Простая дуговая сварка своими руками
Немного подручных материалов, умение работать с ними и четкое выполнение пошаговой инструкции, как итог, у вас будет простая дуговая сварка, созданная своими руками. Перечень материалов не хитрый, а время сборки составит не более часа.
Материалы
- Трансформатор;
- толстый изолированный провод;
- выключатель;
- доска;
- металлическая коробка;
- плоскогубцы;
- болгарка или ножовка;
- резиновый молоток.
Шаг 1. Размеры трансформатора, который понадобится для сборки – 10 х 5 х 10 см. Такой можно взять в старой микроволновой печи, газонокосилке и т.д. Именно его и приготовьте заранее.
Шаг 2. Возьмите ножовку или болгарку и аккуратно разрежьте один из швов основания. После этого основание полностью удалите, оставив лишь само тело трансформатора.
Шаг 3. Теперь снимите основную и вторичную катушку. Делайте это аккуратно. Средняя катушка и катушка с малым количеством проводов будут не нужны.
Шаг 4. Переустановите снятые и отобранные катушки. Их нужно уложить обратно и плотно прижать ко дну. В отдельных случаях требуется использовать резиновую киянку. Ее устанавливайте аккуратно, чтобы не повредить уже уложенные катушки.
Шаг 5. В уже получившуюся конструкцию необходимо вставить толстый изолированный провод. Его вы должны уложить вокруг катушки. Следите, чтобы провод прилегал плотно.
Шаг 6. Получившуюся конструкцию необходимо закрепить. Вы можете это сделать, приварив ее к основанию, приклеив эпоксидной смолой и даже примотав прочной клейкой лентой.
Шаг 7. Найдите ненужный вам кабель питания на 120 вольт с вилкой. Если необходимо его укоротить, сделайте это, но саму вилку не трогайте. Именно ее вы и будете затем вставлять в розетку.
Провода кабеля срастите, и найдите два разъема, которые вы затем установите на катушку. После сращивания один из проводов кабеля нарежьте, но не трогайте ни в коем случае провод заземления.
Короткий провод закрепите на клемме переключателя на 120 вольт, а второй – к другой клемме. Зажимы прикрепите к трансформатору.
Шаг 8. Переключатель установите внутри коробки, а саму конструкцию обязательно поместите на кусок дерева.
Проводники присоедините к концам толстого провода.
Дуговая сварка готова! Можете испытывать ее в действии, но при этом, пользуйтесь ею максимально аккуратно, обязательно соблюдая технику безопасности.
Простая дуговая сварка своими руками
3.9/5 — Оценок: 36Сварка из электромотора своими руками
Если вы решили сделать электросварку своими руками, но не знаете, как проще всего это сделать, то можно присмотреться к этому проекту. Здесь сварочный трансформатор собирается из статора двигателя. Конструкция хороша тем, что в двигателе уже почти все имеется для создания сварки, нужно только произвести некоторые доработки магнитопровода и правильно намотать трансформатор.
Что касается технических характеристик, то для таких целей подходят асинхронные двигатели мощностью порядка 4 кВт, их часто используют на разных предприятиях.
Материалы и инструменты для самоделки:
— электродвигатель мощностью от 4 кВт;
— гаечные ключи, плоскогубцы, зубило, отвертки и другой инструмент, чтобы разобрать двигатель;
— киперная лента;
— кувалда.
Процесс изготовления электросварки:
Шаг первый. Разбираем электродвигатель
По словам автора, разбирается такой двигатель довольно легко. Нужно только запастись гаечными ключами. С помощью них нужно открутить пару гаек, который стягивают две крышки двигателя друг с другом и корпусом статора. Если двигатель уже ржавый, то порой эти гайки открутить не так просто, в таком случае можно воспользоваться болгаркой и просто перерезать шпильки. Ну а после этого нужно будет воспользоваться молотком или кувалдой, чтобы сбить крышки с двигателя.
После разборки из статора нужно будет вытащить ротор, он для самоделки не понадобится.
 Статор представляет собой набор стальных пластин, они образуют магнитопровод. На магнитопроводе находится обмотка. Размеры статора у двигателей, а также геометрия, может отличаться. Для создания электросварки лучше всего выбирать такие двигатели, у которых диаметр корпуса большой, а длина при этом маленькая.
Статор представляет собой набор стальных пластин, они образуют магнитопровод. На магнитопроводе находится обмотка. Размеры статора у двигателей, а также геометрия, может отличаться. Для создания электросварки лучше всего выбирать такие двигатели, у которых диаметр корпуса большой, а длина при этом маленькая.Наибольшую ценность в статоре представляет кольцо магнитопровода, все остальное будет только мешать. Магнитопровод обычно запрессовывают в чугунный или алюминиевый корпус. В пазах магнитопровода проходят провода, их нужно удалить. Делать это лучше всего тогда, когда магнитопровод еще находится в корпусе. Чтобы извлечь провода, нужно взять зубило и обрубать их под торец при помощи острого зубила с одной стороны статора. Ну а далее их в виде петель можно будет вытащить с помощью плоскогубцев, предварительно поддев отверткой.
Чугунный корпус можно расколоть с помощью кувалды. Чтобы он раскололся как надо, по нему можно сделать продольные пропилы. Но в этом деле важно не перестараться, иначе можно согнуть магнитопровод.
Шаг второй. Подготовка магнитопровода
После того как будет удален корпус, нужно внимательно осмотреть магнитопровод, нужно определить, как он скреплен. Бывает, что пластины просто укладывают в корпус и скрепляют при помощи стопорной шайбы. Если это так, то такая конструкция при работе может рассыпаться, лучше всего ее стянуть шпильками или скрепить иным доступным способом. А бывает, конструкция выполнена в виде готового пакета. Если пакет магнитопровода слишком большой, то его можно уменьшить, так как сварочный аппарат будет слишком тяжелым. Если двигатель попался большой, то вполне возможно, что из него получится сделать даже две электросварки.
Что касается пазов магнитопровода, то здесь бытует несколько мнений.
 Некоторые забивают пазы трансформаторным железом, но наш автор делать этого не рекомендует, так как это сильно снижает КПД и увеличивает потребляемый ток. Что можно сделать — так это полностью срубить пазы с помощью зубила. Хорошо это тем, что трансформатор станет легче. Но так как процедура это довольно кропотливая, то большинство эти пазы вообще не трогают.
Некоторые забивают пазы трансформаторным железом, но наш автор делать этого не рекомендует, так как это сильно снижает КПД и увеличивает потребляемый ток. Что можно сделать — так это полностью срубить пазы с помощью зубила. Хорошо это тем, что трансформатор станет легче. Но так как процедура это довольно кропотливая, то большинство эти пазы вообще не трогают. Шаг третий. Изолирование и намотка
Когда магнитопровод будет уже подготовлен, понадобится киперная лента, с помощью нее корпус нужно тщательно заизолировать, намотав несколько слоев. Особое внимание следует уделить острым краям на пазах, так как здесь может легко пробить изоляцию. Чтобы избежать таких проблем, то предварительно на острые края лучше всего положить какой-то диэлектрический материал, а затем обомотать магнитопровод лентой.
После этого можно приступать к наматыванию первичной обмотки. Поскольку диаметр кольца статора составляет порядка 150 мм, то в него можно уложить провод довольно большого размера, не переживая, что не хватит места. В связи с тем, что магнитопровод имеет пазы, то площадь поперечного сечения здесь будет постепенно меняться, внутри паза это значение самое маленькое. Рассчитывать количество витков нужно исходя из этого наименьшего эффективного значения.
Автор наматывает первичную обмотку непосредственно по всему кольцу магнитопровода. Потом все это дело снова изолируется сверху с помощью киперной ленты.
При необходимости катушку трансформатора можно разнести на два плеча. Тогда к каждому плечу в любой момент можно будет получить доступ. Но при такой конструкции сварка будет терять мощность. Что касается технических характеристик такой самоделки, то сварка может варить без проблем электродом на 4 мм, если она сделана верно, а резать электродом на 3 мм.
 И все это от обычной розетки.
И все это от обычной розетки.Потребляет сей агрегат при работе до 10А. Электродом в 3 мм можно варить сколько угодно времени, трансформатор не греется. А если сжечь штук десять на 4 мм, то трансформатор разогреется примерно до 50 градусов.
Расчет обмотки
Для первичной обмотки нужен будет провод диаметром примерно 2-2.5 мм. Вторичная обмотка делается из шины размером 8х4 мм, это касается меди, для алюминия сечение должно быть процентов на 15 больше.
Для расчета количества витков используется формула : 48 / (а х в), где (а х в) является площадью в квадратных миллиметрах.
Напряжение для первичной обмотки нужно выбирать 210В, так как оно садится при нагрузке. После того, как будет достигнуто значение 180В, через каждые 10В нужно будет делать отводы. Они понадобятся в том случае, если сваркой нужно будет пользоваться в месте с низким напряжением.
Что касается вторичной обмотки, то для стабильной дуги на холостом ходу она должна выдавать 55-65В.
Еще один подобный проект представлен по этой ссылке
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Сварные конструкции своими руками | Электросварка
- Какие виды сварки наиболее применимы в быту, их отличительные особенности и области применения
- Технологические особенности изготовления сварных конструкций
- Технологические особенности ремонта сварных конструкций
- Как и с помощью каких средств сделать эскиз вашей будущей сварной конструкции
- В каких случаях необходимо выполнять расчёт сварной конструкции
- Как правильно рассчитать сварную конструкцию, чтобы она была надёжной и безопасной
- Как правильно рассчитать длину заготовок сварной конструкции с учётом технологии сварки
- Классификация и основные свойства металлов, а также необходимая информация про металлы, которую обязательно должен знать электросварщик
- Основы подбора материалов для изготовления и ремонта сварных конструкций
- Как правильно подобрать сварочные электроды для качественной сварки
- Секреты практического использования электродов
- Рекомендации по покупке и использованию и хранению сварочных электродов
- Инструменты и приспособления для подготовки заготовок к сварке
- Как правильно подготовить заготовки к сварке
- Особенности сборки пространственных сварных конструкций
- Основные параметры сварки и их влияние на выполняемый сварочный шов
- Каким должно быть сечение сварочных проводов, их длина и допустимые токи
- Методы расчёта и подбора сварочного тока
- Зависимости между сварочными параметрами и последовательность их настройки
- Основные виды сварных швов и их особенности
- Основные виды сварных соединений и их особенности
- Практические приёмы, позволяющие облегчить сварку тонкого металла, выполнение потолочных и вертикальных швов
- Настройка инверторного сварочного аппарата, позволяющая облегчить сварку тонкого металла, выполнение потолочных и вертикальных швов
- Отличия в изготовлении стационарных сварных конструкций от мобильных
- Особенности формирования сварного шва и влияние их на процесс изготовления сварных конструкций
- Особенности сварки труднодоступных сварных соединений
- Как правильно выбрать тип сварного шва в соответствии с поставленной задачей
- Практические приёмы выполнения сварных швов, которые следует использовать при сварке тонкого металла, заполнении зазоров между деталями и выполнении потолочных швов
- Как сваривать трубы встык
- Как делать Т-образную врезку труб
- Основные ошибки при изготовлении сварных конструкций их причины и методы устранения
- Дефекты сварных соединений
- Устранение видимых дефектов
- Какие ошибки приводят к браку сварного соединения
- Ошибки конструирования и расчётов
- Механическая обработка сварных швов и соединений
- Антикоррозионная обработка сварных швов и соединений
- Основные виды поломок
- Ремонт без удаления испорченного участка
- Ремонт с полной заменой (вырезкой) испорченного участка
- Обработка отремонтированного соединения и/или отремонтированной конструкции
- Ответы на вопросы
Итак, какие из этих тем вам интересны? Что убрать и что добавить?
Очень жду ваших ответов в комментариях.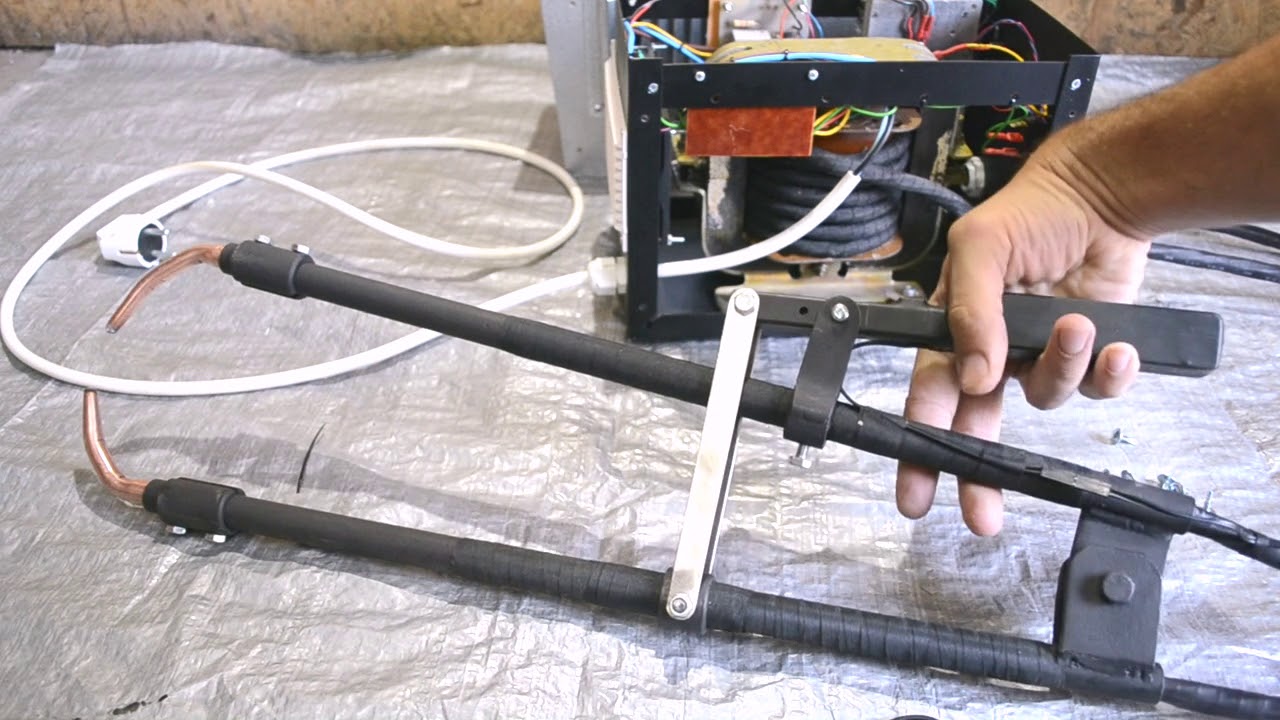 Заранее спасибо.
Заранее спасибо.
Электросварка: варим правильно — Стройте сами. Ремонт своими руками
На даче, в частном доме, в квартире – повсюду много работ, которые требуют сварки металла.По-особенному остро такая необходимость ощущается во время стройки. Здесь очень часто нужно что-то отрезать или подварить. Если же отрезать болгаркой можно, то соединить надежно детали из металла можно разве что сваркой. Если стройка ведется своими же руками, сварочные работы можно провести также самому. Во-первых, это касается тех мест, где привлекательность шва не требуется. Сварочный шов – надежный способ соединить необходимые детали.
Самым надежным считается сварное соединение металла. Детали и куски сплавляются в одно целое. Это происходит из-за воздействия высоких показателей температуры. Многие современные сварочные аппараты, предназначенные для расплавления металла, применяют электрическую дугу, которая разогревает металл в местах воздействия до плавления. А происходит это на маленькой площади. Поскольку используется электрическая дуга, сварка также называется электродуговой. Электрическая дуга образовывается и постоянным, и переменным током.
Сварочные трансформаторы варят переменным током, а инверторы – постоянным. Более сложной считается работа с трансформатором. Аппарат очень тяжелый, громоздкий, а также напрягает шум. У инвертора небольшой вес и габариты.
