Сварка тонкого металла электродом — виды, особенности
Екатерина
Как у профессионалов, так и у новичков часто возникает вопрос, как правильно осуществляется сварка тонкого металла электродом. Вся проблема в том, что сварка жести вызывает некоторые трудности, связанные с ее толщиной (0,1-0,3 мм), из-за которой может возникать деформация в процессе работы. Рассмотрим основные требования правила работы и технологию сварки на листовой стали и выбор самых тонких электродов для работы.
Содержание статьи
- Особенности сварки тонкого металла электродом
- Требования и технология сварки жести
- Основные способы соединения тонколистового металла
- Особенности работы с оцинкованной сталью
Особенности сварки тонкого металла электродом
Сварка жести с помощью проводника процесс хоть и востребованный, но достаточно сложный и требует особого подхода. Все дело в том, что одно неловкое движение проводником и металл можно испортить, то есть насквозь прожечь, так как он толщиной меньше 0,4 миллиметра. В то же время, недостаточно плотное прилегание электрода может привести к некачественному соединению свариваемого материала.
Все дело в том, что одно неловкое движение проводником и металл можно испортить, то есть насквозь прожечь, так как он толщиной меньше 0,4 миллиметра. В то же время, недостаточно плотное прилегание электрода может привести к некачественному соединению свариваемого материала.
Сварка тонкого металла электродом ведется на низком токе, поэтому необходимо четко придерживаться расстояния между изделием и проводником, чтобы не утратить дугу. Одним словом, нужно долго учиться и тренироваться, как варить тонкий металл, чтобы полноценно прочувствовать весь процесс и научиться удерживать дугу.
Одной из особенностей является специальная подготовка для тонкого металла, для лучшего сцепления. То есть, детали необходимо максимально качественно очистить от масла, краски, грязи и пыли для лучшего скрепления. Следует учитывать, что не все виды швов и не каждая технология подойдет для сварки стальных листов.
Требования и технология сварки жести
Сварка тонколистового металла имеет ряд требований, которые рекомендуется выполнять для получения качественного результата:
- электроды для сварки тонкого металла следует подбирать в соответствии с толщиной рабочего изделия.
 При толщине детали, не более 3 мм и проводник нужно применять диаметром 3-4 миллиметра. Для этого нужен самый тонкий электрод для сварки;
При толщине детали, не более 3 мм и проводник нужно применять диаметром 3-4 миллиметра. Для этого нужен самый тонкий электрод для сварки; - во избежание деформации деталей, необходимо выбирать соответствующую силу тока, для сварки стальных листов небольшого диаметра;
- сварка тонколистовой стали должна производиться электродами с особым покрытием, которые будут медленно плавиться, позволят легко возбудить и удержать дугу, без разбрызгивания капель металла.
 При толщине детали, не более 3 мм и проводник нужно применять диаметром 3-4 миллиметра. Для этого нужен самый тонкий электрод для сварки;
При толщине детали, не более 3 мм и проводник нужно применять диаметром 3-4 миллиметра. Для этого нужен самый тонкий электрод для сварки;Особое внимание необходимо уделить выбору электрода. Для сварки жести нужно выбрать специальные проводники, которые обеспечивают медленное плавление и позволяют лучше удержать дугу. Использовать для работы можно как переменный, так и постоянный ток. Электроды для сварки инвертором тонкого металла лучше всего выбирать универсальные. Специалисты рекомендуют отдать предпочтение «троечке».
Касаемо технологии работы, то сваривать тонкие изделия лучше внахлест, так меньше вероятности прожечь металл.
Если необходимо произвести сварку листового металла встык, тогда его перед обработкой надо зафиксировать таким образом, чтобы они не двигались во время работы. При нагревании и остывании, металл имеет свойство расширяться и сужаться. В связи с этим могут возникнуть трудности, особенно у сварщика-новичка.
При нагревании и остывании, металл имеет свойство расширяться и сужаться. В связи с этим могут возникнуть трудности, особенно у сварщика-новичка.
Основные способы соединения тонколистового металла
Сварка жести может осуществляться как ручной дуговой сваркой, так и полуавтоматом. Эти обе методики широко применяются для соединения мелких деталей, толщина металла которых не более 3 миллиметров.
Специалисты рекомендуют совершать сварку тонкого металла полуавтоматом, так как оборудование лучше справляется с этой задачей при работе на маленьком токе. Таким образом, можно избежать деформации изделия.
Сварка стальных листов может осуществляться несколькими способами:
- прерывистый метод или точечный, при котором можно варить тонкий металл инвертором без риска. На изделии просто ставятся точки и таким образом скрепляются две части. Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.
- непрерывная сварка жести на протяжении всего шва. Сварочный аппарат для такого способа лучше выставлять на маленький ток, не более 60А. Кроме этого, нужно выбрать определенную скорость ведения электрода, так как при быстром перемещении изделие не успеет сплавиться, а при медленном, в нем могут образоваться дыры.
 Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.
Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.Существует два основных способа для сварки жести:
- Работа плавящимися электродами. Для этого лучше использовать проводники, диаметром не более 2 миллиметров. Оптимальным размером считается 1,6 мм. Основной задачей мастера при этом является контроль недопущения перевара, чтобы не прожечь деталь. Проводник нужно вести с умеренной скоростью, чтобы и сплав получился качественным, и при этом в металле не образовалась дырка. В момент сцепления материалов необходимо обеспечить полный провар кромок стали, но не прожечь его. Здесь сварка тонколистовой стали заключается в мгновенном расплавлении кромок и невозможности вести полноценный контроль над созданием сварочной ванны. То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.
- Сварка инвертором тонкого металла с применением нерасплавляющегося электрода. Такой метод, в свою очередь, тоже делится на два типа:
 То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.
То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.- метод оплавления и соединения кромок деталей;
- метод с использованием присадочной проволоки.
Этот способ подразумевает соединение деталей без примеси дополнительного материала. То есть, электрод не плавиться, а только расплавляет края деталей и соединяет их между собой. Такая методика дает возможность работать с самыми тонкими стальными листами.
Особенности работы с оцинкованной сталью
Оцинкованная сталь – это тонкий металл, который покрыт цинковым напылением. При работе с ним необходимо учесть несколько особенностей. Во-первых, детали нужно тщательно подготовить, расчищая напыление до чистой стали. Если этого не сделать, тогда соединение не получится. Так как цинк имеет совершенно другую температуру плавления, в сравнении со сталью.
