Сварка трением | Техника и человек
Фрикционная сварка, которая также известна, как сварка трением, – это процедура соединения материала по средством давления. Обе части рабочего материала симметрично друг к другу. Для работы такого вида сварки используется тепло, которое выделяется в процессе трения, для расплавки материала. Обрабатываемые части следует поворачивать во время работы, перемещая их навстречу друг к другу, таким образом, чтобы они соприкасались. После нагревания рабочего металла до показателя, когда он становится пластичным, обе части следует прижать между собой под высоким давлением.
Основные этапы фрикционной сварки
Главная особенность этого метода сварки заключается в его универсальности в работе. То есть, оборудование для фрикционной сварки позволяет соединить в единое целое разные материалы – сталь, медь, латунь и так далее. Сварка трением нашла свое применение в производстве клапанных запчастей для двигателей внутреннего сгорания, печатных валов, поперечин, а еще труб для бурения и так далее. Зона термической обработки при использовании метода фрикционной сварки существенно меньше иных разновидностей сварки. В месте соединения материала
- Исходная точка: закрепление обеих рабочих частей и начало вращения одной из них;
- Нагревание: обе части рабочего материала прижимаются между собой с определенным усилием вращения, в следствие чего сила сжатия вызывает трение, которое, в свою очередь, вызывает нагревание поверхностей свариваемых частей;
- Процесс сварки: в конкретный момент та часть, которая вращается, замедляет свой ход, что вызывает повышение давления сжатия. Именно в этом момент и возникает сваривание рабочих частей между собой с помощью трения.
- Исходная точка
- Нагревание
- Процесс сварки
Технологические виды фрикционной сварки и их основные характеристики
Упомянутый способ сварки считается одним из наиболее перспективных среди аналогичных ему методов. Он активно развивается специалистами в экономически развитых государствах. На сегодня существуют следующие разновидности технологических схем сварки трением:
- Фрикционная сварка с непрерывным приводом: этот метод предусматривает вращение одной из рабочих заготовок. В момент соприкосновения обеих частей на них воздействует осевая сила нагрева. Степень нагревания в специальном сварочном оборудовании определяется временем нагрева или же уровнем деформации рабочих заготовок;
- Инерционная сварка трением: этот способ сваривания предусматривает использование специального массивного маховика, который обеспечивает движение рабочих частей материала. Предварительно его следует разогнать до определенной скорости, что выполняется за счет мощного мотора. Энергия, которая накапливается во вращательной массе этого маховика, превращается в тепловую в момент сжатия поверхностей заготовок;
- Орбитальная фрикционная сварка: этот способ осуществляется за счет силы, образованной при прижатии обеих частей друг к другу по круговой орбите, но без вращения по своей собственной оси. В момент нагрева оси рабочих частей смешены на показатель эксцентриситета. В конце процесса нагревания оси следует совместить, что прекращает движение частей и способствует их проковке;
- Радиальный метод фрикционной сварки: этот способ базируется на использовании теплоты трения одного из колец – наружного или внутреннего, которые вращаются с определенной угловой скоростью, и скошенных концах труб, которые прижимаются между собой с конкретной силой;
- Сварка трением с перемешиванием: эта методика чаще всего используется в работе с заготовками из тонколистного сырья. К концам рабочих частей необходимо подвести ролик, вращающийся с определенной скоростью. Эта технологическая схема достаточно сложная в выполнении и реализуется в несколько этапов.
Особенности процесса фрикционной сварки
Технология сваривания материалов методом фрикционной сварки дает возможность соединять изделия из различных материалов, к примеру, обрабатывать алюминиевые заготовки без использования присадочной проволоки и дополнительного оборудования. Упомянутая методика сваривания позволяет практически полностью расплавить металлическое сырье с плотностью от 3 сантиметров, при этом не деформировав само изделие. Наиболее эффективна технология сварки трением при работе с медными, свинцовыми, титановыми материалами.
Практическое применение метода сварки трением показывает, что его целесообразно задействовать при сварке деталей с диаметром от 6 до 100 миллиметров.
Установки для фрикционной сварки незаменима в производственном процессе сварочно-кованых, сварочно-штампованных или же сварочно-литых элементов. Методика подходит для работы с трудносвариваемыми материалами или же теми, которые нельзя соединить никакими иными способами сварки, к примеру, сырьем из стали и алюминия. Активно применяется метод фрикционной свари при соединении пластмассовых деталей.
Преимущества метода сварки трением
Упомянутая методика соединения материалов отличается следующими достоинствами:
- Высокие показатели работы: в целом сварочный цикл занимает несколько часов, что возможно за счет быстрого разогрева поверхностей рабочих заготовок из металла;
- Высокие показатели КПД в работе;
- Соединение деталей выполняется качественно: места стыков прочные, если правильно был задан режим работы на панели инвертора;
- Предварительна очистка рабочей поверхностей не требуется, что сокращает затраты времени на процесс соединения заготовок;
- Возможность сваривать различные материалы, которые невозможно соединить иными методами;
- Процедура абсолютно безопасна: в процессе сваривания раскаленное сырье не разбрызгивается и нет выделений инфракрасных лучей;
- Машины для фрикционной сварки полностью автоматизированы: этот метод может быть выполнен в автономном режиме при применении специального оборудования, обеспечивающего контроль всей процедуры.
Недостатки метода сварки трением
К минусам упомянутой методики соединения материалов можно причислить следующие:
- Соединение рабочих заготовок возможно только в том случае, если одна их них будет вращаться, а поверхность второй в месте стыка абсолютно ровная;
- Оборудование, которое используется для реализации сварки трением, отличается
- Если соединение материалов выполняется за счет динамического давления, то в местах стыка через некоторое время могут образовываться трещины, а также следы коррозийных процессов.
виды, оборудование, преимущества и недостатки
Фрикционная технология или сварка трением основана на способности металла преобразовывать энергию силы трения в тепловую. Метод разработан в России более 60 лет назад для соединения разнородных металлов. Экологически безопасная технология постоянно совершенствуется, расширяется спектр производимых сварных работ.

