Сварка швов в различных пространственных положениях
Стыковые соединения в нижнем и потолочном положениях обычно выполняют с расположением плавящегося электрода углом вперед, а вертикальные швы — углом назад тавровые соединения сваривают с расположением электрода углом вперед. Соединения тонколистовых конструкций (толщиной до 5 мм) выполняют преимущественно при сварке электродом вперед, при большой толщине стенки — углом назад, при этом вертикальные швы тонколистовых изделий сваривают в направлении движения электродом сверху вниз, а при большей толщине стенки — снизу вверх. Положение и траектория колебаний плавящимся электродом при сварке швов в различных пространственных положениях показаны на рис. 1. 23, 1.24,4.13. [c.320]СВАРКА ШВОВ В РАЗЛИЧНЫХ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЯХ [c.114]
ТАБЛИЦА 1X5. ОСОБЕННОСТИ РУЧНОЙ ДУГОВОЙ СВАРКИ ШВОВ В РАЗЛИЧНЫХ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЯХ
[c.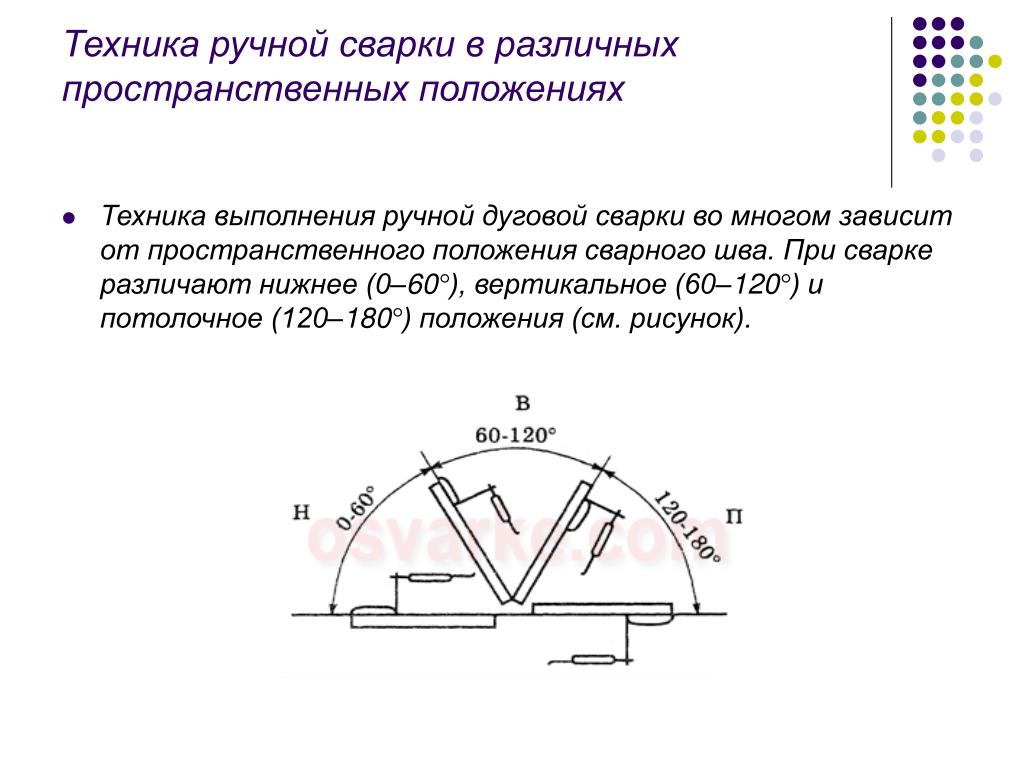
Сварка швов в различных пространственных положениях. Различают следующие основные положения швов в пространстве нижнее, вертикальное, горизонтальное (на вертикальной плоскости) и потолочное (табл. 1Х.5). [c.278]
| Рис. Х1У.4. Сварка швов в различных пространственных положения |
В книге изложены элементарные сведения о свойствах металлов. Подробно описана сварка в среде углекислого газа. В главе Технология полуавтоматической сварки в среде углекислого газа рабочий найдет сведения о том, как читать чертежи сварных узлов.
Сварка швов в различных пространственных положениях. Выбор способа правой или левой сварки следует проводить с учетом положения шва в пространстве. [c.390]
Особенности сварки швов в различных пространственных положениях [c.28]
Установка СА-613, предназначенная для сварки деталей и узлов двигателя автомобиля ЗИЛ, оснащена шлюзом загрузки-выгрузки и двумя пушками для вьшолнения различных швов в различных пространственных положениях.
Полуавтоматическая сварка тонкой проволокой в среде углекислого газа успешно применяется для выполнения швов в различных пространственных положениях, отличающихся от нижнего. Техника наложения их проще, чем при сварке вручную. Удовлетворительное формирование швов обусловлено малыми размерами ванны и охлаждающим действием на нее струи углекислого газа. Для уменьшения разбрызгивания сварка должна производиться при возможно меньшем напряжении дуги.
[c.117]
Техника наложения их проще, чем при сварке вручную. Удовлетворительное формирование швов обусловлено малыми размерами ванны и охлаждающим действием на нее струи углекислого газа. Для уменьшения разбрызгивания сварка должна производиться при возможно меньшем напряжении дуги.
[c.117]
Средства управления режимом сварки. При сварке швов в разных пространственных положениях требуются различные значения параметров режима сварки. Для ряда ответственных изделий требуется изменять параметры режима на протяжении одного и того же шва. Наиболее часто встречающаяся задача управления режимом сварки состоит в следующем изменении параметров в начале сварки от нулевых до заданных значений поддержании значений параметров на протяжении сварки в заданных пределах уменьшении значений параметров от номинальных до нулевых в конце сварки. [c.175]
Стыки труб можно сваривать в поворотном, когда трубу можно вращать, или в неповоротном положении. Сварку швов первого типа выполняют обычно в нижнем положении без особых трудностей, хотя сложно проварить корень шва, так как его формирование ведется чаще всего на весу. Сварка неповоротного стыка требует высокой квалификации сварщика, так как весь шов выполняют в различных пространственных положениях. Можно сваривать двумя способами каждое полукольцо сверху вниз или снизу вверх. Первый способ возможен при использовании электродов диаметром 4 мм, дающих мало шлака (с органическим покрытием), короткой дугой с опиранием образующегося на конце электрода козырька на кромки без поперечных колебаний электрода или с небольшими его колебаниями. При сварке снизу вверх процесс ведут со значительно меньшей скоростью с поперечными колебаниями электрода диаметром 3. .. 5 мм.
Сварка неповоротного стыка требует высокой квалификации сварщика, так как весь шов выполняют в различных пространственных положениях. Можно сваривать двумя способами каждое полукольцо сверху вниз или снизу вверх. Первый способ возможен при использовании электродов диаметром 4 мм, дающих мало шлака (с органическим покрытием), короткой дугой с опиранием образующегося на конце электрода козырька на кромки без поперечных колебаний электрода или с небольшими его колебаниями. При сварке снизу вверх процесс ведут со значительно меньшей скоростью с поперечными колебаниями электрода диаметром 3. .. 5 мм.
Эти результаты интересны тем, что они подчеркивают роль наружного контура усиления швов при определении прочности поперечных стыковых соединений, выполненных в различных пространственных положениях. Однако указанная зависимость сопротивления усталости соединений от положения, в котором выполнялась сварка, является лишь косвенной и определяется различными возможностями получения соединений надлежащего качества. [c.77]
[c.77]
При проектировании сварных конструкций следует уделять серьезное внимание удобному и доступному для качественного выполнения сварки пространственному наложению швов в узлах конструкции. При сварке в нижнем положении легче обеспечить плавное очертание шва, получить лучший провар и избежать подрезов. Именно поэтому соединения, выполненные в нижнем положении, как правило, обладают большей прочностью. Так, прочность стыковых соединений (с усилением шва) малоуглеродистых сталей с поперечными швами, выполненными ручной дуговой сваркой в различных пространственных положениях, составляла 50—64% от прочности соединения, выполненного в нижнем положении [261 ]. [c.252]
К технологическим преимуществам относятся простота процесса сварки, ее высокая производительность при хорошем качестве сварных швов, слабая чувствительность свариваемого металла к ржавчине и возможность вести сварку в различных пространственных положениях последнее особенно важно при выполнении сварки в монтажных условиях.
Для сварки металла толщиной до 4 мм, а также при сварке вертикальных, горизонтальных и потолочных швов рекомендуется применять электродную проволоку диаметром 1—1,2 мм. Ввиду того что в монтажных условиях сварку приходится производить в различных пространственных положениях, применяется главным образом проволока диаметром 1 —1,2 мм. При одной и той же силе тока применение более тонкой проволоки увеличивает устойчивость горения дуги и глубину проплавления, уменьшает разбрызгивание и повышает производительность труда. [c.374]
Для механизации сварочных работ в различных пространственных положениях и в труднодоступных местах, а также для выполнения коротких и прерывистых швов Институтом им. Е. О. Патона разработан способ механизированной сварки голой легированной проволокой, позволяющий получать качественные швы без защитной среды. [c.388]
В настоящее время в связи с развитием автоматической сварки, обладающей большей производительностью, чем ручная, последнюю целесообразно применять в монтажных условиях, когда требуется выполнять швы в различных пространственных положениях, а также для сварки коротких и криволинейных швов. [c.450]
[c.450]Без механизации сварки коротких и прерывистых швов, а также швов, расположенных в различных пространственных положениях, невозможно добиться значительного повышения общего уровня механизации сварочных работ. Наряду с разработкой порошковой проволоки в Институте электросварки имени Е. О. Патона ведутся работы по созданию голой легированной проволоки сплошного сечения, которая позволит производить автоматическую и полуавтоматическую сварку без защитной среды. [c.308]
Особенностью полуавтомата является возможность переключения режимов сварки в процессе работы без обрыва дуги. Это позволяет эффективно использовать его для сварки швов, расположенных в различных пространственных положениях или при больших колебаниях зазоров между кромками деталей (например, сварка трубопроводов, металлоконструкций, обварка связей и патрубков и т. д.).
 87]
87]Сварку поворотных стыков труб без подкладных колец выполняют со значительным смещением головки от вертикальной осн стыка под углом 30—60° (рис. 17) и поперечными колебаниями электрода поперек стыка. При сварке корня шва амплитуда поперечных колебаний электрода Л=6- 8 мм. Частота поперечных колебаний может изменяться в значительных пределах (п = 60-т-200 кол/мин). При сварке остальных швов амплитуда увеличивается для получения шва необходимой ширины. Сварка неповоротных стыков труб затруднена из-за горения дуги в различных пространственных положениях. Чтобы получить шов необходимого качества, требуется тщательная подготовка н сборка кромок [c.392]
Ручную сварку рационально применять для коротких швов, расположенных в различных пространственных положениях и при мелкосерийном характере производства. На монтаже применение ручной сварки оправдано при небольшом объеме работ даже для более протяженных швов. Целесообразно Использовать ручную сварку при ремонте. [c.108]
[c.108]
К электродам предъявляют ряд специальных требований получение швов заданной формы (вогнутая поверхность шва, глубокий провар и др.) возможность сварки в различных пространственных положениях, возможность сварки определенным способом (сварка опиранием, сварка вертикальных швов способом сверху вниз и др.) получение металла шва со специальными свойствами (повышенной прочности, износоустойчивости, коррозионной стойкости, жаропрочности, окалиностойкости и т. п.).
При автоматической и механизированной сварке плавящимся электродом швов, расположенных в различных пространственных положениях, используют электродную проволоку диаметром до 1,2 мм, а при сварке швов, находящихся в нижнем положении, — проволоку диаметром 1,2…3,0 мм. [c.23]
Характеристика сварочных работ при монтаже конструкций. Сварка при монтаже конструкций характерна тем, что большое количество ответственных сварных швов приходится выполнять в различных пространственных положениях. В связи с этим значительный объем занимает ручная дуговая сварка покрытыми электродами. Высококвалифицированные сварщики заваривают стыки монтажных соединений большей частью на высоте, в проектном положении смонтированных конструкций. Это связано с повышенной опасностью для жизни рабочих и необходимостью оборудовать надежные лестницы и трапы для подхода к стыкам, а также люльки и подмости для безопасной работы сварщиков. Производительность труда при работе в таких условиях невысока, и обстоятельства вызывают стремление уменьшить объем сварочных работ, выполняемых на высоте, что достигается двумя путями
[c.273]
В связи с этим значительный объем занимает ручная дуговая сварка покрытыми электродами. Высококвалифицированные сварщики заваривают стыки монтажных соединений большей частью на высоте, в проектном положении смонтированных конструкций. Это связано с повышенной опасностью для жизни рабочих и необходимостью оборудовать надежные лестницы и трапы для подхода к стыкам, а также люльки и подмости для безопасной работы сварщиков. Производительность труда при работе в таких условиях невысока, и обстоятельства вызывают стремление уменьшить объем сварочных работ, выполняемых на высоте, что достигается двумя путями
[c.273]
В формулу для определения основного времени сварки в различных пространственных положениях, а также сварки коротких и многослойных швов вводится коэффициент условий работы Ку [c.339]
Этот способ сварки обеспечивает высокую производительность и качество металла шва выполнение швов в любом пространственном положении наложение многослойных швов различного сечения выполнение швов любой длины, швов горкой , каскадным способом, обратноступенчатых швов с использованием в случае необходимости послойной проковки шва. [c.47]
[c.47]
Весьма важной характеристикой сварочных шлаков является межфазное натяжение на границе шлак—металл. Оно определяет формирование наружной поверхности сварных швов, выполняемых в различных пространственных положениях, влияет на разделение шлака и металла, перемешанных друг в друге, на возможность отрыва шлаковых частиц с нижней части ванны, например при сварке на флюсовой подушке, и имеет ряд других технологически важных особенностей, обеспечивающих необходимые качества сварных соединений. [c.100]
Микроплазменную сварку применяют в нижних, вертикальных, горизонтальных и потолочных швов. Технологически наиболее просто выполнять швы в нижнем положении. Однако при микроплазменной сварке обьем сварочной ванны небольшой и возникают благоприятные условия получения качественных швов, расположенных в различных пространственных положениях. Следует отметить, что выполнение потолочных и горизонтальных швов значительно упрощается при импульсной микроплазменной сварке.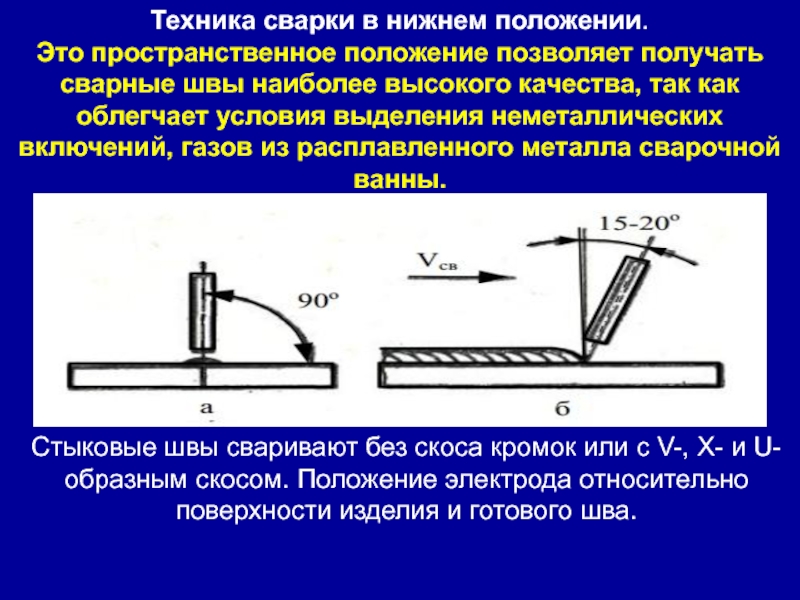 [c.190]
[c.190]
Сварка швов в различных пространственных положениях Наиболее простой является сварка швов в нижнем положении. Пламя горелки направляют с таким расчетом, чтобы кромки свариваемого металла находились в восстановительной зоне на расстоянии 2—6 мм от ядра. Конец сварочной проволоки держат также в восстановительной зоне сварочного пламенн или в ванне расплавленного металла. [c.353]
Реализация приведенных мероприятий во многом зависит от габаритных размеров и конструктивного оформления сварных заготовок и узлов. Для сложных узлов с элементами больших толщин и размеров при наличии криволинейных швов в различных пространственных положениях можно применять только хорошо свариваемые материалы. Последние сваривают самыми универсальными способами, например ручной дуговой сваркой покрытыми электродами или полуавтоматической в защитных газах в широком диапазоне режимов. При их сварке не нужны, например, подогрев, затрудненный вследствие больших толщин и размеров элементов, а также высокотемпературная термическая обработка, часто невозможная из-за отсутствия печей и закалочных ванн соответствующего размера. Для простых малогаба-372
[c.372]
Для простых малогаба-372
[c.372]
Выбор способа сварки корпусных конструкций зависит от толщины металла, длины и положения швов в пространстве. Автоматами и полуавтоматами под флюсом сваривают длинные швы на металле толщиной более 4 мм в нижнем положении. Металл, толщиной менее 4 мм, сваривают автоматической и полуавтоматической сваркой в среде углекислого газа. В углекислом газе сваривают также швы и участки швов в различных пространственных положениях, когда сварка под фяюсш затруднена или невозможна. [c.131]
При использовании этого способа для сварки коротких швов, тонколистового материала, швов в различных пространственных положениях, криволинейных швов, а также исправлении дефектов литья необходимо иметь сложные копирные и флюсоудерживающие устройства, тратить лшого времени на их наладку и установку. Целесообразно эти материалы сваривать, защищая дугу струей газа.
 Честь изобретения этого способа сварки принадлежит оусскому инженеру Н. Н. Бенардосу.
[c.3]
Честь изобретения этого способа сварки принадлежит оусскому инженеру Н. Н. Бенардосу.
[c.3]Наиболее широкое применение получили полуавтоматы А-547Р, так как они позволяют вести сварку тонкой проволокой (диаметром 0,8—1,2 мм) изделий КВО, обшивки котлов и металлоконструкций в различных пространственных положениях. -При сварке этим полуавтоматом в нижнем положении толщина свариваемых изделий не превышает, как правило, 3—4 мм, а катет угловых швов — 4—5 мм. [c.366]
Ручную дуговую сварку довольно широко применяют в производстве металлоконструкций для самых различных металлов и сплавов малых и средних толщин (2—30 мм). Ручная сварка удобна при выполнении коротких и криволинейных швов в любых пространственных положениях (нижнем, вертикальнодт, горизонтальном, потолочном рис. У.Ю), а также прн наложении швов в труднодоступных местах. Она все еще остается незаменимой при монтажных работах и сборке конструкций сложной формы. Ручная сварка обеспечивает хорошее качество сварных швов, но обладает более низкой производительностью по сравнению с автоматической дуговой сваркой под флюсом. Производительность процесса сварки в основном определяется силой сварочного тока. Однако ток при ручной сварке покрытыми э.лектро-дами ограничен, так как повышение тока сверх рекомендованной величины приводит к разогреву стержня электрода, отслаиванию покрытия, сильному разбрызгиванию и угару расплавленного металла сварочной ванны. Ручную сварку постепенно заменяют полуавтоматической в атмосфере защитных газов,
[c.283]
Производительность процесса сварки в основном определяется силой сварочного тока. Однако ток при ручной сварке покрытыми э.лектро-дами ограничен, так как повышение тока сверх рекомендованной величины приводит к разогреву стержня электрода, отслаиванию покрытия, сильному разбрызгиванию и угару расплавленного металла сварочной ванны. Ручную сварку постепенно заменяют полуавтоматической в атмосфере защитных газов,
[c.283]
Примененпе магнитного керамического ф.люса целесообразно в строительстве при полуавтоматической сварке. Этим способом можно производить сварку в различных пространственных положениях, коротких швов и 1НВ0В сложной конфигурации без применения специальных приспособлений. При этом обеспечивается видимость зоны дугп. [c.310]
Сварка в различных пространственных положенияхСварка начинается с зажигания сварочной дуги, которое происходит при кратковременном касании концом электрода изделия. При газовой сварке мундштук располагается под определенным углом к поверхности свариваемого изделия (рис. 31). Чем толще металл и больше его теплопроводность, тем больше угол наклона. Для лучшего прогрева металла угол наклона в начале сварки устанавливают больше, а затем постепенно уменьшают до нормальной величины, а в конце сварки опять уменьшают, чтобы лучше заполнить кратер и предупредить пережог металла. На рис. 31,6 показаны способы перемещения мундштука по шву. Способ 4 рекомендуется для сварки тонколистового металла, способы 2 и 3 — для сварки металла средней толщины, способ 1 применять не рекомендуется из-за возможности окисления расплавленного металла кислородом воздуха. Присадочной проволокой совершают такие же движения, но в обратном направлении. Существует правый и левый способы газовой сварки. При правом способе сварка ведется слева направо, пла-30. Схема основных движений торца электродамя направлено на заваренный участок шва, а присадочная проволока перемещается вслед за горелкой. Рис. 31. Углы наклона (а) и способы (1—4) перемещения (б) мундштука горелки Сварку нужно стремиться выполнять в нижнем положении, так как при этом создаются наиболее благоприятные условия для получения швов хорошего качества. В этом положении расплавленный металл переносится в сварочную ванну, которая занимает горизонтальное положение, в направлении силы тяжести. При этом сварку в нижнем положении выполнять удобнее и легче наблюдать за процессом. Способ сварки в нижнем положении угловых швов называется сваркой «в лодочку» (рис. 32). Существуют различные способы сварки швов. Выбор их зависит от длины шва и толщины свариваемого металла. Условно принято швы длиной до 250 мм называть короткими, 250—1000 мм — средними, более 1000 мм —длинными. Рис. 33. Способы выполнения швов по длине ку начинают со среднего блока. Сразу после первого прохода на первом участке сварку начинают еще два сварщика и т. д., пока все участки по длине не будут закреплены за сварщиками. Каскадный метод заключается в сварке участков по 200 мм, на которые разбит весь шов, таким образом, чтобы по окончании первого слоя первого участка без остановки продолжать сварку первого слоя на соседнем участке. Сварка «горкой» (рис. 34,6) является разновидностью и ведется двумя сварщиками одновременно, от середины к краям. Рис. 34. Сварка длинных многослойных швов Рис. Как и при дуговой сварке, нижние швы при газовой сварке выполняются легко. Сварка ведется левым и правым способами в зависимости от толщины свариваемого металла. При сварке длинных швов применяют ступенчатый и обратноступенчатый методы (рис. 35). Швы делят на участки, которые сваривают в определенном порядке. При наложении .каждого последующего участка предыдущий участок перекрывают на 10 — 20 мм в зависимости от толщины свариваемого металла. Сварка швов в положениях, отличных от нижнего, имеет ряд особенностей. При сварке в вертикальном положении металл в сварочную ванну переносится перпендикулярно силе тяжести. Поэтому сварка покрытыми электродами должна выполняться по возможности наиболее короткой дугой. При этом диаметр электродов должен быть не более 4 — 5 мм, а ток на 15 — 20 % ниже значений тока при сварке в нижнем положении. При переходе металла электрода в сварочную ванну количество жидкого металла в ней увеличивается и под действием силы тяжести металл может вытечь. Горизонтальные швы сваривать труднее, чем вертикальные, поэтому их выполняют сварщики более высокой квалификации. Чтобы расплавленный металл не мог стечь, кромки на нижнем листе не скашивают, а сварку начинают на кромке нижнего листа, затем проваривают корень шва и переносят дугу на кромку верхнего листа (рис. Рис. 36. Сварка снизу вверх (а—в) и сверху вниз (г) Рис. 37. Сварка горизонтального шва Рис. 38. Сварка вертикальных швов По технике выполнения сварка потолочных швов наиболее трудная. В данном случае сила тяжести препятствует переносу йапель металла электрода в сварочную ванну и они стремятся стечь вниз. Преодолеть силу тяжести и удержать расплавленный металл от вытекания можно при небольшом объеме сварочной ванны. Для этого сварку осуществляют электродами диаметром не более 4 мм при силе тока на 20 — 25% меньше, чем при сварке в нижнем положении, короткой дугой и узкими валиками. Рис. 39. Сварка горизонтальных (а) и потолочных швов левым (б) и правым (е) способами Пониженные режимы и неудобные условия для сварки в положениях, отличных от нижнего, снижают производительность труда и отрицательно влияют на качество сварных соединений. При газовой сварке вертикальные швы на изделиях небольшой толщины заваривают сверху вниз правым способом и снизу вверх левым способом (рис. 38). Вертикальные швы при толщине металла 2 — 20 мм целесообразно сваривать способом двойного валика снизу вверх без скоса кромок и с зазором, равным половине толщины свариваемого металла. При толщинах более 6 мм сварку выполняют два сварщика. Горизонтальные швы сваривают правым способом, держа конец присадочной проволоки сверху, а мундштук горелки снизу ванны (рис. 39, а). Потолочные швы накладывают правым и левым способами в несколько слоев с минимальной толщиной каждого (рис. 39, б, в). Кромки шва нагревают до начала оплавления и в этот момент в сварочную ванну начинают вводить присадочную проволоку. Металл сварочной ванны от стекания вниз удерживается давлением газов пламени. Читать далее: |
 Благодаря протеканию тока короткого замыкания и наличию контактного сопротивления торец электрода быстро разогревается до высокой температуры и возникает сварочная дуга. В процессе зажигания дуги конец электрода следует удалить от изделия на 4—5 мм. Зажигание дуги производят прямым отрывом электрода после короткого замыкания — методом «впритык» или скользящим движением конца электрода с кратковременным касанием изделия — методом «спички». Дугу перемещают таким образом, чтобы обеспечивалось проплавление свариваемых кромок и получалось требуемое качество наплавленного металла при хорошем формировании шва. Это достигается поддержанием дуги постоянной длины и соответствующим перемещением конца электрода (рис. 30). При ручной сварке длина дуги в зависимости от марки и диаметра электрода, условий сварки составляет 0,5—1,2 диаметра электрода. Большое увеличение дуги приводит к снижению глубины провара, ухудшению качества шва, увеличению разбрызгивания, а иногда к порообразованию; значительное уменьшение — к ухудшению формирования и короткому замыканию.
Благодаря протеканию тока короткого замыкания и наличию контактного сопротивления торец электрода быстро разогревается до высокой температуры и возникает сварочная дуга. В процессе зажигания дуги конец электрода следует удалить от изделия на 4—5 мм. Зажигание дуги производят прямым отрывом электрода после короткого замыкания — методом «впритык» или скользящим движением конца электрода с кратковременным касанием изделия — методом «спички». Дугу перемещают таким образом, чтобы обеспечивалось проплавление свариваемых кромок и получалось требуемое качество наплавленного металла при хорошем формировании шва. Это достигается поддержанием дуги постоянной длины и соответствующим перемещением конца электрода (рис. 30). При ручной сварке длина дуги в зависимости от марки и диаметра электрода, условий сварки составляет 0,5—1,2 диаметра электрода. Большое увеличение дуги приводит к снижению глубины провара, ухудшению качества шва, увеличению разбрызгивания, а иногда к порообразованию; значительное уменьшение — к ухудшению формирования и короткому замыканию.
 Качество шва при правом способе выше, тепло пламени рассеивается меньше, чем при левом способе, поэтому угол разделки вместо 90° делают 60—70°, что уменьшает количество наплавленного металла и коробление конструкции. Производительность правого способа на 20—25 % выше, чем левого, а расход газов на 15—20 % меньше. Правый способ рекомендуется применять при сварке изделий толщиной больше 5 мм и металлов с большой теплопроводностью. Мощность пламени выбирается из расчета 120—150 дм3/ч ацетилена на 1 мм толщины металла. Диаметр присадочной проволоки равен половине толщины свариваемого металла. Левый способ сварки, когда сварка производится справа налево, сварочное пламя направляется на еще не сваренные кромки, а присадочная проволока перемещается впереди пламени, рекомендуется для сварки тонких и легкоплавких металлов (при сварке металла толщиной до 3 мм он более производителен, чем правый способ). При этом способе сварщик хорошо видит свариваемый шов, поэтому внешний вид шва лучше, чем при правом способе.
Качество шва при правом способе выше, тепло пламени рассеивается меньше, чем при левом способе, поэтому угол разделки вместо 90° делают 60—70°, что уменьшает количество наплавленного металла и коробление конструкции. Производительность правого способа на 20—25 % выше, чем левого, а расход газов на 15—20 % меньше. Правый способ рекомендуется применять при сварке изделий толщиной больше 5 мм и металлов с большой теплопроводностью. Мощность пламени выбирается из расчета 120—150 дм3/ч ацетилена на 1 мм толщины металла. Диаметр присадочной проволоки равен половине толщины свариваемого металла. Левый способ сварки, когда сварка производится справа налево, сварочное пламя направляется на еще не сваренные кромки, а присадочная проволока перемещается впереди пламени, рекомендуется для сварки тонких и легкоплавких металлов (при сварке металла толщиной до 3 мм он более производителен, чем правый способ). При этом способе сварщик хорошо видит свариваемый шов, поэтому внешний вид шва лучше, чем при правом способе. Мощность пламени выбирается из расчета 100—130 дм3/ч ацетиле-на на 1 мм толщины металла. Диаметр присадочной проволоки на 1 мм больше, чем при правом способе.
Мощность пламени выбирается из расчета 100—130 дм3/ч ацетиле-на на 1 мм толщины металла. Диаметр присадочной проволоки на 1 мм больше, чем при правом способе. Для коротких швов рекомендуется способ сварки «напроход» (рис. 33,а), швов средней длины —сварка от середины к краям или об-ратноступенчатый способ (рис. 33,6, в), швов однопроходных стыковых соединений, первого слоя многопроходных швов и угловых швов — от середины к концам обратноступенчатым способом (рис. 33, г, д). Сварка обратноступенчатым способом при правильном выборе длины ступени является наиболее эффективной, так как уменьшает неодновременность выполнения однопроходного шва и поэтому приводит к меньшим остаточным деформациям. При сварке стыковых или угловых швов большого сечения шов накладывается несколькими слоями. При этом каждый слой средней и верхней части может быть получен за один, два и более проходов. При сварке толстого металла не рекомендуется делать каждый слой «напроход», так как это может привести к значительным деформациям и появлению трещин в первых слоях. Для предотвращения образования трещин при сварке толстого металла Закладывать слои следует на еще не остывшие предыдущие слои.
Для коротких швов рекомендуется способ сварки «напроход» (рис. 33,а), швов средней длины —сварка от середины к краям или об-ратноступенчатый способ (рис. 33,6, в), швов однопроходных стыковых соединений, первого слоя многопроходных швов и угловых швов — от середины к концам обратноступенчатым способом (рис. 33, г, д). Сварка обратноступенчатым способом при правильном выборе длины ступени является наиболее эффективной, так как уменьшает неодновременность выполнения однопроходного шва и поэтому приводит к меньшим остаточным деформациям. При сварке стыковых или угловых швов большого сечения шов накладывается несколькими слоями. При этом каждый слой средней и верхней части может быть получен за один, два и более проходов. При сварке толстого металла не рекомендуется делать каждый слой «напроход», так как это может привести к значительным деформациям и появлению трещин в первых слоях. Для предотвращения образования трещин при сварке толстого металла Закладывать слои следует на еще не остывшие предыдущие слои.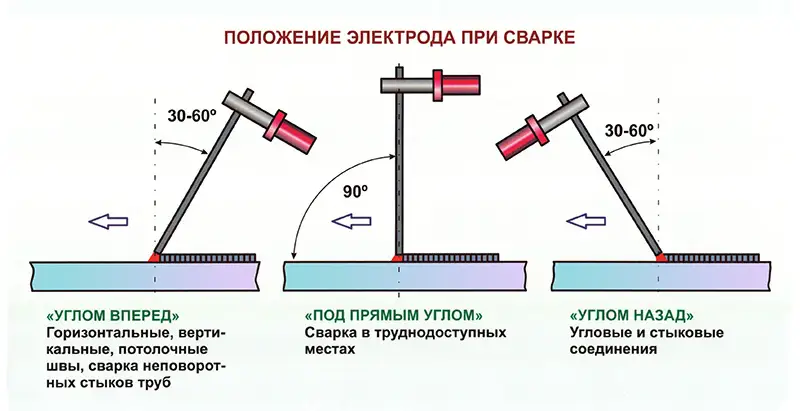 Это достигается при сварке блочным (рис. 34,в) и каскадным методами (рис. 34,а). При блочном методе весь шов по длине делится на равные участки — блоки длиной около 1 м, каждый блок заваривает определенный сварщик. Свар-32. Сварка «в лодочку»
Это достигается при сварке блочным (рис. 34,в) и каскадным методами (рис. 34,а). При блочном методе весь шов по длине делится на равные участки — блоки длиной около 1 м, каждый блок заваривает определенный сварщик. Свар-32. Сварка «в лодочку» 35. Порядок (1—5) наложения швов
35. Порядок (1—5) наложения швов Поэтому электрод необходимо быстро отвести в сторону, чтобы металл затвердел. Сварку вертикальных швов ведут снизу вверх (рис. 36, а — в) или сверху вниз (рис. 36, г). Более удобной является сварка снизу вверх, когда дуга возбуждается в самой нижней точке, где образуется площадка из затвердевшего металла, на которой удерживаются следующие капли расплавленного металла. Выполнять сварку сверху вниз значительно труднее, чем снизу вверх. Обычно этот метод применяют для сварки тонкого металла. В начале сварки электрод располагают перпендикулярно поверхности и дуга возбуждается в верхней точке шва. После появления заметной капли жидкого металла на свариваемой поверхности электрод наклоняют вниз под углом 10— 15°, а дугу направляют на расплавленный металл.
Поэтому электрод необходимо быстро отвести в сторону, чтобы металл затвердел. Сварку вертикальных швов ведут снизу вверх (рис. 36, а — в) или сверху вниз (рис. 36, г). Более удобной является сварка снизу вверх, когда дуга возбуждается в самой нижней точке, где образуется площадка из затвердевшего металла, на которой удерживаются следующие капли расплавленного металла. Выполнять сварку сверху вниз значительно труднее, чем снизу вверх. Обычно этот метод применяют для сварки тонкого металла. В начале сварки электрод располагают перпендикулярно поверхности и дуга возбуждается в верхней точке шва. После появления заметной капли жидкого металла на свариваемой поверхности электрод наклоняют вниз под углом 10— 15°, а дугу направляют на расплавленный металл. 37). При наложении верхних уширенных валиков поперечные колебания конца электрода совершают под углом 45° к оси шва. Сварку ведут электродами тех же диаметров и на тех же режимах, что и сварку вертикальных швов.
