщиками. Это серебряный сплав с добавлением некоторых других металлов, что делает его более прочным и способным выдерживать большие нагрузки, чем обычная алюминиевая или медная проволока для пайки. Серебряный припой обычно содержит серебро, цинк, свинец, олово и медь в качестве основных ингредиентов.
Это серебряный сплав с добавлением некоторых других металлов, что делает его более прочным и способным выдерживать большие нагрузки, чем обычная алюминиевая или медная проволока для пайки. Серебряный припой обычно содержит серебро, цинк, свинец, олово и медь в качестве основных ингредиентов.
Серебряный припой также может быть изготовлен из припоев, таких как серебряно-медно-цинковый (SAC) серебряный припой с содержанием серебра 86%.
Серебряный припой на основе серебра обычно имеет более высокую температуру плавления, чем медный или алюминиево-серебряный припой. Это означает, что температура, при которой плавится серебряный припой, выше, и для его плавления требуется меньше тепла, что делает его более идеальным для тех, кому необходимо выполнять сварку металла с высокой теплопроводностью (например, стали). Однако серебряный припой также имеет более высокую теплопроводность, чем медные и алюминиевые серебряные припои, что делает его менее подходящим для сварочных работ, требующих более экономного использования тепла.
Серебряный припой на основе серебра обычно используется при создании соединения между двумя кусками стали или других металлов с высокой теплопроводностью, поскольку повышенная температура плавления облегчает сварку. Но серебряный припой также дороже других типов серебряных припоев, поэтому вам понадобится высокотемпературная горелка для серебряного припоя (например, кислородно-ацетиленовая или пропановая сварочная горелка)
Преимущества использования серебряного припоя для сварки
Один из серебряных Основным преимуществом припоя является то, что его можно использовать повторно столько раз, сколько вам нужно. Это означает, что серебряная паяльная проволока имеет гораздо более длительный срок службы, чем другие типы припоев, которых обычно хватает только на одно использование, после чего они становятся непригодными для использования и требуют замены.
Серебряный припой также способствует повышению чистоты при сварке, так как в качестве побочного продукта образуется серебряный шлак. Шлак часто представляет собой расплавленный металл, скопившийся на поверхности сварки, который необходимо удалить, прежде чем вы сможете закончить свой проект. Серебряный припой также помогает предотвратить окисление, а это означает, что при использовании серебряного припоя образуется меньше ржавчины, чем при использовании других типов припоев для сварки.
Шлак часто представляет собой расплавленный металл, скопившийся на поверхности сварки, который необходимо удалить, прежде чем вы сможете закончить свой проект. Серебряный припой также помогает предотвратить окисление, а это означает, что при использовании серебряного припоя образуется меньше ржавчины, чем при использовании других типов припоев для сварки.
Серебряный припой также является присадочным металлом на основе серебра, поэтому он не загрязняет сварной шов, как другие типы припоев. Он будет производить серебряный шлак в качестве побочного продукта, что означает, что у вас не будет проблем с обесцвечиванием или загрязнением сварных швов с течением времени.
Наконец, серебряный припой обычно имеет более высокую температуру плавления, чем другие серебряные припои. Это означает, что серебряный припой будет более прочным, а также поможет предотвратить растрескивание сварных швов, если вы случайно перегреете их во время сварки!
Недостатки использования серебряного припоя для сварки
Хотя серебряный припой имеет ряд преимуществ, он также имеет и некоторые недостатки. Одним из особых недостатков является то, что проволока для серебряного припоя иногда может привести к загрязнению сварного шва серебряным шлаком при использовании для сварки. Это означает, что вам, возможно, придется использовать флюсы и другие химические средства, чтобы снова очистить металлические поверхности, прежде чем вы сможете продолжить проект.
Одним из особых недостатков является то, что проволока для серебряного припоя иногда может привести к загрязнению сварного шва серебряным шлаком при использовании для сварки. Это означает, что вам, возможно, придется использовать флюсы и другие химические средства, чтобы снова очистить металлические поверхности, прежде чем вы сможете продолжить проект.
Еще одним недостатком серебряного припоя является то, что он имеет более высокую температуру плавления, чем другие серебряные припои, что означает, что вы не сможете использовать серебряный припой для некоторых сварочных работ из-за его высоких температурных требований. Наконец, серебряная проволока также обычно стоит дороже, чем медная или алюминиевая проволока, если учитывать содержание чистого металла на фунт.
