Сварка труб в дачных условиях
В данной статье мы постараемся подробно рассмотреть основы сварки труб в «дачных» условиях.
Оговоримся сразу, что мы рассмотрим возможно слишком «правильный» вариант сварки труб с тщательной подготовкой под сварку и «проваром», что естественно совсем не обязательно в дачном строительстве. Однако цель данной статьи – дать представление начинающим о сварке труб, поэтому мы пойдем по более сложному, извилистому пути.
Итак, для данной работы нам потребуются:
— сварочный инвертор
— электроды
— сварочная маска (желательно «хамелеон», но не обязательно)
— краги и спецодежда
— углошлифовальная машинка («болгарка»)
— защитные очки или защитный щиток
— ролики-вращатели (желательно, но не обязательно)
— шлакоотбойный молоток
— маркер
— щетка
— «поясок»
— трубы, которые нам необходимо сварить
Для начала осмотрим трубы, которые мы будем сваривать.
В нашем случае это достаточно серьезная для дачных мероприятий труба Ø108х6мм из углеродистой стали. Необходимо очистить трубу от загрязнений и выполнить ровный рез под углом 90° для того, чтобы сваренная из двух половинок труба не была кривой, не имела видимого изгиба. Для этого укладываем трубу на ролики (если есть) и с помощью специального пояска маркером проводим линию реза. В качестве пояска отлично подойдет и «шкурка» и самые обычные обои. Без роликов тоже можно вполне обойтись, выложив трубы на дощечки или металлический профиль.
Необходимо очистить трубу от загрязнений и выполнить ровный рез под углом 90° для того, чтобы сваренная из двух половинок труба не была кривой, не имела видимого изгиба. Для этого укладываем трубу на ролики (если есть) и с помощью специального пояска маркером проводим линию реза. В качестве пояска отлично подойдет и «шкурка» и самые обычные обои. Без роликов тоже можно вполне обойтись, выложив трубы на дощечки или металлический профиль.
Теперь наша задача отрезать трубу по разметке. Для этого берем «болгарку» с отрезным кругом и выполняем резы. Конечно же, такую сравнительно толстую трубу легче будет отрезать «плазмой» или специальным труборезом, но не у всех есть такие серьезные инструменты.
Так как труба толстостенная, то теперь нам необходимо сделать фаски на торцах труб для обеспечения нормального провара. В случае если труба будет толщиной 4 мм и менее этого можно и не делать. Меняем на «болгарке» отрезной диск на шлифовальный и аккуратно выполняем фаски на стыкуемых концах труб под углом примерно 30°. Раз уж сделали фаски, то выполним и притупление во избежание прожогов во время сварки.
Раз уж сделали фаски, то выполним и притупление во избежание прожогов во время сварки.
Что ж, на этом подготовка под сварку окончена. Теперь выкладываем трубы на роликах.
Выставляем зазор 2-3 мм и делаем 3 прихватки равномерно по периметру трубы. Электроды подойдут в принципе любые, как с рутиловым, рутило-целлюлозным покрытием (ими легче варить), так и с основным покрытием (требуют больше навыков).
Диаметр электродов для корневого шва рекомендуем использовать Ø2,5-2,6 мм. Для последующих слоев Ø3,0-3,2 мм. В нашем случае это будут электроды МОНОЛИТ РЦ Ø2,5 мм и ПЛАЗМАТЕК Арсенал Ø3,0 мм. Электроды, конечно, перед сваркой желательно прокалить в специальной печке. К сожалению, у нас нет в данный момент такой печки, поэтому просто сушим электроды на батарее отопления. Некоторые для прокалки используют обычную духовку, но дабы не обострять внутрисемейные отношения, мы не советуем этого делать.
