Что такое ручная дуговая сварка MMA?
Круг применения ручной дуговой сварки самый широкий из всех подобных технологий. Она была первой в истории человечества и до сих пор помогает людям верой возводить заборы или строить космические станции.
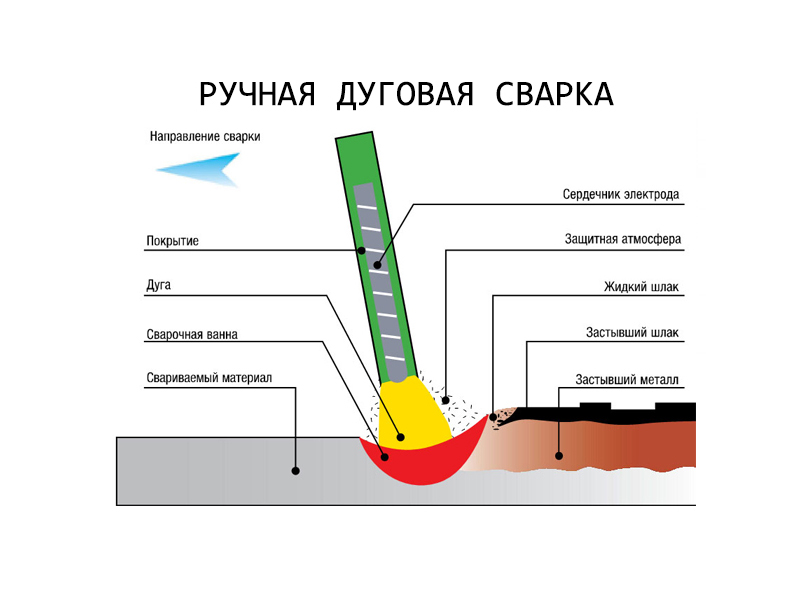
Распространённая и надёжная ручная электродуговая сварка хорошо соединяет металлические детали и конструкции.
Сварщик прикасается электродом к месту соединения – это приводит к короткому замыканию, соединяющему электрическую цепь.
Конец электрода стремительно нагревается. Во избежание залипания, он отводится от поверхности деталей на пол сантиметра.
Образовавшаяся дуга расплавляет металл под более 5 тысячной температурой.
Плавится и электрод, попадая в сварную ванночку. В результате образуется соединительный шов.
В сравнение с другими методами подобный вид сварки имеет ряд преимуществ, среди которых нужно отметить:
- сварка в труднодоступных местах;
- работа в любом пространственном положении деталей;
- довольно высокая скорость;
- сварка стали любой марки;
- оборудование простое в управлении и легко транспортируемое.


Чтобы получить качественный шов при дуговой сварке нужно поддерживать максимально короткую дугу. Достигается это, когда электрод приподнят над обрабатываемой поверхностью на 4-5 миллиметров. В таком положении меньше металлических капель.
Если используется плавящийся электрод, то двигать нужно его постепенно и равномерно, чтобы как можно глубже расплавлять металл. Это позволит не только получить аккуратный и равномерный шов по всей линии соединения, но и снизит степень разбрызгивания, а значит, сделает сварку безопаснее.
Наиболее целесообразно применение ручной дуговой сварки покрытыми электродами, когда необходимо делать короткие швы в разных пространственных положениях деталей.
Универсальная технология пригодна для работы с чёрным и цветным металлами и их сплавами толщиной от трёх до 20 миллиметров, хотя теоретические возможности у неё до 200 и более миллиметров.
Данный способ сварки при монтажных работах оправдывает себя только, если объём работ небольшой. Рациональным методом она будет при сборке конструкций под сварку или исправлении дефекта на небольшом по протяжённости шве. Также сваркой РДС можно делать наплавку.
Рациональным методом она будет при сборке конструкций под сварку или исправлении дефекта на небольшом по протяжённости шве. Также сваркой РДС можно делать наплавку.
Использование технологии дуговой сварки в защитных газах повышает производительность труда сварщика в 2,5 раза в сравнении с простой ручной электросваркой.
При этом не нужно засыпать или удалять флюс, убирать шлак. И всё это благодаря непрерывной подаче в зону дуги защитного газа, который закрывает рабочую зону от негативного влияния атмосферного воздуха.