Что такое сварка трением
Сварка трением, по сути, это способ соединения металлов под давлением при нагреве до точки пластичности за счет фрикционных сил во время взаимного движения заготовок. Детали подвергают трению под большой нагрузкой. Благодаря происходящим в металле внутренним структурным процессам, удается получать прочные соединения без больших энергозатрат. Движение бывает:
- вращательным;
- поступательным;
- возвратно-поступательным (колебательным).
Двигаются обе заготовки одновременно или только одна, вторая жестко закреплена. В отличие от других видов сварки, технология с использованием силы трения применима для сплавов с разными температурами плавления. В процессе соединения металл не расплавляется, а вдавливается, образуя прочный шов.
Область применения
Фрикционная сварка изначально разрабатывалась для оборонной промышленности, атомного комплекса. Затем метод стали использовать в машиностроении, электротехнике. Радиальным методом сваривают трубы для добывающей отрасли. Подходит для соединения плохо свариваемых металлов, магниевых, алюминиевых сплавов, цветных металлов, углеродистой, легированной стали, разнородных пластичных сплавов. Технология заменяет клепку, контактную электросварку. Используется для наплавки режущего инструмента, восстановления деталей.
Преимущества и недостатки
В сравнении с другими видами соединения металлов, у использования силы трения хорошие перспективы. У метода много преимуществ:
- технология отличается высокой производительностью, шов образуется за несколько секунд благодаря скоростному движению деталей, непродолжительному сжатию заготовок;
- удается получать прочные соединения, процент брака невысокий;
- стабильно хорошее качество швов: на них нет окалины, пережогов, непроваров, пористости;
- не требуется предварительной зачистки оксидного слоя;
- перечень свариваемых сплавов широк;
- технология безопасна, не требуется обычной экипировки сварщика;
- процесс автоматизирован, только крупногабаритные детали приходится устанавливать вручную.
Основные недостатки:
- невысокая универсальность, геометрия свариваемого проката ограничена: прутки, трубы, листовой прокат, лента, полоса;
- габаритное оборудование, оно устанавливается стационарно, мобильных аналогов нет;
- нарушается микроструктура сплава в области пластической деформации, искривление структурных волокон при сварке приводит к усталостной деформации, со временем металл теряет былую прочность.
Виды сварки трением
Разработаны различные технологии, в результате которых в месте стыка образуется сцепляющий молекулярный слой, надежно удерживающий свариваемые заготовки вместе. Методика предусматривает различные способы преобразования силы трения в тепловую. Каждую технологию сварки стоит рассмотреть подробно.
Сварка трением с перемешиванием
Молодая технология запатентована в конце прошлого века, разработана в Британии. При сварке трением с перемешиванием обе свариваемые детали закрепляются неподвижно. Кромки подготавливают так, чтобы между ними мог пройти вращающийся инструмент, создающий силу трения. Он представляет собой цилиндр со штырем и заплечиками. Кромки для сварки трением с перемешиванием нагреваются от вращения центрального штыря между сдавливаемыми деталями. Размягченный металл смешивается движущимся стержнем, центробежной силой вытесняется назад, полностью заполняет зазор между заготовками. Формируется сварочный шов, валик корректируют заплечики. После одной или нескольких проходок стыка инструмент, используемый при сварке, выходит за область деталей. При сжатии жидкий металл шва уплотняется.

Сварка трением с перемешиванием
Линейная сварка
Для нагрева металла используется поступательное движение. Для линейной сварки трением кромки соприкасаются за счет колебательных движений, одна заготовка зажимается, другая подвижна. Когда металл разогрет до точки пластичности, детали сжимают. Размягченный сплав в процессе сварки взаимно вжимается, образуется общий слой молекул. Технология применяется для соединения элементов из различных металлов, схожих по показателям пластичности. Образуется прочное соединение по всей площади стыка.
Орбитальная сварка
Сжатые заготовки соприкасаются, вращаясь по разным орбитам в одной плоскости. Орбитальную сварку трением обычно используют для деталей с большой площадью соприкосновения. Регулируется относительное смещение осей (эксцентриситет), скорость движения. Когда за счет силы трения поверхности заготовок разогреваются до необходимой температуры, заготовки устанавливают соосно, сильно сдавливают. После формирования шва производится проковка для упрочнения структуры диффузного слоя.

Орбитальная сварка трением: а — стадия нагрева; б — стадия проковки
Инерционная сварка трением
По технологии одна свариваемая часть плотно фиксируется, другая крепится к маховику. Разгоняется, скорость достигает 11 м/с, угловое ускорение – от 150 до 300 рад/с2. Разогрев происходит во время сближения раскрученной заготовки с неподвижной. Разогрев происходит за счет сил инерции, накопленной маховиком. Двигатель в этот момент уже отключен, а подвижную заготовку вдавливают в неподвижную с усилием до 4740 кг/см2 в зависимости от толщины свариваемых элементов, вида и марки сплава. Когда маховик останавливается (заканчивается накопленная энергия), разогретые прижимаемые друг к другу поверхности сцепляются, образуя общий диффузный слой.

Инерционная сварка трением: 1 — маховик; 2 — свариваемые детали
Сварка трением с непрерывным ходом
Технология была разработана в середине прошлого века. Одну из свариваемых деталей жестко закрепляют, другая непрерывно вращается на этой же оси. От осевого усилия нагрева детали разогреваются. При достижении точки пластичности вращение прекращается. Когда заготовки с усилием сдавливают, образуется диффузный слой, поверхности спекаются. Стык для уплотнения проковывают. Процесс регулируют по времени разогрева поверхностей, степени сдавливания.

Сварка трением с непрерывным ходом: 1 — тормоз; 2,3 — свариваемые заготовки
Радиальная сварка
Этот метод создан для заделки трубных стыков, роль присадки выполняет разжимное кольцо. Существует два способа установки присадочного обода:
- наружный, кольцо вращается поверх трубы, внутрь устанавливается оправка, которая не дает трубе деформироваться при сжатии разогретого кольца;
- внутренний, кольцо вращается внутри трубы, оправка надевается сверху.
При вращательном движении кольца возникает сила трения. Кромки разогреваются, поверхность присадочного обода тоже. При сжатии наружного или расширении внутреннего кольца формируется сварной шов, образуется герметичное соединение, рассчитанное на большую нагрузку.

