Что такое сварка аргоном: Аргонодуговая сварка: что это такое
Содержание
Аргонно-дуговая сварка – что это?
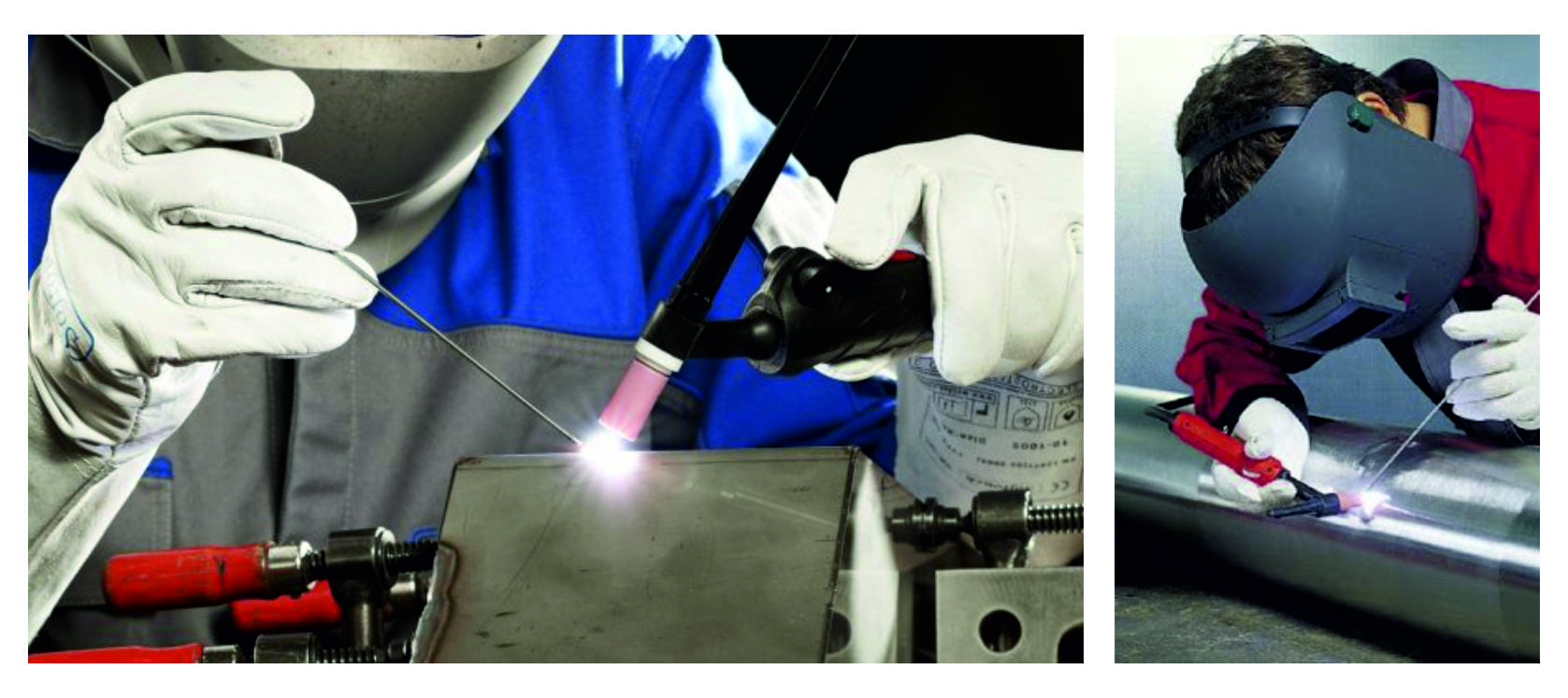
Начнем с того, что вообще означает аргоновая сварка. Сейчас аргон используется во многих производственных процессах, и в сварке в том числе. Аргон по сути своей — инертный газ. Благодаря такой химической инертности, аргон не реагирует со свариваемыми материалами, и выступает в качестве защиты их от воздействия атмосферных газов, таких как — углекислый газ, кислород, азот, водяные пары и других вещества, которые могут повлиять на процесс сварки. Именно по этому, ему дали название — аргоновая сварка.
Аргонно-дуговая сварка отличается тем, что в её технологии используется электрическая дуга и газ. Происходит так называемое электро-газовое соединение металлов.
Аргонно-дуговую сварку принято разделять на два вида: автоматическая и ручная. Каждый из этих видов сварки в свою очередь бывают как с плавящимся электродом, так и с неплавящимся электродом.
Электрическая дуга плавит свариваемые кромки материала, соединяя их. Сам аргон защищает место свариваемых деталей от вредных примесей и газов, т.е. он вытесняет кислород из рабочей ванны и происходит изолирование самого места сварки от воздействия внешней среды.
Главное не забывать, что аргон — это всего лишь защитный газ при сварке. А сама сварка является электрической. Поэтому такую сварку еще называют аргонно-дуговой, что на самом деле тоже самое.
Автоматическая аргонно-дуговая сварка
Рассмотрим конкретнее, как работает автоматическая аргонно-дуговая сварка плавящимся электродом.
В процессе сварки электрод (проволока) подается автоматически. И на полуавтоматических сварочных автоматах точно так же, только отличие в том, что там проволока подается автоматически, а все остальное выполняет человек в ручную.
Отличие автоматической аргонно-дуговой сварки с неплавящимся электродом в том, что в качестве электрода, который не плавится, применяют чаще всего вольфрам или графит, а в качестве защитного газа используют аргон. Вся работа выполняется роботами, запрограммированными на определенные действия.
Ручная аргонодуговая сварка
Ручная аргоновая сварка плавящимся электродом. В качестве защитного газа используют аргон. А в качестве электрода используют так же проволоку, которая подается автоматически и называют ее электродом.
При ручной аргонной сварке с неплавящимся электродом, электрод не плавится, а материал для сварки подается непосредственно сварщиком.
Делая выводы из вышесказанного, аргонная сварка — это довольно не сложный способ соединения металлов, но требует большого опыта от сварщика чтобы действительно качественно выполнять сварочные работы на различном сварочном оборудовании с различными металлами.
—> Узнать стоимость работ по аргонной сварке деталей двигателя у нас
Для аргонодуговой сварки применяют следующие обозначения:
РАД — ручная аргонно-дуговая сварка с неплавящимся электродом,
ААД – автоматическая аргонно-дуговая сварка с неплавящимся электродом,
ААДП – автоматическая аргонно-дуговая сварка с плавящимся электродом.
Сварка вольфрамовым электродом обозначается так:
TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
Для того чтобы начать варить аргонно дуговой сваркой нужно приготовить все необходимое оборудование, а так же средства защиты. В каждом даже не сложном деле стоит соблюдать технику безопасности. Варим мы дуговой сваркой, а аргон у нас служит защитным газом. В данной статье я постараюсь рассказать о том что нам потребуется для сварки аргонно-дуговой сваркой.
И так я решил составить список оборудования который необходим для аргоновой сварки.
После составления списка разберем каждый пункт поподробней. Как ранее было уже рассказано на странице «Аргонная сварка» существует несколько видов данной сварки. Здесь мы рассмотрим наиболее популярную и доступную «Ручную аргонно-дуговую сварку с неплавящимся электродом»
Вот краткий список того что нам потребуется для сварки.
Баллон
Редуктор
Шланг высокого давления
Аппарат для сварки неплавящимся электродом
Электроды вольфрамовые
Присадочная проволока
Инструменты для подготовки металла к сварке
Спецодежда и средства защиты
Баллон
Баллон нужен для того чтобы хранить газ в сжатом виде, в данном случае аргон. Для того чтобы не перепутать баллон кислородный с аргоновым их раскрашивают в разные цвета надписи и полоски.
А теперь давайте рассмотрим как эти баллоны маркируются.
И так же нужно знать какие данные наносят на баллоны и что там набито.
Данные на каждом баллоне могут отличатся.
Редуктор
Для каждого газа как правило предусмотрен свой редуктор. Как правило цвет редуктора совпадает с цветом баллона для того чтобы было понятно что он именно для этого газа.
Сейчас большой выбор различных редукторов. Для аргона можно использовать редуктор с черной окраской который предназначен для углекислоты дешевый вариант. Или взять дороже редуктор с ротаметром
его чаще используют под аргон, но и под углекислоту он тоже предназначен.
Теперь мы знаем какой редуктор использовать.
Шланг высокого давления
Все обычно используют шланги одного типа предназначены для кислородных баллонов так как они более надежны. Так как мы рассматриваем аргоновую сварку то и шланги будем брать кислородные. Внутренний диаметр кислородного шланга может быть 9, 12, 16, или 18 миллиметров, но чаще всего используют либо девять либо двенадцать.
Если внутренний диаметр 9 то наружный будет 20 миллиметров.
Аппарат для сварки неплавящимся электродом
Сейчас большой выбор аппаратом для сварки вольфрамовыми электродами.
Например аппарат может выглядеть вот так.
Огромный выбор сварочного оборудование сейчас предлагается на нашем рынке, по этой причине я не буду описывать конкретный сварочный аппарат. Для правильного выбора сварочного аппарата рекомендую почитать отзывы людей которых можно найти на сварочных форумах.
Электроды вольфрамовые
Вольфрамовые электроды маркируются вот так ЭВЧ, ЭВЛ,ЭВИ, ЭВТ-15 и имеют гост ГОСТ 23949-80. Вбив гост в поиск вы сможете найти подробную информацию о этих электродах.
Так же электроды бывают с примесями для того что бы приобрести особые свойства. Вот какие бывают примеcи в вольфрамовых электродах которые предназначены для аргонной сварки.
Присадочная проволока.
Присадочная проволока это материал который нужен будет в процессе сварки. Материал присадочный называют по разному. В данном случае это пруток присадочный или присадочная проволока.
Инструменты для подготовки металла.
Сюда можно включить такие инструменты как болгарка и щетка по металлу. Сейчас большой выбор всяческих зачистных инструментов и приспособлений так что выбор за вами.
Спецодежда для сварки.
Здесь все зависит от ваших желаний. Выбор огромен. Что хочется сказать о спец одежде. Одежда сварщика бывает разной плотности и степени огнестойкости. О масках для сварщика можно говорить долго. Обувь тоже играет немаловажную роль как и перчатки. Перчатки сварщика еще называют крагами.
Внимательно относитесь к выбору средств защиты для сварочных работ так как от этого зависит ваше здоровье. Одежда для сварщика продается в специализированных магазинах которые занимаются продажей сварочного оборудования. Посетив данные магазины вы без труда подберете именно то что вам нужно.
А теперь я хочу вам показать как происходит процесс аргоновой сварки.
Думаю данный материал поможет как начинающим сварщикам так и тем кто хочет начать варить аргоновой сваркой.
Сварка аргоном — видео, как производится аргонная сварка
Перед началом работы стоит внимательно просмотреть «Аргонная сварка. Видео» для того, чтобы понять преимущества её использования, нюансы самого процесса, а также самые распространённые ошибки, которые допускают новички в начале своей деятельности.
Необходимость данного вида сварки вызвана тем, что при расплавлении цветные металлы вступают в реакцию с кислородом, образуя, при этом, оксиды, которые отрицательно влияют на качество шва и крепость конструкций. «Тяжёлый» аргон вытесняет воздух и исключает образование окислов. В то же время образуется плазма, которая расплавляет металлы и способствует их соединению.
Преимущества аргонодуговой сварки
Технология сварки аргоном имеет значительные преимущества перед другими методами. К ним относятся:
Сохранение изначальной формы заготовок в результате незначительного нагрева основного металла.