Вы должны знать, как правильно варить сваркой. Компания «Svarka-Stali» по ссылке http://svarka-stali.kiev.ua/ предлагает услуги сварочных работ по приемлемым ценам. Процедура начинается с подготовки рабочего места. Повышенное внимание уделяется безопасности. Ведь можно получить даже травму от электричества или же от высоких температур. По этой причине подойдите к подготовке серьезно. Желательно учится варить на толстом кусочке металла, поскольку на нем намного лучше практиковаться. Понадобится маска сварщика и краги, плотная одежда, которая защитит тело, прочная обувь, выдерживающая возможное попадание окалины и искр, молоток, металлическая щетка.
Чтобы защитить глаза, воспользуйтесь очками. Сварочные работы начинающим лучше проводить с универсальным электродом, диаметр которого составляет 3мм. Стоят они дороже, но с ними намного проще работать. После того, как Вы уже сможете варить металл, попробуйте использовать что-то более дешевое. В начале сварки зажигается дуга, наклоняется электрод. Варить электросваркой практически невозможно, если Вы не знаете, как выставляется ток. Все зависит от толщины свариваемых деталей, а также используемых электродов.
Точечная электросварка своими руками. Точечная сварка своими руками. Клещи для трансформатора
Самыми простыми в изготовлении являются сварочные аппараты контактной точечной сварки переменного тока с нерегулируемой силой тока. Управление процессом сварки осуществляется изменением продолжительности электрического импульса — с использованием реле времени или вручную с помощью выключателя.
Прежде чем рассматривать конструкции самодельных аппаратов для контактной точечной сварки, следует напомнить закон Ленца-Джоуля: при прохождении электрического тока по проводнику количество теплоты, выделяемое в проводнике, прямо пропорционально квадрату тока, сопротивлению проводника и времени, в течение которого электрический ток протекал по проводнику (Q=I 2 R t). Это значит, что при токе 1000А на плохо выполненных соединениях и тонких проводах теряется примерно в 10000 раз больше энергии, чем при токе 10А. Поэтому нельзя пренебрегать качеством электрической цепи.
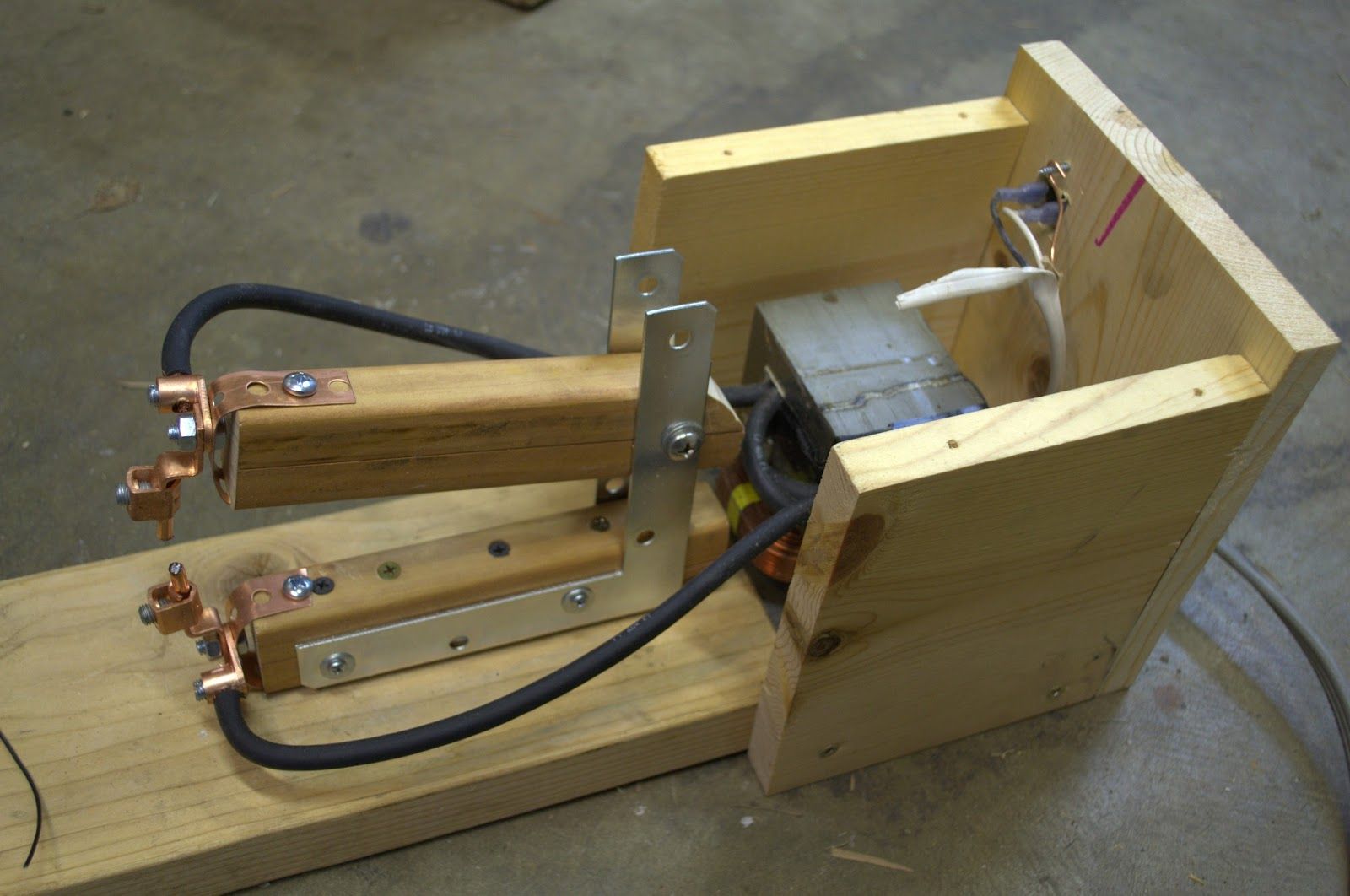
Трансформатор . Основная составляющая часть любого оборудования для контактной точечной сварки — силовой трансформатор с большим коэффициентом трансформации (для обеспечения большого сварочного тока). Такой трансформатор можно сделать из трансформатора от мощной микроволновой печки (мощность трансформатора должна быть около 1 кВт или выше) питающего магнетрон.
Эти трансформаторы отличаются своей доступностью и большой мощностью. Такого трансформатора хватит для аппарата точеной сварки, способного сваривать стальные листы толщиной 1 мм. Если потребуется более мощный аппарат точечной сварки, то можно использовать два (и более) трансформатора (как это организовать описано ниже).
Такого трансформатора хватит для аппарата точеной сварки, способного сваривать стальные листы толщиной 1 мм. Если потребуется более мощный аппарат точечной сварки, то можно использовать два (и более) трансформатора (как это организовать описано ниже).
В микроволновке, для работы магнетрона необходимо очень высокое напряжение (около 4000В). Поэтому трансформатор питающий магнетрон, не понижающий, а повышающий. У его первичной обмотки количество витков меньше, чем у вторичной, а толщина обмоточного провода больше.
На выходе таких трансформаторов до 2000В (на магнетрон подается напряжение удвоенное удвоителем), поэтому не стоит проверять работоспособность трансформатора включая его в сеть и измеряя напряжение на выходе.
От такого трансформатора нужен магнитопровод и первичная обмотка (та, где меньше витков и провод толще). Вторичная обмотка срезается ножовкой или отрубается стамеской (если магнитопровод надежно сварен, а не склеен), выбивается стержнем или высверливается и выковыривается. Необходимость в высверливании возникает, когда обмотка набита в окно очень плотно и попытка её выбить может привести к разрушению магнитопровода.
При удалении вторичной обмотки нужно стараться не повредить первичную обмотку.
Кроме двух обмоток, в трансформатор могут быть вмонтированы шунты, ограничивающие ток, их тоже обязательно нужно убрать.
После извлечения из трансформатора ненужных элементов, наматывается новая вторичная обмотка. Для обеспечения большого тока, близкого к 1000А, необходим толстый медный провод, площадью сечения более 100 мм 2 (провод диаметром более 1 см). Это может быть либо один многожильный провод, либо пучок нескольких проводов небольшого диаметра. Если изоляция провода толстая и мешает сделать достаточное количество витков, то её можно снять, а провод обмотать тканевой изолентой. Длина провода должна быть наименьшей из возможной, чтобы не создавать дополнительного сопротивления.
Делается 2-3 витка. На выходе должно получиться около 2В, этого будет достаточно. Если удастся впихнуть в окна трансформатора больше витков, то выходное напряжение будет больше, следовательно будет дольше ток (в сравнении с меньшим количеством витков провода такого же диаметра) и мощность аппарата.
На выходе должно получиться около 2В, этого будет достаточно. Если удастся впихнуть в окна трансформатора больше витков, то выходное напряжение будет больше, следовательно будет дольше ток (в сравнении с меньшим количеством витков провода такого же диаметра) и мощность аппарата.
Если есть два одинаковых трансформатора, то их можно объединить в один, более мощный, источник тока. Это может потребоваться когда в наличии два трансформатора с недостаточной мощностью или когда требуется сделать своими руками аппарат точечной сварки для работы с более толстым металлом.
Например, в случае недостаточно мощных трансформаторов, каждый из трансформаторов мощностью 0,5 кВт имеет входное напряжение 220В, выходное напряжение равно 2В при номинальном токе 250А (значение взято для примера, пусть кратковременный ток сварки будет 500А). Соединив одноименные выводы первичных и вторичных обмоток, получим устройство, в котором при том же значении напряжения (2В) номинальное значение выходного тока составит 500А (почти также удвоится и ток сварки, будут больше потери из-за сопротивлений).
При этом, показанные на схеме соединения в цепи вторичных обмоток должны быть на электродах, то есть в случае двух трансформаторов мощностью 0,5 кВт будет два одинаковых провода диаметром 1 см, концы которых соединены с электродами.
Если ошибиться в соединении выводов первичной или вторичной обмоток, то буде короткое замыкание.
Если есть два достаточно мощных трансформатора и нужно увеличить напряжение, а размеры окна магнитопровода не позволяют сделать нужное количество витков толстым проводом на одном трансформаторе, то вторичные обмотки двух трансформаторов соединяются последовательно (один провод протягивается через два трансформатора), с одинаковым количеством витков на каждом трансформаторе. Направление витков должно быть согласованно, чтобы не получилось противофазы и как следствие, напряжения на выходе близкого к нулю (сначала можно поэкспериментировать с тонкими проводами).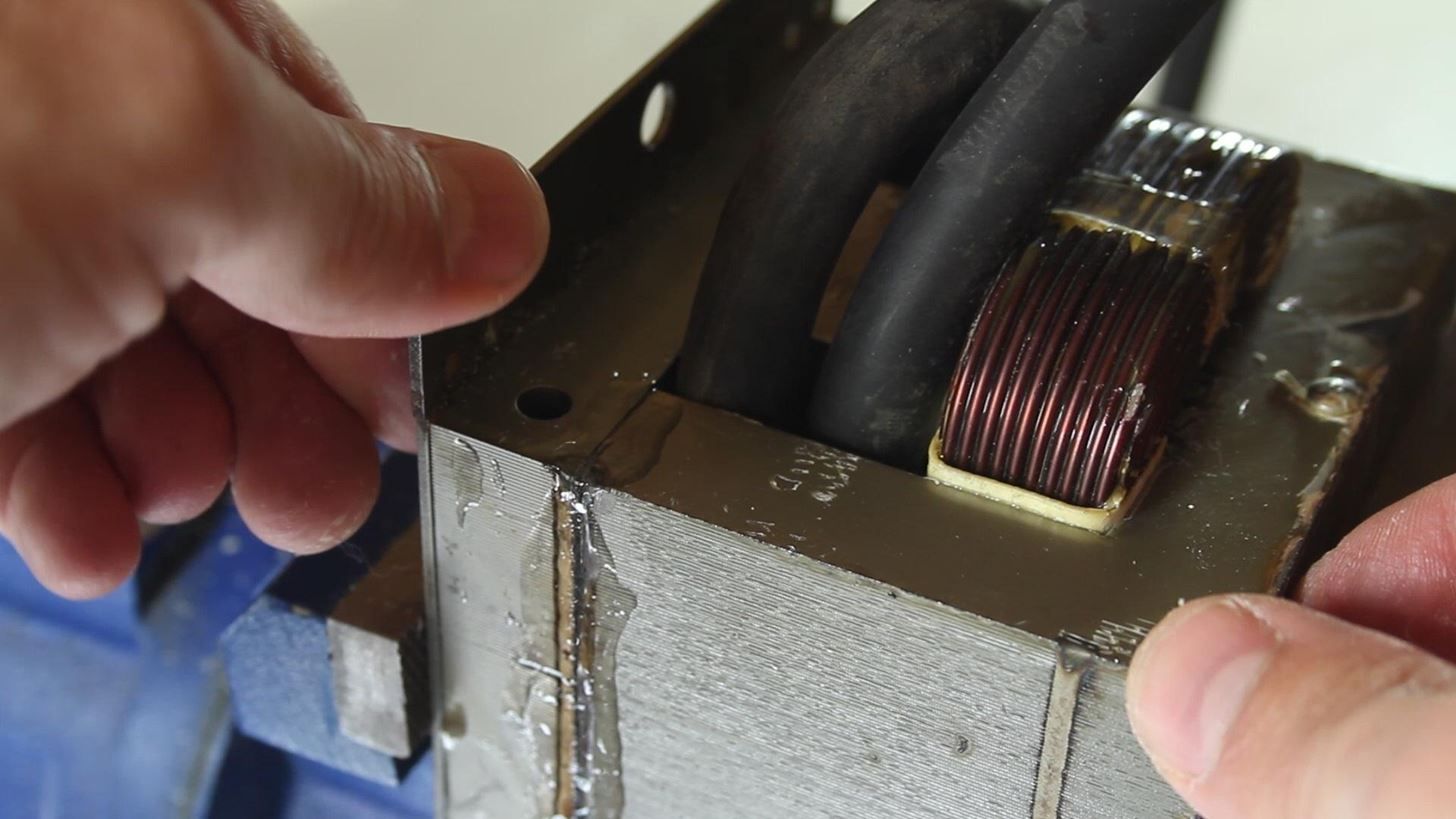
Обычно в трансформаторах одноименные выводы обмоток всегда обозначены. Если по каким-либо причинам они неизвестны, то их можно определить, поставив простой эксперимент, схема которого изображена ниже.
Здесь входное напряжение подается на последовательно соединенные первичные обмотки двух одинаковых трансформаторов, а на выходе, образованном последовательным соединением вторичных обмоток, включен вольтметр переменного напряжения. В зависимости от направления включения обмоток может быть два случая: вольтметр показывает какое-то напряжение или напряжение на выходе равно нулю. Первый случай свидетельствует о том, что и в первичной, и во вторичной цепях объединены между собой разноимённые выводы соответствующих обмоток. В самом деле, напряжение на каждой из первичных обмоток равно половине входного и трансформируется во вторичных обмотках с одинаковыми коэффициентами трансформации. При указанном включении вторичных обмоток напряжения на них суммируются и вольтметр дает удвоенное значение напряжения каждой из обмоток. Нулевое показание вольтметра свидетельствует о том, что равные по значению напряжения на последовательно включенных вторичных обмотках трансформаторов имеют противоположные знаки и, следовательно, какая-либо из пар обмоток объединена одноименными выводами. В этом случае, изменив, например, последовательность соединения выводов первичных обмоток так, как это показано на рисунке (б), получим на выходе удвоенное значение выходного напряжения каждой из вторичных обмоток и можно будет считать, что обмотки трансформатора соединены разноименными выводами. Очевидно, что такой же результат можно получить изменив последовательность соединения выводов вторичных обмоток.
Чтобы сделать своими руками более мощный аппарат точечной сварки можно соединить подобным же образом больше трансформаторов, если только это позволяет сделать сеть. Слишком мощный трансформатор будет вызывать большое падение напряжения в сети, приводить к срабатыванию предохранителей, миганию лампочек, жалобам соседей и т. п. Поэтому мощность самодельных аппаратов для точечной сварки ограничивают обычно значениями, которые обеспечивают силу сварочного тока в 1000-2000А. Нехватку силы тока компенсируют увеличением времени сварочного цикла.
