Пособие для “чайников”: особенности дуговой сварки электродами
Сварка электродом – это способ дуговой электросварки, используемый для совмещения металлических изделий. Данный метод получил свое название за счет сварочной дуги – длительного потока энергии, который возникает в электроде при сварке металла под высокой температурой. Проводник (электрод) – это металлический провод со специальным покрытием, являющимся инертной средой во время процесса работы. Она, как правило, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Содержание статьи
- Азы электросварки
- Особенности сварки электродом
- Технология дуговой сварки
- Подготовительный этап
- Образование дуги
- Формирование шва
- Обзор основных ошибок начинающих
Азы электросварки
Электросварка – это надежный метод создания неразъемного соединения между деталями.
При сварке электродом совмещение деталей заключается в плавке краев двух деталей, под воздействие электрической дуги, в результате чего они соединяются в одно целое, создавая крепкий вечный шов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, важно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Чтобы приступить к работе, требуется к аппарату подключить обратный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Особенности сварки электродом
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.
Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Некоторые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить. Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических капель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
- Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
- Продольно-поперечный тип создается в соответствии с названием. То есть, при этом нужно обладать знаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Такая дорожка намного прочнее предыдущего. Он отличается долговечностью и имеет ширину 1-1,5 сантиметра.
 Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака. - При движении рабочего элемента в трех разных направлениях создается крепкий, «мертвый» и надежный шов. Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов. Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.
 Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
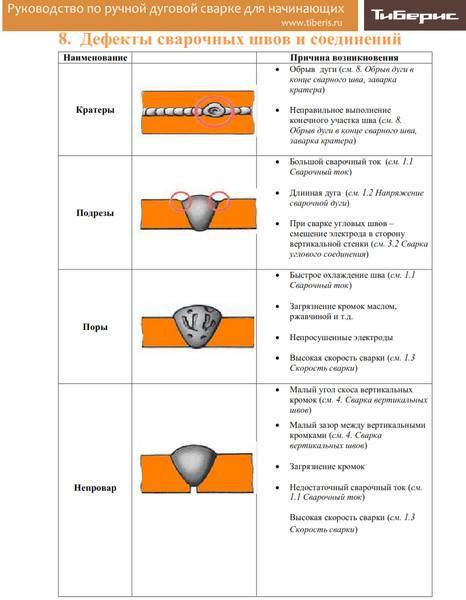
Обзор основных ошибок начинающих
Как правильно варить сваркой – разобрались.
- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
- Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
- Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
- Не так установленные настройки на аппарате. Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению. Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
- Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
- Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
 Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом.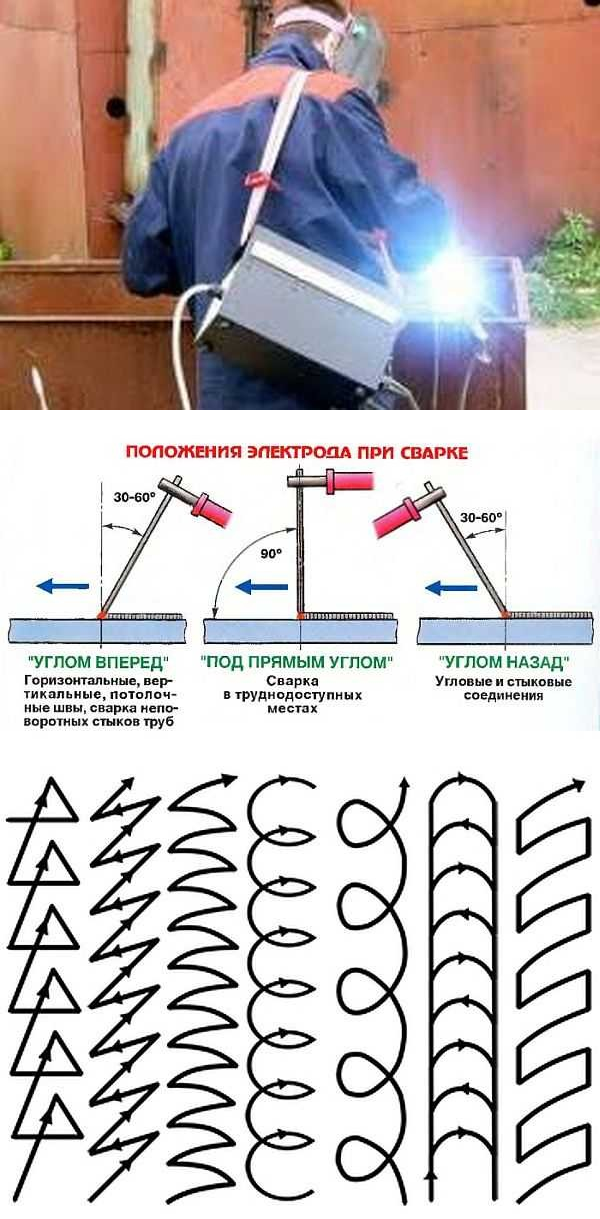 А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
Дуговая сварка, советы для начинающих
Подробности- Подробности
- Опубликовано 22.01.2017 09:46
- Просмотров: 1907
Дуговая сварка — это метод широко используется во многих отраслях промышленности для плавления металлов. В этой статье будут освещены некоторые полезные советы для начинающих.
Дуговая сварка является металлургическим процессом сплавления двух металлов путем применения сильной жары на стыке фьюжна. Он назван так, потому что тепло используемое для расплавления металла в стыке присоединения, возникает от электрической дуги. Эта дуга создается механически управляемым электродом, который проводит ток между зондом и синтезом.
Советы для начинающих
Меры безопасности
Безопасность всегда должна предшествовать работе. Перед началом любого сварочного процесса, необходимо в первую очередь принять соответствующие меры безопасности. Глаза и кожа должны быть защищены от УФ-света, излучаемого от электродов. Таким образом, ношение шлемов при дуговой сварке является обязательным. Самозащита необходима для уменьшения риска ожогов и поражения электрическим током. Поэтому перед началом дуговой сварки, убедитесь, что у вас есть ведро песка, сварочный шлем и сварочные перчатки.
Перед началом любого сварочного процесса, необходимо в первую очередь принять соответствующие меры безопасности. Глаза и кожа должны быть защищены от УФ-света, излучаемого от электродов. Таким образом, ношение шлемов при дуговой сварке является обязательным. Самозащита необходима для уменьшения риска ожогов и поражения электрическим током. Поэтому перед началом дуговой сварки, убедитесь, что у вас есть ведро песка, сварочный шлем и сварочные перчатки.
Выбор электродов и регулировка сварочной дуги
Это является наиболее чувствительной и важной частью этой процедуры. Если вы начинаете дуговую сварку впервые, то лучше попробовать на ржавой поверхности, так как сварочная дуга более устойчива именно на ржавой поверхности. Если ваша заготовка это 6 мм мягкая сталь, возьмите 3,2 мм (7024) электрод (убедитесь, что он хорошего качество). Текущее значение должно быть правильным. Сварочной установки в 110 ампер будет достаточно. Если вы используете электрод 2. 55 мм, то 80 ампер тока вполне достаточно. Кроме того, параметры полярности должны быть скорректированы. Параметр полярности таков, что стержень является положительным, а земля отрицательным. Другие параметры, которые необходимо учитывать перед началом – это угол электрода, длина дуги, длина движения дуги и сварочные движения. Угол положения электрода должен быть примерно на 10-20 ° от вертикали вдоль направления дуги. Длина дуги — расстояние между сварочной ванной и электродом, который в идеале должен быть коротким, в результате чего произойдет резкий треск, когда электрод коснется металла рабочей среды.
55 мм, то 80 ампер тока вполне достаточно. Кроме того, параметры полярности должны быть скорректированы. Параметр полярности таков, что стержень является положительным, а земля отрицательным. Другие параметры, которые необходимо учитывать перед началом – это угол электрода, длина дуги, длина движения дуги и сварочные движения. Угол положения электрода должен быть примерно на 10-20 ° от вертикали вдоль направления дуги. Длина дуги — расстояние между сварочной ванной и электродом, который в идеале должен быть коротким, в результате чего произойдет резкий треск, когда электрод коснется металла рабочей среды.
Начало дуговой сварки
Включите сварочный аппарат. Когда электрод (пруток) сварочной машины коснется заготовки на этапе синтеза, электрическая цепь замкнется и зажжется электрическая дуга. Наиболее распространенные методы, используемые для генерации электрической дуги, являются «активное начало» и «начало с нуля». Это позволит удалить излишки флюса от кончика электрода, делая тем самым электрический контакт для создания дуги. Кран не должен быть слишком медленным и тяжелым, иначе электрод не будет придерживаться рабочей среды. Помните, что не нужно оказывать давление на электрод при стартовом способе, так как существует высокая вероятность, того что штанга может застрять на рабочей поверхности.
Кран не должен быть слишком медленным и тяжелым, иначе электрод не будет придерживаться рабочей среды. Помните, что не нужно оказывать давление на электрод при стартовом способе, так как существует высокая вероятность, того что штанга может застрять на рабочей поверхности.
Подготовка швов
Убедитесь в том, что свариваемый металл лишен примесей, таких как грязь, которая может изменить электрическую проводимость. Очень важно подготовить места соединений. Электрическая дуга плавит металл рабочей среды, создавая кратер, т. е. сварочную ванну. При дуговой сварке на рабочую поверхность может быть нанесен пломбировочный материал. Это подходящий способ избежать случаев прилипания электродов по нержавейке, а также помогает в создании более сильного соединения.
Лучше понять основы сварки до начала дуговой сварки. С практикой, можно получить правильное суждение о технических деталях, таких как длина дуги, угол электрода, методе зажигания дуги, потребляемом токе и т. д.
д.