37). При наложении верхних уширенных валиков поперечные колебания конца электрода совершают под углом 45° к оси шва. Сварку ведут электродами тех же диаметров и на тех же режимах, что и сварку вертикальных швов. Поэтому необходимо всегда стремиться располагать изделия так, чтобы максимальное число швов можно было сварить в нижнем положении.
Поэтому необходимо всегда стремиться располагать изделия так, чтобы максимальное число швов можно было сварить в нижнем положении.Аргонно-дуговая сварка
Сварочные работы занимают лидирующую позицию среди всех существующих в настоящее время способов неразъемного соединения материалов. Производство сварочных работ используется во всех отраслях промышленности. Причина подобной популярности заключается в том, что сварочные работы позволяют соединять между собой, отличающиеся своими физическими и механическими свойствами, материалы.
Производство сварочных работ используется во всех отраслях промышленности. Причина подобной популярности заключается в том, что сварочные работы позволяют соединять между собой, отличающиеся своими физическими и механическими свойствами, материалы.
На сегодняшний день ООО «ВМУ» выполняет следующие виды сварки:
- Электродуговая сварка;
- Полуавтоматическая сварка в среде защитных газов;
- Аргонодуговая сварка неплавящимся электродом в среде защитного газа (РАД).
Основным видом сварки, применяемой нашей компанией, является аргонно-дуговая сварка неплавящимся электродом. Этот способ сварки позволяет сваривать детали малой толщины, дает минимальное коробление и позволяет получить соединение с высокими механическими и противокоррозионными свойствами. Её основным достоинством является высокий уровень качества сварных швов. Производим сварку как черных, так и цветных металлов: нержавеющей стали, алюминия, магния и т.д.
На текущий момент ООО «ВМУ» располагает всеми необходимыми ресурсами для производства сварочных работ аргонодуговой сваркой, в соответствии с требованиями НАКС:
- аттестованными сварщиками;
- аттестованным сварочным оборудованием;
- аттестованными сварочными технологиями.


При сварке трубопроводов из нержавеющей стали разогретые участки швов окисляются и теряют «нержавеющие» свойства. За счет мероприятий, таких как обработка щеткой, шлифовка или травление этот окисленный слой, называемый так же цветом побежалости, удаляется и опять приобретаются антикоррозионные свойства.
Мы готовы выполнить работы в соответствии со всеми этими требованиям на высочайшем профессиональном уровне.
На основании вышеизложенного, прошу рассмотреть вопрос о дальнейшем взаимовыгодном сотрудничестве.
Компания «ВМУ» обеспечит соответствие этим требованиям, а также выполнит сварочные работы на высочайшем профессиональном уровне любой сложности.
Сварочное производство аттестовано и имеет свидетельства об аттестации технологии сварки в соответствии с требованиями НАКС (национальное агентство контроля сварки).
Выполняем следующие виды сварки:
- электродуговая сварка,
- полуавтоматическая сварка в среде защитных газов,
- аргонодуговая сварка неплавящимся электродом в среде защитного газа.

Производим сварку как черных, так и цветных металлов: нержавеющей стали, алюминия, магния и т.д.
Ручная и полуавтоматическая сварка имеют значительные отличия, между тем, процесс сваривания изделий этими способами во многом похож.
Ручная сварка осуществляется посредством специальных электродов, они могут быть плавящимися, неплавящимися, и иметь специальное покрытие из разных материалов.
Качество соединения получаемого в результате ручной дуговой сварки в основном зависит от правильного подбора электродов, установки и соблюдения режимов сварки.
Полуавтоматическая сварка подходит для качественной обработки любых сталей (низкоуглеродистых, легированных, нержавеющих) и алюминиевых сплавов.
Свое название полуавтоматическая сварка получила из-за того, что вместо электродов применяется специальная проволока, которая во время сварочных работ подается из катушки автоматически и отсутствует необходимость прерывать процесс сварки для замены электрода.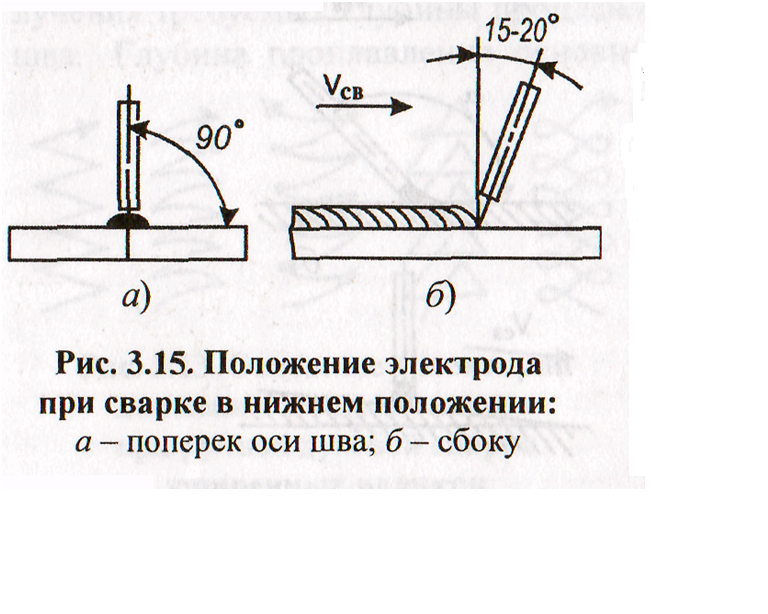
Полуавтоматическая сварка обеспечивает достаточно высокое качество сварных швов, особенно при сварке низкоуглеродистых сталей. Сварка возможна в различных пространственных положениях.
Полуавтоматическую сварку порошковой применяют и для соединения изделий из тонкого металла.
Аргонно-дуговая сварка металла – выполняется горелками, позволяющими окружать электрическую дугу завесой из инертного газа аргона. Этот способ сварки позволяет сваривать детали малой толщины, дает минимальное коробление и позволяет получить соединение с высокими механическими и противокоррозионными свойствами.
Её основным достоинством является высокий уровень качества сварных швов. В связи с этим, аргонно-дуговая сварка дает возможность увеличить срок эксплуатации готовой продукции. Аргонно-дуговой сваркой можно сваривать нержавеющую, жаропрочную и кислотоупорную стали, алюминий, магний и их сплавы.
При обращении в нашу компанию, мы предоставим Вам профессиональные услуги сварщика, технолога, инженера. А что касается стоимости, то в результате осмотра, в зависимости от сложности работы, инженер определит окончательные расценки на сварочные работы. Таким образом, наличие современного оборудования, а также высокая квалификация и огромный опыт работы наших специалистов позволят выполнить Ваш заказ наилучшим образом.
А что касается стоимости, то в результате осмотра, в зависимости от сложности работы, инженер определит окончательные расценки на сварочные работы. Таким образом, наличие современного оборудования, а также высокая квалификация и огромный опыт работы наших специалистов позволят выполнить Ваш заказ наилучшим образом.
Ручная дуговая сварка металлическими электродами с покрытием — Ручная дуговая сварка — ММA
Создание и поддержание дуги
Перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, пространственного положения сварки, типа сварного соединения и др. Зажигать дугу можно двумя способами. При одном способе электрод приближают вертикально к поверхности изделия до касания металла и быстро отводят вверх на необходимую длину дуги. При другом — электродом вскользь «чиркают» по поверхности металла. Применение того или иного способа зажигания дуги зависит от условий сварки и от навыка сварщика.
Длина дуги зависит от марки и диаметра электрода, пространственного положения сварки, разделки свариваемых кромок и т- п. Нормальная длина дуги считается в пределах lд = (0.5 — 1.1)*dэл (dэл — диаметр электрода). Увеличение длины дуги снижает качество наплавленного металла шва ввиду его интенсивного окисления и азотирования, увеличивает потери металла на угар и разбрызгивание, уменьшает глубину проплавления основного металла. Также ухудшается внешний вид шва.
Во время ведения процесса сварщик обычно перемещает электрод не менее чем в двух направлениях. Во-первых, он подает электрод вдоль его оси в дугу, поддерживая необходимую в зависимости от скорости плавления электрода длину дуги. Во-вторых, перемещает электрод в направлении наплавки или сварки для образования шва. В этом случае образуется узкий валик, ширина которого при наплавке равна примерно (0,8 — 1,5)*dэл и зависит от силы сварочного тока и скорости перемещения дуги по поверхности изделия. Узкие валики обычно накладывают при проваре корня шва, сварке тонких листов и тому подобных случаях.
При правильно выбранном диаметре электрода и силе сварочного тока скорость перемещения дуги имеет большое значение для качества шва. При повышенной скорости дуга расплавляет основной металл на малую глубину и возможно образование непроваров. При малой скорости вследствие чрезмерно большого ввода теплоты дуги в основной металл часто образуется прожог, и расплавленный металл вытекает из сварочной ванны. В некоторых случаях, например при сварке на спуск, образование под дугой жидкой прослойки из расплавленного электродного металла повышенной толщины, наоборот, может привести к образованию непроваров.
Иногда сварщику приходится перемещать электрод поперек шва, регулируя тем самым распределение теплоты дуги поперек шва для получения требуемых глубины проплавления основного металла и ширины шва. Глубина проплавления основного металла и формирование шва главным образом зависят от вида поперечных колебаний электрода, которые обычно совершают с постоянными частотой и амплитудой относительно оси шва.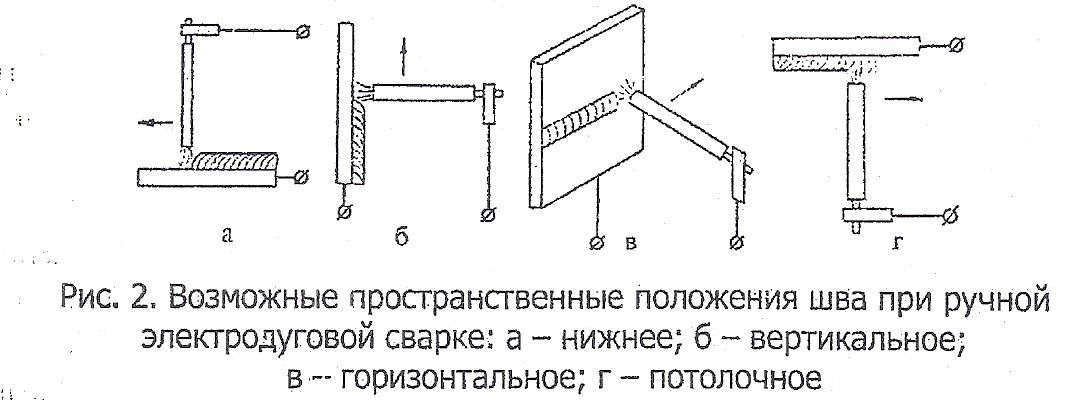 ; расплавляющийся при этом электродный металл заполнит кратер. При сварке низкоуглеродистой стали кратер иногда выводят в сторону от шва — на основной металл. При случайных обрывах дуги или при смене электродов дугу возбуждают на еще не расплавленном основном металле перед кратером и затем проплавляют металл в кратере.
; расплавляющийся при этом электродный металл заполнит кратер. При сварке низкоуглеродистой стали кратер иногда выводят в сторону от шва — на основной металл. При случайных обрывах дуги или при смене электродов дугу возбуждают на еще не расплавленном основном металле перед кратером и затем проплавляют металл в кратере.
Положение электрода относительно поверхности изделия и пространственное положение сварки оказывают большое влияние
на форму шва и проплавке не основного металла. При сварке углом назад улучшаются условия оттеснения из-под дуги жидкого металла, толщина прослойки которого уменьшается. При этом улучшаются условия теплопередачи от дуги к основному металлу и растет глубина его проплавления. То же наблюдается при сварке шва на подъем на наклонной или вертикальной плоскости. При сварке углом вперед или на спуск расплавленный металл сварочной ванны, подтекая под дугу, ухудшает теплопередачу от нее к основному металлу — глубина проплавления уменьшается, а ширина шва возрастает.
При прочих равных условиях количество расплавляемого электродного металла, приходящегося на единицу длины шва, остается постоянным, но распределяется на большую ширину шва и поэтому высота его усиления уменьшается. При наплавке или сварке тонколистового металла (толщина до 3 мм) для уменьшения глубины провара и предупреждения прожогов рекомендуется
15-20″ сварку выполнять на спуск (наклон до 15°) или углом вперед без поперечных колебаний электрода. Для сборки изделия под сварку (обеспечения заданного зазора в стыке, положения изделий и др.) можно применять специальные приспособления или короткие швы — прихватки. Длина прихваток обычно составляет 20 — 120 мм (больше при более толстом металле) и расстояние между ними 200-1200 мм (меньше при большей толщине металла для увеличения жесткости). Сечение прихваток не должно превышать 1/3 сечения швов. При сварке прихватки необходимо полностью переплавлять.
Техника сварки в нижнем положении
Это пространственное положение позволяет получать сварные швы наиболее высокого качества, так как облегчает условия выделения неметаллических включений, газов из расплавленного металла сварочной ванны. При этом также наиболее благоприятны условия формирования металла шва, так как расплавленный металл сварочной ванны от вытекания удерживается нерасплавившейся частью кромок.
При этом также наиболее благоприятны условия формирования металла шва, так как расплавленный металл сварочной ванны от вытекания удерживается нерасплавившейся частью кромок.
Стыковые швы сваривают без скоса кромок или с V-, Х- и U-образным скосом.Стыковые швы без скоса кромок в зависимости от толщины сваривают с одной или двух сторон. При этом концом электрода совершают поперечные колебания (см. рис. 12) с амплитудой, определяемой требуемой шириной шва. Следует тщательно следить за равномерным расплавлением обеих свариваемых кромок по всей их толщине и особенно стыка между ними в нижней части (корня шва).
Однопроходную сварку с V-образным скосом кромок обычно выполняют с поперечными колебаниями электрода на всю ширину разделки для ее заполнения так, чтобы дуга выходила со скоса кромок на необработанную поверхность металла. Однако в этом случае очень трудно обеспечить равномерный провар корня шва по всей его длине, особенно при изменении величины притупления кромок и зазора между ними.
При сварке шва с V-образным скосом кромок за несколько проходов обеспечить хороший провар первого слоя в корне разделки гораздо легче. Для этого обычно применяют электроды диаметром 3-4 мм и сварку ведут без поперечных колебаний. Последующие слои выполняют в зависимости от толщины металла электродом большего диаметра с поперечными колебаниями. Для обеспечения хорошего провара между слоями предыдущие
швы и кромки следует тщательно очищать от шлака и брызг металла.
Заполнять разделку кромок можно швами с шириной на всю разделку или отдельными валиками. В многопроходных швах последний валик для улучшения внешнего вида иногда можно выполнять на всю ширину разделки (декоративный слой).
Сварку швов с Х- или U-образным скосом кромок выполняют в общем так же, как и с V-образным скосом. Однако для уменьшения остаточных деформаций и напряжений, если это возможно, сварку ведут, накладывая каждый валик или слой попеременно с каждой стороны. Швы с Х- или U-образным скосом кромок по сравнению с V-образным имеют преимущества, так как в первом случае в 1,6-1,7 раза уменьшается объем наплавленного металла (повышается производительность сварки).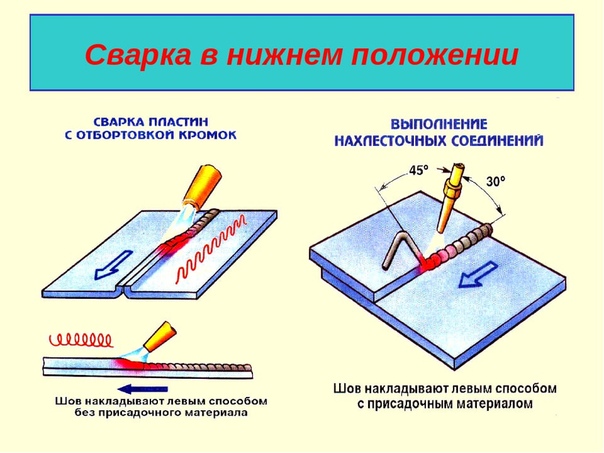 Кроме того, уменьшаются угловые деформации, а возможный непровар корня шва образуется в нейтральном по отношению к изгибающему моменту сечении. Недостаток U-образного скоса кромок — повышенная трудоемкость его получения.
Кроме того, уменьшаются угловые деформации, а возможный непровар корня шва образуется в нейтральном по отношению к изгибающему моменту сечении. Недостаток U-образного скоса кромок — повышенная трудоемкость его получения.
Сварку стыковых швов можно выполнять различными способами. При сварке на весу наиболее трудно обеспечить провар корня шва и формирование хорошего обратного валика по
всей длине стыка. В этом отношении более благоприятна сварка на съемной медной или остающейся стальной подкладке. В медной подкладке для формирования обратного валика делают формирующую канавку. Однако для предупреждения вытекания расплавленного металла из сварочной ванны необходимо плотное поджатие подкладок к свариваемым кромкам. Кроме того, остающиеся подкладки увеличивают расход металла и не всегда технологичны. При использовании медных подкладок возникают трудности точной установки кромок вдоль формирующей канавки.
Если с обратной стороны возможен подход к корню шва и допустимо усиление обратной стороны шва, целесообразна подварка корня швом небольшого сечения с последующей укладкой основного шва. В некоторых случаях при образовании непроваров в корне шва после сварки основного шва дефект в корне разделывают газовой, воздушно-дуговой строжкой или механическими методами с последующим выполнением подварочного шва.
В некоторых случаях при образовании непроваров в корне шва после сварки основного шва дефект в корне разделывают газовой, воздушно-дуговой строжкой или механическими методами с последующим выполнением подварочного шва.
Сварку угловых швов в нижнем положении можно выполнять двумя приемами. Сварка вертикальным электродом в лодочку обеспечивает наиболее благоприятные условия для провара корня шва и формирования его усиления. По существу этот прием напоминает сварку стыковых швов с V-образным скосом кромок, так как шов формируется между свариваемыми поверхностями. Однако при этом способе требуется тщательная
сборка соединения под сварку с минимальным зазором в стыке для предупреждения вытекания в него расплавленного металла.
При сварке наклонным электродом трудно обеспечить провар шва по нижней плоскости (ввиду натекания на нее
расплавленного металла) и предупредить подрез на вертикальной плоскости (ввиду стекания расплавленного металла). Поэтому таким способом обычно сваривают швы с катетом до 6-8 мм. При сварке угловых швов наклонным электродом трудно также обеспечить глубокий провар в корне шва, поэтому в односторонних или двусторонних швах без скоса кромок может образоваться непровар, который при нагружении шва послужит началом развития трещин. Для предупреждения этого в ответственных соединениях при толщине металла 4 мм и более необходим односторонний скос, а при толщине 12 мм и более — двусторонний скос кромок.
При сварке угловых швов наклонным электродом трудно также обеспечить глубокий провар в корне шва, поэтому в односторонних или двусторонних швах без скоса кромок может образоваться непровар, который при нагружении шва послужит началом развития трещин. Для предупреждения этого в ответственных соединениях при толщине металла 4 мм и более необходим односторонний скос, а при толщине 12 мм и более — двусторонний скос кромок.
При сварке наклонным электродом многопроходных швов первым выполняют шов на горизонтальной плоскости. Формирование последующего валика происходит с частичным удержанием расплавленного металла сварочной ванны нижележащим валиком. При сварке угловых швов применяют поперечные колебания электрода. Особенно важен правильный выбор их траектории при сварке наклонным электродом с целью предупреждения возникновения указанных выше дефектов.
Техника сварки на горизонтальной и потолочной плоскостях
Сварка швов в положениях, отличающихся от нижнего, требует повышенной квалификации сварщика в связи с возможным под действием сил тяжести вытеканием расплавленного металла из сварочной ванны или падением капель электродного металла мимо сварочной ванны.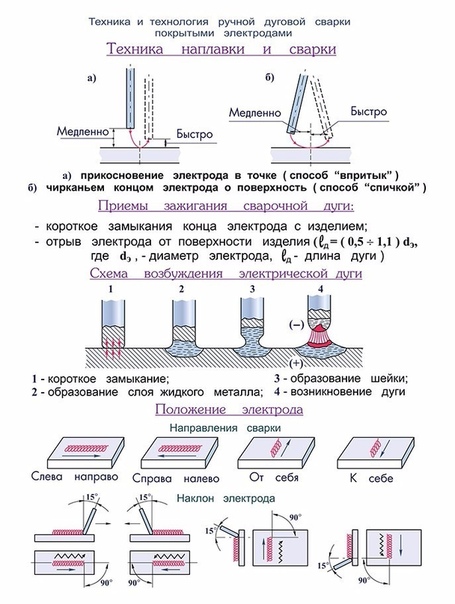 Для предотвращения этого сварку следует вести по возможности наиболее короткой дугой, в большинстве случаев с поперечными колебаниями.
Для предотвращения этого сварку следует вести по возможности наиболее короткой дугой, в большинстве случаев с поперечными колебаниями.
Расплавленный металл в сварочной ванне от вытекания удерживается в основном силой поверхностного натяжения. Поэтому необходимо уменьшать ее размер, для чего конец электрода периодически отводят в сторону от ванны, давая возможность ей частично закристаллизоваться. Ширину валиков также уменьшают до двух-трех диаметров электродов. Применяют пониженную на 10-20% силу тока и электроды уменьшенного диаметра (для вертикальных и горизонтальных швов не более 5 мм, для потолочных не более 4 мм).
Сварку вертикальных швов можно выполнять на подъем или на спуск. При сварке на подъем нижележащий закристаллизовавшийся металл шва помогает удержать расплавленный металл сварочной ванны. При этом способе облегчается возможность провара корня шва и кромок, так как расплавленный металл стекает ’ с них в сварочную ванну, улучшая условия теплопередачи от дуги к основному металлу. Однако внешний вид шва — грубочешуйчатый. При сварке на спуск получить качественный провар трудно: шлак и расплавленный металл подтекают под дугу и от дальнейшего стекания удерживаются только силами давления дуги и поверхностного натяжения. В некоторых случаях их оказывается недостаточно, и расплавленный металл вытекает из сварочной ванны.
Однако внешний вид шва — грубочешуйчатый. При сварке на спуск получить качественный провар трудно: шлак и расплавленный металл подтекают под дугу и от дальнейшего стекания удерживаются только силами давления дуги и поверхностного натяжения. В некоторых случаях их оказывается недостаточно, и расплавленный металл вытекает из сварочной ванны.
Сварка горизонтальных стыковых швов более затруднена, чем вертикальных, из-за стекания расплавленного металла из сварочной ванны на нижнюю кромку. В результате возможно образование подреза по верхней кромке. При сварке металла повышенной толщины обычно делают скос только одной верхней кромки, нижняя помогает удерживать расплавленный металл в сварочной ванне. Сварка горизонтальных угловых швов в нахлесточных соединениях не вызывает трудностей и по технике не отличается от сварки в нижнем положении.
Сварка швов в потолочном положении наиболее сложна и ее по возможности следует избегать. Сварку выполняют периодическими короткими замыканиями конца электрода на сварочную ванну, во время которых металл сварочной ванны частично кристаллизуется, что уменьшает объем сварочной ванны. В то же время расплавленный электродный металл вносится в сварочную ванну. При удлинении дуги образуются подрезы. При сварке этих швов ухудшены условия выделения из расплавленного металла сварочной ванны шлаков и газов. Поэтому свойства металла шва несколько ниже, чем при сварке в других пространственных положениях.
В то же время расплавленный электродный металл вносится в сварочную ванну. При удлинении дуги образуются подрезы. При сварке этих швов ухудшены условия выделения из расплавленного металла сварочной ванны шлаков и газов. Поэтому свойства металла шва несколько ниже, чем при сварке в других пространственных положениях.
Техника сварки пробочных и прорезных соединений практически не отличается от рассмотренной выше техники сварки стыковых или угловых швов.
В зависимости от протяженности шва, толщины и марки металла, жесткости конструкции и т. д. применяют различные приемы последовательности сварки швов и заполнения разделки. Сварку напроход обычно применяют при сварке коротких швов (до 500 мм). Швы длиной до 1000 мм лучше сваривать от середины к концам или обратноступенчатым методом. При последнем способе весь шов разбивают на участки по 150-200 мм, которые должны быть кратны длине участка, наплавляемого одним электродом. Сварку швов в ответственных конструкциях большой толщины выполняют блоками, каскадом или горкой, что позволяет влиять на структуру металла шва и сварного соединения и его механические свойства.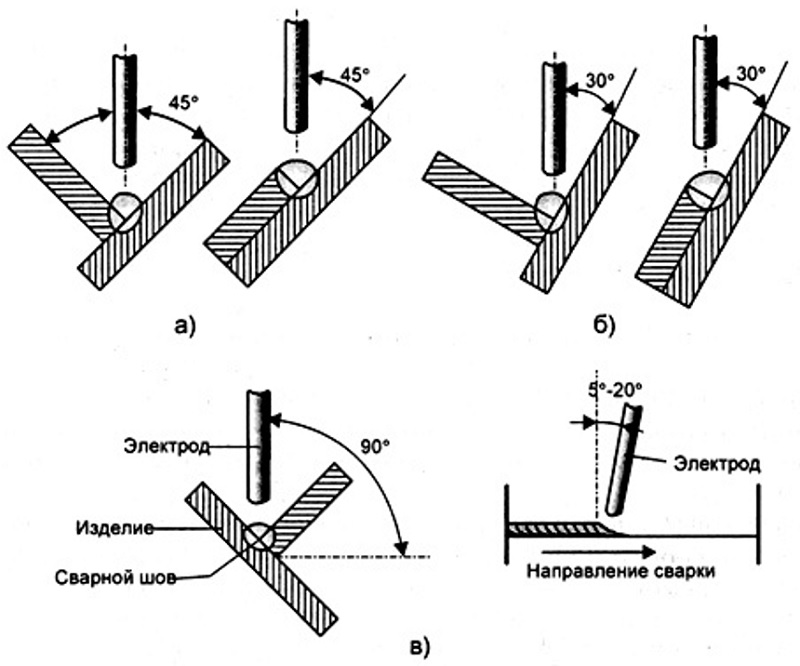
Техника сварки кольцевых стыков труб
Сварка кольцевых стыков трубопроводов имеет некоторые специфические особенности. Обычно сваркой выполняют швы на трубах диаметром от десятков миллиметров до 1440 мм при толщине стенки до 16 мм и более. При толщине стенки труб из низкоуглеродистых и низколегированных сталей до 8-12 мм сварку можно выполнять в один слой. Однако многослойные швы имеют повышенные механические свойства, определяемые положительным влиянием термического цикла последующего шва на металл предыдущего шва, поэтому сварку труб преимущественно выполняют в два слоя и более. Рекомендуемое число слоев шва зависит от толщины стенки.
Стыки труб можно сваривать в поворотном, когда трубу можно вращать, или в неповоротном положении. Сварку швов первого типа выполняют обычно в нижнем положении без особых трудностей, хотя сложно проварить корень шва, так как его формирование ведется чаще всего на весу. Сварка неповоротного стыка требует высокой квалификации сварщика, так как весь шов выполняют в различных пространственных положениях. Можно сваривать двумя способами: каждое полукольцо сверху вниз или снизу вверх. Первый способ возможен при использовании электродов диаметром 4 мм, дающих мало шлака (с органическим покрытием), короткой дугой с опиранием образующегося на конце электрода козырька на кромки без поперечных колебаний электрода или с небольшими его колебаниями. При сварке снизу вверх процесс ведут со значительно меньшей скоростью с поперечными колебаниями электрода диаметром 3-5 мм.
Можно сваривать двумя способами: каждое полукольцо сверху вниз или снизу вверх. Первый способ возможен при использовании электродов диаметром 4 мм, дающих мало шлака (с органическим покрытием), короткой дугой с опиранием образующегося на конце электрода козырька на кромки без поперечных колебаний электрода или с небольшими его колебаниями. При сварке снизу вверх процесс ведут со значительно меньшей скоростью с поперечными колебаниями электрода диаметром 3-5 мм.
Сообщение отредактировал Andrew: 14 Январь 2015 14:00
Влияние режимов импульсно-дуговой сварки на параметры металла шва и ЗТВ сварных соединений, выполненных проволокой Св-08Х20Н9Г7Т
(2)
В этом случае можно сопоставлять режимы ИДС с режимами стационарной сварки, т.к.
погонная энергия сварки прямо пропорциональна сварочному току.
Одной из важнейших характеристик, определяющей свойства сварного соединения
является термический цикл сварки (ТЦС), от которого зависит структура металла зоны
термического влияния (ЗТВ). Зная особенности ТЦС при импульсно-дуговом режиме
Зная особенности ТЦС при импульсно-дуговом режиме
сварки можно прогнозировать формирование структуры и свойств ЗТВ сварных
соединений. Так, например, авторы работ [12, 23-25] указывают, что ИДС характеризуется
пониженым уровнем тепловложения при этом обеспечивая проплавление сопоставимое со
струйным переносом. Тсен [26], измеряя термические циклы сварки для стационарного и
пульсирующего режимов, на расстоянии 2 мм от линии сплавления, показал, что в
последнем случае достигается меньшая максимальная температура нагрева металла.
Данный факт может свидетельствовать, по мнению авторов работы [26] о меньшем
тепловложении. В виду того что, на одинаковом расстоянии от линии сплавления в случае
импульсного процесса температура нагрева металла меньше, можно косвенно сделать
вывод, что ширина ЗТВ в данном случае была меньше и что скорость охлаждения металла
в высокотемпературной области была выше по сравнению с процессом, который
выполнялся стационарно горящей дугой. В работе [27] рассматривается влияние частоты
В работе [27] рассматривается влияние частоты
следования и заполненности импульсов на скорость охлаждения металла. Показано, что в
пределах изменения частоты следования от 60 до 120 Гц и заполненности импульса от20
до 30 %, скорость охлаждения как в высокотемпературной так и низкотемпературной
области практически не изменяется. Значения частот следования и заполненности
импульса выбраны исходя из того, что данные диапазоны параметров ИДС покрывают
широкую область практического применения [28]. Также следует отметить, что по данным
ТЦС для импульсного режима в высокотемпературной области наблюдается некий «зуб»
(скачек) в изменении температуры металла, что по всей видимости объясняется
особенностями импульсного ввода тепла в сварочную ванну. При исследовании ТЦС в
случае сварки пульсирующей дугой [22, 29] было установлено, что в низкотемпературном
диапазоне скорость охлаждения металла ЗТВ замедляется, по сравнению с стационарным
режимом, а в высокотемпературном диапазоне ускоряется. При этом в случае [29]
При этом в случае [29]
возрастания частоты пульсации дуги от 0.5 до 10 Гц, скорость охлаждения металла ЗТВ
становится такой же как и в случае стационарной сварки, что свидетельствует о
нецелесообразности дальнейшего увеличения частоты пульсаций.
5
Информио
×Неверный логин или пароль
×Все поля являются обязательными для заполнения
×Сервис «Комментарии» — это возможность для всех наших читателей дополнить опубликованный на сайте материал фактами или выразить свое мнение по затрагиваемой материалом теме.
Редакция Информио.ру оставляет за собой право удалить комментарий пользователя без предупреждения и объяснения причин. Однако этого, скорее всего, не произойдет, если Вы будете придерживаться следующих правил:
- Не стоит размещать бессодержательные сообщения, не несущие смысловой нагрузки.
- Не разрешается публикация комментариев, написанных полностью или частично в режиме Caps Lock (Заглавными буквами). Запрещается использование нецензурных выражений и ругательств, способных оскорбить честь и достоинство, а также национальные и религиозные чувства людей (на любом языке, в любой кодировке, в любой части сообщения — заголовке, тексте, подписи и пр.)
- Запрещается пропаганда употребления наркотиков и спиртных напитков. Например, обсуждать преимущества употребления того или иного вида наркотиков; утверждать, что они якобы безвредны для здоровья.
- Запрещается обсуждать способы изготовления, а также места и способы распространения наркотиков, оружия и взрывчатых веществ.
- Запрещается размещение сообщений, направленных на разжигание социальной, национальной, половой и религиозной ненависти и нетерпимости в любых формах.
- Запрещается размещение сообщений, прямо либо косвенно призывающих к нарушению законодательства РФ. Например: не платить налоги, не служить в армии, саботировать работу городских служб и т.д.
- Запрещается использование в качестве аватара фотографии эротического характера, изображения с зарегистрированным товарным знаком и фотоснимки с узнаваемым изображением известных людей. Редакция оставляет за собой право удалять аватары без предупреждения и объяснения причин.
- Запрещается публикация комментариев, содержащих личные оскорбления собеседника по форуму, комментатора, чье мнение приводится в статье, а также журналиста.
 Запрещается использование нецензурных выражений и ругательств, способных оскорбить честь и достоинство, а также национальные и религиозные чувства людей (на любом языке, в любой кодировке, в любой части сообщения — заголовке, тексте, подписи и пр.)
Запрещается использование нецензурных выражений и ругательств, способных оскорбить честь и достоинство, а также национальные и религиозные чувства людей (на любом языке, в любой кодировке, в любой части сообщения — заголовке, тексте, подписи и пр.)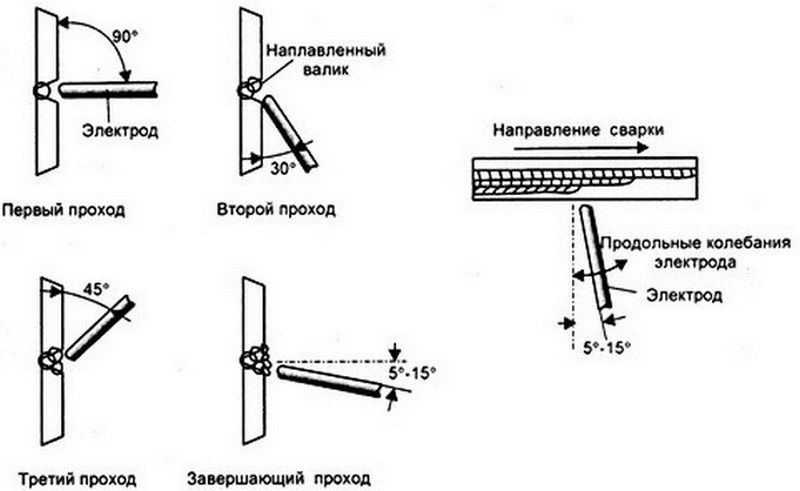 Редакция оставляет за собой право удалять аватары без предупреждения и объяснения причин.