п. Поэтому мощность самодельных аппаратов для точечной сварки ограничивают обычно значениями, которые обеспечивают силу сварочного тока в 1000-2000А. Нехватку силы тока компенсируют увеличением времени сварочного цикла.
Электроды . В качестве электродов используются стержни (прутки) из меди. Чем толще будет электрод тем лучше, желательно чтобы диаметр электрода не был меньше диаметра провода. Для аппаратов небольшой мощности подходят жала от мощных паяльников.
Электроды необходимо периодически подтачивать, т.к. они теряют форму. Со временем они стачиваются полностью и требуют замены.
Как уже писалось, длина провода, идущего от трансформатора к электродам, должна быть минимальной. Также должно быть минимум соединений, т.к. на каждом соединении происходит потеря мощности. В идеале на оба конца провода надеваются медные наконечники, через которые провод соединяется с электродами.
Наконечники должны быть спаяны с проводом (жилы провода тоже должны быть спаяны). Дело в том, что со временем (возможно и при первом же запуске), в месте контактов происходит окисление меди приводящее к росту сопротивления и большой потере мощности, из-за чего аппарат может перестать сваривать. Плюс при обжиме наконечников площадь контакта меньше чем при пайке, что тоже увеличивает сопротивление контакта.
Из-за большого диаметра провода и наконечника для него, спаять их непросто, однако облегчить эту задачу могут продающиеся луженые наконечники под пайку.
Неспаянные соединения наконечников с электродами тоже создают дополнительное сопротивление и окисляются, но т.к. электроды должны быть съемными, неудобно каждый раз при замене отпаивать старые и припаивать новые. Тем более это соединение гораздо проще очистить от окислов, чем конец многожильного провода обжатого наконечником.
Органы управления . Единственными органами управления могут быть рычаг и выключатель.
Сила сжатия между электродами должна быть достаточной для обеспечения контакта свариваемых деталей меду электродами, и чем толще свариваемые листы, тем больше должна быть сила сжатия. На промышленных аппаратах эта сила измеряется десятками и сотнями килограмм, поэтому рычаг стоит делать подлиннее и покрепче, а основание аппарата помассивнее и с возможностью крепления струбцинами к столу.
На промышленных аппаратах эта сила измеряется десятками и сотнями килограмм, поэтому рычаг стоит делать подлиннее и покрепче, а основание аппарата помассивнее и с возможностью крепления струбцинами к столу.
Большое усилие прижима у самодельных аппаратов для точечной сварки можно создать не только рычажным, но и рычажно-винтовым зажимом (винтовая стяжка между рычагом и основанием). Возможны и другие способы, требующие различного оборудования.
Выключатель должен устанавливаться в цепь первичной обмотки, потому что в цепи вторичной обмотки очень большой ток и выключатель будет создавать дополнительное сопротивление, кроме того контакты в обычном выключателе могут намертво свариться.
В случае рычажного прижимного механизма, выключатель следует монтировать на рычаге, тогда одной рукой можно давить на рычаг и включать ток. Вторая рука останется свободной для придерживания свариваемых деталей.
Эксплуатация . Включать и выключать сварочный ток необходимо только при сжатых электродах, в противном случае возникает интенсивное искрение, приводящее к подгоранию электродов.
Желательно использовать принудительное охлаждение аппарата с помощью вентилятора. При отсутствии последнего нужно постоянно контролировать температуру трансформатора, токопроводов, электродов и делать перерывы, чтобы не допустить их перегрева.
Качество сварки зависит от приобретенного опыта, который сводится в основном к выдерживанию необходимой продолжительности токового импульса на основании визуального наблюдения (по цвету) за сварной точкой. Подробнее про выполнение точечной сварки написано в статье Контактная точечная сварка .
Видео:
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
В быту используются аппараты дуговой сварки. Такие приспособления легко отыскать в свободной продаже, и они имеют относительно невысокую стоимость. Однако возникают ситуации, когда может понадобиться контактная сварка. Это устройство имеет достаточно высокую стоимость, а его покупка может быть нерентабельной. Чтобы сэкономить точечную сварку изготавливают своими руками.
Это устройство имеет достаточно высокую стоимость, а его покупка может быть нерентабельной. Чтобы сэкономить точечную сварку изготавливают своими руками.
Работает точечная сварка с помощью мощного кратковременного электрического импульса, подаваемого на электроды с инвертора. Детали нагреваются до температуры своего плавления, затем они соединяются между собой. На месте состыковки остается прочный сварной шов, возникший между двумя электродами. Особенность работы заключена в том, что место точечной сварки, ограничивается диаметром используемого электрода.
Перед объединением двух металлических частей, их плотно прижимают друг к другу. После контактной сварки, их требуется продержать под давлением.
Точечная сварка позволяет сваривать металл на небольших участках корпуса авто, при проведении кузовных работ, спаивать между собой провода и небольшие детали, ремонтировать электронику.
Как сделать точечную сварку своими руками из микроволновки
Мини-аппарат контактной сварки делают своими руками из некоторых запчастей микроволновки. Для самодельного агрегата потребуется извлечь следующие компоненты:
- Трансформатор.
- Выключатель.
- Сетевой шнур.
Извлечение трансформатора
Отделение трансформатора от микроволновки выполняется по следующему алгоритму:
- Разбирается СВЧ печь.
- Удаляются все крепления.
- Снимается трансформатор с посадочного места.
- Демонтируются детали микроволновки, необходимые для создания прибора для выполнения точечной сварки
Извлеченный трансформатор имеет мощность 700-800 Вт. Этого достаточно для обеспечения соединения металлических листов толщиной до 1 миллиметра. Для изготовления более мощного аппарата точечной сварки, проводят модернизацию этой детали.
На трансформаторе первичная и вторичная обмотки отличаются по толщине и количеству витков. Вторичную обмотку с детали убирают с помощью зубила и молотка.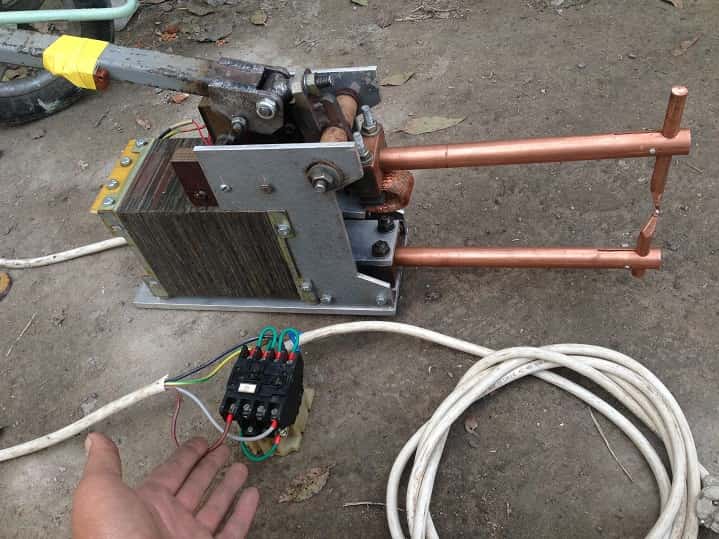 При этом все операции проводятся аккуратно, в противном случае можно повредить магнитопровод. В этом случае, трансформатор будет испорчен.
При этом все операции проводятся аккуратно, в противном случае можно повредить магнитопровод. В этом случае, трансформатор будет испорчен.
Вместо демонтированной обмотки используют провод, толщина которого не менее 1 см. Вокруг сердечника нужно намотать 2-3 оборота. Такая несложная модернизация позволяет увеличить напряжение тока на выходе до 1000 А.
Для точечного сварочного аппарата с повышенной мощностью используют два соединенных модернизированных трансформатора.
Модернизации трансформатора
При создании точечной сварки из микроволновки необходима модернизация сварочного трансформатора:
- При демонтаже вторичной обмотки, можно обнаружить ограничительные шунты. Их также снимают.
- Чем меньше будет создано витков новой вторичной обмотки, тем меньше будет сопротивление провода, и больше сила тока. Кабель не должен быть чрезмерно длинным.
- При намотке нового провода вторичной обмотки, могут возникнуть трудности из-за толстой изоляции. Следует позаботиться о замене стандартного прорезиненного изоляционного слоя на изоленту, имеющую тканевую основу. Такой провод должен обеспечивать выходное напряжение в 2В, а силу кратковременного тока в 800А.
- От правильного соединения двух трансформаторов, зависит работоспособность точечного аппарата. Элементы соединяют в цепь. Необходимо правильно соединить первичные и вторичные обмотки трансформаторов. Это можно сделать с помощью специальных маркировок. Если они отсутствуют, тогда предстоит сделать замеры при помощи вольтметра.
- Схема аппарата точечной сварки, используемого в домашних мастерских, подразумевает создание устройства мощностью не более 2000А. В противном случае, возникнет нагрузка на домашнюю сеть, что приведет к перебоям с электричеством. Также данная схема подразумевает проверку силы тока, и наличия коротких замыканий с помощью амперметра.
После создания электрической части, монтируют заземление и выключатель точечного сварочного аппарата. Деталь берут с микроволновки. Далее изготавливают корпус, рычаги, держатели и электроды.
Создание электродов
Электроды для точечной сварки участвуют в подаче тока, выполняют прижимную функцию и отводят лишнее тепло. Для создания этих комплектующих, используют медь, этот материал устойчив к механическим и химическим воздействиям (основной металл имеет примеси в виде 0,7% хрома, и 0,4% цинка). Из различных роликов в интернете, можно получить подробную информацию о металлах, пригодных для создания электродов.
Клещи для свариваемых материалов, различаются в зависимости от типа обрабатываемого металла. Так, наконечники, выполненные из медных пластин, и имеющие плоскую рабочую поверхность, подойдут для соединения обычных сталей. Контактная сварка алюминия, меди, и высокоуглеродистых, легированных сталей, выполняется с помощью электродов со сферической рабочей поверхностью. Для осуществления соединения в труднодоступных местах, используют фигурные электроды.
Электроды должны иметь плотную фиксацию на держателе. Для этого посадочным частям придают форму конуса, а на некоторых – монтируют резьбу.
Диаметр электрода должен быть минимум в два раза больше толщины стыкуемых деталей.
Изготовление держателя
Оснащается рычагами управления. Их можно сделать из высокопрочного пластика или дерева. Для поднятия рычагов, используют обычную резинку, на концах деталей устанавливают крепления для электродов. Держатели не прикручивают к аппарату, а это связано с тем, что в некоторых случаях, для выполнения контактной сварки, нужно будет использовать каждый элемент по отдельности. Рычаги фиксируются с помощью отвертки или гвоздя.
Точечная сварка из аккумулятора
При создании, точечной сварки так же используют автомобильные аккумуляторные батареи. Такое приспособление применяют при спаивании батарей, и соединении мелких деталей при ремонте электроники. Конструкция контактного сварочного аппарата, состоит из источника питания, реле, специальной колодки и двух медных проводов. Рабочие концы проводов зачищают, они выступают в роли электродов.
Ремонт электроники, проведение сложных кузовных работ, подразумевают использование точечной сварки. Сварочный шов получается прочным, а небольшая рабочая область позволяет проводить контактную сварку мелких деталей. Однако серийный аппарат контактной сварки стоит достаточно дорого. Рентабельно создать точечную сварку из микроволновки или . При соблюдении всех нюансов конструирования и техники безопасности, получится работоспособное устройство, способное скреплять листы металла толщиной до 5 миллиметров.
В радиолюбительской практике не часто применяется контактная сварка, но все же бывает. И когда такой случай настает, но нет ни желания, ни времени мастерить хороший и большой аппарат для точечной сварки. Да если и делать его, то потом он будет валяться без дела, так как следующее применение его может и не наступить.
Например, вам нужно соединить в цепь несколько аккумуляторных батарей. Соединяются они тонкой металлической лентой, без пайки припоем, так как аккумуляторы вообще не рекомендуют паять. Для таких целей я покажу вам как собрать простой аппарат для точечной контактной свари своими руками минут за 30.
- Нам понадобиться трансформатор переменного тока с напряжением вторичной обмотки 15-25 Вольт. Нагрузочная способность не имеет значения.
- Конденсаторы. Я взял 2200 мкФ – 4 штуки. Можно больше, в зависимости от мощности которую вам необходимо получить.
- Кнопка любая.
- Провода.
- Медная проволока.
- Диодная сборка для выпрямления. Можно так же использовать один диод, для полуволнового выпрямления.
Схема аппарата для контактной точечной сварки
Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.Сборка аппарата для сварки
Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.
Также сажаем на клей заглушку.
Припаиваем провода к кнопке и прикладываем кнопку к вилке. Все обматываем изолентой.
То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.
Включаем, нажимаем кнопку зарядки. Происходит зарядка конденсаторов.
Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.
Но если вам нужно помощнее, то тогда можно доработать схему так.
Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Сморите видео сборки и испытаний
Прибор точечной контактной сварки может пригодиться при сборке изделий из тонкого стального листа от 0,1 до 4 мм, для работ с металлом на СТО при рихтовке вмятин, сварке небольших деталей в гараже. Промышленные образцы устройств стоят не дешево, а вот собрать прибор контактной точечной сварки своими руками можно практически из подручных средств. Единственное, с чем придется повозиться, так это с поиском электрического трансформатора. В этом обзоре расскажем об устройстве и принципе действия прибора, схемах сборки аппарата, а также предложим несколько идей по созданию самодельного инструмента.
Читайте в статье:
Контактная точечная сварка – что это такое и где используется
Точечная контактная сварка относится к типу термомеханической сварки. Процесс работы на нем включает следующие этапы:
- Совмещают детали в необходимом положении.
- Прижимают их между электродами аппарата, последние выступают в качестве прижимного механизма.
- В точке стыковки клещей подается разряд, происходит нагрев, деформируясь под воздействием тока, делали прочно соединяются между собой.
Мастеров привлекает еще и то, что приборы такого плана можно собрать буквально из хлама, а процесс сварки максимально опрятен и автоматизирован. Очень часто такие аппараты можно встретить на СТО. Точечная сварка своими руками для сварки автомобиля позволяет выровнять вмятины без необходимости демонтажа элементов кузова, а также провести ремонт труднодоступных конструкций.
Точечная сварка своими руками для сварки автомобиля:
Некоторые промышленные образцы способны выполнять до 600 операций в минуту. Инструмент применяется при клепании металлических конструкций до 4 мм. Такой тип пайки используется при сварке арматур, плоских и угловых сеток, а также каркасов. Таким способом удобно соединять пересекающиеся стержни или стержни с плоскими элементами: листом, полосой, швеллером и другие конструкции.
Точечная сварка способна решить целый ряд сложных задач:
- Обеспечивает точечное и бережное соединения изделий без перегрева лишней поверхности.
- Способна соединить металлы разной конфигурации: черные и цветные.
- Прекрасно скрепляет профили на сгибах, а также пересекающиеся металлические заготовки, особенно в труднодоступных местах.
- Места сварки отличаются высокой прочностью и устойчивостью к дальнейшей деформации.
Принцип действия и устройство аппаратов точечной контактной сварки
После того, как металлические пластины, которые необходимо сварить, зажимаются электродами, на них подается кратковременный импульс электротока большой силы. Время импульса подбирается в зависимости от характеристик двух свариваемых металлов. Обычно разряд длится от 0,01 до 0,1 доли секунды.
Когда импульс проходит сквозь металл, детали расплавляются и между ними образуется общее жидкое ядро и пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением.
Давление на детали снимается постепенно, если необходимо сковать листы на более глубокую толщину относительно друг друга на финальной стадии давление усиливается, это позволит достичь максимальной однородности металлов в месте сварки.
Важно! Чтобы повысить качество сварки важно предварительно обработать поверхности деталей для удаления оксидной пленки или коррозии.
Виды контактной сварки
Точечная сварка – один из самых популярных видов контактной сварки в домашних условиях. Однако, есть еще два типа сварки этой категории, которые используются чаще всего на заводах и в специализированных металлообрабатывающих цехах.
