Что такое дуговая сварка: виды и принцип действия
 Что такое дуговая сварка: виды и принцип действия
Что такое дуговая сварка: виды и принцип действияПроцесс сварки элементов подразумевает создание неразъёмных соединений путём установления межатомных связей между отдельными их частями. Образуются эти связи за счет нагрева, пластического деформирования (давления) или действия обоих факторов.
Источником энергии, способствующим созданию связей при сварке, может быть, в частности, электрический разряд (дуга), лазерный и электронный луч, ультразвук, газовое пламя.
Что такое дуговая сварка
Так, одной из популярных термических (то есть, осуществляющихся при помощи тепловой энергии) считается электрическая дуговая сварка. Принцип ее воздействия заключается в том, что между торцом электрода и изделием при замыкании электросварочного аппарата протекает сварочный ток.

В результате этого образуется электрическая дуга (температура которой может достигать показателя 5000°C), способная нагревать и плавить металлические материалы. Ручная дуговая сварка получила обозначение ММА или РДС (советская литература).

Первый прототип современной электросварки был разработан в 1882 году Николаем Бенардосом, который применял для ее разработки угольные электроды. Сегодня же, электрическая дуговая сварка может производиться при помощи плавящихся и неплавящихся электродов, быть открытой, закрытой или полуоткрытой, а также оказывать прямое и косвенное воздействие.
Виды дуговой сварки
По степени механизации дуговые сварки делятся на ручные, полуавтоматические и автоматические. Кроме этого, дуговые сварки классифицируют и по способу защиты от окружающего воздуха. Так, например, они могут проводиться без защитных факторов. А в качестве защитной среды при их осуществлении могут выступать шлаки или газы.

Технология сварки в защитных газах (которая применяется достаточно часто) была разработана в 1961 году. При ее осуществлении источник тепла (огонь) не гасится до окончания процесса, а электрод и кромки изделия плавятся с образованием шва.
Таким образом, сварочная ванна защищается от воздействия воздуха при помощи специального газа или порошковой проволоки с флюсом (в результате плавления которого образуется газ). Сегодня существуют различные виды сварки, которые получили широчайшее применение во многих сферах.
Однако, ручная дуговая сварка, является самым доступным способом соединения металлов. Особенно востребованной она оказывается в быту, где любые другие виды сварок, попросту проигрывают. С появлением мобильных сварочных инверторов, дуговая сварка обрела вторую жизнь.

Сегодня нет нужды использовать неподъемные трансформаторные аппараты для сварки, достаточно купить инвертор и научиться варить. Подробнее об этом, для новичков, читайте на сайте mmasvarka.ru.
Поделиться в соцсетях
Сварка ручная дуговая — что это такое и принцип действия
Прежде чем приступать к рассмотрению сущности процесса и технологических особенностей, стоит привести разъяснение терминологии.
Сварка ручная дуговая – операция сваривания металла, в качестве источника энергии выступает электрическая дуга.
Электросварка – метод сваривания металлов, который во время нагревания и расплавления предполагает использование электрической дуги, температурный диапазон может достигать 7000 °С и превосходить температурные значения оплавления любых металлов.
Дуговая сварка неплавящимся электродом – осуществляется в защитных средах инертных газов (например, в среде аргона). Один из методов дугового сваривания путем плавления, используемый при обработке алюминия, магния и его сплавов, нержавейки и иного неферромагнитного металла. Процесс работы с неплавким элементом схож с газовой автогенной сваркой. В итоге использования данного метода получаются высококачественные швы.
Механизированная сварка плавящимся электродом – одна из разновидностей дугового способа, процесс которой предполагает подачу плавящегося элемента, перемещение дуги и деталей при помощи механизмов. Во время задействования механизма, без управления оператором, она считается автоматической дуговой сваркой.
Далее разберем более подробно сущность электродуговой сварки, что это такое и технологические нюансы работы с ней.