Слегка зачищаем прихватки и начинаем сварку. Сварка будет выполняться в несколько слоев, опять-таки ввиду толстостенности трубы. Должно получиться 2-3 слоя. Сначала выполняем корневой слой. Для этого необходимо тщательно подобрать сварочный ток, чтобы не прожечь металл и в то же время сплавить кромки. Ориентировочный сварочный ток должен быть 60-70А для корневого прохода (электроды Ø2,5 мм) и 80-100А для последующих слоев (электроды Ø3 мм). Величина сварочного тока в зависимости от пространственного положения указывается на упаковке электродов. Большим плюсом в данном конкретном случае является использование роликов, что позволяет во время сварки, аккуратно поворачивая трубу, варить в одном и том же удобном положении. Необходимо также учитывать, что в процессе сварки труба разогревается и для равномерного проплавления, во избежание прожогов необходимо немного уменьшать величину сварочного тока, либо слегка увеличить скорость сварки.
Должно получиться 2-3 слоя. Сначала выполняем корневой слой. Для этого необходимо тщательно подобрать сварочный ток, чтобы не прожечь металл и в то же время сплавить кромки. Ориентировочный сварочный ток должен быть 60-70А для корневого прохода (электроды Ø2,5 мм) и 80-100А для последующих слоев (электроды Ø3 мм). Величина сварочного тока в зависимости от пространственного положения указывается на упаковке электродов. Большим плюсом в данном конкретном случае является использование роликов, что позволяет во время сварки, аккуратно поворачивая трубу, варить в одном и том же удобном положении. Необходимо также учитывать, что в процессе сварки труба разогревается и для равномерного проплавления, во избежание прожогов необходимо немного уменьшать величину сварочного тока, либо слегка увеличить скорость сварки.
После того, как закончили корневой проход — отбиваем шлак, соблюдая меры предосторожности. Горячий шлак имеет свойства залетать в обувь, под одежду и в лицо (проверено неоднократно). Поэтому голенища обуви не должны быть открытыми, куртка плотно застегнута, на лице маска «хамелеон» в режиме GRIND (зачистка) или защитный щиток. Далее смотрим на наш шов. При желании слегка зачищаем неровности болгаркой со шлифовальным кругом.
Поэтому голенища обуви не должны быть открытыми, куртка плотно застегнута, на лице маска «хамелеон» в режиме GRIND (зачистка) или защитный щиток. Далее смотрим на наш шов. При желании слегка зачищаем неровности болгаркой со шлифовальным кругом.
Выполняем заполняющий слой. Снова отбиваем шлак и облицовываем. Возможно, что у некоторых получится только два слоя. Это нормально и зависит от используемых электродов, режимов сварки, объема наплавленного металла и степени зачистки корневого шва.
Отбиваем от шлака наш облицовочный шов, внимательно осматриваем, при желании зачищаем неровности и делаем выводы.
Стоит отметить, что сварка труб относится к одному из самых сложных сварных соединений и требует усидчивости, аккуратности и настойчивости. Поэтому пробуйте, пишите и выкладывайте в нашу группу «вКонтакте», что у Вас получилось. Удачи!
Приходите к нам за консультацией и качественным товаром!
Как заварить протекающую трубу электросваркой
Содержание статьи:
Как заварить протекающую трубу электросваркойСварка труб является самым надежным из всех способов соединения. Сварка позволяет добиться не только герметичного, но и максимально надежного соединения, которое будет хорошо противостоять, как давлению, так и механическим нагрузкам.
Сварка позволяет добиться не только герметичного, но и максимально надежного соединения, которое будет хорошо противостоять, как давлению, так и механическим нагрузкам.
К сожалению, черный металл подвержен коррозии в процессе эксплуатации. И как бы металлическая труба не защищалась от неё, время всё равно возьмёт своё. Через время в трубе может образоваться свищ и течи, которые часто приходится устранять под давлением.
Не каждый сварщик способен качественно заварить протекающую трубу. Помимо навыков в сварке здесь важны знания и опыт выполнения подобного рода работ. Как заварить протекающую трубу электросваркой, и что нужно знать в первую очередь, вы сможете узнать из статьи.