- Шовная контактная сварка. Принцип действия шовной контактной сварки не отличается от точечной. Привычные нам щипцы заменяют специальные медные ролики. Сварка в этом случае происходит точечно, но на определенном расстоянии, а сварочный шов напоминает дорожку из отдельных сваренных участков.
Шовная контактная сварка применяется для сварки швов, как на окружностях, так и на вытянутых крупногабаритных листах.
- Стыковая контактная сварка. Этот тип сварки отличается большей площадью одномоментной сварки. Электрический ток переменного импульса подается на свариваемые изделия, контактирующие в стыках. Таким образом, во время подачи импульса нагрев происходит по всей площади касания, еще её называют площадью сечения. Процесс этот полностью механизирован, поэтому для самостоятельной сборки в домашних условиях не подходит.
Схема машины стыковой контактной сварки
- Конденсаторная сварка. По такому же принципу работает и конденсаторная сварка. Ее применяют в тех сферах промышленности, где сплавляются миниатюрные детали толщиной от 0,5 – до 1,5 мм. Такой тип сварки используется в сфере электроники и приборостроения. Преимущество в том, что она практически не оставляет следов и не прожигает металл.
Самодельный аппарат конденсаторной сварки
Изготовление своими руками контактной сварки из микроволновки
Многие мастера задаются вопросом как из микроволновки сделать сварочный аппарат. На самом деле, самое сложное в этом процессе – разобрать и подготовить трансформатор.
Варианты самодельного сварочного аппарата точечной сварки из микроволновки:
Какие инструмент нужны для работы
Для работы нам потребуются следующие инструменты и комплектующие:
- Трансформатор, который мы демонтируем из микроволновки. В зависимости от мощности инструмента можно использовать два или три.
- Толстый медный провод.
- Электроды (медные или покрытые сплавом меди), которые мы будем использовать в будущем вместо зажимов.
- Рычаг для ручного зажима.
- Основание для сварочного аппарата.
- Кабели и обмоточные материалы.
- Набор отверток и болгарка для вскрытия трансформатора.
Важно! Для бытового использования подходит электролитическая медь и ее смеси с маркировкой ЭВ.
Как подготовить к работе силовую часть установки – трансформатор
Трансформатор – сердце прибора. Самый простой способ добыть его – вынуть из старой, но еще работающей, микроволновки. Минимальная мощность устройства должна на выходе составлять 1 кВт. Такая мощность будет достаточной, чтобы сваривать контактным способом листы до 1 мм.
Для нас ценность имеет не сам трансформатор, а его магнитопровод и первичная обмотка. Вторичную обмотку необходимо аккуратно демонтировать.
Извлечение из микроволновки и создание трансформатора контактной сварки
Для того, чтобы переделать его под наши нужды, необходимо болгаркой аккуратно вскрыть по сварочному шву корпус и добраться до магнитопровода.
Далее начинаем процедуру обмотки вторичной обмотки. Чаще всего для этих целей используется многожильный провод с сечением не менее 100 мм 2. Достаточно сделать 2-3 витка,так как напряжение в этом виде сварки не велико. Важно, чтобы изоляция этого провода была термостойкой.
Объединение трансформаторов для получения аппарата большей мощности
Однако, бывают случаи, что мощности одного трансформатора недостаточно и приходится соединять несколько приборов последовательно. В этом случае провод наматывается по очереди через каждую катушку, причем число витков на каждой из них должно быть одинаковым, иначе вы рискуете получить нулевое напряжение из-за возникшей противофазы.
Важно! Чем мощнее трансформатор, тем сильнее может быть скачок напряжения в электросети при тестовом включении прибора
Определение правильности последовательно присоединенных выводов
Для удобства работы одинаковые выводы провода обычно помечают. Но если этого нет, то их можно определить, последовательно соединив первичные обмотки двух трансформаторов. Далее вольтметром проверяем напряжение.
Если вольтметр показывает показания, равные по значению, но противоположные по знаку, то необходимо изменить последовательность присоединения вторичных обмоток трансформатора. При правильной сборке трансформаторов в цепь прибор дает удвоенное показание напряжение, полученное от двух вторичных обмоток.
Как и из чего сделать электроды для контактной сварки
Электроды для точечной сварки имеют разную форму и конфигурацию. Чем мельче размером обрабатываемая деталь, тем острее наконечник электрода.
По форме электроды могут быть прямые, изогнутые, с плоским наконечником или острым. Но чаще всего в практике используются электроды с конусовидными наконечниками. Для того, чтобы устройство не окислялось, электроды соединяют с рабочими проводами при помощи пайки. Однако, все равно в процессе работы они могут изнашиваться, поэтому их необходимо подтачивать (по аналогии с карандашом).
Электрод выполняет сразу несколько функций:
- Прижимает обрабатываемые детали.
- Проводит токовый разряд.
- Отводит излишнее тепло.
Для правильного изготовления электродов обратимся к ГОСТу (14111-90), в котором уже оговорены все возможные диаметры данных элементов (10, 13, 16, 20, 25, 32, 40 мм). Это допустимые и рабочие показатели, отступать от которых не рекомендуется.
Важно! Диаметр электрода должен быть больше или равен диаметру рабочего провода.
Из чего состоит и как работает цепь управления точечной контактной сварки
В сварочном аппарате очень важный параметр – время воздействия на металл. Для регулировки этого показателя используются следующие элементы:
- Электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт. Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ.
- Переключатели П2К с независимой фиксацией.
- Кнопки (на схеме КН1) и резисторы (R1 и R2). Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый.
Для установки выключателя следует выбрать первичную обмотку, точнее, ее цепь. Дело в том, что цепь вторичной обмотки отличается слишком большим током, что может стать причиной дополнительного сопротивления и сварки контактов.
Также необходимо создать достаточную силу сжатия, которая обеспечивается рычагом. Чем длиннее будет ручка, тем сильнее давление между электродами. Не забывайте, что включать оборудование необходимо при сведенных контактах, иначе произойдет искрение и их подгорание.
Совет! Прижимной рычаг можно оснастить прочным резиновым кольцом. Он облегчит нагрузочное усилие, а резинка зафиксирует его.
Следите за тем, чтобы оборудование для контактной сварки из микроволновки было надежно зафиксировано на столе, так как усилие может привести к его падению и выходу из строя. Для самодельного сварочного аппарата, сделанного своими руками из микроволновки, необходимо предусмотреть систему охлаждения. Для этих целей может быть использован вентилятор для ПК.
Статья
О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами — точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Процедура точечной сварки
Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию.
При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около — 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 — 12 миллиметров.
После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками.
К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва.
Режимы точечной сварки
Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла.
Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.
Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла.
С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Требования к электродам
Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки.
Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка.
Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой. Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Самодельный сварочный аппарат
Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.
Схемы сборки аппарата
Основная масса схем сборки аппарата — небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику. Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной — электрод.
Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод. Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме.
Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики.
Основной агрегат
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса — с применением реле времени или с помощью выключателя вручную.
Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.
Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр.
Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше. Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
Конструкция электродов
В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены.
Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать.
Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно.
Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Органы управления
Единственные органы управления — выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом — рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования.
Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева.
Таким образом, сегодня покупка сварочного аппарата — небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами. А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
Как сварить забор своими руками из профильной трубы и профнастила
Большой популярностью пользуются сварные ограждения. Они отличаются прочностью и долговечностью. Конструкции имеют эстетичный вид. Сейчас на смену решетчатым изделиям пришли сооружения из профнастила, которые изготавливаются своими руками. Стоимость этого материала доступна. Практически все марки являются устойчивыми к повреждениям.
Сваренный металлический забор с кирпичными столбами
На каждый лист наносится качественное полимерное покрытие, предотвращающее образование коррозии. Вернуться к оглавлению
Виды сварки, применяемые для изготовления ограждений
Сегодня сварка металлического забора продолжает оставаться самым надежным способом возведения оградительной конструкции.
Сварной секционный забор представляет собой качественное соединение отдельных элементов в единое целое. Это модульная секционная конструкция. Главными требованиями к готовой ограде являются устойчивость, прочность и долговечность.
Чертеж с размерами сваренной ограды из металла
Процесс монтажа для людей, умеющих работать со сварочной аппаратурой, не представляет трудностей. Чтобы выбрать нужный вид сварки, требуется сравнить их и выбрать оптимальный вариант. Выбор тесно связан со строительным материалом, который планируется использовать. Вернуться к оглавлению
Сварка в защитных газах
Эта разновидность относится к дуговой сварке. Процесс осуществляется следующим образом. Вдувается струя защитного газа или смеси в дуговую зону посредством использования горелки сварочного аппарата. Описанный способ считается одним из самых распространенных.
Он обладает неоспоримыми преимуществами:
- Возможность визуально или дистанционно наблюдать за сварочным процессом.
- Большой выбор рабочих параметров для режима сварки.
- Возможность выполнять сварочные работы в различных пространственных положениях.
- Механизация или автоматизация процесса; использование робототехники.
Процесс сварки заборов специальным роботом
- Эффективная защита расплавленных металлов; выполнение сварки материалов, имеющих разную толщину.
Описанная сварка дугой прекрасно подходит для проведения определенного объема работ, когда ею пользуются постоянно.
Когда она требуется для изготовления только одного сооружения, ее приобретение нецелесообразно с финансовой точки зрения. Стоимость аппаратуры не входит в бюджетную категорию.
Поэтому, несмотря на все положительные моменты, этот способ может оказаться неподходящим для рядового дачника. Высокая цена может рассматриваться в качестве его главного минуса.
Вернуться к оглавлениюГазовая сварка
Отличительной характеристикой этого вида сварки считается его простота. Чтобы сделать забор из профнастила, не понадобится приобретать оборудование, которым трудно пользоваться непрофессионалу, или постоянно использовать электрическую энергию. Газовую сварку нецелесообразно применять, когда у материала большая толщина. При этом ее производительность снижается.
Она становится менее производительной по сравнению с дуговой сваркой, когда требуется соединить стальные детали, толщина которых превышает 6 мм.
Среди недостатков газовой сварки выделяются следующие:
- Цена на ацетилен с кислородом выше стоимости электричества;
- Неправильное обращение с аппаратурой, карбидом кальция, кислородом, горючими газами создает на рабочем месте пожароопасную или взрывоопасную обстановку.
Газовая сварка применяется при ремонте или изготовлении стальных изделий с толщиной до 3 мм. Она помогает заварить трещины или вварить заплаты. Она подходит для изготовления узлов забора из металлических труб с тонкими стенками.
Ее применяют, чтобы соединить высокопрочный чугун. Но для такой задачи, как сварка конструкции забора, — это не лучший вариант.
Вернуться к оглавлениюРучная дуговая сварка
Ручная сварка дугой покрытым металлическим электродом — технология, отличающаяся универсальностью.
Сварка каркаса металлического ограждения дуговой сваркой
Ее начали использовать уже давно, но своей актуальности она не потеряла и сегодня. Образовать и поддерживать электрическую дугу по направлению к электроду с материалом позволяет подача сварочного тока. Он может быть как переменным, так и постоянным. Капли металла от электрода стекают в сварочную ванну. Здесь происходит их смешивание с металлом того изделия, которое сваривается. На поверхность выходит шлак.
На размер сварочной ванны влияют различные параметры:
- Режим работы;
- Положение в пространстве;
- Скорость перемещения дуги;
- Вид соединения;
- Форма кромки.
Этот вид можно считать идеальным для выполнения сварочных работ своими руками. Дуга зажигается, когда конец электрода прикасается к элементу конструкции. Зажигание дуги выполняется прямым отрывом электрода после того, как произойдет короткое замыкание, или соскальзывающим движением электрода.
Дополнительно приобретается только аппарат, который называется выпрямителем дуги (например, тип ВДМ-6303С).
Название элементов и процесс дуговой сварки
Специальная аппаратура имеет высокую степень предохранения от поражения электрическим током.
После какого этапа возведения оградительного сооружения следует приступать к сварке забора?
Фундамент закладывают при строительстве практически любого сооружения. Основание ограды из профнастила должно выдерживать сильный ветер. У фундамента под этот тип ограждения простая конструкция. Под столбы-опоры выкапывают ямы.
Они могут изготавливаться из различных материалов:
- железобетона;
- металла;
- кирпичей.
Следите, чтобы столбы располагались на одной линии, тогда у забора внешний вид будет привлекательным.
Устанавливается опалубка. Производится бетонирование. Заливка делается своими руками. Рекомендуется использовать бетонную смесь марки 200 (В15). Металлические трубы-опоры лучше соединить с помощью сварки с арматурой, заложенной в фундамент. После того как бетон набирает 70 % прочности, опалубку можно снять. Когда окружающий воздух имеет положительную температуру, это делают спустя 7–10 дней.
Подготовительный этап перед сваркой забора
Чтобы приступить к сборке конструкции, требуется сделать заготовки:
- Зачищают квадратные или круглые трубы.
- Нарезают трубы для будущей оградительной конструкции.
- Собирают готовый каркас.
- Прихватывают немного элементы с помощью сварки.
Подготовительный этап предполагает, что человек, который строит забор, заранее определил размеры конструкции. Только в этом случае он сможет рассчитать, сколько материала ему потребуется. Эскиз сооружения позволит предварительно подсчитать возможные затраты.
Стоимость ограды будет значительно ниже, если сварка будущего забора будет выполняться своими руками. При помощи уровня тщательно проверьте углы, чтобы готовая конструкция была максимально прочной.
Вернуться к оглавлениюГлавный этап сварки
После подготовки каркаса можно надевать спецодежду и приступать к сварке. Работа по прихваченным швам выполняется достаточно быстро.
В каркас входит и изготовление рамок для листов профнастила. Для этой цели используют металлические уголки 10 х 10 мм. Они позволяют надежно зафиксировать листы профиля. Уголки располагаются по периметру рамок, а дополнительно конструкция усиливается несколькими ребрами жесткости. Щиты не будут дребезжать после монтажа.
Необходимо делать качественные сварные соединения. Излишние шероховатости нужно удалить. Для этого воспользуйтесь специальным инструментом — болгаркой.
Выполнение крепления профнастила:
- Профлист фиксируется с помощью специальных заклепок или саморезов. С шагом 15–20 см необходимо пройти весь периметр рамы и ребра жесткости;
- Готовые щиты крепятся между столбами-опорами.
Перед сваркой убедитесь, что щит стоит на своем месте.
Когда ограждение будет готово, его необходимо покрасить. Используйте высококачественную алкидную эмаль. Универсальное лакокрасочное покрытие долго сохраняет яркость цветов. Алкидная эмаль бывает следующих видов:
- глянцевая;
- матовая;
- полуматовая.
Если материал для забора новый, то преобразователи ржавчины не требуются.
Декоративные элементы на сварном ограждении
Красивые кованые элементы украшают любые оградительные конструкции. Ограждения с профнастилом являются глухими. Для них из кованых элементов могут изготавливаться разнообразные декоративные решетки.
Существует много вариантов, как украсить ограду и придать ей индивидуальность:
- Кованые изделия прикрепляются к доборным элементам ограды;
- Ворота, калитка, пролеты могут представлять собой самостоятельные кованые конструкции, закрытые профнастилом.
Если своими руками сделать детали с ковкой не получается, их всегда можно заказать. Достаточно просто рассказать о своей фантазии мастеру, чтобы ее реализовать. Уникальное ограждение сделать нетрудно, если украсить его оригинальными коваными элементами.
Металлический забор с коваными элементами
Доборными или накрывными элементами являются следующие:
- Специальные планки или парапеты, а также коньки красиво смотрятся на верхнем краю ограды;
- Колпаки на столбы, служащие специальной крышкой, которая надевается на верхнюю часть каждого столба.
У доборных элементов есть две функции: защитная и эстетическая. Художественная ковка выполняется в любых стилистических направлениях. Можно создавать необычные образы. Достойным аристократическим украшением для забора служат геометрические орнаменты, флористические композиции, витиеватые узоры.
Оригинальный декор и узоры кованого забора
Сварные ограждения прекрасно подходят для всех современных дачников, заинтересованных в сочетании красоты и надежности. У прочной ограды оптимальное соотношение цены и качества: сварные металлические изделия — вариант, которого хватит и внукам. Стоимость забора доступна для владельцев дачных участков, если они ценят качественные конструкции, способные простоять не один десяток лет.