Радиальная сварка трением: а — с наружным разжимным кольцом; б — с внутренним разжимным кольцом; 1,2 — свариваемые заготовки; 3 — вращающееся кольцо из присадочного материала; 4 — зажимные элементы; 5 — оправка
Штифтовая сварка
Метод используют для укрепления деталей в месте дефекта. Под размер штифта, выполняющего роль наплавки, высверливается отверстие. Штифт вводится вращением с большой скоростью. За счет силы трения металл в области соединения разогревается, размягчается. Между штифтом и деталью формируется прочный сварочный шов. Мобильный метод часто применяется при проведении ремонтных работ. Надежно установленный штифт повышает срок службы упрочняемой детали.
Колебательная сварка
Технология вибротрения предусматривает движение одной или обеих заготовок относительно друг друга с высокой частотой. При возвратно-поступательном движении поверхности становятся пластичными, быстро схватываются при сжатии. Метод применяется для соединения материалов с высоким коэффициентом пластичности.
Роликовая сварка
Метод разработан для листовой тонкостенной стали. Вращающийся ролик движется по шву со скоростью до 2м/с, прижимные пластины в это время оказывают давление до 5 кг/см2. За счет вращения ролика создается необходимое для разогрева металла трение в области стыка или наложения тонких листов внахлест.
Технология сварки трением
Рассматривая технологию с точки зрения физико-химических процессов, можно выделить несколько последовательных процессов:
- происходит истирание оксидного слоя в процессе соприкосновения деталей во время движения;
- область шва нагревается до температуры пластичности металла, он способен деформироваться под давлением;
- возникает единый диффузный слой в процессе проникновения молекул одной детали в другую, за счет этого образуются швы на разнородных и однородных металлах;
- формирование шовного валика вызвано выдавливанием пластичного металла за зону стыка;
- фиксация свариваемых деталей до затвердевания диффузного слоя;
- образование монолитной структуры в месте шва, проходит процесс кристаллизации, формирования металлической решетки.
При трении контактируют отдельные выступы, металл в зоне трения прогревается равномерно на небольшую глубину. После осадки деталь остывает медленно, образуя соединение по всей площади стыка.
Применяемое оборудование
Для сваривания используют металлорежущие станки, но они не подходят для длительного применения, быстро выходят из строя. Специальные машины с блоком управления созданы по одному принципу: силовой привод подводится к двигающимся механизмам. Для фиксации свариваемых заготовок предусмотрены зажимные устройства, двигающие механизмы. Работает оборудование в автоматическом или полуавтоматическом режиме (укладка заготовок, выемка готовых изделий производится в ручном режиме). Машины бывают универсальными и под определенную технологию. На некоторых устройствах предусмотрена предварительная подготовка свариваемых поверхностей, заточка и выравнивание кромок.
Контроль качества
При визуальном методе контроля швов выявляют подрезы, наплывы, трещины. Внутренние дефекты выявляют методами разрушающего или неразрушающего контроля.
Разрушающие:
- металлографический анализ шва;
- исследование химического состава диффузного слоя;
- механические испытания (определяют предел выносливости соединения на растяжение, кручение, изгиб под ударной нагрузкой, сжатие; проверяют усталостную стойкость шва, герметичность соединения).
Разрушающие методы контроля применяются в исключительных случаях:
- на образцах при разработке технологии;
- готовых деталях при выборочном контроле, регламентированном стандартом.
К неразрушающим методам относятся исследования с применением приборов, делается:
- просвечивание соединения рентгеновскими или гамма-лучами;
- ультразвуковой основан на способности луча отклоняться при различной плотности материала;
- магнитные фиксируют изменение потока.
Исследования проводятся выборочно, где на шов оказывается разнонаправленная нагрузка. Фрикционная технология надежная: образуются прочные швы, если обеспечена достаточная скорость движения, на разогретый металл оказывается необходимое давление.
Сварка алюминия трением в домашних условиях. Фрикционная сварка
Приветствую, Самоделкины!Алюминий достаточно легко плавится и с помощью трения его легко довести до необходимой температуры. На этом основывается так называемая «фрикционная сварка».

За счет вращения насадки, материал заготовок разогревается, плавится и перемешивается, создавая неразборное соединение. Можно ли в домашних условиях имея минимум инструментов сотворить что-нибудь подобное? А давайте-ка это проверим!

Изучив чертежи, мастер сделал вот такую незамысловатую штуковину:
Болт м4, две обычных гайки и третья гайка с пресс шайбой. Торчащий кусок болта нужно заточить на конус, и его высота должна соответствовать толщине заготовок. Механическая сварка – это реально технология постапокалипсиса)))
Заготовками будут два куска алюминиевой полосы толщиной 2 мм. Для начала попробуем их закрепить так, чтобы они как можно меньше касались каких-либо поверхностей.
Фиксируем их так, чтобы они были плотно прижаты друг к другу и сверлим отверстие, с которого будем начинать.


После первой попытки результат не впечатляет. Видно, что удалось продвинуться вперед по стыку на несколько миллиметров, но процесс идет очень тяжело.
Нужно выровнять поверхность насадки и сделать выступ не таким толстым. Чем ровнее будет поверхность, тем лучше будут прилегать металлы и сильнее будет сила трения. Вот что в итоге получилось.
Во время второй попытки, сначала вроде все хорошо начиналось, но потом насадка начала просто уплывать куда-то в сторону и шов снова не получился.
В третий раз было решено закрепить заготовки так, чтобы они как можно меньше прогибались, потому что до этого автор заметил, что прогиб очень мешает нормально прижать к ним вращающуюся насадку. И еще необходимо сделать небольшой зазор, чтобы легче было направлять инструмент.
В итоге мы снова не получили нормального шва…
В этот раз зачистим поверхности свариваемых деталей. Возьмем заготовки меньшего размера и надежно закрепим их так, чтобы они практически не прогибались и чтобы между ними не было никаких зазоров, чем плотнее будут прилегать заготовки, тем лучше.
Сначала металл долго прогревается, но потом процесс идет заметно быстрее. А когда металл заготовок и насадка выходят на рабочую температуру, то сварка начинает идти как по маслу.
Посмотрите, вначале видно, как насадка гуляла из стороны в сторону, а потом она пошла ровно и создала очень красивый шов.
С внешней стороны металл сварился, но с обратной стороны видно, что шов не слишком качественный.