Принцип действия
Электрическая энергия от сторонних источников (сварочные трансформаторы, агрегаты, преобразователи, инверторные устройства) для получения и работоспособности дуги подается к электроду и свариваемым деталям. Она может быть от источников переменного и постоянного тока.
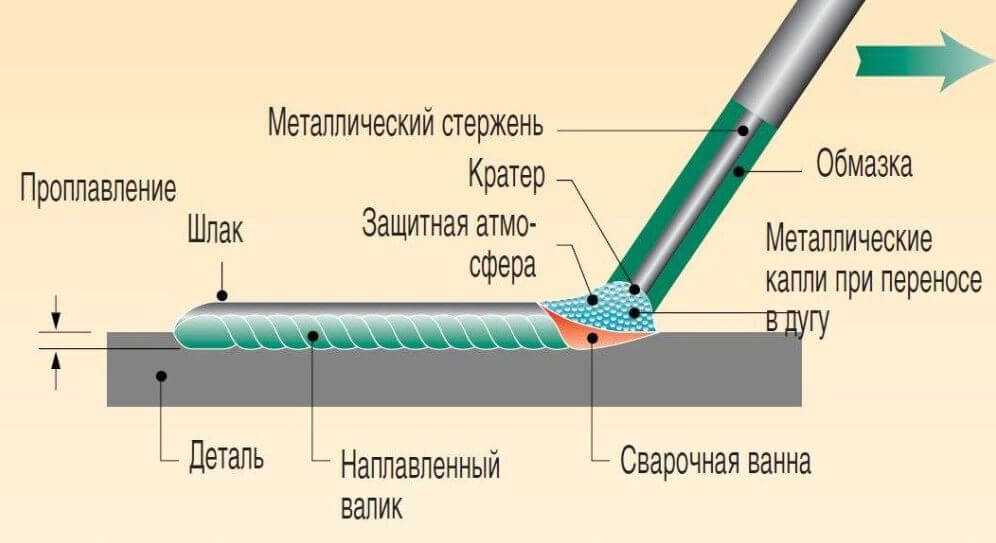
Схема дуговой сварки предполагает следующие процедуры. Во время соприкосновения рабочей части и детали возникает сварочный ток. Воздействие повышенной температуры расплавляет кромки деталей и электродных концов. Образуется, как ее называют, сварочная ванна, находящаяся определенное время в расплавленном состоянии. В ней металл детали и электрода смешиваются, а с помощью шлака образуется защитная поверхность. После застывания получаются соединения сварные.
Процедура может реализовываться плавящимся и неплавящимся элементом. В случае использования плавящегося, сварной шов формируется за счет расплавления непосредственно электрода. Применение неплавящегося расплавляется присадочная проволока, которая подводится к точке сваривания.
Электрод является стержнем, имеющим диаметр до 1 сантиметра, закрепляемый в держателе. При его прикосновении к металлу замыкается электрическая цепь. После этого его конец начинает нагреваться. Затем после отведения на расстояние до 5 мм появляются дуговые разряды, продолжающие поддерживать наличие тока в цепи. В месте размещения дуговых разрядов осуществляется активное нагревание и деталь начинает плавиться.
Для осуществления процесса требуется наличие источника питания, имеющего низкое напряжение и высокий уровень тока.
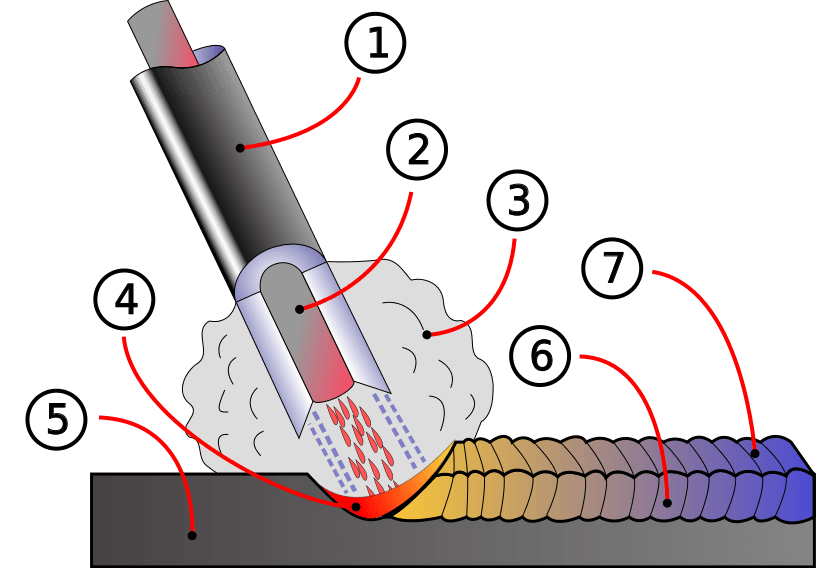
Ручная дуговая сварка. 1 — электродное покрытие, 2 — электрод, 3 — защитный газ, 4 — место расплава металла, 5 — заготовка, 6, 7 — шов
Классификация и способы
Классифицировать виды ручной дуговой сварки можно по различным признакам: механизация, вид тока, полярность, применяемые рабочие части и т.п. Подробнее далее.
Можно выделить следующие способы дуговой сварки:
- Ручная дуговая. Предполагает использование только ручной работы человека без применения механизмов;
- Механизированная. Схема ручной дуговой сварки этого типа предполагает осуществление механизации процедуры подачи проволоки к точке сваривания, а части процессов руками человека;
- Автоматическая. Предполагается полная механизация процессов создания дуги, регулировки ее длин, перемещений. Является наиболее стабильным методом сварки.
Выбор будет зависеть от способов зажигания, поддерживания сварочной дуги, операций и способов движения электродов, окончания процессов.