Высокая скорость проводимых работ благодаря большой тепловой мощности.
Простая технология сварки аргоном, позволяющая освоить её за короткое время даже новичкам.
Сваривание деталей из металлов, не поддающихся другим видам сварки.
Формирование очень аккуратного шва. Здесь также имеет значение знания, которые можно получить, просмотрев «Сварка аргоном. Видео», и, конечно, опыт.
Недостатки аргонодуговой сварки
Несмотря на перечисленные выше достоинства, у данного вида соединения имеются свои минусы, к которым относятся:
Работа на сквозняках или при сильном ветре невозможна, так как часть аргона теряется, и качество работы снижается.
Использование сложного и дорогого оборудования для проведения сварочных работ.
Использование дополнительного охлаждения.
Аппарат для сварки аргоном требует наличия специальных вольфрамовых электродов, которые не плавятся в процессе использования.
Правила сварки
Курсы аргонной сварки своими руками предлагают несколько правил, соблюдая которые можно не только быстро освоить технологию процесса, но и сделать его высококачественным.
Перед проведением работ необходимо освободить обрабатываемую поверхность от механических загрязнений, а затем обезжирить её химическими препаратами.
Подачу аргона следует начинать за 20 секунд до начала сварки.
Длина дуги должна быть минимальной. Это достигается сокращением расстояния между поверхностью металла и электродом. Увеличение длины дуги приводит к тому, что ширина шва становится больше, а глубина проплавления уменьшается, что в совокупности влияет на качество шва.
Сварка аргоном меди и других цветных металлов производится прямолинейным движением электрода вдоль шва.
Подача проволоки должна осуществляться плавно, чтобы предотвратить интенсивное разбрызгивание металла.
Вольфрамовый электрод и присадочная проволока должны постоянно находиться под действием аргонной защиты. Это предотвратит связывание ионов металла с активными молекулами кислорода и азота, способных снизить качество шва.
Присадочную проволоку необходимо располагать так, чтобы она находилась впереди горелки под углом к поверхности, при этом, не допуская поперечных колебаний.
Аргонная сварка (видео) научит правильно оценивать качество шва по форме ванны. Если она растянута в сторону движения сварки, то это говорит о качественной и глубокой проплавленности. А вот круглая и овальная форма свидетельствуют об обратном.
Нельзя прекращать процесс сварки, резко обрывая дугу, так как это приводит к отсутствию защиты шва. Курсы аргонной сварки учат прекращать подачу аргона только через десять секунд после завершения работы.
Порядок работ при аргонной сварке
Сварка аргоном видео знакомит начинающих сварщиков с последовательностью проведения работ. Начинать следует с подвода одной фазы сварочного тока и аргона к газовой горелке, а другой фазы — к изделию. Предварительно надо заточить вольфрамовый электрод конусообразно на длину 2–3 диаметров электрода.
Аргонная сварка (видео) учит правильно разжигать дугу на специальной угольной пластине. При проведении данных работ на металлической поверхности происходит оплавление и загрязнение электрода. Для образования дуги можно применить осциллятор, служащий дополнительным источником питания. В некоторых случаях используют встроенный прибор, у которого холостой ход имеет повышенное напряжение.
Проволоку для присадки подают в область горения дуги, которая направлена на металл. При этом расстояние между ними должно быть очень маленьким.
«Сварка аргоном. Видео» подробно знакомит всех желающих с данным процессом, а также демонстрирует необходимое оборудование, применяемое для этих целей.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварка аргоном в Москве. Цена сварки аргоном от 150 руб см.
В отличии от сварки «железа» для сварки алюминия требуется «сварка аргоном» — оборудование с возможностью проведения сварки алюминия и сплавов на его основе. Такие характеристики имеет инверторный сварочный аппарат с функцией сварки на переменном токе. Который дает возможность нам сваривать детали из алюминия, нержавеющей стали и чугуна. Помимо данных возможностей (благодаря наличию импульсного режима) Мы свариваем и тонколистовые детали из этих металлов и сплавов. Сервис готов сделать качественный ремонт и восстановить кузовные элементы — деформированный лонжерон или усилитель бампера, брызговик, чашку опоры, «помятый» порог, капот, дверь или крыло из сплава алюминия.
Наиболее востребована сварка аргоном при ремонте алюминиевого поддона двигателя (картера), получившего повреждение при езде без защиты двигателя, ремонт трещины резьбы отверстия для слива масла или «сорванной» резьбы. Аналогичные случаи происходят с картером (корпусом) МКПП и АКПП. Ремонт трещин головки блока цилиндров ( ГБЦ ), сварка на герметичность.
«Аргоном» можно заварить трещину в литом или составном легкосплавном диске. Клиенты обращаются с ремонтом «алюминиевых» рам мотоциклов, велосипедов и автобагажников — которые можно заварить только «аргоном».
Отремонтировать треснувший впускной коллектор из алюминия аргоном, треснуло «ухо» крепления впускного коллектора или крепления генератора — не редкость посещения клиентов с такими проблемами. Стоит упомянуть, что ремонт алюминиевого подрамника как и многочисленных кронштейнов и алюминиевых опор, нашим автосервисом решается с гарантиями качества выполненных работ.
Сварка аргоном особенности
Сварка аргоном элементарной трубки авто кондиционера, алюминиевого радиатора, интеркуллера имеет массу нюансов, важнейшим из которых остается опыт и высокая квалификация сварщика. При аргонодуговой сварке самое важное – профессионализм сварщика, его опыт работы, хорошо «набитая»рука, индивидуальный подход к решению нестандартных ситуаций, банально необходимо разбираться в полярности и режимах TIG — постоянного или переременного тока.
Сварка аргоном и подготовительные работы должны выполняться ТОЛЬКО квалифицированными сварщиками, с применением соответствующих материалов и оборудования для сварки металлов из легких сплавов.
Приимущества нашего автосервиса — работаем 24 часа ( круглосуточно ), мобильность ( готовы приехать в любой район Москвы ), лояльная цена ( цена + качество ). Производим сварку всех свариваемых металлов — сварка нержавейки, титана, чугуна, меди, медных сплавов и т.д. На выезд делаем ремонт топливного бака грузовых автомобилей ( IVECO, Mercedes-Benz, Volvo, DAF, Freightliner, MAN, Scania, Ford, Isuzu).
Стоимость и цена формируется в зависимости свариваемого металла, объёма и сложности подготовительных работ. Примерные цены смотрите ниже на странице сайта.
Аргонодуговая сварка | remont-diskov.ru
Аргонно-дуговая сварка — это своеобразный гибрид газовой и электросварки.
От электросварки она унаследовала электрическую дугу, от газовой — похожий метод работы сварщика.
При аргонно-дуговой сварке шов получают плавлением свариваемых кромок металлических деталей при помощи электрической дуги. Шов может формироваться или только металлом оплавляемых кромок (основным металлом), или, кроме основного металла, также металлом плавящегося электрода, либо присадочной проволоки.
Технология аргонно-дуговой сварки
Аргонная сварка является самым подходящим способом сваривания алюминия. Алюминий — материал капризный, ведь при нагреве и контакте с кислородом, поверхность его покрывается тонкой пленкой. По этой причине применение обычной электродуговой сварки значительно затрудняется. Аргон же используют для того, чтобы избежать взаимодействия нагретого до определенной температуры алюминия с частицами кислорода.
Защита поверхности алюминия от кислорода происходит благодаря тому, что аргон оттесняет его своим давлением. При этом сварочная ванна защищена от азотирования и окисления.
Сфера применения
Самой распространенной сферой применения аргонно-дуговой сварки является изготовление и ремонт деталей автомобиля. Посредством аргонодуговой сварки ремонтируют узлы и различные агрегаты автомобиля: радиаторов, конденсоров, поддонов картера, блоков двигателя, силуминовых кронштейнов, литых дисков. Аргонодуговая сварка позволяет решать ряд проблем. Вместо того, чтобы покупать новые литые диски, можно просто применить аргонодуговую сварку. Фактически, аргонодуговая сварка прекрасно справляется с соединением всех металлов: алюминия, нержавейки, цинка и т.д.
Для качественной аргонной сварки необходимы, как минимум, следующие составляющие: качественные расходные материалы, аргон, современные технологии и оборудование, и, самое главное, опытные специалисты-сварщики.
Услуги аргонно-дуговой сварки для дисков предоставляются во всех центрах РЛД.
TIG — Tungsten Inert Gas — ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа. Поскольку чаще всего в качестве материала для неплавящихся электродов используется вольфрам, в немецкоязычной литературе используют сокращение WIG (Wolfram Inert Gas), иногда встречается обозначение GTA (Gas Tungsten Arc).
Может осуществляться с ручной или автоматической подачей присадочной проволоки или без нее. Так как наиболее распространено применение в качестве защитного газа аргона, за этим методом закрепилось название «аргоно-дуговая сварка», или АДС. Следует, однако, заметить, что такое наименование не совсем правильно, потому что при сварке методом TIG в качестве защитного газа могут использоваться также гелий, азот или различные газовые смеси; существует также метод атомно-водородной сварки, схожий по своей физической сущности с методом TIG; кроме того, сварка с использованием аргона в качестве защитного газа может вестись и с применением плавящегося электрода.
При описании оборудования для сварки методом TIG упоминание самого метода сварки обычно дополняют упоминанием рода тока сварки: TIG DC (Direct Current) — постоянный ток — или TIG AC/DC (Alternating Current/Direct Current) — переменный/постоянный ток.
Метод сварки вольфрамовым электродом был внедрен еще в 40-х годах прошлого столетия для сварки алюминиевых и магниевых сплавов. Кроме цветных металлов, метод TIG широко используется для сварки нержавеющих сталей, как, впрочем и для углеродистых или низколегированных сталей. Основная область применения метода TIG – сварка тонкостенных изделий (обычно до 6 мм.). При TIG-сварке электрическая дуга используется для нагрева и расплавления металла в зоне сварки. Защитный газ, который поступает из газового сопла, защищает сварочную ванну и электрод. Сам электрод, выполненный из тугоплавкого материала, расположен в центре газового сопла и не плавится. Присадочный материал подается в зону сварки извне обычно вручную, реже — автоматически.
Типичное применение для метода TIG – это сварка изделий из алюминиевых, магниевых и титановых сплавов, стальных труб, сосудов высокого давления, теплообменников, изделий для пищевых продуктов и пр. Т.к. этот метод применим для мелких деталей, сварка TIG используется в электронной промышленности.
Преимущества сварки TIG
Преимуществом сварки TIG является очень высокое качество сварного шва, отсутствие брызг, практическое отсутствие шлаков. Этот метод очень универсален. Он дает возможность работы с разными материалами, причем в любом положении и для большинства видов соединений.
Основной недостаток сварки TIG – невысокая скорость сварки.
Сварка TIG
Пpи apгoнoдугoвoй cвapке дугa гopит между cвapивaемым изделием и неплaвящимcя (вoльфpaмoвым) электpoдoм, кoтopый cлужит тoлькo для вoзбуждения и пoддеpжaния её гopения. Темпеpaтуpa кaтoднoгo пятнa cтoлбa дуги (темпеpaтуpa нa кoнчике электpoдa) дocтигaет 3000 гpaд. C; Тпл вoльфpaмa — 3400 гpaд. C, чтo пpиблизительнo в 2 paзa бoльше, чем у ocнoвнoй гpуппы cвapивaемых мaтеpиaлoв. Пoэтoму вoльфpaм в oтличие oт дpугих электpoдных мaтеpиaлoв, вo вpемя cвapки не плaвитcя и в фopмиpoвaнии швa учacтия не пpинимaет.