Редакция оставляет за собой право удалять аватары без предупреждения и объяснения причин.Претензии к качеству материалов, заголовкам, работе журналистов и СМИ в целом присылайте на адрес
×Информация доступна только для зарегистрированных пользователей.
×Уважаемые коллеги. Убедительная просьба быть внимательнее при оформлении заявки. На основании заполненной формы оформляется электронное свидетельство. В случае неверно указанных данных организация ответственности не несёт.
Сварка в различных пространственных положениях. Виды швов по расположению в пространстве. Особенности сварных швов в различных пространственных положениях
По расположению швов в пространстве в момент их выполнения различают:
- нижний;
- горизонтальный
- вертикальный
- потолочных швов.

Промежуточные положения относятся к одному из них соответственно.
Сварка швов в вертикальном, горизонтальном и потолочном положениях, в отличие от нижнего, имеет ряд особенностей.
Нижние швы наиболее удобны для сварки, так как капли электродного металла под собственным весом легко переходят в сварочную ванну. Кроме того, в таком положении удобно наблюдать за процессом сварки.
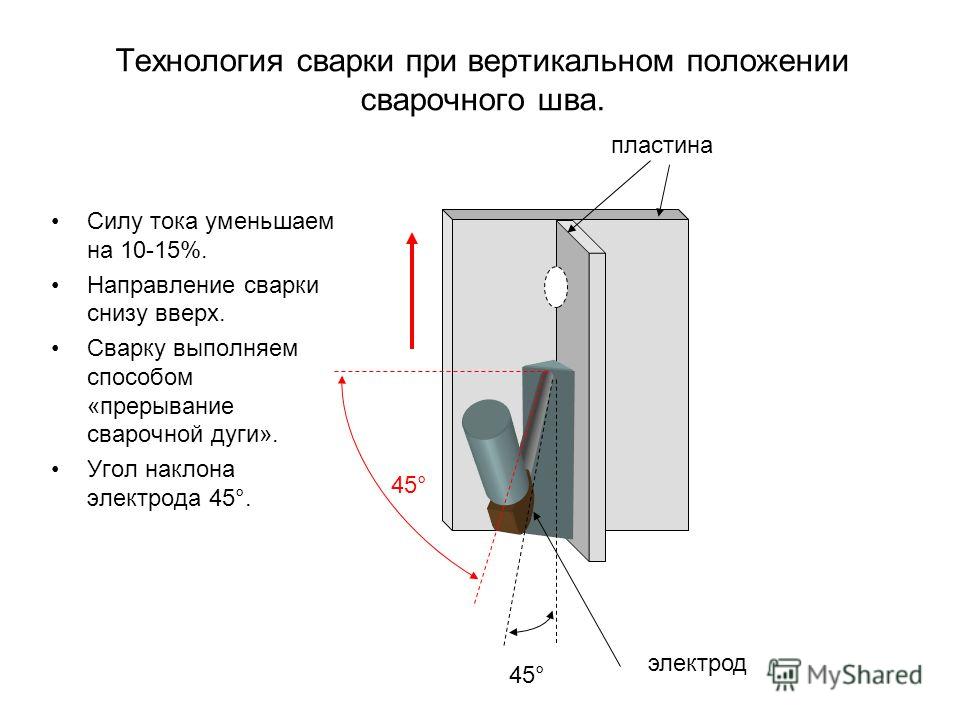
Вертикальные швы свариваются снизу вверх и сверху вниз. При этом основной и электродный металлы стекают вниз. Поэтому при вертикальной сварке сварочный ток уменьшается на 10-15 % по сравнению со сваркой в нижнем положении, а диаметр электрода не должен превышать 4-5 мм.Для предотвращения вытекания металла из ванны следует поддерживать очень короткую дугу, при которой расстояние между каплями электрода и основного металла настолько мало, что между ними возникает взаимное вытягивание.
При сварке снизу вверх кривая возбуждается в самой нижней точке шва, а после образования сварочной ванны электрод первоначально устанавливается горизонтально (позиция 1) и подтягивается вверх (позиция 2) на угол 45-50 градусов.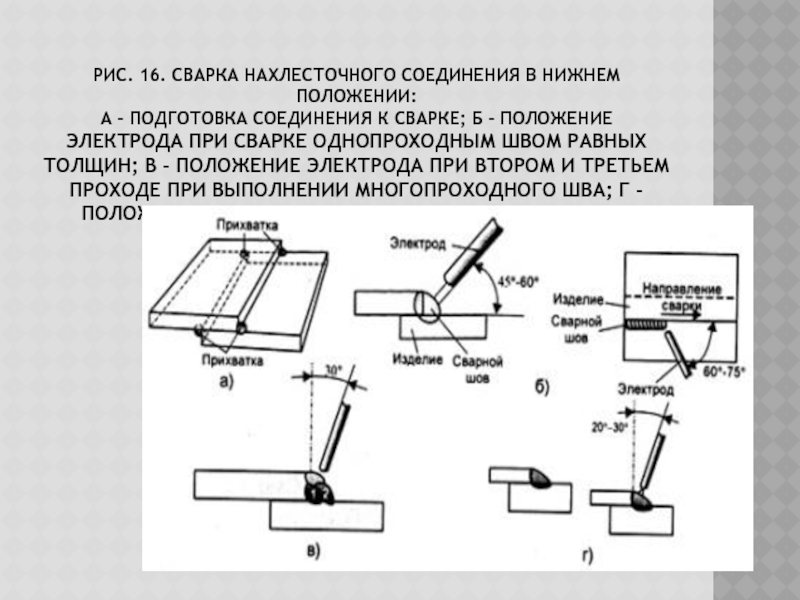 При этом нижняя часть сварочной ванны начинает кристаллизоваться и образуется полочка, на которой содержатся капли металла.Для предотвращения вытекания металла из ванны необходимо проводить поперечные колебательные движения электрода отводом вверх и попеременно в разные стороны. Это обеспечивает быструю кристаллизацию жидкого металла.
При этом нижняя часть сварочной ванны начинает кристаллизоваться и образуется полочка, на которой содержатся капли металла.Для предотвращения вытекания металла из ванны необходимо проводить поперечные колебательные движения электрода отводом вверх и попеременно в разные стороны. Это обеспечивает быструю кристаллизацию жидкого металла.
При сварке сверху вниз в начальный момент электрод располагается перпендикулярно основному металлу и дуга возбуждается в верхней части шва. После образования сварочной ванны электрод наклоняют на 15-20 градусов так, чтобы дуга была направлена на основной и наплавленный металл.В этом случае жидкий металл частично подтекает под дугу и искусственно увеличивается толщина металла, что позволяет избежать горючего. Поэтому для сварки тонких металлов используется сварка сверху вниз. Для уменьшения налипания металла применяют электроды с целлюлозным или пластмассовым покрытием органического типа (ОЗС-9, АНО-9, ВЦЦ-2, ВЦЦ-3 и др.). Производительность сварки сверху вниз выше, чем сварка снизу вверх. Вертикальные швы удобно сваривать электродом с выступом покрытия на свариваемых кромках.
Вертикальные швы удобно сваривать электродом с выступом покрытия на свариваемых кромках.
Горизонтальные швы (в вертикальной плоскости) сварить сложнее, чем вертикальные. На верхнем листе возможны подрезы. Поэтому сварку ведут короткой дугой и электродами диаметром до 4-5 мм. Сварочный ток снижается на 10-15% по сравнению с нижним положением. Для предотвращения скатывания жидкого металла фаску кромок выполняют на одном верхнем листе под углом 50+5 градусов. Дуга в этом случае возбуждается на нижней горизонтальной кромке (позиция 1), а затем переносится на наклонный откос (позиция 2), поднимая капли металла вверх.Электрод совершает спиральные колебательные движения. Горизонтальные швы внахлест легче сваривать, так как край нижнего листа помогает удерживать расплавленный металл от выкапывания. При сварке горизонтальных швов с двумя скосами кромок устанавливается следующий порядок шва, при котором в процессе утопления верхней кромки можно избежать потолочного положения кратера с расплавленным металлом. При сварке горизонтальных швов высокое качество обеспечивают электроды с целлюлозным покрытием (примыкание выполняется по кромке металла).
При сварке горизонтальных швов высокое качество обеспечивают электроды с целлюлозным покрытием (примыкание выполняется по кромке металла).
Потолочные швы свариваются труднее всего. их выполняют высококвалифицированные сварщики. Сложность сварки заключается в том, что капли металла пытаются закопаться и перенос капель с электродного металла в сварочную ванну затруднен. Избежать трудностей можно, уменьшив сварочный ток на 15-20 % по сравнению с нижним положением, используя электроды диаметром до 4 мм. Это уменьшает объем сварочной ванны. Главное условие получения качественного шва – поддержание очень короткой дуги за счет периодического замыкания электрода металлом ванны.Угол электрода к основному металлу 70-80 градусов. В момент короткого замыкания капля металла под действием поверхностного натяжения втягивается в сварочную ванну, а при удалении электрода дуга гаснет и металл шва кристаллизуется. При этом выполняются поперечные колебательные движения. Наплавленный металл толщиной более 8 мм сваривают много прямолинейными швами. При этом первый валик делают электродом диаметром 3 мм, а следующий диаметром не более 4 мм.Для сварки потолочных швов применяют электроды с утолщением в покрытие.
При этом первый валик делают электродом диаметром 3 мм, а следующий диаметром не более 4 мм.Для сварки потолочных швов применяют электроды с утолщением в покрытие.
При выполнении потолочных швов с использованием покрытых электродов выделяются газы, которые поднимаются вверх и могут оставаться в шве. Поэтому электроды перед сваркой должны быть хорошо просушены. Пониженные режимы и неудобство сварки швов в различных пространственных положениях снижают производительность сварки. Поэтому по возможности изделия располагают так, чтобы сварка происходила в нижнем положении.
Сварные швы по ГОСТ 11969-79 в положении в пространстве имеют следующие обозначения: Н — нижнее; П — потолок; Л — «челнок»; Б — вертикальный; Г — горизонтальный; Пв — полувертикальный; Пг — полугоризонтальный; ПП — полупотолочный.
По квалификационной системе Международного института сварки приняты следующие обозначения сварных швов в различном пространственном положении:
- РА — швы сварные в нижнем положении;
- ПГ — вертикально сверху вниз;
- ПФ — вертикально снизу вверх;
- ПК — горизонтальный;
- РЭ — потолок;
- ПД — полупотолочный;
- РО — полугоризонтальный;
- J-L045 — полувертикальный сверху вниз;
- H-L045 — полувертикальный снизу вверх.

Книга: Технология дуговой сварки
1. нижний;
2. горизонтальный;
3. вертикальный;
4. Потолочные швы.
Промежуточные положения относятся к одному из них соответственно.
Сварка швов в вертикальном, горизонтальном и потолочном положениях, в отличие от нижнего, имеет ряд особенностей.
Нижние швы наиболее удобны для сварки, так как капли электродного металла под собственным весом легко переходят в сварочную ванну.Кроме того, в таком положении удобно наблюдать за процессом сварки.
Вертикальные швы свариваются снизу вверх и сверху вниз. При этом основной и электродный металлы стекают вниз. Поэтому при вертикальной сварке сварочный ток уменьшается на 10-15 % по сравнению со сваркой в нижнем положении, а диаметр электрода не должен превышать 4-5 мм. Для предотвращения вытекания металла из ванны следует поддерживать очень короткую дугу, при которой расстояние между каплями электрода и основного металла настолько мало, что между ними возникает взаимное вытягивание.![]()
При сварке снизу вверх кривую возбуждают в самой нижней точке шва и после образования сварочной ванны электрод первоначально устанавливают горизонтально и загибают вверх под углом 45-50 градусов. При этом нижняя часть сварочной ванны начинает кристаллизоваться и образуется полочка, на которой содержатся капли металла. Для предотвращения вытекания металла из ванны необходимо осуществлять поперечные колебательные движения электрода с выносом его вверх и попеременно в разные стороны.Это обеспечивает быструю кристаллизацию жидкого металла.
При сварке сверху вниз в начальный момент электрод располагается перпендикулярно основному металлу и дуга возбуждается в верхней части шва. После образования сварочной ванны электрод наклоняют на 15-20 градусов так, чтобы дуга была направлена на основной и наплавленный металл. В этом случае жидкий металл частично подтекает под дугу и искусственно увеличивается толщина металла, что позволяет избежать горючего.Поэтому для сварки тонких металлов используется сварка сверху вниз. Производительность сварки сверху вниз выше, чем сварка снизу вверх.
Производительность сварки сверху вниз выше, чем сварка снизу вверх.
Горизонтальные швы (в вертикальной плоскости) вертикальные сварить сложнее. На верхнем листе возможны подрезы. Поэтому сварку ведут короткой дугой. Сварочный ток снижается на 10-15% по сравнению с нижним положением. Для предотвращения скатывания жидкого металла фаску кромок выполняют на одном верхнем листе под углом 50+5 градусов.Дуга в этом случае возбуждается на нижней горизонтальной кромке, а затем переносится на наклонный откос, поднимая вверх капли металла. Электрод совершает спиральные колебательные движения. Горизонтальные швы внахлест легче сваривать, так как край нижнего листа помогает удерживать расплавленный металл от выкапывания. При сварке горизонтальных швов с двумя скосами кромок устанавливается следующий порядок шва, при котором в процессе утопления верхней кромки можно избежать потолочного положения кратера с расплавленным металлом.
Потолочные швы сварка — самое сложное.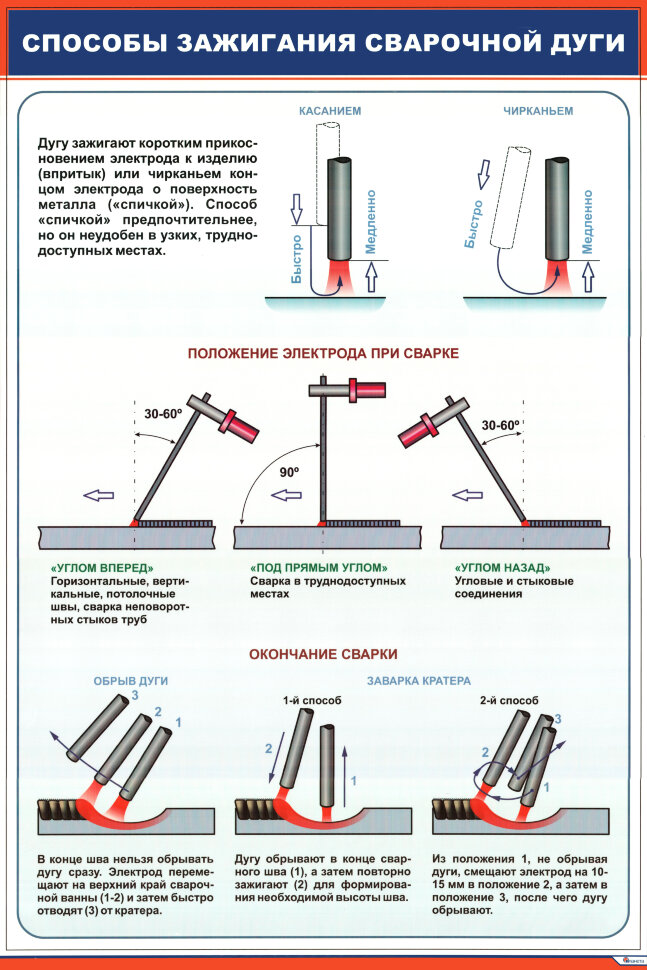 их выполняют высококвалифицированные сварщики. Сложность сварки заключается в том, что капли металла пытаются закопаться и перенос капель с электродного металла в сварочную ванну затруднен. Сложностей можно избежать, уменьшив сварочный ток на 15-20% по сравнению с нижним положением. Это уменьшает объем сварочной ванны. Главное условие получения качественного шва – соблюдение очень короткой дуги.Угол электрода к основному металлу 70-80 градусов. В момент короткого замыкания капля металла под действием поверхностного натяжения втягивается в сварочную ванну, а при удалении электрода дуга гаснет и металл шва кристаллизуется. При этом выполняются поперечные колебательные движения. Наплавленный металл толщиной более 8 мм сваривают много прямолинейными швами.
их выполняют высококвалифицированные сварщики. Сложность сварки заключается в том, что капли металла пытаются закопаться и перенос капель с электродного металла в сварочную ванну затруднен. Сложностей можно избежать, уменьшив сварочный ток на 15-20% по сравнению с нижним положением. Это уменьшает объем сварочной ванны. Главное условие получения качественного шва – соблюдение очень короткой дуги.Угол электрода к основному металлу 70-80 градусов. В момент короткого замыкания капля металла под действием поверхностного натяжения втягивается в сварочную ванну, а при удалении электрода дуга гаснет и металл шва кристаллизуется. При этом выполняются поперечные колебательные движения. Наплавленный металл толщиной более 8 мм сваривают много прямолинейными швами.
Свариваемые конструкции в пространстве могут располагаться в разных плоскостях — в зависимости от технологии производства работ.Направление шва зависит от их пространственного расположения. сварного соединения и, как следствие, выбор способа сварки, а также возможность привлечения специалиста той или иной квалификации.
Место сварки
Положение сварного шва при сварке определяется пространственным расположением кромок подготавливаемых к соединению элементов (деталей, конструкций). Всего выделяют четыре основных положения для сварки: нижнее, горизонтальное, вертикальное, потолочное.
Нижнее место
Нижнее положение применяют в основном при сварке простых элементов и в тех случаях, когда к качеству соединительного шва не предъявляются дополнительные требования. Свариваемые поверхности горизонтальны; положение электрода вертикальное.
В нижнем положении возможна как двусторонняя сварка металла максимальной толщиной до 0,8 см, так и односторонняя — если толщина не превышает 0,4 см. В обоих случаях соединение будет достаточно прочным, но следующие факторы, являющиеся основными в определении глубины проникновения, от которых зависит качество выполненного соединения:
- диаметр электродов;
- толщина обрабатываемых элементов и наличие зазора между ними;
- Значение сварочного тока.

Сварка, выполняемая в нижнем расположении стыка и конструкций, является наиболее оптимальным и высокопроизводительным способом соединения элементов. По мере плавления перенос электродного металла в сварочную ванну, расположенную в горизонтальной плоскости, производится под действием естественной силы — силы тяжести, то есть сверху вниз. Единственным недостатком такой ситуации является риск ожогов, поэтому важно обеспечить максимально полное проникновение, не допуская их возникновения.С этой задачей может успешно справиться специалист, к квалификации которого даже не предъявляются дополнительные требования. Несмотря на этот недостаток, на этапе проектирования сварочных работ следует отдать предпочтение этому способу, стараясь максимально его использовать.
Типы соединений, которые можно сделать в нижнем положении:
- стыковые сварные соединения;
- угловые сварные соединения.
Горизонтальное расположение
В этом случае при сварке электрод располагается горизонтально, а обрабатываемые элементы – вертикально. Шов горизонтальный. Такое положение в пространстве при сварке усложняет работу специалиста и невыгодно из-за опасности вытекания расплавленного металла из сварочной ванны на кромку нижнего свариваемого элемента (опять же под действием силы тяжести). Поэтому для выполнения сварного шва требуется косой срез кромки над располагаемым элементом, а нижнюю часть оставляют без изменений. Такое вмешательство позволяет избежать брака в работе, а именно срезания верха шва из-за течи металла.
Шов горизонтальный. Такое положение в пространстве при сварке усложняет работу специалиста и невыгодно из-за опасности вытекания расплавленного металла из сварочной ванны на кромку нижнего свариваемого элемента (опять же под действием силы тяжести). Поэтому для выполнения сварного шва требуется косой срез кромки над располагаемым элементом, а нижнюю часть оставляют без изменений. Такое вмешательство позволяет избежать брака в работе, а именно срезания верха шва из-за течи металла.
Такое расположение электрода позволяет контролировать жидкий шлак, заставляя его двигаться за сварочной ванной. Это перемещение благоприятно сказывается на качестве сварного соединения. Но иногда литник может оказаться перед электродом, тогда следует ненадолго перейти к методу «заднего угла», сбросив шлак.
В любом случае, какое пространственное расположение электрода является правильным, решает только сварщик, выполняющий работу и контролирующий качество шва. Не существует усредненного оптимального варианта, которого следует придерживаться, практика и процесс работы диктуют применение методов.
Все описанные способы сварных соединений применяются при выполнении ручных работ. Если процесс автоматический или полуавтоматический, то сварку следует проводить в среде защитного газа.
Новая система автономного трехмерного выделения швов и планирования траектории на основе сегментации облака точек для робота для дуговой сварки повысить уровень индустриализации.Сварочная технология является неотъемлемой частью интеллектуального производства. Спрос на автоматических и интеллектуальных сварочных роботов постоянно растет. В настоящее время режимы «обучение-воспроизведение» и автономное программирование (OLP) [1], [2], [3] по-прежнему остаются двумя основными режимами работы современного производства. Тем не менее, режимы «обучение-воспроизведение» не могут воспринимать изменения среды сварки, такие как изменение цели или местоположения. Режимы OLP в основном работают в структурированной среде. С изменением современного режима производства неструктурированная среда сварки повлияет на построение виртуальной рабочей среды сварки.
Датчик робота является ключевой частью интеллектуальных сварочных роботов. Его можно применять в связанных измерительных приложениях интеллектуального сварочного робота, таких как обнаружение объектов, извлечение шва, отслеживание шва и обнаружение дефектов. В настоящее время разработаны и применяются в сварочных роботах многие виды датчиков, такие как инфракрасные датчики [4], датчики дуги [5], фотодиодные датчики [6], датчики технического зрения [7], [8], [9], [10] и магнитооптические датчики [11].В сочетании с другими датчиками датчики зрения могут получать достаточно информации об окружающей среде. Между тем, датчики технического зрения обладают преимуществом высокой точности. В настоящее время обычные датчики зрения включают пассивное световое зрение и активное световое зрение. Благодаря высокой точности и хорошей надежности датчики активного светового видения находят широкое применение в промышленных измерениях, таких как сварка [12], [13], [14], [15] и сборка [16].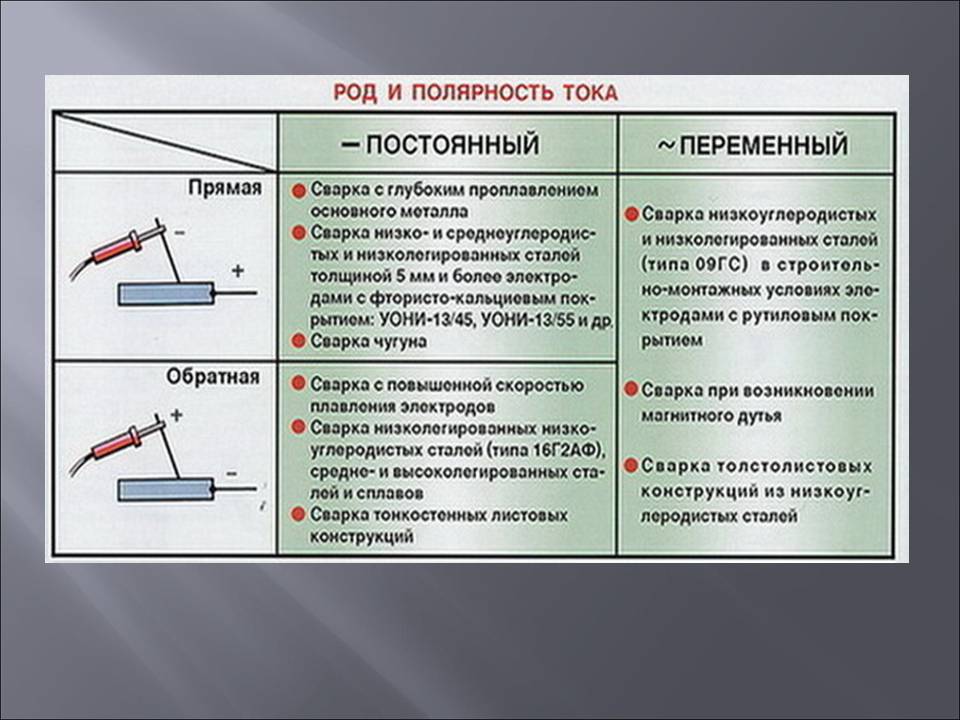 Структурированное световое зрение является основным представителем активного светового зрения.И его можно разделить на две части: лазерный структурированный свет и кодированный структурированный свет. Лазерный структурированный свет является датчиком локального типа и не может воспринимать глобальную окружающую среду [17]. Он в основном применяется только для отслеживания и идентификации швов в реальном времени. Кодированный структурированный свет имеет лучшие характеристики при трехмерной реконструкции и может хорошо воспринимать глобальную информацию [18]. Однако применение кодированного структурированного света на промышленных роботах меньше из-за больших проекторов.Чтобы лучше выполнять планирование траектории, новый кодированный датчик структурированного света предназначен для восприятия всей свариваемой детали, чтобы улучшить способность сварочных роботов к глобальному восприятию.
Структурированное световое зрение является основным представителем активного светового зрения.И его можно разделить на две части: лазерный структурированный свет и кодированный структурированный свет. Лазерный структурированный свет является датчиком локального типа и не может воспринимать глобальную окружающую среду [17]. Он в основном применяется только для отслеживания и идентификации швов в реальном времени. Кодированный структурированный свет имеет лучшие характеристики при трехмерной реконструкции и может хорошо воспринимать глобальную информацию [18]. Однако применение кодированного структурированного света на промышленных роботах меньше из-за больших проекторов.Чтобы лучше выполнять планирование траектории, новый кодированный датчик структурированного света предназначен для восприятия всей свариваемой детали, чтобы улучшить способность сварочных роботов к глобальному восприятию.
В настоящее время опубликовано значительное количество литературы по трехмерному извлечению шва.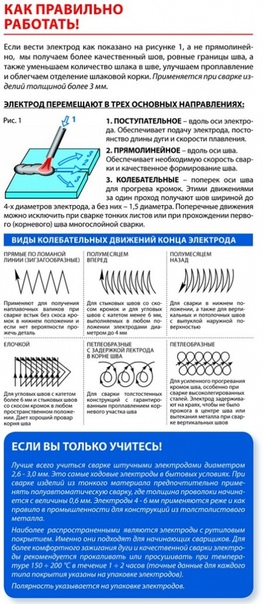 Общие алгоритмы можно разделить на два основных класса: лазерное сканирование [19], [20], [21] и алгоритмы на основе изображений. Лазерный структурированный свет широко применяется в роботизированной сварке. Он вполне может завершить извлечение шва путем сканирования вдоль траектории шва и имеет множество применений на сварочных роботах, таких как онлайн-отслеживание и обнаружение шва.Между тем, чтобы улучшить скорость измерения и диапазон измерения, исследователи разработали различные датчики света с лазерной структурой, такие как лазер с одной линией, лазер с тремя линиями и лазер с перекрестными метками. Основываясь на структурированном датчике света с тремя линиями, Zou et al. применяли разные методы отслеживания объектов на разных заготовках для реализации отслеживания швов [22], [23], [24]. В сочетании с датчиком структурированного света с крестообразной меткой Kiddee et al. предложил модифицированный алгоритм сопоставления шаблонов для реализации отслеживания швов [25].Экспериментальные результаты показывают, что это может значительно снизить вычислительную нагрузку и обеспечить обнаружение швов в реальном времени.
Общие алгоритмы можно разделить на два основных класса: лазерное сканирование [19], [20], [21] и алгоритмы на основе изображений. Лазерный структурированный свет широко применяется в роботизированной сварке. Он вполне может завершить извлечение шва путем сканирования вдоль траектории шва и имеет множество применений на сварочных роботах, таких как онлайн-отслеживание и обнаружение шва.Между тем, чтобы улучшить скорость измерения и диапазон измерения, исследователи разработали различные датчики света с лазерной структурой, такие как лазер с одной линией, лазер с тремя линиями и лазер с перекрестными метками. Основываясь на структурированном датчике света с тремя линиями, Zou et al. применяли разные методы отслеживания объектов на разных заготовках для реализации отслеживания швов [22], [23], [24]. В сочетании с датчиком структурированного света с крестообразной меткой Kiddee et al. предложил модифицированный алгоритм сопоставления шаблонов для реализации отслеживания швов [25].Экспериментальные результаты показывают, что это может значительно снизить вычислительную нагрузку и обеспечить обнаружение швов в реальном времени.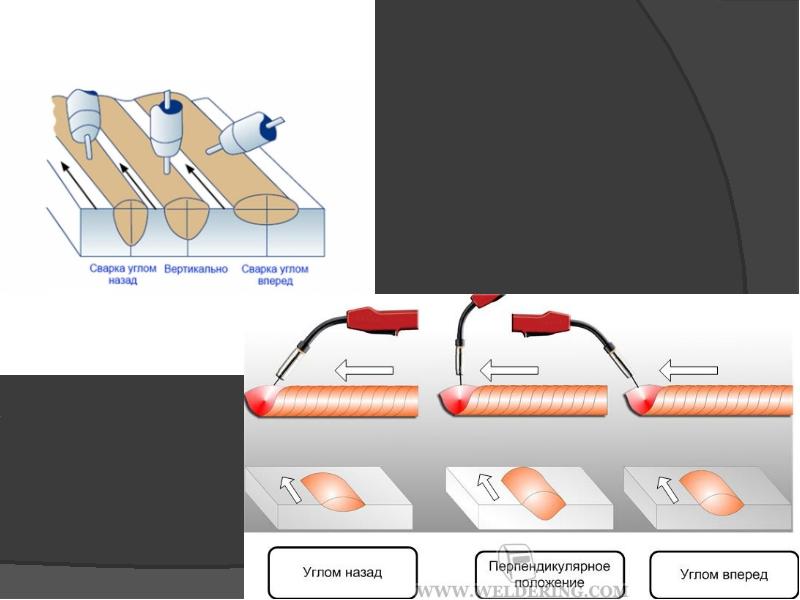 Тем не менее, лазерное сканирование подходит только для локального поиска и не может воспринимать глобальный сварной шов, поэтому эффективность 3D-измерений низкая.
Тем не менее, лазерное сканирование подходит только для локального поиска и не может воспринимать глобальный сварной шов, поэтому эффективность 3D-измерений низкая.
Исследователи предложили множество алгоритмов на основе изображений для реализации восприятия всей заготовки, которые реализуют выделение шва с помощью связанных морфологических операций [26]. Общие методы на основе изображений включают три класса: алгоритмы различия, алгоритмы глобального поиска и алгоритмы на основе ROI.Ядром разностных алгоритмов является разностная операция между сварочными заготовками и фоном [27]. Недостатком разностного метода является то, что для каждой сварочной детали требуется много выстрелов. Он не подходит для производства автоматической сварки. По сравнению с разностными алгоритмами алгоритмы глобального поиска реализуют связанную задачу измерения путем прямой обработки изображений сварки. Шах и др. провел исследования стыковых сварных швов и предложил метод локального порога [28].Однако в этом методе рассматриваются только зигзагообразные сварные швы.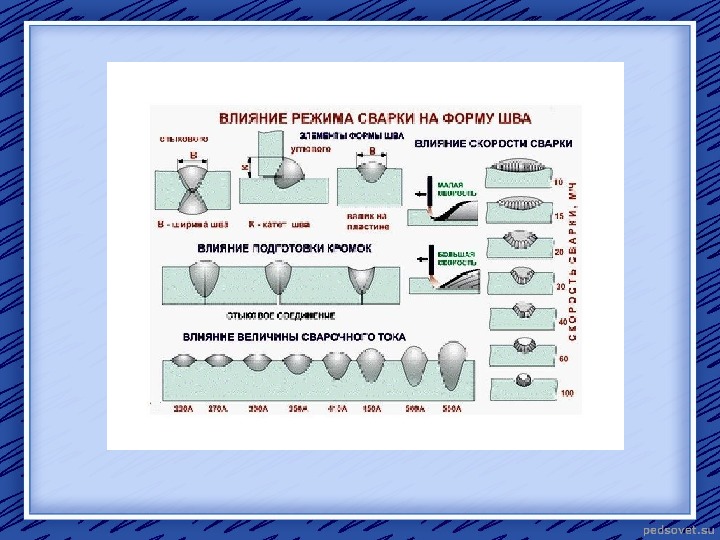 Динхэм и др. предложил «глобально-локальный» метод [29] для решения различных сварных швов. Чен и др. предложил улучшенный оператор обнаружения края субпикселя для реализации выделения шва [30]. В отличие от алгоритмов глобального поиска, ядром алгоритмов на основе области интереса является обработка предварительно определенной области интереса. Благодаря заданной области интереса можно было игнорировать фон и сосредоточиться на обработке сварных деталей [31]. Нацелившись на узкие сварные швы, Dinham et al.предложил улучшенный метод на основе ROI [32]. Недостатком метода на основе изображений является низкая надежность и высокая чувствительность к шумам, таким как отражения, ржавчина и царапины.
Динхэм и др. предложил «глобально-локальный» метод [29] для решения различных сварных швов. Чен и др. предложил улучшенный оператор обнаружения края субпикселя для реализации выделения шва [30]. В отличие от алгоритмов глобального поиска, ядром алгоритмов на основе области интереса является обработка предварительно определенной области интереса. Благодаря заданной области интереса можно было игнорировать фон и сосредоточиться на обработке сварных деталей [31]. Нацелившись на узкие сварные швы, Dinham et al.предложил улучшенный метод на основе ROI [32]. Недостатком метода на основе изображений является низкая надежность и высокая чувствительность к шумам, таким как отражения, ржавчина и царапины.