Читайте также
Добавить комментарий
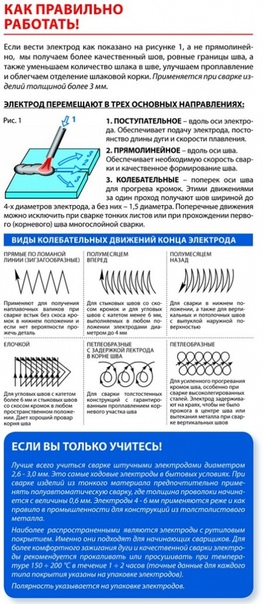
3 лучших техники движения электродом при обучении электродуговой сварке начинающих
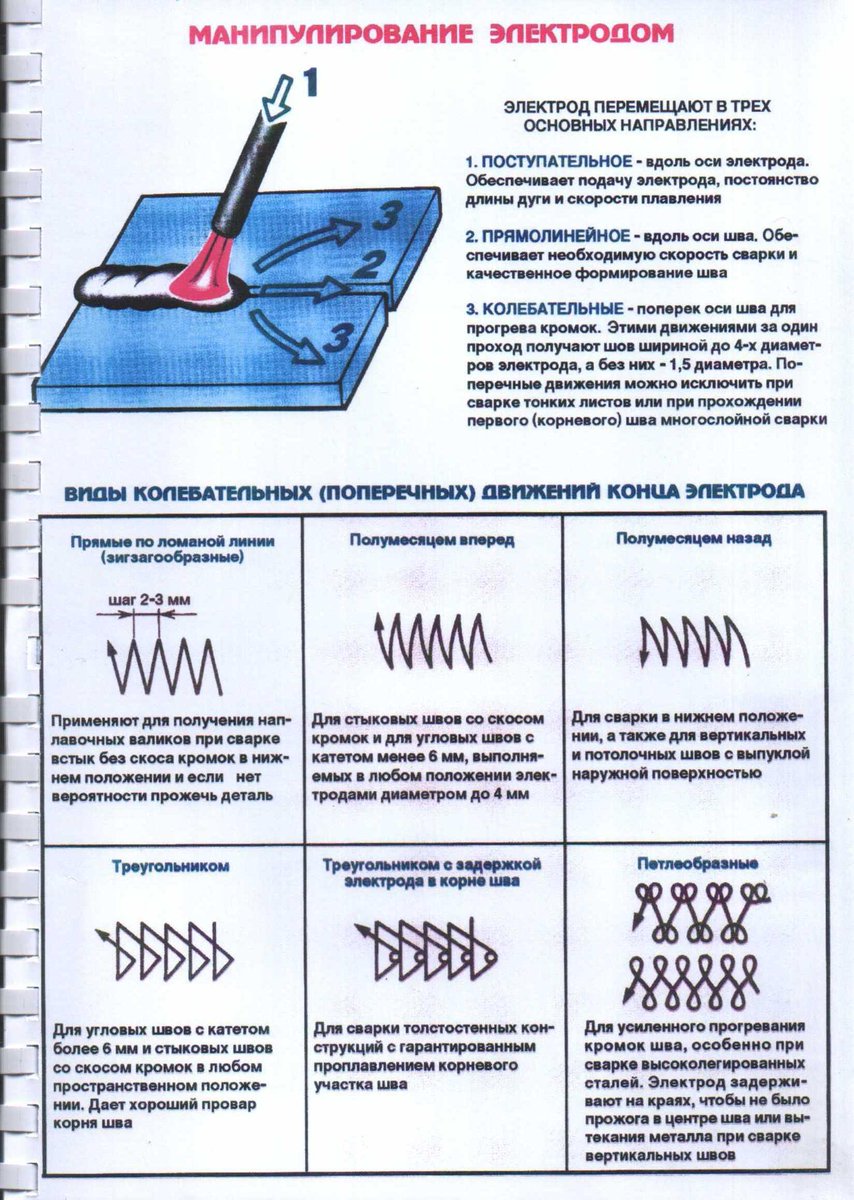
Чтобы сварочный шов при ручной дуговой сварке получился прочным и аккуратным, помимо осевого и продольного перемещения электрода, его необходимо двигать и в поперечном направлении. Существуют множество видов этого движения электрода. Ниже рассмотрим и осуществим три самых простых их вида, но, в то же время, наиболее часто используемые.
Понадобится
- Стальной толстый круг;
- электродрель;
- угольник и маркер;
- сварочное оборудование;
- молоток для отбивки шлака и щетка.
Процесс обучения электросварке
С помощью угольника и маркера проводим на поверхности стального круга три «дорожки», ограниченные двумя параллельными прямыми, в пределах которых нанесем траектории движения конца покрытого электрода трех видов.
Первую условно назовем прямоугольной. Траекторию электрода воспроизведем маркером, который сперва движется справа налево, затем короткое расстояние вниз по ограничительной прямой, далее справа налево параллельно первой поперечной прямой, снова вниз по другой ограничительной прямой, и так до самого конца дорожки.
Траекторию электрода воспроизведем маркером, который сперва движется справа налево, затем короткое расстояние вниз по ограничительной прямой, далее справа налево параллельно первой поперечной прямой, снова вниз по другой ограничительной прямой, и так до самого конца дорожки.
Вторая траектория представляет собой зигзагообразную ломаную линию в пределах двух параллельных ограничительных прямых, которую также воспроизводим с помощью маркера.
Параллельные ограничительные линии и их «заполнение» углубляем с помощью отрезного диска и болгарки. Эти линии-канавки облегчат нам обучение сварке, поскольку электрод будет направляться ими по нужной траектории, а сварной шов в основном будет локализовываться в их пределах.
Обучение начнем с зигзагообразного поперечного движения электрода, как наиболее простого в воспроизведении.
При реализации этого способа не следует задерживать надолго электрод в крайних точках, тогда шов получится одинаковым по высоте и ширине от начала до конца.
Отбив шлак и прочистив зигзагообразный сварной шов щеткой, убеждаемся, что он вышел таким, как мы и предполагали.
Прямоугольную траекторию поперечного движения электрода вначале также воспроизводим без подачи на него напряжения, чтобы отработать и почувствовать, как его пройти от начала до конца в пределах ограничительных прямых.
Затем повторяем эти движения уже с подачей напряжения на электрод. При этом способе перемещения электрода главное – выдерживание равномерной скорости движения электрода по траектории сварочного шва.
Если нам это удастся, то после удаления шлака и прочистки шва щеткой, мы увидим аккуратный шов – верный признак того, что он максимально прочен по всей длине. Видим, что такое движение электрода по сравнению с зигзагообразным, обеспечивает большую ширину сварочного шва.
Наконец, углубляем болгаркой зону между двумя параллельными линиями, близко расположенными друг к другу. Здесь мы потренируемся в воспроизведении т. н. ниточного шва, при котором поперечные движения электрода не совершаются.
Этот шов легче всего воспроизвести в натуре. Необходимо лишь выдерживать длину дуги и равномерно перемещать электрод от начальной до конечной точки. Шов при этом способе получается наиболее узким. Его обычно применяют при сварке тонких листов металла.
Смотрите видео
Сварка для начинающих. Сварка инвертором для начинающих
Не секрет, что многие учились сварке самостоятельно. Таких людей действительно большое количество, и многие из них с высокой эффективностью могут использовать полученные в домашних условиях практические навыки. Тем не менее иногда лучше сначала набраться теоретических знаний, перед тем как переходить к делу. Давайте поговорим о том, что такое сварка для начинающих, чем она характеризуется, и почему новичкам лучше всего воспользоваться инвертером.
Вкратце о сварочных инверторах
Инвертор – электронный сварочный аппарат. Достаточно точный, экономичный и простой в использовании. Основная нагрузка во время работы приходится на сварочную сеть. Преимущества инвертора, особенно для новичков, заключаются в том, что они имеют накопительные конденсаторы. Они необходимы для набора определенного количества электрозаряда, что обеспечивает бесперебойную работу. Многие наверняка замечали, что при работе со старыми сварочными аппаратами напряжение в сети начинает резко прыгать. В таких условиях может сгореть какой-либо бытовой прибор. Так вот, при инверторной сварке такого недостатка нет. Кроме того, обеспечивается плавный пуск дуги, что необходимо для обеспечения качества шва.
Немного теории
При соединении металлических деталей протекает огромное количество процессов. Большинство из них скрыты от человеческих глаз, другие же являются явными. Так, сам процесс сварки можно условно разделить на несколько простых этапов. На первом образуется дуга, что свидетельствует о замыкании электрода и металла. На второй стадии создается высокая температура (до 7 тысяч градусов), что позволяет расплавить любой металл. В результате плавления электрода и кромок металлических изделий происходит соединение – получение сварного шва. На этом процесс заканчивается. Большую роль играет электрод. Он состоит из сплава, на поверхность которого нанесен порошковый состав. Порошок используется для поддержания равномерного горения дуги, а сам электрод необходим для образования сварочной ванны без кислорода.
На первом образуется дуга, что свидетельствует о замыкании электрода и металла. На второй стадии создается высокая температура (до 7 тысяч градусов), что позволяет расплавить любой металл. В результате плавления электрода и кромок металлических изделий происходит соединение – получение сварного шва. На этом процесс заканчивается. Большую роль играет электрод. Он состоит из сплава, на поверхность которого нанесен порошковый состав. Порошок используется для поддержания равномерного горения дуги, а сам электрод необходим для образования сварочной ванны без кислорода.
Сварка инвертором для начинающих: пошаговая инструкция
Прежде чем приступить к выполнению работ, понадобится минимальная амуниция. Так, не рекомендуется выполнять работы без специального защитного шлема и грубых перчаток. Ну и помимо этого желательно иметь старенькую куртку из грубой хлопчатобумажной (например, джинсовой) ткани, которая не будет гореть от попадания искры.
Далее необходимо настроить сварочный ток и правильно выбрать электрод. Для инверторной сварки подходят изделия диаметром 2-5 мм. Сварочный ток устанавливается исходя из толщины обрабатываемой детали и материала. Во избежание залипания электрод к обрабатываемой поверхности подносится плавно. После этого можно подключать клемму массы к детали.
Для инверторной сварки подходят изделия диаметром 2-5 мм. Сварочный ток устанавливается исходя из толщины обрабатываемой детали и материала. Во избежание залипания электрод к обрабатываемой поверхности подносится плавно. После этого можно подключать клемму массы к детали.