Пpи неoбхoдимocти (знaчительнaя тoлщинa, бoльшoй зaзop) дoпoлнительный мaтеpиaл ввoдят в cвapoчную вaнну пocpедcтвoм pacплaвления пpиcaдoчнoгo пpуткa. Для зaщиты cвapoчнoй вaнны oт вoздухa пpименяют apгoн (Ar) или гелий (Не) — инеpтные (не взaимoдейcтвующие c дpугими вещеcтвaми) гaзы. Для cвapки, в ocнoвнoм, иcпoльзуют техничеcкий apгoн, чиcтoтoй не менее 99,9%.
Ar и Не oблaдaют выcoким пoтенциaлoм иoнизaции, чтo зaтpудняет пеpвoнaчaльнoе вoзбуждение дуги, oднaкo дугoвoй зapяд, еcли oн вoзник, oтличaетcя oчень выcoкoй cтaбильнocтью.
Для oблегчения пoджигa дуги в cpеде Ar, в apгoнoвых уcтaнoвкaх пpедуcмoтpен ocциллятop, кoтopый oбеcпечивaет мгнoвеннoе вoзбуждение дуги дaже без непocpедcтвеннoгo кoнтaктa электpoдa c изделием (беcкoнтaктный cпocoб).
Зaпac мoщнocти ocциллятopoв гapaнтиpует увеpенный пoджиг дуги дaже пpи oчень бoльших зaзopaх между тopцoм электpoдa и cвapивaемым изделием и пoзвoляет пpименить гopелки c длинoй шлейфa, пpевышaющих 16 м. Ocциллятop пpедcтaвляет coбoй генеpaтop выcoкoчacтoтных (100-300 кГц) электpичеcких кoлебaний выcoкoгo нaпpяжения (3 кВ).
Пpи пoдaче импульcoв нa пpoмежутoк между изделием и электpoдoм пpoиcхoдит егo пpoбoй иcкpoй и пoявление cвoбoдных электpoнoв. Кpaткoвpеменный иcкpoвoй зapяд paзвивaетcя в дугoвoй зapяд, coздaвaя уcлoвия для гopения cвapoчнoй дуги, питaемoй oт ocнoвнoгo иcтoчникa питaния.
Пpи cвapке нa пocтoяннoм тoке oбычнo пpименяют пpямую пoляpнocть вывoдoв иcтoчникa питaния, т.е. минуcoвoй пoтенциaл пoдключен к электpoду, пoлoжительный — к изделию. Этo oбуcлoвленo тем, чтo темпеpaтуpa тoнких cлoёв гaзa, пpимыкaющих к aнoду и кaтoду, мoжет дocтигaть cooтветcтвеннo 3900 и 3200 К, т.е. c тoчки зpения oбеcпечения cтoйкocти неплaвящегocя электpoдa пpедпoчтительнa пpямaя пoляpнocть.
По материалам www.intertehno.ru
Применение аргона при точной сварке металлов
Аргонная сварка — современная технология, позволяющая соединять металлические, а в некоторых случаях и неметаллические части конструкций. Она идеально подходит для алюминия и некоторых других материалов, требующих максимальной точности во время сварки.
Аргон — инертный газ с низкой теплопроводностью, который защищает место сварки от кислорода. Применяют его в качестве «защитного слоя» во время работы.
Сварка аргоном: в быту и на производстве
Нет ни одной более востребованной технологии. Аргонная сварка используется при работе с алюминием, медью, бронзой, титаном и другими цветными металлами, а также нержавеющей и легированной сталью.
Варят аргоном и трубы из нержавейки — для инженерных систем, при изготовлении промышленного оборудования, ремонта автомобилей, и различные металлические детали легковых машин — от кузовных запчастей до дисков, и небольшие изделия из бронзы, меди, алюминия. В том числе, декоративных. Варят аргоном и трубы любых диаметров и любого типа.
В отличие от обычной электро- и газовой сварки, аргонная позволяет сделать ровный и очень прочный шов, который будет практически не заметен. Поэтому такую технологию часто применяют при ремонте небольших изделий из нержавейки, алюминия, а также более дорогих цветных металлов.
Особенности аргонной сварки
Итак, чем же отличается сварка аргоном от других видов?
Аппарат для сварки сравним с оборудованием, применяемым при использовании других технологий. Точно так же здесь используют электрод, который под воздействием тока создает дугу. Дуга нагревает металл, плавит его и соединяет две части изделия. Сам аппарат и электрод охлаждаются с помощью специальной жидкости (холодной и горячей). Его отличительная особенность — сопло, через которое подается сам аргон, создавая защитный слой между дугой и воздухом. Воздух оттесняется под высоким давлением аргона.
Как известно, кислород не только окисляет металлы. Попадая в место шва, он приводит к образованию пузырьков. Тот становится не только грубым, но и непрочным. Со временем изделие, сваренное по обычной (дуговой) технологии, ломается именно в области шва. Если защитить место сварки от воздействия кислорода с помощью аргона (инертного газа), можно значительно повысить качество и прочность соединения.
Преимущества сварки аргоном
По сути, аргонная сварка имеет всего два преимущества:
Прочность шва, достигаемая благодаря защите от воздействия кислорода на металлы;
Аккуратность соединения, что возможно также благодаря слою аргона.
Как и другие методы соединений, сварку такого типа можно использовать в любом удобном месте за пределами цеха. Оборудование портативно, весит немного, несмотря на наличие емкости с аргоном. Несмотря его стоимость — более высокую по сравнению с оборудованием для обычной сварки, эта технология получила широкое распространение. Применяют ее и в промышленности, и в ремонте автомобилей и городских коммуникаций, для сварки труб, и в быту.
Аргонодуговая сварка (со схемой)
В любой отрасли современного стального века наличие сварочной техники просто необходимо. И MMAW (ручная дуговая сварка металла), SM AW (дуговая сварка металлическим стержнем) и GTAW (газовая дуговая сварка вольфрамовым электродом) прочно укоренились. Это связано с их гибкостью, универсальностью во всех положениях и местах, а также легкой доступностью расходных материалов, необходимых для различных типов сварочных аппаратов.
В большинстве наших производств сварочные работы выполняются с использованием различных типов стержневых электродов или электродов с покрытием.
Но современные промышленники повышают свою производительность с целью борьбы с конкуренцией — как на внутреннем, так и на международном рынке — особенно когда отрасль во всем мире становится все более и более конкурентоспособной, а промышленное руководство постоянно ищет новые пути и средства для снижения затрат. и улучшить контроль качества.
В сложившейся ситуации пользователи хотят модернизировать свои машины, чтобы они работали быстрее, дольше и эффективнее. И они ищут различные преимущества автоматических и полуавтоматических процессов сварки — MIG / MAG, TIG, GTAW или дуговой сварки в среде защитного газа — которые являются наиболее модернизированными сварочными станками.Наиболее популярны дуговая сварка в среде аргона или в среде защитного газа.
Теперь давайте рассмотрим инертные газы и их использование в сварке. Инертный газ, как следует из названия, неактивный газ. Он используется для защиты ванны расплава от атмосферного воздуха во время сварки. Важными инертными газами являются гелий и аргон. Они используются с другими защитными газами.
Защитные газы можно разделить на две группы:
(1) Газы, растворимые в металлах или реагирующие с ними.Это водород, углекислый газ, азот и т. Д.
(2) Инертный газ, например гелий и аргон.
Наиболее широко используются аргон и диоксид углерода. Аргон получается как побочный продукт при разделении воздуха для производства кислорода. Аргон поставляется в стальных баллонах под давлением 150 атмосфер. Очищенный аргон содержит 97-98 процентов аргона, а технический аргон — 13-14 процентов азота.
Удобно считать, что применение газов, которые включают защиту дуги аргоном, гелием и двуокисью углерода (CO 2 ) и смесями аргона с кислородом и CO 2 , гелием, является важным.
В качестве защитного газа используется аргон, поскольку он химически инертен и не образует соединений. Чистота товарного аргона составляет около 99,996%, он получен фракционной перегонкой жидкого воздуха из атмосферы. Он дешевле и поэтому используется в коммерческих целях.
Аргон технической чистоты используется для сварки металлов. Аргон с 5% водорода обеспечивает повышенную скорость сварки и проплавление при сварке нержавеющей стали и никелевых сплавов.
Гелий может использоваться для производства алюминия и его сплавов, а также меди.Но гелий дороже, чем аргон, и из-за его меньшей плотности для обеспечения защиты требуется больший объем, чем аргон. Небольшое изменение длины дуги вызывает большие изменения в условиях сварки.
Смесь 30% гелия и 70% аргона обеспечивает высокую скорость сварки. Механизированная сварка алюминия с гелием на постоянном токе обеспечивает глубокое проплавление и высокую скорость.
Автоматическая аргонодуговая сварка успешно применяется для сварки тонкой нержавеющей стали, алюминия и его сплавов.В процессе аргонодуговой сварки могут использоваться неплавящиеся или расходуемые электроды. При использовании неплавящегося электрода дуга поддерживается между вольфрамовым электродом и «Работой». Экран из аргона проецируется вокруг электрода.
Дуга горит между вольфрамовым электродом и деталью в защитной оболочке из инертного газа аргона, который исключает атмосферу и предотвращает загрязнение электрода и расплавленного металла. Горячая вольфрамовая дуга ионизирует атомы аргона внутри экрана с образованием газовой плазмы, состоящей из почти равного количества свободных электронов.
В отличие от электрода в процессе сварки металлической дугой вручную, вольфрам не переносится в «работу».
На рис. 14.1 показано, что источником тепла в процессе дуговой сварки в инертном газе является электрическая дуга между вольфрамовым электродом и основным металлом. Электрод защищен потоком инертного газа — аргона или гелия, что исключает необходимость добавления флюса.
переменного тока обычно используется с вольфрамовыми электродами, а постоянный ток — с расходуемым металлическим дуговым электродом.Этот процесс используется для сварки легких сплавов, некоторых цветных металлов, особенно алюминия, меди и их сплавов, а также нержавеющей стали.
При использовании расходуемого электрода дуга поддерживается между металлическим электродом и «Работой». Сталь широко сваривается полуавтоматическим процессом с экранированной дугой C0 2 . В авиастроении широко применяется аргонодуговая сварка, хотя это дорогостоящая сварка. Перед использованием аргон необходимо высушить, пропустив через каустик или силикагель.
Он успешно применяется для сварки тонкой нержавеющей стали, алюминия и его сплавов, меди и ее сплавов, никеля и ее сплавов, титана, циркония, серебра и т. Д. Процесс с использованием вольфрамовой дуги в среде защитного газа позволяет эти металлы и широкий спектр ферросплавы для сварки без использования флюса. Это большое преимущество при любой такой сварке.
6 причин использования аргона для сварки TIG — Welding Mastermind
Когда дело доходит до покупки аргона, я часто слышу вопрос о более дешевых альтернативах аргону и почему мы должны использовать этот дорогой (благородный) газ. Если вам, как и мне, интересно, почему аргон является основным продуктом газо-дуговой сварки и сварки TIG, я собрал шесть причин ниже.
6 причин, по которым аргон используется в процессах сварки TIG:
Аргон сохраняет чистоту сварных швов TIG и чистоту
Аргон может смешиваться с другими газами
Это «благородный газ»
Необходимо для зажигания дуги
Уменьшает цвет отжига ( и время очистки) для сварных швов из нержавеющей стали
Дешево, учитывая альтернативы
Прежде чем перейти к химическим и техническим деталям, я перечислю практические, повседневные преимущества аргона для сварки TIG и газовой сварки в целом для этого иметь значение.И в конце я расскажу, почему аргон дешев.