Оцинкованный слой можно снять металлической щеткой или наждачной бумагой. Некоторые для этого используют абразивный круг. Все работы с цинком запрещено производить в закрытом помещении, так как его испарение очень вредно для организма.
Когда материал полноценно очищен до чистой стали, можно начинать процесс соединения деталей. При работе с оцинкованными трубами для получения качественного и надежного шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием, например, МР-3, АНО-4, ОЗС-4. При этом движения нужно совершать плавные и небольшие. Верхний шов — облицовочный стоит делать шире. Его ширина приблизительно равна трем диаметрам проводника. Тут важно не спешить и хорошо проваривать. Для этого используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
В завершение стоит отметить, что сварка жести – дело тонкое и кропотливое, требующее от сварщика определенных навыков в работе. Может осуществляться сварка тонкого металла полуавтоматом и вручную. Первым способом немного легче, потому что сварка тонким электродом вручную требует выполнения ряда условий, чтобы шов получился прочным и качественным.
Может осуществляться сварка тонкого металла полуавтоматом и вручную. Первым способом немного легче, потому что сварка тонким электродом вручную требует выполнения ряда условий, чтобы шов получился прочным и качественным.
Немаловажным моментом является тип спаивания. Сварка листового металла встык может быть реализована только в случае, если сварщик настоящий профессионал и правильно рассчитает силу тока, чтобы правильно соединить делали. В ином случае необходимо выбирать пайку внахлест. При этом уменьшается риск сквозного проплавления изделий. При инверторной методике важно правильно выставить силу тока. Тогда получится ровный и правильный шов.
Похожие публикации
Сварка тонкого металла инвертором – Дом и Сад
Сварка тонкого металла инвертором и электродомВарить тонкий металл электродом не так уж и просто, даже для опытных сварщиков знающих свое дело. Что уж тут говорить о новичках, которые только недавно купили инвертор и осваивают ручную дуговую сварку самостоятельно.
Особенно сложно при сварке тонких металлов подобрать нужный режим и скорость сварки, чтобы не прожечь свариваемое изделие и не испортить его тем самым. Перегревать тонкий металл нельзя, в противном случае образуются дыра, заварить которую будет проблематично.
Отсюда вытекает вторая проблема, которая связана со сваркой на малых токах. Чтобы варить тонкий металл электродом приходится выставлять минимальный ток на инверторе, однако здесь и начинают возникать определенные проблемы. Во-первых, на малом токе нужно выдерживать минимально короткую дугу, которая при любых отклонениях начинает гаснуть.
Во-вторых, из-за малого тока, электрод все время норовит прилипнуть к металлу, и что-то сделать здесь для новичка очень сложно. Третья особенность сварки тонких металлов связана с их сильной деформацией при нагреве.
Поэтому здесь приходится варить прихватками, не слишком долго и постоянно дожидаться пока остынет заготовка.
Как варить тонкий металл инвертором и электродом
Рассмотрим в этой статье сайта mmasvarka. ru нюансы сварки тонких металлов инвертором и штучным электродом с покрытием:
ru нюансы сварки тонких металлов инвертором и штучным электродом с покрытием:
- Первое что нужно сделать, так это переключить инвертор для сварки на обратную последовательность. В таком случае тонкий металл будет намного меньше нагреваться, а основная температура придется на электрод. Чтобы переключить сварочный инвертор на обратную последовательность, нужно держатель электрода подсоединить к плюсовой клемме инвертора, а массу к минусовой. О том, как выбрать сварочный инвертор для дома читайте здесь.
- Выбрать для сварки самые тонкие электроды, диаметром до 2 мм.
- Выставить на сварочном инверторе ток не более 60 Ампер или меньше, если металл начнёт прожигать.
- Варить тонкий металл лучше всего в вертикальном или наклоном положении, ведя электродом сверху вниз. В таком положении металл будет меньше всего нагреваться.
- Выдерживать угол наклона электродом в пределах 40°, и при этом варить вперёд.
Кроме того, если есть такая возможность, то при сварке тонкого металла электродом нужно все время охлаждать заготовку. Для этих целей можно использовать медные пластины, но ни в коем случае не воду. Быстрое охлаждение металла к хорошему не приведёт, и можно потерять не только в прочности сварного соединения, но и испортить свою работу.
Для этих целей можно использовать медные пластины, но ни в коем случае не воду. Быстрое охлаждение металла к хорошему не приведёт, и можно потерять не только в прочности сварного соединения, но и испортить свою работу.
ortodox69 Был больше месяца назад Владимир Иванов, 45 лет Я езжу на Volkswagen Jetta II Санкт-Петербург, Россия
None В противном случае не избежать обрыва электродуги.
None Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения. для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер. В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода. PS: тока что попробвал варить МР-3С 3 мм с рутиловым покрытием, сразу скажу что “+” на массе-прожёгов значительно меньше чем когда “+” на электроде! Варил тонкое железо.
PS: тока что попробвал варить МР-3С 3 мм с рутиловым покрытием, сразу скажу что “+” на массе-прожёгов значительно меньше чем когда “+” на электроде! Варил тонкое железо.
None Здесь, те правила, которыми привыкли пользоваться при сварке толстого металла, абсолютно не действуют. Нужно знать некоторые особенности, чтобы не пропалить металл, и в тоже время получить прочный и надежный сварочный шов.
В данной статье строительного журнала samastroyka.ru будет рассказано об особенностях сварки тонкого металла, инвертором. Статья будет полезной начинающим сварщикам, которые только начали познавать увлекательный и затягивающий мир сварки.
[my_custom_ad_shortcode1]
Особенности сварки тонкого металла
Первая проблема, с которой придется столкнуться при сварке тонкого металла, это прожжённые дыры и оплавленные кромки заготовки. Вроде бы и сварочный ток выставлен минимальный, а все равно, при отводе электрода образуется длинная дуга, которая прожигает тонкий металл.
Поэтому первое правило заключается в том, чтобы стараться держать дугу, как можно короче, и сразу же быстро отводить электрод в сторону для её разрыва. В свою очередь это требует определенного навыка и сноровки от электросварщика, и то, и другое, конечно же, приходят с опытом.
Вторая особенность заключается в том, что при сварке тонкого металла заготовку очень сильно ведёт и коробит. Даже ровный стальной лист может стать «волнообразным», вследствие воздействия на него высоких температур при сварке. Поэтому второе правило, заключается в следующем: нужно стараться не слишком сильно нагревать заготовку, и если есть такая возможность, то использовать специальные теплоотводящие пластины из меди для её охлаждения.