Как использовать серебряный припой для сварки
Теперь, когда мы поговорили о преимуществах и недостатках серебряного припоя, пришло время поговорить о том, как можно использовать серебряную проволоку для сварки.
Прежде чем использовать серебряную проволоку для пайки, убедитесь, что ваши металлические поверхности чистые. Это означает очистку любой грязи или оксидного покрытия с поверхности ваших материалов с помощью ацетона или другого чистящего средства, совместимого с серебряным припоем.
Когда вы это сделаете, пора начинать процесс пайки серебром, нагревая поверхность с серебряным покрытием и прикладывая небольшое усилие, чтобы обеспечить контакт. Как только это будет достигнуто, используйте короткий импульс тепла от сварочной горелки, а также добавляйте присадочный металл по мере необходимости, пока металлические детали не будут полностью покрыты серебром.
На этом этапе вам нужно будет использовать низкую температуру нагрева и короткие импульсы сварочной горелки по мере необходимости во время процесса пайки серебром. Это поможет предотвратить расплавление серебряного припоя в любых узких местах, которые могут присутствовать в ваших проектах, таких как соединения или мосты!
После этого пришло время добавить в ваш проект побочный шлак серебряного припоя и очистить весь оставшийся серебряный припой.
Последний шаг — промыть изделие ацетоном или другим чистящим средством, совместимым с серебряным припоем, прежде чем вы сможете его использовать!
Крепкий ли серебряный припой?
Сам по себе серебряный припой не будет таким прочным, как медные или алюминиевые соединительные провода. Серебряный припой имеет более высокую температуру плавления, чем другие серебряные припои, что означает, что он более долговечен и может выдерживать высокотемпературные сварочные работы лучше, чем некоторые другие серебряные припои на рынке. Он также не загрязняет сварной шов, как другие серебряные припои.
Серебряный припой также содержит присадочный металл на основе серебра, поэтому он не загрязняет сварной шов, как другие типы наполнителей. Он будет производить серебряный шлак в качестве побочного продукта, что означает, что у вас не будет проблем с обесцвечиванием или загрязнением сварных швов с течением времени. Наконец, серебряный припой обычно имеет более высокую температуру плавления, чем другие серебряные припои. Это означает, что серебряный припой будет более прочным, а также поможет предотвратить растрескивание сварных швов, если вы случайно перегреете их во время сварки!
Это означает, что серебряный припой будет более прочным, а также поможет предотвратить растрескивание сварных швов, если вы случайно перегреете их во время сварки!
Как узнать, следует ли мне использовать серебряный припой для сварочного проекта?
Вы захотите использовать серебряный припой для любого сварочного проекта, требующего присадочного металла на основе серебра. Это означает, что вам не придется беспокоиться об обесцвечивании или загрязнении сварных швов при использовании серебряного припоя, поскольку в качестве побочного продукта образуется серебряный шлак, который можно легко удалить с поверхности ацетоном или другим чистящим средством, совместимым с серебряным припоем.
Серебряный припой также более долговечен, чем другие серебряные припои, поэтому он также может быть хорошим выбором для проектов высокотемпературной сварки! В процессе будет образовываться серебряный шлак, который вам нужно будет очищать ацетоном или другим чистящим средством, совместимым с серебряным припоем, после каждого проекта. Вы должны использовать только серебряный припой для сварочных работ, требующих присадочного металла на основе серебра.
Вы должны использовать только серебряный припой для сварочных работ, требующих присадочного металла на основе серебра.
Если вы не уверены, подходит ли серебряный припой для вашего сварочного проекта, не бойтесь обратиться к профессионалу! Они могут помочь вам выяснить, какая серебряная проволока для пайки будет работать лучше всего, а также дать вам советы о том, как использовать серебряный припой при сварке.
Есть ли определенное оборудование, которое я должен использовать при использовании серебряного припоя?
Важно отметить, что для работы серебряного припоя требуется поверхность с серебряным покрытием. Это означает, что если вы собираетесь использовать серебряный припой, обе поверхности вашего проекта должны быть покрыты серебром перед их сваркой!
Вам также понадобится соответствующее оборудование: флюсовая ручка или стержень и соответствующий серебряный припой. Поверхность с серебряным покрытием необходима для правильной работы серебряного припоя!