DIY электрический картинг, построенный без сварной рамы
DIY электрический картинг, построенный без сварной рамы
Карты просто потрясающие, и есть только одна вещь, которая может сделать их круче. Строим сами. Алекс построил этот полностью электрический картинг, который работает от буровых батарей и использует металлические кабелепроводы и хомуты для несварной рамы!
См. Полное описание сборки ниже.
Познакомьтесь со строителем
Алекс — давний клиент Maker Pipe, работает инженером-электриком.В свободное время вы найдете его в своем гараже, конструирующим и конструирующим электромобили для своих сыновей. Чтобы увидеть его картинг и другие изобретения, такие как его электрическая горная доска, посетите его канал DIYEK на YouTube.
Рама — сварка не требуется
Алекс объяснил, что его ранний прототип картинга включал сварку рамы, но он быстро понял, что сварка — не лучший вариант. Сварка — это сильный и отличный вариант, если у вас есть ресурсы и знания, но если у вас их нет, это пугает и может стоить дорого.Как и большинство домашних мастеров, он подумал, что должен быть лучший способ, и решил его найти.
Сначала он нашел соединители ограждения кабелепровода и попробовал их, но узнал, что они тоже не будут работать, потому что ему пришлось их сильно модифицировать. Это оказалось так же сложно, как сварка, поэтому он снова начал поиск.
Он наткнулся на Maker Pipe, а именно на Т-образный соединитель. Он был взволнован, узнав, что они работают с трубой 3/4 дюйма EMT, что означало, что ему не нужно было приваривать или модифицировать соединители, за исключением добавления дополнительного болта для дополнительной прочности, когда это необходимо.В завершение рамы он добавил черную термоусадочную пленку, которая не только отлично выглядит, но и удерживает камни и мусор.
Электроника
Батареи для дрели можно найти почти в каждом доме в Америке, но обычно вы не найдете их привязанными к картингу. Алекс отказался от горючего двигателя, потому что не хотел, чтобы его дети заправлялись бензином. Аккумуляторы для сверл — безопасная альтернатива, потому что они легко заряжаются и имеют встроенные меры безопасности, предотвращающие перегрев и т. Д.Срок службы батареи зависит от веса райдера и размера батарей. В этом случае сын Алекса может проехать около 40 минут.
Он использовал бесщеточные двигатели, размещенные в корпусе Maker Pipe.
Электронный контроллер дроссельной заслонки, установленный на рулевом колесе, позволяет водителю при необходимости регулировать максимальную скорость. Он также имеет встроенный электронный тормоз.
Электронный регулятор скорости установлен в верхней части корпуса двигателя.
Безопасность
Алекс построил этот картинг, заботясь о безопасности гонщика. Он укрепил раму болтами через разъемы там, где это было необходимо. Он добавил механический тормоз на случай отказа электронного тормоза. Также есть аварийный выключатель, чтобы выключить карт в случае аварии, и, конечно же, ремень безопасности, прикрученный к раме.
* Алекс отлично поработал с безопасностью, но не забывайте строить в пределах своих возможностей и ездить безопасно.
ЗаключениеЭтот карт обладает множеством функций. Чтобы увидеть их всех и узнать, как Алекс спроектировал и построил этот картинг, посмотрите полное интервью с кадрами боевиков ниже. Спасибо за чтение и удачного строительства!
Сварщик для самостоятельной точечной сварки
Я разработал аппарат для точечной сварки D.I.Y, потому что мне нужен был специальный аппарат для точечной сварки для сборки моего солнечного велосипеда Maxun One. Оказалось, что установку для точечной сварки строят многие люди во всем мире, поэтому я опубликовал здесь весь проект здания.
Плата контроллера точечной сварки
Поскольку собрать электронику было непросто, я сделал плату контроллера для точечной сварки, которая продается вместе с некоторыми другими деталями.
Характеристики аппарата для точечной сварки
Аппарат для точной точечной сварки — одно из немногих устройств, где собрать самому дешевле, чем купить. Уже опубликовано много самодельных точечных сварочных аппаратов, у этого есть некоторые уникальные особенности:
- Может использоваться в двух сварочных операциях: в противоположной и в последовательной конфигурации.
- Конструкция очень проста.
- Точная регулировка силы электрода.
- Имеет прочный электрододержатель, состоящий из зажима заземления радиатора.
- Микроконтроллер Arduino используется для точной установки времени сварки.
- Создает двойной импульс, улучшающий зажим.
- Ток можно уменьшить для сварки чувствительных деталей.
Сварщик для точечной сварки своими руками, конструкция очень проста (старое изображение без контроллера)
Техника безопасности при ремонте микроволновой печи
Работать с микроволновой печью чрезвычайно опасно.Обычно НЕ переживет высокое напряжение, доступной мощности более 1000 Вт достаточно, чтобы убить вас мгновенно, как электрический стул. Пожалуйста, прочтите сначала эту статью.
Конфигурация серии точечной сварки
Сварочный аппарат для резистивной точечной сварки самодельным аккумулятором с корпусом Держатели твердых электродов
Аппарат для точечной сварки оппозитной конфигурации
Аппарат для точечной сварки в оппозитной конфигурации Аппарат для точечной сварки в оппозитной конфигурации Держатели сплошных электродов
Высокое напряжение!
Обратите внимание: плата напрямую подключена к электросети, безопасна только низковольтная часть. Вы используете на свой страх и риск .
Вопросы
Если у вас есть вопросы, задайте их на сайте Instructables.com.
Электрические характеристики
- Сварочный ток: 1100A или 400A
- Открытое напряжение: 2,6 В
- Сетевой ток во время сварочного импульса: 14A
- Ток покоя: 1,6 А
Максимальная толщина сварки
Легкие переносные пистолеты для точечной сварки имеют сварочный ток не менее 4000 А, что позволяет сваривать 2 листа низкоуглеродистой стали толщиной 1 мм.Аппарат для точечной сварки DIY просто выдает 1100 А, что отлично подходит для сварки небольших электронных деталей. Хотя я видел, что люди сваривали листы 2 x 0,75 мм с помощью таких точечных сварочных аппаратов.
Параметры сварки вкладки батареи
Приварной язычок батареи
Установки для стальных никелированных лент толщиной 0,15 мм
Чаще всего используются полосы из никелированной стали толщиной 0,15 мм, которые лучше всего свариваются. Возможно, вам придется поэкспериментировать со временем сварки и усилием электрода, но начните со следующих значений:
- Усилие сварочного электрода 0.4 кг (4N)
- Время перед сваркой 50 мс
- Пауза 500 мс
- Время импульса сварки 100 мс (от 50 до 250 мс)
- Диаметр наконечника электрода 1,5 мм
- Наружное расстояние между электродами 5 мм
Примечание. Никелированные стальные полосы дешевле, чем полосы из чистого никеля, и имеют более высокое сопротивление, что облегчает сварку.
Профессиональный сварочный аппарат для батарейных отсеков
Примечания к точечной сварке
Конфигурация серииточечная сварка
Оба электрода находятся на одной стороне.Очень важно, чтобы сила обоих электродов была практически одинаковой; иначе одна сторона будет плохо свариваться.
Точечная сварка противоположной конфигурации
Это наиболее часто используемый; свариваемые детали зажимают между электродами.
Измерение сварочного тока
Сварочный ток можно определить, измерив напряжение на определенном расстоянии сварочного кабеля.
Рассчитайте сварочный ток следующим образом:
I = U * диаметр [мм2] / (0.0175 * длина [м])
Для измерения сварочного тока к сварочному кабелю прикрепляют два провода на расстоянии 44,5 см. Напряжение при коротком замыкании 0,34В; поэтому максимальный сварочный ток = 0,34 В * 25 мм2 / (0,0175 * 0,445 м) = 1100 А.
Измерение сварочного тока
Двойной импульс
Двойной импульс улучшает качество сварки. Первый короткий импульс смягчит металл. Второй импульс — это импульс сварки. Во время паузы между двумя импульсами части сближаются и лучше контактируют.
Время сварки
Первый импульс, импульс перед сваркой, составляет 50 мс. Второй импульс, импульс сварки, можно установить поворотным переключателем с шагом 50 мс. Я обнаружил, что время сварки от 50 до 250 мс во многих случаях работает нормально.
Снижение сварочного тока
Сварочный ток 1100 А может быть слишком большим, поэтому рекомендуется уменьшить ток. Проволочный резистор мощностью 50 Вт и сопротивлением 27 Ом, включенный последовательно с сетью, снижает сварочный ток примерно до 400 А. Обратите внимание, что резистор перегружен на 120%, но импульсная перегрузка проволочного резистора WH50 позволяет это.
Обогреватель или фен в качестве силового сопротивления
Чтобы определить, какое сопротивление необходимо для получения определенного сварочного тока, я взял в качестве резисторов нагреватель и фен. Их можно комбинировать последовательно или параллельно, чтобы получить желаемое сопротивление.
Конструкция аппарата точечной сварки
Панель фанерная
Все детали смонтированы на фанерной панели опалубки толщиной 15 мм и размером 15 см x 18 см. Обратите внимание, что плата питания является старым прототипом и заменена новой печатной платой для точечной сварки.
Сварочный аппарат для резистивной точечной сварки с защитным вкладышем для аккумулятора
Попробуйте достать трансформатор из неисправной СВЧ-печи мощностью 800Вт … 1100Вт, чем выше, тем лучше. Обратите внимание, что в некоторых микроволновых печах высокой мощности для экономии веса вместо трансформатора используется электронный высоковольтный инвертор, их нельзя использовать:
Модуль питания высокого напряжения для микроволновой печи Panasonic
Выпилите с одной стороны вторичную обмотку пилой по металлу. Затем вытолкните обмотку из сердечника с помощью специального деревянного бруска и большого молотка.Магнитный шунт между первичной и вторичной обмотками ограничивает ток и должен быть удален:
Удалите магнитный шунт.
Используйте 3 вторичные обмотки. Их можно склеить полиуретановым клеем, смочить, чтобы он вспенился.
Снятие вторичной обмотки с трансформатора микроволновой печи Снятие вторичной обмотки с трансформатора микроволновой печи
Плечи электродные
Два электродных плеча изготовлены из U-образного алюминиевого профиля шириной 20 мм.
Соединение электродных рычагов
Установите руки вместе с помощью болта с буртиком 4 мм:
Болт с буртиком 4мм
Два алюминиевых шарнира рычага и болт с буртиком должны быть изолированы друг от друга во избежание короткого замыкания.Следовательно, отверстие под болт в правом шарнире алюминиевого рычага на 2 мм больше диаметра болта, то есть на 6 мм. Изоляция между соединениями рычагов создается эпоксидными печатными платами размером 80 x 20 мм и 16 x 20 мм.
Трение между рычагами должно быть очень низким; это создается эпоксидной доской между ними. Также между левым рычагом и фанерной панелью помещается эпоксидная плита 80 x 20 мм вместе с алюминиевой пластиной 80 x 20 мм. Затяните болт так, чтобы трение было небольшим, но зазор не был слишком большим.
Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов Соединение электродных плеч
Электрододержатель
Держатели электродов изготовлены из прямоугольного латунного зажима заземления радиатора шириной 20 мм. К сожалению, их в большинстве стран не достать, я их продаю ЗДЕСЬ. Просверлите в середине отверстие диаметром 4 мм для крепежного винта. Увеличьте отверстие для сварочного кабеля до 7 мм.
Зажим заземления радиатора
Эта клемма заземления доступна не во всех странах.Но на eBay есть хорошие альтернативы; поиск по «Шина заземления терминала».
Сварочный кабель
Используйте гибкий сварочный кабель 3AWG / 25 мм 2 длиной 140 см, это позволяет использовать 3 витка. Я проверил, дает ли более толстый кабель более высокий сварочный ток, но это не так. Сварочный ток ограничивается самим трансформатором.
Поскольку сила электрода имеет решающее значение, сварочные рычаги должны иметь возможность свободно перемещаться, и их не должно препятствовать жесткость кабелей.Поэтому кабели имеют большой изгиб. Не используйте сплошной кабель, сварочный кабель гибкий и будет стоить около 15 долларов за м.
Электроды для точечной сварки
Важно использовать стержень из чистой меди. Нет латуни или электрического провода, мягко отожженного. Используйте квадратную планку того же размера, что и прорезь держателя электрода, или подпилите планку до нужного размера. Я использую наконечник диаметром 1,5 мм. Для простоты можно отпилить кончик электрода квадратной формы вместо круглой. Подходящие медные прутки продаю ЗДЕСЬ.
Электроды для точечной сварки Держатель электрода для точечной сварки
Периодически очищайте наконечники сварочных электродов наждачной бумагой.
Пружинные зажимы
Сила электрода является столь же важным параметром, как и другие параметры сварки, такие как сварочный ток и время импульса. Здесь мы используем два небольших пружинных зажима. Отрегулируйте усилие на электроде, изменив положение пружинного зажима, и измерьте усилие с помощью кухонных весов:
Регулировка усилия сварочного электрода
Полностью вдавите новые пружинные зажимы пару раз.Вы можете изменить усилие зажима, согнув пружину. См. Здесь, как повторно установить пружинный зажим:
Снова установите пружинный зажим
Рычаг управления
Я использовал нейлоновую пластину толщиной 5 мм, которую распил лобзиком. Могут использоваться и другие пластмассовые материалы, но алюминий может издавать звуковой сигнал.
Рычаг управления
Рычаг управления
Корпус
Корпус из полистирола толщиной 2мм:
Сварочный аппарат для резистивной точечной сварки самодельных батарей с корпусом
Как сваривать нержавеющую сталь
Если вы хотите сваривать нержавеющую сталь , вам следует знать несколько вещей.Во-первых, нержавеющая сталь — это не один металл, а семейство металлов. Внешний слой из оксида хрома делает их устойчивыми к ржавчине. Также они бывают разной толщины. Перед тем, как начать, вы должны точно знать, с каким типом нержавеющей стали вы имеете дело. Во-вторых, нержавеющую сталь труднее сваривать, чем другие металлы, потому что она коробится и деформируется при высоких температурах. Это может повлиять на его прочность и внешний вид. Электродуговая сварка используется, но существует несколько разных видов, поэтому вы должны знать, какой из них подходит для вашего проекта.Наиболее распространенными типами сварки нержавеющей стали являются Stick (SMAW), Tig (GTAW) и Mig FCAW или GMAW.)
Шаг 1 — Безопасность
Как и при любой сварке, безопасность очень важна. При сварке образуются пары, искры и дым, которые могут быть опасными. Не экономьте на средствах безопасности, вы можете пожалеть об этом. Убедитесь, что поблизости нет ничего легковоспламеняющегося. Ищите лужи масла, обрывки, тряпки и все, что может воспламениться. Убедитесь, что есть надлежащая вентиляция. Не начинайте, пока полностью не разберетесь со своим оборудованием.
Шаг 2 — Планируйте наперед
Перед началом работы убедитесь, что детали из нержавеющей стали подходят друг другу. Убедитесь, что металлические поверхности чистые. Спланируйте, какой тип сварного шва вы собираетесь использовать. Пять основных типов: стык, угол, край, внахлест и т. Д. Во избежание теплового повреждения зажмите кусок латуни или алюминия за сварным швом. Он действует как теплоотвод, поэтому сталь не перегревается. Прочтите и поймите все инструкции, прилагаемые к металлу и сварочному аппарату.
Шаг 3 — Практика
Так же, как и в Карнеги-холл, полезно потренироваться перед большим выступлением.Так как нержавеющая сталь сложнее других металлов, даже если вы опытный сварщик, вы захотите опробовать ее на деталях, которые вам не нужны, прежде чем приступить к делу.
Шаг 4 — Сварка
Убедитесь, что металл остается на месте во время сварки. При необходимости используйте какой-нибудь зажим или приспособление. Нержавеющая сталь легко царапается, поэтому не позволяйте ей двигаться по поверхности, которая поцарапает ее. Перемещайте сварочный пистолет с постоянной скоростью, чтобы он оставался однородным. Следите за «лужей», расплавленным металлом, чтобы держать его под контролем.Будьте осторожны, когда закончите сварку, чтобы не допустить обесцвечивания стали под воздействием высоких температур.