Многие опытные сварщики сначала прихватывают тонкий металл «пунктиром» или варят его внахлёст, с небольшой отбортовкой и т. д. Также многие практикуют сварку тонкого металла двумя электродами, когда один используется в качестве сварочной проволоки. Разогревая стык и электрод дугой, одновременно, раскалённый металл начинает затекать, как олово с паяльника, образуя при этом ровный и красивый сварочный шов.
Не менее важным правилом при сварке тонкого металла, является определение нужной силы тока и полярности на инверторе.
[my_custom_ad_shortcode2]
Как варить тонкий металл инвертором
Что касается полярности, то при сварке тонкого металла инвертором, держак с электродом следует подключать к плюсовой клемме, а минус подсоединять к свариваемой заготовке. Почему это так важно? Всё просто, и при воздействии силы тока, в данном случае, электрод будет нагреваться намного больше, чем заготовка. Это позволит избежать сильного провара металла, и меньше всего поведёт его от воздействия высоких температур.
Перед тем, как варить тонкий металл, на инверторе следует выставить нужную силу тока. Благо современные сварочные инверторы позволяют это сделать плавно, и прямо в процессе сварочных работ. Достаточно лишь повернуть ручку регулировки силы тока, и выставить его нужное значение. С учетом того, что тонкий металл варят минимальными по диаметру электродами, 1,5 или 2 мм, сила тока понадобится в районе 30-50 А.
Начинать учиться варить тонкий металл лучше всего с нижнего положения. После небольших тренировок, можно переворачивать заготовку и варить её под небольшим уклоном или в вертикальном положении. И всегда нужно помнить о том, что электроды должны быть высокого качества и абсолютно сухими. Если электроды залипают в процессе сварки инвертором, то обязательно прокалите их в обычной электрической духовке.
Из не толстой стали выполнено множество конструкций. Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра. На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение. Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.
[my_custom_ad_shortcode3]
Особенности работы с листовым железом
Не все сварщики умеют сваривать листы стали толщиной 1-1. 5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать видео о том, как варить тонкий металл инвертором, то можно достичь значительных успехов. Сварка тонкого металла осложняется следующими факторами:
5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать видео о том, как варить тонкий металл инвертором, то можно достичь значительных успехов. Сварка тонкого металла осложняется следующими факторами:
- Прожоги. Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
- Непровары. Желая избежать первого дефекта, сварщики слишком спешат при прохождении стыка, и остаются не проваренные места. Это портит герметичность соединения, и делает непригодным изделие под работу с жидкостями. На излом и разрыв сопротивление тоже маленькое. В решении ситуации помогают правильные настройки инвертора и выбор электродов.
- Наплывы с обратной стороны. Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
- Деформация конструкции. Листовая сталь быстро перегревается, что ведет к расширению межмолекулярной составляющей. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.
 С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.[my_custom_ad_shortcode4]
Используемые электроды
Чтобы успешно справиться с подобной работой важно правильно выбрать электроды для тонкого металла. Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть. Оптимальным вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов. Это позволит покрытию плавиться равномерно, не мешая манипулированию дугой и формированию шва. Электроды для сварки тонкого металла должны иметь качественное покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, для чего электрод кратковременно отрывается от сварочной ванны. Если обмазка будет тугоплавкой, то результатом станет образование своеобразного «козырька» на конце электрода, мешающего контакту с поверхностью и возобновлению дуги.
Оптимальным вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов. Это позволит покрытию плавиться равномерно, не мешая манипулированию дугой и формированию шва. Электроды для сварки тонкого металла должны иметь качественное покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, для чего электрод кратковременно отрывается от сварочной ванны. Если обмазка будет тугоплавкой, то результатом станет образование своеобразного «козырька» на конце электрода, мешающего контакту с поверхностью и возобновлению дуги.
[my_custom_ad_shortcode5]
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ. Вот основные настройки:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
Сварочный ток важно установить ниже, чем при работе с толстыми пластинами.

[my_custom_ad_shortcode6]
Техника сварки
Сваривание тонколистового железа требует грамотного подвода краев пластин друг к другу. Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков. Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к. иное положение приведет к подрезам верхней стороны. При соединении в стык разделка кромок не выполняется. Потребности в зазоре тоже нет. Необходимо максимально плотно свести торцы деталей и выполнить прихватки. Невысокая сила тока и тонкие электроды значительно облегчаю работу. Далее варить можно несколькими способами:
- Выставить малый ток и быстро вести шов без колебательных движений, строго по линии соединения.
- Приподнять силу тока немного выше, но вести шов прерывистой дугой, давая металлу время остыть, перед очередной «порцией» присадки.
- Варить вышеописанными способами, но с использованием специальной подложки, для поддержания разогретого участка и избежания проваливания. Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
- Для предотвращения сильной деформации накладывать швы в шахматном порядке, либо небольшими участками (по 100 мм). При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.

Сварка ведется короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение дистанции между концом электрода и поверхностью, визуально не дает прожечь пластины, но не содействует образованию сварочного валика. Электрод держится на себя под углом 45 градусов, или под наклоном в сторону.
Прямого угла следует избегать, т. к. это ведет к прожогам.
[my_custom_ad_shortcode1]
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод. Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм. Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным. После рассмотрения данных советов становится понятно как правильно варить тонкий металл. Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Поделись с друзьями 1 0 0 0
Источники:
- mmasvarka. ru
- www.drive2.ru
- samastroyka.ru
- svarkalegko.com
 ru
ruArc 80T DC Inverter Stick Welder
Купить в ИнтернетеWelding OutfitterWeldingMartWalmartAmazonHome DepotGlobal Industrial
Пожалуйста, свяжитесь с Metal Man @ 888-762-4045 для розничных продавцов и местоположений.
| Flux Core: | No |
| MIG: | No |
| Stick: | Yes |
| TIG: | Yes |
| Warranty: | 2 year |
| Потребляемая мощность: | 120 В |
Гарантия 2 года
Описание
Аппарат Metal Man Arc 80T представляет собой инверторный сварочный аппарат с исключительно плавным ходом, работающий только на постоянном токе. Он предназначен для электродуговой сварки стали, нержавеющей стали, чугуна и наплавки электродами от 1/16 дюйма до 3/32 дюйма. Он также может выполнять сварку TIG на постоянном токе с нуля с нуля на стали и нержавеющей стали с опциональным ACTT1.
Он также может выполнять сварку TIG на постоянном токе с нуля с нуля на стали и нержавеющей стали с опциональным ACTT1.