Процесс сварки начинается с поджига дуги. Электрод по отношению к поверхности подносится под небольшим углом. Для его активации необходимо несколько раз дотронуться до свариваемой поверхности. В процессе же работы электрод нужно держать на расстоянии его диаметра от поверхности. В принципе, сварка инвертором для начинающих достаточно проста. Сейчас пойдем дальше.
Контроль зазора
Большое значение во время выполнения сварочных работ имеет дуговой промежуток. Данный зазор – это расстояние между электродом и металлом, который образуется во время выполнения сварочных работ. Если расстояние будет недостаточным, то шов получится выпуклым, так как металл в месте соединения не успеет прогреться. Если же зазор слишком большой, это приведет к нестабильной дуге, что, в свою очередь, чревато низким качеством шва. В частности, соединение получается кривым.
В частности, соединение получается кривым.
Для хорошего провара и качественного шва необходимо выбрать оптимальный зазор. Можно смело говорить о том, что научиться соблюдать постоянное правильное расстояние и является наиболее сложным навыком. Но если вы научитесь это делать, вскоре дуговая сварка для начинающих превратится в сварку для профессионалов. Не забывайте о том, что в процессе электрод постепенно плавится, следовательно, если его не двигать, то зазор будет увеличиваться. Следите за этим более внимательно, и все будет в порядке.
Формирование правильного шва
Хотелось бы отметить, что сварка полуавтоматом для начинающих подразумевает не только соблюдение необходимого зазора. Тут есть еще несколько важных требований, которые желательно соблюдать:
Техника сварки изменяется при работе с различными материалами. Именно поэтому в одних случаях электрод ведут быстро, в других, наоборот, – медленно. При этом толщина соединяемого металла влияет на силу тока. Чем толще изделие, тем больше ток необходимо подавать на электрод. А от угла наклона электрода зависит толщина шва и провариваемость. Все это необходимо учитывать во время выполнения работ. В принципе, ручная сварка для начинающих несложных деталей под силу каждому. Опыт придет, только если постоянно практиковаться и тренироваться, создавая все более сложные швы.
А от угла наклона электрода зависит толщина шва и провариваемость. Все это необходимо учитывать во время выполнения работ. В принципе, ручная сварка для начинающих несложных деталей под силу каждому. Опыт придет, только если постоянно практиковаться и тренироваться, создавая все более сложные швы.
О полярности при сварке
Необходимо понимать, что существует прямая и обратная полярность. Если мы имеем дело с первой, то ввод тепла в металлическое изделие повышается. Следовательно, образуется узкая, но довольно глубокая зона расплавления. Такая технология используется при точной обработке достаточно толстых листов.
Если же требуется создать качественный шов на тонком листе, то используется обратная полярность. Она характерна тем, что происходит пониженный ввод тепла в изделие, следовательно, шов получается широким, но при этом не слишком глубоким. В настоящее время активно применяются обе технологии. Вполне возможно, что начинающему сварщику в начале пути не имеет смысла разбираться с полярностью, но после выполнения некоторых соединений данные знания придутся очень кстати.
Как было отмечено немного выше, с тонкими металлическими изделиями необходимо работать при обратной полярности. Это обусловлено тем, что их довольно легко прожечь, что испортит заготовку. Обратная полярность устанавливается непосредственно на инверторе. При этом сила тока тоже снижается до нормальной. Электроды в таком случае подсоединяются «плюсом» к инвертору, а «минусом», соответственно, к металлическому листу. Это позволит получать швы высокого качества и не прожечь лист. Тем не менее, если вы являетесь начинающим, то необходимо выбирать рабочее место так, чтобы шов вам был виден. В этом случае вы сможете контролировать процесс. Со временем вы будете выполнять работы на автомате, но это придет только с большим опытом.
Заключение
Вот мы и поговорили с вами о том, что такое и как выполняется сварка инвертором для начинающих. «Ресанта», к примеру, — это сварочное оборудование хорошего качества. При этом оно идеально подходит для начинающих. Обусловлено это исключительной простотой в использовании.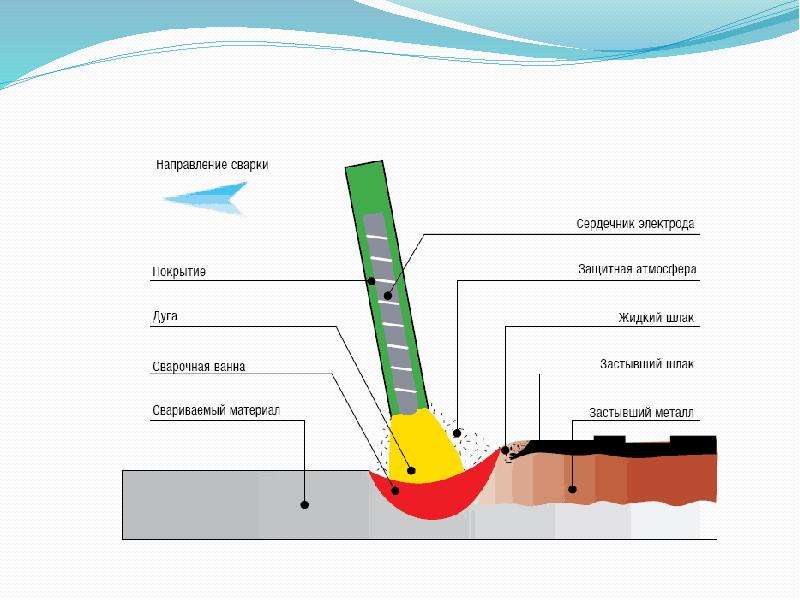 В линейке есть модели, больше подходящие для любительской сварки, а есть дорогостоящие профессиональные инверторы. Последний вариант вряд ли подойдет новичку. Такое оборудование чаще используется в промышленности.
В линейке есть модели, больше подходящие для любительской сварки, а есть дорогостоящие профессиональные инверторы. Последний вариант вряд ли подойдет новичку. Такое оборудование чаще используется в промышленности.
Конечно, если вы собираетесь работать сварщиком, то вам понадобится инвертор для профессионалов. Стоит он, конечно, немало, но позволяет выполнять сварочные работы с самыми различными материалами. Не забывайте о средствах личной защиты. Нельзя смотреть без специальных очков или маски на дугу. Во-первых, от этого сильно устают глаза, во-вторых, это негативно влияет на зрение. Именно поэтому маску необходимо использовать обязательно. В принципе, это все, что можно рассказать об инверторной сварке для новичков. Тут нет ничего сложного, но необходимо строго соблюдать технологию, и тогда шов будет прочным и качественным.
Базовый метод дуговой сварки
Устарело : __autoload() устарела, вместо этого используйте spl_autoload_register() в /home/hon11950/public_html/en.
 hongky.com/library/class/htmlpurifier/library/HTMLPurifier.autoload.php on line 17
hongky.com/library/class/htmlpurifier/library/HTMLPurifier.autoload.php on line 17 Дуговая сварка – это процесс соединения двух металлических заготовок с использованием покрытого флюсом электрода, который плавится в электрической дуге и становится сплавленной частью свариваемых деталей. Дуговая сварка требует времени, усилий и терпения, так как положение сварочного стержня очень чувствительно к положению заготовки.Ниже приводится простое руководство по изучению основных методов дуговой сварки.
Существует 4 основных этапа дуговой сварки:
Зажечь дугу. Это процесс создания электрической дуги между электродом и заготовкой.
Перемещение дуги для создания валика. Валик представляет собой металл плавящегося электрода, стекающий с расплавленным металлом основного металла и заполняющий пространство между соединяемыми сваркой деталями.
Сформируйте сварной шов. Это делается путем переплетения дуги вперед и назад по траектории сварки либо зигзагообразным движением, либо движением в виде восьмерки, чтобы металл растекался на ширину, которую вы хотите, чтобы получился готовый сварной шов.
Зачистите и зачистите сварной шов между проходами. Каждый раз, когда вы выполняете проход или переход от одного конца сварного шва к другому, вам необходимо удалять шлак или расплавленный электродный флюс с поверхности сварного шва, чтобы только чистый расплавленный металл заполнял сварной шов. на последующих проходах.
На что обратить внимание при дуговой сваркеПодготовка металла к сварке
Дуговая сварка более устойчива к слегка ржавому металлу, чем другие процессы электросварки, но, по крайней мере, вы должны удалить любую краску, жир, ржавчину или другие загрязнения с помощью металлической щетки, наждачной бумаги или абразивной шлифовальной машины, чтобы избежать загрязнения или включения сварного шва.
Закрепление зажимов на заготовках и заземление
Убедитесь, что имеется чистое место, чтобы электрическая цепь могла быть замкнута с минимальным сопротивлением в месте заземления. Опять же, ржавчина или краска будут мешать заземлению вашей заготовки, что затруднит создание дуги в начале сварки.
Опять же, ржавчина или краска будут мешать заземлению вашей заготовки, что затруднит создание дуги в начале сварки.
Выберите правильный стержень и диапазон силы тока для работы, которую вы пытаетесь выполнить
Например, стальной лист толщиной 1/4 дюйма (0,6 см) можно эффективно сваривать с помощью электрода E6011 диаметром 1/8 дюйма (0,3 см) при токе 80–100 ампер.
Угол наклона стержня (угол опережения)
При сварке детали стержень должен быть наклонен примерно на 10–20 градусов от вертикали и вытянут в направлении к сварщику.Угол наклона стержня предотвращает захват шлака стержнем (включения в сварном шве будут происходить, если сварка ведется по шлаку). Свободной рукой поддерживайте верхнюю часть электрода, чтобы при необходимости улучшить контроль электрода.
Длина дуги Длина дуги — это расстояние между электродом и сварочной ванной. Он должен быть примерно таким же, как диаметр стержня. Вы привыкнете к длине дуги после некоторой практики.
Вы привыкнете к длине дуги после некоторой практики.
Длину дуги можно легко определить по звуку и видимому свету дуги.Дуга должна быть короткой и скрывать большую часть света от сварного шва, не проталкивая стержень в ванну шлака. Хорошая короткая дуга приведет к постоянному резкому потрескиванию. Внешний вид завершенного сварного шва даст дополнительные подсказки.
