фрикционная сварка — это… Что такое фрикционная сварка?
- фрикционная сварка
- фрикционная сварка.
(Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО «Профессионал», НПО «Мир и семья»; Санкт-Петербург, 2003 г.)
.
- Friction welding
- Сварка трением
Смотреть что такое «фрикционная сварка» в других словарях:
фрикционная сварка — Syn: фрикционное сваривание … Металлургический словарь терминов
Сварка трением — Friction welding Сварка трением (фрикционная сварка). Сварка металлов в твердом состоянии, при которой сварное соединение получено в результате зажима неподвижной заготовки в контакте с другой вращающейся заготовкой при постоянном или… … Словарь металлургических терминов
фрикционное сваривание
АШ — марка авиационных двигателей, созданных в опытном конструкторском бюро под руководством А.
 Д. Швецова (см. Пермское моторостроительное конструкторское бюро). Двигатели, разработанные под руководством его преемника П. А. Соловьёва, имеют другие… … Энциклопедия техники
Д. Швецова (см. Пермское моторостроительное конструкторское бюро). Двигатели, разработанные под руководством его преемника П. А. Соловьёва, имеют другие… … Энциклопедия техникиАШ — Рис. 1. Звездообразный поршневой двигатель воздушного охлаждения АШ 82ФН. АШ марка авиационных двигателей, созданных в опытном КБ под руководством А. Д. Швецова (см. Пермское моторостроительное конструкторское бюро). Двигатели,… … Энциклопедия «Авиация»
АШ — Рис. 1. Звездообразный поршневой двигатель воздушного охлаждения АШ 82ФН. АШ марка авиационных двигателей, созданных в опытном КБ под руководством А. Д. Швецова (см. Пермское моторостроительное конструкторское бюро). Двигатели,… … Энциклопедия «Авиация»
АШ — Рис. 1. Звездообразный поршневой двигатель воздушного охлаждения АШ 82ФН. АШ марка авиационных двигателей, созданных в опытном КБ под руководством А. Д. Швецова (см. Пермское моторостроительное конструкторское бюро).
Двигатели,… … Энциклопедия «Авиация»АШ — Рис. 1. Звездообразный поршневой двигатель воздушного охлаждения АШ 82ФН. АШ марка авиационных двигателей, созданных в опытном КБ под руководством А. Д. Швецова (см. Пермское моторостроительное конструкторское бюро). Двигатели,… … Энциклопедия «Авиация»
Томь (катер) — Судостроительное предприятие ООО «Томь» Тип ООО Год основания 2000 Расположение … Википедия
 Д. Швецова (см. Пермское моторостроительное конструкторское бюро). Двигатели, разработанные под руководством его преемника П. А. Соловьёва, имеют другие… … Энциклопедия техники
Д. Швецова (см. Пермское моторостроительное конструкторское бюро). Двигатели, разработанные под руководством его преемника П. А. Соловьёва, имеют другие… … Энциклопедия техники Двигатели,… … Энциклопедия «Авиация»
Двигатели,… … Энциклопедия «Авиация»Сварка алюминия дрелью: это возможно?
Необходимость соединения между собой деталей их металла возникает на различных производствах. Особенно часто производится сварка алюминия. Данный материал легко плавится, что обеспечивает легкое, быстрое и надежное соединение предметов.
Большинство до сих пор считают, что сварка возможна только при помощи специальных аппаратов. Но что, если использовать для этого процесса дрель? Для многих это покажется невозможным. Однако опытные сварщики и лайфхакеры утверждают, что это не только возможный, но и весьма эффективный метод сварки алюминия.
Необходимые материалы и инструменты
Сварка алюминия дрелью осуществляется за счет трения и имеет название так называемой фрикционной сварки. В процессе вращения насадки, алюминиевые заготовки разогреваются до температуры плавления и перемешиваются, образуя цельное прочное соединение. Данная методика отличается простотой и доступностью, для ее реализации необходимо минимальное количество материалов и инструментов.
Первым делом необходимо изготовить одну незамысловатую штуковину, состоящую из следующих деталей:
- болт М4;
- пара обычных гаек;
- одна гайка с пресс шайбой.
Гайки нужно накрутить на болт, а его выпирающую часть заточить по форме конуса так, чтобы его высота соответствовала толщине заготовок. Для сварки трением также необходимо подготовить две заготовки в виде небольших полос из алюминия толщиной 2 мм, деревянные брусья, несколько небольших болтов и непосредственно дрель.
