ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ — это… Что такое ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ?
- ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
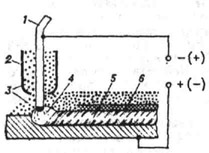
дуговая сварка с защитой металла флюсом от окисления и азотирования (см. рис.). Этот способ сварки механизирован и по сравнению со сваркой покрытым алектродом обеспечивает повышение производительности в 3 — 6 раз, в особо благоприятных условиях — в 25 раз, например при работе на полном автоматич. режиме, осуществляемом при помощи трактора для дуговой сварки. Сварной шов под флюсом получается проваренным по всей толщине, высокого качества.

Схема дуговой сварки под флюсом: 1 — электрод; 2 — воронка; 3 — порошкообразный грану лированный флюс; 4 — защитный газовый пузырь; 5 — сварной шов; 6 — шлаковая корка
Большой энциклопедический политехнический словарь. 2004.
- ДУГОВАЯ СВАРКА
- ДУГОВАЯ УГОЛЬНАЯ ЛАМПА
Смотреть что такое «ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ» в других словарях:
Дуговая сварка под флюсом — Сварка неплавящимся электродом 10. Дуговая сварка под флюсом Дуговая сварка, при которой дуга горит под слоем сварочного флюса Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом — Дуговая сварка, при которой дуга горит под слоем сварочного флюса сварка под флюсом. [ГОСТ 2601 84] Тематики сварка, резка, пайка EN submerged arc welding DE UnterpulverlichtbogenschweißenUnterpulverschweißenUP Schweißen FR soudage à l’arc sous… … Справочник технического переводчика
Дуговая сварка под флюсом — Submerged arc welding Дуговая сварка под флюсом. Дуговая сварка, при которой дуга между голым металлическим элетродом и заготовкой защищается порошковым плавким материалом, находящемся поверх соединения. Давление к соединению не прикладывается,… … Словарь металлургических терминов
дуговая сварка под флюсом — Syn: дуговое сваривание под флюсом … Металлургический словарь терминов
дуговая сварка под флюсом ленточным электродом — 4.2.4.9 дуговая сварка под флюсом ленточным электродом (122): Дуговая сварка под флюсом, при которой используют сплошной или порошковый ленточный электрод. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом несколькими проволочными электродами — 4.2.4.10 дуговая сварка под флюсом несколькими проволочными электродами (123): Дуговая сварка под флюсом, при которой используют более одного проволочного электрода. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1 … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом порошковыми проволочными электродами — 4.2.4.12 дуговая сварка под флюсом порошковыми проволочными электродами (125): Дуговая сварка под флюсом одним или несколькими порошковыми проволочными электродами. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1 … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом проволочным электродом — 4.2.4.8 дуговая сварка под флюсом проволочным электродом (121): Дуговая сварка под флюсом, при которой используют только один проволочный электрод. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки… … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом с добавлением металлического порошка — 4.2.4.11 дуговая сварка под флюсом с добавлением металлического порошка (124): Дуговая сварка под флюсом, при которой используют один или несколько проволочных электродов с добавлением металлического порошка. Источник: ГОСТ Р ИСО 857 1 2009:… … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом (ДСФ) — 3.2 дуговая сварка под флюсом (ДСФ): Сварка плавлением, при которой нагрев осуществляется электрической дугой, горящей под слоем сварочного флюса. Источник … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом — это… Что такое дуговая сварка под флюсом?
- дуговая сварка под флюсом
Syn: дуговое сваривание под флюсом
Металлургический словарь терминов. 2011.