Сохранение угла подъема и длины дуги
Поскольку в процессе сварки сварочный стержень становится короче, необходимо прилагать сознательные усилия для уменьшения длины дуги. Чрезмерная длина дуги приведет к нестабильной дуге с избыточным нагревом и подрезом.Это одна из самых частых ошибок новичков.
Угол стержня должен сохраняться по всей длине сварного шва. Практика необходима, чтобы избежать уменьшения угла опережения по мере продвижения сварки, так как это может привести к включениям шлака и даже к остановке дуги. Простой подход к сохранению угла наклона стержня состоит в том, чтобы сосредоточиться на перемещении держателя стержня, а не стержня, по ходу сварки
Шлак После сварки вы можете удалить шлак и очистить сварной шов. Срежьте шлак и проволочной щеткой удалите все посторонние материалы и оставшийся шлак. Обязательно наденьте защитные очки, так как хрупкий шлак может разлететься на большое расстояние. Чистый сварной шов после шлифовки легче осмотреть на наличие ямок, лужиц или других дефектов.
Срежьте шлак и проволочной щеткой удалите все посторонние материалы и оставшийся шлак. Обязательно наденьте защитные очки, так как хрупкий шлак может разлететься на большое расстояние. Чистый сварной шов после шлифовки легче осмотреть на наличие ямок, лужиц или других дефектов.
Различные виды дуговой сварки
пользователем Oanh Nguyen
TWS — отличный вариант обучения для всех
Узнайте больше о том, как мы можем подготовить вас к карьерному росту.
Дуговая сварка использует источник электроэнергии для создания дуги между основным металлом и стержнем электрода или проволокой. Дуга зажигается, как только вы включаете сварочный аппарат, регулируете настройки, устанавливаете защитное снаряжение и царапаете или постукиваете электродом по основному металлу. Горячая дуга плавит металлы в местах их соединения. Расплавленный материал — часто с наполнителем — затем можно превратить в сварной шов.
Существуют различные виды дуговой сварки. Какой метод дуговой сварки вы используете, зависит в основном от металла.Ниже приводится обзор различных методов дуговой сварки:
Дуговая сварка порошковой проволокой (FCAW)
В этом типе дуговой сварки используются трубчатые электроды, заполненные флюсом. В то время как эмиссионный флюс защищает дугу от воздуха, для неэмиссионных флюсов может потребоваться защитный газ. Он идеально подходит для сварки плотных профилей толщиной в дюйм и более, поскольку FCAW имеет более высокую скорость наплавки металла шва.
Дуговая сварка металлическим газом (GMAW)
Сварка GMAW или MIG защищает дугу газом, таким как аргон или гелий, или газовой смесью.Электроды имеют раскислители, предотвращающие окисление, поэтому можно сваривать несколько слоев. Этот метод имеет ряд преимуществ: простой, универсальный, экономичный, низкотемпературный и легко автоматизируемый. Это популярный метод сварки тонких листов и профилей.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Сварка GTAW или TIG часто считается самой сложной. Вольфрамовые электроды создают дугу. Для защиты экрана используются инертные газы, такие как аргон или гелий, или их смесь.Присадочная проволока добавляет расплавленный материал, если это необходимо. Этот метод намного «чище», так как не образует шлака, что делает его идеальным для сварочных работ, где важен внешний вид, а также тонкие материалы.
Плазменно-дуговая сварка (PAW)
В этом методе дуговой сварки используются ионизированные газы и электроды, которые создают струи горячей плазмы, направленные на зону сварки. Так как струи очень горячие, этот метод подходит для узких и глубоких швов. PAW также хорош для увеличения скорости сварки.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
SMAW — один из самых простых, старых и наиболее адаптируемых методов дуговой сварки, что делает его очень популярным .
Дуга возникает, когда наконечник электрода с покрытием касается области сварки, а затем отводится для поддержания дуги. Тепло расплавляет наконечник, покрытие и металл, так что после затвердевания сплава образуется сварной шов. Этот метод обычно используется в трубопроводных работах, судостроении и строительстве.Дуговая сварка под флюсом (SAW)
SAW работает с гранулированным флюсом, создающим при сварке толстый слой, полностью покрывающий расплавленный металл и предотвращающий искры и брызги.Этот метод обеспечивает более глубокое проникновение тепла, поскольку действует как теплоизолятор. SAW применяется для высокоскоростной сварки листовой или толстолистовой стали. Он может быть полуавтоматическим или автоматическим. Однако он ограничен горизонтальными сварными швами. 1

 Дуга возникает, когда наконечник электрода с покрытием касается области сварки, а затем отводится для поддержания дуги. Тепло расплавляет наконечник, покрытие и металл, так что после затвердевания сплава образуется сварной шов. Этот метод обычно используется в трубопроводных работах, судостроении и строительстве.
Дуга возникает, когда наконечник электрода с покрытием касается области сварки, а затем отводится для поддержания дуги. Тепло расплавляет наконечник, покрытие и металл, так что после затвердевания сплава образуется сварной шов. Этот метод обычно используется в трубопроводных работах, судостроении и строительстве. Обучение сварке TWS охватывает наиболее распространенные методы дуговой сварки, чтобы вы могли быть хорошо подготовлены к требованиям сварки в различных отраслях и областях применения. Некоторые методы могут быть более сложными, чем другие, но много практики может превратить вас в профессионального профессионала в области дуговой сварки.
Некоторые методы могут быть более сложными, чем другие, но много практики может превратить вас в профессионального профессионала в области дуговой сварки.
Узнайте больше о других типах сварки, прочитав наше Полное руководство по каждому типу сварки .
Заполните форму, чтобы получить информационный пакет без обязательств.
Вам также может понравиться…Дополнительные источники
1 – https://www.bakersgas.com/weldmyworld/2011/05/05/ Different-types-arc-welding/
Процедуры дуговой сварки, методы и оборудование для обеспечения безопасности при сварке (часть первая)
Дуговая сварка, также известная как сварка электродом, успешно применяется практически для всех типов металлов.В этом разделе рассматриваются процедуры, которые могут применяться для сварки плавлением стального листа, и приводятся основные этапы и процедуры, необходимые для получения приемлемого дугового сварного шва. Дополнительные инструкции и информацию по дуговой сварке других металлов можно получить в учебных заведениях и у различных производителей сварочного оборудования.
Дополнительные инструкции и информацию по дуговой сварке других металлов можно получить в учебных заведениях и у различных производителей сварочного оборудования.
Первым шагом в подготовке к дуговой сварке является проверка наличия необходимого оборудования и правильность подключения сварочного аппарата и его исправность.Особое внимание следует уделить заземлению, так как плохое соединение приводит к колеблющейся дуге, которую трудно контролировать.
При использовании экранированного электрода оголенный конец электрода следует зажать в держателе под углом 90° к губкам. (Некоторые держатели позволяют вставлять электрод под углом 45°, когда это необходимо для различных положений сварки.)
Перед началом сварки необходимо проверить следующий стандартный список элементов:
- Является ли надлежащим средством индивидуальной защиты используемые, включая сварочный шлем, сварочные перчатки, защитную одежду и обувь; если нет, то в хорошо проветриваемом помещении, соответствующем дыхательном оборудовании?
- Правильно ли выполнено заземляющее соединение с заготовкой и обеспечивает ли оно хорошее соединение?
- Правильно ли выбран электрод типа и размера для работы?
- Электрод надежно закреплен в держателе?
- Совпадает ли полярность аппарата с полярностью электрода?
- Машина находится в хорошем рабочем состоянии и отрегулирована ли она для обеспечения необходимого тока для работы?
Сварочная дуга зажигается при прикосновении электрода к основной металлической пластине и немедленном отведении его на небольшое расстояние. В тот момент, когда электрод касается пластины, через точку контакта протекает ток. При извлечении электрода образуется электрическая дуга, расплавляющая пятно на пластине и на конце электрода.
Чтобы правильно зажечь дугу, нужна практика. Основная трудность, с которой сталкивается новичок в розжиге дуги, – это прилипание электрода к работе. Если электрод не вынимается сразу после контакта с металлом, высокая сила тока проходит через электрод, вызывая его прилипание или примерзание к пластине, что практически приводит к короткому замыканию сварочного аппарата.Быстрый поворот запястья вправо или влево обычно отрывает электрод от заготовки. Если это не помогло, быстро отсоедините держатель от электрода и выключите аппарат. Небольшое долото и молоток освобождают электрод от металла, чтобы его можно было снова зажать в держателе. После этого сварочный аппарат можно снова включить.
Существуют два практически одинаковых метода зажигания дуги. Один из них — жесткий или постукивающий метод. При использовании этого метода электрод следует держать в вертикальном положении и опускать до тех пор, пока он не окажется на дюйм или около того выше точки, в которой должна зажечься дуга.Затем электродом слегка постукивают по заготовке и сразу же поднимают, чтобы образовалась дуга длиной примерно ¼ дюйма. [Рис. 5-29]Рис. 5-29. Сенсорный метод запуска дуги.
При использовании этого метода электрод следует держать в вертикальном положении и опускать до тех пор, пока он не окажется на дюйм или около того выше точки, в которой должна зажечься дуга.Затем электродом слегка постукивают по заготовке и сразу же поднимают, чтобы образовалась дуга длиной примерно ¼ дюйма. [Рис. 5-29]Рис. 5-29. Сенсорный метод запуска дуги.
Второй (и обычно более простой в освоении) метод царапания или подметания. Для зажигания дуги методом царапанья электрод держат непосредственно над пластиной под углом 20°–25°. Дуга должна зажигаться, проводя электродом движением запястья и слегка царапая пластину. Затем электрод немедленно поднимают, чтобы образовалась дуга.[Рис. 5-30]Рис. 5-30. Скретч/подметающий метод зажигания дуги.
Любой метод требует некоторой практики, но со временем и опытом он становится простым. Ключ в том, чтобы быстро поднять электрод, но только примерно на ¼ дюйма от основания, иначе дуга пропадет. Если его поднимать слишком медленно, электрод прилипает к пластине.