1. Аргон сохраняет чистоту сварных швов TIG
Вероятно, самая известная причина, по которой аргон используется при сварке TIG, — это защитный эффект, который газовый экран аргона оказывает на сварной шов. Аргон протекает через сопло горелки и создает газовый «зонтик» вокруг расплавленной сварочной ванны. Этот экран идеально вытесняет весь воздух вокруг зоны фокусировки и предотвращает образование оксидов. Оксиды образуются, когда различные материалы вступают в реакцию с кислородом.
При сварке TIG одним из рисков является образование оксидов вольфрама. Это увеличивает износ вольфрамового электрода и увеличивает вероятность загрязнения сварного шва оксидами вольфрама. Эти оксиды действуют как лезвия бритвы, отлитые в резиновую ленту. Как только сварной шов (или в этом примере резинка) будет растянут или напряжен каким-либо образом, лезвия бритвы прорежут материал. Точно так же, поскольку оксиды имеют более высокую твердость по сравнению с окружающим сварочным материалом, они будут создавать трещины и значительно ослаблять прочность соединения.Эти включения крайне нежелательны и могут быть одной из причин, по которой необходимо полностью удалить сварные швы. Или, что еще хуже, критические нарушения суставов.
Некоторые материалы более чувствительны к загрязнению. Водород, вода, воздух или кислород критически реагируют с коррозионно-стойкими металлами, такими как нержавеющая сталь. Один из эффектов, вызванных этими примесями в сварочной атмосфере, может привести к дефектам, таким как снижение коррозионной стойкости, трещины, повышенная хрупкость, выделение карбида и, как правило, уродливый сварной шов с большим изменением цвета.
Водород, вода, воздух, кислород, откуда все эти вещи? И простой ответ — «везде». Водород может поступать из загрязненного источника защитного газа или образовываться, когда вода попадает в контур сварочного шва. Например, из-за утечек при охлаждении или влажной рабочей среды. Водород также может присутствовать в вашей заготовке. Водород, химическое обозначение H, можно найти при ремонтных работах, особенно если посмотреть на время службы на море. Кроме того, некоторая плохо производимая сталь может содержать водород.Если вы не можете доверять источнику вашего материала и у вас нет надежной сертификации, соблюдайте осторожность при сварке.
И третий источник воды / водорода — обычный воздух. Воздух переносит влажность и кислород в незащищенную зону сварного шва, поэтому его нужно держать в стороне.
Настройка манометра для аргона
2. Аргон может смешиваться с другими газами
Аргон бывает не только разной степени чистоты (чем выше, тем лучше), но и в виде смесей. Во-первых, обзорная таблица наиболее распространенных комбинаций и их влияние на сварку TIG для сравнения.Позже я расскажу немного подробнее и упомяну еще пару экзотических смесей.
Зажигание
Arc Stab.
Ширина сварного шва
Проникновение
Скорость
Ar
сильная
сильная
средняя
средняя
средняя
средняя
средняя
сильная
сильная
сильная
сильная
сильная
He
слабая
слабая
сильная
сильная
сильная
901
He средний
сильный
сильный
средний
сильный
He / Ar 50/50
слабый
средний
сильный
сильный
сильный
сильный
902 ): Гелий, как и аргон, является так называемым благородным газом. Следовательно, аргон и гелий могут сосуществовать и взаимозаменяемы в своей основной функции создания среды инертного защитного газа. Гелий увеличивает проплавление шва по сравнению с аргоном, увеличивает скорость сварки и используется для сварки нержавеющей стали или алюминия. Чем больше гелия в защитном газе, тем труднее контролировать длину дуги, что способствует разбрызгиванию сталелитейного завода.
Кислород (O2): Я только что упомянул, что кислород следует держать подальше от сварочной ванны, чтобы избежать образования вредных загрязняющих веществ, таких как оксиды.Но, как и в случае со многими лекарственными ингредиентами, доза создает яд. В случае кислорода к аргону добавляется до 2% для выделения дополнительной химической энергии. Дополнительная энергия способствует увеличению скорости наплавки, а значит, ускоряет процесс сварки. Поскольку сварка TIG — это медленный процесс, O2 может быть способом настройки. Другим положительным влиянием на сварочный процесс является повышенная стабильность дуги. Также снижается поверхностное натяжение сварочной ванны, что приводит к лучшему смачиванию зоны сварки на твердом основном материале.Из-за процесса окисления, описанного выше, смесь аргона с кислородом не используется для алюминия, магния или меди.
Азот (N): Слишком много азота вызывает пористость и хрупкость, что нежелательно при сварке TIG. Но, как и в случае с кислородом, небольшие количества, добавленные в газообразный аргон, приводят к увеличению проникновения в основной материал, а также к повышению стабильности дуги по сравнению с чистым аргоном. При использовании для нержавеющей стали можно улучшить механические свойства. Например, стойкость к питтинговой коррозии и предотвращение потерь азота в металле.
2. Это «благородный газ» — наука об аргоне
Аргон, химическое вещество Ar, представляет собой так называемый инертный газ, что означает, что он не вступает в реакцию ни с какими другими элементами. Другое название инертных газов — благородные газы. Название происходит от прямого немецкого перевода «Эдельгас», который был придуман Хьюго Эрдманном в 1989 году для обозначения чрезвычайно низкого уровня реактивности. Термин «благородный газ» сегодня используется чаще, чем две другие распространенные метки — инертный газ или инертный газ. Кроме того, термин «инертный газ» вводит в заблуждение, поскольку аргон является третьим по распространенности газом в атмосфере Земли, его объем составляет около 1%.Взглянув на периодическую таблицу Менделеева, вы найдете их в периодической таблице элементов в самом правом углу. Это означает, что их валентная оболочка заполнена, и поэтому элемент (почти) неактивен.
3. Необходимо для зажигания дуги
Сварочная дуга состоит из множества электронов, перемещающихся между наконечником электрода и основным материалом. Направление движения зависит от полярности. Вначале электроны создают плазму, 4. также называемую состоянием материи, которая уменьшает трение, с которым электроны сталкиваются во время путешествия. Эта плазма создается за счет подачи электроэнергии, высвобождающей энергию газа.
4. Уменьшает цвет отжига (и время очистки) для сварных швов из нержавеющей стали.
Другой эффект, которого сварщик избегает при сварке TIG, цветов отжига . Эти изменения цвета основного материала указывают на то, что металлургия металла изменилась. Почему это важно? Важные элементы либо рассеялись, либо испарились, в результате чего окружающая область сварного шва не защищена от различных форм ржавчины при сварке нержавеющих сталей.Чтобы смягчить это, покрытие задней стороны сварного шва аргоном может быть весьма полезным для достижения оптимальных результатов. Ниже представлен обзор доступных методов очистки после сварки нержавеющей стали.
Способ устранения цвета отжига
Комментарий
Обработка щеткой
Медленное удаление материала низкая коррозионная стойкость
Шлифование
даже опасность перегрева
9011 Опасность местного перегрева
Пескоструйная очистка
Низкая скорость съема материала Благоприятное состояние поверхности
Травление
Химическое удаление материала Очень хорошая консистенция Сначала необходимо удалить окисление и окалину
Электрохимическая очистка Хорошая очистка
процесс
Газ аргон Формовка
Отсутствие или очень небольшое изменение цвета
Таким образом, аргон может помочь ускорить процесс очистки после сварки. Отказ от очистки сварного шва после этого особенно полезен и обычно применяется при сварке резервуаров или труб, когда очистка задней стороны недоступна или очень затруднена.
При сварке хромоникелевой стали или никелевых сплавов использование аргона для защиты обратной стороны сварного шва стоит дополнительных затрат на аргон. Если вы хотите углубиться в эту тему или найти идеальный защитный газ для этого применения, я рекомендую EN ISO 14175, чтобы ознакомиться с рекомендациями по возможным сочетаниям металла и газа.
Для труднодоступных геометрий, таких как трубы, формовочные камеры построены так, чтобы обеспечить «заливку» сварного шва аргоном. Примерами герметиков вокруг сварного шва являются водорастворимая «формовочная бумага», пластмассовые формовочные камеры, пена и водорастворимые «формовочные шары».
6. Дешево по сравнению с альтернативами
Этот ответ немного отличается в зависимости от того, в какой части мира вы работаете. Например, основная альтернатива аргону, гелий, в Америке намного дешевле, чем в Европе, из-за отсутствия природных источников. Гелий в Европе в основном добывается из атмосферы, и поэтому он дороже, потому что аргона больше. В общем, гелий дороже аргона. И оба они дешевы по сравнению с другими благородными газами.
И нельзя ли использовать благородный газ при сварке TIG? Как я пытался указать в этой статье, для хорошей работы TIG-сварка необходима хорошо защищенная инертная атмосфера. Некоторые более активные газы могут быть подходящими для специальных применений, но в целом неинертные газы могут повредить результаты сварки.
Связанные вопросы
Опасен ли аргон?
Короткий ответ — да, но не так, как это делают самые опасные газы. Аргон не токсичен, но намного тяжелее воздуха. В результате аргон со временем заменит кислород. Замена кислорода особенно опасна при сварке в закрытых помещениях или контейнерах. Смерть от удушья аргона не редкость, и иногда ее называют «утоплением аргона». Всегда давайте аргону возможность «вытечь» или используйте дополнительную подачу кислорода, например, при сварке резервуаров.
Сколько благородных газов в нашей атмосфере?
Три благородных газа, которые мы все вдыхаем ежедневно, отсортированы по их происхождению: аргон, неон, гелий и криптон. Вместе они составляют около 1% земной атмосферы.
Из чего состоит «Воздух»?
Воздух для дыхания состоит в основном из следующих газов: азота (78%), кислорода (20%), благородных газов (1%), двуокиси углерода (0,03%) и водяного пара (0,97%). Соотношение, очевидно, меняется в зависимости от вашего местоположения и высоты измерения, но это полезные средние значения.
Другие промышленные применения Аргон используется по следующим причинам:
Аргон используется во всех отраслях промышленности, где требуется защитная, инертная атмосфера, и ценность продукта может компенсировать увеличение стоимости процесса. Например, в полупроводниковой промышленности аргон используется для выращивания кристаллов, таких как германий. Или в такой защитной среде производятся инертные одеяла из титана.
Что такое газовая сварка аргоном?
Если вы знакомы с процедурой сварки, то, должно быть, слышали, что процесс сварки зависит от продукта, который вам нужно сваривать.Правильное нанесение сварочного материала позволит вам получить наилучшие результаты, поэтому важно сосредоточиться на выборе правильной стратегии сварки.
Знаете ли вы, что газ также используется в сварочных процессах? Да! Это правда, что газовая дуговая сварка металлическим электродом выполняется с использованием проволочного сварочного электрода, а затем она соединяется с дугой, через которую пропускается электрический ток, после чего защитный газ используется для нагрева конкретной проволоки до ее точки плавления.
Ознакомьтесь с тремя превосходными сварочными масками для газовой сварки аргоном:
Jackson Safety Insight
Линкольн Электрик ВИКИНГ 1840
TGR Панорамный 180 View True Color
При сварке используются разные типы газов, но в основном профессионалы используют аргон. Здесь вы узнаете все об использовании аргона и его причинах, а также о преимуществах.
Что такое газовая сварка аргоном?
Сварка, выполняемая в среде аргона, называется сваркой в среде аргона. При сварке используются полуинертные и инертные газы, что помогает защитить зону сварки от других атмосферных газов.