Особенности
- Сварка до 1/8 дюйма за один проход
- Использование входного напряжения 120 В
- Усовершенствованная инверторная технология .
- Плечевой ремень для максимальной портативности.
- Дополнительная опция ACTT1 для сварки TIG постоянным током с нуля на стали и нержавеющей стали
- Легкий вес, всего 6,6 фунта
Пакет
- Земля кабеля и зажима
- Владелец электрода и кабель
- Руководство по инструкции
Связанные продукты
FC130i
Flux Core: Yes MIG: No Stick: No TIG: No Warranty: 1 Year Input Power: 120V View Details
MP140T
Flux Core: Yes MIG: Да Стилка: Да TIG: Да ВЫСОКИЙ: 3 Год . ВЫСОКОВОЙ Подробная информация о просмотре
FC135T
Ядро потока: Да Mig: NO Mig: NO 9999.Stick: No TIG: No Warranty: 1 Year Input Power: 120V View Details
MP141
Flux Core: Да MIG: Да Палочка: Да Тиг: Да : Да 90080013 Гарантия: 3 Год Входная мощность: 120V Просмотр деталей

5 Лучшие сварщики 110 В.
 в волшебный, но сложный мир сварки, вы, должно быть, ломаете голову над тем, какой сварочный аппарат и метод сварки вам подходят. Поскольку вы наткнулись на эту страницу, я могу с уверенностью предположить, что вы рассматриваете сварку электродами как вариант.
в волшебный, но сложный мир сварки, вы, должно быть, ломаете голову над тем, какой сварочный аппарат и метод сварки вам подходят. Поскольку вы наткнулись на эту страницу, я могу с уверенностью предположить, что вы рассматриваете сварку электродами как вариант.Позвольте мне заверить вас, что вы идете в правильном направлении. Сварка электродом, которую мы, знатоки, называем дуговой сваркой защищенным металлом (SMAW), является одним из самых простых методов дуговой сварки. Начать со сварочного аппарата на 110 В — действительно хорошая идея, поскольку он имеет только самые важные настройки, с которыми можно повозиться. Следовательно, разобраться в тонкостях сварки с ним будет намного проще.
Некоторые сварочные аппараты на 110 В также могут работать в двух режимах напряжения. Этот вид сварочных аппаратов буквально растет вместе со сварщиком, давая ему возможность повышать квалификацию, не отправляясь на рынок в поисках нового аппарата.
Настоящая проблема заключается в том, что выбор сварочного аппарата на 110 В, на который можно рассчитывать годами, не является легкой прогулкой. Очень мало брендов, которые делают это правильно. Большинство производителей вычитают из машины многие жизненно важные компоненты и функции, чтобы снизить себестоимость производства. Поэтому вам нужно уделить особое внимание деталям и тщательно проанализировать отзывы, чтобы в итоге выбрать подходящую модель для ваших конкретных задач.
Очень мало брендов, которые делают это правильно. Большинство производителей вычитают из машины многие жизненно важные компоненты и функции, чтобы снизить себестоимость производства. Поэтому вам нужно уделить особое внимание деталям и тщательно проанализировать отзывы, чтобы в итоге выбрать подходящую модель для ваших конкретных задач.
Как вы могли уже догадаться из названия, я сделал тяжелую часть от вашего имени, чтобы сократить вашу работу вдвое. После бесчисленных чашек эспрессо и утомления моих глаз просмотром данных с различных форумов и веб-сайтов, связанных со сваркой, только 5 моделей попали в список.
Я мог бы включить в свой список 10, 15, 20 моделей, но я поднял планку для этой статьи очень высоко и предпочел оставить ее такой.
Теперь вы можете либо сразу перейти к разделу обзора, либо прочитать руководство моего манекена по сварке электродом. Я подумал, что должен объяснить искусство сварки электродом простыми словами для своих накачанных, но немного нервных новичков, которые не до конца понимают, как устроен этот процесс сварки.
Для вас и всех, кто не против освежить свои теоретические знания, вот все, что вам нужно знать о сварке электродом:
Содержание
- 110 СВОДИ ВОЛТА СВОДИ СВЯЗИ ТАБЛИЦА
- РУКОВОДСТВО БУМАТИЧЕСКИЕ СВОКИ: Процесс и приложения объяснены
- Обзоры Weld Wellder 400519611119
- FOL LTPDC2000D
- Lotos TIG200ACDC
- ZENSTYLE Аппарат для дуговой сварки с инвертором постоянного тока
- 2020 Weldpro 200A Инверторный многофункциональный сварочный аппарат
- Как выбрать лучший сварочный аппарат на 110 В, который соответствует вашему бюджету и потребностям?
- Итог
110 СВОДИ ВОЛЬТА
Руководство для любителей сварки электродом: объяснение процесса и применения
Сварка электродом — это один из самых простых в освоении и наиболее распространенных методов дуговой сварки, которые существуют на сегодняшний день. Хотя он в основном предназначен для сварки тонколистовой низкоуглеродистой стали, нержавеющей стали и железа, вы также можете сваривать тонкие секции алюминиевых и медных сплавов с помощью электродуговой сварки.
Хотя он в основном предназначен для сварки тонколистовой низкоуглеродистой стали, нержавеющей стали и железа, вы также можете сваривать тонкие секции алюминиевых и медных сплавов с помощью электродуговой сварки.
Для этого метода в качестве наполнителя требуется проволока или стержень с флюсовым покрытием (термин для компьютерщиков: электрод). Вы зажигаете дугу с помощью переменного или постоянного тока, который расплавляет как электрод/стержень, так и основной материал, образуя расплавленную ванну (сварочную ванну), которая сплавляет присадочный материал с основным металлом. Когда сварочная ванна остывает, она образует соединение. Тада! Сварка стержнем сделана правильно.
В процессе зажигания дуги тепло дуги превращает флюсовое покрытие стержня в пар, который действует как защитный газ для защиты расплавленной ванны от окисления и атмосферного загрязнения. Следовательно, вам не нужен внешний источник газа для сварки стержнем, что делает процесс не только экономически эффективным, но и идеальным для небольших работ по дому, в саду и в гараже.
Единственным крупным капиталовложением с вашей стороны будет сварочный аппарат. Для мелкосерийного ремонта, обслуживания, ограждений и строительства сооружений вполне подойдут машины на 110 В.
Однако вам придется искать сварочный аппарат с двойным напряжением, если вы занимаетесь тяжелым строительством и изготовлением в промышленных условиях, например, на верфях, электростанциях, строительных площадках, авторемонтных мастерских и т. д.