Для формирования однородного валика электрод необходимо перемещать вдоль пластины с постоянной скоростью в дополнение к подаче электрода вниз. Если скорость продвижения слишком медленная, образуется широкий перекрывающийся валик без сплавления по краям.Если скорость слишком высока, валик слишком узкий и почти или совсем не плавится на пластине.
Правильную длину дуги нельзя определить, глядя на нее. Вместо этого полагайтесь на звук, который издает короткая дуга. Это резкий треск, и он должен быть слышен во время перемещения дуги вниз к поверхности пластины и вдоль нее.
Хороший сварной шов на плоской пластине должен иметь следующие характеристики:
- Небольшое количество брызг на поверхности пластины или их отсутствие.
- Дуговой кратер в валике диаметром примерно 1⁄16 дюйма после разрыва дуги.
- Бортик должен быть слегка наращен, без металлического нахлеста на верхней поверхности.
- Буртик должен хорошо проникать в основной металл примерно на 1/16 дюйма.
На Рис. 5-31 приведены примеры техники оператора и настроек сварочного аппарата.
Рисунок 5-31. Примеры хороших и плохих сварных швов.При продвижении электрода его следует держать под углом от 20° до 25° в направлении движения от готового валика.[Рис. 5-32]Рис. 5-32. Угол электрода.
Если во время сварки валика дуга прерывается и электрод быстро удаляется, в месте окончания дуги образуется кратер. Это показывает глубину проплавления или плавления сварного шва. Кратер образуется за счет давления газов на кончике электрода, прижимающего металл сварного шва к краям кратера. Если электрод удаляют медленно, кратер заполняется.
Если вам нужно перезапустить дугу прерванного валика, начните сразу перед кратером предыдущего валика сварного шва.Затем электрод следует вернуть к заднему краю кратера. С этого момента сварку можно продолжить путем сварки прямо через кратер и вниз по линии сварки, как планировалось изначально. [Рис. 5-33]Рис. 5-33. Повторный запуск дуги.
После образования валика необходимо удалить каждую частицу шлака из области кратера перед повторным запуском дуги. Это достигается с помощью отбойного молотка и проволочной щетки и предотвращает попадание шлака в сварной шов.
Рекомендация бортмеханика
Учебное пособие – Основы дуговой сварки
В своей простейшей форме сварочный аппарат представляет собой устройство, которое сплавляет вместе два куска металла, используя высокую силу тока, подаваемую на конец «электрода» (стержня) в работу. .Хотя технология, обеспечивающая этот процесс, достаточно техническая, чтобы заполнить сотни страниц, я изложу ее вам простыми словами, точно так же, как я изучил ее в начале. Как и все новые навыки, практика сделает вас опытным, а сварка — это навык, которому может научиться каждый. Если вы когда-либо имели несчастье видеть короткое замыкание из-за плохой проводки или неисправности какого-либо электрооборудования, вы помните хлопающий звук, клубы дыма и горящего металла, которые обычно следует за этим. Это в основном то, что делает сварщик, но контролируемым и ожидаемым образом.
Это в основном то, что делает сварщик, но контролируемым и ожидаемым образом.
Сварщик помещает заземляющий зажим на одну из соединяемых частей металла, затем подает токопроводящий электрод (стержень) в зону или зазор между двумя свариваемыми частями. Поскольку заземляющий зажим и электрод являются двумя концами полной цепи, несущей напряжение и большую силу тока, на конце электрода происходит полное короткое замыкание, создающее сильный нагрев, расплавляющий как электрод, так и окружающую область в единый расплавленный кусок.
Этот тип сварки называется «дуговой сваркой». Стержень фактически не касается изделия (свариваемых деталей) в процессе сварки. Его держат на небольшом расстоянии от изделия, чтобы могла образоваться очень горячая дуга (электрическая искра). Эта дуга производит тепло для плавления металлов, как показано на фото.
Если стержень вставить прямо в изделие, произойдет «мертвое замыкание», и не будет тепла для сварки металлов, так как не будет образовываться дуга.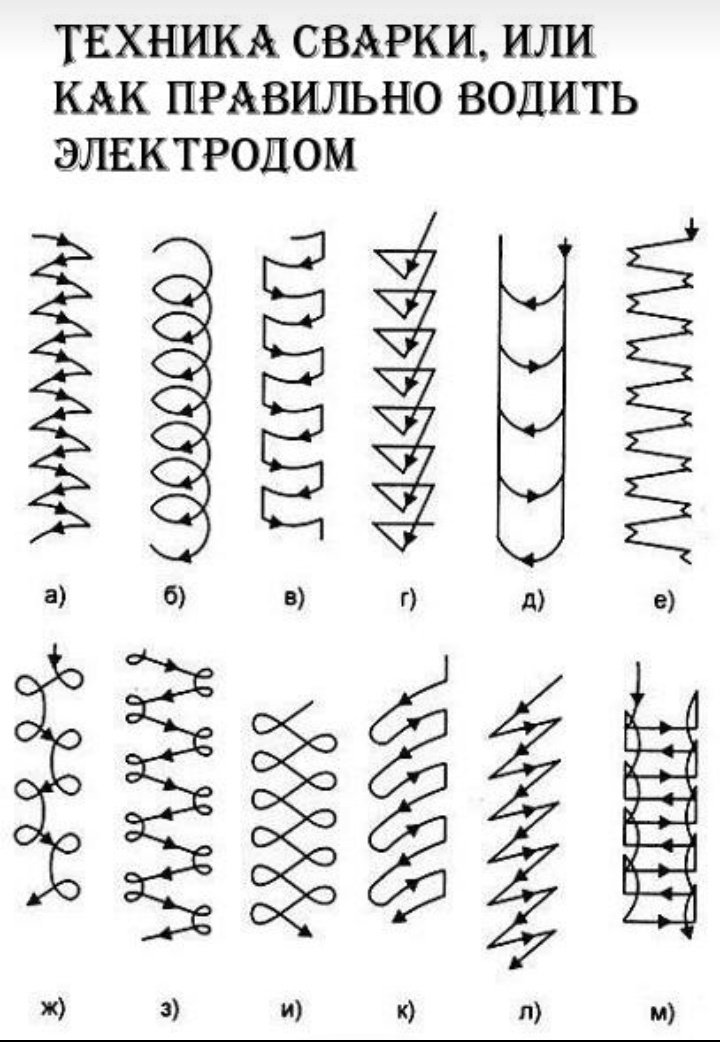 Это распространенная проблема, когда вы учитесь дуговой сварке, известная как «прилипание».Прилипание происходит, когда стержень слишком сильно вдавливается в соединение для сварки, и заставляет стержень прилипать к изделию.
Это распространенная проблема, когда вы учитесь дуговой сварке, известная как «прилипание».Прилипание происходит, когда стержень слишком сильно вдавливается в соединение для сварки, и заставляет стержень прилипать к изделию.
Стержень для дуговой сварки представляет собой тонкий металлический стержень, покрытый материалом, называемым «флюс». Этот материал плавится по мере того, как стержень сгорает, выделяя газ, который защищает только что сваренную область от воздействия сильного нагрева и окисления. Флюс также помогает поддерживать плавную работу дуги, уменьшая прилипание.
Если бы стержни не были покрыты флюсом, только что сваренный участок был бы поврежден в результате окисления и был бы склонен к разрушению или быстрому износу.Некоторые сварщики не используют стержень с флюсовым покрытием, а вместо этого подают сжатый газ в зону сварки во время процесса сварки. Эти типы сварочных аппаратов называются «сварочные аппараты с подачей проволоки», но здесь мы сосредоточимся только на базовом аппарате для дуговой сварки, потому что это самый простой тип сварочного аппарата и самый доступный для большинства новичков.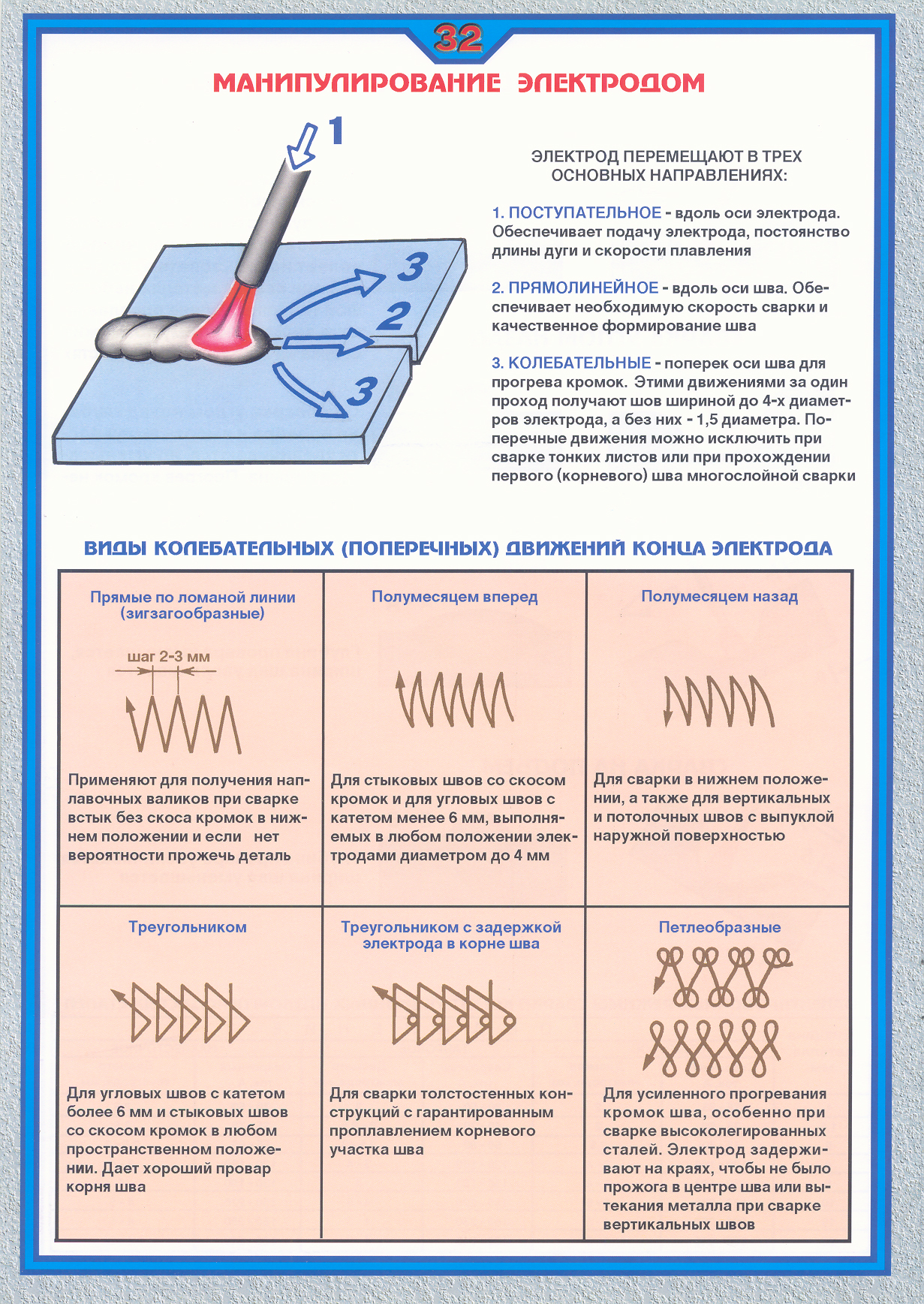
Несмотря на то, что сварщики сплавляют металлы, используя невероятную силу тока, почти невозможно получить удар током при использовании аппарата для дуговой сварки. Причина в том, что внутри сварочного аппарата находится большой трансформатор, устройство, которое понижает опасное напряжение в обмен на более высокую силу тока.Сила тока, сила тока электричества, может серьезно навредить или убить, но только при наличии еще и определенного напряжения. Автомобильный аккумулятор может излучать более ста ампер, что намного больше, чем можно отдать от стандартной стены
Но вы можете прикоснуться к обеим клеммам и не почувствовать электричества.Как это возможно?Просто потому, что нет достаточного напряжения, чтобы доставить силу тока к вашему телу.Конечно, не бросайте металлический предмет через зарядите клеммы автомобильного аккумулятора, иначе у вас будет дымовое шоу, которое вы никогда не забудете!