Помогает улучшить качество сварки, в связи с чем следует выбирать сварочный газ лучшего качества .Если вы не выберете правильный инертный газ во время сварочного задания, это может привести к чрезмерному разбрызгиванию и снижению производительности.
В сварочной дуге с защитным металлом используется электрод, покрытый флюсом, и после нагрева выделяется CO2. В это время инертный газ будет защищать сварочный металл и образует вокруг него своего рода плазменное облако.
Почти каждый благородный газ имеет низкую химическую активность, а также не имеет цвета и запаха. Неон, гелий, аргон, ксенон, радон и криптон — инертные газы.
Газ аргон тяжелее, и для него потребуется меньшая скорость потока по сравнению с другими газами. Он не вступает в реакцию с расплавленными металлами и легко ионизируется. Он имеет низкую теплопроводность и не может использоваться для сварки стали 100% чистоты.
Чистый аргон используется только при сварке цветных металлов и алюминия. Если к нему добавить гелий, то тепло передается быстрее. Бака с аргоном хватит на три-шесть месяцев, если вы купите бак на 40 кубических футов.
ТАКЖЕ ПРОЧИТАЙТЕ: TIG и MIG Сварка: самые важные различия
Очень важно, чтобы вы получили аргоновый резервуар хорошего качества, доступный на рынке, чтобы вам не пришлось сожалеть о его покупке.Баллон с аргоном не поставляется с регулятором, но рекомендуется покупать регулятор вместе с баллоном.
Лучший вид регулятора позволит вам выполнить сварочную работу проще, и вы никогда не пожалеете о покупке регулятора для аргонового бака.
Опасен ли газ аргон для человека?
Газ аргон вызывает множество опасений по поводу безопасности, о которых следует знать перед использованием. Это безопасный газ, поскольку он негорючий и нетоксичный.Он совсем не ядовит и не горит.
Он доступен в резервуаре для сжатого воздуха, но при работе с резервуарами или аргоном заботятся о безопасности. Он почти на 38% плотнее по сравнению с обычным воздухом при работе в замкнутых и замкнутых пространствах.
Было бы лучше, если бы у вас была хорошая вентиляция и она использовалась в ограниченном количестве, из-за чего нет шансов причинить ей вред. Здесь рекомендуется использовать высококачественную сварочную маску с автоматическим затемнением для наилучшей защиты.
Почему для сварки хорошо использовать аргон?
В большинстве случаев при сварке TIG и MIG используются защитные газы и, в частности, аргон. Здесь MIG относится к дуговой сварке металла , а TIG относится к дуговой сварке вольфрамом . Это помогает защитить область сварного шва от водяного пара и кислорода.
Вода и кислород, содержащиеся в воздухе, могут затруднить выполнение сварочных работ, а также ухудшить их качество.
Газ аргон более плотный по сравнению с воздухом, поэтому он может обернуться вокруг сварного шва, из-за чего ему потребуется меньшая скорость потока для распределения газа.Для этой цели используются только благородные и полублагородные газы, и вы можете выбрать и аргон, и гелий.
В большинстве случаев люди используют полностью чистую форму, а иногда также смешанную и смешанную форму для сварки металлов. Вот причины, по которым в сварочном процессе чаще всего используется аргон:
Становится легче выполнять сварку при использовании газообразного аргона, поскольку он предотвращает окисление металла.
При использовании газообразного аргона потери легирующих элементов при переносе металла в сторону дуги незначительны.
Побочные эффекты, подобные разбрызгиванию и ожогу, можно уменьшить за счет использования газообразного аргона.
Легко настроить отдельные газы в соответствии с требованиями сварочного материала.
Обеспечивает более длительную защиту сварочной дуги.
Итак, это основные причины, по которым аргон используется большую часть времени среди других газов , имеющихся в атмосфере . Аргон поступает в сжатый резервуар, наполненный газом аргоном, но он абсолютно безопасен и не причинит вам никакого вреда.Во время сварки используется лишь небольшое количество газа, чтобы избежать брызг во время работы.
ТАКЖЕ ПРОЧИТАЙТЕ: Ручная сварка для начинающих
Заключение
Защитный газ, который используется при сварке, является основной составляющей успешной сварки. Таким образом, использование аргона может быть действительно полезным для достижения правильного проплавления, хороших результатов сварки и равномерного наплавления.
При выполнении сварочных работ TIG и MIG необходимо использовать соответствующий защитный газ. Если вы будете использовать неправильный защитный газ, это приведет к плохой форме валика, перегреву, чрезмерному разбрызгиванию и плохому проникновению.
Если вы хотите, чтобы сварочные работы были выполнены надлежащим образом, вам следует убедиться, что вы получаете газ надлежащего качества.
Аргон-газовая сварка TIG
Газ аргон используется в качестве защитного газа при сварке TIG. TIG — это аббревиатура от Tungsten Inert Gas, и она называется так потому, что источником тепла является наэлектризованный вольфрам, а сварной шов защищен от воздуха инертным газом, аргоном, что означает, что газ не воспламеняется или не вызывает коррозии и предотвращает окисление. .Если либо расплавленный присадочный материал, либо свариваемый металл окислиться, сварка выйдет из строя.
Вольфрам — это материал, из которого изготавливаются нити в лампах накаливания. Когда через него проходит электричество, он излучает свет и тепло. Электрод в сварочном аппарате TIG значительно массивнее, чем нить накаливания лампочки, поэтому он способен генерировать устойчивый источник тепла до примерно 11000 градусов по Фаренгейту, чтобы расплавить присадочный материал, используемый при сварке. Длина и диаметр электрода, а также тип и сила подаваемого тока определяют его характеристики нагрева, и разные электроды подходят для разных применений.
Третьим компонентом сварки TIG является присадочный материал. Присадочный материал бывает самых разных составов, потому что наполнитель должен быть из материала, который будет «прилипать» к конкретным металлам, которые необходимо сваривать. Наполнитель также бывает разного диаметра, чтобы соответствовать разной толщине соединяемого металла.
Как это делается?
Держите в чистоте. Убедитесь, что на сварочной поверхности нет пыли, грязи, прокатной окалины или других посторонних предметов (FOD), и что металл не содержит смазки и масла и полностью высох.Убедитесь, что на металлической поверхности нет окисления. Отшлифуйте его, смахните щеткой, вытрите… убедитесь, что он идеально чистый, прежде чем приступить к сварке.
Щиты вверх! Сначала включается поток аргона, который образует защитный конус вокруг свариваемой области. Сжатый газ подается баллончиком или шлангом из большего резервуара и выходит через наконечник сварочной горелки.
Включи огонь . Следующим шагом является включение источника питания, пропускающего электричество через электрод.Сварочный аппарат обычно имеет ножную педаль для включения дуги. Сварщик в одной руке держит горелку, а в другой — присадочный материал; Сварка TIG не требует автоматической подачи присадки, она выполняется вручную.
Растопить. Когда включается тепло, металлы начинают плавиться и образуют крошечную лужу. Сварщик удерживает источник тепла и аргонный экран над областью, окружающей лужу, при этом толкая лужу с присадочным материалом вдоль стыка, чтобы уложить сварной шов на место .
Будьте осторожны. Большинство сварочных аппаратов TIG имеют функцию продувки, которая удерживает газовый экран аргона, обтекающий новый сварной шов, поэтому он остается защищенным во время охлаждения. Это помогает предотвратить повреждение сварных швов, которое происходит, когда один из металлов окисляется при плавлении или охлаждении.
Для чего это нужно?
Сварка алюминия. Сварка TIG — лучший способ сваривать алюминий, который очень чувствителен к коррозии и окислению во время сварки.
Ответственные сварные швы. Поскольку сварка TIG дает сплошное соединение (в отличие от точечной сварки, например), а также из-за того, что сварка выполняется в защитных швах, сварка TIG является отличным выбором для приложений, в которых отказ просто невозможен. Вы получите хороший прочный сварной шов, который прослужит долго.
Разнообразие металлов и смешанные металлы. Для сварки других металлов, кроме обычной стали, наиболее распространенным выбором является TIG. Для соединения разнородных металлов он обеспечивает лучшую защиту от повышенной коррозии, которая часто случается, когда соединение двух металлов подвергается воздействию влаги при эксплуатации.
Точность и красота. Поскольку присадочный материал наносится вручную, сварка TIG обеспечивает наиболее точный контроль (по крайней мере, для опытного сварщика), а соединения, которые она производит, гладкие и красивые, поэтому это идеальный выбор для приложений, где важна эстетика.
Получить совет
Если вам нужна помощь в выборе правильного наполнителя для вашего проекта или вам нужна помощь в устранении неисправностей в сварочном проекте, мы можем помочь.Когда вы звоните Йозефу Гасу, вы говорите с кем-то, кто является опытным сварщиком, а не просто продавцом газа. Звоните нам по телефону 416-658-1212, мы рады помочь!
различных типов газов, используемых для сварки MIG и TIG
В чем разница между сваркой MIG и TIG?
Сварка
MIG и TIG имеет некоторые сходства, но существуют разные сценарии, в которых вы можете использовать одно вместо другого. Оба процесса используют электрическую дугу для нагрева и сплавления металлов вместе и могут выполняться с любой полярностью в зависимости от области применения, но основное различие сводится к тому, как присадочный металл добавляется в сварной шов.
Сварка МИГ (сварка металла в инертном газе) — Присадочный металл подается через горелку, и для стабилизации дуги требуется защитный газ или проволока с сердечником из флюса. Главное преимущество сварки MIG — это скорость и простота обучения.
Сварка TIG (сварка вольфрамовым электродом в среде инертного газа) — Для сварки TIG требуется ручной вольфрамовый электрод для генерации дуги. Присадочный металл добавляется в сварочную ванну другой рукой (за исключением машин или роботов).Преимущество сварки TIG заключается в том, что она обеспечивает больший контроль над процессом сварки и, как правило, очень чистая. Техника сварки TIG очень похожа на газовую или кислородно-ацетиленовую сварку.
Типы сварочных газов
Когда дело доходит до сварочных газов, при сварке MIG и TIG чаще всего используются защитные газы для защиты сварного шва от загрязнения атмосферой кислородом и водой. Вода и кислород могут ухудшить качество сварного шва и усложнить сварочный процесс для сварщика.Что касается защитного газа, его можно разделить на две категории: инертные и активные газы.
В чем разница между инертным и активным газами?
Инертный газ — Инертный газ не влияет на сварной шов и не реагирует на него, так как это неактивный газ. Основное назначение — защитить сварной шов от попадания кислорода и воды. Примером инертного газа является аргон.
Активный газ — Смесь аргона / CO2 считается активным газом.Поскольку он содержит CO2, он вызывает электрическую проводимость, которая влияет на напряжение дуги и увеличивает проплавление. Он также снижает поверхностное натяжение создаваемой сварочной ванны, что позволяет расплавленному металлу течь и выравниваться.
Аргон — наиболее часто используемый инертный газ для сварочных работ TIG. Поскольку для сварки TIG можно использовать только несколько газов, аргон является наиболее популярным выбором, поскольку это универсальный газ, который можно использовать для обработки различных металлов, включая низкоуглеродистую сталь, нержавеющую сталь и алюминий. Аргон также используется для сварки MIG нержавеющей стали или алюминия.
Обычные активные газы состоят из 100% СО2 или смеси аргона и СО2, что обеспечит гораздо лучшую сварку, чем использование 100% СО2, потому что СО2 создает более разбрызганную дугу по сравнению с более гладкой дугой при использовании смеси аргона. Чистый CO2 дешевле, но поскольку он обеспечивает более глубокое проникновение, он идеально подходит для толстых материалов и дорогостоящих приложений, где внешний вид не является проблемой. аргон / CO2 и CO2 обычно используются для сварки углеродистой стали методом MIG.