Часто задаваемые вопросы
Каковы преимущества использования серебряного припоя?
Три основных преимущества пайки серебром со сваркой заключаются в том, что он не загрязняет сварной шов, как другие серебряные припои, представленные на рынке, имеет более высокую температуру плавления, чем некоторые другие серебряные припои, что означает, что серебряный припой более долговечен и не в процессе образуется серебряный шлак.
Какие еще бывают серебряные припои?
Вы не хотите использовать серебряный припой для любого сварочного проекта, который не требует присадочного металла на основе серебра! Другие типы серебряных припоев включают чистое серебро, которое также имеет высокую температуру плавления, но не образует серебряный шлак, и серебряные припои, которые будут смешиваться с поверхностью вашего металла, но могут иметь более низкую температуру плавления, чем серебряный припой.
Существуют ли риски, связанные с использованием серебряного припоя?
Вы всегда должны быть осторожны при сварке, потому что вы рискуете обжечься или получить травму, если не примете соответствующие меры предосторожности! Вы всегда должны носить защитное снаряжение и помнить о температуре, которой может достичь серебряный припой.
Важно также отметить, что серебряная пайка со сваркой сложна для новичков, поскольку требует соблюдения многих мер предосторожности, а также надлежащего оборудования, такого как поверхности с серебряным покрытием и флюсовые ручки или стержни! Чтобы стать опытным сварщиком с серебряным припоем, требуется практика.
Если вы новичок, избегайте серебряного припоя для сварочных работ и попробуйте вместо него использовать серебряный припой! Вы можете использовать серебряные припои для любого типа металла, кроме меди или латуни, потому что флюс в этих материалах будет мешать процессу. Серебряные припои также основаны на серебре и не образуют серебряного шлака, поэтому они являются отличным выбором для начинающих.
Резюме
Вы можете использовать серебряный припой для сварки, если вы хорошо осведомлены о процессе и знаете, как его использовать. Но есть одна загвоздка: серебро — дорогой металл, поэтому, если у вас нет опыта работы с обоими материалами или вы хотите сэкономить на материальных затратах, придерживайтесь традиционных альтернатив на основе меди. Если это звучит так, как будто это может помочь вашему бизнесу, убедитесь, что вы провели свое исследование, прежде чем прыгать!
О Пьере Янге
Привет, я Пьер Янг, квалифицированный сертифицированный сварщик AWS. Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами — и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал.
Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами — и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал.
В чем разница между пайкой, сваркой и пайкой? — Австралийское общее машиностроение, Вьетнам
В чем разница между сваркой, пайкой и пайкой?
Сварка, пайка и пайка — все это методы соединения двух или более кусков металла, а в некоторых случаях и других материалов. Это также методы заполнения зазоров в металлических деталях. Так как же определить, какую технику использовать? Это решение зависит от материала, желаемой прочности и области применения.
Основное различие между сваркой и пайкой составляет плавка . При пайке производители металла нагревают соединяемый металл, но никогда не размягчают его. При сварке производители металлов плавят основной металл.
При сварке производители металлов плавят основной металл.
Пайка очень похожа на пайку , так как при этом используется капиллярный эффект для подачи металла в соединение до тех пор, пока он не остынет и не затвердеет.
Сварка
Целью сварки является создание очень прочного соединения между двумя металлическими частями, способными выдерживать все виды напряжений и деформаций, например корпус автомобиля или фюзеляж самолета. Что входит в сварку?
- Два металла должны быть похожи: Чтобы сварить два металла вместе, они должны быть похожи. Например, нельзя сваривать медь со сталью.
- Высокая температура: Температура, необходимая для сварки двух металлов, должна быть очень высокой, чтобы они расплавились и соединились.
- Присадочные материалы: При сварке часто используется присадочный материал, который представляет собой дополнительный кусок металла, закрывающий любые зазоры.
- Прочность : Если сварка была выполнена правильно, сварной шов должен быть таким же прочным, как окружающий «несварной» металл. Например, слишком большое количество тепла может изменить характеристики металла и ослабить сварной шов.
- Различные методы сварки: Существуют различные методы сварки, в зависимости от того, с каким металлом вы работаете. В программе сварки вы можете узнать, какую технику использовать с каким металлом. Различные методы сварки имеют разные источники тепла, такие как газообразный кислород, электроды, лазеры или ультразвук.