Существуют также способы ручной дуговой сварки следующего типа:
- Пучком. Принцип основывается на связывании в пучок нескольких электродов, сваривании их торцов и установке в держателе. Из-за поочередного горения каждого стержня их нагрев при определенном токе будет меньше в сравнении с использованием одиночного электрода. Это позволяет применять больший диапазон токов и повышать производительность.
- Сварка лежачим электродом. Данный способ сварки электродуговой предполагает укладку длиной 500-1200 мм с обмазкой в разделанный стык или угол. На него накладывается брус из меди, имеющий продольную канавку. Заготовка и электрод подключаются к источнику тока. Угольный стержень поджигает дугу, уходящую под брусок. Она перемещается по стыку, плавя рабочий элемент и сваривая кромку. Получается шов. Оптимальным метод является в труднодоступном месте или значительном горизонтальном расстоянии под сварку.
- Сварка наклонным. Еще один метод увеличения производительности. Электрод закрепляется в зажиме, имеющем обойму, перемещающуюся под своей массой по стойке. Когда зажигается дуга и он начинает оплавляться, то обойма будет опускаться вниз. Электрод будет изменять свое положение при сохранении постоянного угла наклона к поверхности детали.
Исходя из типа используемого тока выделяют следующую сварку дуговую:
- Прямой полярности постоянного тока. Минус находится на электроде;
- Обратной полярности. На электроде находится плюсовой контакт;
- Использование переменного тока.
Тип дуги определяет следующие различия:
- Прямого действия. Определяется как зависимая дуга;
- Косвенного действия – независимая.
Первый метод предполагает использование дуги меж электродами и свариваемыми элементами, являющимися элементом цепи. Второй – розжиг дуги происходит меж 2 электродов.

Исходя из применяемых рабочих элементов, выделяются:
- Дуговая сварка плавящимся электродом;
- Применение неплавящегося элемента – угольный, графитовый, вольфрамовый.
Применение плавящегося варианта – наиболее распространенный способ. Может проводиться с применением одного или нескольких электродов. Исходя из этого Ручная электродуговая сварка может быть разделена на, использующую один, два или многоэлектродную, которая применяется в целях повышения скорости и качества работы.
Исходя из длин свариваемых стыков, а также толщин свариваемых заготовок можно выделить методы создания швов:
- Короткий – до 250 миллиметров;
- Средний – длиной 250-1000. Выполняется путем прохода от середин заготовки к ее краям ступенчатыми переходами;
- Длинный. Применяется обратноступенчатый способ, переходы аналогичны предыдущему методу.
Используемые электроды
В электродуговой сварке может применяться плавящийся и неплавящийся электрод. Они изготавливаются из проволоки с защитным покрытием.
Процесс выбора электрода будет зависеть от многих нюансов, включая присадочные материалы, положения, необходимых характеристик сварных швов. Выбор покрытия определяет процесс устойчивости сварочной дуги, обеспечение защиты зоны ее действия от влияния химических веществ, содержащихся в окружающей среде. Для предотвращения загрязнения в покрытия может вводиться раскислитель. Он необходим для очистки швов, обеспечивает стабильное поддержание дуги, добавляет легирующих элементов, которые улучшают конечное качество швов.
Металл в электродах используется аналогичный свариваемому основному. Периодически внедряют отличный, который может влиять на характеристики получаемых сварных швов. К примеру, из нержавейки может использоваться для сваривания заготовок из стали с повышенным содержанием углерода, а также соединения нержавейки с подобной сталью.
В составе могут находиться различные вещества: рутил, фториды, целлюлозные компоненты и т.п. К примеру, для рутиловых характерна простота применения и эстетический внешний вид швов. Однако они отличаются повышенной хрупкостью, т.к. содержат много водорода. Для инструмента с фторидом кальция характерна гигроскопичность из-за чего необходимо хранить без влияния влаги. Из них получаются прочные сварные соединения, но довольно грубые.
По международным стандартам используются следующие обозначения электродов для дуговой сварки:
- A – кислые; RА – рутилово-кислые;
- B – основные; RВ –рутилосновные;
- С – целлюлозные; RС – рутилцеллюлозные;
- R — рутиловые; RR – рутиловые толстые;
- S – другие типы.
По российским стандартам для электродов, предназначенных для сваривания углеродистой, низколегированной, легированной с высокой прочностью стали маркировка наносится следующая:
- Э – электроды для ручного использования и наплавления;
- Следующее цифровое обозначение определяет уровень прочности во время растяжения;
- Наличие индекса A свидетельствует о том, что швы обладают повышенными пластичными свойствами и ударной вязкостью.