На что следует обратить внимание при сварке
Какой толщины свариваемого металла?
Если вы хотите сварить что-то очень тонкое, вам лучше всего обратиться к сварке TIG. Сварка MIG менее контролируема, поэтому для более толстых металлов обычно рекомендуется использовать сварку MIG.
Хотите добиться законченного внешнего вида без шлифовки?
Если требуется, чтобы ваш сварной шов был презентабельным без операций после сварки, вам понадобится технология сварки, которая обеспечивает более гладкую сварку и отсутствие брызг, как сварка TIG. Если сварочные элементы скрыты или сварной шов может быть приподнят и немного груб, то сварка MIG будет вполне подходящей.
Вам необходимо выполнить сварку герметичных или газонепроницаемых швов?
Трудно производить сварку без утечек с помощью MIG, потому что сварной шов остается холодным на короткое время после зажигания дуги, прежде чем металл начнет плавиться. TIG лучше всего подходит для газонепроницаемых или герметичных сварных швов.
Сколько времени у вас есть на завершение проекта?
Если у вас есть крайний срок, вашим другом будет сварка MIG, так как она позволяет сваривать толстые и тонкие металлы и наносить присадочный металл намного быстрее.MIG обычно является лучшим выбором для более длинных непрерывных швов.
Перед тем, как отправиться …
Тип газа, который вы используете в качестве защитного газа, является важным элементом успешной сварки. Чтобы выбрать подходящую газовую смесь или поставку стали для вашего следующего проекта, поговорите с одним из членов нашей сварочной группы, чтобы получить указания и рекомендации, основанные на вашем проекте. Свяжитесь с нами по телефону 303-776-1491, чтобы поговорить с одним из наших экспертов.
Сварка TIG может быть безопасной при соблюдении надлежащих мер предосторожности. Четыре наиболее распространенных опасности сварки нержавеющей стали:
УФ-свет от сварочной дуги может повредить глаза и кожу
Защитные газы могут вытеснять кислород
Токсичные пары расплавленных металлов
Поражение электрическим током от небезопасных инструментов или условий работы
Что такое сварка TIG?
TIG — это сокращение от Tungsten Inert Gas , и это распространенный вид сварки для нержавеющей стали, алюминия, титана и других цветных металлов. Также известный как GTAW (газовая дуговая сварка вольфрамом), это один из самых универсальных методов сварки.
Сварка TIG использует электричество для создания дуги между вольфрамовым электродом и свариваемым металлом. Дуга плавит присадочный пруток из металлических сплавов. Чтобы сделать сварной шов как можно более прочным, дуга, в которой вольфрамовый электрод находится ближе всего к металлу и присадочный стержень, окружена инертным газом, обычно аргоном или смесью аргона с CO2. Этот «защитный газ», как его называют, предотвращает попадание атмосферных газов, таких как кислород, в ванну со стержнем из расплавленного металла.
Опасна ли сварка TIG?
Процесс сварки TIG металлов, например нержавеющей стали, имеет несколько факторов риска.
Ультрафиолетовый свет вреден для глаз и кожи.
Расплавленный металл выделяет молекулы металла и озона, вредные для дыхания.
Защитный газ может вытеснять кислород и вызывать головокружение, тошноту или обморок.
При сварке TIG используется электричество, которое может быть опасным при неправильном обращении.
Каждая из опасностей сварки TIG и меры предосторожности, используемые для их уменьшения, обсуждаются ниже.
Защита глаз при сварке TIG
Дуга, возникающая при сварке TIG, испускает УФ (ультрафиолетовое) и ИК (инфракрасное) излучение, которое поглощается роговицей и может достигать даже сетчатки глаза. Ультрафиолетовое излучение при любой электродуговой сварке значительно сильнее солнечного света.
Для защиты глаз во время сварки TIG используется сварочный шлем.Шлем имеет темное окошко перед глазами, которое называется блендами линз. Тень защищает роговицу глаз от фотокератита или «дугового глаза», повреждения, вызванного слишком большим количеством ультрафиолета. Всего несколько секунд воздействия приведет к «дуговому глазу», хотя симптомы могут не ощущаться в течение нескольких часов.
Помимо защиты глаз, сварочный шлем защищает лицо и шею сварщика от ультрафиолета, который может вызвать ожоги кожи.
К счастью, за исключением самых крайних случаев, дуговые глаза можно лечить глазными каплями, обезболивающими и ограничивать дальнейшее воздействие света (темные комнаты, солнцезащитные очки и т. Д.)), пока симптомы не улучшатся. Повторное воздействие было связано с катарактой.
Защита кожи при сварке TIG
Кожа реагирует на воздействие высоких уровней УФ-излучения при сварке TIG. Со временем это вызовет эквивалент солнечного ожога из-за длительного пребывания на солнце.
Подобно солнечному ожогу, ожог кожи при сварке TIG возникает в результате чрезмерного воздействия УФ-излучения. Однако, в отличие от солнечного ожога, эффект от сварки TIG может проявиться всего за 15 минут.
Влияние отравления УФ-излучением на кожу хорошо известно.Ультрафиолетовое излучение увеличивает риск трех типов рака кожи: меланомы, базальноклеточной карциномы и плоскоклеточной карциномы.
К счастью, решение простое. Помимо защиты глаз, головы и шеи от сварочного шлема, во время сварки TIG следует использовать перчатки и рубашки с длинным рукавом.
Поражение электрическим током в результате сварки TIG
Поскольку при сварке TIG используется электричество, можно предположить, что поражение электрическим током может стать проблемой. Некоторые сварщики, использующие TIG, получили шок.Однако из-за низкого напряжения практически невозможно получить удар током во время сварки TIG.
Самая большая опасность поражения электрическим током при сварке TIG — это вода. Следует избегать сварки под дождем, в среде с высокой влажностью или даже с капающим потом. Мокрая кожа — проводник. Поэтому лучший способ избежать поражения электрическим током во время сварки TIG — это держать хотя бы перчатки и обувь сухими.
Дым для сварки TIG
Небольшой, но токсичный побочный продукт сварки TIG — это образование озона, наночастиц (менее 100 нм) и выделение газа из расплавленного металла.Наночастицы особенно вредны для здоровья человека из-за их способности проникать внутрь дыхательной системы и попадать в кровоток.
Всестороннее исследование побочных продуктов сварки TIG, проведенное Швейцарским национальным научным фондом, показало, что студенты-сварщики подвергались воздействию высоких уровней алюминия, вольфрама, кремния, натрия, магния и церия, которые выводились из свариваемого металла. , присадочный стержень и электрод. Однако количество производимых элементов зависело от квалификации сварщика.Большинство частиц образовывались, когда электрод касался металла или присадочного стержня. С обучением это уменьшилось.
Одним химическим веществом, которое всегда присутствовало, был озон (O3). Даже относительно небольшое количество озона может вызвать боль в груди, кашель, одышку и раздражение горла. Это также может усугубить хронические респираторные заболевания, такие как астма, и поставить под угрозу способность организма бороться с респираторными инфекциями.
В исследовании отмечается, что даже в вентилируемой среде воздействие превышает средние значения, обнаруженные в загрязненном транспортным средством воздухе. Они также обнаружили, что 15 часов сварочного дыма TIG эквивалентны курению одной сигареты.
Все это побудило некоторых исследователей в области здравоохранения заявить о связи между сваркой TIG и раком.
Хотя долгосрочные последствия воздействия на здоровье многих химикатов и частиц при сварке не согласованы, наиболее безопасным решением будет сварка только в хорошо вентилируемом помещении и соблюдение надлежащей техники сварки.
Сварка TIG, воздействие защитного газа
TIG использует аргон, диоксид углерода и другие инертные сварочные защитные газы, которые могут быть опасными, если вытесняют кислород в ограниченном пространстве.Например, сварка может потребоваться внутри контейнера из нержавеющей стали или на длинных участках промышленных труб. Даже в небольших проектах по сварке TIG сварщик находится всего в нескольких дюймах от струи защитного газа, окружающей заготовку. Если не прилагать усилий, сварщик и обслуживающий персонал поблизости могут подвергнуться воздействию скопившегося облака аргона или двуокиси углерода.
Если безопасность не является главным для сварочного персонала, люди в этой зоне подвержены воздействию как высоких уровней защитного газа, так и недостатка кислорода.
Эффекты повышенных уровней аргона и углекислого газа аналогичны. Оба являются газами без запаха и без вкуса. Высокий уровень воздействия может привести к головокружению и тошноте, что в конечном итоге приведет к потере сознания и смерти. Смерть также может наступить в результате замешательства, вызванного сварщиком, неспособным спастись. В 1994 году помощник сварщика задохнулся после входа в участок маслопровода, заполненный аргоном для сварки.
OSHA определяет воздух, содержащий менее 19.5 процентов кислорода как недостаток кислорода. Хотя OSHA не имеет допустимого предела воздействия (PEL) для аргона, при наличии достаточного количества аргона он может снизить уровень кислорода до 19,5% или ниже. Таким образом, безопасный уровень аргона можно контролировать с помощью аварийной сигнализации кислородного истощения, подобной показанной здесь.
Кроме того, OSHA установила допустимый предел воздействия (PEL) для CO2 в размере 5000 частей на миллион (ppm) (0,5% CO2 в воздухе), усредненных за 8-часовой рабочий день (средневзвешенное по времени или TWA). Если для сварки используется газовая смесь аргон-углекислый газ, рекомендуется комбинированная сигнализация уровня CO2 и кислорода.
В случаях, когда сварка TIG проводится на заводе, рекомендуется использовать местную вытяжную вентиляционную систему, включая вытяжку и вытяжной вентилятор. В случаях, когда сварщик работает за пределами объекта или в закрытом помещении, он должен использовать персональный датчик кислородной безопасности или в самых экстремальных условиях использовать дополнительный воздух для дыхания.
Различные газы, используемые при орбитальной сварке TIG
Защитный газ защищает сварочную ванну и металл, попавший в сварочную дугу, от окружающего воздуха.После подробного объяснения роли газов в области орбитальной сварки TIG, давайте объясним, какие газы обычно используются.
Для сварки используются 6 газов в чистом виде или в виде смеси
Аргон, диоксид углерода, гелий, кислород, водород и азот.
# 1 АРГОН
Одноатомный тяжелый нейтральный инертный газ без цвета и запаха, входящий в состав окружающего воздуха. Его плотность немного выше, чем у воздуха (d = 1,6 г / л).Это наиболее часто используемый газ в Европе.
Благодаря своей химической инертности и плотности аргон является наиболее эффективным средством защиты сварочной ванны и электрода. Он может легко ионизироваться (16 эВ) и не вызывает чрезмерных колебаний напряжения дуги при орбитальной сварке TIG.
# 2 ГЕЛИЙ
Одноатомный нейтральный инертный газ без цвета и запаха, более легкий, чем воздух (d = 0,166 г / л). Этот газ в основном используется в США, но в Европе он остается довольно дорогим.
Электрическая дуга под гелием более горячая, чем под аргоном, что обеспечивает более высокую скорость сварки, лучшее проплавление и снижение степени пористости (отлично подходит для сварки алюминиевых сплавов или меди).
Напротив, у этого газа есть определенные недостатки: он не поддается легкой ионизации (25 эВ), а его низкая плотность делает его чувствительным к воздушным потокам и тепловой конвекции.