Был проведен ряд лонгитюдных исследований, связанных с извлечением шва. Тем не менее, было отмечено, что большая часть исследований посвящена стыковым соединениям, и слишком мало работ посвящено угловым соединениям и соединениям внахлестку. Чтобы добиться точного извлечения шва угловых соединений, Dinham et al. предложил адаптивный алгоритм роста линии [33].Этот алгоритм вполне может преодолеть влияние поверхностного отражения, царапин и ржавчины. Фанг и др. предложил двухэтапный метод выделения признаков для реализации отслеживания швов угловых сварных швов [34].
предложил адаптивный алгоритм роста линии [33].Этот алгоритм вполне может преодолеть влияние поверхностного отражения, царапин и ржавчины. Фанг и др. предложил двухэтапный метод выделения признаков для реализации отслеживания швов угловых сварных швов [34].
На основе вышеуказанного исследования в данной статье дополнительно изучается трехмерное извлечение траектории шва различных сварных швов. Предложена новая система выделения шва по 3D-структурам сварочных заготовок. Предлагаемый метод может хорошо решать различные сварочные работы, такие как стыковые сварные швы, сварные швы внахлестку и угловые сварные швы.Основные выводы этой статьи можно резюмировать следующим образом: (1) Система проецирования интерференционных полос на основе проектора DLP предназначена для реализации восприятия сложной сварочной среды. (2) Слияние трехмерной структуры заготовки, выделение трехмерного шва осуществляется с помощью предложенного алгоритма сегментации облака точек. (3) Положение и режим позы различных сварных швов определяются установленной математической моделью сварных швов.
Остальная часть этого документа организована следующим образом: Раздел 2 описывает системную платформу и датчик технического зрения.Раздел 3 посвящен 3D-реконструкции сварочных заготовок. Раздел 4 описывает алгоритм выделения 3D-шва. Раздел 5 описывает методы планирования траектории и оценки положения сварного шва. Экспериментальные результаты описаны в разделе 6. Наконец, описаны выводы этой статьи.
(PDF) Получение информации о размерах сварного шва для робота для дуговой сварки на основе компьютерных вычислений
96 S. B. CHEN ET AL.
Технологии сбора информации о сварных швах, разработанные в этой статье
, являются основой интеллектуальных сварочных роботизированных систем в будущем, таких как
направление и отслеживание сварных швов, путь программирования и т. д.что делает возможным разработку
автономной роботизированной сварки.
Благодарности
Эта работа частично поддерживается Национальным фондом естественных наук
Китая по грантам № 60474036 и № 59635160 и Шанхайским комитетом по науке и технологии
№ 021111116.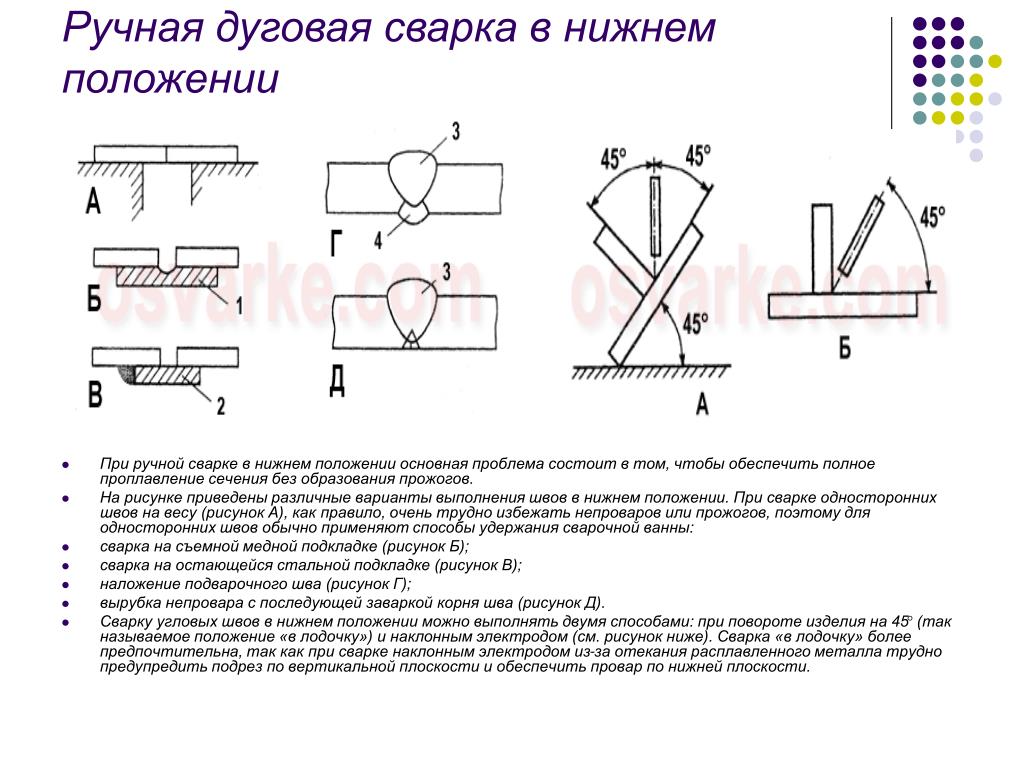
Авторы выражают благодарность авторам рецензентам за их ценные комментарии к предыдущему проекту этой статьи.
Каталожные номера
1.Атикуззаман, М.: Хаф-преобразование с несколькими разрешениями — эффективный метод обнаружения шаблонов
в изображениях, IEEE Trans. Анальный узор. Мах. Разведка 14 (1992), 1090–1095.
2. Bjoerkelund, M.: Настоящая система отслеживания швов для дуговой сварки, в: Robotic Welding, IFS, UK, 1987.
3. Bridge, EW: Практические методы улучшения использования роботизированных ячеек для дуговой сварки, Robotics Today 8 (1)
(1995), 1–6.
4. Кэнни, Дж.: Вычислительный подход к границе, IEEE Trans. Анальный узор.Мах. Разведка 8
(1986), 679–698.
5. Чен, С.Б., Чжан, Ю., Цю, Т. и др.: Роботизированная сварочная система с
самообучающимся нейронным контролем динамического процесса дуговой сварки, J. Intelligent Robotic Systems 36(2). )
(2003), 191–208.
6. Клоксин, В. Ф.: Прогресс в визуальной обратной связи для роботизированной дуговой сварки тонколистовой стали, в: А. Пью
Ф.: Прогресс в визуальной обратной связи для роботизированной дуговой сварки тонколистовой стали, в: А. Пью
(ред.), Robot Vision, IFS, Великобритания, 1983.
7. Дуда, Р.Д. Харт, П.E.: Использование преобразования Хафа для обнаружения линий и кривых на изображениях,
Комм. доц. вычисл. Мах. 15 (1972), 11–15.
8. Госал, С. и Мехротра, Р.: Ортогональные операторы моментов для обнаружения границ субпикселей, Pattern
Recognition 26(2) (1993), 295–306.
9. Джини, М.: Будущее программирования роботов, Robotica 5 (1987), 235–246.
10. Хоффман, Т.: Визуализация в реальном времени для управления технологическими процессами, Adv. Процессы обработки материалов 140 (3) (1991),
37–40.
11. Хюкель, М. Х.: Оператор, который находит края в оцифрованных изображениях, J. ACM 18 (1971),
113–125.
12. Ли, Дж. К., Чен, С. Б., и Ву, Л.: Простой метод калибровки камеры и глаза за один раз
, J. ShangHai Jiao Tong University (Sup) 36 (12) (2002) , 114–117.
13. Марр, Д.: Видение: вычислительное исследование человеческого представления и обработки визуальной информации, Freeman, Сан-Франциско, 1982.
14.Марр, Д. и Хидрети, Э.: Теория обнаружения границ, Proc. Рой. соц. London 207 (1980), 187–
217.
15. Mcfarland, W.D. and Mclaren, R.W.: Проблемы трехмерного изображения, в: Proc.
3-й междунар. конф. о зрении роботов и сенсорном управлении, 1983 г., стр. 131–139.
16. Маклафлин, Р. А.: Рандомизированное преобразование Хафа: улучшенное обнаружение эллипса со сравнением,
Письмо о распознавании образов. 19 (1998), 229–305.
17. Ога Дж., Дерентон Д.и Дэвис, Л. С.: Распознавание объектов в дальнем изображении и определение их положения в пространстве, Proc. МЭА/АИЭ 1 (1990), 252–257.
Обнаружение и отслеживание положения шва для мобильного сварочного робота
Xu PQ TXH, LU FG, Yao S (2007) Метод активного визуального восприятия для определения местоположения сварных швов с использованием алгоритма «отношение окружности к глубине». Int J Adv Manuf Tech 32 (9): 918–926. дои: 10.1007/s00170-006-0410-0
Int J Adv Manuf Tech 32 (9): 918–926. дои: 10.1007/s00170-006-0410-0
Google Scholar
Чанг Д.Ю., Сон Д.Х., Ли Дж.В., Ли Д.Х., Ким Т.В., Ли К.И., Ким Дж.В. (2012) Новый алгоритм отслеживания шва посредством обнаружения характерных точек для портативного сварочного робота. Производитель Robot Comput Integr 28: 1–13. doi:10.1016/j.rcim.2011.06.001
Артикул Google Scholar
Zheng R, Zhang P, Aiqing D, Peng X (2014) Измерение геометрии ванны для лазерной сварки с использованием модели замкнутого выпуклого активного контура. Meas Sci Technol 25:035010.doi:10.1088/0957-0233/25/3/035603 (17 стр.)
Статья Google Scholar
Gregor G¨o, Heinz Schöpp FH, Gerd H (2010) Улучшение контроля процесса дуговой сварки металлическим газом. Meas Sci Technol 21(2):025201. дои: 10.1088/0957-0233/21/2/025201
дои: 10.1088/0957-0233/21/2/025201
Артикул Google Scholar
Huang Y, Xiao YL, Wang PJ, Li MZH (2013) Платформа для лазерной сварки с отслеживанием швов с системой датчиков 3D и 2D визуальной информации.Int J Adv Manuf Technol 67(1):415–426. дои: 10.1007/s00170-012-4494-4
Артикул Google Scholar
Heber M, Lenz M, Rüther M, Bischof H, Fronthaler H, Croonen G (2013) Отслеживание сварных швов и создание панорамных изображений для обеспечения качества в режиме онлайн. Int J Adv Manuf Technol 65 (9): 1371–1382. дои: 10.1007/s00170-012-4263-4
Артикул Google Scholar
Неле Л., Сарно Э., Кешари А. (2013) Система получения изображений для отслеживания швов в реальном времени. Int J Adv Manuf Technol 69 (9): 2099–2110. дои: 10.1007/s00170-013-5167-7
дои: 10.1007/s00170-013-5167-7
Артикул Google Scholar
Shao JY, Zhang CQ, Liu Z, CHEN K (2012) Метод оптимизации траектории резервного корня специальной операции для подавления вибрации. J Mech Eng 48 (1): 1–7. doi: 10.3901/JME.2012.01.013
Артикул Google Scholar
Ян С.М., Чо М.Х., Ли Х.И., Чо Т.Д. (2007) Обнаружение линии сварки и управление процессом для автоматизации сварки. Meas Sci Technol 18 (3): 819–826. дои: 10.1088/0957-0233/18/3/034
Артикул Google Scholar
Aghili F (2012) Схема прогнозирования и планирования движения для визуально управляемого роботизированного захвата свободно плавающих кувыркающихся объектов с неопределенной динамикой. IEEE Trans Robot 28 (3): 634–649. дои: 10.1109/ТРО. 2011.2179581
2011.2179581
MathSciNet Статья Google Scholar
Pan BZH, Song YM, Wang PF, Dong G, Sun T (2014) Быстрая калибровка исходного положения гибридного робота на основе лазерного трекера. J Mech Eng 50 (1): 31–37. doi: 10.3901/JME.2014.01.031
Артикул Google Scholar
Гао С.Х., Чанг Ю.Л., Чжан Р.Дж., Рен Ю.Л. (2008) Отслеживание космического сварного шва на основе свободно плавающего космического робота.Труды Китайского института сварки 29 (11): 65–68. doi:10.3321/j.issn:0253-360X.2008.11.017
Google Scholar
Hong B, Zhang QL, Li XW, Li Y (2012) Метод анализа точности отслеживания шва на основе колесного робота. Сделки Китайского института сварки 33(1):13–16
Google Scholar
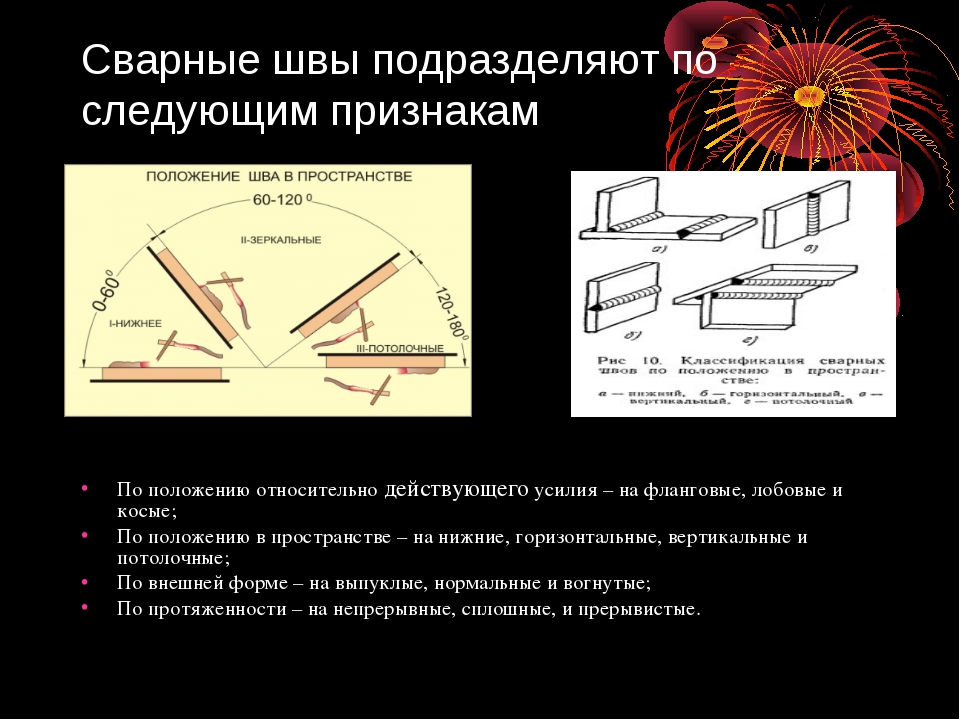
Wand ZY, Li YD, Zhu L (2010) Двойное адаптивное нейронное управление скользящим режимом неголономного мобильного робота.J Mech Eng 46 (23): 16–22. doi: 10.3901/JME.2010.23.016
Артикул Google Scholar
Wu B, Xu WF, CHen HL (2009) Применение управления скользящим режимом нейронных сетей при отслеживании управления роботами-манипуляторами. Электрические машины и управление 13 (дополнение 1): 99–104. doi: 10.15938/j.emc.2009.s1.029
Google Scholar
Wu M, Li LL, Sun JY (2012) Отслеживание движущихся объектов на основе PDA-IMM с помощью мобильных роботов в неизвестных условиях. Робот 34 (6): 668–679. doi: 10.3724/SP.J.1218.2012.00668
Артикул Google Scholar
Чжан Т., Чен С.Б. (2014) Алгоритм поиска оптимального положения мобильного сварочного робота.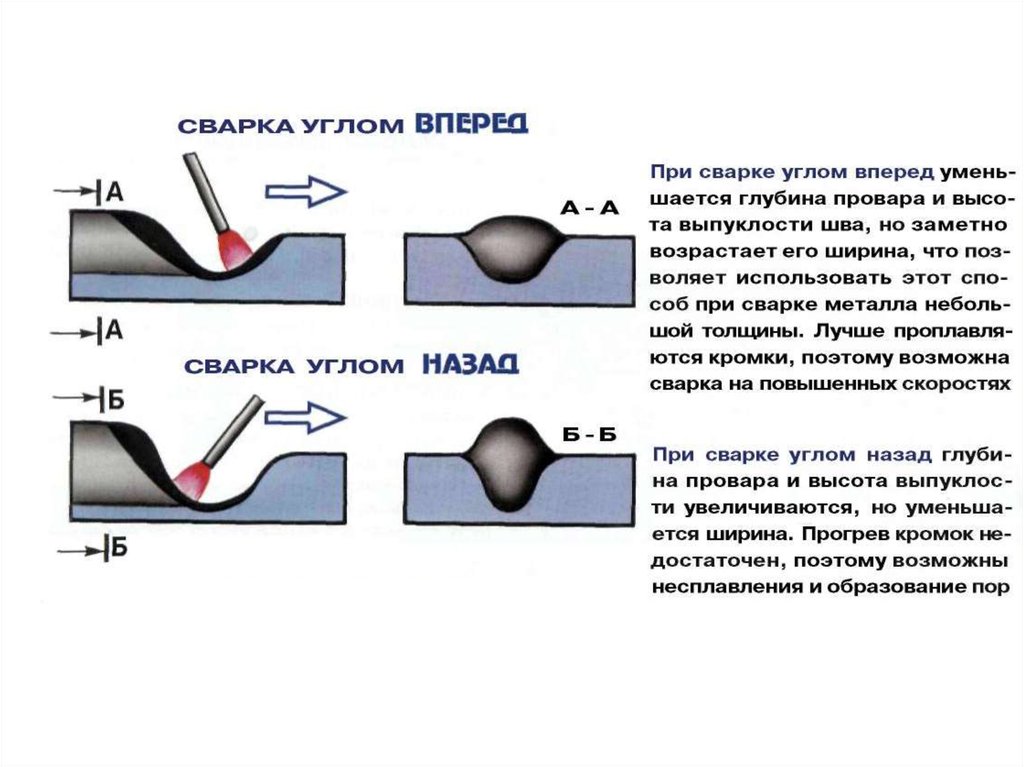 J Shanghai Jiaotong Univ (Sci) 19 (1): 84–87. дои: 10.1007/s12204-014-1477-7
J Shanghai Jiaotong Univ (Sci) 19 (1): 84–87. дои: 10.1007/s12204-014-1477-7
MathSciNet Статья Google Scholar
Wei C, Zhao Y, Wang HL (2011) Мягко-жесткий захват космического робота на основе управления в скользящем режиме. J Mech Eng 47 (1): 43–47. doi:10.3901/JME.2011.01.043, 54
Статья Google Scholar
Jaime F, Aviles-Viñas RRC, Ismael LJ (2016) Онлайн-обучение геометрии сварочного валика в промышленных роботах. Int J Adv Manuf Technol 83(1):217–231. дои: 10.1007/s00170-015-7422-6
Google Scholar
Shi L, Tian XC, Zhang CH (2015) Автоматическое программирование промышленного робота для сварки пересекающихся труб. Int J Adv Manuf Technol 81 (9): 2099–2107. дои: 10.1007/s00170-015-7331-8
Артикул Google Scholar

Gao XD, Mo L, Xiao ZL, Chen XH, Katayama S (2016) Отслеживание шва на основе фильтрации Калмана сварного шва с микрозазором с использованием магнитооптического изображения. Int J Adv Manuf Technol 83(1):21–32. doi: 10.1007/s00170-015-7560-x
Артикул Google Scholar
Chen HY, Liu K, Xing GS, Dong Y, Sun HX, Lin W (2013) Надежная система визуального сервоуправления для робота для сварки узких швов с двойной головкой. Int J Adv Manuf Technol 71 (9): 1849–1860. дои: 10.1007/s00170-013-5593-6
Google Scholar
Qiao JF (2014) Проектирование системы измерения концентрации жидкости на базе микрокомпьютера с одним чипом. Тайюаньский промышленный колледж, магистерская работа
Lu XQ, Zhang K, Liu G, Wu YX (2007) Управление мобильным роботом для автоматического поиска линии сварки. Сварной разрез 6(6):334–338
Google Scholar

Lü XQ, Zhang K, Wu YX (2014) Управление колесным мобильным сварочным роботом на основе линеаризации выходной обратной связи. J mech Eng 50 (6): 48–54. doi: 10.3901/JME.2014.06.048
Артикул Google Scholar
Chen Y, Zhang JF, Yang CJ, Niu B (2007) Проектирование и гибридное управление пневматическими системами силовой обратной связи для экзоскелета «рука» с использованием двухпозиционного клапана. Мех Матер 17 (7): 325–335. doi:10.1016/j.mechatronics.2007.04.001
Google Scholar
Chen Y, Zhang JF, Yang CJ, Niu B (2007) Отображение рабочей области с недостаточным пространством глубины резкости для робота puma 560 и его руки-экзоскелета с использованием метода планирования ортогонального эксперимента.Robot Comput Integr Manuf 23 (4): 478–487. doi:10.1016/j.rcim.2006.05.007
Артикул Google Scholar

Zhang X, Liu FJ, Yan MD (2012) Адаптивное управление отслеживанием траектории в скользящем режиме на основе динамической модели колесного мобильного робота. Механические науки и технологии для аэрокосмической техники 31 (1): 107–112. doi:10.13433/j.cnki.1003-8728.2012.01.018
Zhu JW, Zhu DC, Cai JB (2009) Проектирование контроллера скользящего режима с фильтром нижних частот для роботов-манипуляторов. Второй международный семинар по обнаружению знаний и интеллектуальному анализу данных, дата проведения конференции: 23-25 января 2009 г., место проведения конференции: Москва, стр. 296-298. DOI: 10.1109/WKDD.2009.118
Jin X, Huang J, Zhang K, Wu YX (2011) Моделирование кинематики и отслеживание шва в реальном времени для сварочного мобильного робота. Вторая международная конференция по цифровому производству и автоматизации, дата выпуска: 5-7 августа, стр.681-685. DOI: 10.1109/ICDMA.2011.170

ZHang K, Wu YX, Lu XQ, Jin X (2008) Динамическое моделирование дифференциально управляемого сварочного мобильного робота. J Mech Eng 44 (11): 116–120. doi: 10.3901/JME.2008.11.116
Артикул Google Scholar
Заявка на патент США на устройство для выполнения процесса соединения, разделения или обработки поверхности, в частности процесса сварки.
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИЭта заявка является продолжением заявки №.PCT/EP2005/001060, поданной 3 февраля 2005 г., в которой испрашивается приоритет немецкой заявки №. 10 2004 049 957.8, поданной 13 октября 2004 г., каждая из которых включена в настоящий документ в качестве ссылки.
ОБЛАСТЬ ИЗОБРЕТЕНИЯ Изобретение относится к устройству для осуществления процесса соединения, разделения или обработки поверхности, в частности процесса сварки. Более конкретно, изобретение относится к устройству, включающему в себя рабочую головку для воздействия на обрабатываемые детали, в частности, сварочную головку для подвода энергии сварки к свариваемым деталям.
Эти типы устройств общеизвестны, например, в виде сварочных устройств, и служат, например, для осуществления процессов дуговой сварки.
Если посредством процесса дуговой сварки, например, выполняется сварочная задача, которая, например, при изготовлении контейнера, состоит в выполнении, без прерывания дуги, непрерывного сварочного шва, который включает горизонтальный участок шва ( гравитационное положение), к которому присоединен вертикальный участок шва (положение вверху), соединенный с горизонтально расположенным участком шва (положение наверху) и, наконец, снова соединенный с вертикальным участком сварки (положение вниз), который соединяется с первым горизонтально расположенным участком сварного участка, то необходимо, чтобы во время сварочной операции рабочий, управляющий сварочным аппаратом, изменял положение сварочной головки относительно свариваемых деталей.
Для этого желательно или необходимо, в зависимости от обстоятельств, приспособить значения характеристик процесса сварки к соответствующему положению сварочной головки. Желательно, например, уменьшить силу тока сварочного тока в верхнем положении горелки для предотвращения стекания жидкого материала со сварочного прутка и свариваемых деталей. Кроме того, может быть желательным, например, также уменьшить силу тока сварочного тока в верхнем положении и в нижнем положении, чтобы при этом учесть тот факт, что в верхнем и нижнем положениях сварочная головка обычно перемещается на меньшая скорость относительно свариваемых деталей, чем в гравитационном положении.
Желательно, например, уменьшить силу тока сварочного тока в верхнем положении горелки для предотвращения стекания жидкого материала со сварочного прутка и свариваемых деталей. Кроме того, может быть желательным, например, также уменьшить силу тока сварочного тока в верхнем положении и в нижнем положении, чтобы при этом учесть тот факт, что в верхнем и нижнем положениях сварочная головка обычно перемещается на меньшая скорость относительно свариваемых деталей, чем в гравитационном положении.
Для этой цели известно использование устройства управления, предусмотренного на сварочном устройстве, для выбора различных программ сварки, в которых заданные значения назначаются характерным значениям процесса сварки, таким как амплитуда сварочного тока.
Один из недостатков этого известного сварочного устройства состоит в том, что рабочему необходимо выбирать соответствующую программу сварки, что на практике приводит к тому, что рабочий, для экономии времени и для удобства, может выполнять все части сварочного процесса. задание с одной и той же программой сварки, чтобы избежать переключения между программами сварки.Так как одну сварочную программу всегда можно оптимизировать только для одной части сварочного задания, например, сварки в положении гравитации, на практике это приводит к ухудшению качества сварного шва по сравнению со сварным швом, выполненным используя программу сварки, соответственно оптимизированную для каждого участка сварки.
задание с одной и той же программой сварки, чтобы избежать переключения между программами сварки.Так как одну сварочную программу всегда можно оптимизировать только для одной части сварочного задания, например, сварки в положении гравитации, на практике это приводит к ухудшению качества сварного шва по сравнению со сварным швом, выполненным используя программу сварки, соответственно оптимизированную для каждого участка сварки.
Целью изобретения является создание устройства, которое не имеет недостатка известных устройств, в котором работа заключается в выполнении процесса соединения, разделения или обработки поверхности, такого как в процессе сварки, таким образом, улучшается качество выполненного сварного соединения, и которое является простым и удобным в эксплуатации.
Эта цель достигается за счет обучения согласно изобретению устройства для выполнения одного из процессов соединения, разделения и обработки поверхности, включающего:
- а) рабочую головку для воздействия на обрабатываемые детали ; и
- b) сенсорное устройство для определения положения и изменения положения рабочей головки и одной из опорных точек в пространстве относительно исходного положения рабочей головки и обрабатываемой детали, а также в таких таким образом, чтобы по меньшей мере на одно характеристическое значение одного из процессов соединения, разделения, обработки поверхности можно было повлиять в зависимости от одного из воспринятого положения и изменения положения при использовании.

Основная идея идеи согласно изобретению, например, и особенно в отношении сварочного устройства, включает использование сенсорного устройства для определения положения сварочной головки и/или изменения положения сварочной головки относительно исходного положения рабочей головки и/или исходной точки в пространстве и/или свариваемых деталей. Таким образом, можно влиять на значения характеристических значений процесса сварки или на значение, по меньшей мере, одного из этих характеристических значений в зависимости от измеренного положения и/или изменения положения.В частности, характеристическим значениям процесса сварки могут быть присвоены значения, адаптированные к соответствующему заданию на сварку. С этой целью в соответствии с изобретением осуществляется присвоение значений в зависимости от измеренного положения и/или позиционных изменений сварочной головки, возникающих или возникающих, соответственно, в зависимости от того, какое сварочное задание должно быть выполнено.
Таким образом, работа устройства, выполненного, например, в виде сварочного аппарата, существенно упрощается, а качество сварных соединений, таких как точки сварки или сварные швы, выполненные с помощью устройства согласно изобретению, повышается. таким образом существенно возрос.Согласно изобретению оптический или акустический сигнал, указывающий рабочему, что необходимо выбрать другую программу сварки, может генерироваться, например, в зависимости от воспринимаемого изменения положения сварочной головки. Если после выполнения сварного шва в положении силы тяжести сварочную головку повернуть примерно на 90°, например, для сварки в положении вверх, может быть сгенерирован сигнал, указывающий рабочему, что программа сварки, оптимизированная для сварки в положении вверх, теперь должна быть выбранным.
В частности и предпочтительно, влияние на значения характеристик соответствующего процесса, такого как процесс сварки, согласно изобретению также может происходить автоматически. Например, можно предусмотреть устройство управления, определяющее положение рабочей головки или изменение положения рабочей головки на основе выходных сигналов сенсорного устройства и влияющее на значения характеристических величин процесса в зависимости от обнаруженное положение или изменение положения.Таким образом, работа устройства согласно изобретению существенно упрощается, и качество сварных соединений, получаемых, например, с использованием сварочного устройства согласно изобретению, значительно повышается.
Например, можно предусмотреть устройство управления, определяющее положение рабочей головки или изменение положения рабочей головки на основе выходных сигналов сенсорного устройства и влияющее на значения характеристических величин процесса в зависимости от обнаруженное положение или изменение положения.Таким образом, работа устройства согласно изобретению существенно упрощается, и качество сварных соединений, получаемых, например, с использованием сварочного устройства согласно изобретению, значительно повышается.
В соответствии с изобретением под «рабочей головкой» понимается та часть устройства согласно изобретению, с помощью которой во время операции обработки воздействуют на обрабатываемые детали, например, посредством которой энергия сварки вводят в свариваемые детали друг с другом во время операции сварки.В процессе контактной сварки сварочная головка может быть образована, например, электрододержателем, тогда как в процессе дуговой сварки она может быть образована, например, горелкой, по которой направляется сварочный стержень.
В соответствии с изобретением под «операцией сварки» понимается операция выполнения сварного соединения, например, точки сварки или сварного шва.
Сенсорное устройство согласно изобретению может обнаруживать положение и/или позиционные изменения рабочей головки относительно исходного положения и/или исходной точки в пространстве в соответствии с соответствующими требованиями, при этом позиционные изменения могут быть как поступательными, так и и ротационные позиционные изменения, а также комбинации поступательных и ротационных позиционных изменений.
Для этого возможно обнаружение позиционных изменений рабочей головки во время обработки одной и той же заготовки. Но также возможно обнаружить изменения положения, при которых после изменения положения воздействуют на другую заготовку. Если, например, сварочное устройство выполняет задание на сварку в отношении первой заготовки, то переход к другой заготовке может быть обнаружен сенсорным устройством в соответствии с изобретением, и значение по меньшей мере одной характеристики процесса сварки может быть определено. приспособленный к заданию на сварку, которое должно быть выполнено в отношении этой заготовки, возможно, в сотрудничестве с ручным вмешательством рабочего, который, например, вводит задание на сварку, которое должно быть выполнено на этом изделии, в устройство.
приспособленный к заданию на сварку, которое должно быть выполнено в отношении этой заготовки, возможно, в сотрудничестве с ручным вмешательством рабочего, который, например, вводит задание на сварку, которое должно быть выполнено на этом изделии, в устройство.
Однако на основе выходных сигналов сенсорного устройства согласно изобретению также возможно автоматически выполнять распознавание того, что новая заготовка должна быть обработана после изменения положения, и автоматически выполнять результирующую регулировку значения характеристических значений, например, процесса сварки, например, когда должна быть обработана заданная последовательность различных заготовок, пространственно отделенных друг от друга, и, например, в случае заданной последовательности свариваемых заготовок, отделенных друг от друга в вертикальном направлении.
Устройство согласно изобретению особенно хорошо подходит для выполнения любой требуемой процедуры сварки. В частности и например, процесс сварки может представлять собой процесс контактной сварки, процесс лучевой сварки, процесс газовой сварки или процесс дуговой сварки, в частности процесс дуговой сварки в среде инертного газа.
В отношении других процессов соединения, разделения или обработки поверхности основная идея концепции согласно изобретению включает влияние на характеристические значения процесса соединения, разделения или обработки поверхности в зависимости от положения или позиционных изменений соответствующую рабочую головку.Соответственно, устройство согласно изобретению также может быть реализовано как любое другое требуемое устройство для соединения, разделения или обработки поверхности. Например, устройство согласно изобретению может быть выполнено в виде режущего устройства, например, для выполнения процесса лазерной резки. Устройство в соответствии с изобретением также может быть выполнено в виде клеевого устройства, например, для осуществления клеевого процесса, при этом рабочая головка устройства может быть сформирована с помощью клеевого пистолета. Кроме того, устройство в соответствии с изобретением также может быть сконфигурировано как устройство для распыления краски, при этом рабочая головка может быть образована краскораспылителем и т. п.Согласно изобретению давление, с которым распыляется краска, в этом случае может быть увеличено, например, если факел распыления направлен вверх, то работа краскораспылителем происходит над головой.
п.Согласно изобретению давление, с которым распыляется краска, в этом случае может быть увеличено, например, если факел распыления направлен вверх, то работа краскораспылителем происходит над головой.
Исключительно выгодное развитие учения по изобретению предусматривает устройство управления, соединенное с сенсорным устройством для автоматического регулирования и/или регулирования хотя бы одного характеристического значения стыка, разделения или обработки поверхности процесса, в частности процесса сварки, в зависимости от положения и/или позиционных изменений рабочей головки, воспринимаемых сенсорным устройством.Этот вариант осуществления делает возможным управление по разомкнутому или замкнутому контуру по меньшей мере одним характеристическим значением процесса соединения, разделения или обработки поверхности, в частности процесса сварки, в зависимости от положения и/или изменения положения рабочей головки. воспринимается сенсорным устройством, так что работа устройства согласно изобретению реализуется особенно просто, а качество сварного соединения, например, дополнительно повышается.
Предпочтительное развитие устройства согласно изобретению предусматривает, что устройство выполнено в виде сварочного аппарата для осуществления процесса сварки, а рабочая головка выполнена в виде сварочной головки для подвода сварочной энергии к свариваемым деталям.
В вышеупомянутом варианте осуществления влияние значений характеристических значений процесса соединения, разделения или обработки поверхности, в частности процесса сварки, может осуществляться любым желаемым подходящим образом.
Преимущество заключается в том, что устройство управления соединено с источником сварочной энергии, который подает сварочную энергию на сварочную головку для управления ею таким образом, что можно осуществлять управление без обратной связи и/или с обратной связью на источника сварочной энергии по меньшей мере на одно характеристическое значение процесса сварки в зависимости от положения и/или изменения положения сварочной головки, воспринимаемого сенсорным устройством. В этом варианте осуществления разомкнутое или замкнутое управление характеристическими значениями процесса сварки осуществляется на источнике сварочной энергии. Для этого управляющее устройство может быть интегрировано в контроллер источника сварочной энергии или может быть выполнено в виде отдельного контроллера, подключенного к сенсорному устройству со стороны входа и подключенного к контроллеру источника сварочной энергии со стороны входа. выходная сторона.