На разрыв получившийся шов оказался достаточно прочный и руками порвать его не получилось. А вот в обратную сторону шов легко поддался.
Так как металл не проварился глубоко, верхний слой хорошо сплавился и перемешался, а внутренний — нет.
После этого изготовим еще одну насадку большего диаметра и попробуем сварить два куска алюминия закрепленных на листовом железе.
Но даже несмотря на то, что заготовки предварительно были прогреты газом, все равно не получалось их сварить, насадка застревала на одном месте и не шла дальше, видимо для такого объема металла, требуется большее количество оборотов, данная дрель выдает только до 3000 оборотов.
Процесс сварки за счет трения с одной стороны очень простой, но с другой – он очень сложен, так как из-за несоблюдения технологии сложно получить хороший результат. Чтобы хорошо сварить две делали, их нужно тщательно зачистить и плотно прижать друг к другу, далее произвести сварку на половину глубины с одной стороны шва, а потом с обратной стороны.
За счет того, что заготовки плотно прилегают друг к другу, металл не реагирует с воздухом и не образуется оксидная пленка. Полученный шов будет красивым и достаточно прочным.
Кроме швов бывает ведь еще и точечная сварка! Сделаем насадку с увеличенным конусом, его высота равна толщине двух заготовок, в самой толстой части конус имеет 3 мм, а на конце – 1 мм.


В соединяемых деталях предварительно сверлим отверстия насквозь, диаметром 1,5 мм.

После этого прожариваем их такой насадкой.


Одно отверстие прогрелось чуть лучше, другое чуть хуже. Пока заготовки горячие – то можно повторно пройтись по отверстиям и проплавить их еще сильнее. Вот так отверстия выглядят после сварки, они немного промялись и внизу видны капли плавленого алюминия.
Мастер создал вот такой незатейливый проверочный стенд, и сейчас мы будем проверять полученное соединение, какую нагрузку оно сможет выдержать.


Крепим пятилитровую бутылку недалеко от соединения, и наливаем в бутылку воду, неспешно, по пол литра.
Казалось, что уже на трех килограммах соединение должно было развалиться, но не тут-то было! Соединение выдержало 5 кг!
После этого мастер решил проверить, сможет ли оно выдержать еще большую нагрузку и сделал подвижную петлю.


Держится, держится! Хе-хе-хе-хе!


Держится! Это. какой-то парадокс! Напряженный момент!

Оно держится… Да что ж такое! А? Хоть здесь сломается? А? Страшно))

Не, ну всё, это — уже предел! 5 кило! На самом краю! И вот эти две маленькие точки держат! Вы представляете? Ну что, господа инженеры, кто нормально в политехе сопромат учил? Скажите, какой тут рычаг, и какое усилие приходится на срез на эти две точки?


Груз находится на расстоянии в 19 см. Автор не ожидал такого результата. Казалось, что оно отвалится еще в самом начале, на трех килограммах, наверное. К сожалению, шов заварить в таких вот прямо совсем кустарных условиях не получается. Был бы, хотя бы, сверлильный станочек, то можно было бы по сражаться. Но с дрелью, просто, чисто физически очень тяжело держать ее на месте. Она постоянно пытается куда-то уплыть. Ее тянет то в одну сторону, то в другую. Очень большое сопротивление, этот алюминий такой тягучий. Ну а вот точечная сварка оказалась вообще крутая. Это просто чудо какое-то, серьезно!
Ну что ж, надо, все-таки, ее завалить! Молоток 800 грамм. 800 грамм! Общий вес 5800 грамм!

Что у нас тут есть еще тяжелого, что не жалко?

Итак, 10 кило, начинаем. Главное, чтоб на пальцы не упало.

Не, ну в принципе — логично, на таком расстоянии не должно было упасть, но оно реально – тяжелое.

Уже полоса начинает на бок сгибаться. Все!

Верхнюю заклепку получилось получше проварить, и она осталась на месте. А вот нижняя выскочила.


Благодарю за внимание. До новых встреч!
Видеоролик автора:
Источник
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.Преимущества и недостатки фрикционной сварки
Основные преимущества сварки трением:
— Возможность сварки деталей из материалов различной природы, не свариваемые традиционными способами;
— При сварке наблюдается узкая нагретая зона;
— Стабильность и процесса сварки;
— Деталь после сварки требует минимальной механической обработки или может использоваться без нее;
— Могут быть использованы новые конструкторские решения связанные как с формой соединяемых деталей, так и с назначением свариваемых материалов;
— Пригодность для сварки с высокой производительностью деталей различной формы;
— Экологическая чистота процесса;
— поскольку сварка производится в твердом состоянии, отсутствует пористость и включения;
— Нет необходимости в использовании электродов, флюсов, присадочного материала и защитных газов и других атрибутов, увеличивающих стоимость сварки;
— Минимальное машинное время сварки;
— Сквозное сваривание, обеспечивающее высокую прочность даже в тонких (критических) сечениях;
— Экономия дорогостоящих материалов за счет возможности сваривания разнородных металлов и сплавов.
— Малый расход энергии (25…100 Вт на квадратный сантиметр шва).
Основные факторы, ограничивающие применение фрикционной сварки:
— необходимость жесткого закрепления свариваемых деталей;
— возникновение отверстий в начале и конце шва;
— необходимость проектирования и изготовления специальных инструментов;
— невозможность формирования швов требующих нанесения дополнительного металла;
— невозможность сварки материалов имеющих низкую пластичность даже при высоких температурах или теряющих требуемые механические свойства в результате термопластической деформации.
Некоторые из этих ограничений могут быть устранены использованием специальных приемов сварки. Например, образующееся при сварке кольцевого шва отверстие может быть выведено за пределы шва использованием специальной клиновой вставки (рис. 11). В дальнейшем эта вставка удаляется механической обработкой.
Вывод
В настоящее время продолжается научно-исследовательская работа по совершенствованию метода сварки перемешиванием, по сбору данных о механических и коррозионных свойствах, уточнению процедур по сварке стали, титана и других перспективных материалов и, наконец, по выявлению новых сфер применения.
Сварка перемешиванием является сегодня для российской промышленности инновационным методом, который технологически и экономически целесообразно широко использовать.
Литература.
· www.weldzone.info
· www.frictionstirlink.com
· www.prom-metal.ru
· «Технологические основы сварки и пайки в авиастроении». В.А. Фролов, В.В. Пешков, А.Б. Коломенский, В.А. Казаков
· «An Experimentally Validated 3D Model for Friction Stir Welding» G.J. Bendzsak, T.H. North and C. B. Smith
· «Специальные методы сварки давлением». Конюшков Д.В. Мухин Р.А.
· www.umpro.ru
Сварка трением
Большинство современных сварочных процессов основано на подводе тепла извне, например, за счет дугового разряда. Но генерировать тепло можно непосредственно в зоне сварки за счет трения между самими соединяемыми деталями.Тепловую энергию можно получить, вращая одну деталь при неподвижной второй, или вращающейся в противоположную сторону. Причем детали одновременно должны прижиматься друг к другу с постоянной или возрастающей от начала к концу силой. Процесс заканчивается осадкой и быстрой остановкой вращающейся детали.