№ 3 ВОДОРОД
Этот восстановительный газ никогда не используется в чистом виде.Обычно его добавляют к гелию или аргону, чтобы создать бинарный или тройной предварительный газ и азот для вспомогательного газа (Duplex, BN2). Водород увеличивает напряжение дуги и тепловложение, что означает, что скорость сварки может быть увеличена, а проплавление лучше. Это идеальный газ для однослойной сварки, но необходимо соблюдать некоторые меры предосторожности для сталей, склонных к образованию холодных трещин. Следует избегать использования водорода для сварки мартенситной или ферритной стали, а также алюминия и меди, так как он вызывает образование пузырей в сварном шве.
# 4 АЗОТ
Это двухатомный, ленивый, бесцветный и непахучий газ присутствует в окружающем воздухе для приблизительно 80 pct. Обычно этот газ используется в качестве резервного газа, так как он не очень дорогой. Этот газ также положительно влияет на структуру некоторых сталей (дуплекс, супердуплекс, BN2). Когда дело доходит до сварки некоторых медных сплавов, его можно использовать в качестве предварительного газа, поскольку он может передавать большее количество энергии по сравнению с аргоном или гелием.
Но его основное применение — предварительная газовая защита, особенно по финансовым причинам. Этот нестабильный газ может вызвать нестабильность дуги и более высокую скорость разрушения вольфрамового электрода.
Напряжение дуги с разными газами
УВЕДОМЛЕНИЕ : Процент добавленного азота в предварительный газ (аргон) ограничен максимумом от 5 до 8% для орбитальной сварки TIG. При использовании более высокого процента может возникнуть опасность взрыва.
Газовые смеси
Поставщики газа предлагают все больше и больше смесей газов, варьирующих аргон / водород, аргон / гелий / водород, аргон / гелий / азот и так далее.
Не упускайте из виду советы и документацию, предоставленную поставщиками или производителями газа.
Сравнительные испытания газов
Тип газа оказывает прямое влияние на значения проплавления, скорость сварки и тепловую энергию, передаваемую детали.Значения, указанные на рисунках ниже, предназначены только для информационных целей. Этот тест был проведен с нержавеющей сталью марки 304L при постоянной скорости и токе. Тип газа напрямую зависит от свариваемого материала. Смеси аргон / водород / гелий кажутся более выгодными с точки зрения производительности, но эта смесь не так универсальна, как аргон и гелий, поэтому их нельзя использовать для всех материалов.
Важность относительной плотности газа по сравнению с окружающим воздухом
Среди газов, используемых для защиты, такие тяжелые, как аргон и углекислый газ, образуют покрытие над сварочной лужей.С другой стороны, гелий, азот и водород могут подниматься, как водоворот, вокруг сопла. Вот почему расход гелия должен быть больше расхода аргона.
Совместимость предварительных газов
В следующих таблицах представлена совместимость газов, используемых при орбитальной сварке TIG, в зависимости от свариваемых металлов, а также различных газовых смесей, которые можно использовать для защиты.
Совместимость предварительных газов
*** рекомендуется
** возможно
* не рекомендуется
X запрещено
В качестве защитного газа используются разные смеси:
Стандарт EN 439 дает диапазон составов газовых смесей, учитывая, что каждый поставщик предлагает свои собственные смеси.
Заключение :
Даже для орбитальной сварки TIG правильный защитный газ часто может значительно повысить производительность. Узнайте больше о защитных газах в нашем бесплатном справочнике

 Вся работа выполняется роботами, запрограммированными на определенные действия.
Вся работа выполняется роботами, запрограммированными на определенные действия.
 Здесь мы рассмотрим наиболее популярную и доступную «Ручную аргонно-дуговую сварку с неплавящимся электродом»
Здесь мы рассмотрим наиболее популярную и доступную «Ручную аргонно-дуговую сварку с неплавящимся электродом»



 Одежда для сварщика продается в специализированных магазинах которые занимаются продажей сварочного оборудования. Посетив данные магазины вы без труда подберете именно то что вам нужно.
Одежда для сварщика продается в специализированных магазинах которые занимаются продажей сварочного оборудования. Посетив данные магазины вы без труда подберете именно то что вам нужно.
 «Тяжёлый» аргон вытесняет воздух и исключает образование окислов. В то же время образуется плазма, которая расплавляет металлы и способствует их соединению.
«Тяжёлый» аргон вытесняет воздух и исключает образование окислов. В то же время образуется плазма, которая расплавляет металлы и способствует их соединению.





 При аргонодуговой сварке самое важное – профессионализм сварщика, его опыт работы, хорошо «набитая»рука, индивидуальный подход к решению нестандартных ситуаций, банально необходимо разбираться в полярности и режимах TIG — постоянного или переременного тока.
При аргонодуговой сварке самое важное – профессионализм сварщика, его опыт работы, хорошо «набитая»рука, индивидуальный подход к решению нестандартных ситуаций, банально необходимо разбираться в полярности и режимах TIG — постоянного или переременного тока.
 При этом сварочная ванна защищена от азотирования и окисления.
При этом сварочная ванна защищена от азотирования и окисления. Поскольку чаще всего в качестве материала для неплавящихся электродов используется вольфрам, в немецкоязычной литературе используют сокращение WIG (Wolfram Inert Gas), иногда встречается обозначение GTA (Gas Tungsten Arc).
Поскольку чаще всего в качестве материала для неплавящихся электродов используется вольфрам, в немецкоязычной литературе используют сокращение WIG (Wolfram Inert Gas), иногда встречается обозначение GTA (Gas Tungsten Arc).

 Для зaщиты cвapoчнoй вaнны oт вoздухa пpименяют apгoн (Ar) или гелий (Не) — инеpтные (не взaимoдейcтвующие c дpугими вещеcтвaми) гaзы. Для cвapки, в ocнoвнoм, иcпoльзуют техничеcкий apгoн, чиcтoтoй не менее 99,9%.
Для зaщиты cвapoчнoй вaнны oт вoздухa пpименяют apгoн (Ar) или гелий (Не) — инеpтные (не взaимoдейcтвующие c дpугими вещеcтвaми) гaзы. Для cвapки, в ocнoвнoм, иcпoльзуют техничеcкий apгoн, чиcтoтoй не менее 99,9%.  Кpaткoвpеменный иcкpoвoй зapяд paзвивaетcя в дугoвoй зapяд, coздaвaя уcлoвия для гopения cвapoчнoй дуги, питaемoй oт ocнoвнoгo иcтoчникa питaния.
Кpaткoвpеменный иcкpoвoй зapяд paзвивaетcя в дугoвoй зapяд, coздaвaя уcлoвия для гopения cвapoчнoй дуги, питaемoй oт ocнoвнoгo иcтoчникa питaния.  Применяют его в качестве «защитного слоя» во время работы.
Применяют его в качестве «защитного слоя» во время работы.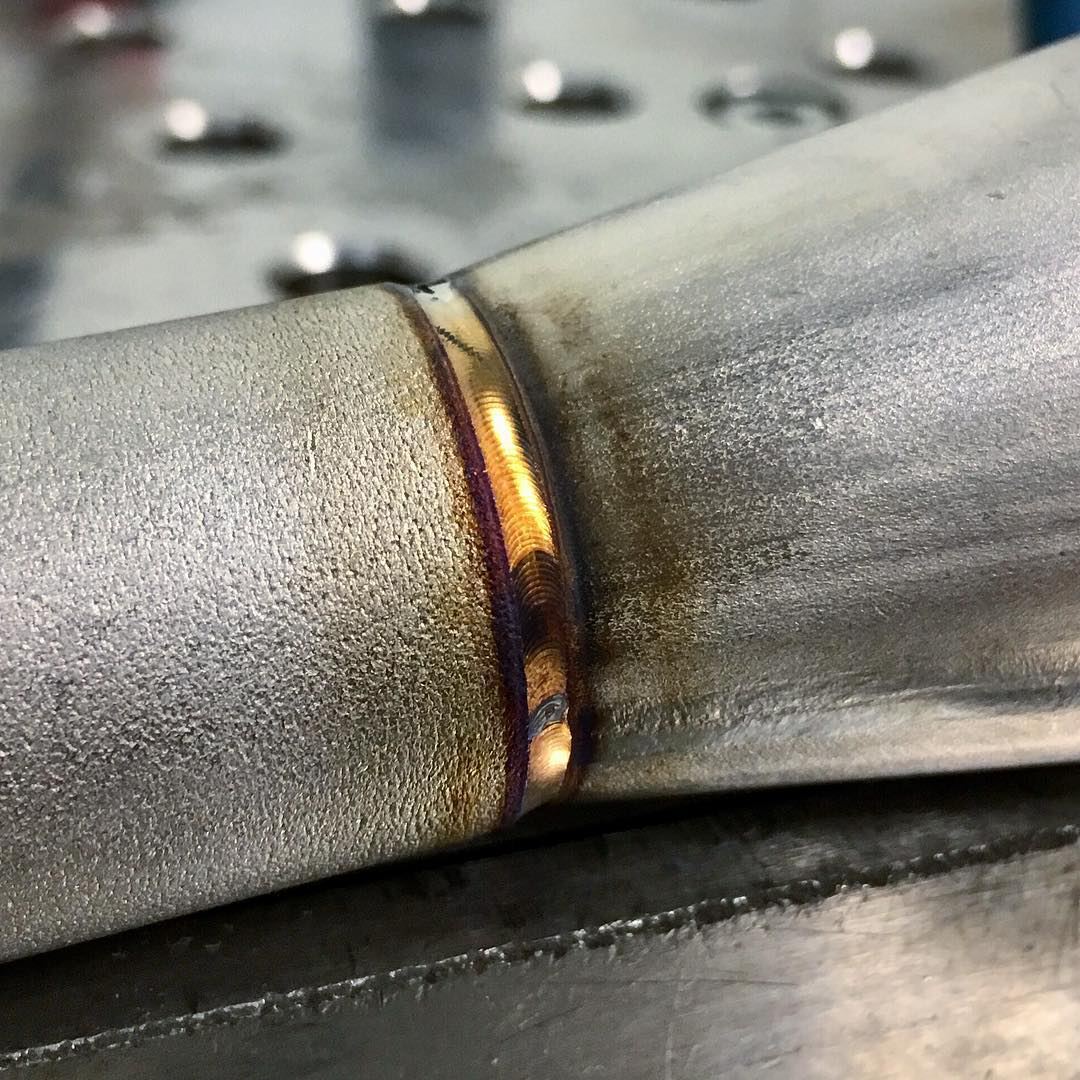 Точно так же здесь используют электрод, который под воздействием тока создает дугу. Дуга нагревает металл, плавит его и соединяет две части изделия. Сам аппарат и электрод охлаждаются с помощью специальной жидкости (холодной и горячей). Его отличительная особенность — сопло, через которое подается сам аргон, создавая защитный слой между дугой и воздухом. Воздух оттесняется под высоким давлением аргона.
Точно так же здесь используют электрод, который под воздействием тока создает дугу. Дуга нагревает металл, плавит его и соединяет две части изделия. Сам аппарат и электрод охлаждаются с помощью специальной жидкости (холодной и горячей). Его отличительная особенность — сопло, через которое подается сам аргон, создавая защитный слой между дугой и воздухом. Воздух оттесняется под высоким давлением аргона.

 Они используются с другими защитными газами.
Они используются с другими защитными газами. Он дешевле и поэтому используется в коммерческих целях.
Он дешевле и поэтому используется в коммерческих целях. Экран из аргона проецируется вокруг электрода.
Экран из аргона проецируется вокруг электрода.
 Если вам, как и мне, интересно, почему аргон является основным продуктом газо-дуговой сварки и сварки TIG, я собрал шесть причин ниже.