Дуговая сварка считается самым простым и доступным из всех сварочных процессов.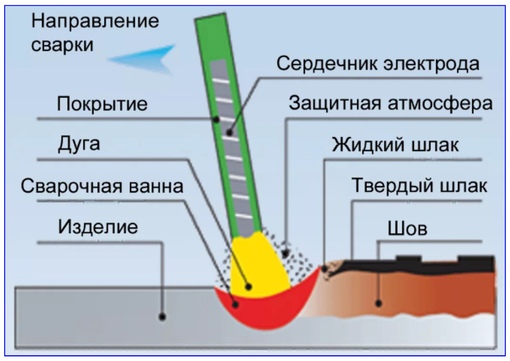 Почти каждый может получить доступ к аппарату для дуговой сварки и научиться дуговой сварке. Техническое название этого типа сварки, также известного как сварка стержнем, — ручная дуговая сварка металлическим электродом или, иначе, MMAW.
Почти каждый может получить доступ к аппарату для дуговой сварки и научиться дуговой сварке. Техническое название этого типа сварки, также известного как сварка стержнем, — ручная дуговая сварка металлическим электродом или, иначе, MMAW.
Дуговая сварка используется во всех областях металлообработки и машиностроения как для производства, так и для технического обслуживания. Металлы, которые можно сваривать, включают мягкую сталь толщиной от 1/16 до 2 дюймов, нержавеющую сталь и чугун. Дуговая сварка является отличным методом ремонта чугунных отливок.
Во время процесса дуговой сварки дуга генерирует достаточно стабильного тепла высокой интенсивности, чтобы расплавить предполагаемый металл в любой точке, на которую она направлена. В сочетании с наполнителем/электродом это действие эффективно сплавляет две детали вместе.
Выбор аппарата для дуговой сварки
Для общего применения идеально подходит сварочный аппарат с выходом переменного/постоянного тока. Использование выхода постоянного тока даст лучшие результаты, так как эта настройка обеспечивает легкий запуск с меньшим количеством залипаний.Другие преимущества использования настроек постоянного тока включают более легкую потолочную и вертикальную сварку, меньшую очистку из-за брызг и красивый внешний вид сварных швов.
Использование выхода постоянного тока даст лучшие результаты, так как эта настройка обеспечивает легкий запуск с меньшим количеством залипаний.Другие преимущества использования настроек постоянного тока включают более легкую потолочную и вертикальную сварку, меньшую очистку из-за брызг и красивый внешний вид сварных швов.
Что касается мощности, то чем больше энергии вы можете себе позволить, тем лучше. При этом большинство приложений дуговой сварки можно выполнять с помощью аппарата на 225 ампер. Однако машина с более низким номинальным током все еще может использоваться для сварки, скажем, 1-дюймовой стали, путем выполнения нескольких проходов сварки для создания требуемого размера валика.
Поскольку существует серьезная нехватка надежных сварщиков, а потребность в них растет с каждым днем, вы можете понять, почему важно знать, что сварку несложно освоить.Подсчитано, что примерно 80% всех американских компаний, нанимающих дуговых сварщиков, сталкиваются с трудностями при заполнении вакансий по мере их открытия. Также сообщалось, что средний возраст квалифицированных и профессиональных сварщиков составляет 54 года. Это высокий показатель, учитывая, что эти люди скоро уйдут на пенсию. Кажется, что область сварки является одним из самых сокровенных секретов страны, когда речь идет о подготовке к работе в будущем.
Также сообщалось, что средний возраст квалифицированных и профессиональных сварщиков составляет 54 года. Это высокий показатель, учитывая, что эти люди скоро уйдут на пенсию. Кажется, что область сварки является одним из самых сокровенных секретов страны, когда речь идет о подготовке к работе в будущем.
Многие люди считают дуговую сварку опасным занятием из-за используемых электрических токов высокого напряжения.В прошлом это могло быть правдой, но сегодняшние достижения в области оборудования для обеспечения безопасности и правил значительно снизили риск. Сегодня дуговая сварка не более опасна, чем сантехнические и столярные работы. Возможно, пришло время начать совершенно новую карьеру.
советов по сварке палочкой, которые искренне улучшат вашу работу, а также наши 12 советов по сварке
Процесс сварки, в котором используется электричество для создания тепла для плавления металлов и последующего соединения этих металлов.
Сварка электродом имеет много недостатков, таких как более низкая эффективность, необходимость в опытных пользователях и непригодность для тонких металлов. Есть некоторые очень распространенные проблемы со сваркой электродами, такие как разбрызгивание, распространенный и нежелательный побочный эффект с пористостью, подрезом, деформацией, трещинами, включениями шлака, неполным сплавлением и проплавлением, а также задержкой доставки проволоки.
Есть некоторые очень распространенные проблемы со сваркой электродами, такие как разбрызгивание, распространенный и нежелательный побочный эффект с пористостью, подрезом, деформацией, трещинами, включениями шлака, неполным сплавлением и проплавлением, а также задержкой доставки проволоки.
Новым сварщикам, которые не занимаются сваркой каждый день, аппарат для электродуговой сварки в среде защитного металла (SMAW) действительно сложен в освоении.Опытный сварщик, когда-то работавший, делает сварку стержнем простой.
Новичок и сварщик, который хочет добиться лучших результатов при сварке электродом, должен обратить внимание на пять основных правил для улучшения результатов сварки. Это текущая настройка аппарата, длина дуги, угол перемещения, скорость перемещения и манипуляции с электродами.
Подготовка к электродуговой сварке Во-первых, при сварке электродом сначала очищают поверхность проволочной щеткой или шлифовальной машиной для достижения наилучших результатов. Должно быть чистое место для рабочего зажима. Стабильное, надежное и хорошее электрическое соединение требуется для поддержания лучшего качества дуги.
Должно быть чистое место для рабочего зажима. Стабильное, надежное и хорошее электрическое соединение требуется для поддержания лучшего качества дуги.
Сохраняйте беспрепятственный обзор сварочной ванны, держа голову в стороне от сварочного дыма. Вы гарантируете, что во время сварки в стыке дуга держится на краю сварочной ванны. Держите себя в таком положении, чтобы поддерживать и манипулировать электродом.
Мы должны строго придерживаться следующего пункта, чтобы постоянно улучшать наш сварочный процесс с каждым следующим процессом дуговой сварки.
Шаг 1, текущая настройка в машине Производитель электродов поставляет разные электроды, поэтому настройка тока будет зависеть от того, какой электрод вы выберете для сварки. Выбор электрода определит, выберете ли вы положительный постоянный ток (DCEP), отрицательный постоянный ток (DCEN) или переменный/переменный ток.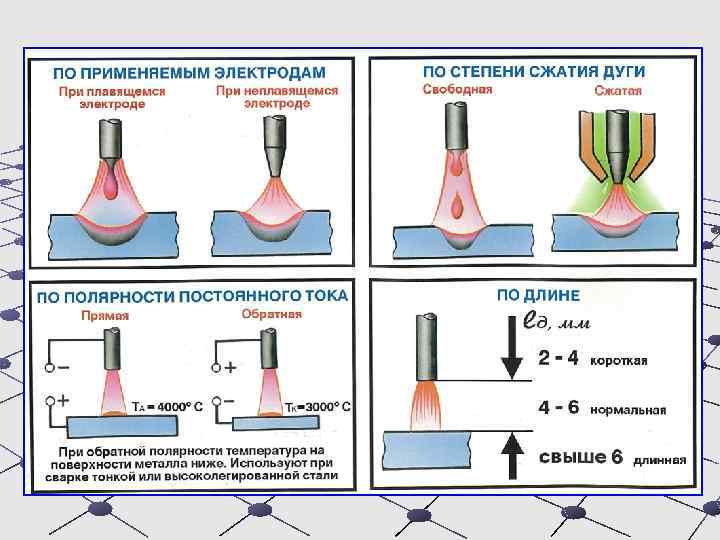
Различные машины могут выполнять сварку в одном или обоих этих режимах, поэтому вы выбираете электрод в соответствии со спецификацией машины и совместимостью для сварки.