В сравнении, положим, со стыковой электросваркой, процесс, основанный на трении, имеет ряд эксплуатационных преимуществ:
- намного уменьшаются энергетические затраты;
- сварной стык всегда надежен, т. к. зависит только от теплофизических характеристик свариваемых изделий;
- не нужна особая подготовка соединяемого стыка, поскольку окалина, ржавчина, жир и смазка выгорают или выдавливаются в грат в начале процесса;
- на качество соединения не влияет даже нарушение параллельности заготовок до углов 6±1 градусов;
- отсутствие негативных факторов в виде ультрафиолетового излучения и вредных выделений газов;
- простота технологической оснастки, легко поддающейся регламентному обслуживанию, механизации и автоматизации.
Процесс сварки трением на токарном станке
Сварка стальных стержней
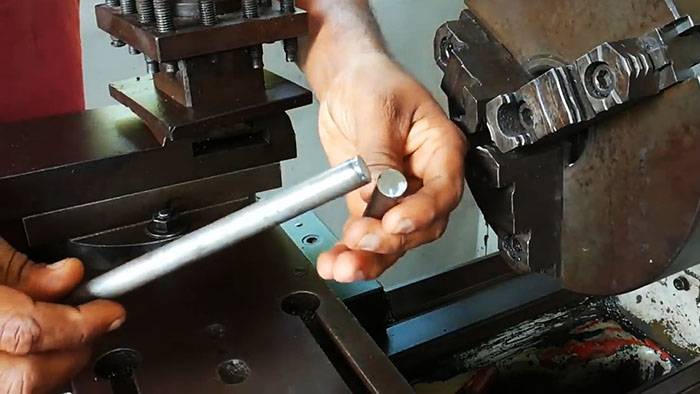
В патроне и бабке станка зажимаем по металлическому прутку, диаметр которых должен быть более 3,5 мм, но меньше 200 мм. Они могут быть оба стальными, алюминиевыми, медными, бронзовыми или из разных металлов:
- стали и алюминия;
- стали и меди;
- алюминия и бронзы и т. д.
Сочетания материалов могут быть самыми разными, даже не свариваемые обычным способом. Для сварки трением в этом отношении ограничений не существует.
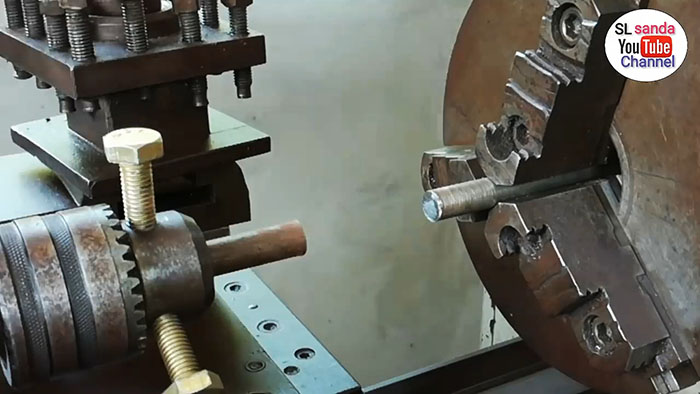
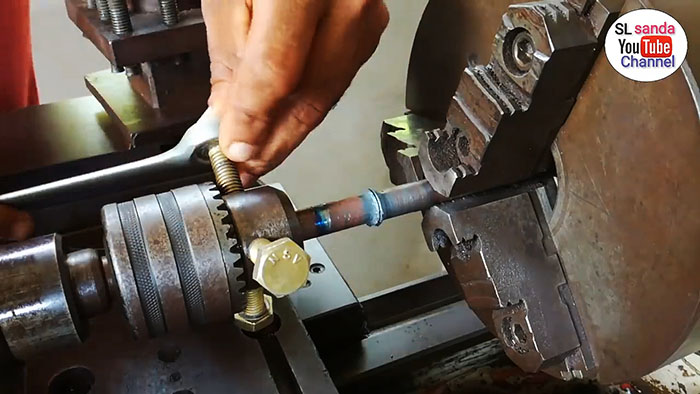
В нашем случае пруток в бабке закрепляем с помощью трех болтов, вкручиваемых в отверстия патрона, равномерно расположенных по окружности через 120 градусов. С их же помощью осуществляем центровку относительно прутка, зажатого в патроне, путем затяжки или ослабления того, или иного болта.
Подводим бабку до упора прутков торец в торец и закрепляем ее или удерживаем рукой, чтобы в процессе сварки увеличивать силу прижима, что требуется по технологии такого способа сварки.
Включаем станок, в результате чего начинает вращаться стержень, зажатый в патроне станка. В нашем случае стержень, закрепленный в бабке неподвижный, но в принципе он может вращаться в противоположную сторону, что сократило бы время процесса.
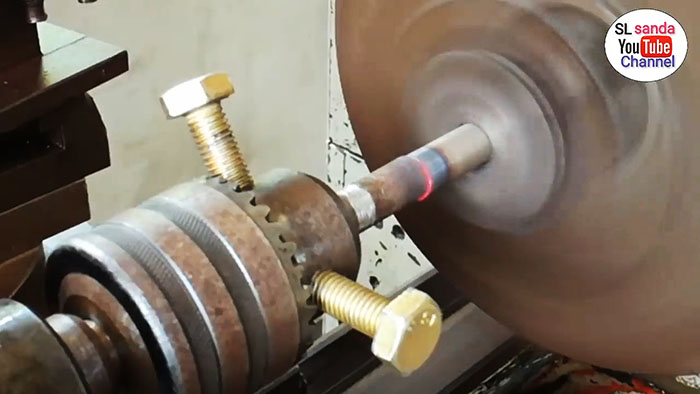
Скоро мы увидим цвета побежалости, начавшиеся в месте контакта стержней, и распространяющиеся по ним в противоположные стороны, что является прямым признаком быстрого разогрева металла в результате трения.
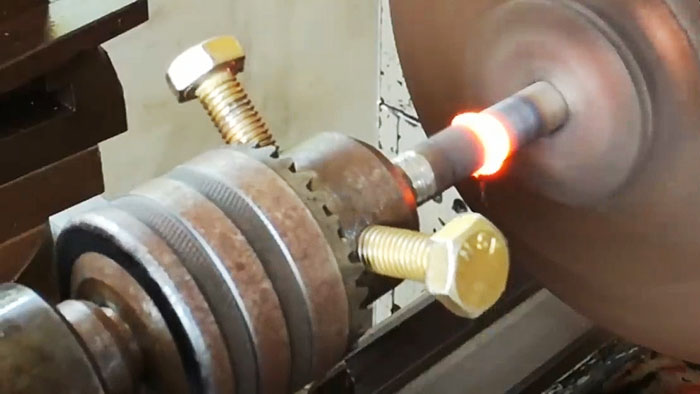
Еще через короткое время металл в контактной зоне ярко засветится и начнет выдавливаться в виде кольцевого образования за пределы габаритов стержней. В этом кольце также будет находиться грат: окалина, несгоревшая смазка, твердые неметаллические включения и т. д.
В момент наиболее яркого свечения места контакта станок необходимо резко выключить, чтобы произошла схватывание металла двух стержней. При этом, если бабка не была закреплена, необходимо постепенно увеличивать давление на нее, чтобы компенсировать объем вытесненного металла в зоне контакта и получить более прочное и качественное соединение.
Дождавшись прекращения свечения (а это есть признак полного схватывания металла), можно ослабить крепежные болты и отвести бабку. Теперь остается только проверить качество сварки трением.
Для этого вновь включаем станок и обнаруживаем небольшое биение приваренного стержня – следствие неточной центровки при установке вначале. Этот дефект устраняем путем обточки вместе с удалением выдавленного грата в зоне контакта.
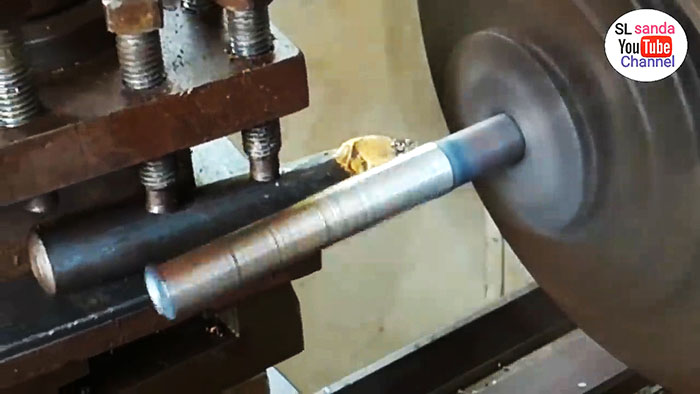