Дуговую сварку в защитных газах можно производить с помощью полуавтоматических и автоматических аппаратов.
Работают со всеми видами металлов и их сплавами, толщина которых составляет от десятых долей до десятков миллиметров.
Важнейшая особенность сварочных инверторов ММА заключена в том, что электрод в данных аппаратах выполняет двойную функцию. Он не только подводит к месту соединения электроток, но и превращается непосредственно в присадочный материал.
Работая на инверторе, можно не опасаться касания детали и «прилипания». В таких ситуациях процессор оборудования автоматически снижает напряжение в дуге, исключая перегревание трансформатора.
Дуговая сварка металла — электрическая, ручная, методы
Дуговая сварка – это один из способов соединения металлических изделий и конструкций путем сплавления. Сам процесс заключается в повышении температуры в зоне соединения, под воздействием чего края двух конструкций свариваются, а после остывания образовывается прочная металлургическая связь. Виды дуговой сварки:
- • ручная дуговая сварка, как и следует из названия, весь процесс контролирует человек вручную: перемещает электрод, следит за качеством шва;
- • полуавтоматическая сварка, в которой проволока на контур подается автоматически, остальное делает человек;
- • автоматическая сварка, человек полностью исключен из самого процесса, его главная задача – это правильно расположить детали.

Общее назначение ручной дуговой сварки – это сваривания конструкций из различных металлов, диапазон толщины — от 2 до 30 мм. Результатом служит получение коротких и криволинейных швов. Недостатки: низкий коэффициент производительности и качество шва, последнее значение в большей мере зависит от квалификации мастера. Различные режимы сварки — это комбинирование параметров, прямым образом влияющих на процесс. К ним относят:
- • режим скорости сварки, оптимальная величина для получения качественного шва 34-50 м/ч;
- • размер сварочного электрода. В сварке листового металла, диаметр электрода приравнивается толщине металлического изделия. Многословные стыки обрабатывают электродами диаметром от 3 до 4 мм для первого слоя, для второго электрод берется большего диаметра. Полочные швы – электроды 3-4 мм;
- • сила тока и полярность, для горизонтальных и вертикальных швов выполняются силой тока на 10% меньше, потолочные на 15%;
- • покрытие электрода и его уклон.

На производстве перед работой со сварочным оборудованием составляется калькуляция, для больших объемов – смета, где указывают виды работ, объемы и базовую стоимость. В формулу цены включены такие параметры: тип сварки, марка электродов, вид свариваемой конструкции или изделия, металл, из которого изготовлена конструкция, сложность доступа и необходимость использования дополнительных приспособлений.
Особенности сварки металлических труб большого диаметра
Различают несколько видов сварных соединений – встык, внахлест, тавровое и угловое соединение. Сварка на просвет используется для достижения высоких показателей качества сварного шва, для труб большого диаметра и толщиной 6-12 мм. Предварительно места будущих стыков зачищаются от ржавчины и окалины. Стык трубы собирается с помощью центратора внутреннего или наружного, зазор составляет 2,5 мм.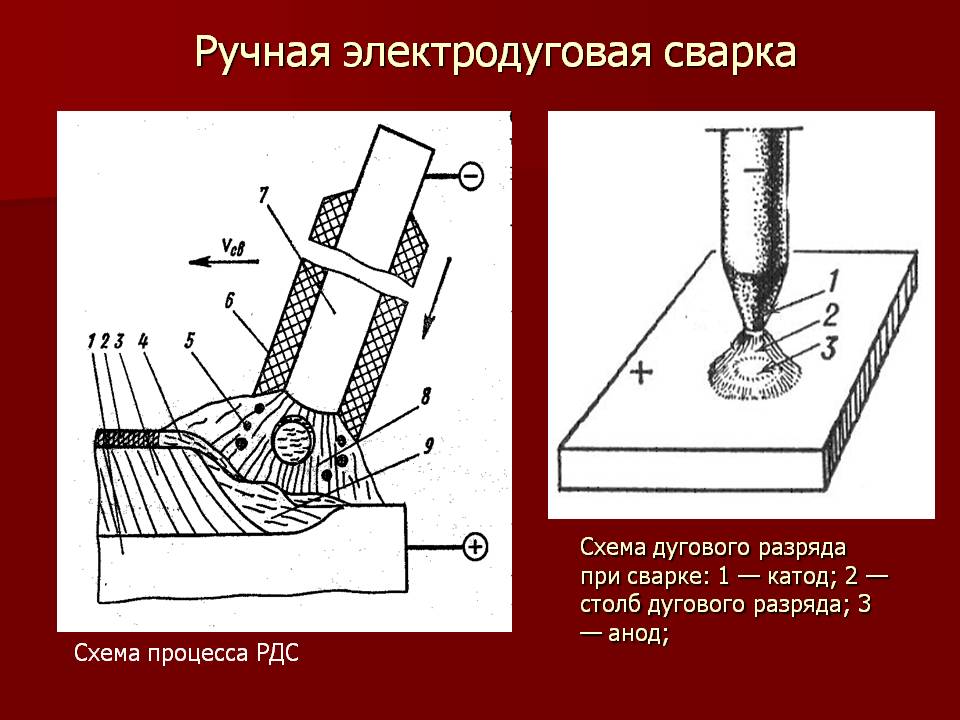 Квадратные трубы большого диаметра свариваются точечно, чтобы труба под нагревом не деформировалась. Стальные трубы круглого сечения варятся беспрерывным швом. Трубы большого диаметра свариваются из одной точки окружности, при этом четырьмя отдельными участками.