В этом варианте осуществления разомкнутое или замкнутое управление характеристическими значениями процесса сварки осуществляется на источнике сварочной энергии. Для этого управляющее устройство может быть интегрировано в контроллер источника сварочной энергии или может быть выполнено в виде отдельного контроллера, подключенного к сенсорному устройству со стороны входа и подключенного к контроллеру источника сварочной энергии со стороны входа. выходная сторона.
Количество, расположение и конструктивное исполнение датчиков сенсорного устройства можно выбирать в широких пределах.Преимущественное развитие принципа согласно изобретению предусматривает, что сенсорное устройство включает в себя по меньшей мере один датчик для определения поворотного положения и/или поворотного изменения положения рабочей головки. В этом варианте датчик может определять, например, вращается ли рабочая головка, чтобы, например, перейти от сварки в положении силы тяжести к сварке в положении вверх в сварочном устройстве.
Другое развитие идеи согласно изобретению предусматривает, что сенсорное устройство включает в себя, по меньшей мере, один датчик для восприятия поступательно-позиционных изменений рабочей головки.В этом варианте датчик может определять, перемещается ли рабочая головка поступательно, например, при выполнении сварочного шва.
Любые желаемые подходящие датчики или устройства датчиков могут быть использованы для обнаружения изменений поступательного положения рабочей головки. Например, на рабочей головке может быть расположен ультразвуковой датчик, который излучает ультразвуковые волны, принимаемые стационарным ультразвуковым приемником. Расстояние рабочей головки от ультразвукового передатчика можно определить по времени отражения ультразвуковых волн от ультразвукового передатчика и, таким образом, от рабочей головки до ультразвукового приемника.Соответствующим этому способом ультразвуковые волны могут приниматься двумя ультразвуковыми приемниками, расположенными в пространстве на расстоянии друг от друга, так что поступательные позиционные изменения рабочей головки могут определяться на основе изменения расстояния рабочей головки до каждого из них. два ультразвуковых приемника. Для четкого обнаружения позиционных изменений рабочей головки в трехмерном пространстве могут быть предусмотрены три ультразвуковых приемника, которые пространственно разнесены друг от друга соответствующим образом, так что положение рабочей головки в трехмерном пространстве или позиционные изменения могут быть обнаружены. быть отчетливо обнаружены на соответствующем расстоянии рабочей головки от каждого из ультразвуковых приемников.В частности, поступательные позиционные изменения также могут быть обнаружены, например, с помощью оптического сенсорного устройства. Расстояние рабочей головки от контрольной точки можно определить, например, с помощью лазерного интерферометра. Соответствующим образом поступательные позиционные изменения рабочей головки могут быть обнаружены двумя независимыми друг от друга лазерными интерферометрами, а позиционные изменения рабочей головки в трехмерном пространстве — тремя независимыми друг от друга лазерными интерферометрами.
два ультразвуковых приемника. Для четкого обнаружения позиционных изменений рабочей головки в трехмерном пространстве могут быть предусмотрены три ультразвуковых приемника, которые пространственно разнесены друг от друга соответствующим образом, так что положение рабочей головки в трехмерном пространстве или позиционные изменения могут быть обнаружены. быть отчетливо обнаружены на соответствующем расстоянии рабочей головки от каждого из ультразвуковых приемников.В частности, поступательные позиционные изменения также могут быть обнаружены, например, с помощью оптического сенсорного устройства. Расстояние рабочей головки от контрольной точки можно определить, например, с помощью лазерного интерферометра. Соответствующим образом поступательные позиционные изменения рабочей головки могут быть обнаружены двумя независимыми друг от друга лазерными интерферометрами, а позиционные изменения рабочей головки в трехмерном пространстве — тремя независимыми друг от друга лазерными интерферометрами. .
.
Развитие вышеупомянутого варианта осуществления предусматривает, что датчик определяет скорость и/или ускорение поступательного и/или вращательного движения рабочей головки. Таким образом, может иметь место более широкое влияние характеристических значений процесса сварки. Например, в сварочном аппарате на амплитуду сварочного тока можно влиять в зависимости от скорости, с которой сварочная головка перемещается над свариваемыми друг с другом заготовками при выполнении сварного соединения.При сварке с относительно небольшой скоростью вращения сварочной головки относительно свариваемых деталей можно выбрать заданную амплитуду сварочного тока, чтобы сохранить постоянной так называемую энергию на участок, энергию сварки на единицу длины сварочного шва. вводят в свариваемые детали, при этом амплитуда сварочного тока увеличивается при увеличении скорости. Для определения ускорения рабочей головки можно использовать датчики, например, подобные тем, которые продает Freescale Semiconductor, Inc. , Alma School Road, Chandler, Ariz., USA (www.freescale.com) под обозначениями MMA 6260 Q, MMA 6261 Q, MMA 6262 Q и MMA 6263 Q.
, Alma School Road, Chandler, Ariz., USA (www.freescale.com) под обозначениями MMA 6260 Q, MMA 6261 Q, MMA 6262 Q и MMA 6263 Q.
В соответствии с соответствующими требованиями, во время операции обработки рабочей головкой можно управлять вручную или с помощью погрузочно-разгрузочного оборудования, в частности сварочного робота.
В варианте осуществления, в котором устройство представляет собой сварочное устройство для осуществления процесса сварки, процесс сварки может быть процессом контактной сварки, процессом лучевой сварки, процессом газовой сварки, процессом дуговой сварки, дугой в среде инертного газа процесс сварки, процесс приварки шпилек или процесс лазерной сварки.
Для осуществления процесса сварки, при котором энергия сварки обеспечивается сварочным током или сварочным напряжением, развитие идеи согласно изобретению предусматривает, что влияющие характеристические значения процесса сварки включают по меньшей мере
- амплитуда и/или
- форма сигнала, особенно форма импульса и/или
- частота импульса и/или
- импульсная модуляция
сварочного тока и/или сварочного напряжения, причем на значения можно повлиять как функцию положения и/или изменения положения сварочной головки, обнаруженного сенсорным устройством.
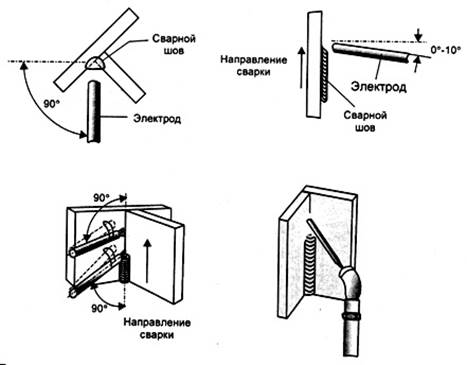
Если сварочное устройство используется для осуществления процесса контактной сварки, то предпочтительное развитие изобретения предусматривает, что в число влияющих характеристик процесса сварки входит контактное давление по меньшей мере одного сварочного электрода сварочной головки на одной из свариваемых деталей, при этом на значения можно повлиять в зависимости от положения или изменения положения сварочной головки, регистрируемого сенсорным устройством.
Предпочтительная разработка сварочного аппарата согласно изобретению, используемого для осуществления процесса дуговой сварки, в котором дополнительный материал подается в виде сварочного стержня, предусматривает, что влияющие характеристики процесса сварки включают скорость подачи, по меньшей мере, одного сварочного стержня, направляемого на сварочную головку, при этом на значения можно влиять в зависимости от положения и/или изменения положения сварочной головки, регистрируемого сенсорным устройством.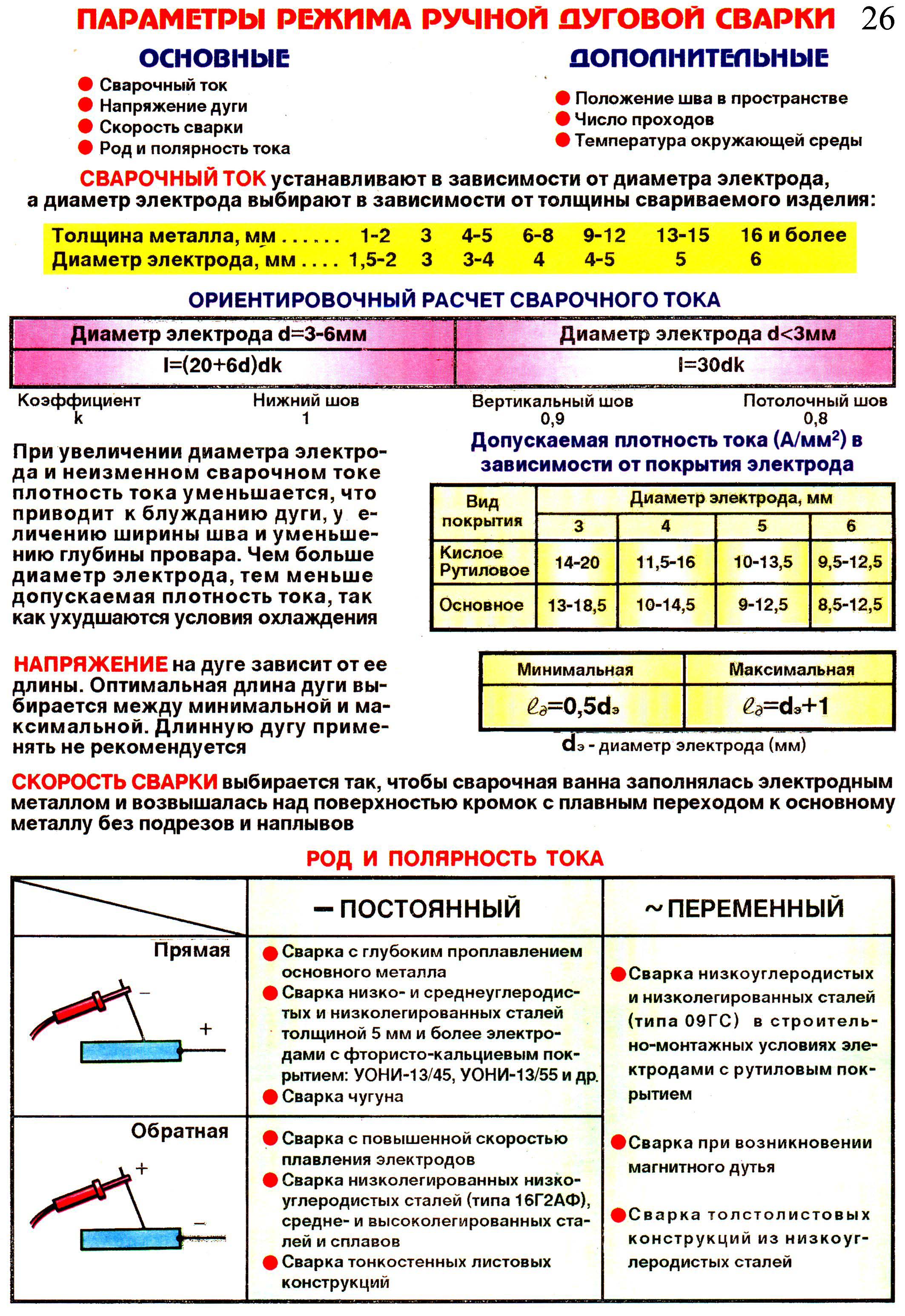
Другое предпочтительное развитие идеи согласно изобретению предусматривает, что устройство представляет собой сварочную горелку.
Другие варианты развития идеи согласно изобретению предусматривают, что устройство представляет собой устройство для распыления краски, в частности пистолет для распыления краски, или клеящее устройство, такое как пистолет для горячего клея.
Положение датчика или датчиков сенсорного устройства по отношению к рабочей головке может быть выбрано любым подходящим способом при условии, что положение или изменения положения рабочей головки могут быть обнаружены требуемым образом .Чтобы сделать возможным особенно точное определение положения или изменения положения рабочей головки и одновременно добиться конструктивно простой конструкции, развитие идеи согласно изобретению предусматривает, что по меньшей мере один датчик сенсорного устройства расположен на рабочая головка, в частности встроенная в рабочую головку.
Но согласно изобретению также возможно, что по крайней мере один датчик сенсорного устройства может быть надет на тело работающего, использующего устройство, особенно на его кисть или предплечье, как это предусмотрено в другой разработке обучение согласно изобретению.
Исходное положение рабочей головки может быть задано на заводе уже при изготовлении устройства согласно изобретению. Исходным положением может быть, например, положение, в котором сварочная головка расположена таким образом, что сварка выполняется в положении силы тяжести, что делает сварочный шов практически горизонтальным. Однако предпочтительное развитие идеи согласно изобретению предусматривает, что исходное положение рабочей головки и/или исходная точка в пространстве могут быть выбраны рабочим и/или устройством управления.В этом варианте осуществления можно, в частности, приспособить контрольное положение к обстоятельствам соответствующего задания на сварку или к рабочему, использующему сварочное устройство.
Развитие вышеупомянутого варианта осуществления предусматривает, что устройство управления присваивает заданные значения характеристикам процесса сварки в зависимости от выбранного исходного положения и/или изменения положения рабочей головки. В этом варианте осуществления значения, соответствующие характеристической кривой, например, могут быть присвоены характеристическим значениям процесса сварки.Например, при сварке металлических листов определенной толщины один набор значений характеристических значений может быть назначен соответственно для сварки в положении гравитации, для сварки в положении вверх, для сварки в потолочном положении и для сварки в положение вниз. Но также возможно выполнить присвоение значений характеристическим значениям процесса сварки в зависимости от поля характеристик. Так, например, характеристическим значениям могут быть присвоены значения в зависимости от материала и/или толщины деталей, подлежащих сварке друг с другом.
Еще одно предпочтительное развитие идеи в соответствии с изобретением предусматривает, что устройство управления автоматически осуществляет управление параметрами процесса сварки по разомкнутому или замкнутому контуру во время операции сварки. Регулирование значений характеристик с разомкнутым или замкнутым контуром может выполняться непрерывно или дискретно во временном или пространственном отношении, например, относительно сварочного шва.
Регулирование значений характеристик с разомкнутым или замкнутым контуром может выполняться непрерывно или дискретно во временном или пространственном отношении, например, относительно сварочного шва.
Другое развитие идеи согласно изобретению предусматривает устройство отображения для отображения режима работы устройства, выбранного устройством управления, в зависимости от выходных сигналов сенсорного устройства.В этом варианте осуществления рабочий режим устройства, такой как программа сварки, выбранная устройством управления, может отображаться устройством отображения, чтобы рабочий был проинформирован, с помощью какой программы сварки он/она сейчас выполняет сварку. Кроме того, отображение текущего режима работы позволяет работнику проверить способ функционирования сенсорного устройства и устройства управления на достоверность и, таким образом, распознать, например, неисправности.
В принципе особенно выгодно, если влияние характеристик процесса соединения, разделения или обработки поверхности происходит автоматически с помощью устройства управления, так что не требуется ручного вмешательства рабочего и в то же время обеспечивается что устройство всегда находится в подходящем рабочем режиме, например, сварка с программой сварки, адаптированной к текущему положению сварочной головки, например, в случае сварочного устройства.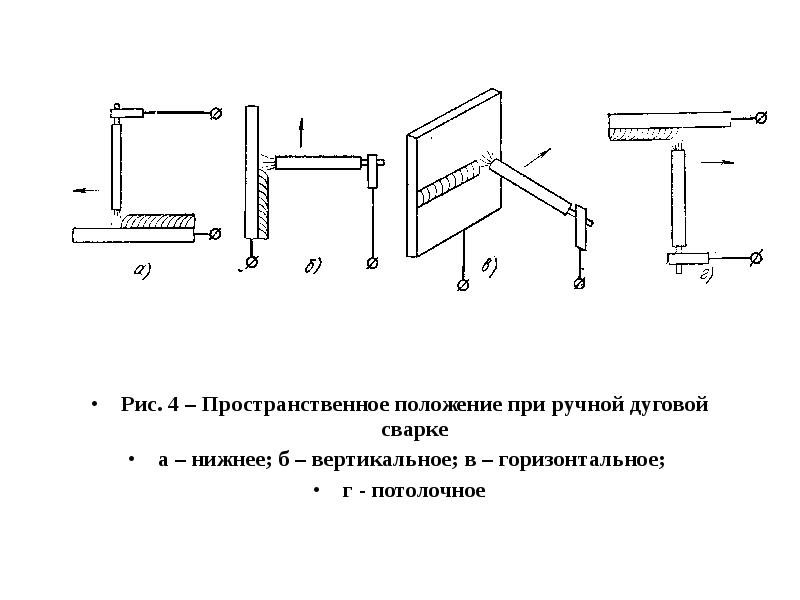 Если в дополнение к автоматическому влиянию управляющего устройства на характеристические значения процесса соединения, разделения или обработки поверхности допускается ручное вмешательство рабочего, то выгодное развитие учения по изобретению предусматривает операционное устройство для ручного выбора режима работы устройства. Этот вариант также особенно выгоден, когда влияние влияющих значений характеристик не происходит полностью автоматически при использовании устройства управления, а отображается для рабочего в зависимости от выходных сигналов сенсорного устройства, что необходимо выбрать другой режим работы устройства, другую программу сварки, например, в случае сварочного аппарата, при этом выбор режима работы, тем не менее, выполняется работником вручную, и в результате этого выбора на характеристические значения процесса оказывают влияние.
Если в дополнение к автоматическому влиянию управляющего устройства на характеристические значения процесса соединения, разделения или обработки поверхности допускается ручное вмешательство рабочего, то выгодное развитие учения по изобретению предусматривает операционное устройство для ручного выбора режима работы устройства. Этот вариант также особенно выгоден, когда влияние влияющих значений характеристик не происходит полностью автоматически при использовании устройства управления, а отображается для рабочего в зависимости от выходных сигналов сенсорного устройства, что необходимо выбрать другой режим работы устройства, другую программу сварки, например, в случае сварочного аппарата, при этом выбор режима работы, тем не менее, выполняется работником вручную, и в результате этого выбора на характеристические значения процесса оказывают влияние.
Еще одно предпочтительное развитие идеи согласно изобретению предусматривает, что управляющее устройство влияет на значение или значения характеристики таким образом, что процесс может выполняться без перерыва. В этом варианте осуществления влияние характеристических значений и тем самым выбор подходящего режима работы, например, в случае процесса дуговой сварки, происходит таким образом, что сварка может проходить без прерывания дуги. В связи с этим существенно, чтобы влияние значений характеристических величин происходило настолько быстро, чтобы, например, в случае сварочного аппарата работа выполнялась со значениями характеристических величин, адаптированными к текущему положению шва при переходе от положение силы тяжести в верхнее положение.
В этом варианте осуществления влияние характеристических значений и тем самым выбор подходящего режима работы, например, в случае процесса дуговой сварки, происходит таким образом, что сварка может проходить без прерывания дуги. В связи с этим существенно, чтобы влияние значений характеристических величин происходило настолько быстро, чтобы, например, в случае сварочного аппарата работа выполнялась со значениями характеристических величин, адаптированными к текущему положению шва при переходе от положение силы тяжести в верхнее положение.
В вышеупомянутом варианте осуществления устройство управления может воздействовать на значение или значения характеристики непрерывным во времени или дискретным во времени образом, как это предусмотрено в этом развитии идеи согласно изобретению.
Согласно изобретению сенсорному устройству достаточно воспринимать положение или позиционные изменения рабочей головки вдоль одной оси, в одном измерении, или в одной плоскости, в двух измерениях. Однако особенно предпочтительное развитие принципа согласно изобретению предусматривает, что сенсорное устройство обнаруживает пространственное положение и/или пространственные позиционные изменения рабочей головки в трехмерном пространстве.В этом варианте осуществления положение или изменение положения рабочей головки может быть определено особенно точно, так что существуют различные возможности в отношении влияния характеристических значений.
Однако особенно предпочтительное развитие принципа согласно изобретению предусматривает, что сенсорное устройство обнаруживает пространственное положение и/или пространственные позиционные изменения рабочей головки в трехмерном пространстве.В этом варианте осуществления положение или изменение положения рабочей головки может быть определено особенно точно, так что существуют различные возможности в отношении влияния характеристических значений.
Другое развитие идеи согласно изобретению предусматривает, что разные значения хотя бы одного характеристического значения присваиваются различным положениям рабочей головки и что управляющее устройство присваивает значение соответствующему характеристическому значению в зависимости от положения рабочая головка, воспринимаемая сенсорным устройством.
Другое развитие идеи согласно изобретению предусматривает, что первое значение по меньшей мере одного характеристического значения присваивается по меньшей мере одному первому положению рабочей головки и что второе значение характеристического значения или значений присваивается по меньшей мере одно второе положение рабочей головки и что управляющее устройство присваивает значение характеристики первое значение, когда выходной сигнал сенсорного устройства указывает, что рабочая головка находится в первом положении и что управляющее устройство присваивает характеристике второе значение значение, когда выходной сигнал сенсорного устройства указывает на то, что рабочая головка находится во втором положении.
Далее изобретение будет пояснено более подробно на основе прилагаемых чертежей, на которых проиллюстрированы примерные варианты выполнения сварочного устройства в соответствии с изобретением. С этой целью все признаки, описанные или проиллюстрированные на чертеже, сами по себе или в любой комбинации составляют предмет изобретения независимо от их краткого изложения в формуле изобретения или их обратных ссылок и независимо от их формулировок или иллюстраций в описании и на чертеже. соответственно.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙРИС. 1 представляет собой весьма схематичную блок-схему первого примерного варианта осуществления устройства согласно изобретению в виде сварочного аппарата для осуществления процесса дуговой сварки,
. Фиг. 2 показывает в том же представлении, что и на фиг. 1, второй пример выполнения сварочного аппарата согласно изобретению,
Фиг. 3 представляет собой очень схематичное изображение примерного варианта осуществления датчика для обнаружения углового положения или угловых изменений положения сварочной головки сварочного устройства согласно фиг.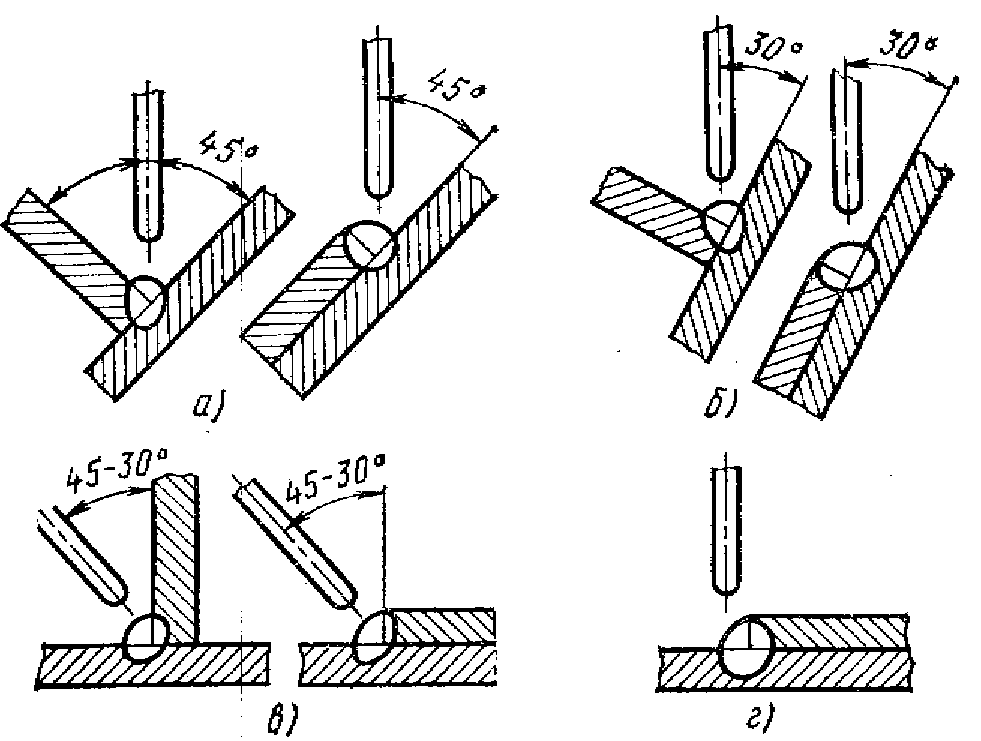 1,
1,
РИС. 4 представляет собой весьма схематичное второе примерное воплощение датчика для определения положения вращения или изменения положения вращения сварочной головки,
. Фиг. 5 показана сварочная головка при сварке в положении силы тяжести в первом поворотном положении,
. На фиг. 6 показывает в том же представлении, что и на фиг. 5, сварочная головка при сварке в положении силы тяжести во втором поворотном положении,
ФИГ. 7 показана сварочная головка при сварке в верхнем положении в первом поворотном положении,
. На фиг.8 показана сварочная головка при сварке в верхнем положении во втором поворотном положении,
. На фиг. 9 показана сварочная головка при сварке в потолочном положении,
РИС. 10 показывает поле характеристик для присвоения значений значениям характеристик, а на фиг. 11 представляет собой весьма схематичное изображение контейнера, состоящего из множества металлических листов, подлежащих сварке друг с другом, с целью пояснения способа согласно изобретению.
На фиг.одинаковые или взаимно соответствующие компоненты снабжены одинаковыми ссылочными позициями.
РИС. 1 показан первый пример выполнения устройства согласно изобретению в виде сварочного аппарата 2 , который в этом варианте выполнен с возможностью выполнения процесса дуговой сварки и включает в себя сварочную головку 4 , выполненную в виде сварочная горелка для передачи энергии сварки на свариваемые детали. Источник сварочной энергии 6 , который подает сварочный ток на сварочную головку 4 , предназначен для снабжения сварочной головки 4 сварочной энергией.Сварочный ток протекает через сварочный стержень, который на фиг. 1 обозначен пунктирной линией 8 и который непрерывно подается к сварочной головке 4 во время операции сварки и который образует электрод в процессе дуговой сварки, посредством чего при выполнении сварного соединения, такого как сварка шва, дуга горит между сварочным стержнем 8 и свариваемой деталью. Сварочный ток подается на сварочную головку 4 по питающей линии 10 .Линия управления 12 предназначена для передачи управляющих сигналов от сварочной головки 4 к источнику 6 .
Сварочный ток подается на сварочную головку 4 по питающей линии 10 .Линия управления 12 предназначена для передачи управляющих сигналов от сварочной головки 4 к источнику 6 .
В соответствии с изобретением сварочное устройство 2 включает сенсорное устройство для определения положения или позиционных изменений сварочной головки 4 относительно эталонного положения сварочной головки 4 и/или относительно заготовок для сваривать таким образом, чтобы можно было влиять по меньшей мере на одно характеристическое значение процесса сварки в зависимости от измеренного положения и/или изменения положения.В этом примерном варианте осуществления сенсорное устройство включает в себя первый датчик 14 для определения положения вращения и/или изменения положения вращения сварочной головки 4 , что будет более подробно объяснено ниже на основе фиг.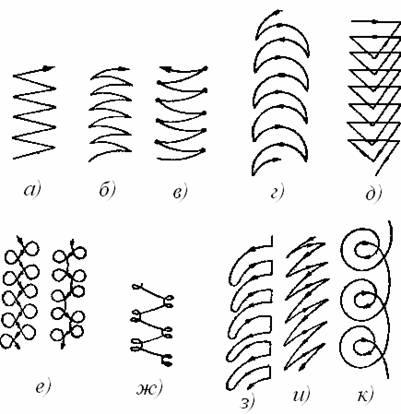 3 и 4.
3 и 4.
В этом примерном варианте осуществления сенсорное устройство дополнительно включает в себя второй датчик 16 , который определяет поступательные движения и скорость и/или ускорение поступательного движения сварочной головки.
В этом примерном варианте датчики 14 , 16 встроены в сварочную головку. Сварочное устройство 2 , кроме того, согласно изобретению включает в себя устройство управления, соединенное с датчиками 14 , 16 , для автоматического регулирования по меньшей мере одного характеристического значения процесса сварки в зависимости от положение и/или изменения положения сварочной головки 4 , определяемые датчиками 14 , 16 .В этом примерном варианте устройство управления содержит блок управления 18 , при этом выходные сигналы датчиков 14 , 16 формируют входные сигналы блока управления 18 , выходные сигналы которых подаются на контроллер 20 .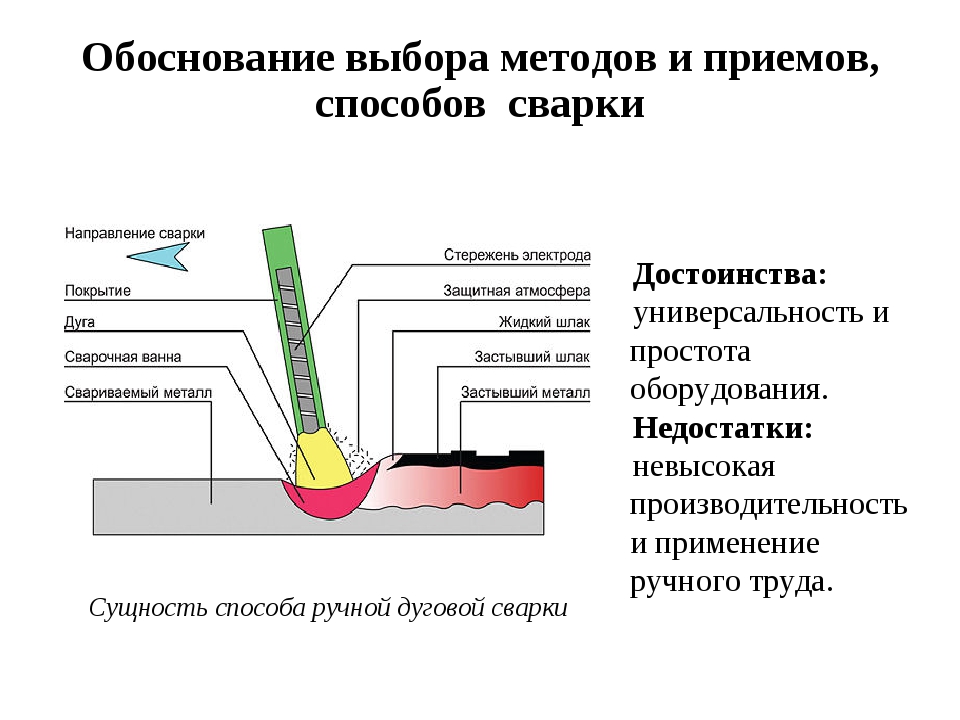 , интегрированный в источник 6 и осуществляющий управление параметрами сварочного процесса, в частности амплитудой сварочного тока, подаваемого на сварочную головку 4 источником 6 , в зависимости от выходных сигналов блока управления 18 .
, интегрированный в источник 6 и осуществляющий управление параметрами сварочного процесса, в частности амплитудой сварочного тока, подаваемого на сварочную головку 4 источником 6 , в зависимости от выходных сигналов блока управления 18 .
РИС. 2 показан второй пример выполнения сварочного аппарата 2 согласно изобретению, который отличается от примера выполнения по фиг. 1 тем, что контроллер 20 не интегрирован в источник 6 , а сконфигурирован как отдельный контроллер.
РИС. 3 весьма схематически иллюстрирует способ функционирования первого датчика , 14, . Первый датчик 14 содержит корпус 22 , выполненный в виде полого тела и в данном примерном варианте осуществления по существу имеющий форму правильного восьмигранника, внутри которого находится небольшое количество ртути 24 . Пара электрических контактов, только одна пара из которых снабжена позициями , 38, , , 40, на фиг. 1, расположен в окрестности каждой из вершин 26 , 28 , 30 , 32 , 34 , 36 октаэдра. Если ртуть 24 собирается, например, вблизи вершины 36 корпуса 22 , это создает электрически проводящее соединение между контактами 38 и 40 , так что управляющий ток, например, может протекать между контакты 38 , 40 , блок управления 18 распознающий на основе этого контрольного тока, что ртуть 24 скопилась вблизи апекса 36 .Таким образом, в блоке управления 18 можно установить, что корпус 24 находится в положении вращения, показанном на фиг.
Пара электрических контактов, только одна пара из которых снабжена позициями , 38, , , 40, на фиг. 1, расположен в окрестности каждой из вершин 26 , 28 , 30 , 32 , 34 , 36 октаэдра. Если ртуть 24 собирается, например, вблизи вершины 36 корпуса 22 , это создает электрически проводящее соединение между контактами 38 и 40 , так что управляющий ток, например, может протекать между контакты 38 , 40 , блок управления 18 распознающий на основе этого контрольного тока, что ртуть 24 скопилась вблизи апекса 36 .Таким образом, в блоке управления 18 можно установить, что корпус 24 находится в положении вращения, показанном на фиг. 1. Поскольку первый датчик 14 расположен на сварочной головке 4 без возможности вращения, таким образом можно определить, что сварочная головка 4 находится в положении, показанном на фиг. 1.
1. Поскольку первый датчик 14 расположен на сварочной головке 4 без возможности вращения, таким образом можно определить, что сварочная головка 4 находится в положении, показанном на фиг. 1.
Если сварочную головку 4 повернуть на 90° по часовой стрелке вокруг оси вращения, проходящей перпендикулярно плоскости чертежа на РИС.1, то ртуть 24 соберется вблизи вершины 30 и создаст электропроводящее соединение между контактами, назначенными этой вершине 30 , так что между этими контактами может протекать управляющий ток. Таким образом, блок управления 18 может определить, что корпус 22 и, следовательно, также сварочная головка 4 находятся в положении вращения, которое повернуто на 90° по часовой стрелке относительно фиг. 1 и 3.Соответствующим образом можно распознавать любые изменения положения вращения корпуса 22 и тем самым сварочной головки 4 вокруг всех трех осей в пространстве.
Организация пар контактов 38 , 40 , 40 , 40 на вершинах 26 , 26 , 30 , 39 , 32 , 34 , 36 жилья должно быть понято как примерное Только. Для более точного распознавания изменений положения могут быть предусмотрены дополнительные пары контактов 38 , 40 .