Более глубокая проточка металла показывает, что в зоне сварки двух стержней не видно никаких особенностей. Такое впечатление, что это не место контакта двух стержней, а тело одного из них.

Проводим следующий контроль качества сварки трением. Зажимаем соединенные этим способом стержни в тиски и диском болгарки в зоне контакта выполняем «полочку», и вновь убеждаемся в однородности металла, что также свидетельствует о качестве сварки.

Соединение болтов

С помощью сварки трением можно соединить головками и болты массового производства. Процесс ничем не отличается от процесса со стержнями: один болт зажимается в патрон станка, другой – бабки.
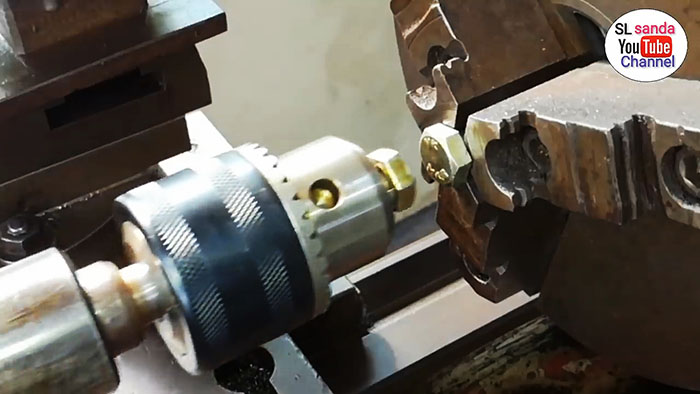
С помощью последней болты приводятся в соприкосновение головками, и запускается станок. Также необходимо увеличивать силу прижима и ловить момент сваривания, чтобы вовремя выключить привод.
Сваркой трением можно соединить материалы, которые другими видами трудно или вовсе не свариваются: сталь и алюминий, аустенитные стали и перлитные. С ее помощью также легко соединяются пластмассовые заготовки.
Вычисления и практика использования соединения трением демонстрирует, что этот способ лучше подходит для заготовок, диаметр которых лежит в диапазоне 6-100 мм. Сварка стержней в диаметре больше 200 мм невыгодна экономически, поскольку процесс потребует большую мощность (0,5 тыс. кВт) и осевое усилие (3×106 Н). Не получится этим способом соединить прутки, имеющие диаметр, меньше 3,5 мм из-за необходимости обеспечения больших оборотов (200 об.-1) и трудности определения момента отключения привода.
Смотрите видео
что это такое, где применяется, особенности, достоинства и недостатки
На огромных предприятиях, выпускающих сельскохозяйственную технику, корабли, а также самолеты, используют методы, которые нельзя отнести к классическим.
Фактор такого решения в том, что вне зависимости от того насколько хорошо укомплектован состав сварщиков на производстве они не могут работать продуктивно из-за присутствия человечного фактора
Поэтому при возникновении таких ситуаций используют нестандартные технологии сварки. К ним относится сварка трением. О ней расскажем подробнее.
Содержание статьиПоказать
Справочная информация
Фрикционная или как еще ее называют сварка трением — сварка, которую используют для соединения металлов отличительных по химическому составу.
Основной принцип работы этой технологии заключается в трении деталей друг о друга, в результате чего они нагреваются, из-за возникшего теплу метал плавиться и формируется слияние деталей.
Однако помимо трения, во время производства большое значение имеет давление, оказываемое на эти детали, а еще следующая проковка болванок.
Принципы лежащие в основе фрикционной сварки крайне просты поэтому ее применяют в передовых производствах, так как такой метод повышает результат и качество продукции.
И для этого не требуются сотрудники с высокой квалификацией, а достаточно обычного сварщика которого обучили как верно налаживать оснащение, а все остальное сделает программа.
Негативные и позитивные стороны