Сварка требует контроля и навыков, поэтому лучше всего знать, что вы делаете, прежде чем начинать проект. Если вы будете делать это осторожно и заранее все спланируете, ваш проект должен хорошо выглядеть, быть полезным и сильным в течение многих лет.
Могу ли я использовать сварочный аппарат от бытовой электросети?
Среда, 20 мая 2020 г. 13:58 | По сценарию Metal Man
Многие сварочные аппараты могут работать от стандартной домашней электросети 115 В или 120 В.Но как узнать, способна ли домашняя проводка сделать это безопасно? И можно ли получить сварные швы наилучшего качества?
Прошли те времена, когда сварщики больших надгробий нуждались в специальной проводке для выполнения качественных сварных швов. Главное — убедиться, что у вас есть схема, способная обрабатывать столько энергии, сколько нужно сварщику.
Сегодня для цепей на 120 В обычным явлением является наличие выключателя на 20 А в коробке выключателя. Однако так было не всегда. Если у вас более старый дом, вы можете обнаружить, что ваши автоматические выключатели на 15 А.Фактически, в зависимости от того, сколько лет проводке в вашем доме, вы можете даже увидеть предохранители до 10А. Перед покупкой сварочного аппарата дважды проверьте свою электрическую коробку, чтобы убедиться, что ваша линия обеспечивает питание 120 вольт, 20 ампер.
Входная мощность — это мощность, которая должна быть введена в электрическое устройство для правильной работы этого устройства. Это комбинация напряжения и силы тока. Иногда можно услышать, что это указано в мощности. Это обычное дело в генераторах.
Мощность — это входное напряжение (120 вольт), умноженное на потребляемую входную силу тока (20 ампер).
Входное напряжение x Потребляемая мощность на входе = Требуемая мощность
(120 В x 20 А = 2400 Вт)
Типичные предметы домашнего обихода и требования к входной мощности:
Фен = 120 В, 16 А
Тостер = 120 В, 10 А
Микроволновая печь = 120 В, 13 А
Холодильник = 120 В, 7 А
Типичная бытовая электрическая цепь в современном новом строительстве составляет 120 В и оснащена автоматическим выключателем на 20 А. Это означает, что проводка в стенах вашего дома рассчитана на 20 ампер.Когда потребляется ток более 20 ампер, проводка не рассчитана на такую нагрузку. В результате в электрической коробке «сработает» прерыватель, защищающий дом. Возможно, вы сами испытали это утром, когда варили кофе, одновременно включив микроволновую печь и тостер.
Вашему обычному сварочному аппарату на 120 В требуется изрядная мощность. В конце концов, вы плавите металл! Если вы посмотрите информацию о технических характеристиках большинства сварочных аппаратов на 120 В, то увидите, что они работают от источника питания 120 В и имеют максимальное потребление тока 20 А.
Это означает, что вам потребуется выделенная цепь на 120 В для работы типичного сварочного аппарата на 120 В. Если вы используете электрическую цепь, в которой холодильник уже потребляет 7 ампер, вероятно, ваш сварочный аппарат будет потреблять слишком много энергии. В результате ваш автоматический выключатель сработает, чтобы защитить домашнюю проводку.
При работе с выделенной цепью всегда обращайтесь к профессиональному электрику. Выделенный означает, что никакие другие элементы не подключены к этой цепи. Если к той же цепи поступает что-то еще, скорее всего, ваш автоматический выключатель выполнит свою работу и «взорвется», чтобы защитить ваш дом.
У вас может возникнуть соблазн использовать удлинитель, чтобы расширить зону действия сварщика. Если все сделано правильно, удлинитель — хорошее временное решение. Это никогда не следует рассматривать как долгосрочное решение для сварщика.
Как и в случае с электропроводкой в вашем доме, вам необходимо учитывать напряжение и силу тока, необходимые для работы сварочного аппарата. На упаковке, прилагаемой к удлинителю при его покупке, будет указано, какое напряжение и допустимая сила тока. Удлинитель на 120 В, 20 А длиной 10 футов будет иметь проводку другого размера, чем удлинитель на 120 В, 20 А и длиной 50 футов.Обязательно прочтите упаковку, чтобы убедиться, что вы покупаете шнур на 20А. Маловероятно, что удлинитель, который вы используете для рождественских гирлянд, сможет управлять сварщиком.
Итак, какие сварочные аппараты Metal Man можно использовать от бытовой электросети?
Все эти сварочные аппараты Metal Man работают от 120 вольт и 20 ампер на входе:
- Сварочные аппараты Metal Man, такие как инверторный сварочный аппарат постоянного тока ARC 80T.
- Сварочные аппараты только с сердечником из флюса, такие как Flux Core 130i и Flux Core 135T.
- Многофункциональные сварочные аппараты, такие как MP-140T или Multiprocess 141.
Эти сварочные аппараты Metal Man работают как от бытовой электросети 120 В, так и от электросети 230 В:
- Metal Man MIG 180DVT позволяет выполнять сварку методом MIG и сварку сердечника флюсом при напряжении как 120 В, так и 230 В.
- Metal Man Multiprocess 220iDV позволяет выполнять сварку MIG, сварку сердечником, ручную сварку постоянным током и сварку TIG с нуля на постоянном токе при напряжении как 120 В, так и 230 В.
Если у вас есть вопросы по выбору сварочного аппарата, отвечающего вашим потребностям, позвоните нам.Мы рады помочь!
Решено: VOLTEC WELDING MACHINES, INC. (ЦЕНТРАЛИЗОВАННАЯ СИСТЕМА С …
VOLTEC WELDING MACHINES, INC. (ЦЕНТРАЛИЗОВАННАЯ СИСТЕМА С РАСПРЕДЕЛЕННЫМИ ТЕРМИНАЛАМИ)
Voltec Welding Machines является производителем сварочных аппаратов различных типов, включая TIG сварочные аппараты и другие электрические инструменты. Основными рынками сбыта компании являются коммерческие предприятия и энтузиасты самостоятельного изготовления. Компания достигает своих клиентов через отраслевые журналы и издает отраслевой каталог сварочных аппаратов, плазменных резаков и электрических генераторов.Они продают напрямую оптовикам, а также через дома снабжения и центры домашнего ремонта. Их производственные мощности и распределительный центр находятся в Талсе, Оклахома, где у них работает 120 производственных и конторских служащих.
Voltec использует централизованную компьютерную систему с распределенными терминалами в отделах. В последнее время у них возникли производственные проблемы и перерасход средств. Voltec нанял вашу аудиторскую фирму для оценки ее операций и процедур внутреннего контроля.
Цикл конверсии Voltec запускается отчетом со склада готовой продукции.Клерк склада периодически просматривает инвентарные записи в поисках товаров с низким запасом. Когда количество единицы товарно-материальных запасов на складе готовой продукции падает ниже заранее установленного минимума, служащий склада отправляет цифровой отчет о состоянии запасов со складского терминала в отдел планирования и контроля производства, рекомендуя им запланировать запуск партии продукции для предмет, о котором идет речь.
После получения отчета клерк отдела планирования и контроля производства получает доступ к цифровой ведомости материалов и файлам маршрутных листов для этого изделия, которое будет произведено, и добавляет подробные сведения о производстве в цифровой график производства.Система автоматически добавляет запись в открытый файл рабочего задания и отправляет цифровое рабочее задание на терминал руководителя рабочего центра и на терминал клерка по учету затрат.
Руководитель рабочего центра получает доступ к рабочему заданию со своего терминала и распечатывает бумажные документы на переезд и заявки на материалы для каждого этапа производственного процесса. Производственные работники доставляют заявки на материалы владельцу склада и закрепляют компоненты, узлы и сырье, необходимые для выполнения своих производственных задач.Если требуются избыточные материалы сверх стандартного количества, супервайзер готовит дополнительные заявки на материалы. Сотрудники также заполняют табели рабочего времени после каждого этапа процесса, чтобы отразить время, потраченное на работу. Когда сотрудники выполняют свои задачи, они отправляют путевые листы и табели учета рабочего времени в отдел учета затрат.
Кладовщик получает заявки на материалы и выпускает материалы в производство. Затем он обновляет записи инвентаризации сырья и отправляет заявку в учет затрат.Когда запасы комплектующих и сырья уменьшаются до точек повторного заказа, кладовщик готовит заказы на закупку и отправляет их соответствующим поставщикам. Поставщики доставляют запасы сырья непосредственно в складское помещение, в это время клерк склада проверяет их и обновляет цифровую вспомогательную бухгалтерскую книгу по сырью. Каждый день кладовщик готовит кассовый чек и проводит его по счету управления сырьем главной бухгалтерской книги.
Клерк по учету затрат получает цифровое рабочее задание и создает новую учетную запись незавершенного производства для партии.Во время производственного процесса клерк получает от рабочих центров бумажные документы на переезд, заявки на материалы и заказы на работу, которые он использует для обновления учетной записи WIP. Когда производство завершено, клерк закрывает счет незавершенного производства партии и переносит его во вспомогательную бухгалтерскую книгу запасов готовой продукции.
В конце дня клерк по учету затрат готовит цифровой ваучер журнала, отражающий статус незавершенного производства и любые переводы из незавершенного производства в запасы готовой продукции. Затем служащий проводит бухгалтерский ваучер на контрольные счета главной книги НЗП и ОГ.
Обязательно
а. Создайте диаграмму потока данных текущей системы.
г. Создайте системную блок-схему существующей системы.
г. Какие риски существуют в системе в ее нынешнем виде?
г. Опишите изменения, необходимые для снижения рисков.
Проекты простой сварки, которые можно сделать дома
Возможно, вы изначально научились сварке для определенных целей.
Может быть, вы купили сварочный аппарат для реставрации классического автомобиля.
Когда первоначальный проект будет завершен, есть другие схемы, которые могут стать отличным способом улучшить ваши сварочные навыки .
Хотя многие люди считают сварку рутинной работой, некоторым это будет весело. Способность соединить два куска металла вместе для образования связи никогда не следует недооценивать.
Присоединяйтесь ко мне, и я предлагаю проекты, в которых вы можете сэкономить деньги с помощью своих сварочных навыков и оборудования.
Как сварка может сэкономить вам деньги
Хотя первоначальные затраты могут показаться высокими, владение собственным сварочным оборудованием может сэкономить ваши деньги в долгосрочной перспективе.
Многие из этих предметов, которые иначе были бы отправлены в мусор, можно починить или восстановить с помощью сварочного комплекта.
Будь то поврежденный каркас кровати, ржавая подставка для гриля или сломанный велосипед, вы можете использовать сварщик, чтобы исправить их.
При обучении сварке покупка сварочного аппарата может сэкономить деньги на аренде оборудования. Часто аренда оборудования на три или четыре раза оказывается равной покупке бюджетной машины.
Вы даже можете окупить свои затраты, сдав его в аренду коллегам — просто убедитесь, что они раскошелятся на расходные материалы.
Части машин, которые могут быть недоступны или дорогие для покупки, часто могут быть изготовлены с использованием сварочного аппарата.
В старых автомобилях много чугуна или других прочных металлических деталей, которые можно отремонтировать с помощью подходящего сварочного комплекта. Ремонт кузова может сэкономить вам серьезные деньги.
Проекты по сварке автомобилей
Один из лучших способов сэкономить на сварочном оборудовании — это ремонт или восстановление автомобилей. Трещины или ржавчину на автомобильных панелях можно легко исправить, если у вас есть подходящее оборудование и знания, как это сделать.
Поначалу сварка автомобиля может показаться сложной задачей, но технологии сделали сварку легким для всех, чтобы изучить основы.
Кузов часто может быть самой дорогой частью обслуживания автомобиля. Сварочные мастерские в гаражах часто берут верх за простую работу, которую вы могли бы выполнить в своей мастерской дома.
Вы можете сэкономить время и деньги, решив проблему самостоятельно, вместо того, чтобы покупать новые детали или платить в местной мастерской.
Зачем вам нужен сварочный аппарат для проекта восстановления автомобиля
Практически каждая часть автомобиля в конечном итоге нуждается в сборке или сварке, и нигде это не так, как восстановление старых автомобилей.
Будь то ржавая или потрескавшаяся дверная панель или сломанный компонент двигателя / шасси, хороший сварочный аппарат может сэкономить ваше время и деньги.
Восстановление корпуса или замена декоративных элементов — довольно распространенные процессы, которые обычно выполняются без особых трудностей.
Однако треснувшая или сломанная чугунная деталь может вызвать дрожь по спине даже у самого опытного энтузиаста.
Чугун чаще используется в старых или старинных автомобилях.Это черный металл, содержащий примерно 95 процентов железа.
Остающийся состав обычно состоит из сплавов, таких как кремний или углерод. Хотя металл хорошо принимает форму и идеально подходит для высоких температур, он не выдерживает напряжения и может быть хрупким.
Обычные методы пайки приводят к появлению трещины, которая может появиться снова, когда деталь будет снова введена в эксплуатацию. Винты, расположенные близко друг к другу и вкрученные в корень трещины со шлифованной головкой, могут предотвратить эту проблему.
Однако лучшее решение — отремонтировать чугун и соединить сломанные поверхности сваркой, чтобы предотвратить дальнейшее растрескивание.
Лучший тип сварки автомобильного листового металла
При сварке автомобилей можно использовать три основных типа сварки: TIG, Stick или MIG.
Давайте посмотрим на преимущества каждого из них, хотя на самом деле последний вариант, который мы рассматриваем, обычно является лучшим.
Сварка TIG для автомобилей
В процессе сварки TIG в качестве электрода, создающего сварочную дугу, используется вольфрам.Для проектов, где требуется большая точность и более гладкая поверхность, TIG идеально подходит.
Присадочный металл используется для скрепления соединяемых деталей. Защитный газ прокачивается через сопло, чтобы дуга оставалась более сильной и устойчивой.
Дополнительный контроль, необходимый для сварки TIG, например использование обеих рук и часто ножной педали, может затруднить доступ к более трудным участкам.
Для компонентов, которые можно снять для работы на столе, TIG обеспечит большую точность и контроль.Просто не ожидайте, что вы попадете под машину со сварочным аппаратом TIG в руке.
Сварка палкой
Сварка палкой раньше была предпочтительной и наиболее распространенной сваркой для многих проектов, включая восстановление автомобилей. Как и TIG, в нем также используется присадочный металл, но он не такой точный и может оставить некрасивую поверхность с большим количеством брызг.
Высокая температура, связанная с сваркой штангой, также делает ее непригодной для многих более тонких металлов, часто встречающихся в кузовах автомобилей.
Сварочные аппараты палкой, как правило, являются наименее дорогими в использовании сварочными аппаратами, и их можно использовать практически в любом месте автомобиля.Однако при использовании накладных расходов они будут сильно разбрызгиваться.
Особенность, которая делает эти сварные швы подходящими для скрытых участков автомобиля, заключается в том, что они не так чувствительны к чистоте металла, как другие виды сварки.
Сварка MIG
Сварка MIG — , как правило, самый быстрый из сварочных процессов и самый простой в освоении . Опять же, он использует присадочный материал и газовую защиту, но подает присадочный материал в виде проволоки через сварочный аппарат, что означает, что вы можете выполнять это одной рукой.
Это может быть не так точно, как сварка TIG, но все же может привести к довольно чистой поверхности.
В основном при ремонте кузовов автомобилей сварка MIG должна быть вашим лучшим выбором. Сварочный аппарат MIG может обрабатывать более широкий диапазон металлов и толщин, чем TIG или Stick, и подходит для быстрого ремонта. Сварщик MIG создаст прочное соединение без ущерба для чистоты.
Может ли сварка сэкономить деньги при ремонте автомобиля?
Собственная сварочная установка может существенно сэкономить на ремонте автомобиля.
Части корпуса, которые корродировали или сломались, можно заменить новым листом или относительно быстро отремонтировать трещины с помощью сварочного аппарата MIG.
Ремонт выпускного коллектора и глушителя выполняется быстро и легко, если у вас под рукой есть подходящее сварочное оборудование.