Основные сложности сварки труб под давлением
Варить трубу под давлением возьмётся не каждый сварщик. Кроме того, есть большие риски испортить сварочное оборудование, а при несоблюдении техники безопасности, получить удар током.
Основные сложности, которые возникают при сварке труб под давлением, связаны со следующим:
- Напор воды, который присутствует в трубах, не дает нормально плавиться металлу;
- При сварке протекающей трубы образуется много пара, который устремляется вверх, в лицо сварщику.
 Всё это доставляет массу неудобств: сварочная маска запотевает и ничего не видно, дышать становится трудно;
Всё это доставляет массу неудобств: сварочная маска запотевает и ничего не видно, дышать становится трудно; - Если трубы расположены под потолком, то варить становится еще труднее. Помимо того, что сварка потолочных швов и так сама по себе трудная, так еще и стекающая вниз вода, прямо на сварщика, доставляет массу проблем.
 Всё это доставляет массу неудобств: сварочная маска запотевает и ничего не видно, дышать становится трудно;
Всё это доставляет массу неудобств: сварочная маска запотевает и ничего не видно, дышать становится трудно;Ну и, конечно же, расценки на сварку труб под давлением совершенно другие, они на порядок выше. Рассмотрим основные нюансы, которые требуется учесть при сварке протекающих труб электросваркой.
Как заварить протекающую трубу электросваркой
Конечно же, в первую очередь нужно придерживаться правил и техники безопасности. Если рядом вода, то она будет проводить электричество. Недопустимо чтобы вода попала в сварочный аппарат, чтобы руки и ноги сварщика были мокрые в процессе выполнения сварочных работ.
Второй момент связан непосредственно с самой технологией сварки протекающих труб:
- Первое что нужно учесть, так это величина тока. Сварочный ток придётся увеличить с той целью, чтобы добиться сильной и стабильной сварочной дуги;
- Перед выполнением сварочных работ стоит заранее прокалить электроды;
- Следует знать, что «варить по воде» лучше переменным током, а не постоянным. Именно переменный ток в данном случае выигрывает перед постоянным током, поскольку он способен формировать устойчивую сварочную дугу даже под внушительным потоком воды.
 Сварочный ток придётся увеличить с той целью, чтобы добиться сильной и стабильной сварочной дуги;
Сварочный ток придётся увеличить с той целью, чтобы добиться сильной и стабильной сварочной дуги;Ну и несколько слов о расходных материалах, а именно, об электродах для сварки труб с водой. Чтобы сформировать качественный и надежный шов, лучше использовать только проверенные электроды с основным покрытием. Лучшими в своём роде электродами для сварки труб являются электроды УОНИ 13/55.