Источники питания
В качестве источника могут применяться трансформаторы, имеющие низкое выходное напряжение и высокий ток до нескольких сот ампер. Во время использования постоянного тока применяется выпрямитель, преобразующий переменную составляющую в постоянную. Могут применяться разнообразные виды, включая инверторы, которые обладают меньшим весом и габаритами. Они используют принцип высокочастотного преобразования напряжения.
Сила тока может меняться различными методами: изменением количества витков на катушках или расстояний меж вторичными и первичными катушками.
Положение электродов во время работы
Расположение рабочей части будет зависеть от положений швов. Можно выделить следующее размещение: нижние швы, вертикальные, горизонтальные на вертикальных плоскостях, потолочные. Вертикальные швы могут создаваться в любом направлении как снизу вверх, так и наоборот.
Сущность процесса и основные направления движения во время работы можно изучить на изображении.
Основы безопасности при работе
Изучая основы дуговой сварки нельзя не упомянуть о том, что она является одной из наиболее опасных и способных причинить значительный вред здоровью сварщика. Основной опасностью является присутствие очень яркого света. Он может нанести ожоги. Если этого не удалось избежать, то рекомендуем изучить статью о том, что делать если произошел ожог от сварки. Помимо этого световой диапазон способен наносить ущерб и коже. Поэтому помимо защитной маски необходимо применять защитную одежду с перчатками. Техника безопасности при электродуговой сварке также предполагает то, что нужно учитывать следующие моменты:
- Помимо света происходит разброс раскаленного металла в виде окалины. Чтобы избежать ожога от них необходимо одеваться в плотную одежду и обувь, способную защитить от раскаленных частиц. Это можно отнести и к работе над головой. Необходимо иметь защитных головной убор, рукава плотно застегнуть, а на кисти рук надеть перчатки.
- При отсутствии спецодежды для сварщика рекомендуется использовать элементы одежды из хлопчатобумажной ткани, т.к. она имеет большую стойкость к возгоранию нежели синтетика.
- Сварочные мероприятия должны выполняться в качественно проветриваемых помещениях/улице, т.к. при электрической сварке выделяется значительное количество вредных паров и газов. Надышавшись ими можно получить отравление.
- Перед началом работ необходимо подготовить воду или огнетушитель, чтобы в случае пожара из-за разлетающейся окалины было чем тушить. Нужно учесть, что в непосредственной близости возле места сварочных работ не должно быть взрывоопасных и пожароопасных материалов.
- Нельзя допускать контактов токоведущей части оборудования с жидкостью. В противном случае можно получить поражение электрическим током.
- По завершении работ на поверхности образуется шлак. Его необходимо удалять с помощью молотка. При ударе он может разлетаться на значительные расстояния. Поэтому обязательно нужно использовать защитные очки или маску.
Техникой безопасности при ручной дуговой сварке ни в коем случае нельзя пренебрегать. В противном случае можно получить серьезные травмы.
Скачать ГОСТ
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
Ручная электрическая дуговая сварка — технология сваривания
Ручная и автоматическая дуговая сварка выполняется парой неплавких угольных (графитовых) или одним плавким сварочным электродом. В первом случае электрическая дуга возникает между двумя электродами. Она обладает настолько высокой температурой, что свариваемые детали и присадочный материал оплавляются до полужидкого состояния, заполняя стык между двумя деталями сварочным швом.
Во втором случае электрическая дуга возникает между плавким электродом и металлической поверхностью свариваемых деталей. Во избежание удара тока последние необходимо обязательно заземлять! Зазор между ними заполняется расплавленным металлом, который капает в стык с электрода.
Преимущества ручной дуговой сварки
Данная электросварка позволяет:
- сваривать металл в ограниченном пространстве;
- быстро производить сварочные работы;
- работать с обширной номенклатурой марок стали. Это объясняется богатым выбором электродов, отличающихся своим химическим составом;
- простота выполнения процедуры, которая под силу даже малоопытному сварщику.