Заземляющие зажимы и электрододержатели обычно поставляются вместе со сварочным аппаратом. Таким образом, остается только купить подходящий стержень/электрод с порошковой проволокой для того типа металлов, с которыми вы работаете.
Вот один профессиональный совет от этого старика, который поможет вам получить глубокое проплавление металла толщиной ⅛ дюйма или более с помощью вашего скромного сварочного аппарата на 110 В: предварительно нагрейте сварочный металл с помощью пропановой паяльной лампы перед зажиганием дуги. Это испытанный метод, который позволил мне добиться удивительно хорошего проплавления даже при использовании сварочных аппаратов с низкой силой тока (максимум 80-200 ампер).
Будем надеяться, что теперь, после прочтения этого упрощенного описания сварки электродом, основы SMAW стали для вас ясны как белый день. Настало время представить вам пять устройств на 100 В, которые настолько хороши, насколько это возможно.
Forney Easy Weld 298 Arc Welder
Идеальное сочетание легкости (этот плохой мальчик весит всего 13,74 фунта), простоты использования и универсальности является основной причиной, по которой я поставил этот сварочный аппарат на первое место. Бит «Easy Weld» в названии модели имеет смысл, если учесть, что даже подросток, который никогда раньше не видел сварочный аппарат, может эффективно выполнять самые простые сварочные работы.
Это 120-вольтовая автоматическая машина. Вам не нужно безопасно подключать его к автоматическому выключателю, чтобы использовать этот сварочный аппарат. Просто подключите его к бытовой розетке и приступайте к сварке. Так просто, как, что.
Он поставляется со всеми принадлежностями, такими как зажим заземления 8 дюймов и держатель электрода 8 дюймов, чтобы вы могли сразу приступить к работе. Максимальный выходной ток этой 120-вольтовой машины составляет 90 ампер, что почти достаточно для зажигания стабильной и плавной дуги.
Он поддерживает широкий спектр электродов диаметром от 3/32 дюйма до 1/8 дюйма. Сказав это, использование электродов диаметром ⅛” будет слишком большим толчком для сварщика. Если в этом нет особой необходимости, попробуйте использовать электроды диаметром 3/32 дюйма для получения прочных и аккуратных сварных швов. Да, это приведет к разбрызгиванию и очистке, но качество бусин будет стоить затраченных усилий. Я могу поручиться за это.
Получите Forney Easy Weld 298 на Amazon
Золотое правило электродуговой сварки — выбирать более толстые стержни для плавления более толстых металлов из-за их более высокой скорости плавления. Если вы хотите, чтобы этот аппарат работал стабильно долгие годы, ограничьте область применения сваркой стали диаметром от ⅜ до ¼ дюйма.
При правильном выборе стержня и некоторой практике вы также можете сваривать им легкий алюминий. Я попробовал запустить алюминиевый стержень для пайки размером ⅛” на DCEP и получил достойные результаты. На сварочном аппарате есть переключатель, который позволяет изменить метод сварки на TIG. Горелка, газовые соединения и другие принадлежности, необходимые для сварки TIG, не входят в комплект поставки, хотя я и не ожидал их появления.
Если вы хотите отточить свои навыки и выполнить некоторые базовые операции TIG с выходом постоянного тока, Easy Weld 298 станет отличным аппаратом начального уровня для TIG постоянного тока для изучения веревок. Вам просто нужно купить горелку TIG и адаптер газового баллона Forney для сварки TIG на постоянном токе с этим устройством. Однако, когда вы будете готовы взять на себя обязательства, вам понадобится специальный сварочный аппарат TIG с более высокой силой тока для ваших задач.
Переходя к другим основным характеристикам, Forney Easy Weld 298 представляет собой инверторный сварочный аппарат, что означает, что вы получаете больший контроль над сварочным напряжением. Это, в свою очередь, поможет вам сохранить желаемую длину дуги и стабильность. Простота этого сварочного аппарата, возможно, является одним из его самых больших преимуществ.
Есть только три переключателя (кнопка питания, установка усилителя и переключатель режима сварки). Вы также найдете удобный светодиодный индикатор тепловой перегрузки, который является обязательной функцией безопасности на любом сварочном аппарате.
Что касается рабочего цикла, Форни снова удалось попасть в цель, и как! Он обеспечивает рабочий цикл 60 % при 56 А и 30 % при 80 А для SMAW и 60 % при 60 А и 30 % при 85 А для сварки ВИГ. Короче говоря, рабочий цикл феноменален для малобюджетного сварочного аппарата с малой силой тока, подобного этому.
Незначительная проблема
Не нужно быть ученым-ракетчиком, чтобы понять, что 120В 90А могут не так много. Я думаю, что самым большим недостатком является отсутствие поддержки двойного напряжения. Если Forney каким-то образом удастся включить его в свое следующее обновление, Easy Weld 298 будет непревзойденным по сравнению с аналогами по цене.
Lotos LTPDC2000D
Этот сварочный аппарат представляет собой TIG-сварочный аппарат и плазменный резак в одном устройстве. Я провел обширные исследования, чтобы найти лучшие машины с двойным напряжением (110 В и 220 В) 3-в-1, чем эта, и нашел только одну модель, которая могла бы конкурировать с Lotos LTPDC2000D. Как ни странно, он также принадлежит Lotos и является следующим продуктом, который я собираюсь рассмотреть в этом сегменте.
Двигаясь дальше, Lotos LTPDC2000D — это многофункциональный, надежный механический сварочный аппарат, который делает гораздо больше, чем многие более дорогие аппараты для сварки электродами и сварки TIG в своем ценовом диапазоне.
Лучшие основные характеристики включают бесконтактную вспомогательную дуговую горелку, которая позволяет выполнять точные и чистые разрезы, фактически не касаясь основного металла. Хотя технически вы можете запустить этот аппарат на 110 В, сварочный аппарат с такими возможностями должен работать на 220 В, чтобы полностью раскрыть свой потенциал. Позвоните своему электрику, чтобы настроить цепь безопасности LS-30.
Пилотный резак — это святой Грааль, позволяющий без труда плазменной резки стали толщиной полдюйма за один проход при токе 50 А и металла толщиной до ¾ дюйма, приложив чуть больше усилий. Мне понравилось то, что вы можете использовать горелку на ржавых, окрашенных или грязных поверхностях, не влияя на качество дуги.