- дуговая сварка под пудрой
- дуговая сварка
Смотреть что такое «дуговая сварка под флюсом» в других словарях:
Дуговая сварка под флюсом — Сварка неплавящимся электродом 10. Дуговая сварка под флюсом Дуговая сварка, при которой дуга горит под слоем сварочного флюса Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом — Дуговая сварка, при которой дуга горит под слоем сварочного флюса сварка под флюсом. [ГОСТ 2601 84] Тематики сварка, резка, пайка EN submerged arc welding DE UnterpulverlichtbogenschweißenUnterpulverschweißenUP Schweißen FR soudage à l’arc sous… … Справочник технического переводчика
Дуговая сварка под флюсом — Submerged arc welding Дуговая сварка под флюсом. Дуговая сварка, при которой дуга между голым металлическим элетродом и заготовкой защищается порошковым плавким материалом, находящемся поверх соединения. Давление к соединению не прикладывается,… … Словарь металлургических терминов
ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ — дуговая сварка с защитой металла флюсом от окисления и азотирования (см. рис.). Этот способ сварки механизирован и по сравнению со сваркой покрытым алектродом обеспечивает повышение производительности в 3 6 раз, в особо благоприятных условиях в… … Большой энциклопедический политехнический словарь
дуговая сварка под флюсом ленточным электродом — 4.2.4.9 дуговая сварка под флюсом ленточным электродом (122): Дуговая сварка под флюсом, при которой используют сплошной или порошковый ленточный электрод. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом несколькими проволочными электродами — 4.2.4.10 дуговая сварка под флюсом несколькими проволочными электродами (123): Дуговая сварка под флюсом, при которой используют более одного проволочного электрода. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1 … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом порошковыми проволочными электродами — 4.2.4.12 дуговая сварка под флюсом порошковыми проволочными электродами (125): Дуговая сварка под флюсом одним или несколькими порошковыми проволочными электродами. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1 … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом проволочным электродом
— 4.2.4.8 дуговая сварка под флюсом проволочным электродом (121): Дуговая сварка под флюсом, при которой используют только один проволочный электрод. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки… … Словарь-справочник терминов нормативно-технической документациидуговая сварка под флюсом с добавлением металлического порошка — 4.2.4.11 дуговая сварка под флюсом с добавлением металлического порошка (124): Дуговая сварка под флюсом, при которой используют один или несколько проволочных электродов с добавлением металлического порошка. Источник: ГОСТ Р ИСО 857 1 2009:… … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом (ДСФ) — 3.2 дуговая сварка под флюсом (ДСФ): Сварка плавлением, при которой нагрев осуществляется электрической дугой, горящей под слоем сварочного флюса. Источник … Словарь-справочник терминов нормативно-технической документации
Автоматическая дуговая сварка под флюсом — Википедия
Материал из Википедии — свободной энциклопедии
Схема автоматической дуговой сварки под флюсом. 1 – токопровод, 2 – механизм перемещения проволоки, 3 – проволока, 4 – жидкий шлак, 5 – флюс, 6 – шлаковая корка, 7 – сварной шов, 8 – основной металл заготовки, 9 – жидкий металл, 10 – электрическая дугаАвтоматическая дуговая сварка под флюсом — сварка электрической дугой, горящей между концом сварочной проволоки и свариваемым металлом под слоем флюса.
Сварка под флюсом применяется в стационарных цеховых условиях для всех металлов и сплавов, включая разнородные металлы толщинами от 1,5 до 150 мм.
История
Придумал способ сварки под флюсом Н. Г. Славянов. В качестве флюса он применял дробленое стекло.
Промышленный способ автоматической сварки под флюсом был разработан в Институте сварки академиком Е. О. Патоном. Коллективом его института была создана технология сварки под флюсом, разработаны составы флюсов, созданы сварочные автоматы.
Сущность
При автоматической дуговой сварке под флюсом электрическая дуга горит под слоем флюса между концом сварочной проволоки и свариваемым металлом. Ролики механизма автоматически вытягивают электродную проволоку в дугу. Сварочный ток, переменный или постоянный, прямой или обратной полярности подводится к электродной проволоке, а другим контактом к изделию.
Сварочная дуга горит в газовом облаке, образованном в результате плавления и испарения флюса и металла. При гашении электрической дуги расплавленный флюс, остывая, образует шлаковую корку, которая отделяется от поверхности шва. Флюс засыпается перед дугой из бункера слоем толщиной 40—80 и шириной 40—100 мм. Количество флюса, идущего в шлаковую корку, равно массе расплавленной сварочной проволоки. Нерасплавившаяся часть флюса отсасывается пневмоотсосом в бункер и используется вновь.