Впрочем, качество и крепость получаемого результата очень сильно зависят именно от опыта сварщика.
Для того чтобы варить дуговой сваркой при помощи постоянного тока, вам потребуются инверторы. А это весьма дорогостоящий электроприбор. С другой стороны, инверторная сварка характеризуется меньшим потреблением электроэнергии, что в длительной перспективе окупает стоимость приобретения инвертора.
Процедура выполнения дуговой сварки
При выполнении дуговой сварки двумя неплавкими электродами электрическая дуга возникает в любом положении. При сварочных работах одним плавкими электродом электрическая дуга появляется при прикосновении последнего к металлической поверхности и отделении электрода от детали на 3 мм.
Но и в первом, и во втором случае электроды необходимо держать как можно ближе к поверхности свариваемых деталей. От этого будет зависеть температура электрической дуги и, соответственно, скорость и качество выполнения сварочных работ.
Опытные сварщики определяют оптимальное расстояние по равномерному и однотонному звуку. Если расстояние оказывается слишком большим, возникает резкий звук, часто прерываемый громкими хлопками. Если дистанция оказывается слишком большой, электрическая дуга разрывается. В этом случае сварку следует продолжить с точки разрыва.
Обратите внимание, при варке важных зон, на которые воздействуют динамические нагрузки или где особо проявляется эффект усталости металла, необходимо использовать парные неплавкие электроды. Дело в том, что в этом случае необходимо зажигать электрическую дугу вне зоны сварочных работ. А для этого лучше всего подходят именно парные электроды.
Особенности дуговой сварки
Ручная электродуговая сварка при помощи постоянного тока может производиться с прямой и обратной полярностью. При прямой полярности на электроды подводят «минус», а на свариваемые детали — «плюс». При обратной полярности «минус» и «плюс» меняют местами.
В точке проведения сварки образуется сварочная ванна, состоящая из расплавленного металла и перегретого газового пузыря, из которого выдавливается атмосферный кислород. Это не позволяет металлу окисляться в процессе сварочных работ.
Обратите внимание, в процессе сварочных работ из металлов испаряются легирующие составные металлических сплавов. Из-за этого ручная дуговая сварка считается небезопасной для здоровья, поскольку часть этих испарений попадает в лёгкие сварщика.
Что влияет на качество и размеры сварного шва?
Качество сварного шва определяется проваром — отношением ширины к глубине сварного шва. Чем шире сварной шов, тем меньше его глубина. И наоборот, меньшая ширина сварного шва свидетельствует о его большей глубине.
На качество выполняемых сварных ворот также влияет сила тока, от которого увеличивается глубина проплава. Обратите внимание, при равной силе тока может быть разная глубина проплава. Чем плотнее металл, тем более глубоким будет проплав.
Но на ширину сварного шва сила тока никак не влияет. На него влияет характеристика электрического тока. Так, постоянный ток создает узкий шов, причём это правило особенно заметно при напряжении от 30 В и выше. Электрическая дуговая сварка переменным током образует, наоборот, широкий сварной шов.
На глубину и ширину сварочного шва влияет поперечное сечение используемого электрода. Чем поперечное сечение больше, тем подвижнее будет электрическая дуга, тем шире будет сварной шов. И наоборот, чем меньше будет поперечное сечение, тем менее подвижной будет электрическая дуга, тем глубже будет проплав.
Наконец, последний показатель, влияющий на качество и размеры сварного шва, — это напряжение электрической дуги. Точнее, напряжение влияет только на ширину шва: большее напряжение — большая ширина, меньшее напряжение — меньшая ширина.
При выполнении сварочных работ одинарным плавким электродом вместе с каплями расплавленного металла в сварочную ванну попадает ещё и шлак, содержащийся в электроде.
Химический состав выделяемого шлака серьёзно влияет на качество проводимых сварных работ. В частности, он:
- способствует лучшей металлургической обработке стали;
- улучшает тепловые режимы дуговой сварки и увеличивает скорость сплавления кромок свариваемых деталей;
- оптимизирует формирование сварных швов;
- поддерживает максимальный температурный режим электрической дуги и улучшает её стабильность.
Дуговая сварка под флюсом — ещё одна разновидность выполнения сварочных работ с образованием шлака. Последний образуется при расплавлении флюсовой прослойки, находящейся между электродом и свариваемой поверхностью. По остывании слой шлака отделяется от сварного шва. Отметим, что эта разновидность сварных работ производится только на промышленном оборудовании.
В заключение отметим, что автоматическая дуговая сварка обеспечивает на порядок лучший результат, чем ручная, именно за счет того, что все параметры сварных работ, и прежде всего расстояние между поверхностью и электродом, контролирует микропроцессор.

Как варить швы в разных положениях?
Ручная и автоматическая дуговая сварка выполняются по различным технологиям, в зависимости от места проведения сварных работ. Рассмотрим, как правильно варить в трёх самых распространенных расположениях сварного шва.
Нижнее положение
Данная технология ручной дуговой сварки требует полного проплавления сечений и предотвращения образования прожогов. Чтобы этого достигнуть, необходимо надёжно закрепить свариваемые детали. Это позволит поддерживать оптимальные размеры ванны сваривания. Для повышения качества можно подложить съёмные медные подкладки.
Вертикальное положение
Сложность данного режима заключается в том, что расплавленные металлы под действием силы тяжести будут стекать вниз, что негативно скажется на качестве образующегося сварного шва.
Поэтому вертикальную сварку выполняют снизу вверх, чтобы расплавленные металлы стекали уже на сформировавшийся сварной шов. Но такая технология существенно замедляет скорость выполнения сварочных работ. Сварка сверху вниз значительно ускорит процесс, но при этом существенно сократится глубина проплава. Качество сварки повысится только при работе с тонкими деталями и при использовании специальных электронов.
Потолочное положение
Ручная дуговая сварка в таком положении крайне сложна. Расплавленный металл сдерживает от того, чтобы не закапать вниз, только сила поверхностного натяжения. Она будет удерживать расплавленный металл лишь при небольшом весе последнего. Поэтому при потолочном сваривании дуговой сварки необходимо максимально уменьшить площадь сварочной ванны. Для этого необходимо регулярно прекращать сварочные работы, чтобы расплавленный металл смог кристаллизоваться.
Как выполняется дуговая ручная сварка
Дуговая ручная сварка (ДРС) – это вид сваривания, в котором применяются специальные электроды. При ней сварщик осуществляет все необходимые действия вручную.