Для плазменной резки вам потребуется подключить компрессор (не входит в комплект) к входящему в комплект регулятору. В идеале вы должны использовать с ним воздушный компрессор на 8-9 кубических футов в минуту. Но если у вас ограниченный бюджет, вы также можете заставить его работать с помощью скромного компрессора 4-5 CFM или компрессора для блинов с гвоздевым пистолетом.
Получите Lotos LTPDC2000D на Amazon
Ручная сварка малоуглеродистой и нержавеющей стали диаметром до ¼ дюйма с помощью электрода 6010 диаметром ⅛ дюйма с помощью Lotos очень проста. Я также сварил с его помощью трубы квадратного сечения 3/16 дюйма и считаю, что его мощности достаточно, чтобы сплавить и сварить сталь 5/16 дюйма.
Я наблюдал, что при сварке электродом он достигает максимума в 200 ампер, что означает, что вы можете легко расширить свои навыки, сваривая более широкий диапазон типов и толщин металлов. Это идеальный аппарат 110–220 В для непрерывной сварки благодаря невероятно высокому рабочему циклу по такой цене.
Максимальный рабочий цикл составляет 60 % при 200 ампер и, подождите, 100 % при 95 ампер. Хотя в основном вы будете использовать эту машину при максимальной силе тока, рабочий цикл 60% — это неплохо, учитывая, что вам в любом случае потребуется 4-5 минут, чтобы отрегулировать электрод, выровнять соединения и счистить шлак.
Для сварки TIG аппарат оснащен газовыми колпачками трех размеров (4, 5 и 6), а также цангами трех размеров (1/16”, 3/32” и 5/64”). Для большей эффективности я бы предложил заменить присоски газовой линзой, которая потребляет меньше аргона, чем присоски.
Вам также следует приобрести трехходовой шаровой кран, чтобы вам не приходилось менять шланги каждый раз, когда вы переключаетесь между воздухом для плазменной резки и газом TIG. Функции вспомогательной дуги снова загораются, предотвращая прогорание или коробление вольфрама, а также когда вы пытаетесь зажечь дугу.
Функции вспомогательной дуги снова загораются, предотвращая прогорание или коробление вольфрама, а также когда вы пытаетесь зажечь дугу.
Если вы будете много сваривать TIG, я бы порекомендовал приобрести горелку WP17, которая совместима с несколькими другими аппаратами TIG и подходит для широкого спектра расходуемых электродов.
Будучи инверторным сварочным аппаратом, он приятно легкий (32 фунта) и позволяет оптимально контролировать выходное напряжение/ток. Все элементы управления упрощены, поэтому в них легко разобраться любителю. Руководство, прилагаемое к аппарату, пригодится любителям, которые хотят изучить идеальные сочетания электрода, напряжения и толщины металла для различных методов сварки.
Незначительная проблема
Моя единственная претензия к этому удивительному сварочному аппарату 200 A 3-in-1 касается размера проводов. На мой вкус они уж больно короткие.
Lotos TIG200ACDC
Этот сварочный аппарат получил образование в Массачусетском технологическом институте, утонченный, умный и крепкий кузен предыдущего сварочного аппарата Lotos 3-в-1. Я бы с удовольствием порекомендовал этот сварочный аппарат переменного/постоянного тока/TIG всем, кому необходимо регулярно выполнять много сварочных работ с алюминием.
Я бы с удовольствием порекомендовал этот сварочный аппарат переменного/постоянного тока/TIG всем, кому необходимо регулярно выполнять много сварочных работ с алюминием.
Этот принадлежит к редкому классу недорогих AC/DC машин, которые на самом деле работают без промахов. Это станет отличной отправной точкой для начинающих, которые хотят изучить основы сварки TIG на переменном токе, не тратя сразу пару больших денег на высокопроизводительный аппарат.
В комплект входят горелка для сварки TIG WP17, чашки, цанги, торированный вольфрам 1/16”, заземляющие зажимы, педаль питания, газовый регулятор и держатели стержней. Таким образом, вы получаете практически все, чтобы настроить устройство и начать сварку примерно за 2 минуты. Сварка TIG на переменном токе алюминия диаметром до ⅛ дюйма — это фантастический опыт с этим продуманным универсальным сварочным аппаратом.
Сварка стержнем от ¼” до 5/16” при токе 110 А и 196 А соответственно тоже не составит труда. Вам просто нужно выбрать правильный диаметр стержня для работы, вот и все. Он работал с электродами ⅛” 6011, 7018 на 110 ампер и 5/16” 7018 на 5/16” на 200 ампер, что помогло мне легко удерживать тугую дугу и укладывать эстетически приятные шарики размером с монетку.
Он работал с электродами ⅛” 6011, 7018 на 110 ампер и 5/16” 7018 на 5/16” на 200 ампер, что помогло мне легко удерживать тугую дугу и укладывать эстетически приятные шарики размером с монетку.
Что еще делает его подходящим выбором как для начинающих, так и для профессиональных сварщиков, так это выбор предлагаемых настроек. Как и большинство специализированных сварочных аппаратов TIG, он имеет опцию «Эффект зазора», термин, с которым большинство любителей может быть незнакомо. Я знаю, что вы все равно будете искать его в Google, но позвольте мне все же дать вам общее представление о том, что он делает. Эффект зазора используется при сварке TIG на выходе переменного тока.
Переменная, влияющая на баланс между глубиной проникновения и требованиями очистки. Эффект очистки по умолчанию установлен на 0. Если вы установите отрицательное значение, например -3, это приведет к более высокому проникновению и меньшему беспорядку. Проще говоря, используйте Эффект очистки, чтобы увеличить отрицательное значение на цифровом дисплее.
Чем выше отрицательное значение, тем больше проникновение и меньше шлака для очистки.
Это машина с двойным напряжением, в которой используется прямоугольный инвертор переменного/постоянного тока на 200 ампер, который обеспечивает точное выходное напряжение для стабильной высококачественной дуги и меньшего количества брызг во время процесса.
Вы можете управлять нагревом с помощью прилагаемой педали. Тем не менее, я не очень впечатлен функцией ножной педали, поскольку она не снижает силу тока, когда вы нажимаете переключатель, по крайней мере, согласно цифровым показаниям на моем устройстве.
На полную остановку дуги у меня ушло примерно 5-7 секунд после того, как я поднял педаль. Совсем не интуитивно понятно. Просто отсоединив педаль и используя вместо нее ручное управление, вы избежите головной боли.
Незначительная проблема
Прилагаемая педаль для еды не интуитивно понятна и не удобна. Кроме того, немного раздражает необходимость полностью выключать машину каждый раз, когда вы хотите переключиться со сварки электродом на сварку TIG или наоборот.