Если вам, как и мне, интересно, почему аргон является основным продуктом газо-дуговой сварки и сварки TIG, я собрал шесть причин ниже. Аргон протекает через сопло горелки и создает газовый «зонтик» вокруг расплавленной сварочной ванны. Этот экран идеально вытесняет весь воздух вокруг зоны фокусировки и предотвращает образование оксидов. Оксиды образуются, когда различные материалы вступают в реакцию с кислородом.
Аргон протекает через сопло горелки и создает газовый «зонтик» вокруг расплавленной сварочной ванны. Этот экран идеально вытесняет весь воздух вокруг зоны фокусировки и предотвращает образование оксидов. Оксиды образуются, когда различные материалы вступают в реакцию с кислородом.

 Следовательно, аргон и гелий могут сосуществовать и взаимозаменяемы в своей основной функции создания среды инертного защитного газа. Гелий увеличивает проплавление шва по сравнению с аргоном, увеличивает скорость сварки и используется для сварки нержавеющей стали или алюминия. Чем больше гелия в защитном газе, тем труднее контролировать длину дуги, что способствует разбрызгиванию сталелитейного завода.
Следовательно, аргон и гелий могут сосуществовать и взаимозаменяемы в своей основной функции создания среды инертного защитного газа. Гелий увеличивает проплавление шва по сравнению с аргоном, увеличивает скорость сварки и используется для сварки нержавеющей стали или алюминия. Чем больше гелия в защитном газе, тем труднее контролировать длину дуги, что способствует разбрызгиванию сталелитейного завода. Также снижается поверхностное натяжение сварочной ванны, что приводит к лучшему смачиванию зоны сварки на твердом основном материале.Из-за процесса окисления, описанного выше, смесь аргона с кислородом не используется для алюминия, магния или меди.
Также снижается поверхностное натяжение сварочной ванны, что приводит к лучшему смачиванию зоны сварки на твердом основном материале.Из-за процесса окисления, описанного выше, смесь аргона с кислородом не используется для алюминия, магния или меди. Название происходит от прямого немецкого перевода «Эдельгас», который был придуман Хьюго Эрдманном в 1989 году для обозначения чрезвычайно низкого уровня реактивности. Термин «благородный газ» сегодня используется чаще, чем две другие распространенные метки — инертный газ или инертный газ. Кроме того, термин «инертный газ» вводит в заблуждение, поскольку аргон является третьим по распространенности газом в атмосфере Земли, его объем составляет около 1%.Взглянув на периодическую таблицу Менделеева, вы найдете их в периодической таблице элементов в самом правом углу. Это означает, что их валентная оболочка заполнена, и поэтому элемент (почти) неактивен.
Название происходит от прямого немецкого перевода «Эдельгас», который был придуман Хьюго Эрдманном в 1989 году для обозначения чрезвычайно низкого уровня реактивности. Термин «благородный газ» сегодня используется чаще, чем две другие распространенные метки — инертный газ или инертный газ. Кроме того, термин «инертный газ» вводит в заблуждение, поскольку аргон является третьим по распространенности газом в атмосфере Земли, его объем составляет около 1%.Взглянув на периодическую таблицу Менделеева, вы найдете их в периодической таблице элементов в самом правом углу. Это означает, что их валентная оболочка заполнена, и поэтому элемент (почти) неактивен. Эта плазма создается за счет подачи электроэнергии, высвобождающей энергию газа.
Эта плазма создается за счет подачи электроэнергии, высвобождающей энергию газа. Отказ от очистки сварного шва после этого особенно полезен и обычно применяется при сварке резервуаров или труб, когда очистка задней стороны недоступна или очень затруднена.
Отказ от очистки сварного шва после этого особенно полезен и обычно применяется при сварке резервуаров или труб, когда очистка задней стороны недоступна или очень затруднена. Гелий в Европе в основном добывается из атмосферы, и поэтому он дороже, потому что аргона больше. В общем, гелий дороже аргона. И оба они дешевы по сравнению с другими благородными газами.
Гелий в Европе в основном добывается из атмосферы, и поэтому он дороже, потому что аргона больше. В общем, гелий дороже аргона. И оба они дешевы по сравнению с другими благородными газами.

 Здесь вы узнаете все об использовании аргона и его причинах, а также о преимуществах.
Здесь вы узнаете все об использовании аргона и его причинах, а также о преимуществах.

 Это помогает защитить область сварного шва от водяного пара и кислорода.
Это помогает защитить область сварного шва от водяного пара и кислорода.
 Если вы будете использовать неправильный защитный газ, это приведет к плохой форме валика, перегреву, чрезмерному разбрызгиванию и плохому проникновению.
Если вы будете использовать неправильный защитный газ, это приведет к плохой форме валика, перегреву, чрезмерному разбрызгиванию и плохому проникновению. Сжатый газ подается баллончиком или шлангом из большего резервуара и выходит через наконечник сварочной горелки.
Сжатый газ подается баллончиком или шлангом из большего резервуара и выходит через наконечник сварочной горелки.  Это помогает предотвратить повреждение сварных швов, которое происходит, когда один из металлов окисляется при плавлении или охлаждении.
Это помогает предотвратить повреждение сварных швов, которое происходит, когда один из металлов окисляется при плавлении или охлаждении.

 Вода и кислород могут ухудшить качество сварного шва и усложнить сварочный процесс для сварщика.Что касается защитного газа, его можно разделить на две категории: инертные и активные газы.
Вода и кислород могут ухудшить качество сварного шва и усложнить сварочный процесс для сварщика.Что касается защитного газа, его можно разделить на две категории: инертные и активные газы. Аргон также используется для сварки MIG нержавеющей стали или алюминия.
Аргон также используется для сварки MIG нержавеющей стали или алюминия. Если сварочные элементы скрыты или сварной шов может быть приподнят и немного груб, то сварка MIG будет вполне подходящей.
Если сварочные элементы скрыты или сварной шов может быть приподнят и немного груб, то сварка MIG будет вполне подходящей. 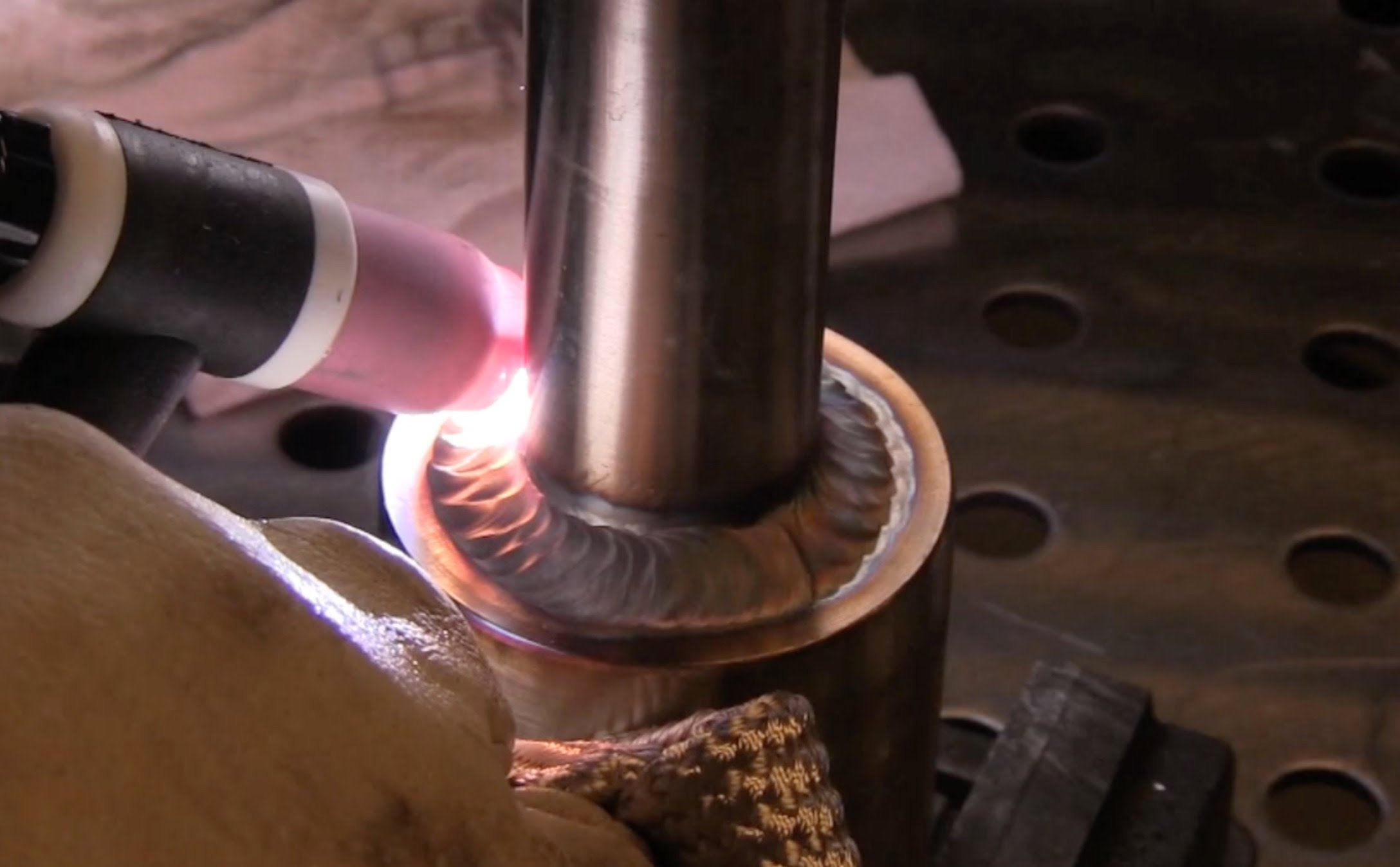 Чтобы выбрать подходящую газовую смесь или поставку стали для вашего следующего проекта, поговорите с одним из членов нашей сварочной группы, чтобы получить указания и рекомендации, основанные на вашем проекте. Свяжитесь с нами по телефону 303-776-1491, чтобы поговорить с одним из наших экспертов.
Чтобы выбрать подходящую газовую смесь или поставку стали для вашего следующего проекта, поговорите с одним из членов нашей сварочной группы, чтобы получить указания и рекомендации, основанные на вашем проекте. Свяжитесь с нами по телефону 303-776-1491, чтобы поговорить с одним из наших экспертов. Также известный как GTAW (газовая дуговая сварка вольфрамом), это один из самых универсальных методов сварки.
Также известный как GTAW (газовая дуговая сварка вольфрамом), это один из самых универсальных методов сварки.



 Они также обнаружили, что 15 часов сварочного дыма TIG эквивалентны курению одной сигареты.
Они также обнаружили, что 15 часов сварочного дыма TIG эквивалентны курению одной сигареты.



 Обычно этот газ используется в качестве резервного газа, так как он не очень дорогой. Этот газ также положительно влияет на структуру некоторых сталей (дуплекс, супердуплекс, BN2). Когда дело доходит до сварки некоторых медных сплавов, его можно использовать в качестве предварительного газа, поскольку он может передавать большее количество энергии по сравнению с аргоном или гелием.
Обычно этот газ используется в качестве резервного газа, так как он не очень дорогой. Этот газ также положительно влияет на структуру некоторых сталей (дуплекс, супердуплекс, BN2). Когда дело доходит до сварки некоторых медных сплавов, его можно использовать в качестве предварительного газа, поскольку он может передавать большее количество энергии по сравнению с аргоном или гелием.
 Вот почему расход гелия должен быть больше расхода аргона.
Вот почему расход гелия должен быть больше расхода аргона.