Процесс дуговой сварки.
К этим действиям относят:
- зажигание дуги;
- поддержание длины дуги во время сварочных работ;
- перемещение вдоль свариваемых кромок;
- подача электрода в зону горения дуги.
Электрододержатели для ручной дуговой сварки должны соответствовать определенным стандартам и нормам.
Как делается РДС
Для того чтобы образовать и поддержать электрическую дугу, к железным электродам и обрабатываемому материалу подводят ток. Режимы ручной дуговой сварки могут быть различными.

Функции электродного покрытия.
В случае сваривания током постоянного характера дуга может быть с обратной или прямой полярностью. Прямая полярность значит, что минус подводят к электродам, а свариваемое изделие, соответственно, получает плюс. Обратная полярность означает, что электроды для ручной дуговой сварки были подключены к минусу, т.е. действия были произведены в обратном порядке.
Габариты ванны сваривания зависимы от типа и расстановки сварки, а также от скорости, с которой перемещается дуга.
Длина дуги – это расстояние от площади пятен на ванне сваривания и до пятна на площади электрода. Из-за того что покрытие плавится, происходит образование газовой атмосферы, которая выдавливает кислород и предотвращает его контакт с металлом. В этой атмосфере еще есть пар легирующих частей металла (smaw).
Шлаки в основном выполняют защитную функцию только что расплавленных металлов, они должны иметь следующие качества и параметры:
- способствовать активной металлургической обработке железа;
- положительно влиять на прохождение тепловых режимов путем сваривания и уменьшения скорости снижения температуры соединений;
- способствовать правильному формированию швов сварки;
- быть устойчивыми к свариванию и поддерживать дугу.
Вернуться к оглавлению
Как зажечь дугу для РДС

Схема ручной дуговой сварки плавящимся электродом.
Если вам нужно запустить сварочную дугу, которая будет проходить между вашим электродом и поверхностью, то нужно просто приставить к металлу конец электрода в вертикальном положении.
Фактически сразу после касания нужно начать медленно двигать электрод вверх, потому что в противном случае вы можете получить не сварочную дугу, а залипание.
Ведут дугу так, чтобы обеспечивалось максимальное расплавление кромок и получалось нужное качество металла.
Этого можно достичь при помощи поддержки постоянной длины пути, помимо этого, значительную роль играет движение электродом.
Вернуться к оглавлению
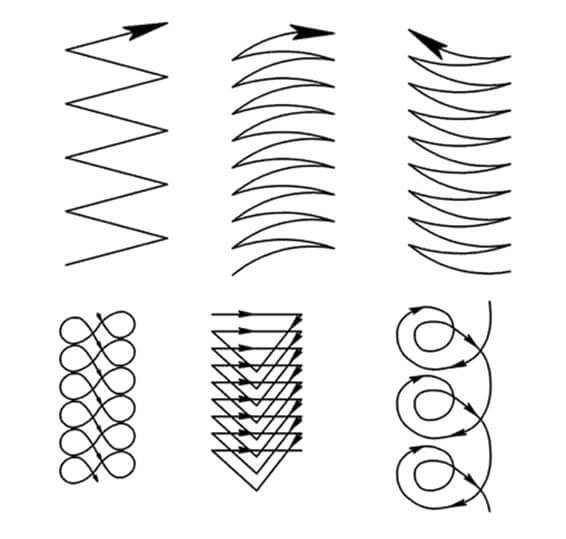
Как правильно перемещать сварку
Когда делается ручная дуговая сварка, электрод при передвижении может перемещаться по одной из трех типов траекторий, которые направляются вдоль оси электрода. Такое движение позволяет поддержать постоянную дуговую длину, зависящую от скорости плавки электродов. Излишнее сокращение дуги может ухудшить силу шва, при этом спровоцировать замыкание. Если слишком увеличить длину дуги, то глубина сварки будет меньше и увеличится расплескивание железа, что ухудшит как внешний вид шва, так и его прочность, а в отдельных случаях способно вызвать появление пор.

Схема сварки в среде затиного газа аргона.
Следующим типом является перемещение по оси с целью образовать шов. Скорость движения зависима от тока, диаметра используемых электродов, от того, с какой скоростью он плавится и некоторых других факторов. Если поперечные движения будут отсутствовать, то выйдет крайне узкий, ниточный шов, который будет не более чем в полтора раза шире диаметра самого электрода. Эти швы можно применять только при сваривании небольших листов, накладывании многослойных швов и некоторых, отличающихся от описанных случаев.
Следующим типом можно считать перемещение с целью получить нужную нам ширину швов и глубину проплавления.
Поперечные движения определяются благодаря размерам и расположению шва, уровню навыков сварщика и некоторым другим факторам. Швы, которые получаются таким методом, как правило, имеют от полутора до пяти диаметров самого электрода.
Вернуться к оглавлению
Технология ручной дуговой сварки
РДС и техника, в которой она должна выполняться, зависима от положения сварочного шва.