Данная марка электродов позволяет варить металлические трубы из стали, вне зависимости от степени её легирования и процентного содержания углерода. Также для сварки труб под давлением неплохо себя зарекомендовали электроды МГМ-50К, которые как раз и оптимизированы для работы с трубами.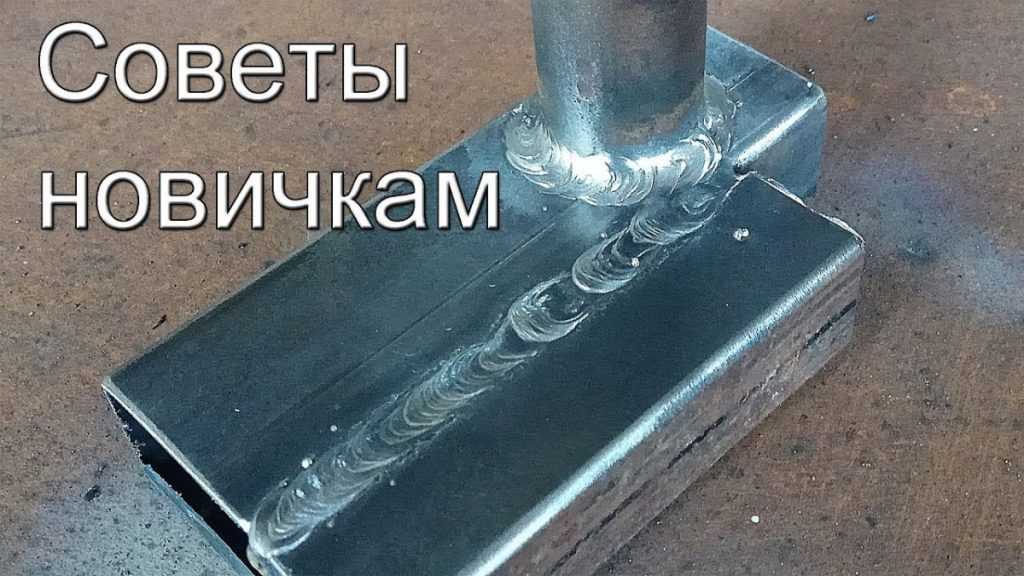
Поделиться в соцсетях
Методы и оборудование для сварки труб
27 июня, 18 15:49 · Оставить комментарий · Red-D-Arc Welderentals
Метод, который вы выберете для сварки труб, зависит от места сварки, материалов и размера трубы.
Для сварки стальных труб на открытом воздухе (например, при прокладке труб в траншеях) наиболее распространена ручная дуговая сварка (РДС). Этот используемый метод является нисходящим с использованием целлюлозных электродов (также основные электроды используются для применений из стали с более высокой прочностью). За корневым проходом и горячим проходом следуют заполняющие проходы. Сварка завершается верхним проходом. Используются сварочные аппараты, оптимизированные для сварки под наклоном.
Сварка труб меньшего размера
Для труб малого диаметра и короткой длины, которые могут свободно вращаться, труба вращается, а сварочная горелка удерживается неподвижно. Используемые процессы: MIG (GMAW) и TIG (GTAW). В случае сварки TIG необходим механизм подачи проволоки. Технологическая ячейка лучше всего подходит для этого типа сварки.
В случае сварки TIG необходим механизм подачи проволоки. Технологическая ячейка лучше всего подходит для этого типа сварки.
Сварка больших труб
При сварке больших размеров труб сварка обычно выполняется с использованием орбитального процесса. Обычно используется MIG, но также может использоваться TIG с автоматической подачей присадочной проволоки. Орбитальный процесс с использованием сварочных аппаратов с закрытой головкой также используется в тех случаях, когда трубы меньшего размера не могут вращаться.
В настоящее время используется ряд передовых методов наплавки сварных швов труб. К ним относятся точно контролируемая передача короткого замыкания для корневого прохода (Miller — регулируемое наплавление металла), оптимизированная импульсная сварка (Miller — Pro-Pulse) и управление высокочастотной волной (Lincoln — перенос поверхностного натяжения) для ускорения и улучшения качества сварки. сварка труб.Red-D-Arc предлагает в аренду широкий спектр оборудования для сварки труб, включая следующее:
- Аппараты орбитальной сварки с закрытой головкой для труб малого диаметра
- Система для орбитальной сварки TIG для труб большего диаметра
- Система для орбитальной сварки MIG
- Ячейка технологической трубы с колебательной сваркой открытой дугой
- Источники питания для сварки TIG и MIG, подходящие для моделей выше
- Пилы для резки и снятия фаски для труб диаметром до 12,75” (325 мм)
Ознакомьтесь со всем нашим ассортиментом оборудования для сварки труб, включая труборезы и станки для снятия фаски.