Потери металла на угар и разбрызгивание при горении дуги под флюсом меньше, чем при ручной дуговой и сварке в защитных газах. Расплавленные электродный и основной металлы перемешиваются в сварочной ванне. Кристаллизуясь, они образуют сварной шов.
В промышленности используется сварка проволочными электродами — сварочной проволокой. Иногда сварку проводят ленточными, толщиной до 2 мм и шириной до 40 мм, или комбинированными электродами. Дуга, перемещаясь от одного края ленты к другому, равномерно оплавляет её торец и расплавляет основной металл. Изменяя форму ленты, можно изменить и форму поперечного сечения шва, достигая необходимого проплавления металла или получая равномерную глубину проплавления по всему сечению шва.
При сварке флюс насыпается слоем толщиной 50-60 мм; дуга утапливается в массе флюса и горит в жидкой среде расплавленного флюса, в газовом пузыре, образуемом газами и парами, непрерывно создаваемыми дугой. При среднем насыпном весе флюса около 1,5 г/см3 давление слоя флюса на жидкий металл составляет 7-9 г/см2. Этого давления достаточно для устранения механических воздействий дуги на ванну жидкого металла, приводящего к разбрызгиванию жидкого металла, нарушению формирования шва даже при очень больших токах.
Для электрической дуги, горящей без флюса нельзя проводить сварку при силе тока выше 500-600 А из-за разбрызгивания металла и нарушения формирования шва. Дуга же во флюсе позволяет увеличить токи в до 3000-4000 ампер с сохранением качества сварки и правильным формированием шва.
В качестве флюсов при сварке применяют искусственные силикаты, имеющие слабо кислый характер. Основой флюса являются двойной или тройной силикат закиси марганца, окиси кальция, окиси магния, алюминия и т. д. В качестве добавки, снижающей температуру плавления и вязкость, применяется плавиковый шпат.
Широко применяемых в промышленности высокомарганцовистый флюс ОСЦ-45[1]. Он представляет собой силикат марганца MnOSiO2 с добавкой фтористого кальция. Флюс АН-348 обеспечивает большую устойчивость горения дуги по сравнению с флюсом ОСЦ-45. Большая устойчивость горения дуги обеспечивается при использовании флюса АН-348-А, выделяющем меньше вредных газов.
Недостатки
- велики трудозатраты, связанные со стоимостью флюса.
- трудности корректировки положения дуги относительно кромок свариваемого изделия;
- экологическое воздействие газов на оператора;
- невидимость места сварки, расположенного под толстым слоем флюса;
- нет возможности выполнять сварку во всех пространственных положениях без специального оборудования;
- повышенная жидкотекучесть расплавленного металла и флюса;
- требуется тщательная сборка кромок под сварку. При увеличенном зазоре между кромками возможно вытекание в него расплавленного металла и флюса и образование в шве дефектов.
Преимущества
- повышенная производительность;
- минимальные потери электродного металла;
- отсутствие брызг;
- максимально надёжная защита зоны сварки;
- минимальная чувствительность к образованию оксидов;
- не требуется защитных приспособлений от светового излучения, так как дуга горит под слоем флюса;
- низкая скорость охлаждения металла обеспечивает высокие показатели механических свойств металла шва.
Примечания
Литература
Техническая литература
- Чебан В.А. Сварочные работы / Ответственный редактор: Оксана Морозова, Технический редактор Галина Логвинова. — 5-е изд. — Ростов-на-Дону: «Феникс», 2008. — 412 с. — (Начальное профессиональное образование). — 3000 экз. — ISBN 978-5-222-13621-8.
- Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. — М.: Машиностроение, 1978 (1-4 т).
- Блащук, В.Е. Металл и сварка: учебное пособие / В.Е. Блащук ; 3-е изд., перераб. и доп. — Москва : Стройиздат, 2006. — 144с.