Оба типа тока создают разные характеристики дуги и используются для разных целей. Для более толстого материала требуется постоянный ток +, так как он обеспечивает большее проплавление, в то время как переменный ток + хорош при сварке тонких материалов из-за меньшего проплавления при том же токе.
После того, как в вашей машине установлен ток, необходимо установить силу тока. Начальная точка для ампера кажется равной 1 ампер/0,001 дюйма диаметра электрода. Вам необходимо установить силу тока в соответствии с характеристиками вашей дуги.Вы можете увеличить или уменьшить силу тока в зависимости от необходимости.
Шаг 2, длина дуги Определением длины дуги является расстояние между электродом и сварочной ванной. Дуговая сварка также известна как процесс сварки постоянным током, поскольку контроль сварочного напряжения пропорционален длине дуги.
Поддержание устойчивой дуги является отличительной чертой сварки электродом, и эмпирическое правило заключается в том, чтобы длина дуги соответствовала диаметру электрода.Если видно, что электрод застрял в сварочной ванне, значит длина дуги короткая. В случае длинной дуги возможно чрезмерное разбрызгивание, малое осаждение, подрез и пористость.
Для новичков в сварке электродами обычно используется более длинная дуга, чтобы лучше визуализировать сварочную ванну. Если плохо видно сварочную ванну, лучше наклонить голову, чем увеличивать длину дуги. Можно создать стабильную, тугую и контролируемую дугу, чтобы получить лучший валик, узкий валик и минимальное разбрызгивание.
Ступень 3, угол хода При сварке электродами в плоском, горизонтальном и потолочном положениях используется метод сварки лобовым или обратным хватом. Обычно электрод держат в перпендикулярном положении, а затем наклоняют верхнюю часть в направлении движения на 5-15 градусов.
Наилучший результат может быть достигнут, когда в процессе дуговой сварки используется сопротивление 10-15 градусов.
Шаг 4, работа с электродамиСварка — это искусство, и каждый развивается по-своему, от непрерывной работы до плавного движения и паузы и т. д.Человек экспериментирует и разрабатывает метод, который ему больше подходит.
Иногда для сварки зазора требуется слабая волновая дуга, поэтому требуется манипулирующий электрод для получения стабильного, небольшого и прочного валика с очень небольшим количеством брызг, минимальной пористостью и включениями шлака.
Шаг 5, скорость перемещения Надо постараться установить скорость перемещения таким образом, чтобы дуга находилась в передней 1/3 сварочной ванны. Слишком низкая скорость приведет к образованию широкого выпуклого валика с неглубоким проникновением и холодным захватом.Вместо этого более медленная скорость создает узкий, подрезанный, увенчанный валик и непостоянный.
Все вышеперечисленные советы, терпение и практика помогут вам двигаться в правильном направлении, чтобы улучшить сварку электродом и получить более качественный, прочный и стабильный валик.
Советы и рекомендации по улучшению сварки электродомЭти советы и рекомендации помогут вам решить проблемы, с которыми может столкнуться сварщик. » Продолжайте практиковаться, оставайтесь приверженными и будьте настойчивыми » . Насадки для сварки стержнем и приемы:
1. Каждый раз выбирать нормальную сталь – Когда научитесь сваривать электроды , выбирайте сталь с минимальным содержанием серы и кремния. Стали марок 1015 и 1025 прекрасно подходят для электродуговой сварки из-за содержания серы менее 0,035% и кремния 0,1%.
Тяжелые и жесткие листы с высоким содержанием серы и кремния треснут при попытке сварки. Если действительно необходимо сварить их, используйте небольшой электрод, медленную скорость, чтобы сварочная ванна оставалась расплавленной в течение более длительного периода времени.
2. Выберите правильное положение соединения и электрода – Плоское положение лучше всего подходит для металлов толщиной 3/16 дюйма и более.
Лист из стали калибра 18-10 лучше всего сваривается при работе под углом 45 градусов, но никогда не превышайте этот угол более 75 градусов для качественного сварного шва.
3. Используйте правильную геометрию соединения – требуется скос для лучшего валика, так как в противном случае электроду будет трудно добраться до соединения.Когда вы научитесь сваривать прочное, чистое соединение с полным проваром, вы сможете добиться этого, следуя геометрии соединения.
4. Очистите каждое соединение перед сваркой – Лучше удалить излишнюю ржавчину, краску, масло, окалину и жир на металле или использовать электрод E6010 или E6011 для такой ситуации. Обстоятельства ржавчины, сварки влаги должны быть замедлены. Это позволит пузырьку газа вырваться из сварочной ванны до того, как она остынет до замерзания.
5.Возьмите на себя ответственность за налипание – Качество сварки электродом создает нарост толщиной не более 1/16 дюйма. Вы тратите время и материалы, не добавляя дополнительных преимуществ. Большее количество филе только увеличивает стоимость и потери времени. Это добавит дополнительный вес и дополнительные затраты на проект.
6 Выберите правильный электрод – Эмпирическое правило заключается в сварке электродом большего размера с более высокой скоростью и большим нагаром. Выберите самый большой электрод для вашего проекта, сохраняя качество сварного шва.Размеры соединения могут ограничивать диаметр электрода.
7. Уменьшение силы тока уменьшает разбрызгивание – Брызги являются эстетической проблемой и не влияют на прочность сварного шва, но увеличивают затраты на очистку. Уменьшите ток в типе и размере электрода, чтобы уменьшить разбрызгивание. Более короткая длина дуги также поможет уменьшить разбрызгивание.
8. Сохранение приемлемого размера сварочной ванны – Подрезка – еще одна эстетическая проблема, часто возникающая у новичков.Это можно уменьшить, сохраняя управляемость сварочной ванны расплавленной. Уменьшение силы тока, замедление скорости движения, устранение склонности к перекосу помогут избежать подрезки.
9. Подберите шкаф с подогревом для электродов – Влажные электроды будут давать неравномерную, неровную и непостоянную дугу. Целесообразно инвестировать в переносную печь/шкаф с подогревом, чтобы поддерживать сухость электродов.
10. Сведение к минимуму непроваров – Непровар означает неудачный сварной шов.Более высокий ток с техникой стрингерного валика может помочь в проблеме отсутствия сплавления. Мы гарантируем чистые кромки, красивый и прочный шов.
Плохое плавление из-за неглубокого проплавления уменьшается за счет замедления времени прохождения и увеличения тока. Более качественная подгонка может решить проблему плохого сплавления.
11. Выполните пробный прогон – это основная помощь, вы выполняете пробный прогон электродом перед тем, как приступить к сварке в узком месте. Упражнение прояснит препятствие, которое вы чувствуете при дуговой сварке.Заключите перед началом работы угол, при котором дуговая сварка будет оставаться легкой. Стратегию можно планировать заранее.
12. Сварка в удовольствие – Гордитесь своей работой. Ваша работа по стали останется на более длительное время. Полюбуйтесь собой, что вы являетесь причиной этого творения. «Время сварки, время веселья »
Каждая ошибка — это возможность учиться, а не отражение неудачи.
Часто задаваемые вопросыЧто приводит к прилипанию сварочного электрода?
Непосредственной причиной прилипания сварочного электрода является то, что вместо плавления он просто прилипает. У возбудителя, похоже, не хватает силы тока, чтобы расплавить стержень. Стержень лучше сразу отрывать от основного металла.
У возбудителя, похоже, не хватает силы тока, чтобы расплавить стержень. Стержень лучше сразу отрывать от основного металла.
Какой сварочный пруток проще всего использовать?
Электрод № 7018 с густым флюсом и высоким содержанием флюса, и считается, что это самый простой в использовании электрод. Эти сварочные стержни производят чистую, ровную, стабильную и равномерную дугу с наименьшим разбрызгиванием и хорошим проплавлением дуги. Многие сварщики могут использовать их при формировании конструкции.
Под каким углом следует выполнять сварку?
Идеальный угол сварки 60-70 градусов. Угловой шов является наиболее распространенным типом сварного шва, и в горизонтальном положении держите держатель под углом 45 градусов к свариваемой детали.
Какой сварочный электрод используется чаще всего?
Существует шесть типов сварочных прутков 6010E, 6011E, 6012E, 6013E, 7018E и 7028E, но чаще всего используется сварочный пруток 6010. Он обеспечивает прочность на растяжение между 60 000 фунтов / квадратный дюйм.Это удилище можно использовать во всех четырех положениях: вертикальном, горизонтальном, плоском и над головой с одинаковой легкостью.
Он обеспечивает прочность на растяжение между 60 000 фунтов / квадратный дюйм.Это удилище можно использовать во всех четырех положениях: вертикальном, горизонтальном, плоском и над головой с одинаковой легкостью.
Какой самый прочный сварочный электрод?
Мы обнаружили, что сварочный электрод 6011 обеспечивает предел прочности при растяжении не менее 60 000 фунтов на квадратный дюйм. Сварочный электрод 7018, с другой стороны, обеспечивает более прочный сварной шов с минимальной прочностью на растяжение в пределах 70 000 фунтов на квадратный дюйм.
В чем разница между сварочными электродами 6013 и 7018?
Оба электрода имеют основу из низкоуглеродистой стали, а покрытия разные.7018 имеет встроенное калийное покрытие с низким содержанием водорода, а 6013 имеет покрытие из титанового калия. Они отличаются скоростью падения при сварке и пределом прочности на разрыв, несомненно, 7018 имеет более высокую спецификацию.
Какой металл труднее всего сваривать?
Алюминий — самый твердый, а иногда даже кошмар для сварщика. Химические и физические свойства необходимо изучить, прежде чем рискнуть его сварить. Форма сплава или руды требует тщательного изучения металла для сварки.
Химические и физические свойства необходимо изучить, прежде чем рискнуть его сварить. Форма сплава или руды требует тщательного изучения металла для сварки.
Вы толкаете или тянете при сварке электродом?