Подробнее об орбитальной сварке
Red-D-Arc Welderentals
Red-D-Arc Welderentals™ Компания Airgas сдает в аренду сварочные аппараты, сварочные позиционеры, сварочное оборудование и генераторы электроэнергии — в любой точке мира. Предлагаемые нами в аренду сварочные аппараты, позиционеры и специальные продукты были спроектированы и изготовлены для обеспечения производительности и надежности Extreme-Duty™ даже в самых суровых условиях. Их можно приобрести в более чем 70 сервисных центрах Red-D-Arc, стратегически расположенных в Соединенных Штатах и Канаде. , Соединенное Королевство, Франция и Нидерланды, а также через стратегические альянсы на Ближнем Востоке, в Испании, Италии, Хорватии и Карибском бассейне. Из нашего арендованного парка, состоящего из более чем 60 000 сварочных аппаратов, 3 700 сварочных позиционеров и 3 700 электрогенераторов, мы можем предоставить вам необходимое оборудование — там, где оно вам нужно, и тогда, когда оно вам нужно.
5 насадок для сварки труб TIG — Baker’s Gas & Welding Supplies, Inc.
 Делиться:
Делиться:Ed Cyzewski
Если вы хотите получить работу по сварке с использованием сварки TIG, одним из навыков, которые вы должны добавить, является сварка корневого шва на трубе. Сварка труб распространена в различных отраслях промышленности, где наблюдается значительный рост рабочих мест, а сварка TIG достаточно специализирована, чтобы вы могли получить отличную сварочную работу, если будете практиковать свою технику и получите надлежащий сертификат сварщика. Вот пять советов о том, как развить навыки сварки TIG для трубопровода.
Научитесь ходить по чашке во время сварки TIG При сварке вокруг трубы для корневого шва могут быть случаи, когда можно пройти по чашке. Это требует твердой руки, когда вы перемещаете электрод и используете чашку TIG для обеспечения дополнительной устойчивости. Прохождение чашки также должно дать вам более чистый и равномерный сварной шов. Хотя могут быть случаи, когда вам придется сваривать трубы от руки, вы всегда будете рады, что научились ходить по чашке.
Движение вперед и назад будет более эффективным, когда вы перемещаете чашку с электродом для корневого прохода на трубе, потому что это обеспечивает более глубокое проникновение в металл. Поступательное движение поможет присадочному металлу глубже проникнуть в сварной шов, в то время как обратное движение обеспечит дополнительный нагрев, чтобы помочь ему осесть. Боковое движение не обеспечит такого же нагрева и проникновения, которые вам понадобятся для чистой сварки. , прочный шов на корневом шве.
Разогрейте сварочный аппарат TIG Хотя вы, безусловно, можете исказить свой металл, если будете нагревать сварочный аппарат TIG слишком сильно, не бойтесь нагревать сварочный аппарат до такой степени, чтобы разрушить края заготовки, чтобы получить хорошее, сильное сплавление со сварочным материалом. Работа при слишком низкой температуре приведет к слабому сварному шву, поэтому ключом к эффективной сварке является умение сваривать с большим количеством тепла, не повреждая материалы. Важно обеспечить достаточное проникновение во время корневого прохода, и ключом к этому является нагрев.
Важно обеспечить достаточное проникновение во время корневого прохода, и ключом к этому является нагрев.
Во время корневого прохода вы также будете направлять присадочный металл вдоль сварного шва и удерживать его там, а не погружать в него и наружу. Это гарантирует, что вы получите достаточно материала с первого прохода.
Keep It Hot для горячего проходаЕсли вы уже работаете с хорошей силой тока для корневого прохода, вы можете использовать те же настройки для горячего прохода. Не заводите его слишком сильно, иначе у вас будет беспорядок на руках!
Сложите сварные швы Когда вы добавляете дополнительные проходы вдоль трубы, вы можете вплетать сварные швы, как и любой другой сварной шов. Сварщики обычно используют либо серию букв e, либо своего рода дугу из стороны в сторону. Во время этих пассов вам захочется еще немного разогреться. Вместо того, чтобы запускать присадочный металл вдоль сварного шва, как при первом проходе, вы погружаете его внутрь и наружу, чтобы убедиться, что вы не высыпаете слишком много наполнителя в сварной шов.