Сварка алюминия представляет гораздо больше проблем, чем сварка стали или других металлов, при обучении сварке алюминия. Вы можете найти руководство по сварке алюминия или сварке труб, когда это обязательные навыки для всех, кто серьезно относится к сварке.
Пайка
Пайка может быть похожа на сварку, но у нее совершенно другая цель. Припой довольно мягкий и обычно поставляется в тюбиках и катушках. Припой используется в электронных устройствах, где он позволяет компонентам соединяться друг с другом электронным способом. Что входит в пайку?
Припой довольно мягкий и обычно поставляется в тюбиках и катушках. Припой используется в электронных устройствах, где он позволяет компонентам соединяться друг с другом электронным способом. Что входит в пайку?
- Низкая температура: В отличие от сварки, при пайке для соединения металлов используется низкая температура.
- Присадочные материалы: Пайка выполняется с использованием наполнителей, которые плавятся при температуре ниже 840 °F (450 °C).
- Можно паять различные металлы: Металлы, которые можно паять, включают золото, серебро, медь, латунь и железо. Связь создается, когда расплавленный припой затвердевает.
- Не такой прочный, как сварка или пайка . Пайка не такая прочная, как сварка или пайка, потому что это не механическое соединение. Если пайка не была выполнена должным образом, детали не будут должным образом проводить электричество.
- Флюс используется: Так же, как и при сварке и пайке, флюс используется для очистки металлических поверхностей, чтобы припой мог течь по соединяемым деталям.

Если вы хотите четко понять, что такое изготовление листового металла , вы можете ознакомиться с нашей статьей: » Краткое описание и история производства листового металла »
Пайка
Пайка похожа на пайку тем, что в ней также используется наполнитель для соединения двух металлов, хотя и высокотемпературный. Подобно сварке, пайка создает механическое соединение между металлическими частями. Что входит в пайку?
- Соединение металлов путем плавления присадочного материала: Когда наполнитель затвердеет, металлические детали соединяются.
- Присадочные материалы: Присадочный сплав должен иметь более низкую температуру плавления, чем металлические детали.
- Разнородные металлы: Пайка позволяет соединять различные металлы, такие как алюминий, серебро, медь, золото и никель.
- Часто используется флюс : Жидкий флюс способствует смачиванию металлических деталей, что позволяет наполнителю течь по ним, что облегчает их соединение.
- Прочность : Хотя правильно спаянные соединения могут быть прочнее, чем отдельные детали, они не такие прочные, как сварные соединения.

Сварка, пайка и пайка используются для различных работ. В зависимости от работы, которую вы выполняете, вы должны учитывать такие факторы, как тип металла, желаемая прочность и конечная цель, чтобы определить, как соединить два или более куска металла. При достаточной практике вы сможете хорошо освоить каждую технику.
При достаточной практике вы сможете хорошо освоить каждую технику.
1. Прочность
- Сварные соединения являются самыми прочными соединениями, используемыми для восприятия нагрузки. Прочность сварного участка соединения обычно больше прочности основного металла.
- Пайка соединений являются самыми слабыми соединениями из трех. Не предназначен для того, чтобы нести нагрузку. Обычно используется для создания электрических контактов.
- Пайка Соединения слабее сварных соединений, но прочнее пайки. Это может быть использовано, чтобы нести нагрузку до некоторой степени.
2. Температура
- Сварка: Требуемая температура в сварных швах 3800°C.
- Пайка: Требуемая температура до 450°C в местах пайки.
- Пайка: Температура в местах пайки может достигать 600°C.
3. Нагрев заготовок
Нагрев заготовок
- Сварка: Для соединения заготовок необходимо нагреть их до точки плавления.
- Пайка: Нагрев заготовок не требуется.
- Пайка: Заготовки нагреваются, но ниже их точки плавления.
4. Изменение механических свойств
- Сварка: Механические свойства основного металла могут изменяться в месте соединения из-за нагрева и охлаждения.
- Пайка: После соединения механические свойства не изменяются.
- Пайка: Может изменить механические свойства соединения, но практически незначительна.
5. Термическая обработка
- Сварка: Термическая обработка обычно требуется для устранения нежелательных последствий сварки.
- Пайка: Термическая обработка не требуется.
- Пайка: После пайки термическая обработка не требуется.