Таблица режимов дуговой сварки.
- Нижняя РДС ручная дуговая сварка нижнего типа. Ее основная проблема заключается в обеспечении полного проплавления сечений и избежании прожогов. Во время сваривания одностороннего шва на весу достаточно сложно избегать непроваривания или прожигания, потому для одностороннего шва часто можно применить способ удержания ванны сваривания: сварку можно проводить на съемных подкладках из меди; накладывая подварочный шов; вырубать непровар и сваривать корень шва. При работе с угловыми швами, у которых нижняя плоскость располагается горизонтально, бывает такое, что вершина угла, или одна из кромок останется непроваренной. Это может произойти на нижних листках, если вы начнете сваривание с вертикального листа, потому что в таком случае металл, который расплавляется, будет стекать на холодную поверхность, на нижний лист. Потому свариваются такие швы, только начиная с нижней плоскости.
- Вертикальный тип РДС. При проведении вертикальной ручной варки расплавленные металлы при стекании могут сильно помешать шву правильно сформироваться и уменьшить проплавку. Вертикальные швы в основном делаются на подъем. В данном случае очень часто можно получить хорошее сваривание и поддержать плавящиеся металлы на кромке. Но все равно в этом случае производительность станется очень низкой, а увеличить ее можно будет только благодаря спусковому свариванию. Но в этом случае глубина сваривания будет достаточно маленькой и этот метод лучше применять для сваривания тонких металлов с применением специализированных электронов.
- Потолочный тип РДС. Крайне непростой будет и ручной тип сварки потолочного типа. Металл, расплавляемый в процессе сваривания, в конкретно этом случае будет оставаться там лишь через натяжение. Потому нужно, чтобы он весил меньше, чем способна сдержать эта сила.
Для значительного уменьшения размеров ванны сваривания нужно выполнять сваривание и время от времени замыкать ее, это позволит металлу на шве частично поддаться кристаллизации.
Используют диаметр электродов ниже обычного, это позволяет снизить сварочный ток, также можно использовать специализированные на этом типе сваривания электроды, которые позволяют получить более вязкую сварочную ванну.
У данного типа есть достоинства и недостатки.
Чем хорош ручной дуговой тип сварки:
- можно проводить сваривание даже в местах, где доступ затруднен;
- возможность достаточно быстро переходить между материалами;
- сваривать можно даже самые разные виды стали, так как выбор производимых электродов крайне широк;
- можно легко и удобно транспортировать необходимое для работы оборудование;
- сварка труб является очень удобной.
Минусы ручного типа дуговой сварки:
- коэффициент полезного действия достаточно низкий, сравнивая с прочими типами сваривания;
- от уровня навыка сварщиков полностью зависит качество соединения;
- условия сварки являются достаточно вредными.
Чтобы такая ручная сварка была качественной, должны использоваться электрододержатели для ручной дуговой сварки марки, которая соответствует всем нормам. Этот тип сварки не имеет особого преимущества перед другими, так как является достаточно старым. Для него требуются стандартные сварочные материалы. Но несмотря на все, ручная дуговая сварка покрытыми электродами используется, как и раньше.
Для этого типа сваривания необходимо применять различные трансформаторы, генераторы, держатели и маски для сварщиков.
Сейчас чаще всего применяются самые простые и сравнительно легкие инверторы для сварки. Их производят многие фирмы, и имеется большое разнообразие. В свою очередь, трансформаторы для сварки много весят и крайне надежны в работе.
С этой целью используются как электроды, которые плавятся, так и те, которые не плавятся. Изготавливаются они из проволок и специальных покрытий. Это покрытие применяется для того, чтобы дуга устойчиво горела. Помимо этого, используются разные режимы и типы ручной дуговой сварки.
Ручная дуговая сварка — это… Что такое Ручная дуговая сварка?
- Ручная дуговая сварка
16. Ручная дуговая сварка
Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную
3.1.15 ручная дуговая сварка — сварочный процесс, при котором подача сварочного материала в разделку и перемещение электрододержателя по периметру стыка выполняется вручную.
Смотри также родственные термины:
4.2.4.4 ручная дуговая сварка плавящимся покрытым электродом (111): Дуговая сварка плавящимся электродом, выполняемая вручную с использованием покрытого электрода (см. рисунок 37).
1 — заготовка; 2 — сварной шов; 3 — шлак; 4 — дуга;
Рисунок 37 — Ручная дуговая сварка плавящимся покрытым электродом
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- ручная выкладка
- ручная дуговая сварка плавящимся покрытым электродом
Смотреть что такое «Ручная дуговая сварка» в других словарях:
Ручная дуговая сварка — – дуговая сварка штучными электродами, при которой подача электрода и перемещение дуги вдоль свариваемых кромок производится вручную. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
ручная дуговая сварка — Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную. [ГОСТ 2601 84] Тематики сварка, резка, пайка EN hand arc weldingmanual arc welding DE E HandschweißenHandlichbogenschweißenLichlbogenschweißen… … Справочник технического переводчика