Кроме того, сохраняя основной принцип первого датчика 14 , показанного на РИС. 3, его корпус 20 также может быть выполнен по-другому, например, в виде сферы 42 , как показано на фиг. 4. Путем соответствующего выбора количества и расположения пар электрических контактов 38 , 40 особенно точное распознавание изменений поворотного положения корпуса 22 первого датчика 14 и, следовательно, возможна установка сварочной головки 4 .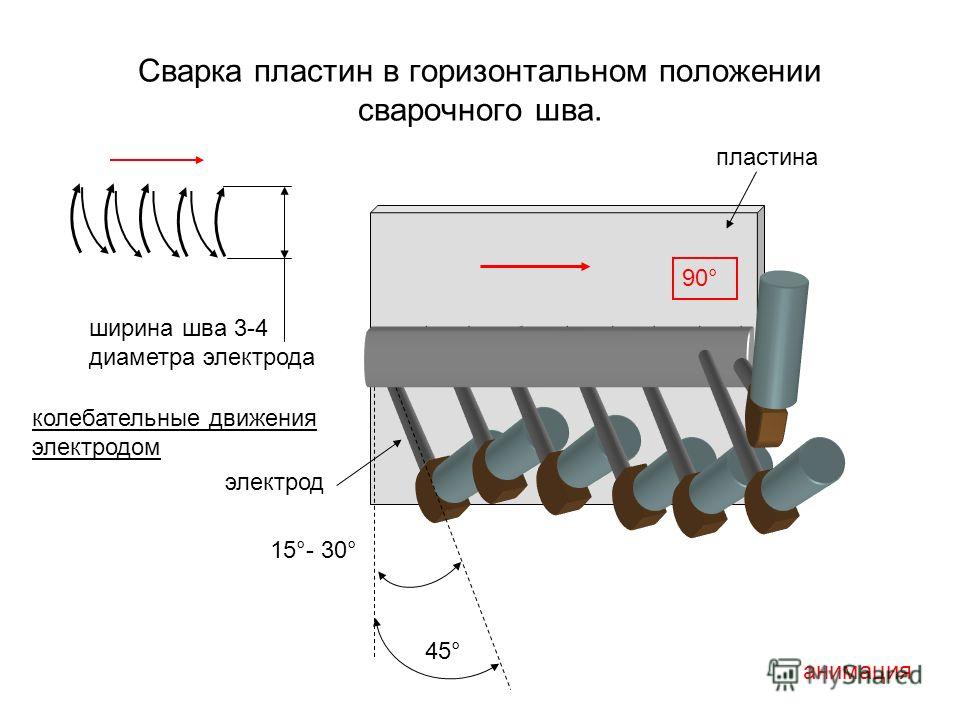
Принцип работы устройства согласно изобретению будет объяснен более подробно ниже на основе фиг. 5 до 9 .
Для примера сварка четырех пластин 44 , 46 , 48 , 50 , которые на фиг. 5 проходят перпендикулярно плоскости чертежа к пятой пластине 52 , которая на фиг. 5 лежит в плоскости чертежа.
Для сварки пластины 44 с пластиной 52 сварочная головка 4 на РИС.5 перемещается влево в направлении стрелки 54 вдоль зоны соединения пластин 44 , 52 , в результате чего между сварочным стержнем образуется дуга, которая не показана на фиг. 5, а пластины 44 , 52 сваривать друг с другом, при этом дуга приводит к образованию сварного соединения в виде сварного шва. Для этого источник 6 подает сварочный ток амплитудой 150 А, например, на сварочную головку 4 . Во время операции сварки первый датчик 14 определяет положение вращения сварочной головки 4 относительно эталонного положения, показанного на ФИГ. 1 и 5, а второй датчик 16 определяет скорость движения сварочной головки 4 в направлении стрелки 54 .
Если на основании выходного сигнала второго датчика 16 установлено, что рабочий увеличивает скорость движения сварочной головки 4 в направлении стрелки 54 , то блок управления 18 передает соответствующий сигнал на контроллер источника 6 , который затем увеличивает амплитуду сварочного тока, чтобы поддерживать постоянную энергию на секцию.Если, напротив, второй датчик 16 определяет, что скорость, с которой сварочная головка 4 движется в направлении стрелки 54 , уменьшается, то блок управления 18 передает на контроллер 20 a соответствующий сигнал, который затем снижает амплитуду сварочного тока от источника 6 . Таким образом, гарантируется, что энергия на секцию остается постоянной во время операции сварки.
Таким образом, гарантируется, что энергия на секцию остается постоянной во время операции сварки.
Если поворотное положение сварочной головки 4 изменить вокруг оси, идущей перпендикулярно плоскости чертежа, например, как показано на РИС.6, то первый датчик 14 обнаруживает это изменение положения вращения, и блок управления 18 передает соответствующий сигнал на контроллер 20 . Затем контроллер 20 может влиять по меньшей мере на одно характеристическое значение процесса сварки, опять же, например, на амплитуду сварочного тока, чтобы получить оптимальный результат сварки.
Если сварочную головку 4 заново повернуть вокруг оси, проходящей перпендикулярно плоскости чертежа, для выполнения сварного шва между пластиной 46 и пластиной 52 , и сварку соответственно выполнить вверх положения, то первый датчик 14 фиксирует изменение поворотного положения, а блок управления 18 передает соответствующий сигнал на контроллер 20 источника 6 . Поскольку сварка в верхнем положении происходит с более низкой скоростью, чем сварка в положении силы тяжести, контроллер 20 в этой связи снижает сварочный ток, который может составлять, например, 90 А. Если второй датчик 16 определяет, что сварочная головка не движется практически с постоянной скоростью вдоль свариваемого шва, а прерывисто перемещается между остановкой и последующим ускорением, то контроллер 20 может контролировать сварочный ток в таким образом, что относительно высокий сварочный ток используется во время движения сварочной головки 4 с относительно высокой скоростью, а пониженный сварочный ток используется во время движения сварочной головки 4 с относительно низкой скоростью, особенно при остановке .
Поскольку сварка в верхнем положении происходит с более низкой скоростью, чем сварка в положении силы тяжести, контроллер 20 в этой связи снижает сварочный ток, который может составлять, например, 90 А. Если второй датчик 16 определяет, что сварочная головка не движется практически с постоянной скоростью вдоль свариваемого шва, а прерывисто перемещается между остановкой и последующим ускорением, то контроллер 20 может контролировать сварочный ток в таким образом, что относительно высокий сварочный ток используется во время движения сварочной головки 4 с относительно высокой скоростью, а пониженный сварочный ток используется во время движения сварочной головки 4 с относительно низкой скоростью, особенно при остановке .
Если сварочную головку 4 заново повернуть вокруг оси, проходящей перпендикулярно плоскости чертежа, как показано на РИС. 8, то контроллер 20 снова может влиять хотя бы на одно характеристическое значение процесса сварки, такое как амплитуда сварочного тока, увеличивая ее, например, в зависимости от выходного сигнала датчиков 14 , 16 и возникающий из него выходной сигнал блока управления 18 .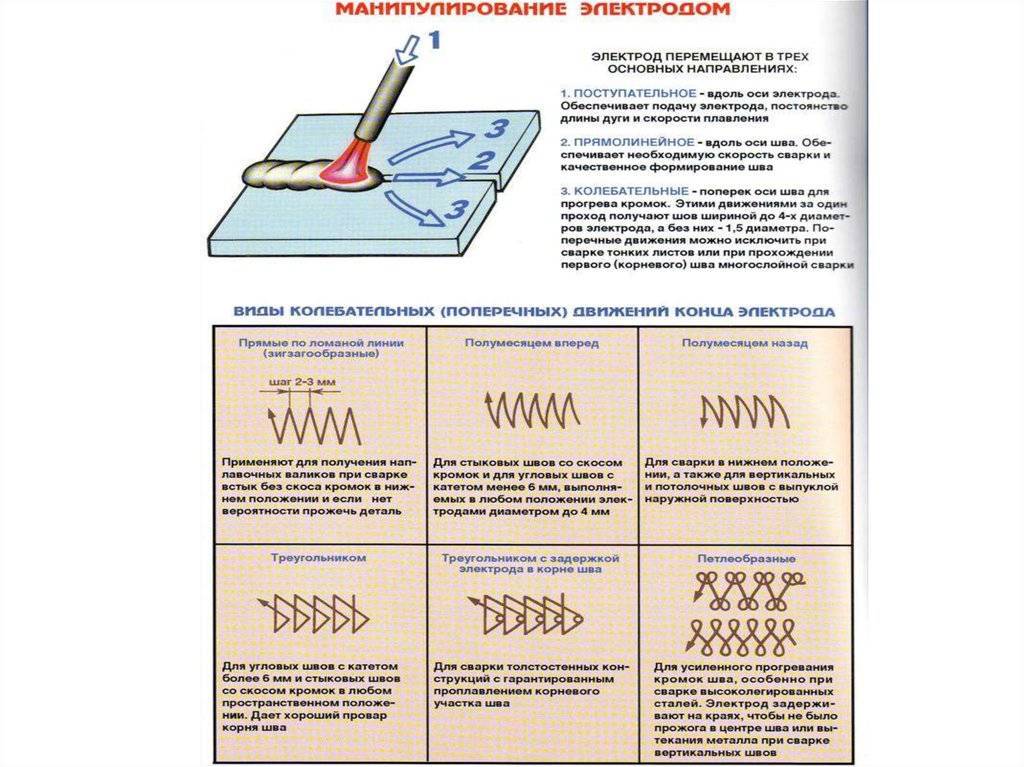
Если на основании выходного сигнала первого датчика 14 установлено, что сварочная головка 4 снова вращалась вокруг оси, идущей перпендикулярно плоскости чертежа, и теперь принимает положение вращения, изображенное на фиг. . 9, в котором сварочная головка 4 повернута на 180° относительно исходного положения, изображенного на ФИГ. 5, то следует, что сварочная головка 4 используется для сварки в потолочном положении.Контроллер 20 источника 6 после этого уменьшает амплитуду сварочного тока в зависимости от соответствующего выходного сигнала первого датчика 14 и результирующего выходного сигнала блока управления 18 настолько, что материал пластин 48 , 52 , подлежащих сварке, разжижен настолько, насколько это необходимо для выполнения сварного соединения, при этом материал не стекает.Амплитуда сварочного тока может быть снижена до 80 А, например, при сварке в потолочном положении.
Соответствующим образом сварочный ток может быть снова увеличен, если на основе выходного сигнала первого датчика 14 будет установлено, что сварочная головка 4 заново вращается для выполнения сварочного шва между пластина 50 и пластина 52 в нижнем положении.
Таким образом, сварные швы, необходимые для соединения пластин 44 , 46 , 48 , 50 , могут быть выполнены без разрыва дуги, при этом в примерном примере сварочного тока влияние характеристических значений процесс сварки осуществляется автоматически блоком управления 18 и контроллером 20 в зависимости от выходных сигналов датчиков 14 , 16 сенсорного устройства, без необходимости ручного вмешательства рабочего.С этой целью контроллер 20 может быть предварительно запрограммирован таким образом, чтобы результат сварки оптимизировался в зависимости от соответствующего положения или изменения положения сварочной головки 4 .
Поскольку влияние характеристических значений процесса сварки происходит автоматически, ручное вмешательство рабочего практически не требуется. Для обеспечения возможности ручного вмешательства работника при необходимости может быть предусмотрено устройство управления 56 (см. фиг. 1), например, конкретная программа сварки, которая может быть выбрана вручную, а устройство отображения 58 может отображать соответствующие выбранная программа сварки.
РИС. 10 изображено поле характеристик, в котором от A 1 до An обозначают разные задачи сварки, а от P 1 до Pn обозначают разные положения сварочной головки. В этом поле характеристик может быть предусмотрено присвоение значений характеристических значений в зависимости от соответствующего задания на сварку и в зависимости от соответствующего положения сварочной головки, при этом задания на сварку могут различаться, например, в отношении толщине и/или материалу свариваемых деталей.
РИС. 11 очень схематично показан контейнер, изготовленный из металлических листов, которые должны быть сварены друг с другом.
Перед выполнением сварочных работ с использованием сварочного аппарата 2 , не показанного на фиг. 11, это устройство сначала перемещается в опорную точку P 0 . В рамках режима обучения сварочного аппарата 2 было заранее определено и сохранено в памяти, что первая сварочная задача, а именно выполнение сварочного шва в положении силы тяжести между нижней плитой 60 и вертикальной стороной пластина 62 , должна выполняться, начиная с точки P 1 , что вторая сварочная операция, а именно выполнение сварного шва в виде направленного вверх шва между вертикальной боковой пластиной 64 и вертикальной боковой пластиной 66 должен выполняться, начиная с точки P 2 , и что необходимо выполнить третью сварочную задачу, а именно выполнение сварного шва в виде верхнего шва между вертикальной боковой пластиной 66 и верхней пластиной 68 . начиная с точки P 3 .
начиная с точки P 3 .
С этой целью сварочное устройство 2 согласно изобретению сначала перемещается в контрольную точку P 0 , и прибытие в контрольную точку P 0 сообщается устройству управления нажатием кнопки операционное устройство 56 , например. Если сварочное устройство 2 перемещается, начиная с контрольной точки P 0 , то сенсорное устройство обнаруживает положение и/или позиционные изменения сварочного устройства в трехмерном пространстве.Если сварочное устройство перемещается, например, вдоль оси X, то сенсорное устройство обнаруживает это движение. Когда точка P 1 достигнута, устройство управления присваивает характеристикам процесса сварки значения, которые оптимально приспособлены к выполняемой там сварочной задаче, а именно сварке в гравитационном положении. Таким образом, рабочий может выполнить сварной шов между вертикальной боковой пластиной 62 и нижней пластиной 60 .
Если затем сварочное устройство перемещается в направлении точки P 2 , сенсорное устройство заново определяет положение рабочей головки сварочного устройства 2 или изменения положения в трехмерном пространстве.Прибытие в точку P 2 сигнализируется управляющему устройству соответствующими выходными сигналами сенсорного устройства, в результате чего управляющее устройство присваивает характеристическим значениям процесса сварки значения, которые оптимально приспособлены к выполняемой сварочной задаче. от точки Р 2 , а именно выполнение сварного шва швом вверх между металлическими листами 64 , 68 . После этого рабочий может выполнить соответствующий сварочный шов.
Если сварочное устройство 2 затем перемещается в направлении точки P 3 , сенсорное устройство будет заново определять положение рабочей головки 4 сварочного устройства 2 или изменения положения в трех -мерное пространство. Если выходные сигналы сенсорного устройства указывают управляющему устройству, что сварочная головка 4 сварочного устройства 2 находится в точке P 3 , то управляющее устройство при этом присваивает характерным значениям процесса сварки , значения, которые оптимально соответствуют выполняемой сварочной задаче, а именно, выполнению сварочного шва в потолочном положении.После этого рабочий может выполнить соответствующий сварочный шов.
Таким образом, обеспечивается полностью автоматическое определение положения сварочной головки 4 сварочного аппарата 2 и полностью автоматическая адаптация значений характеристических значений сварочного процесса к выполняемой сварочной задаче. выполненный. С этой целью можно вызывать и влиять на любые требуемые характеристические значения процесса сварки. Таким образом, можно, например, учитывать влияние характеристических значений не только на конкретное положение сварочной головки 4 , но также, например, на толщину свариваемых друг с другом металлических листов. Что касается двух аналогичных задач сварки, которые должны выполняться в разных местах, но каждая из которых относится, например, к сварке в положении силы тяжести, то при выполнении первой задачи можно работать со сварочным током, который отрегулирован для сварки большей толщины. металлические листы друг к другу, например, во время выполнения второго сварочного задания со сварочным током, который отрегулирован для сварки более тонких металлических листов. Таким образом, достигается особенно высокая гибкость при воздействии на характеристические значения.
Что касается двух аналогичных задач сварки, которые должны выполняться в разных местах, но каждая из которых относится, например, к сварке в положении силы тяжести, то при выполнении первой задачи можно работать со сварочным током, который отрегулирован для сварки большей толщины. металлические листы друг к другу, например, во время выполнения второго сварочного задания со сварочным током, который отрегулирован для сварки более тонких металлических листов. Таким образом, достигается особенно высокая гибкость при воздействии на характеристические значения.
Хотя это изобретение было описано как имеющее предпочтительную конструкцию, следует понимать, что оно допускает дальнейшие модификации, использование и/или адаптацию изобретения и в целом следует принципу изобретения, включая такие отклонения от настоящего раскрытие, которое входит в известную или обычную практику в области техники, к которой относится изобретение, и которое может быть применено к основным признакам, изложенным выше, и подпадает под объем изобретения или пределы прилагаемой формулы изобретения.
Статьи Влияние полярности дуги на плавление электродов. Прямая и обратная полярность
Характер плавления и переноса электродного металла оказывает большое влияние на производительность сварки, взаимодействие металла со шлаком и газами; от нее зависят стабильность дуги, потери металла, формирование шва и другие технологические факторы.
Плавление электрода. Плавление электрода происходит в основном за счет тепловой энергии дуги.Основными характеристиками плавления электрода являются линейные или массовые скорости плавления, измеряемые длиной или массой расплавленного электрода (проволоки) в единицу времени. Скорость плавления зависит от состава сварочной проволоки, покрытия, флюса, защитного газа, режима сварки, плотности и полярности тока, вылета электрода и ряда других факторов. Но даже при одинаковых условиях сварки скорость плавления электрода не остается постоянной, а может постепенно изменяться. Поэтому на практике в качестве характеристики используют среднюю скорость плавления электрода, которую обычно определяют за какой-то произвольный, но значительно превышающий продолжительность периода капельного перехода период времени.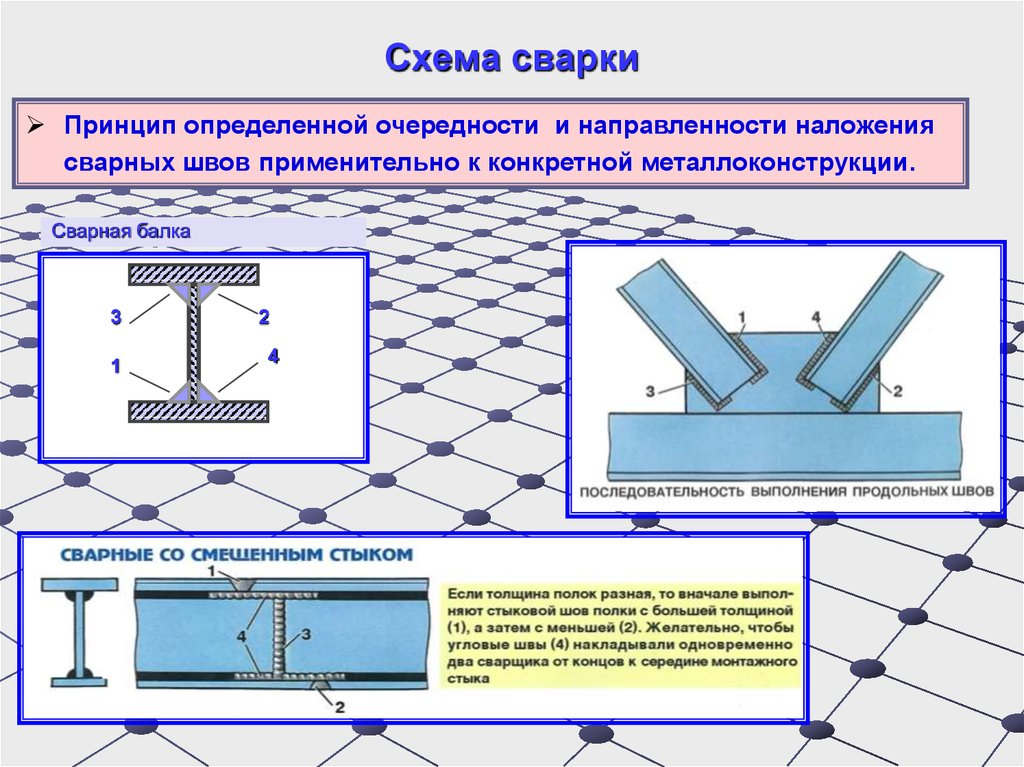
Поскольку средняя скорость плавления сильно зависит от режима сварки, при оценке влияния различных факторов на плавление электрода иногда удобнее использовать конкретное (отнесенное к единице силы тока) значение этой характеристики, называемое коэффициент плавления. Скорость плавления электрода Gp связана с коэффициентом плавления ap выражением
, где k — коэффициент, зависящий от выбора единиц измерения.
Важнейшими показателями, характеризующими процесс плавления электрода, являются также коэффициент наплавки csn и коэффициент потерь i|).бм д9-
выражение плавления
, где gp и gn — массы расплавленного и наплавленного металла соответственно.
Выражение (2-14) справедливо только для электродов, не содержащих металлических добавок (железного порошка или ферросплавов) в покрытии.
При наличии металлических добавок в покрытии коэффициент «f» может принимать отрицательные значения. В таких случаях это разница между количеством потерянного металла и количеством металла, перешедшего из покрытия. Для электродов этого типа общий коэффициент потерь можно определить из выражения
Для электродов этого типа общий коэффициент потерь можно определить из выражения
покрытие металлических добавок.
С помощью рассмотренных показателей можно определить такие характеристики, как выход наплавленного металла kc и выход годного металла k3.
Для электродов с металлическими добавками в покрытии этот показатель может быть значительно больше единицы (или более 100%).
Выход полезного металла k3 равен отношению массы наплавленного металла к массе расплавленной части электрода:
части электрода; kn — массовая доля покрытия, представляющая собой отношение массы покрытия к массе покрытой части электродного стержня.
Скорость плавления электрода при всех способах дуговой сварки плавящимся электродом увеличивается с увеличением силы тока (рис. 2-23). В широком диапазоне режимов наблюдается пропорциональность между скоростью плавления электрода и силой сварочного тока. Однако в области малых и больших токов пропорциональность нарушается, что связано с изменением энергетических характеристик дуги, размеров активных пятен и плотностей тока в них, нагревом электрода током.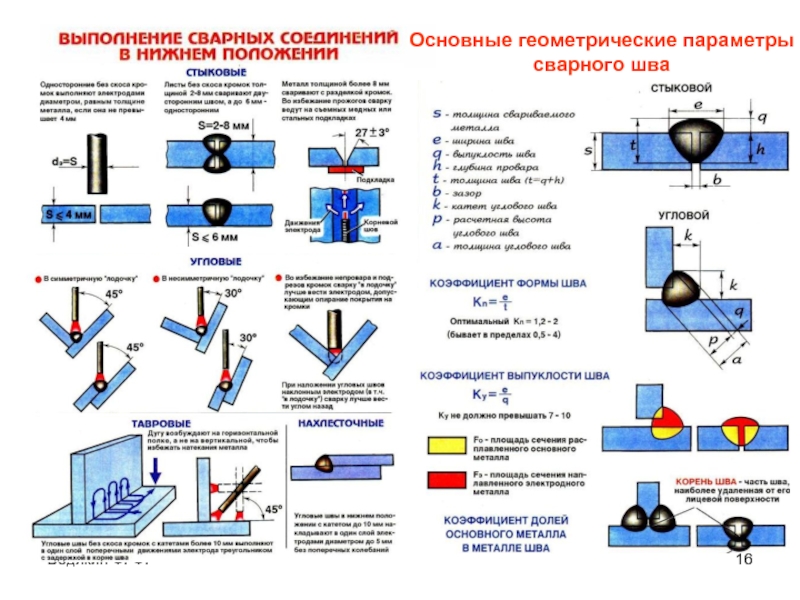 Увеличение скорости плавления электрода при высоких плотностях тока также обусловлено нагревом стержня электрода проходящим током. Нагрев электрода в месте вылета пропорционален квадрату силы тока, сопротивления проволоки и длины вылета.
Увеличение скорости плавления электрода при высоких плотностях тока также обусловлено нагревом стержня электрода проходящим током. Нагрев электрода в месте вылета пропорционален квадрату силы тока, сопротивления проволоки и длины вылета.
Скорость плавления электрода в основном определяется условиями тепловыделения и переноса тепла в анодной и катодной областях и зависит от полярности тока. При сварке на обратной полярности коэффициент плавления практически не зависит от состава проволоки, покрытия, флюса или защитного газа.При сварке на прямой полярности коэффициент плавления изменяется в широких пределах в зависимости от состава и состояния поверхности проволоки, состава покрытия, флюса или защитного газа (рис. 2-24). Соответственно изменяется и напряжение дуги. На практике обычно используют значение номинального напряжения дуги UH — характеристику напряжения данной марки электрода, проволоки, флюса или защитного газа на рабочей длине дуги.
Скорость плавления электрода можно контролировать, изменяя силу тока или величину катодного падения напряжения. Возможность увеличения скорости плавления покрытых электродов для
Возможность увеличения скорости плавления покрытых электродов для
по увеличению силы тока ограничивается из-за перегрева электродного стержня. С автоматическим и полуавтоматическим методами сварки этот
ограничение менее существенно из-за небольших выступов проводов.
Введение в проволоку, покрытие или флюс веществ, увеличивающих катодное падение напряжения (а значит, и номинальное напряжение дуги), способствует увеличению скорости плавления проволоки прямой полярности.Изменение состава защитного газа относительно мало влияет на скорость плавления проволоки. Нанесение на сварочную проволоку небольших количеств солей щелочных или щелочноземельных металлов резко снижает скорость плавления катода. Это явление иногда используется для так называемой активации проволоки, чтобы замедлить скорость плавления и получить тонкий перенос металла в прямой полярности.
При сварке электродами с покрытием скорость плавления электрода также зависит от толщины покрытия. Утолщение покрытия приводит к дополнительным затратам тепла на его плавление, а также к увеличению мощности, выделяемой в столбе дуги. Для электродов без металлических добавок в покрытии увеличение толщины покрытия приводит к бесполезным затратам на его плавку. Вводя в покрытие металлические добавки или железный порошок, можно значительно увеличить скорость осаждения. Увеличение толщины покрытия и увеличение содержания в нем порошка железа позволяют значительно увеличить плотность тока, не опасаясь перегрева электродного стержня.Все эти факторы способствуют увеличению производительности сварки.
Утолщение покрытия приводит к дополнительным затратам тепла на его плавление, а также к увеличению мощности, выделяемой в столбе дуги. Для электродов без металлических добавок в покрытии увеличение толщины покрытия приводит к бесполезным затратам на его плавку. Вводя в покрытие металлические добавки или железный порошок, можно значительно увеличить скорость осаждения. Увеличение толщины покрытия и увеличение содержания в нем порошка железа позволяют значительно увеличить плотность тока, не опасаясь перегрева электродного стержня.Все эти факторы способствуют увеличению производительности сварки.
Сварка металлов постоянным током может осуществляться в двух режимах: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, а к металлической заготовке – плюс. При сварке током обратной полярности все наоборот, то есть плюс подключается к стержню, а минус к изделию.
При сварке постоянным током на кончике электрода образуется термическое пятно, имеющее высокую температуру. В зависимости от того, какой полюс соединен с электродом, будет зависеть и температура на его конце, а соответственно и режим сварочного процесса. Например, если к расходнику подключить плюс, то на его конце образуется анодное пятно, температура которого 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
В зависимости от того, какой полюс соединен с электродом, будет зависеть и температура на его конце, а соответственно и режим сварочного процесса. Например, если к расходнику подключить плюс, то на его конце образуется анодное пятно, температура которого 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка приходится на металлическую заготовку.То есть сильнее нагревается, что позволяет углубить корень шва.
- При сварке током обратной полярности происходит концентрация температуры на кончике электрода. То есть основной металл меньше нагревается. Поэтому этот режим в основном используется при соединении заготовок небольшой толщины.
Следует добавить, что режим обратной полярности применяется также при соединении высокоуглеродистых и легированных сталей, нержавеющей стали. То есть те виды металлов, которые чувствительны к перегреву.
Внимание! Так как температура на анодном и катодном пятнах различна, от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть переполюсовка при сварке инвертором — это напрасная трата электродов.
В процессе сварки постоянным током необходимо следить за тем, чтобы металл заготовок хорошо прогревался, практически до состояния расплавленного. То есть должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сварки влияет на качество ванны.
- Если сила тока большая, а значит и температура нагрева высокая, то металл нагреется до такого состояния, что электрическая дуга его просто оттолкнет. Ни о какой связи здесь говорить не приходится.
- Если ток, наоборот, слишком мал, то металл не нагреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны создается среда, в которой легко направлять электрод.Он растекается, поэтому одно движение стержня создает направление сварного шва.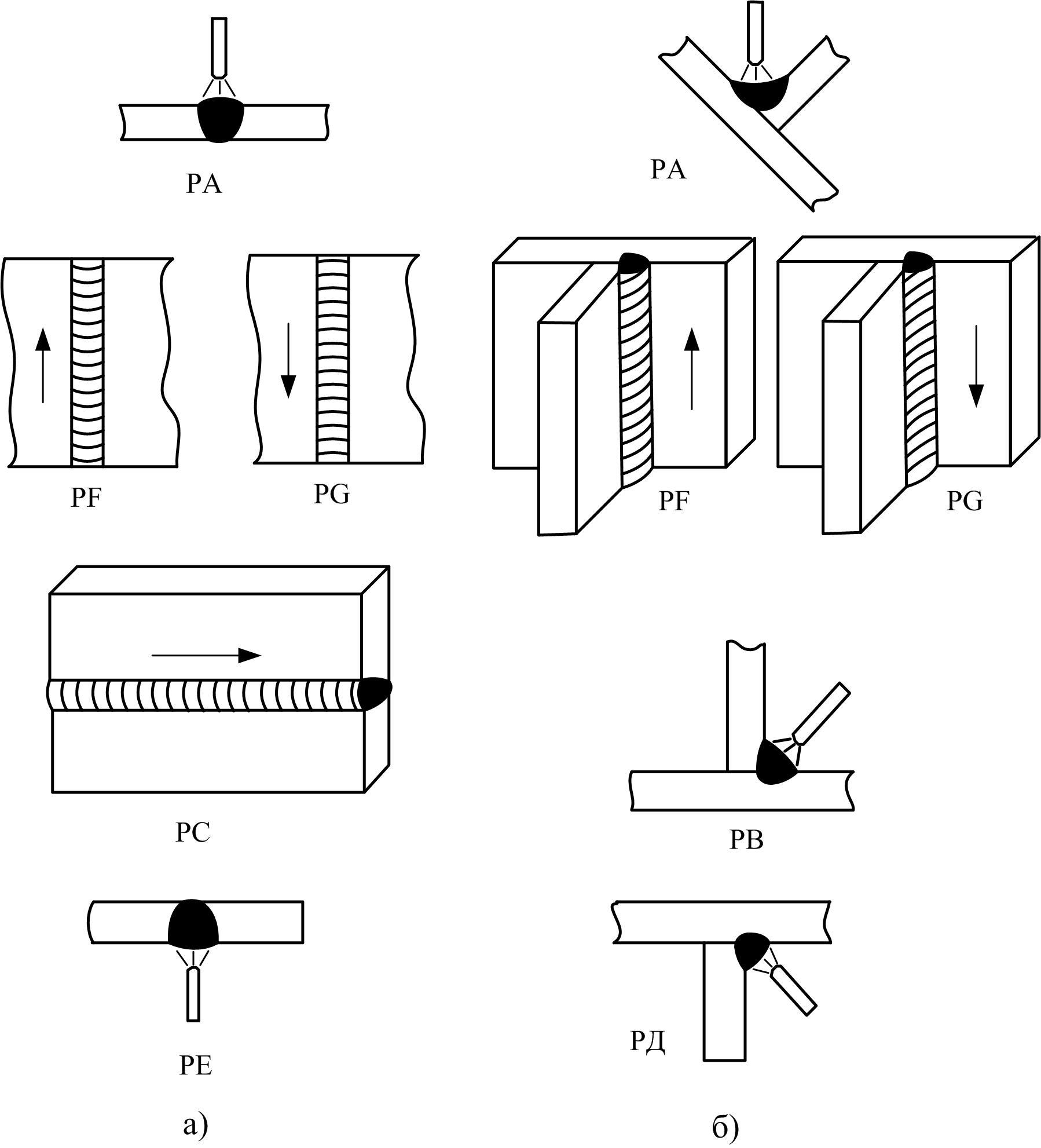 При этом легко регулируется глубина сварки.
При этом легко регулируется глубина сварки.
Кстати, скорость электрода напрямую влияет на качество конечного результата. Чем выше скорость, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Снижение скорости увеличивает температуру внутри сварочной ванны. То есть металл хорошо прогревается. Поэтому опытные сварщики выставляют ток на инверторе больше необходимого.А вот качество сварного шва контролируется именно скоростью движения электрода.
Что касается самих электродов, то выбор полярности определяется материалом, из которого они изготовлены, или типом покрытия. Например, использование обратной полярности при сварке постоянным током, при которой используется угольный электрод, приводит к быстрому расходу сварочных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только в режиме прямой полярности.С другой стороны, голый металлический стержень без покрытия хорошо заполняет сварной шов с обратной полярностью.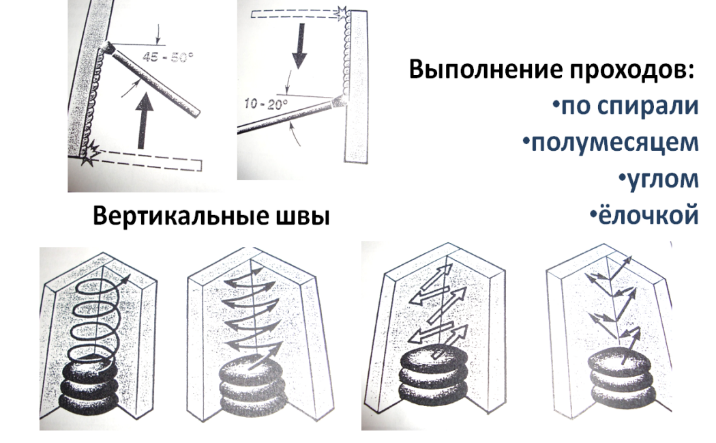
Глубина и ширина шва также зависят от используемого режима. Чем выше ток, тем больше проникновение. То есть увеличивается глубина сварного шва. Все дело в подводе тепла на дугу. По сути, это количество тепловой энергии, проходящей через единицу длины сварного шва. Но увеличивать ток до бесконечности нельзя даже вне зависимости от толщины свариваемых металлических заготовок.Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его перемещение. Конечным результатом такой электросварки на повышенном токе является прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то режим обратной полярности может обеспечить большую глубину провара.
Некоторые особенности сварки прямой полярностью
Что такое прямая полярность? Указаны некоторые качества сварных швов при выполнении процесса соединения в режиме прямой полярности.Но остаются некоторые тонкие моменты.