Позитивные стороны заключаются в результативности работы, высоком качестве соединения, а также возможности соединять заготовки из металлов отличающиеся по химическому составу.
Также есть недочеты: из-за того что станки рассчитаны на работу с болванками конкретных габаритов нельзя работать с деталями разных размеров.
Также нельзя работать с деталями которые имеют S поперечного сечения 150 мм2. В других направлениях технология показала себя очень хорошо.
Применение

Фрикциионная сварка трением массово эксплуатируется в разработке кораблей, воздушных судов, создании сельхоз техники, деталей для атомной энергетики, электротехники и производств механизмов для нефтяной промышленности.
То есть область применения большая. Еще предоставленная разработка продемонстрировала себя действенной и в наиболее трудных и серьезных сферах изготовления, к примеру, ее используют при соединении комплектующих космических кораблей.
Разновидности

Подвиды сварки трением: инерционная, колебательная, с непрерывным приводом, а также радиальную и орбитальную. О каждой из них расскажем детально
- С непрерывным приводом
Технологию придумали в середине 20-го века. Принцип ее работы достаточно прост и не претерпел изменений. Во время работы за станком одна болванка располагается неподвижно, а вторая вертится. Как только они контактируют, возникает осевое напряжение нагрева. Заготовки раскаляются и при получении определенной температуры деталь которая вращалась прекращает движение. После этого происходит проковка деталей. Ниже изображена методика работы данной технологии, где 1 это тормоз, а 2 и 3 болванки
Принцип ее работы довольно прост: во время вращения насаженного на шпиндель маховика скапливается энергия. Когда скорость вращения достигнет нужного значения, заготовки направляются друг на друга нагрузкой. После остановки шпинделя заканчивается и процесс сварки. Ниже на схематическом рисунке изображен принцип работы 1 – маховик 2, 3 – детали
Известна как колебательная. Принцип работы в колебании под конкретным углом двух или одной детали. Сварка вибротрением употребляется время от времени, при этом более подходит для соединения термо- и реактопластов.
Уделите внимание этому виду. В этом пункте мы кратко опишем принцип ее работы.
Суть способа в том что слияние происходит когда две детали вращаются одна вокруг другой. Потом происходит совмещение осей заготовок что вызывает их остановку и окончание сварки, после происходит проковка.
При таком виде сварки идет равномерное выделение тепла что позволяет беспрепятственно варить заготовки у которых большая площадь поперечного разреза. Ниже на рисунке, а – нагрев, б – проковка.
При использовании этой технологией используется 2 кольца – внешнее и внутренне. Они вращаются под конкретным углом, в результате выделяется тепло, которое плавит окончания трубок. При этом дополнительно можно оказывать давление на трубы.
Процесс

В этом пункте мы опишем сам процесс . Во-первых, нужно подготовить металл. Но если вы будете использовать сварку трением, это не занимает основное место так как она никак не влияет на свойства сварного соединения, а все шероховатости потом исправляются.
Поэтому детали можно разрезать дисковой пилой или просто ножницами по металлу.
Не переживайте если возникнут неровности, это можно исправить затиранием или просто сделать процесс нагревания более длительным.
Также можно не обращать внимания на внешние загрязнения метала так как при нагревании ржавчина, следы краски или масла исчезают.
Для получения качественного шва, нужно правильно установить режим сварки.
Для настройки режима необходимо учитывать много деталей и так как новичкам сложно устанавливать каждое значение ниже мы приведем оптимальный алгоритм следуя которому вы, по началу сможете задать оптимальные настройки однако что бы понимать суть процесса необходимо будет ознакомиться с регламентом.
Первый параметр, который выставляется — скорость вращения деталей. Все зависит от используемого металла: к примеру для заготовок из титана это 4 или 5, для деталей из алюминия и меди, или их сплавов хватит 2, а если нужно варить из черного металла то лучший вариант от 2,6 до 3
После этого настраивается удельное давление притирки: благодаря ему можно улучшить и ускорить процесс сварки трением. Стандарта здесь нет, так как все зависит от металла с которым вы будете работать.
Например при сварке трением деталей ил углеродистой стали мы задаем время притирки в пределах 1-3 секунд и выставляем значение в 10 Мегапаскалей. Но все равно напоминаем о важности ознакомления с нормативными документами.
Следующим шагом идет настройка удельного давления нагрева, здесь также все зависит от сплава с которым вы будете работать. Если деталь из низколегированной стали или углеродистой необходимое значение 30-60 Мегапаскалей.
Если же вы будете использовать инструментальную или например жаропрочную стали то значение составляет 60-120 Мегапаскалей, если из алюминия то вполне будет хватать 7-20 Мегапаскалей.
Также нужно помнить о настройки удельного давления проковки. Тут все зависит от пластических свойств выбранного метала. Например для алюминия достаточно 8 – 10 Рн (Мегапаскалей). Рекомендованое время проковки – до 3 секунд
Последний параметр это длительность торможения и длительность нагрева деталей. При установке этого параметра единых стандартов нет, можете пофантазировать и попробовать разные варианты.
Единственное что нужно помнить – длительность торможения должна быть небольшой.
Оснащение