Инверторный сварочный аппарат постоянного тока ZENSTYLE
Еще один простой, но высокопроизводительный сварочный аппарат постоянного тока для любителей и профессионалов, которым нужен легкий и недорогой резервный сварочный аппарат для мелкосерийного ремонта и производства. В этом блоке с двойным напряжением (110 В/230 В) используется модульная технология IGBT для максимальной энергоэффективности за счет снижения энергопотребления.
Ручная дуговая сварка металлом, популярная форма сварки электродом, с этим сварочным аппаратом легко справляется благодаря простому и удобному управлению, позволяющему мгновенно переключаться с переменного на постоянный ток и регулировать напряжение. На самом деле, после перечисленных выше сварочных аппаратов Lotos, это следующий по разумной цене сварочный аппарат с двойным напряжением переменного/постоянного тока, с которым я сталкивался за свою обширную карьеру, охватывающую более 18 лет.
Прилагаемые аксессуары очень просты, но их достаточно, чтобы сразу приступить к работе. Вы получите держатель электрода, зажим заземления, адаптер входного питания, вилку, а также кабель держателя электрода длиной 5 футов и кабель зажима длиной 6,7 фута.
Вы получите держатель электрода, зажим заземления, адаптер входного питания, вилку, а также кабель держателя электрода длиной 5 футов и кабель зажима длиной 6,7 фута.
Согласно данным производителя, устройство поддерживает стержни диаметром 1,6 мм, 3,2 мм и 4,0 мм. У меня получились аккуратные и ровные бусины в форме монетки со стержнями 3,2 мм. Если вы хотите использовать на нем стержень размера 6010 ⅛”, вам лучше подключить его к розетке 220 В, чтобы получить ровную дугу и предотвратить тепловую перегрузку. Рабочий цикл 60% — это здорово, если принять во внимание небольшой ценник.
Если вы решите подключить его к бытовой розетке на 110 вольт, это тоже подойдет, если вы выберете правильный электрод для работы. При напряжении 110 В устройство достигает максимальной силы тока 105 А, что идеально подходит для сварки стальных листов толщиной 16 мм и низкоуглеродистой стали диаметром от ⅛ до ¼ дюйма. С небольшой практикой и некоторыми настройками здесь и там вы можете сваривать легкий алюминий на обратной полярности постоянного тока, используя этот сварочный аппарат. Вы также можете запустить его на 115 В с помощью портативного генератора, если это необходимо.
Вы также можете запустить его на 115 В с помощью портативного генератора, если это необходимо.
Незначительная проблема
Шнур зажима заземления и электродные шнуры слишком малы. Небольшое неудобство, но определенно не является нарушителем условий сделки.
2020 Инвертор Weldpro 200 A, многофункциональный сварочный аппарат
Weldpro с двойным напряжением (110 В/230 В), который может выполнять сварку MIG и дуговую сварку с флюсовой проволокой (FCAW) с отдельно приобретаемой катушкой, кроме сварки электродом и сварки TIG. Это первое и единственное сварочное оборудование 4-в-1 в этом списке, которое выгодно отличается своей ценой, гибкостью и широкими возможностями. Вам просто нужно установить автоматический выключатель на 30 ампер, чтобы использовать эту машину при более высокой силе тока для более толстых металлов.
Говоря о толщине металла, вы можете сваривать TIG металлы толщиной от 25 калибра, MIG Flux-core ⅛” мягкую сталь и электродную сварку до ¼” стали при 110 В без каких-либо сбоев. Если вы хотите использовать электрод 6010, вам придется подключить его к розетке на 240 В, что не является большой проблемой для этого совместимого с 230 В устройства с двойным напряжением.
Если вы хотите использовать электрод 6010, вам придется подключить его к розетке на 240 В, что не является большой проблемой для этого совместимого с 230 В устройства с двойным напряжением.
Как и любой другой массовый аппарат для сварки MIG, он поддерживает как сплошную, так и порошковую проволоку, а также имеет регуляторы силы тока и скорости подачи проволоки, помогающие точно зажигать дугу и получать аккуратные сварные швы. Вы можете легко настроить эти параметры на ярком и удобном для просмотра двойном цифровом дисплее на корпусе сварочного аппарата.
Очень хотелось бы, чтобы у него была возможность подключения к ножной педали для удобного управления нагревом без помощи рук во время сварки TIG в лифте. Не критично, но все равно немного ужалил меня, учитывая не очень скромный ценник. Я не говорю, что это дорогая машина. Это довольно недорогое устройство, учитывая множество характеристик и преимуществ, которые оно предлагает.
Он также оснащен защитой от тепловой перегрузки, чтобы обеспечить безопасную работу вашего сварочного аппарата, даже если вы случайно превысите рекомендуемый рабочий цикл для вашей конкретной задачи. Компактный и легкий (30 фунтов) сварочный аппарат поставляется с множеством принадлежностей, включая 10-футовую горелку MIG, 13-футовую горелку TIG, газовый шланг, адаптер входного питания, зажимы заземления, быстроразъемный соединитель сварочного кабеля 3050 и 10-футовую шнуры.
Компактный и легкий (30 фунтов) сварочный аппарат поставляется с множеством принадлежностей, включая 10-футовую горелку MIG, 13-футовую горелку TIG, газовый шланг, адаптер входного питания, зажимы заземления, быстроразъемный соединитель сварочного кабеля 3050 и 10-футовую шнуры.
Незначительная проблема
В комплекте нет педали, это единственный минус, который я счел нужным здесь отметить.
Как выбрать лучший сварочный аппарат на 110 В, который соответствует вашему бюджету и потребностям?
В самом начале я сказал вам, что будет краткое, но подробное руководство по покупке, которое подтолкнет вас в правильном направлении. Вот. Будь то ваша первая покупка сварочного аппарата или обновление, вы должны знать, на что подписываетесь.
Сварочные аппараты на 110 В имеют несколько ограничений, этот факт уже установлен. Однако, если вам удастся найти сварочный аппарат на 110 вольт, который может делать гораздо больше, чем просто сварка легких металлов, вы получите больше, чем стоит ваши копейки, и это именно то, чего мы пытаемся достичь здесь.
Итак, вот краткий обзор ключевых аспектов, которые следует учитывать при покупке 110-вольтового сварочного аппарата:
Различные приложения
Лучшие в своем классе сварочные аппараты для сварки электродом легко выполняют двойную функцию сварщика TIG. Конечно, они дороже, но в долгосрочной перспективе, когда вы захотите улучшить свои навыки и расширить свой кругозор, этот тип сварочных аппаратов Stick/DC TIG сэкономит вам расходы на покупку совершенно новой машины.