Помимо инвестиций в качественный сварочный аппарат MIG, вам также необходимо подобрать присадочную проволоку в соответствии с основным металлом, с которым вы будете работать.
Выбор правильного защитного газа также может быть жизненно важным, хотя 75% аргона и 25% CO 2 должны охватывать большинство сварочных проектов.Другие инструменты, которые могут вам понадобиться, включают:
- Угловая шлифовальная машина для очистки любых неприглядных сварных швов
- Пневматическая пила для облегчения выполнения тонких надрезов или выравнивания подгонки металла
- Авиационные ножницы для вырезания участков металла
- Сварочные зажимы который может зафиксировать металлы на месте во время работы
- Молоток для тела, который можно использовать для выравнивания металлических панелей
- Измерительное устройство или калибр для листового металла для обеспечения соответствия размера заплатки настройкам MIG
Сварка автомобилей может быть относительно простым, если вы опытный сварщик, и не займет больше времени, чем любые другие сварочные работы.
Если вы новичок, возможно, будет лучше потренироваться на кусках металлолома, прежде чем вас отпускают на любимой машине.
Большая часть времени будет потрачена на подготовку, чтобы убедиться, что вы правильно определите размер заплатки и проверьте толщину металла.
Сантехника
Можно подумать, что сварочный комплект поможет вам серьезно сэкономить на ремонте домашней сантехники.
Тем не менее, большинство труб, используемых в настоящее время в жилых домах, изготавливаются из меди из-за ее гибкости, прочности и простоты монтажа.
Проблема с медью заключается в ее мягком составе и более высокой теплопроводности. Традиционные методы сварки просто пробивают дыру в трубах. Дополнительная проводимость также затрудняет работу, поскольку тепло быстрее передается по всей трубе.
Вместо этого следует припаять медные трубы для герметичного соединения. Пайка медной трубы — относительно простой процесс, который можно легко выполнить в домашних условиях. Весь процесс может быть выполнен менее чем за час, в зависимости от объема работы.
Как паять медные трубы
Хотя мы рассматриваем процессы сварки, пайка медных труб аналогична и является наиболее распространенным методом в водопроводной сети.
Пропановые горелки обычно достигают более низких температур, составляющих 3500 градусов по Фаренгейту, что позволяет избежать выдувания трубы. Припой или флюс, используемые для медных труб, легко плавятся при температуре 3500 градусов.
Щелкните здесь, чтобы получить более подробное руководство по пайке медных труб, используемых для сантехники, от наших друзей на homedepot.com.
Что такое фитинги?
Фитинг и сварка идут рука об руку. Стальные или железные трубы свариваются друг с другом, как правило, на этапе изготовления. Сварка и монтаж труб — это две разные профессии.
Сварщики обычно работают на строительных объектах или для производителей труб, соединяя металлические части вместе.
Монтажники обычно специализируются на нарезании резьбы или соединении труб. Они тоже могут работать в обрабатывающей промышленности, но обычно работают в нефтяных, газовых или электрических компаниях.
Монтажник труб — это прибыльная карьера со средней годовой заработной платой, по данным Бюро труда, в 52 590 долларов. Это значительно выше, чем в среднем 40 240 долларов США для сварщиков.
Однако фитинги требуют отдельной сертификации. Обучение этому занимает минимум четыре года, прежде чем вы даже пройдете тестирование.
Трубная арматура в домашних условиях
Сварка труб — один из самых надежных способов соединения труб. Стальные трубы можно сваривать сварочными аппаратами MIG, TIG или Stick.
Перед сваркой двух труб необходимо убедиться, что между ними нет зазоров. При сварке вам нужно будет принять меры, чтобы трубы постоянно выровнялись.
Начните с совмещения двух труб вместе, используя зажимы, чтобы удерживать их на месте. Зажгите сварочную дугу и дайте дуге образовать небольшую сварочную лужу или прихваточный шов на поверхности стали.
Слегка перемещая дугу, можно образовать серию сварочных луж или прихваточных швов по окружности трубы.
При перемещении сварочного инструмента по окружности вы должны создать сварочную лужу, которая простирается по всей окружности. Когда две трубы соединятся, погасите дугу и дайте сварочной луже остыть.
Хотя это звучит довольно просто, монтаж газопровода всегда должен выполняться сертифицированным специалистом. Строительные нормы во всех штатах требуют сертификации для всех, кто хочет подключиться к сети поставок газа или нефти.
Практика монтажа труб может пригодиться во многих других проектах, где вы используете стальные трубы для изготовления каркаса проекта.
Создание собственного велосипеда
Применив некоторые из этих навыков сварки труб, которые вы приобрели, вы легко сможете сделать свой собственный велосипед. Хотя многие современные велосипеды сегодня сделаны из углеродного волокна, сталь по-прежнему пользуется большим спросом.
Для кроссовых велосипедов типа BMX или шоссейных велосипедов сталь будет более прочной и лучше выдержит аварии или царапины.
Изготовленные на заказ стальные велосипеды могут быть значительно дороже, чем стандартные модели.Имея собственное сварочное оборудование и множество интернет-ресурсов, вы можете изготовить собственную раму за небольшую часть цены.
Вы можете даже разрезать пару старых или более дешевых велосипедов, чтобы снова сварить их в раме.
Как сварить раму велосипеда?
Сварка рамы велосипеда методом TIG может стать одним из самых выгодных сварочных проектов, за которые вы можете взяться.
Также может быть одним из самых сложных и специализированных. Сварка кастомной рамы велосипеда с помощью сварочного аппарата TIG потребует много практики, подготовки, а затем еще больше практики.
Простой чертеж или план для вашего велосипеда поможет вам определить, какие детали и где подходят друг к другу. Вам нужно будет решить, какие трубы вы собираетесь использовать, как они будут соединяться, а также их длину и углы.
Вы можете найти множество планов в Интернете или даже использовать CAD, чтобы спроектировать свои собственные, включая то, как подойдет нижнее перо. Когда у вас есть дизайн, вы можете настроить приспособление, чтобы удерживать детали на месте во время их сварки.
Самая трудоемкая часть процесса — это разрезание рамы и ее сборка .Для сварки TIG рамы потребуется нечто большее, чем просто зажимы и планирование. Вам нужно будет поработать над правильным положением рук во время работы.
Какой материал лучше всего для рамы велосипеда?
Хотя мы уже упоминали стальные велосипедные рамы ранее, алюминий может сделать ваш велосипед намного легче. Если вы работаете с алюминием, вам понадобится много наполнителя.
Снижение количества используемого присадочного материала приведет к ослаблению сварных швов, которые в дальнейшем могут потрескаться. Не идеально, если вы едете на велосипеде по шоссе или по пересеченной местности.
Сталь может быть более прочной, но она намного тяжелее. Еще одна альтернатива, которую предпочитают многие энтузиасты велосипеда, — это титан.
Титановые трубки будут покупать намного дороже. Многие эксперты рекомендуют сталь для тренировочных моделей, а затем переходят на титан, когда вы будете готовы.
Изготовление рамы велосипеда будет трудоемким процессом и проверкой ваших навыков сварки TIG. Во многих местных колледжах сейчас проводятся занятия по сборке велосипедов, что может стать социальным способом научиться строить велосипед.
Плюс, на таких курсах можно почерпнуть массу информации. Вы также можете найти хорошее руководство по началу работы на веб-сайте инструкций.
Ландшафтный дизайн
Одним из проектов, с которого может быть легко начать, является сварка собственного кованого забора или декоративных ворот.
Кованое железо не только выдержит испытание временем на прочность, но и никогда не выйдет из моды. Установка заборов из кованого железа будет стоить в среднем 2688 долларов, и они прослужат дольше всех металлических заборов.
Согласно веб-сайту Home Advisor, в среднем по стране на установку алюминиевого или стального забора стоит 3524 доллара. Материалы будут стоить всего от 7 до 60 долларов за фут. Работа может быть дорогостоящей частью, которая стоит от 10 до 30 долларов за фут.
Цены на ограждение из стали, алюминия или железа будут зависеть не только от высоты и стиля ограждения, но и от сложности его установки. Такие препятствия, как деревья или наклонный двор, усложнят задачу и увеличат затраты на рабочую силу.
Использование домашнего сварочного комплекта для создания ограды может быть отличным способом сэкономить деньги, но имейте в виду, что это также требует очень много времени.
Как построить свой собственный забор
Возможно, первое, что нужно сделать, это выбрать материал, который вы собираетесь использовать.
Алюминий имеет низкую плотность и более пластичен, чем сталь, но также значительно слабее. Сталь обеспечит гораздо более прочное ограждение, но она может быть подвержена ржавчине и потребует более тщательного ухода.
К сожалению, нержавеющая сталь слишком дорога для ограждений, в четыре-пять раз дороже оцинкованной стали. Для самого прочного забора с минимальным уходом и максимальной защитой от атмосферных воздействий следует использовать кованое железо.
После того, как вы определились с материалом, который собираетесь использовать, вам нужно будет провести измерения, чтобы определить, сколько вам нужно. При строительстве забора или ворот измерения будут иметь жизненно важное значение, их довольно сложно и дорого разваривать, если они не подходят.
При строительстве собственного забора лучше всего использовать сварочный аппарат MIG, хотя это может быть невозможно, с более тонкими материалами, такими как алюминий.
MIG обеспечит необходимый вам надежный сварной шов, сэкономит время и обеспечит лучший результат, чем сварка штучной сваркой.Такой проект не должен быть слишком сложным и подходит для начинающих.
Создание собственной мастерской
Для всех ваших сварочных работ вам понадобится место для хранения оборудования и рабочих материалов.
Почему бы не построить сам цех из сварочного комплекта? Верстак, стеллаж или стеллажи для хранения легко собрать с помощью сварочного комплекта.
Строительство собственного цеха сэкономит деньги, будет хорошей практикой для других сварочных проектов и позволит создать собственный уникальный дизайн .
Это также то, чем вы можете похвастаться перед своими приятелями-сварщиками, когда они приходят помочь с проектами.
Сварочный стол или стол
Простым местом для начала было бы сделать собственный металлический верстак для сварки. Пространства на поверхности скамейки обеспечат более легкий доступ к зажимам, а плоская штанга внизу может быть подставкой для ног.
Другие дополнения могут включать самоустанавливающиеся колеса с тормозами для облегчения передвижения по мастерской.
Для большей прочности мы рекомендуем использовать полые стержни из мягкой стали с 1.Толщина 5 дюймов. Вы также можете использовать более тонкие стержни для более легкого стола, но он может не обеспечить достаточной прочности или поддержки для сваривания более тяжелых предметов.
При использовании более толстых стальных стержней вам также потребуются более прочные ролики, чтобы выдержать вес скамейки / стола.
Инструменты, которые вам понадобятся, включают пилу, угловую шлифовальную машину с дисками, сварочный аппарат, спиртовой уровень и угольник. Кисти для рисования и краска также могут быть полезны для придания более профессионального результата.
Это простой сварочный проект, который на самом деле требует больше резки, чем сварки.Основное время будет уходить на механическую обработку всех металлических деталей, чтобы они соответствовали друг другу.
Сварщик MIG может сэкономить время на самой сварке, так как большинство стыков не видны после завершения проекта. Это проект, который вы сможете завершить днем, чтобы продать, или вы можете купить лучшие здесь.
Стеллажи
Важной частью любой мастерской, особенно при сварке, является поддержание ее в чистоте и порядке. С годами вы соберете множество инструментов или металлических отходов, которые могут занять ценную площадь пола.
Если вы хотите хранить сварочные аппараты и принадлежности, вам понадобится что-то надежное и прочное.
К счастью, даже начинающий сварщик может сделать достаточно прихваток и стыков, чтобы сделать в своем гараже прочные металлические полки.
Металлолом и сварочные аппараты найдут подходящие места для хранения на ваших новых полках. У вас может быть даже металлолом, который вы можете использовать для этого проекта.
Стеллажные системы из металла обычно состоят из трех частей. Горизонтальные полочные лотки могут быть изготовлены из металлических труб квадратного сечения, сваренных в каркас.
Это поддерживает саму полку, которая снова может быть сварена в виде лотка для дополнительной поддержки. Дополнительно полке потребуется несколько приваренных к каркасу вертикальных распорок для крепления к стене.
Для проекта потребуются только несколько листов и трубок металла, режущее устройство и использование сварочного аппарата MIG. Для более тонких конструкций полок вы можете использовать сварочный аппарат TIG, чтобы добиться большей точности.
Слой краски может добавить законченного вида, так как весь проект займет всего день или около того, в зависимости от того, сколько полок вы сделаете.
Единицы хранения
Если, как и я, вы накопили еще больше обрывков за годы, вы можете построить единицу хранения. Эти блоки обычно состоят из полок или отсеков в отдельно стоящей конструкции.
Это то, что можно легко поставить в угол, чтобы воспламеняющиеся газы или жидкости не попали слишком близко к рабочей зоне.
Создание стеллажной системы хранения может быть простым с использованием углового железа, металлических труб или даже дерева. Это позволит вам использовать неиспользуемое пространство в гараже или мастерской.
Это может стать организованной системой для хранения оставшейся арматуры, труб или металлических труб, как вы видите в магазинах DIY.
Опять же, их можно легко построить с помощью любого сварочного аппарата, который у вас есть.
Выбор TIG, Stick или MIG просто зависит от того, какой тип отделки вы хотите.
Сварка TIG может быть излишней для такого проекта, поскольку сварщик MIG является самым быстрым методом.
Проекты для вашей мастерской
Другие проекты для вашей мастерской могут включать изготовление держателя для горелки MIG или тележки для больших газовых баллонов.Можно обработать простое приспособление в виде зажима, что даст вам место для безопасного отдыха фонарика.
Проект по созданию прокатного инструмента / тележки для подачи может стать простым способом отработки навыков сварки. Используя кусочки металла, вы можете построить тележку с ящиками для хранения, чтобы ваши инструменты были централизованы при работе над будущими проектами.
В зависимости от прочности используемого металла он также может транспортировать более тяжелое оборудование по инструментальному цеху.
В одном новом сварочном проекте используется старый тормозной ротор для изготовления системы хранения отверток.Очистите тормозной ротор, прежде чем разрезать его пополам и повторно сварить детали под углом 90 градусов друг к другу.
Просверлите отверстия достаточно большие, чтобы держать отвертку равномерно поперек этого L-образного творения, прежде чем прикрепить его к стене.
Ремонт лодок
Когда становится теплее и наконец наступает лето, мне больше всего нравится проводить день на озере.
Вывоз лодки из гаража — одно из первых летних занятий для многих.
К счастью, ваши сварочные навыки могут оказаться очень полезными, когда вам нужно отремонтировать лодку, прицеп или другое водное оборудование.
Может ли сварка сэкономить деньги на обслуживании лодки?
Многие из имеющихся у нас лодок сделаны из стеклопластика или дерева. Некоторые лодки по-прежнему используют алюминий для шасси или гребных винтов двигателей, которые могут нуждаться в ремонте. Вряд ли у вас в гараже будет стальная лодка.
Дополнительные детали для лодок часто могут быть дорогими, и многие считают это роскошным хобби.Ручки для посадки и высадки из лодки — это всего лишь одна вещь, которую можно легко изготовить с помощью вашего сварочного оборудования.
Другие аксессуары могут включать декоративные элементы, якорь или цепи и обручи для надежного удержания лодки. Платформа для плавания — это еще одна вещь, которую вы можете сделать вместе со своим сварщиком. Есть даже проекты, которые показывают вам, как сделать свою простую алюминиевую лодку.
Всегда дешевле изготавливать детали и проводить ремонт, имея собственное сварочное оборудование.
Лодочные прицепы
Весь выполненный ремонт и аксессуары, сделанные для вашей лодки, бесполезны, если вы не можете добраться до озера. Постоянные въезды и выезды из озер или морской воды в конечном итоге приведут к тому, что ваш прицеп заржавеет и, возможно, потрескается.
Умение ремонтировать прицеп может стать отличным навыком как для личного использования, так и для получения прибыли.
Ремонт лодочного прицепа может быть простым процессом, просто убедитесь, что вы стерли с него всю ржавчину и острые края.