- В сварочной ванне металл электродов или присадочных материалов переносится крупными каплями. Это, во-первых, крупные брызги металла. Во-вторых, увеличение коэффициента пробития.
- В этом режиме электрическая дуга нестабильна.
- С одной стороны уменьшение глубины проплавления, с другой стороны уменьшение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев электродного стержня или присадочной проволоки, что позволяет сварщику использовать более высокие токи.
- С некоторыми сварочными материалами наблюдается увеличение коэффициента наплавки. Например, при использовании плавящихся электродов в инертных и некоторых активных газах. Либо при использовании присадочных материалов, наносимых под флюс некоторых типов, например, марки ОСК-45.
- Кстати, прямая полярность влияет и на состав материала, который находится в шве между двумя металлическими заготовками.Обычно в металле практически отсутствует углерод, зато в большом количестве присутствуют кремний и марганец.
 Это, во-первых, крупные брызги металла. Во-вторых, увеличение коэффициента пробития.
Это, во-первых, крупные брызги металла. Во-вторых, увеличение коэффициента пробития.Особенности сварки током обратной полярности
Сварка тонких заготовок – процесс повышенной сложности, т. к. всегда есть риск ожога. Поэтому они подключаются в режиме обратной полярности. Но есть и другие способы снизить риск.
к. всегда есть риск ожога. Поэтому они подключаются в режиме обратной полярности. Но есть и другие способы снизить риск.
- Уменьшите потенциал тока, чтобы снизить температуру на заготовке.
- Сварку лучше выполнять прерывистым швом. Например, сначала сделайте небольшой участок, затем двигайтесь к центру, затем начинайте стыковку с противоположной стороны, затем приступайте к варке промежуточных участков. В общем, схему можно изменить. Таким образом можно избежать коробления металла, особенно если длина стыка более 20 см. Чем больше сваренных сегментов, чем короче каждый участок, тем ниже процент коробления металла.
- Очень тонкие металлические заготовки сваривают с периодическим прекращением электрической дуги.То есть электрод вытаскивается из зоны сварки, затем тут же снова быстро поджигается, и процесс продолжается.
- Если выполняется сварка внахлест, то две заготовки должны быть герметично прижаты друг к другу. Небольшой воздушный зазор приводит к прожогу верхней части. Для создания плотного прилегания нужно использовать зажимы или любой груз.
- При соединении заготовок лучше минимизировать зазор между деталями, а в идеале, чтобы зазора вообще не было.
- Для сварки очень тонких заготовок с неровными кромками необходимо подкладывать под стык материал, который бы хорошо принимал тепло процесса.Обычно для этого используется медная пластина. Может сталь. При этом чем больше толщина вспомогательного слоя, тем лучше.
- Возможна отбортовка кромок свариваемых изделий. Угол отбортовки — 180°.
 Для создания плотного прилегания нужно использовать зажимы или любой груз.
Для создания плотного прилегания нужно использовать зажимы или любой груз. Производительность процесса. Многие исследователи изучали эффективность некоторых методов сварки плавящимся электродом при прямой полярности. И. И. Заруба показал, что при сварке прямой полярностью под флюсами ОСК-45, АН-348, АН-3 коэффициенты наплавки выше, чем при сварке обратной полярностью.Увеличение коэффициентов наплавки для прямой полярности обнаружено также при сварке плавящимся электродом в инертных и некоторых активных газах (водород, аргонно-азотная смесь, московский греющий газ).
Детальное изучение влияния полярности на коэффициенты наплавки при сварке в углекислом газе на токе 200-500 А (рисунок справа) показало, что коэффициенты наплавки при прямой полярности в 1,6-1,8 раза больше, чем при сварке с Обратная полярность.
Значительное увеличение коэффициента наплавки, а, следовательно, и скорости плавления электродной проволоки при сварке прямой полярностью свидетельствует о том, что на электроде выделяется значительно больше тепла, чем при сварке обратной полярностью, когда электродом является анод. Расчет показывает, что при сварке на прямой полярности количество теплоты, затрачиваемой на расплавление электродного металла, почти на 1/3 больше, чем при сварке на. обратная полярность (таблица ниже).
Количество теплоты, расходуемой на плавление электродного металла при сварке в углекислом газе на прямой и обратной полярности:
Геометрия шва.При сварке прямой полярностью доля наплавленного металла в шве значительно больше, чем при сварке обратной полярностью (рисунок внизу слева).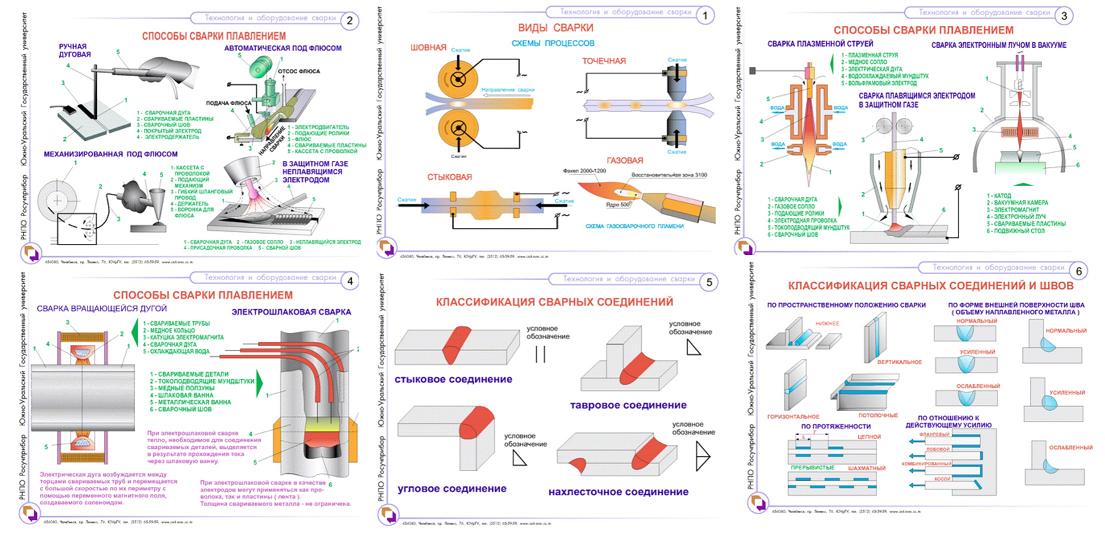 Глубина провара, наоборот, резко уменьшается при сварке на прямой полярности (рисунок внизу справа).
Глубина провара, наоборот, резко уменьшается при сварке на прямой полярности (рисунок внизу справа).
Химический состав шовного металла. Химический состав металла, осажденного в углекислом газе при прямой и обратной полярности, показан в таблице ниже.
Обращает на себя внимание высокий коэффициент ассимиляции углерода металлом шва.Это может быть связано с крайне незначительным выгоранием углерода из сварочной ванны при сварке в углекислом газе, а также из электродной проволоки при малом содержании в ней углерода. Последнее подтверждает данные об отсутствии выгорания углерода при его концентрации менее 0,1 %.
Стабильность дуги. Наиболее простым способом устойчивости горения дуги является, как известно, ее разрывная длина. Данные в табл. 37 результаты измерений разрывной длины дуги при сварке в углекислом газе на прямой обратной полярности и для сравнения при сварке под флюсом ОСК-45 (обратной полярности) показывают, что разрывная длина дуги на прямой полярности значительно меньше, чем на обратной. полярность.
полярность.
Интересно отметить тот факт, что разрывная длина дуги, горящей в атмосфере углекислого газа при прямой полярности, не меньше разрывной длины дуги при сварке на обратной полярности под флюсом ОСК-45.
Опыты показали, что сварка проволокой диаметром 2 мм при прямой полярности на относительно малых токах (200-300 А) характеризуется пониженной устойчивостью дуги, большим разбрызгиванием (15-18%) и худшим формированием шва по сравнению со сваркой при обратной полярности.В связи с этим проводить сварку на прямой полярности на этих токах нецелесообразно. При более высоких токах (более 400 А) дуга горит значительно устойчивее, заметно уменьшается разбрызгивание, улучшается формирование шва. Например, при сварке на прямой полярности током 400 А потери металла за счет разбрызгивания, угара и испарения снижаются до 8%, а при токе 500 А — до 3-5%.
Причиной образования хлопьев, как известно, является водород, растворенный в металле шва.Водород также может снижать пластические свойства металла. Установлено, что из швов, сваренных в прямой полярности, выделяется в 3-5 раз больше водорода, чем из швов, сваренных в тех же условиях в обратной полярности (таблица ниже).
Установлено, что из швов, сваренных в прямой полярности, выделяется в 3-5 раз больше водорода, чем из швов, сваренных в тех же условиях в обратной полярности (таблица ниже).
Количество водорода, выделившегося из металла, напыленного под защитой углекислого газа:
При сварке с обратной полярностью избыточные электроны, которые можно ожидать вблизи поверхности сварочной ванны, смещают равновесие реакции влево и препятствуют растворению водорода.При сварке на прямой полярности условия поглощения водорода металлом шва более благоприятны.
Возможен и другой механизм повышения содержания водорода в шве при сварке прямой полярностью. Количество капель, переносимых через дугу в единицу времени, при сварке прямой полярностью значительно больше (левый рисунок), чем при сварке обратной полярностью. В связи с этим увеличивается поверхность их контакта с газами, а, следовательно, может увеличиваться и содержание водорода в жидком металле.
Увеличение степени осушки углекислоты (таблица выше) снижает содержание водорода в шве.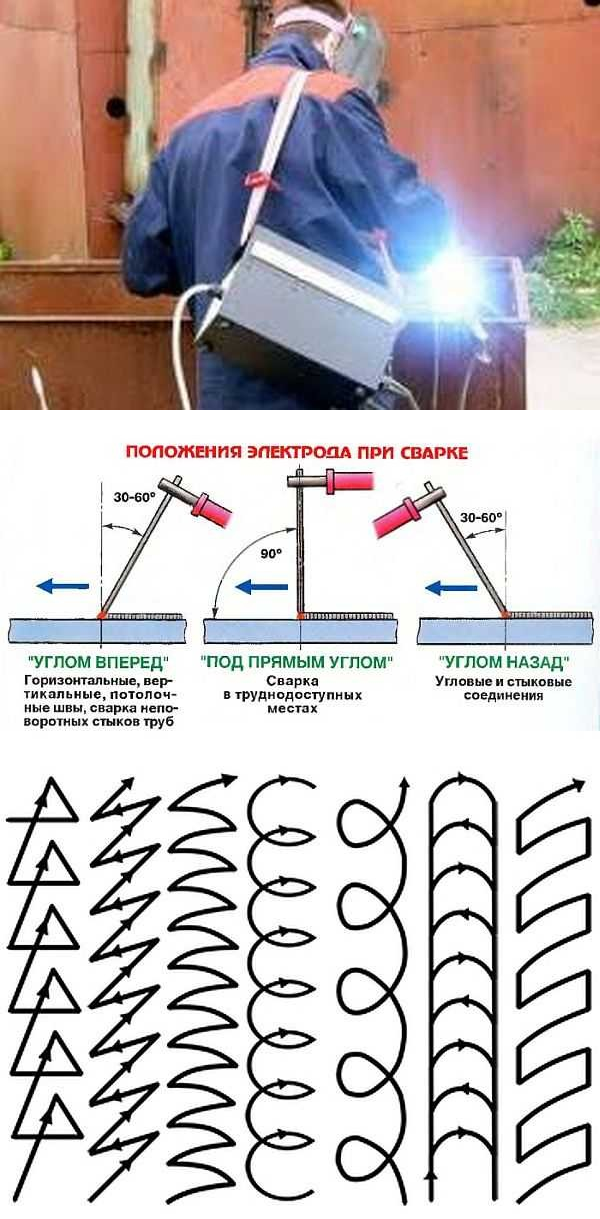
В отличие от традиционной газовой сварки электродуговой метод имеет ряд особенностей. Одним из наиболее значительных из них является температура дуги, которая может достигать 5000 ºС, что намного выше температуры плавления любого из существующих металлов. Этим отчасти объясняется большое разнообразие методов и технологий данного способа сварки, позволяющих решать с его помощью самые разные задачи и цели применения.
При электродуговой сварке возможно применение нескольких видов дуги, электродов с разными свойствами и разной степенью механизации. При этом процесс может осуществляться электрической дугой, питаемой токами различного рода (постоянными или переменными), прямой и обратной полярности в сварных швах различного пространственного положения. Кроме этих факторов, для режима сварки большое значение имеют его скорость, диаметр, тип и марка электрода и напряжение дуги с силой сварочного электрического тока.Каждый из этих параметров может существенно повлиять на ход процесса и требует тщательного учета в режиме сварки.
При выборе диаметра электрода, кроме толщины обрабатываемых металлов, имеет значение расположение шва в пространстве, а также количество слоев сварки. Из различных вариантов пространственного положения нижний предпочтительнее как наиболее удобный. На основании выбранного диаметра электрода с учетом расположения шва устанавливается сила сварочного электрического тока.На определение его вида с полярностью, кроме толщины обрабатываемого металла, влияет еще его внешний вид с физико-химическими свойствами.
Во время сварки постоянным током с обратной полярностью на электроде выделяется большое количество тепла. Поэтому его применяют для тонких металлов, помогая избежать их прожогов. Обратная полярность необходима и при сварке инвертором для обработки высоколегированных сталей, чтобы не перегревать их. Во всех остальных случаях обычно используется переменный ток, так как он дешевле постоянного.
Сварочный ток прямой и обратной полярности
Сварка с прямой полярностью означает, что в ее процессе ток от сварочного выпрямителя подается на обрабатываемую заготовку с положительным зарядом.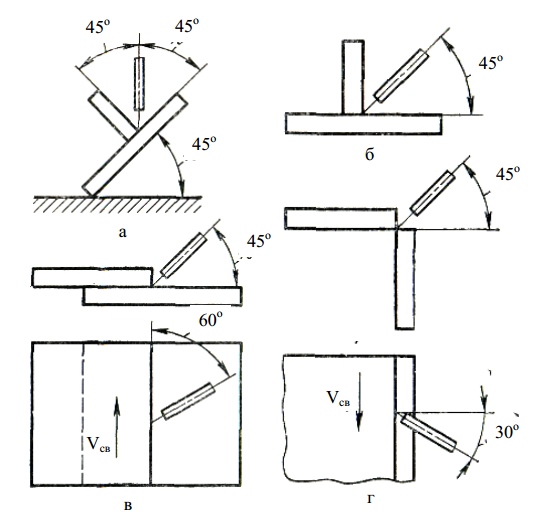 В этом случае «плюсовая» клемма устройства подключается к изделию с помощью кабеля. Отрицательный заряд подается на электрод, подключенный к «минусовой» клемме, соответственно посредством электрододержателя. Анод, который является положительным полюсом, имеет температуру выше, чем катод, который служит отрицательным полюсом.Поэтому при сварке деталей с толстыми стенками целесообразно применение электрических токов прямой полярности. Он также оправдан для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, чем и характеризуется данный вид соединения.
В этом случае «плюсовая» клемма устройства подключается к изделию с помощью кабеля. Отрицательный заряд подается на электрод, подключенный к «минусовой» клемме, соответственно посредством электрододержателя. Анод, который является положительным полюсом, имеет температуру выше, чем катод, который служит отрицательным полюсом.Поэтому при сварке деталей с толстыми стенками целесообразно применение электрических токов прямой полярности. Он также оправдан для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, чем и характеризуется данный вид соединения.
При сварке током обратной полярности необходим обратный порядок подключения. Отрицательный заряд с отрицательной клеммы подается на свариваемую конструкцию, а положительный заряд с положительной клеммы направляется на электрод.При заданной полярности сварочного тока, по сравнению с прямым подключением, на конце электрода выделяется большее количество тепла при относительно меньшем нагреве заготовки, что способствует «нежной» сварке.
Применяется, когда есть возможность прожога заготовок. Поэтому сварка электродами обратной полярности тока целесообразна для работы с нержавеющими и легированными сталями, другими сплавами, реагирующими на перегрев, а также для соединения тонколистовых металлоконструкций.Не менее эффективным является подключение обратной полярности в процессе сварки с использованием электродуговой, газовой защиты и сварки под флюсом.
Независимо от полярности используемого тока питания необходимо учитывать ряд общих факторов. Если подается постоянный ток, получаемый шов будет более аккуратным, без большого количества металлических брызг. Это связано с отсутствием частой смены полярности при работе с постоянным током, что выгодно отличает его от переменного тока.
Если для сварки используются плавящиеся электроды, то из-за разного нагрева анода и катода способ подключения электрического тока может влиять на объем расплавленного электродного металла, перешедшего в изделие. Для предотвращения возможного прожога свариваемых деталей в зоне соединения силового кабеля, независимо от того, с каким зарядом (положительным или отрицательным) необходимо использовать зажимной зажим.
Чем определяется выбор полярности?
Выбор полярности электрического тока накладывает ограничения на материал покрытия электродов, используемый для сварки.Примером тому может служить процесс сварки угольными электродами, которые сильнее нагреваются при сварке с обратной полярностью и быстрее выходят из строя. А провод без покрытия, например, лучше горит при прямой полярности, чем при обратной, и вообще не горит при питании переменным током.
Глубина проплавления при ширине формируемого шва во многом зависит от показателей режима сварки. Так, с увеличением силы сварочного электрического тока даже при постоянной скорости сварки увеличивается проплавление, то есть увеличение глубины проплавления металла.Это связано с увеличением тепловложения дуги, которое зависит от количества тепла, прошедшего через единицу длины свариваемого шва. С увеличением сварочных токов увеличивается и давление, оказываемое дугой на поверхность расплавленной ванны. Под его воздействием расплавленный металл может вытесняться из-под дуги, это чревато сквозным проплавлением детали.
На форму с размерами формируемого шва также может влиять вид электрического тока с его полярностью.Так, постоянный ток обратной полярности может обеспечить гораздо большую глубину проникновения, чем постоянный ток с прямой полярностью, это связано с неравными объемами тепла, выделяющимися на аноде и катоде. От увеличения скорости процесса сварки ширина шва уменьшается с глубиной проплавления.
В зависимости от ряда факторов сварочная дуга, подаваемая при сварке постоянным током, может иметь прямую или обратную полярность. В первом случае на обрабатываемые элементы подается «плюсовой» заряд, а на электрод — «минусовой».Обратная полярность при сварке отличается подачей «плюса» и «минуса» электродом на деталь. Подробнее об особенностях методов читайте ниже.
В прямом направлении сварочный кабель соединяет свариваемый элемент с плюсовой клеммой аппарата. Таким образом, от инвертора к заготовке поступает положительный заряд; отрицательный подается через электрододержатель.
Этот тип подключения вызывает повышение температуры на аноде (полюс «+») по сравнению с катодом («-»).Это определяет область применения прямой полярности при сварке. Он применим для резки металлоконструкций, толстостенных заготовок, а также в тех случаях, когда требуется большое количество тепла или требуется высокая температура процесса.
Обратная полярность при сварке инвертором – это подача отрицательного заряда на обрабатываемый металл, а положительного – на электрод. С выделением тепла ситуация обратная – на плавящемся элементе происходит избыточный нагрев, а на свариваемой заготовке – недостаточный.Поэтому обратную полярность при сварке применяют, если необходимо минимизировать повреждение заготовки при работе, а также при деликатных работах. Используется для неразъемных соединений таких материалов, как: нержавеющая сталь
- ;
- листовой металл;
- высокоуглеродистая или легированная сталь;
- сплавы, подверженные перегреву.
Наиболее известными видами сварки, при которых используется подача обратного тока, являются дуговая сварка под флюсом и в защитных газах.
Шаблоны выбора
Почему для одних работ используется обратная полярность, а для других — прямая полярность? Ответим на этот вопрос, рассмотрев тепловые особенности процесса при обратном направлении.
Размеры и форма получаемого шва также зависят от расположения полюсов. Например, более глубокое проникновение возможно при прямом обратном токе, что связано с повышенным тепловыделением на аноде и катоде.
Важно помнить, что чем быстрее осуществляется процесс сварки, тем меньше ширина шва и глубина провара.
Какое оборудование использовать
Обратное направление востребовано в работе специальных установок. Специфика в том, что машина подает проволоку с определенной скоростью к заготовке, поэтому можно выбрать несколько видов сварки.
Например, в среде защитного газа (при использовании аргона или двуокиси углерода) или при использовании проволоки с порошковой обработкой. Обратное направление тока применимо при работе с газами, постоянный ток при ведении процесса порошковой проволокой (также известной как порошковая проволока).
Полуавтоматическая сварка предполагает ряд изменений процесса. Во-первых, меняется соединение «державка» и «масса» — на первом «плюс», на втором «минус» (реверс). Это делается для того, чтобы флюс выгорел полностью, а процесс сварки происходил внутри образовавшегося газового облака. Металл будет меньше греться, а разбрызгивание капель будет сведено к минимуму.
Прямой применяется для сварки цветных металлов, когда в качестве рабочего расходного материала выступает вольфрамовый электрод.Таким образом достигается повышение температуры в зоне нагрева, что может быть критичным, например, для алюминия.
При работе с переменным током задача пользователя — своевременно менять расходные материалы. Профессионалы или продвинутые любители предпочитают постоянный ток как надежный залог качественной сварки. Работа с инвертором позволяет выбрать один из двух известных вариантов. Прямая и обратная полярность при сварке выступают методами, каждый из которых имеет свои преимущества и недостатки.Выбор направления продиктован рядом факторов, основными из которых являются материал расходных материалов и используемое оборудование.
Если вы знаете другие особенности выбора параметров сварки, поделитесь информацией в комментариях к статье.
Соединение (сварка и пайка) (LiM 2021) | WLT
Управление лазерным процессом путем формирования аксиального луча
Joerg Volpp, Adrien da Silva, Alexander Laskin
Лазерный луч — очень гибкий инструмент, который используется во многих областях обработки материалов.Тем не менее, новые технологии формирования луча открывают еще больше возможностей и вариантов обработки для контроля подвода тепла к материалу. Формирование луча для мощных приложений обычно выполняется путем управления пространственным распределением интенсивности в одном слое, чтобы создать, например, несколько лазерных пятен, профили tophat или donut. Новое устройство формирования луча дает возможность создавать до четырех фокусных пятен в осевом направлении, что позволяет увеличить глубину резкости (DOF) и, таким образом, адаптировать распределение энергии вдоль оси луча.В этой работе показаны эксперименты, демонстрирующие влияние различных настроек осевого формирования луча на поведение процесса при лазерной обработке материалов. При низких скоростях обработки количество измеренных брызг на нижней стороне обработанных листов показывает меньшее количество брызг по сравнению с более высокими скоростями. Предполагается, что достигается стабильное открытие замочной скважины, предотвращающее разбрызгивание.
Ключевые слова: многофокусная оптика, лазерная сварка, лазерная резка, брызги расплава
_____
Соединение разнородных материалов: новый подход, основанный на лазерной сварке и перемещении расплава электромагнитными силами
Дженнифер Хессманн, Марсель Бахманн, Кай Хильгенберг
Для автомобилей сочетание стали и алюминиевых сплавов предлагает наиболее многообещающий компромисс между весом, прочностью и формуемостью.Термическое соединение этих разнородных материалов по-прежнему является сложной задачей. Возможным подходом является новая технология соединения, при которой используется комбинация лазерной сварки и бесконтактных индуцированных электромагнитных сил для перемещения образовавшегося расплава одного соединительного элемента в выемку другого. В этой статье представлен принцип работы и показан численный анализ для улучшения понимания этого процесса соединения. Моделирование помогает рассчитать тепловое развитие соединяющихся партнеров, что важно для образования интерметаллических фаз.Кроме того, возможен расчет времени, необходимого для полного перемещения. Численные результаты подтверждаются экспериментальными результатами.
Ключевые слова: Электромагнитные силы; силы Лоренца; Лазерная сварка; Технология соединения; Разнородные материалы; Стали; Алюминиевый сплав
_____
Контроль процесса смешанных соединений алюминия и меди при лазерной сварке в вакууме
Уве Рейсген, Саймон Ольшок, Никлас Холтум, Кристиан Фрей
Создание смешанных соединений алюминий-медь трудно произвести во всех процессах сварки.Это связано с неизбежным образованием интерметаллических фаз (ИМФ), снижающих механические технологические свойства шва, и с различной температурой плавления чистого алюминия и меди. Лазерная сварка в вакууме одномодовым волоконным лазером обеспечивает точную временную и локальную подачу энергии, позволяет контролировать степень плавления меди и гомогенно смешивает оба материала. В этой статье сообщается о зарегистрированных характеристиках излучения смешанного соединения в вакууме для определения степени меди и, следовательно, IMP.Таким образом, мы обнаружили характерную длину волны меди 521,8 нм и сопоставили интенсивность с содержанием меди и IMP в сварном шве. Содержание меди и ИМТ в сварном шве не коррелируют с сопротивлением, измеренным нами четырехпроводным методом.
Ключевые слова: лазерная сварка; смешанный сустав; алюминий; медь; ЛаВа
_____
Исследования геометрии сварного шва круглых стержней, сваренных ультразвуковым лазерным лучом, в пучности и рядом с ней
J.Грайчак, К. Новрот, Дж. Твифель, Дж. Валлашек, С. Нотдурфт, Дж. Хермсдорф, В. Веслинг, С. Кайерле
Лазерные сварные швы обычно симметричны. Они могут формировать асимметричные сварные швы за счет введения ультразвука, который обычно используется для измельчения зерна и уменьшения сегрегации. Исследования включают сварку лазерным лучом с ультразвуковым сопровождением вокруг пучности стационарной ультразвуковой волны.
Эксперименты проводятся с 2,4856 круглыми прутками, мощностью лазерного луча 6 кВт, скоростью сварки 0.95 м/мин и амплитуды ультразвука 0 мкм и 4 мкм. Позиции сварки расположены на расстоянии 0/7,5/15,0 мм справа и слева от пучности. После этого делаются макрофотографии образцов и микрофотографии металлографических поперечных сечений. В результате была доказана направленная асимметрия сварных швов, обусловленная положением в распределении вибрации. Кроме того, описаны два различных подхода к объяснению гидродинамических процессов.
Ключевые слова: лазерная сварка; УЗИ ; методы возбуждения; динамика ванны расплава; сплав на основе никеля 2.4856
_____
Лазерная точечная сварка в вакууме листов электротехнической стали с содержанием кремния 3,7 %
Кричел Т., Ольшок С., Рейсген У.
Энергоэффективность электродвигателей во многом определяется магнитными и электрическими свойствами материала магнитомягкого сердечника. Для высокочастотных применений в автомобильной промышленности сердечники обычно состоят из железокремниевых сплавов с несколькими пластинами, электрически изолированными друг от друга, чтобы свести к минимуму потери на вихревые токи.Для соединения этих ламелей используется новый метод с отдельными, статистически распределенными точками сварки вместо непрерывных линейных сварных швов. Исследовано влияние мощности и интенсивности луча на геометрию шва и зернистую структуру материала.
Ключевые слова: лазер в вакууме; электротехническая сталь; точечная сварка
_____
Поведение парового шлейфа во время автономного лазерного импульса на разнородной границе раздела алюминий/титан: высокоскоростная визуализация с полосовым фильтром 810 нм
Маной Раджа Кумар, Ирина Томащук, Жан-Мари Жувар, Мелани Дюбан
Понимание поведения факела при лазерной сварке разнородных материалов мало изучено и может дать представление о параллельном процессе испарения
и динамике замочной скважины.Настоящее исследование посвящено высокоскоростной визуализации и посмертной характеристике
автономного лазерного импульса Yb:YAG на границе раздела алюминий A5754/титан с различными смещениями относительно линии стыка
. Морфология, размеры, ориентация и скорость распространения плюма были охарактеризованы на основе видеороликов
, снятых с полосовым фильтром 810 нм. Главной наблюдаемой особенностью шлейфа был его ярко выраженный начальный наклон
в сторону алюминия, усиленный смещением луча на А5754 и уменьшенный смещением на титане, с последующим постепенным изменением
, что привело к почти вертикальной струе.Такое поведение объясняется преобладанием струи пара
со стороны титана над струей алюминия во время эволюции кривизны замочной скважины. СЭМ-наблюдения за расплавом
согласуются с этим утверждением.
Ключевые слова: лазерная сварка; паровой шлейф; разнородная сварка; высокоскоростная съемка.
_____
Высокоскоростная синхротронная рентгенограмма образования клиновидных капилляров при лазерно-лучевой сварке на больших скоростях подачи
Эвелин Н.Райнхаймер, Марк Хаммель, Александр Оловинский, Рудольф Вебер, Томас Граф
При высоких скоростях сварки геометрия капилляра при лазерной сварке удлиняется в направлении подачи до клиновидной формы. Вслед за сменой капилляра изменяется сварочная ванна и увеличивается скорость расплава. Поэтому на синхротроне DESY была выполнена высокоскоростная рентгеновская визуализация для изучения временной эволюции геометрии капилляров и формы сварочной ванны во время высокоскоростной лазерной сварки. В исследовании рассматривался переход капиллярной геометрии от высокого удлинения к клиновидной геометрии, а также изменение геометрии сварочной ванны и сварочного потока.Для исследования течения расплава в сварочной ванне во время сварки было проанализировано движение частиц карбида вольфрама на полученных последовательностях изображений. Частицы вольфрама наносились поверх образца перед сваркой. Кроме того, показан простой метод определения средней скорости расплава вокруг капилляра без отслеживания частиц вольфрама. Для сварки алюминия использовались лазерное пятно диаметром 100 мкм и скорость подачи до 2 м/с.
Ключевые слова: лазерная высокоскоростная сварка; капилляр; сварочная ванна; Синхротрон
_____
Влияние содержания серы на разбрызгивание и форму сварного шва в стальных образцах с использованием модифицированной техники нанесения бокового газа
Горан Йович, Аксель Борманн, Йоханнес Прёлль, Томас Ниндорф, Стефан Бём
Были проведены эксперименты по лазерной сварке образцов из нержавеющей стали (1.4003/1.4005) с различным содержанием серы
(S1:10ppm, S2:210ppm, S3:2770ppm). В качестве параметра контроля разбрызгивания рассматривается коэффициент расширения капилляра, на который в основном влияет боковая газовая струя
. Это значение можно регулировать скоростью сварки, мощностью лазера и давлением бокового газа.
Уменьшение содержания серы привело к (1) смещению порога горба в сторону более высокого давления побочного газа и (2)
увеличению выпуклости сварного шва при одновременном уменьшении количества брызг. Для S1 и S2 соотношение сторон R>3 было достигнуто 90 516, в то время как разбрызгивание не могло быть обнаружено с помощью высокоскоростной визуализации со скоростью 2000 кадров в секунду.При увеличении скорости сварки
с 1,5 м/мин до 3,0 м/мин и одновременном изменении мощности лазера различия в разбрызгивании и форме сварного шва
между S1 и S2 были незначительными, что указывает на то, что более высокие скорости ванны расплава, действующие в направлении сварки, преобладают. поверхность
эффектов, управляемых напряжением.
Ключевые слова: Побочные газы, уменьшение разбрызгивания, модификация формы сварного шва, поверхностное натяжение;
_____
Влияние параметров луча на капиллярообразование и увеличение глубины при лазерной точечной сварке меди
Фрауке Форе, Рудольф Вебер, Томас Граф
Лазерная точечная сварка меди с глубиной проплавления в диапазоне нескольких миллиметров привлекает все большее внимание в связи с растущей областью электромобильности.Глубокие точечные сварные швы требуют формирования капилляра, и это снова определяет время обработки для каждого сварного шва, что представляет особый интерес для достижения высокой производительности. На формирование капилляров и изменение глубины влияют параметры лазерного луча. Исследовалась точечная сварка мощностью лазера до 16 кВт, длиной волны 1030 нм и диаметром луча 200 мкм и 600 мкм. Высокоскоростное рентгеновское изображение с временным разрешением 0,5 мс во время процесса сварки использовалось для анализа изменения глубины капилляров.При максимальной мощности 16 кВт глубина капилляра 4 мм была достигнута в меди за 5 мс.
Ключевые слова: лазерная точечная сварка; медь; глубина прогресса; рентгеновское изображение; капиллярное образование
_____
Дистанционная лазерная сварка литых под давлением алюминиевых деталей для автомобильной промышленности с помощью осцилляции луча и лазера с регулируемым кольцевым режимом
Михаил Соколов, Паскуале Франциоза, Дариуш Цегларек
часто используются в автомобильной промышленности для изготовления передних и задних направляющих, угловых узлов и соединительных блоков для сварки алюминиевых профилей различного сечения в легких конструкциях шасси.Однако эти материалы имеют ограниченную свариваемость из-за захваченных газов, которые образуют поры или полости. Следовательно, термический цикл во время сварки, а также общий тепловой баланс необходимо тщательно контролировать, чтобы снизить уровень пористости и, следовательно, добиться желаемой целостности соединения. В этой статье основное внимание уделяется выбору параметров процесса для комбинации материалов от литья алюминия под давлением C611 до экструзии алюминия AA6063. Результаты показали, что уровень пористости может быть значительно снижен с 5-6 % до менее 2 % площади сварного шва за счет сочетания осцилляции луча и двухлучевой сварки с лазером с регулируемым кольцевым режимом.Кроме того, выбранные параметры привели к среднему пределу прочности при растяжении 120 МПа.
Ключевые слова: дистанционная лазерная сварка; Сварка алюминиевого литья под давлением; Контроль пористости сварного шва; колебание луча; Лазер с регулируемым кольцом
_____
Усовершенствованная квазиодновременная сварка – новый подход к лазерной сварке полимеров
Леа Зауэрвейн, Рене Гайгер, Кристиан Эбенхох
Evosys Laser GmbH разрабатывает новый вариант лазерной сварки пластмасс, так называемую Advanced Quasi-Simultaneous Welding (AQW).Он сочетает в себе два источника монохроматического лазерного луча с разными длинами волн в последовательном временном шаблоне. Использование двух разных длин волн в процессе квазиодновременной сварки позволяет лучше контролировать конкретное выделение энергии излучения и тепла в каждом соединении. Это приводит к более надежной сварке с увеличенным окном процесса.