Квадратные трубы большого диаметра свариваются точечно, чтобы труба под нагревом не деформировалась. Стальные трубы круглого сечения варятся беспрерывным швом. Трубы большого диаметра свариваются из одной точки окружности, при этом четырьмя отдельными участками.
Электроды классифицируются по технологическим особенностям применения: толщине специального покрытия, химическому составу, процентному содержанию шлака и его свойств. Общие требования, применяемые к электродам, сводятся к высоким показателям стабильного горения дуги, однородного наплавления и небольшого процента разбрызгивание электродного металла в работающем состоянии сварочного аппарата. Металлические электроды для ручной дуговой сварки изготавливаются методом опресовки и подразделяются согласно ГОС 9466-74.
Риски, связанные с ручной дуговой сваркой
als PDF ansehen
Вплоть до образования соединений хрома VI: При ручной дуговой сварке вид опасных веществ в сварочном дыме во многом определяется металлом сердечника стержень и его покрытие. Особую опасность представляют высоколегированные стержневые электроды.
Особую опасность представляют высоколегированные стержневые электроды.
Благодаря своей универсальности ручная дуговая сварка, также известная как ручная электродная сварка, часто используется, например, в строительных и стальных конструкциях, трубопроводах, а также на открытом воздухе. В конце концов, это одна из старейших процедур электросварки металлических материалов. Однако ручная дуговая сварка представляет опасность для здоровья. Образуются токсичные сварочные дымы, и, в частности, стержни из высоколегированных сплавов представляют значительный риск для здоровья.
Перерабатываемые материалы определяют, какие опасные вещества возникают.
Сварщики в основном используют ручную дуговую сварку в стальных конструкциях и трубопроводах. Ведь затраты на оборудование здесь относительно невелики по сравнению с другими процедурами. Электрическая дуга между электродом, плавящимся в качестве присадочного металла, и заготовкой используется в качестве тепла для сварки. Высокая температура дуги приводит к расплавлению металла в месте сварки. В зависимости от области применения и типа электрода сварка может быть как на постоянном, так и на переменном токе.
Высокая температура дуги приводит к расплавлению металла в месте сварки. В зависимости от области применения и типа электрода сварка может быть как на постоянном, так и на переменном токе.
Что незаметно влияет на здоровье сварщиков, так это тот факт, что покрытые стержневые электроды выделяют газы и плавятся на стадии плавления. Газы из покрытия стабилизируют дугу и защищают сварочную ванну от окисления кислородом воздуха. Вид опасности зависит от состава оболочки и жилы. Ручная арочная сварка различает четыре типа покрытия, а именно кислотное, рутиловое, основное и целлюлозное покрытие.
Значительный риск для здоровья также при работе с нелегированными металлами
Сварочные дымы от нелегированных и низколегированных сталей имеют следующие компоненты: оксид железа, оксид кремния, оксид калия, оксид марганца, оксид натрия, оксид титана и оксид алюминия. Пары электродов с основным покрытием также содержат оксид кальция и фторид. Фториды могут вызвать повреждение костей при постоянном контакте. Пары покрытых кислотой стержневых электродов содержат до 10% оксида марганца. Это вещество создает нагрузку на легкие и даже классифицируется как токсичное. Оксиды марганца, например, могут откладываться в легких и необратимо их повреждать.