- Брюханов, А.Н. Сварочные процессы в электронном машиностроении / А.Н. Брюханов // Коммерсант. — № 217 (2820) от 27.11.2003.
Где применяется сварка под флюсом
Благодаря ряду преимуществ дуговая сварка под флюсом в настоящее время стала наиболее распространенным видом механизированной дуговой сварки металлов.
Этот способ сварки позволяет не только заменить тяжелый труд сварщика-ручника, но вследствие более высокой производительности (возможности использования большего по величине сварочного тока), а также ряда технологических преимуществ коренным образом изменить технологию производства в некоторых отраслях промышленности.
В судостроении применение сварки под флюсом позволило использовать секционный способ постройки корпуса судов: секции корпуса сваривают в цехе автоматами и полуавтоматами, а затем собирают и сваривают между собой на стапеле. Это дало возможность сократить сроки строительства судов.
Большие изменения внесла сварка под флюсом в технику строительства крупных нефтерезервуаров. Раньше их строили, приваривая один лист к другому на месте сооружения резервуара. Теперь в заводских условиях сваривают огромные полотнища — днища и стенки резервуара.
Эти полотнища тут же на заводе сворачивают в рулоны, которые перевозят по железной дороге к месту строительства резервуара. На строительной площадке разворачивают рулон днища, затем ставят на него рулон стенки, разворачивают его, выполняют монтажные швы и получают готовый резервуар. На монтаж затрачивают всего три-пять дней.
Подлинную техническую революцию вызвало внедрение сварки под флюсом в производство стальных труб большого диаметра.
Если раньше такие трубы изготовляли примитивными методами газокузнечной сварки, то сейчас цехи по производству газонефтепроводных труб высокого давления диаметрами от 529 до 1020 мм оснащены по последнему слову техники. Из таких труб построены крупнейшие в Европе магистральные газопроводы протяженностью более 1200 км.
На основе скоростной сварки под флюсом создана поточная линия по выпуску широкополочных двутавровых балок, позволяющих сооружать металлоконструкции ответственного назначения при минимальном расходовании металла.
С помощью сварки под флюсом удается внедрить поточные методы производства во многие отрасли промышленности. Сейчас в промышленности успешно действуют поточные линии по массовому выпуску сварных конструкций и изделий, оснащенные автоматами для сварки под флюсом (производство автомобильных колес, шахтных угольных вагонеток и др.).
В первые годы освоения сварки под флюсом ее применяли только при производстве конструкций и изделий из обычной низкоуглеродистой стали. Затем в 1941—1942 гг. освоили сварку броневых сталей. В настоящее время успешно сваривают под флюсом различные стали, сплавы, цветные металлы.
Наряду с конструкциями из углеродистых сталей успешно свариваются под флюсом различные конструкции и аппараты из низколегированных сталей, нержавеющих, кислотостойких, жаропрочных сплавов на никелевой основе.
В последние годы освоена сварка под флюсом нового конструкционного металла — титана, а также сплавов на его основе. Под флюсом сваривают медь и ее сплавы. Широко применяется в промышленности сварка по слою флюса алюминия и алюминиевых сплавов.
Сварка под флюсом успешно применяется при изготовлении аппаратуры, конструкций и изделий самого ответственного назначения, которые должны надежно работать и в условиях глубокого холода, и под действием высоких температур, давлений, агрессивных жидких и газовых сред и т. д.
Наиболее выгодно автоматическую сварку под флюсом применять при массовом производстве однотипных металлических изделий, имеющих соединения правильной формы и удобных для удерживания слоя флюса.
В некоторых случаях способ полуавтоматической сварки под флюсом может быть использован не только при массовом производстве однотипных изделий, но и при единичном производстве изделий с соединениями значительной протяженности и удобными для удерживания флюса.
Нецелесообразно сваривать под флюсом решетчатые конструкции с большим количеством коротких соединений.
Если от сварных нахлесточных соединений не требуется герметичность, то они могут с успехом свариваться дуговой сваркой под флюсом электрозаклепками. При этом способе достигается значительно большая производительность, чем при полуавтоматической сварке прерывистыми швами.