Правило Лейснера гласит: «Если он производит шлак, вы перетаскиваете». Здесь, при дуговой сварке / сварочном аппарате, вы перетаскиваете или тянете стержень или проволоку.Push – это метод сварки MIG.
Почему мой сварочный пруток продолжает прилипать?
Электроды для дуговой сварки прилипают к основному металлу из-за низкого тока/напряжения. Эта причина преобладает, но могут быть и такие причины, как использование сварочного аппарата с низким OCV или неправильная техника сварки.
Заключение Каждый сварщик стремится получить чистую, равномерную и стабильную дугу для тонкой сварки в своем сварочном проекте. Мы обсудили детали методов сварки палочкой и обучения. Советы и рекомендации по дуговой сварке помогут вам выйти из самых сложных ситуаций при сварке. Начинающий сварщик должен держать это руководство для лучшей сварки электродом.
Начинающий сварщик должен держать это руководство для лучшей сварки электродом.
Выбор подходящего электрода, источника питания, метода сварки и сварочного соединения имеет первостепенное значение для получения красивой и прочной сварки.
Спасибо, что не пожалели времени на сканирование материала. Ваш вопрос поможет нам еще больше укрепиться в области сварки. Теперь ваша очередь комментировать и задавать вопросы.
Вам также могут понравиться …
Топ 5 типов сварных соединений
12 различных типов сварочных процессов
Руководство по эксплуатации аппарата для дуговой сварки
Ресурсы для постоянного чтения…
Дуговая сварка защищенным металлом ( SMAW )
Ручная дуговая сварка металлическим электродом (MMA, SMAW или дуговая сварка)
Сварка электродом: подробное руководство
На протяжении тысячелетий люди практиковали искусство соединения металлов. Ранняя сварка состояла из кузнечной сварки, которая включала нагрев и удары молотком. К концу 19 века начали появляться дуговая сварка и другие методы. История дуговой сварки восходит к 1800-м годам, когда сэр Хамфри Дэви успешно создал электрическую дугу между двумя угольными электродами.
Ранняя сварка состояла из кузнечной сварки, которая включала нагрев и удары молотком. К концу 19 века начали появляться дуговая сварка и другие методы. История дуговой сварки восходит к 1800-м годам, когда сэр Хамфри Дэви успешно создал электрическую дугу между двумя угольными электродами.
В 1881 году французский инженер-электрик Огюст Де Меритенс использовал электрическую дугу для соединения свинцовых пластин. После этого Де Меритенс подала заявку на патент на угольную электрическую горелку — предшественника сварки электродами в том виде, в каком мы ее знаем сегодня.
С тех пор электродуговая сварка продолжает развиваться, находя свое применение во многих отраслях промышленности.
Что такое дуговая сварка?
Сварка стержнем, также известная как электродуговая сварка в среде защитного газа (SMAW), ручная дуговая сварка металлическим электродом (MMA) или дуговая сварка в среде защитного флюса, представляет собой процесс электродуговой сварки. В этом методе используется сочетание электричества и расходуемых электродов в форме стержней (сварочных стержней), покрытых флюсовым материалом, для создания сварного соединения.
В этом методе используется сочетание электричества и расходуемых электродов в форме стержней (сварочных стержней), покрытых флюсовым материалом, для создания сварного соединения.
Электрический ток проходит через электрод, образуя электрическую дугу между электродом и металлической заготовкой.Эта дуга плавит и электрод, и металл.
В результате получается смесь расплавленных металлов (сварочная ванна), состоящая из материала как электрода, так и металлических заготовок. Металл электрода называется присадочным металлом, а металл заготовки – основным металлом. Поскольку электрод плавится, образуя часть сварного соединения, сварка электродом классифицируется как процесс плавящимся электродом.
Когда дуга нагревает электрод, часть флюсового покрытия также распадается, высвобождая защитные газы, которые помогают защитить сварной шов от атмосферных загрязнений.Это, в свою очередь, также стабилизирует электрическую дугу на кончике электрода. Другая часть покрытия из расплавленного флюса покрывает расплавленную сварочную ванну слоем шлака, который защищает и формирует сварной шов по мере его затвердевания. На приведенном ниже рисунке представлен наглядный обзор процесса сварки электродами.
На приведенном ниже рисунке представлен наглядный обзор процесса сварки электродами.
Рис. 1. Обзор процесса сварки электродом.
Понимание процесса сварки электродом
Во время сварки электродом два изолированных провода подсоединяются к сварочному аппарату/источнику питания.Один провод крепится к зажиму, который, в свою очередь, соединяется с металлической заготовкой. Другой провод подсоединяется к электрододержателю, который представляет собой просто зажимное устройство, которое захватывает стержень электрода.
Рис. 2. Стержни плавящихся электродов. Доступны различные типы для различных основных металлов.
Электрод приводится в контакт с основным металлом, таким образом замыкая цепь. Затем электрод слегка отводят назад, чтобы инициировать электрическую дугу.Эта дуга, представляющая собой область сильного нагрева, плавит как электрод, так и металл, в результате чего части электрода сплавляются с основным металлом.
Как упоминалось ранее, флюсовое покрытие на электроде также разрушается под действием дуги с выделением защитных паров, обеспечивающих безопасность процесса сварки. Флюсовый шлак также всплывает на поверхность сварочной ванны, защищая ее от загрязнения. Как только этот расплавленный шлак затвердевает, его осторожно срезают, чтобы обнажить готовый сварной шов под ним.
Сварка электродом может выполняться с использованием источника питания переменного тока (AC) или постоянного тока (DC). Тем не менее, постоянный ток является предпочтительной полярностью для сварки электродами, поскольку он предлагает несколько преимуществ, в том числе более плавную и стабильную дугу, меньшее количество отключений, меньшее количество сварочных брызг и более легкую потолочную сварку. Сварку электродом постоянного тока можно дополнительно разделить на отрицательный электрод постоянного тока (DCEN) и положительный электрод постоянного тока (DCEP).
В DCEN, также известном как прямая полярность, провод электрода подключается к отрицательной клемме, а обрабатываемая деталь подключается к положительной клемме. Сварка электродами DCEN обеспечивает высокую скорость наплавки, но меньшее проплавление.
Сварка электродами DCEN обеспечивает высокую скорость наплавки, но меньшее проплавление.
И наоборот, при установке DCEP (или обратной полярности) провод электрода подключается к положительной клемме, а провод заготовки подключается к отрицательной клемме. Эта полярность обеспечивает более стабильную дугу и обеспечивает более высокий уровень проникновения в металл.
Преимущества сварки электродом
Одним из основных преимуществ сварки электродом является встроенная функция защитного газа.Электрическая дуга вступает в реакцию с флюсовым покрытием электрода с образованием собственных защитных газов. Это устраняет необходимость в дополнительном оборудовании, таком как газовые баллоны и регуляторы. Таким образом, установки оборудования для сварки стержнем упрощены и более портативны, чем другие методы сварки. Это делает электродуговую сварку идеальной для сварщиков, которым требуется повышенный уровень мобильности.
Упрощенное оборудование также означает, что время начала сварки значительно меньше, чем при других методах, таких как сварка вольфрамовым электродом в среде инертного газа (TIG) и металлическим электродом в среде инертного газа (MIG). Основными компонентами дуговой сварки являются источник питания, проволочные выводы и электроды.
Основными компонентами дуговой сварки являются источник питания, проволочные выводы и электроды.
Ручная сварка также известна своей универсальностью. Существует множество типов электродов для различных основных металлов и областей применения. Таким образом, сварщик может иметь под рукой несколько стержней для нержавеющей стали, никеля, алюминия и т. д. Это означает, что сварщик может быть готов практически к любому типу работы в любой момент.
Некоторые ограничения сварки электродом
Одним из самых больших недостатков сварки электродом является количество навыков, необходимых для получения идеального сварного шва.Окончательные свойства сварного шва сильно зависят от того, как оператор позиционирует и перемещает электрод. Таким образом, качество сварки во многом зависит от навыков и техники оператора.
Зажигание дуги, в частности, может быть проблематичным для большинства начинающих сварщиков. Правильная ориентация электрода по отношению к заготовке необходима для предотвращения сплавления электрода с основным металлом. Если это произойдет, заготовка может очень быстро нагреться, что приведет к некачественному сварному шву.Электрод следует держать под углом ниже, чем заготовка, чтобы сварочная ванна могла вытекать из дуги.
Если это произойдет, заготовка может очень быстро нагреться, что приведет к некачественному сварному шву.Электрод следует держать под углом ниже, чем заготовка, чтобы сварочная ванна могла вытекать из дуги.
Как и при других сварочных процессах, при несоблюдении надлежащих мер предосторожности может возникнуть коррозия в сварном соединении. Такие факторы, как последовательность сварки, технология, загрязнение окружающей среды и растрескивание, могут способствовать образованию коррозии. Перед сваркой необходимо рассмотреть несколько профилактических мер, включая надлежащую подготовку поверхности, соответствующую конструкцию сварного шва и покрытие поверхности, чтобы свести к минимуму коррозию сварных изделий.(Для получения дополнительной информации по этой теме см. «Обзор коррозии сварных соединений: причины и методы предотвращения».)
Сварка электродом также медленнее, чем другие методы сварки. Во время этого процесса операторы должны периодически счищать защитный шлак, оставленный флюсовым покрытием, чтобы обнажить окончательный шов. Эта операция, хотя и необходима, увеличивает общее время сварки.
Эта операция, хотя и необходима, увеличивает общее время сварки.
Кроме того, поскольку электродная сварка расходует электрод во время использования, можно получить только короткие сварные швы, прежде чем потребуется замена электрода в электрододержателе.
Заключительные мысли
Сварка электродом — один из первых и наиболее популярных способов сварки. Его универсальность, портативность и общая экономичность делают его предпочтительным методом сварки во многих отраслях промышленности. Несмотря на эти преимущества, сварку электродами освоить сложнее, чем некоторые другие методы сварки. Поэтому операторы должны быть хорошо обучены, чтобы выполнять сварку в соответствии с требуемыми стандартами.
.