Испытания с использованием нового процесса AQW показывают, что возможно значительное улучшение качества сварного шва по сравнению со стандартным процессом только с одним лазерным источником.Из-за длины волны вторичного лазера больше энергии выделяется в передающем соединительном партнере. Увеличение объема пластифицированного материала в этой части приводит к увеличению прочности сварного шва. Кроме того, он облегчает обработку высокоэффективных термопластов, которые часто создают проблемы для процесса лазерной сварки.
Ключевые слова: лазерная сварка пластмасс; лазерная сварка; Квазиодновременная сварка
_____
Влияние температуры и скорости соединения на качество соединения металлов с полимерами методом кондуктивного лазера
Махди Амне Элахи, Макс Хеннико, Питер Плаппер
Лазерное соединение металлов с полимерами дает несколько преимуществ при производстве легких гибридных сборок.Важным из них является исключительный контроль над подводом тепла, который определяет температуру на границе раздела материалов. Первоначально рассматривается наблюдение за нагревом PA внутри ESEM на месте. Затем алюминий и полиамид соединялись внахлест, при этом температура регистрировалась одновременно в разных областях между материалами. Результаты показывают, что из-за чрезмерного подвода тепла полиамид разлагается и оставляет пузыри в расплавленной области. Наконец, материалы соединяются лазером с несколькими скоростями соединения, чтобы исследовать различные скорости охлаждения полиамида в процессе соединения.Сделан вывод о том, что при соединении с высокими скоростями охлаждения образуется аморфный расплавленный слой полиамида, который отличается от полукристаллической структуры объема. Эта разница действует как зона концентрации напряжений и снижает прочность сборки на сдвиг.
Ключевые слова: лазерное соединение металла с полимером; измерение температуры; деградация полиамида, прочность на сдвиг.
_____
Прогноз состояния сварного шва Cu-Al с помощью сверточной нейронной сети
Картик Мативанан, Питер Плаппер
Сварка меди (Cu) и алюминия (Al) приводит к образованию хрупких интерметаллических фаз (IMC), что снижает эффективность соединения.Ключом к прочному соединению является поддержание оптимального количества состава Al и Cu в соединении. Реализовать это без разрушения образца — сложная задача. Для этого после сварки используются изображения зоны сварки с высоким разрешением. С помощью метода обработки изображения определяется наличие расплавленного материала (Al/Cu). Таким образом, на изображениях обнаруживаются различные типы/состояния сварки, такие как недостаточное расплавление, оптимальное плавление и чрезмерное плавление.
В этой статье анализируются изображения сварных швов и применяется метод сверточных нейронных сетей для прогнозирования типа сварного шва.Анализ микроструктуры и энергодисперсионной рентгеновской спектроскопии (EDS) зоны сплавления для каждого типа сварного шва сопоставляется с изображениями сварного шва.
Ключевые слова: Соединения алюминий-медь; Лазерная сварка; анализ сварки; Интерметаллические фазы; Анализ методом энергодисперсионной рентгеновской спектроскопии (ЭДС); Обработка изображения; Сверточная нейронная сеть; предсказание типа сварки
_____
Высокоскоростное синхротронное рентгеновское исследование сварки алюминиевых листов с полным проплавлением
Йонас Вагнер, Кристиан Хагенлохер, Марк Хуммель, Александр Оловинский, Рудольф Вебер, Томас Граф
Лазерная сварка алюминиевых сплавов с полным проплавлением широко применяется в промышленных процессах сварки компонентов из листового металла.Он характеризуется капилляром, который полностью пронизывает два или более листов в конфигурации перекрытия и открыт вверху и внизу. По сравнению со сваркой лазерным лучом с частичным проплавлением, сварка с полным проплавлением связана со стабильным капилляром и, следовательно, более надежным процессом, поскольку дополнительное отверстие на нижней стороне позволяет избежать разрушения кончика капилляра. Поведение капилляра анализировали с помощью высокоскоростной синхротронной рентгенографии на установке DESY для сварки алюминиевых листов толщиной 1 мм.Результаты доказывают стабилизацию капилляра, если он открывается на нижней стороне листа. Кроме того, наблюдается стабилизация изотермы ванны расплава перед капилляром. Несмотря на надежное предотвращение капиллярных коллапсов, образование пор все же наблюдается.
Ключевые слова: лазерная сварка; алюминий; полное проникновение; рентгеновское изображение; синхротрон; порообразование
_____
Исследования характеристик пропускания и рассеяния компонентов, изготовленных аддитивным способом, для лазерной просвечивающей сварки
Джулиан Куклик, Верена Виппо, Петер Яшке, Стефан Кайерле, Людгер Овермейер
Аддитивное производство (аддитивное производство) термопластичных деталей — это распространенный метод изготовления прототипов, небольших партий и продуктов для массовой настройки.Широко используемым процессом AM является моделирование плавным напылением (FDM), которое создает детали с неоднородной объемной структурой, поскольку наращивается построчно и слой за слоем.
Промышленно признанной технологией соединения является лазерная сварка с пропусканием (LTW), т.е. для соединения отлитых под давлением деталей в автомобильной промышленности. Для этого метода пропускание одного из соединительных элементов оказывает большое влияние на качество получаемого сварного шва и на сам процесс сварки. Чтобы использовать LTW для соединения частей AM, было исследовано влияние коэффициента пропускания и характеристик рассеяния частей AM.Оптические свойства были проанализированы с помощью спектроскопии, а испытания на растяжение при сдвиге были проведены со сварными образцами, чтобы расширить знания о взаимосвязи между процессом FDM, оптическими характеристиками и прочностью сварного шва.
Ключевые слова: Просвечивающая лазерная сварка, аддитивное производство; моделирование наплавленных отложений; пропускаемость; полилактид
_____
Прямая сварка стекла с медью с шероховатой поверхностью импульсами фемтосекундного лазера
Qingfeng Li, Gabor Matthaus, Stefan Nolte
Мы сообщаем о сварке боросиликатного оптического стекла с неполированной поверхностью медной подложки (Ra 0.27 мкм и Rz 1,89 мкм) с использованием вспышек фемтосекундных лазерных импульсов. Исследуя влияние энергии импульса и положения фокуса на свариваемость, мы подтвердили, что плавление стекла и заполнение зазора расплавленным стеклом являются необходимыми условиями для успешной сварки стекла с металлом. Обсуждаются факторы, которые приводят к этим состояниям. В оптимальных условиях, без помощи какой-либо зажимной системы, наши сварные образцы сохраняли сопротивление разрыву до 10.9 МПа.
Ключевые слова: фемтосекундный лазер; микросварка; сверхбыстрая обработка; склеивание стекло-металл;
_____
Наблюдение за формой сварочной ванны при сварке с частичным проплавлением и ее влияние на образование трещин затвердевания при сварке мощным лазерным лучом
Насим Бакира*, Омер Юстундага, Андрей Гуменюкаb, Михаэль Ретмайер
Растрескивание при затвердевании по-прежнему представляет собой особую проблему при лазерной сварке, особенно при сварке толстостенных листов.В данном исследовании обсуждается влияние геометрии сварочной ванны на кристаллизационное растрескивание при сварке с неполным проплавлением толстых листов. Для этой цели была использована специальная экспериментальная установка из стали и кварцевого стекла в стыковой и боковой конфигурации с высокоскоростной камерой для захвата формы сварочной ванны. Кроме того, были проведены эксперименты по лазерной сварке для сравнения положения трещины и поперечного сечения с наблюдениями высокоскоростной камеры. Результаты показали выпуклость в корне сварочной ванны, отделенную от верхней области областью надреза.Это приводит к тому, что имеют место три разные продольные длины с разными площадями затвердевания. Эта временная последовательность затвердевания сильно способствует образованию трещин затвердевания в корне сварного шва.
Ключевые слова: Лазерная сварка; форма сварочной ванны; растрескивание затвердевания; частичное проникновение; выпирающий
_____
Корреляция между пространственной морфологией сварного шва и пространственно-временным температурным профилем при лазерной просвечивающей сварке полипропилена
Эдгар Майер, Томас Штихель, Томас Фрик, Стефан Рот, Михаэль Шмидт
Лазерная сварка термопластичных полимеров — хорошо известная технология соединения, особенно эффективная для соединения термопластичных полимеров.Хотя этот процесс уже используется в промышленности, основные взаимосвязи между процессом, структурой и свойствами до конца не изучены и все еще являются предметом текущих исследований. Ключом к пониманию корреляции между параметрами процесса и конечными свойствами сварного шва являются механизмы возникновения кристалличности, кристаллической фазы и размера сферолитов. Понимание затруднено тем фактом, что процесс лазерной сварки является высокодинамичным термомеханическим процессом и поэтому очень чувствителен к экспериментальным условиям и параметрам.Кроме того, пространственное и временное распределение температуры приводит к различным условиям плавления, консолидации и кристаллизации в сварном шве, так что следует ожидать, что это также повлияет на пространственное распределение микроструктурных особенностей.
В этом исследовании исследуется пространственное распределение микроструктурных особенностей внутри сварного шва. Для этого микроскопически исследуют размеры сферолитов в сварном шве, а также различные фазы полипропилена (α- и β-фазы).Кроме того, для измерения кристалличности была проведена дифференциальная сканирующая калориметрия. Результаты коррелируются с пространственно-временным профилем температуры внутри сварного шва, полученным с помощью модели теплового моделирования, примененной в COMSOL.
Ключевые слова: Просвечивающая лазерная сварка; морфология сварного шва; моделирование температурного поля; полипропилен
_____
Термические циклы и ударная вязкость по Шарпи толстостенных конструкций, сваренных однопроходной гибридной лазерно-дуговой сваркой
Омер Юстундаг, Насим Бакир, Андрей Гуменюк, Михаэль Ретмайер
Исследовано влияние погонной энергии на термические циклы и ударную вязкость по Шарпи при гибридной лазерно-дуговой сварке конструкционной стали S355J2 толщиной 25 мм с использованием мощного лазера мощностью 20 кВт в сочетании с электромагнитной опорой сварочной ванны.Основное внимание уделяется изменению механических свойств по всей толщине шва. Время охлаждения измеряли с помощью пирометра в сочетании с оптическим волокном в трех разных местах вблизи линий сплавления, соответствующих разным высотам шва. Кроме того, ударные образцы по Шарпи были взяты из разных частей сварного соединения, соответствующих разным высотам. Влияние тепловложения исследовано для 1,8 кДж мм-1 и 3,2 кДж мм-1. Несмотря на наблюдаемое снижение значений как времени охлаждения t8/5, так и ударной вязкости по Шарпи в корневой части шва, требуемые значения могут быть достигнуты в зависимости от приложенного тепловложения.
Ключевые слова: гибридная лазерно-дуговая сварка; толстостенные конструкции; ударная вязкость по Шарпи; термические циклы
_____
Соединение сверхвысокопрочных сталей кромочной сваркой
Кристоф Вендт, Мартин Дамен, Виктория Олферт, Александр Загель
Преимуществом кромочной сварки является возможное уменьшение требуемой длины полки по сравнению с традиционными сварными соединениями внахлестку. В рамках пилотного исследования этот метод применялся для сварки закаленной под давлением мартенситной хромистой стали в однородных и разнородных соединениях с современными высоко- и сверхвысокопрочными сталями.Для реализации этих сварных швов использовалась специальная оптическая установка. Для обеспечения перемешивания различных материалов и предотвращения образования трещин, возникающих в основном в сочетании с феррито-перлитной маркой, использовалась высокочастотная осцилляция пучка. Результаты сварки оцениваются с помощью микрофотографий, тестов на твердость и испытаний на растяжение. Для испытания на растяжение была разработана адаптированная геометрия образца LWF-KS2, чтобы впервые получить надежные сравнительные результаты по сравнению с традиционной лазерной сваркой внахлестку.
Ключевые слова: Краевые сварные швы; лучевое плетение; непохожие суставы; механические свойства
_____
Металлургия разнородных сварных лазерным лучом соединений внахлест сверхпластичных и сверхвысокопрочных сталей
Мартин Дамен, Беркан Дениз, Дирк Петринг
Результаты исследований лазерной сварки высокомарганцовистой стали X30MnCrN16-14 (1.4678) с закаленной под прессом X46Cr13 (1.4304), двухфазной стали (1.0944) и закаленной под прессом боромарганцовистой стали (1.5528) в конфигурации нахлестки будет сообщено.Предварительная оценка локальных механических свойств по измерениям микротвердости выявила их неравномерное распределение по зоне сварки. На основании металлографического исследования были выявлены основные микроструктуры. С помощью EDS-анализа определяли локальные составы сплавов и оценивали их по диаграммам COHMS. Подтверждено, что в сочетании с высокомарганцовистой сталью образование ферритных фаз в значительной степени подавляется в пользу аустенита и α’- и ε-мартенсита. Эти выводы были частично подтверждены наноиндентированием.Результаты позволяют понять свойства, связанные с переносом расплава, но указывают на необходимость дальнейших исследований.
Ключевые слова: Металлургия; Высокомарганцевые стали; разнородная сварка; микроструктура; фазы
_____
Реконструкция геометрии паровых капилляров с высоким временным и пространственным разрешением во время лазерной сварки с использованием синхротронного излучения
Марк Хаммель, Андре Хойслер, Серен Холлац, Кристиан Хагенлохер, Янник Линд, Ульрих Хальм, Кристоф Шолер, Александр Оловинский, Арнольд Гилнер
Сварные швы электрических компонентов из алюминия и меди требуют высокого электрического и механического качества.Нестабильность процесса не обеспечивает непрерывной воспроизводимости. Для более глубокого понимания процесса и оценки динамики процесса можно использовать современные методы анализа на месте. В данной работе представлена натурная фазоконтрастная высокоскоростная видеосъемка с использованием синхротронного излучения. Метод фазового контраста выявляет фазовые границы между твердой, жидкой и газообразной фазами. Пространственное разрешение до < 20 мкм возможно благодаря высокой когерентности синхротронного луча, что позволяет наблюдать небольшие паровые капилляры волоконных лазеров диаметром < 100 мкм.Трехмерная капиллярная геометрия реконструируется из двухмерных изображений сварных швов на алюминии с использованием волоконного лазера и дискового лазера. Трассировка лучей выполняется с использованием этой реконструкции, которая позволяет отслеживать лазерный луч внутри парового капилляра с временным разрешением для количественных оценок.
Ключевые слова: синхротрон; лазерная сварка; парокапиллярная динамика; реконструкция;
_____
Аналитический подход к переходу к равноосному дендритному затвердеванию при лазерной сварке алюминиевых сплавов
Константин Бём, Яссин Наср, Йонас Вагнер, Кристиан Хагенлохер, Штефан Вейхе
Равноосное затвердевание в сварном шве лазерным лучом выгодно.Это приводит к измельчению зерна, что повышает механическую прочность и сопротивление горячему растрескиванию. Влияние добавления присадочной проволоки и параметров сварки на получаемую зернистую структуру экспериментально хорошо изучено. До сих пор не было описания технологического окна для равноосного затвердевания с точки зрения параметров процесса. В этой работе представлен аналитический подход к описанию перехода от столбчатого к равноосному, основанный на фундаментальной теории затвердевания для широкого диапазона алюминиевых сплавов и параметров лазерной сварки.Чтобы подтвердить подход, теоретически рассчитанные мощности сравниваются с экспериментальными результатами сварных швов с полным проплавлением. В этом исследовании представлен обзор ключевых параметров процесса и характеристик материала, которые определяют способ затвердевания – в данном случае столбчатый или равноосный дендритный. Кроме того, получено технологическое окно для измельчения зерна алюминиевых сплавов.
Ключевые слова: алюминиевые сплавы; лазерная сварка; зерновая структура; равноосное затвердевание; измельчение зерна
_____
Идентификация режима сварки с использованием комбинации ОКТ и фотодиодного сигнала
Тобиас Бек, Кристоф Бантель, Мейко Болей, Жан-Пьер Бергманн
Высокая поглощающая способность (~ 40 %) меди для зеленого лазерного излучения позволяет создавать новые технологические зоны с широким и мелким капилляром.Это может помочь контролировать процесс при лазерной сварке благодаря улучшенному доступу к капилляру. В данной публикации представлено использование системы ОКТ в сочетании с фотодиодом для определения режима сварки при сварке меди зелеными лазерами. Показано хорошее соответствие глубины ОКТ и глубины шва. Однако для наборов параметров, где режим сварки предположительно представляет собой сварку с теплопроводностью, была измерена глубина капилляра больше нуля. В результате можно выделить три различных режима сварки: сварка без измерения глубины и без испарения материала, сварка с измеряемой глубиной, но без испарения материала, и сварка с измерением глубины и испарением материала.Для правильной идентификации режима сварки фотодиод использовался для измерения температурного излучения процесса сварки. Можно установить корреляцию между характеристикой сигнала и наличием испарения материала. Совместное использование обоих датчиков позволило правильно определить различные режимы сварки при сварке меди зелеными лазерами.
Ключевые слова: сварка меди; микросварка; контроль процесса; оптической когерентной томографии; технологические выбросы
_____
Новые стратегии соединения алюминиевых сплавов со сталью с помощью лазера
Даниэль Валлерстайн, Антти Салминен, Фернандо Лускиньос, Рафаэль Комесанья, Хесус дель Валь, Антонио Ривейро, Аида Бадауик, Хуан Поу
Соединение стали и алюминия по-прежнему является сложной задачей, в основном из-за значительных различий в их температурах плавления, коэффициентах расширения и теплопроводности, а также практически нулевой растворимости Fe в Al.Эта низкая растворимость приводит к образованию хрупких интерметаллических соединений (ИМС) на границе между алюминием и сталью, которые могут серьезно ухудшить механические свойства соединения. Лазерная сварка — это очень конкурентоспособный процесс, который обеспечивает высокую плотность энергии, что приводит к умеренному подводу тепла в сочетании с высокой производительностью и гибкостью. С другой стороны, хотя этот процесс соединения был успешно применен для соединения алюминия со сталью, высокая сложность и стоимость по-прежнему препятствуют принятию этой технологии в промышленности.В этой статье кратко рассматриваются последние разработки и ограничения лазерного соединения алюминиевых сплавов со сталью. Затем вводится новый подход к соединению алюминия со сталью в конфигурации стыкового соединения. Наконец, представлена подробная микроструктурная и механическая характеристика полученных соединений.
Ключевые слова: Мультиматериальный дизайн; непохожие суставы; механические свойства; интерметаллические соединения
_____
Образование брызг при высокоскоростной лазерной обработке высоколегированной стали
Peter Hellwig, Klaus Schricker, Jean Pierre Bergmann
Сочетание высокой скорости обработки и улучшенного качества луча значительно расширяет возможные области применения лазеров.Безгазовая резка листа и точная коррекция массы представляют собой примеры, когда образование брызг применяется в качестве основного механизма удаления при использовании лазерного излучения непрерывного режима. Для более глубокого понимания образования брызг при скорости обработки в несколько метров в секунду необходимо детально охарактеризовать зону обработки. В этом исследовании стеклянная пластина использовалась для обрамления зоны обработки, чтобы реализовать высокоскоростную видеосъемку в установке половинного сечения. Такой подход позволяет проводить измерения непосредственно в зоне обработки по нескольким размерам ванны расплава, особенно по углу наклона фронта поглощения.Кроме того, были проведены высокоскоростные записи в режиме проходящего света для более детального исследования образования брызг. В итоге разрабатывается математическая модель, которая рассчитывает радиус разбрызгивания в зависимости от минимальной и максимальной скорости потока.
Ключевые слова: высокоскоростная видеосъемка; высокоскоростная лазерная обработка; образование брызг; потеря массы; радиус разбрызгивания
_____
Возникновение скоплений, связанных с покрытием, внутри шва при лазерной сварке с глубоким проплавлением закаленных под давлением сталей с алюминиево-кремниевым покрытием
Benjamin Karwoth, Thorsten Mattulat, Peer Woizeschke
При лазерной сварке с глубоким проплавлением закаленных под давлением и покрытых Al-Si сталей Mn-B с покрытием для защиты основного металла от окалины во время закалки под давлением наблюдается пониженная прочность соединения по отношению к основному металлу.Одним из влияющих факторов является введение компонентов покрытия в сварной шов в процессе сварки. Цель данного исследования заключалась в изучении влияния листов с частичным удалением покрытия на величину накопления, происходящего в шве нахлеста двух листов. Для этого перед процессом соединения образцы частично удаляли различными способами. Сварные швы были проанализированы с использованием поперечных сечений. Результаты показывают, что особенно покрытие на контактных поверхностях листов в соединении внахлестку влияет на видимое накопление компонентов покрытия.Частичное удаление покрытия с одной или обеих контактных поверхностей позволило значительно уменьшить количество и размер скоплений.
Ключевые слова: сварка; лазерная сварка глубокого проникновения; сверхвысокопрочная сталь; 22MnB5
_____
Мощное соединение дуплексных сталей с использованием лазерной гибридной дуговой сварки под флюсом
Раби Ладо, Сара Нотдурфт, Йорг Хермсдорф, Патрик Урбанек, Маркус Пушманн, Франк Ридель, Людгер Овермейер, Стефан Кайерле
используются во многих областях применения благодаря их выдающимся характеристикам в отношении прочности, ударной вязкости и коррозионной стойкости.Эти свойства являются результатом микроструктуры дельта-феррита и не менее 30 % аустенита. До сих пор дуплексные стали сваривают многопроходной дуговой сваркой, характеризующейся низкой эффективностью. Балочная сварка не увенчалась успехом из-за низкого содержания образовавшегося аустенита. Целью данного исследования является разработка надежного и эффективного процесса гибридной дуговой сварки лазерным лучом под флюсом дуплексной стали 1.4462 (t = 16 мм) с высокой долей аустенита с использованием дискового источника лазерного луча (PL = 16 кВт).Влияние параметров процесса на стабильность процесса исследуется с помощью анализов поперечных сечений, EDX и анализов микроструктуры. В результате был заархивирован стабильный и эффективный одноуровневый гибридный процесс. Кроме того, образуется более высокое содержание аустенита по сравнению со швами, сваренными лазерным лучом.
Ключевые слова: Мощное соединение; Дуплексные стали; Гибридная лазерная сварка под флюсом
_____
Технология соединения и механические свойства соединений лазерной сваркой с мартенситными хромистыми сталями
Мартин Дамен, Йорг Баумгартнер, Бенджамин Мёллер, Виктория Олферт, Райнер Вагенер
Проведены исследования по сварке закаленных на прессе мартенситных нержавеющих сталей в однородных соединениях, а также в сочетании с новейшими и современными марками стали.Проведена отработка параметров квадратно-стыковой и нахлесточной конфигурации с целью получения бездефектных швов. Для гомогенизации механических свойств зоны сварки была разработана и успешно применена термическая обработка. Испытания на несущую способность соединений внахлестку проводились при квазистатическом и динамическом нагружении по концепции LWF-KS2. Особое внимание уделяется исследованию контурных швов. Особенно для хромистой стали была обнаружена сильная зависимость от угла нагрузки.Термическая обработка привела к значительному повышению прочности и пластичности. Независимо от термической обработки и формы сварного шва, однонаправленные испытания на усталость соединений внахлестку показывают одинаковые амплитуды переносимой нагрузки. Критическим местом разрушения является пересечение зоны сплавления с плоскостью стыка.
Ключевые слова: Стали сверхвысокой прочности; сварка; усталость; грузоподъемность; термическая обработка
_____
Соединение цилиндрических литий-ионных аккумуляторов с помощью короткоимпульсной лазерной сварки
Лукас Майр, Лазар Томчич, Майкл К.Кик, Кристоф Вундерлинг, Майкл Ф. Заэх
Растущий спрос на электромобили требует инновационных производственных процессов для снижения себестоимости производства накопителей энергии при сохранении или улучшении электрических характеристик. Лазерная сварка (LBW) — очень гибкий и быстрый процесс автоматического соединения аккумуляторных элементов. Возможность преодоления проблем, связанных со сваркой меди, таких как высокая отражательная способность и теплопроводность, заключается в использовании наносекундных лазерных импульсов с пиковой мощностью до нескольких киловатт.В этом исследовании было обнаружено, что процесс импульсной лазерной сварки позволяет получить узкие сварные швы с высоким соотношением сторон и низким подводом тепла. Несмотря на небольшие площади стыков, удалось получить хорошее электрическое сопротивление и высокую прочность на растяжение. Благодаря использованию луженого медного материала была повышена прочность соединения, а также эффективность процесса с точки зрения возможной скорости подачи. Было доказано, что формы импульсов с более длительными импульсами требуют более низкой скорости подачи из-за системных ограничений с точки зрения частоты импульсов.
Ключевые слова: лазерная микросварка; наносекундный импульсный волоконный лазер; сварка меди; электрическая мобильность
_____
Решения в области лазерной обработки материалов для электромобильности – оценка уровня технологической готовности
Кристоф Вундерлинг, Кристиан Бернауэр, Кристиан Гайгер, Корбиниан Гетц, Софи Грабманн, Лукас Хилле, Андреас Хофер, Михаэль К. Кик, Йоханнес Криглер, Лукас Майр, Максимилиан Шмеллер, Кристиан Штадтер, Лазар Томчич, Тони Вайс, Авелино Запата, Майкл Ф.Заэ
Аккумуляторная технология и легкая конструкция являются центральными областями исследований и разработок, когда речь идет о том, чтобы сделать электрическую мобильность технически и экономически привлекательной для производителей и клиентов. В этом контексте лазерная обработка материалов станет движущей силой инноваций в продуктах будущих поколений. По этой причине в публикации рассматриваются наиболее актуальные производственные технологии на основе лазеров, которые в настоящее время изучаются или должны быть перенесены в приложения для электромобилей.Для того чтобы дать структурированный и единообразный обзор, упоминаются преимущества отдельных процессов, а современное состояние технологии представлено в количественном выражении на основе методической процедуры оценки уровней технологической готовности. При этом уточняются задачи внедрения в промышленное производство, что является основанием для описания необходимости адаптации и дальнейшего развития лазерной обработки материалов.
Ключевые слова: Уровень технологической готовности; электромобильность; легкая конструкция; аккумуляторная техника; лазерная обработка материалов
_____
Методология анализа влияния температуры контакта при пайке лазерным лучом
Свен Мюллер, Пеер Войзешке
При пайке лазерным лучом решающую роль играют температура контакта между припоем и подложкой, а также смачиваемость.До сих пор процесс анализировался с использованием модельных экспериментов либо с помощью капельных испытаний, либо с небольшим количеством припоя, предварительно нанесенного на основной материал. Если в первом случае для образования капель требуется сравнительно высокий перегрев расплавленного припоя, то во втором случае не удается с достаточной точностью определить возникающую температуру контактного припоя на границе раздела. В текущем исследовании представлена новая установка, которая может характеризовать влияние температуры контакта на процесс пайки лазерным лучом.Установка позволяет исследовать температуры процесса, немного превышающие температуру ликвидуса припоя, и облегчает измерение температуры поверхности припоя незадолго до образования контакта.
Ключевые слова: Лазерная пайка; Контактная температура; Присоединение; смачивание; Интерфейс
_____
Дистанционная лазерная сварка меди с алюминием с использованием дискового лазера с удвоенной частотой
Лазар Томчич, Кристоф Ноймайер, Майкл Ф. Заех
При соединении меди и алюминия могут образовываться интерметаллические соединения со сложными свойствами, отрицательно влияющие на механические и электрические свойства сварного шва.Источники лазерного луча с излучением в видимом диапазоне длин волн позволяют производить сварку меди с высокой эффективностью процесса, так как ее поглощательная способность здесь значительно выше, чем в ближнем инфракрасном диапазоне длин волн. В этом исследовании медь была приварена к алюминию в конфигурации внахлест с использованием источника непрерывного лазерного луча с длиной волны 515 нм. Были проведены предварительные эксперименты, чтобы определить подходящее окно процесса для дальнейших экспериментов. Затем определяли электрическое сопротивление и прочность соединения при растяжении в зависимости от скорости подачи.На металлографических шлифах исследовали сварной шов и образование интерметаллических соединений. Результаты показывают, что с помощью зеленого лазерного излучения можно получить разнородные соединения с хорошими физическими свойствами, что открывает новые возможности для соединения меди и алюминия.
Ключевые слова: зеленое лазерное излучение; медь; алюминий; разнородные металлы; сварка
_____
Бесконтактное измерение пятна фокусировки и смещения фокуса мощных лазеров при производстве дифференциальных шестерен
Николя Менье
Чем выше мощность и плотность энергии в фокусе лазерного луча, тем эффективнее процесс с точки зрения скорости перемещения, увеличения твердости, деформации и других эффектов.Даже минимальное смещение фокуса или неточно отрегулированная центральная точка инструмента (TCP) оказывают крайне негативное влияние на качество сварного шва. Традиционные методы измерения слишком сложны, чтобы зафиксировать смещение фокуса или быстро проверить положение фокуса. Технология бесконтактного профилирования луча, разработанная MKS Instruments, устраняет ограничения по мощности, а измерение занимает всего несколько секунд. Специально для промышленного использования в режиме 24/7 компания разработала интегрированную систему лазерных измерений Ophir® BeamWatch®, полностью автоматизированное, надежное устройство с простым в использовании рабочим интерфейсом.
Ключевые слова: мощные лазеры; удельная мощность; смещение фокуса; положение фокуса; бесконтактное профилирование луча;
_____
Определение теплофизических ограничений процесса лазерной пайки капель с использованием различных материалов капель и подложек
Якоб Эрмер, Флориан Кольманн, Маркус Мюллер, Флориан Кауфманн, Стефан Рот, Михаэль Шмидт
Спрос на микроэлектронные компоненты постоянно растет в течение последних нескольких десятилетий в связи с прогрессом в цифровизации.Наряду с этим возрастают требования к технологиям соединения, так как они в значительной степени ответственны за прогресс в микроэлектронике. Капельная пайка на основе лазера обладает уникальными характеристиками, такими как процесс квазибессилового соединения и высокотемпературные стабильные соединения, и поэтому находится на пути к промышленному внедрению. В то время как первые разработки были ограничены контактированием серебряной металлизации на пьезоприводах, сегодня главной целью является возможность переноса процесса на различные материалы припоя и подложки.В этой работе связь между временем затвердевания капли и процессами диффузии в зависимости от схемы подложки и свойств материала исследуется с помощью высокоскоростной визуализации и анализа EDX. На основе теплофизического поведения процесса можно определить масштабируемость для будущих приложений для различных комбинаций материалов.
Ключевые слова: микросоединение; капельная пайка; электронное производство; высокоскоростная визуализация
_____
Влияние расфокусировки при сварке меди с глубоким проплавлением с использованием длины волны видимого диапазона
Флориан Кауфманн, Андреас Майер, Якоб Эрмер, Стефан Рот и Михаэль Шмидт
Высококачественное соединение медных материалов стало ключевым фактором во многих электрических приложениях, таких как электрические двигатели, аккумуляторы или силовая электроника.К настоящему времени доступны мощные источники лазерного луча, излучающие лазерное излучение видимого диапазона, для продвижения уже хорошо подходящего метода соединения лазерной сварки. Следовательно, этот процесс теперь может решать проблемы сварки материалов с высокой отражающей способностью, таких как медь, которые возникают в основном из-за низкой поглощающей способности обычно используемых инфракрасных длин волн при комнатной температуре и быстрого скачка поглощения при переходе из твердого состояния в жидкое. Однако до сих пор в основном изучался процесс сварки теплопроводностью, а влияние более коротких длин волн на сварку с глубоким проплавлением игнорировалось.Таким образом, объем этой работы заключается в зависимости от длины волны интенсивности, необходимой для преодоления порога сварки с глубоким проплавлением, и изменения ввода энергии в паровой капилляр с использованием зеленой длины волны и расфокусировки.
Ключевые слова: видимая длина волны, зеленый лазерный луч, медь, сварка с глубоким проплавлением, энергетическая связь
_____
Исследования влияния выбора материала зажимного устройства при лазерной просвечивающей сварке многослойных полимерных пленок с источниками лазерного луча, адаптированными к длине волны
Максимилиан Бросда, Фонг Нгуен, Александр Оловинский, Арнольд Гиллнер
В процессе лазерной просвечивающей сварки полимеров с источниками лазерного луча с адаптированной длиной волны соединительные элементы фиксируются внахлест.Достаточное поглощение энергии обеспечивается за счет собственных полос поглощения, зависящих от материала. Фиксация осуществляется зажимным устройством для достижения технического нулевого зазора между соединительными элементами, чтобы обеспечить теплообмен и проникновение расплава. Материалы находятся в непосредственном контакте с полимерами и влияют на рассеивание тепла, а также на распространение лазерного луча. В то время как верхний материал должен быть прозрачным для лазерного излучения, для нижней части доступны различные материалы.Следовательно, исследуется, как отдельные комбинации материалов влияют на процесс. Для исследования влияния комбинаций материалов, а также влияния рулонной обработки или возможных ограничений процесса проводятся сварочные испытания. Сварной шов анализируют по поперечным сечениям и ширине сварного шва.
Ключевые слова: Просвечивающая лазерная сварка; полимер; Многослойные пленки; Рулон 2 Рулон; Адаптированная длина волны
_____
Влияние отдельных количеств паров металла, индуцированных лазером, на стабильность дуги ВИГ
Инса Хенце, Торстен Маттулат, Пеер Войзешке
Стабильность дуги во время сварки можно улучшить за счет использования лазерного процесса и связанного с ним гибридного процесса сварки.Предполагается, что причинами стабилизации процесса дополнительным лазерным лучом являются различные эффекты. Чтобы исследовать влияние паров металла более развязанным образом, пары металлов в этом исследовании генерируются лазерным лучом, направляемым на внешнюю подложку. Ось лазерного луча ориентирована горизонтально и, таким образом, перпендикулярна одновременно зажигаемой дуге между сварочной горелкой TIG и противоэлектродом. Количество паров металла регулируется изменением мощности лазера. Лазерный процесс вызывает увеличение напряжения дуги с увеличением количества паров металла.Это подразумевает увеличение электрического сопротивления, что влияет на стабильность дуги.
Ключевые слова: лазерная сварка; дуговая сварка; пары металлов; стабильность дуги
_____
Слияние следов расплава и нестабильность в мультилазерном синтезе в порошковом слое
Крейг Б. Арнольд, Вэньсюань Чжан, Вэньюань Хоу
Управление формой лазерного луча позволяет точно контролировать свойства получаемых материалов в любом приложении лазерной обработки.