Иногда некоторые части прицепа можно легко отремонтировать с помощью сварочного аппарата MIG: просто убедитесь, что он чистый и сухой перед запуском. В других случаях вам может потребоваться отрезать ржавую часть и заново изготовить деталь, чтобы ваш прицеп вернулся на дорогу.
Если вы снимаете большие части прицепа, вам необходимо закрепить раму, чтобы снятие не привело к изгибу или повреждению. Всегда старайтесь использовать подходящие материалы для остальной части шасси, чтобы упростить сварку. Поперечная пластина поверх новых частей может усилить сварные швы.
После гладкой отделки и перекраски прицеп может выглядеть как новый. На следующей неделе на озере, кто знает, кому-то еще могут потребоваться ваши услуги.
Ремонт гребного винта лодки
Гребной винт лодки — еще один элемент, который часто требует регулярного ремонта или сварки. Это может быть из-за коррозии. В других случаях вы могли подрезать гребной винт на дне озера на мелководье или при погрузке его на трейлер.
Лодочные гребные винты сложно отремонтировать, и вам нужно уделять особое внимание металлам, которые вы используете для их ремонта.Для большинства проектов сварки пропеллеров высокочастотный сварочный аппарат TIG на переменном / постоянном токе с ножным управлением обеспечит наиболее точные сварные швы.
Обязательно используйте сварочный стержень, соответствующий металлу, который вы ремонтируете, будь то медь, бронза или алюминий. Вы должны убедиться, что ваш сварной шов хорошо подходит для ремонта лопасти и выдержит трение, которое испытывает винт.
Ремонт обойдется намного дешевле, чем покупка сменного лезвия, но вам понадобится опытный сварщик TIG.Большинство ремонтов, в зависимости от размера поломки, можно устранить примерно через час после тщательной очистки лезвия.
Сварка алюминиевой лодки
Если вы хотите попрактиковаться в сварочных навыках, небольшая алюминиевая лодка может стать идеальным проектом. Приступая к реализации такого проекта, вы сможете попрактиковаться в сварке MIG и TIG.
Алюминий толщиной ⅛ и ⅜ идеально подходит для кормы лодки с самопротравливающейся грунтовкой, используемой для внешней отделки.
У многих поставщиков также есть комплекты для строительства лодок, которые можно легко настраивать.
Очевидно, что чем крупнее и совершеннее лодка, тем больше опыта и времени вам понадобится. Некоторым энтузиастам удалось построить небольшой круизер для двух человек, используя свои сварочные навыки.
Распространенная проблема с алюминиевыми лодками — расслоение швов. Некоторые владельцы лодок прибегают к временному исправлению, например, эпоксидной смолой.
Наполнитель из сплава можно использовать с комплектом для газовой сварки пропаном и кислородом, чтобы быстро исправить разделенные швы. Однако вам нужно будет использовать более низкие температуры оксипропана, поскольку алюминий быстро рассеивает тепло.
Проект сварщика плавательной платформы
Простой проект, который может быть полезен владельцам лодок, — это сделать плавательную платформу. Эти платформы могут быть прикреплены к задней части вашей лодки, чтобы пловцам или лыжникам было легче вернуться в нее.
Этот проект можно довольно легко завершить одним из тех долгих зимних вечеров, чтобы подготовиться к следующему сезону катания на лодках.
Морская нержавеющая сталь будет хорошим выбором для этой платформы, поскольку она менее подвержена ржавчине.Другим вариантом может быть алюминий, поскольку он легче и дешевле. Если вы используете алюминий, убедитесь, что он имеет порошковое покрытие, чтобы избежать ржавчины.
Используя сварочный аппарат MIG, вы можете изготовить внешнюю поверхность платформы из прочных круглых металлических труб. Сварочный аппарат TIG можно использовать для приваривания небольших стержней к полу платформы. Только не забудьте зашлифовать все сварные швы, чтобы пловцы не порезались, поднимаясь на борт.
Обслуживание дома
С декадентских высот судоходства мы возвращаемся к задачам по обслуживанию дома, в которых вы можете применить свои сварочные навыки.Если вы действительно хотите сэкономить на сварочном оборудовании, вам следует сосредоточить свои усилия именно на нем.
Многие из тех мелких — и не таких уж мелких — работ, за которые вам приходилось платить людям в прошлом, теперь вы можете выполнять сами.
Водосточные желоба
Водосточные желоба — это то, о чем мы особо не говорим. Однако, когда ваш желоб сломается, вы узнаете об этом, и его необходимо отремонтировать как можно быстрее.
Возможно, вы даже решите заменить всю водосточную систему.Здесь снова пригодятся ваши сварочные навыки.
В большинстве жилых домов теперь будут алюминиевые желоба, хотя в старых домах или на охраняемых территориях все еще может быть чугун.
Швы стыков желобов часто свариваются, но со временем теряют свою прочность. Ваши желоба будут подвергаться воздействию экстремальных температур, силы и, конечно же, воды.
Если не проверять или не обслуживать регулярно, могут образоваться утечки или отколоть куски. При установке водостока лучше сделать как можно меньше швов или выбрать бесшовный желоб.
Какой вид сварки лучше всего подходит для водостоков?
Самая трудоемкая часть ремонта или установки водосточного желоба — это его снятие или установка. Убедитесь, что вы правильно очистили любую свариваемую поверхность, при этом желоб удален.
В зависимости от типа металла, из которого изготовлен водосточный желоб, будет зависеть, какой тип сварочного аппарата лучше всего подходит для сварки TIG.
В старых домах вы часто найдете чугунные желоба, которые, возможно, вы захотите сохранить для подлинности.Сварка MIG создает прочную связь с чугуном, и ее выполнять намного быстрее и проще, чем при сварке TIG.
Несмотря на то, что раньше для многих более твердых металлов предпочтительным способом использовалась сварка электродом, брызги могут оставлять грязный, а иногда и не водостойкий вид.
Бытовой ремонт
Вы удивитесь, просто осмотрев свой дом, какие сварочные работы ждут вас. Металлический каркас кровати с годами часто трескается или ломается, что может быть несложно исправить с помощью сварочного аппарата TIG.
Стулья и другие предметы мебели могут быть изготовлены из чугуна, который иногда требует повторной сварки. С помощью сварочного комплекта вы можете повысить стоимость своего дома и имущества, сделав многие из этих необходимых ремонтов самостоятельно.
Примеры других проектов, связанных с домом, могут включать строительную мебель или фурнитуру.
Винный шкаф — это относительно простой проект, который вы могли бы сделать вечером со старыми подковами.
Или почему бы не переделать старый гриль в коптильню, приварив сбоку коптильную камеру? Посмотрите доступные проекты.Возможности безграничны.
Часто задаваемые вопросы
Какие бывают хорошие сварочные проекты?
Вот несколько хороших сварочных проектов:
- винный шкаф
- подковы
- стулья
- ворота сада / дома
Что можно делать со сварщиком?
Сварочные аппараты используются для сваривания металла для получения стабильного соединения. Вы можете заниматься множеством проектов, даже будучи новичком, например, наводить порядок в доме и даже создавать украшения или украшения для продажи.
Заключение
Хотя сварка TIG может быть сложным процессом для изучения, неплохо получить некоторый опыт. MIG может быть быстрее и проще для новичков, но будут проекты, где он не подходит для использования.
А сварка штучной сваркой может быть просто беспорядочной — отлично подходит для скрытых сварных швов, но не очень хороша для внутренних работ или кузовных работ.
Чем больше у вас опыта в сварке, тем выше будут и ваши навыки .
Проекты, которые в прошлом могли казаться слишком сложными, кажутся выполнимыми.
Многие ремонтные работы автомобилей, которые вы слишком нервничали, станут проще, и вы сможете бороться с ними намного дешевле дома.
Как я уже говорил, для многих сварка доставляет удовольствие. Это не только экономия денег, но и расслабляющее хобби — и даже прибыльное времяпрепровождение.
Мастер-сварщик
Мастер-сварщик — 100 долларов (сестры) <изображение 1 из 1> Состояние: хорошее. QR-код Ссылка на это сообщение. Старший умелец, сварщик палкой. Требуется 220 проводов для установки вилки осушителя.Детали для сварщика Craftsman 113201330 — одобренные производителем детали для правильной установки в любое время! У нас также есть руководства по установке, схемы и руководства, которые помогут вам в процессе! Старые мастера ограничили вход переменного тока. дуговой сварщик Sears and Roebuck. 180 Амос. Отличный сварщик, когда пользовался им в последний раз. Стоит в моем гараже около года. На моем новом месте нет места … 27 октября 2007 г. · Кабели для точечной сварки были сделаны из примерно 4-х калибровочных морских силовых кабелей, которые я купил в излишках более 10 лет назад. Это как проволока Deans Noodle, но 4 га !! Впечатляющая конструкция: множество тонких прядей, сплетенных как веревка, чтобы сохранить гибкость.Я обжал толстые кольцевые клеммы на кабеле и отрезал каждую до 2 футов в длину. Сварочные обсуждения; Если это ваш первый визит, обязательно ознакомьтесь с часто задаваемыми вопросами, щелкнув ссылку выше. Возможно, вам придется зарегистрироваться, прежде чем вы сможете отправлять сообщения: нажмите ссылку регистрации выше, чтобы продолжить. Чтобы начать просмотр сообщений, выберите форум, который вы хотите посетить, из списка ниже. Папа готовил палубу к покраске и обнаружил трещины прямо на краю опор палубы. Оказалось, что он приварен только с одной стороны, что позволяет… Просмотрите и загрузите онлайн-руководство пользователя Craftsman 196.205690. СВАРКА MIG С ПОДАЧЕЙ ПРОВОЛОКИ. 196.205690 сварочная система pdf скачать инструкцию.
Hobart Welders — ведущий производитель сварочных аппаратов в США. Просмотрите информацию о различных сварочных аппаратах, сварочном оборудовании, оборудовании и проектах, чтобы найти то, что вам больше всего подходит. Сварочный аппарат AC-225 идеально подходит для сварки общего назначения, включая низкоуглеродистую, низколегированную и нержавеющую сталь, а также чугун для обычных ремонтных и любительских работ. Станки AC / DC 225/125 позволяют сваривать более тяжелые листы и выполнять сварку в нерабочем положении для наплавки твердым сплавом.29 ноя.2019 · Рождественский подарок? Мастер «Профессионал» Мод. 20559 Сварочный аппарат с механизмом подачи проволоки MIG. Пару дней назад этот сварщик появился на моем местном FaceBook Marketplace. Я решил, что за 50 долларов на это стоит взглянуть. И я был «счастливым» победителем, поскольку первым ответил и явился с деньгами. Это было всего в 5 минутах от моего дома, что было большим фактором в моей покупке. 24 нояб.2020 г. · Мастер двойной тепловой сварки. 240вольт в комплекте с кабелями, готов к работе! Сделано в США. Трансформатор с медной обмоткой.Не дешевый китайский импорт! Приобретите контактные наконечники Lincoln Electric из 10 штук не указано на Lowe’s.com. Полностью медный сменный наконечник для сварочной проволоки 0,030. В комплекте десять сменных насадок. Наконечники предназначены для подачи сплошной сварочной проволоки или порошковой проволоки диаметром 0,030. Service Welding & Machine Inc. — цех сварки и изготовления с полным спектром услуг. Вот некоторые из множества предлагаемых нами услуг, но не ограничиваются ими. Если у вас есть работа, которой нет в списке ниже, не стесняйтесь написать нам, и мы сделаем все возможное, чтобы удовлетворить ваши потребности в металле.Описание: Сварочный аппарат MIG с тележкой, 120 В, 5-023 контактных наконечника, 5-030 контактных наконечников, 5,040 контактных наконечников, стартовая катушка проволоки 20139 Craftsman-Sears Roebuck & Co. Stickmate 160i — надежный, портативный, мощный , Сварочный аппарат постоянного тока. Сварка до 3/8 дюйма, предлагает мульти-вилку (MVP) с двойным входным напряжением, работающую от входной мощности 120 В или 240 В и выходной мощности до 160 А. Подробнее. Мастер сварки пластин фортепиано Виктор Апуанго демонстрирует свое мастерство Джо Ханерфельд из Craftsman Piano рассказывает о сварке пластин в своем выставочном зале фортепьяно в Йонкерсе, штат Нью-Йорк.Мастер-сварщик — BTM Industrial. Вы выиграли эту вещь? Полный счет должен быть отправлен победителю по электронной почте аукционистом в течение одного или двух дней.
Таким образом, вы можете покупать электроинструменты Milwaukee, электроинструменты Craftsman, инструменты Wilray и другие бренды или искать по категориям, чтобы найти то, что соответствует вашим потребностям. Сотни инструментов в наличии для выполнения любой задачи в магазине. Приобретайте сварочный аппарат с подачей проволоки Lincoln Electric, 230 В, 180 А, Mig, в отделе сварочных аппаратов с механизмом подачи проволоки на сайте Lowe’s.com. Pro MIG ™ 180 предназначен для фермерских хозяйств, легких промышленных предприятий, автомобилей или дома! Если у вас есть доступ к входному питанию 208/230 В, вы можете сваривать более толстый материал.Сделайте это самостоятельно и сделайте это лучше с Блогом Мастера и Скоттом Сидлером. Я покажу вам, как отремонтировать старый дом и правильно его восстановить. Сделайте это самостоятельно и сделайте это лучше с Блогом Мастера и Скоттом Сидлером. Я покажу вам, как отремонтировать старый дом и правильно его восстановить. Двухдиапазонный сварочный аппарат Craftsman 230 AMP. Данный агрегат находится в рабочем состоянии. Номер модели: 113.201371. Бесконечный выбор тепла 30-230 ампер. Размеры устройства … Настройки сварочного аппарата MIG могут существенно различаться от модели к модели и, конечно, от марки к марке.Эта статья является скорее общим руководством, чтобы помочь начинающему сварщику понять, как различные настройки повлияют на ваши результаты. В отличие от сварки штучным сварочным аппаратом, сварка MIG представляет собой полуавтоматический процесс. Покупайте наборы ручных инструментов для мастеров на сайте Walmart.com. Экономить деньги. Живи лучше. / Наборы ручного инструмента мастера. левая навигация Пропустить к результатам поиска. 200, 201, 251 Сварочный аппарат MIG: Руководство: Серия VS Forn-A-Matic: Руководство: 691-E, 692-E: Weldanator 200 AMP Сварочный аппарат постоянного тока и электростанция переменного тока: Руководство: Модель 196.205080 Craftsman Wire Feed MIG Welder: Руководство: 180 MIG, модель 196.205040 Craftsman Wire Feed MIG Welder: Руководство: 20569 (402) 130 MIG Amp Gas / No Gas Welder Model 196.205690 Craftsman Wire Feed MIG … Сварка, пайка, пайка и металлообработка — Старый мастер по дуговой сварке — недавно я познакомился с загадочным сварщиком. Я немного сварил, но этот аппарат старше меня.
Мастер. 1,5 млн лайков. Добро пожаловать на официальную страницу CRAFTSMAN в Facebook. Мы создаем инструменты для расширения возможностей тех, кто это делает, от домовладельцев и строителей домов до… Мастер дуговой сварки Номер модели 113201331, 230 В и разные сварочные стержни. 50 долларов. Позвоните Чарли по телефону 58-467-4993 (без текста) для получения информации. НЕ обращайтесь ко мне с нежелательными услугами или предложениями 28 декабря 2020 г. · Хорошо хранимая никогда не использовавшаяся ручка сварочной горелки Craftsman / Harris и новая никогда не использовавшаяся режущая насадка с режущими наконечниками №1 и №2. Используются наконечники №1 и №5 для сварки / пайки, но в хорошем состоянии. Этот фонарик совместим со всем оборудованием Harris # 63. Сделано в США, а не в Ирландии. Прекрасно работает. Некоторые тускнеют от сидения.Набор для чистки наконечников мастера … Сварщик был слишком горячим для рамы из тонкостенных труб, я продолжал плавить отверстия даже со стержнями 1/16 дюйма 6013. Поэтому я подключил сварщик к вариактическому диммеру и уменьшил мощность примерно на 30%.