Пары покрытых кислотой стержневых электродов содержат до 10% оксида марганца. Это вещество создает нагрузку на легкие и даже классифицируется как токсичное. Оксиды марганца, например, могут откладываться в легких и необратимо их повреждать.
До 5% оксидов никеля обнаруживаются в сварочных дымах при ручной дуговой сварке чистого никеля или основных металлов на основе никеля. Оксиды никеля классифицируются как канцерогенные вещества категории 1. Доказано, что они могут вызывать рак.
Стержневые электроды из высоколегированных сплавов – источник наиболее серьезной опасности
Однако наиболее опасная опасность исходит от хромоникелевой стали. Высоколегированные покрытые стержневые электроды помимо железа и покрывающих веществ, как и в случае нелегированных и низколегированных стержневых электродов, также содержат до 20 % хрома и до 30 % никеля в основной проволоке.
При ручной дуговой сварке выделяются сварочные дымы, химический состав которых может содержать до 16% соединений хрома. Девяносто процентов из которых составляют соединения хрома VI, и они классифицируются как раковые. По сравнению с этим оксид никеля, составляющий редко до 3% сварочного дыма, можно практически не учитывать. Пары стержневых электродов с основным покрытием имеют значительно более высокие доли хрома-VI, чем электроды с рутиловым покрытием.
Девяносто процентов из которых составляют соединения хрома VI, и они классифицируются как раковые. По сравнению с этим оксид никеля, составляющий редко до 3% сварочного дыма, можно практически не учитывать. Пары стержневых электродов с основным покрытием имеют значительно более высокие доли хрома-VI, чем электроды с рутиловым покрытием.
Принимая во внимание серьезность риска для здоровья, крайне важно, чтобы были предприняты специальные защитные меры, например, путем удаления сварочного дыма в месте их возникновения. Дополнительно проводятся профилактические профессиональные медицинские осмотры.
СЕРИЯ: ПРОЦЕССЫ СВАРКИ
Что такое ручная дуговая сварка?
Welding Tech
Ручная дуговая сварка — это процесс сварки, при котором рука оператора контролирует скорость перемещения и скорость подачи электрода в дугу.
Одним из основных преимуществ ручной дуговой сварки является то, что это, как правило, более доступный сварочный процесс, чем другие методы, такие как автоматическая или роботизированная сварка. Это делает его идеальным выбором для небольших магазинов и предприятий, у которых может не быть бюджета на более дорогое оборудование.
Несмотря на свои преимущества, ручная дуговая сварка имеет некоторые недостатки. Одним из самых больших недостатков является то, что с помощью этого метода может быть труднее производить согласованные сварные швы. Это связано с тем, что оператор должен контролировать как скорость перемещения, так и скорость подачи, что может быть затруднительно для поддержания постоянной скорости для обоих.
Кроме того, ручная дуговая сварка может требовать больших физических усилий, чем другие методы, поскольку оператору приходится удерживать электрод и горелку на месте в течение всего времени сварки. Это может привести к усталости, особенно при длительной сварке.
Это может привести к усталости, особенно при длительной сварке.
В целом, ручная дуговая сварка является универсальным и доступным сварочным процессом, который можно использовать в различных областях. Хотя у него есть некоторые недостатки, его преимущества делают его популярным выбором для многих сварщиков.
Для чего используется ручная дуговая сварка?
Ручная дуговая сварка может использоваться для различных материалов, включая такие металлы, как сталь, алюминий и нержавеющая сталь. Также можно сваривать неметаллические материалы, такие как пластмассы и композиты, с помощью ручной дуговой сварки, хотя это менее распространено.
Что такое ручная дуговая сварка металлическим электродом?
Процесс ручной дуговой сварки металлическим электродом (MMAW) является наиболее распространенным типом ручной сварки. Он предполагает использование электрода, покрытого флюсом, который помогает защитить сварочную ванну от загрязнения.
Процесс MMAW подходит для широкого спектра материалов и может использоваться во всех положениях, что делает его универсальным выбором для многих применений.