В оснащение могут входить различные компоненты, это зависит от цены набора и сферы внедрения. В обычный набор входит: сварочная машинка, станка, снимающего грат, а еще бота или манипулятора, с его помощью можно смещать заготовки имеющие большие размеры.
Для настройки оснащения необходимо устанавливать такие параметры: величина болванки, скорость сварки трением и мощность привода шпинделя.
У опытных сварщиков не возникнет проблем с настройкой большей части этих опций, но при расчете силы привода возникают трудности. Поэтому советуем применять последующую формулу:
Формула расчета
S — площадь сечения которое необходимо сварить, а N сталая величина значение которой 20 Вт/мм2.
Выводы
Технологии которые мы описали, это простой, однако действенный способ сварки трением. Если их использовать есть возможность повысить продуктивность, улучшить качество соединения, а и работать с разнородными металлами.
Был ли у вас опыт работы с этой технологией? Своим опытом можете поделиться в комментариях.
А также рекомендуем посмотреть с видео, где детально описывается технология сварки трением с перемешиванием алюминиевых сплавов.
виды, схемы, с перемешиванием сплавов
На разных крупных производствах и предприятиях, на которых изготавливаются большие корабли, самолет, сельскохозяйственное оборудование и другие крупногабаритные конструкции, часто используются необычные виды сварок, которые позволяют производить сваривание больших объемов металла.
К одним из таких относится сварка трением, во время данной технологии применяется внешнее тепло, которое выделяется высокоэнергетическим источником, к примеру, электродуговым разрядом. Тепло обычно выделяется во время сильного прижатия деталей друг к другу.

Принцип сварки
Сварка металла трением — технологический процесс изготовления сварного соединения, который осуществляется за счет применения тепловой энергии, возникающей на контактных поверхностях соединяемых элементов. Во время этого процесса элементы с усилием прижимаются друг к другу, и одна из заготовок движется относительно другой.
Обычно применяется трение вращения, во время этого процесса вращается одна из свариваемых заготовок или вкладка между элементами. В точке, в которой происходит усиленное прижатие элементов, происходит выделение тепла и осуществляется нагревание.

Благодаря высокой температуре и трению происходит активное разрушение оксидных пленок и следов посторонних загрязнений. Поверхности свариваемых элементов плотно притираются друг к другу, во время этого начинается разрушение микро выступов. Поверхность становится ровной, и за счет этого атомы металлов могут вступать в полноценное взаимодействие друг с другом.
Фрикционная сварка осуществляется в несколько этапов:
- снятие оксидных пленок;
- нагревание поверхностей для состояния пластичности. Во время этого этапа также создаются и разрушаются фрагменты кристаллических решеток;
- на третьем этапе останавливается вращение, возникает кристаллизация зоны контакта и образуется сварное соединение.
После того как достигается необходимый показатель температуры плавления происходит остановка вращения с одновременным увеличением силы прижима.
Достоинства
Сварка трением с перемешиванием пользуется высоким спросом на больших производствах, на которых изготавливаются огромные конструкции и важное оборудование.
Востребованность связана с наличием целого ряда положительных качеств у данного сварочного процесса:
- Высокая производительность. Сварка требует немного времени, ее можно осуществить всего за несколько минут.
- Эффективное применение энергии. Нагревание осуществляется быстро, его можно произвести в ограниченной закрытой области. Если сравнивать с другими видами сварок, то у данной технологии отмечаются низкие потери на обогревание окружающей области.
- При осуществлении сварки трением получается прочный и качественный шов. Если во время процесс будет применяться одинаковый режим для соединения всех типов металлов, то можно получить аналогичные свойства, а именно угол изгиба, временные показатели сопротивления, ударная вязкость, а также другие показатели, которые могут отличаться друг от друга всего на 7-10 %.
- Перед тем как проводить инерционную сварку трением не нужно выполнять предварительную подготовку соединяемого стыка. Но все же опытные сварщики советуют обязательно выполнять тщательную зачистку от ржавчины, жировых пятен, смазки.
- Высокое качество сварного соединения наблюдается даже при наличии расхождений между заготовками с показателем до углов 5-70.
- При проведении сварочного процесс трением нет таких негативных условий, как усиленного ультрафиолетовое излучение, выделение вредных газов — продуктов сварочных реакций.
- Подходит для сваривания разнородных металлов и сплавов. При помощи этой технологии можно с огромным успехом сваривать многие пары металлов, которые невозможно сварить при помощи других видов сварок — стальные сплавы с алюминиевыми, алюминиевые с медными, сталь с титаном и многое другое.
Важно! При проведении сварки трением применяется стандартный набор оборудования — сварочная машина, станок, снимающий грат и манипулятор (робот), который осуществляет перемещение крупногабаритных деталей. Все эти элементы позволяют произвести легкое и качественное сваривание больших стальных конструкций.
Виды
Сварка трением с перемешиванием алюминиевых, медных, стальных и других видов сплавов может производиться несколькими способами.

Выделяют следующие виды данной технологии:
- Линейная сварка трением. Во время этого способа не используется вращение деталей. Соединяемые элементы трутся друг о друга до тех пор, пока не образуется требуемая среда для прочного соединения деталей. Одна из заготовок обычно производит возвратно-поступательные движения, а оказываемое давление позволяет получить требуемое соединение.
- Радиальная. Ее применяют при сваривании трубных конструкций. На стуках труб устанавливается специальное кольцо, которое во время вращения выделяет необходимое тепло для осуществления сваривания.
- Штифтовая. Этот метод применяется при проведении ремонтных работ. Первым делом просверливается отверстие, в которое направляется штифт из соответствующего материала. После этого он усиленно вращается, выделяет тепло и образует необходимую пластификацию. Это все создает требуемые условия для создания качественного шва.
Сварочным процесс с использованием трения применяется в условиях крупных производств, на которых изготавливаются металлические конструкции. Удобное и функциональное оборудование, а также уникальная технология позволяют получить качественный шов с высокой прочностью. Но чтобы все было выполнено правильно стоит предварительно рассмотреть важные особенности и преимущества данной сварки.