Некоторые топовые модели (например, от Lotos) позволяют даже сварку MIG, дуговую сварку с флюсовой проволокой, а также плазменную резку стали толщиной до ½ дюйма за один проход.
Однако сварке ВИГ гораздо сложнее научиться, и она не является абсолютно необходимой в домашних условиях. Так что, если у вас ограниченный бюджет, смело покупайте сварочный аппарат. Это послужит цели, и, в конце концов, это единственное, что имеет значение.
Будучи небольшими и недорогими сварочными аппаратами, большинство сварочных аппаратов на 110 В страдают от неизбежной проблемы низкого рабочего цикла. Для тех, кто не знает, рабочий цикл — это фактическое время сварки в течение 10 минут. Например, если сварочный аппарат рассчитан на рабочий цикл 50 %, вы можете сваривать не более 5 минут, а затем дать ему остыть в течение 5 минут, прежде чем возобновить сварку.
Для тех, кто не знает, рабочий цикл — это фактическое время сварки в течение 10 минут. Например, если сварочный аппарат рассчитан на рабочий цикл 50 %, вы можете сваривать не более 5 минут, а затем дать ему остыть в течение 5 минут, прежде чем возобновить сварку.
Эмпирическое правило: чем ниже сила тока, тем выше будет рабочий цикл. Большинство сварочных аппаратов премиум-класса с двойным напряжением 110 В обеспечивают рабочий цикл 60% 200 ампер. Настройка силы тока в первую очередь зависит от размера и диаметра используемого электрода.
Например, если вы хотите использовать электрод 7018 3/32 дюйма, вам потребуется не менее 200–200 ампер. Для электродов диаметром от ¼ до ⅛ дюйма или стержней с флюсовой сердцевиной требуется около 120–130 ампер.
Переменный или постоянный ток 906:00
Постоянный или постоянный ток идеально подходит для большинства операций электродуговой сварки самых разных типов и толщин материалов. Поскольку постоянный ток течет в одном направлении, это позволяет быстрее зажечь стабильную дугу и закончить сварку с минимальным разбрызгиванием.
Положительная полярность постоянного тока идеальна для сварки стали благодаря большой глубине проплавления. Отрицательная полярность постоянного тока более предпочтительна для тонколистового металла, поскольку она обеспечивает высокую скорость расплавления наполнителя и меньшее проникновение, что, следовательно, предотвращает прожоги.
Несмотря на то, что SMAW можно выполнять на выходе переменного тока, особенно если ваши приложения ограничены легкой сваркой. Наиболее часто используемые электроды для машин только переменного тока включают E7018 AC, E6013 и E6011.
Чаще всего использование больших электродов (например, E7024 и E6027) при более высокой силе тока может вызвать проблемы с дуговым разрядом. Поскольку моя машина допускала это, я переключился на переменный ток, чтобы посмотреть, сможет ли он решить проблему, и знаете что? Это сработало!
Однако не следует пытаться сваривать тонкие металлы на переменном токе, так как дуга, создаваемая переменным током, обычно больше колеблется, что приводит к менее плавной дуге и большему разбрызгиванию.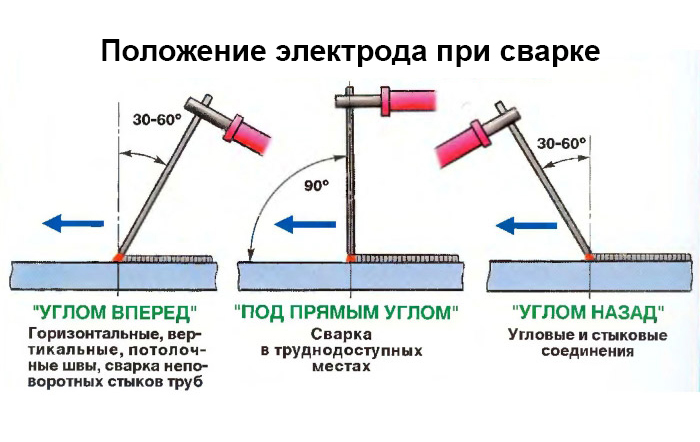
В итоге, если вы не ограничены бюджетом и вам не нужен сварочный аппарат только для небольших неинтенсивных работ, в идеале вам следует выбрать сварочный аппарат только на постоянном или переменном/постоянном токе.
110-вольтовые сварочные аппараты известны своей портативностью, что делает их идеальными для наружных работ. Ищите модель весом 20 фунтов или даже легче, если вам нужно поместить сварочный аппарат в багажник автомобиля и мчаться на рабочую площадку.
Как я уже говорил, все лучшие сварочные аппараты на 110 В также поддерживают сварку TIG. Таким образом, если вы можете приобрести модель с горелкой TIG и газовыми разъемами, вы фактически покупаете две машины по цене одной. Коробка также должна включать в себя минимальный набор инструментов, таких как зажимы заземления, адаптеры и держатели удилищ, чтобы вы могли сразу приступить к работе.
Большинство ведущих производителей печатают руководство по эксплуатации на задней панели дверцы сварочного аппарата, в котором доходчиво объясняются идеальные комбинации напряжения, электрода, типа материала и толщины, чтобы помочь вам получать точные результаты при каждой попытке. Еще лучше, если ваш производитель также предоставит бумажную копию руководства в коробке на случай, если печать на дверце панели со временем смоется.
Еще лучше, если ваш производитель также предоставит бумажную копию руководства в коробке на случай, если печать на дверце панели со временем смоется.
The Bottom Line
В заключение, 110-вольтовые сварочные аппараты являются одними из самых универсальных и высокопроизводительных сварочных аппаратов, которые мы имеем сегодня, не только для новичков, но и для профессионалов, которым нужна портативная система в качестве резервной. Вы можете носить его с собой куда угодно, не напрягая мышцы спины и рук, что делает эти сварочные аппараты идеальными для проектов на открытом воздухе.
Я совершенно уверен, что продукты, которые я выбрал для вас, справятся с поставленной задачей и будут вашим верным другом на долгие годы. У меня есть странная проблема с привязанностью к машинам. Я просто ненавижу, когда машина перестает работать и мне приходится менять ее на новую. Поэтому я не тороплюсь и уделяю большое внимание каждой чертовой детали, критической или незначительной, прежде чем покупать какую-либо машину.