Ручная дуговая сварка арматуры протяженными швами — – ручная дуговая сварка арматуры применяется для стыковки вертикальных и горизонтальных стержней. Сварное соединение может быть нахлесточным и с накладками. Нахлесточное соединение выполняют, как правило, протяженными швами, но могут быть… … Энциклопедия терминов, определений и пояснений строительных материалов
Ручная дуговая сварка арматуры многослойными швами без дополнительных технологических элементов — – при небольших объемах работ и наличии сварщиков высокой квалификации возможна дуговая сварка арматуры многослойными швами без формующих элементов. Таким способом рекомендуется вести дуговую сварку стыковых соединений арматуры в… … Энциклопедия терминов, определений и пояснений строительных материалов
Ручная дуговая сварка арматуры с принудительным формированием шва — – в ряде случаев по проекту необходимы сварные швы крестовых соединений арматуры с принудительным формированием шва. Для таких арматурных изделий рекомендуется применять стержни диаметром 14–40 мм из стали классов A 1, A 2, А 3.… … Энциклопедия терминов, определений и пояснений строительных материалов
ручная дуговая сварка плавящимся покрытым электродом — 4.2.4.4 ручная дуговая сварка плавящимся покрытым электродом (111): Дуговая сварка плавящимся электродом, выполняемая вручную с использованием покрытого электрода (см. рисунок 37). 1 заготовка; 2 сварной шов; 3 шлак; 4 дуга; Рисунок 37 Ручная… … Словарь-справочник терминов нормативно-технической документации
Сварка ручная дуговая — – дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
Ручная дуговая точечная сварка прихватками двух стержней — – в качестве арматурных изделий широко применяют сетки и каркасы, изготовляемые по месту. В таких изделиях имеется множество различных крестовых соединений, сварку которых производят с помощью ручной дуговой сварки точками. [РТМ 393 94]… … Энциклопедия терминов, определений и пояснений строительных материалов
СВАРКА РУЧНАЯ ДУГОВАЯ — [manual arc welding; hand arc welding] дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную … Металлургический словарь
Электрическая дуговая сварка — Электродуговая ручная сварка покрытым электродом Электросварка один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу. Температура электрической дуги … Википедия
Ручная дуговая сварка — это… Что такое Ручная дуговая сварка?
ручная дуговая сварка — Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную. [ГОСТ 2601 84] Тематики сварка, резка, пайка EN hand arc weldingmanual arc welding DE E HandschweißenHandlichbogenschweißenLichlbogenschweißen… … Справочник технического переводчика
Ручная дуговая сварка — 16. Ручная дуговая сварка Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Ручная дуговая сварка арматуры протяженными швами — – ручная дуговая сварка арматуры применяется для стыковки вертикальных и горизонтальных стержней. Сварное соединение может быть нахлесточным и с накладками. Нахлесточное соединение выполняют, как правило, протяженными швами, но могут быть… … Энциклопедия терминов, определений и пояснений строительных материалов
Ручная дуговая сварка арматуры многослойными швами без дополнительных технологических элементов — – при небольших объемах работ и наличии сварщиков высокой квалификации возможна дуговая сварка арматуры многослойными швами без формующих элементов. Таким способом рекомендуется вести дуговую сварку стыковых соединений арматуры в… … Энциклопедия терминов, определений и пояснений строительных материалов
Ручная дуговая сварка арматуры с принудительным формированием шва — – в ряде случаев по проекту необходимы сварные швы крестовых соединений арматуры с принудительным формированием шва. Для таких арматурных изделий рекомендуется применять стержни диаметром 14–40 мм из стали классов A 1, A 2, А 3.… … Энциклопедия терминов, определений и пояснений строительных материалов
ручная дуговая сварка плавящимся покрытым электродом — 4.2.4.4 ручная дуговая сварка плавящимся покрытым электродом (111): Дуговая сварка плавящимся электродом, выполняемая вручную с использованием покрытого электрода (см. рисунок 37). 1 заготовка; 2 сварной шов; 3 шлак; 4 дуга; Рисунок 37 Ручная… … Словарь-справочник терминов нормативно-технической документации
Сварка ручная дуговая — – дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
Ручная дуговая точечная сварка прихватками двух стержней — – в качестве арматурных изделий широко применяют сетки и каркасы, изготовляемые по месту. В таких изделиях имеется множество различных крестовых соединений, сварку которых производят с помощью ручной дуговой сварки точками. [РТМ 393 94]… … Энциклопедия терминов, определений и пояснений строительных материалов
СВАРКА РУЧНАЯ ДУГОВАЯ — [manual arc welding; hand arc welding] дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную … Металлургический словарь
Электрическая дуговая сварка — Электродуговая ручная сварка покрытым электродом Электросварка один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу. Температура электрической дуги … Википедия