Сварка трением с дрелью
После того, как все необходимые материалы и инструменты были подготовлены, можно приступать непосредственно к процессу сварки.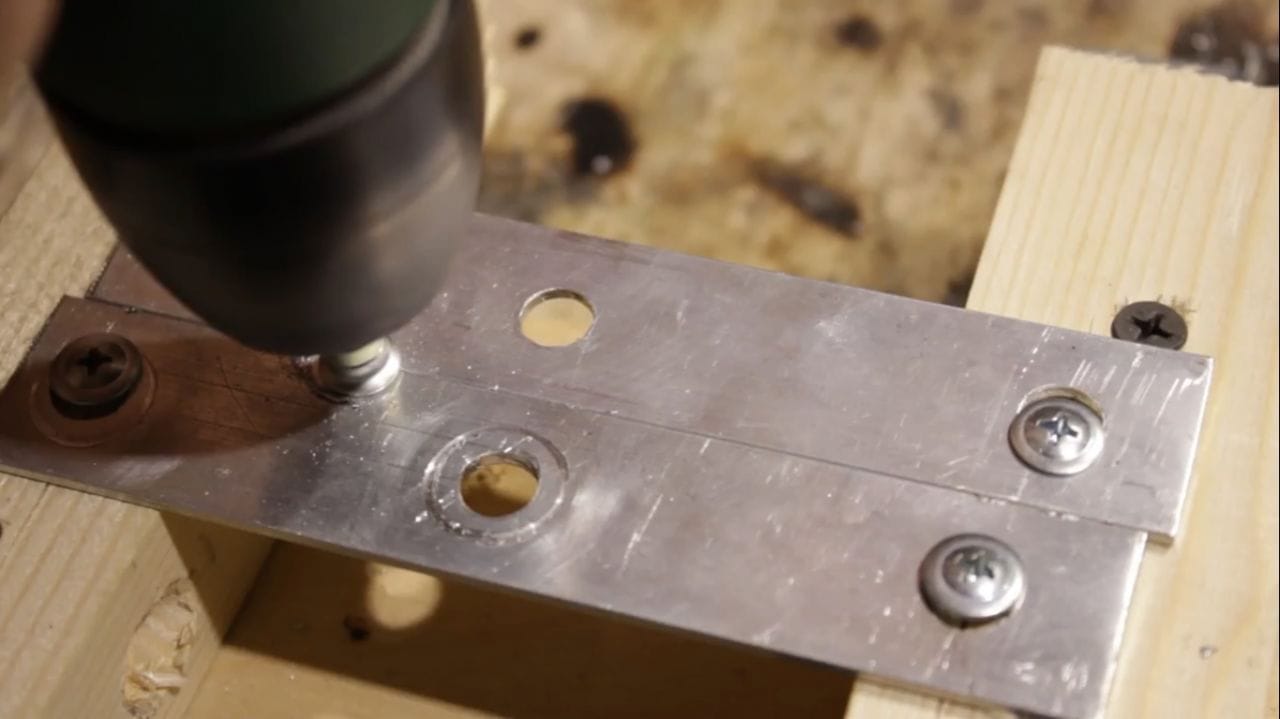 Для этого нужно следовать такому алгоритму действий:
Для этого нужно следовать такому алгоритму действий:
- Зафиксируйте заготовки таким образом, чтобы они по минимуму касались каких-либо поверхностей. Для этого к небольшому деревянному полотну прикрепите 2 бруска из дерева на расстоянии примерно 7-10 см друг от друга. А на брусках уже закрепите заготовки, поверхности которых рекомендуется предварительно зачистить.
- Фиксировать заготовки к брусьям нужно так, чтобы они не прогибались и были максимально плотно прижаты друг к другу.
- Надев на конец дрели сделанную заранее насадку из болта и гаек, на стыке заготовок высверлите начальное отверстие.
- Слегка заточите конусную поверхность насадки, обеспечив тем самым более плотное прилегание металлов и увеличение силы трения.
- Продолжайте работать сверлом, сваривая заготовки.
- Пока алюминий горячий, нужно еще раз пройтись по отверстиям, проплавляя их еще сильнее.
Для получения другого результата можно сделать насадку с увеличенным конусом.
Эффективность способа
Вначале фрикционная сварка дается достаточно туго, но постепенно, по мере того, как алюминий и насадка приобретают подходящую рабочую температуру, процесс начинает идти гораздо легче. И если первое время насадка будет гулять по сторонам, то потом она пойдет ровно, образуя ровный и красивый шов. По завершению работ видно, что внешне металл сварился, хотя с внутренней стороны шов не достаточно качественный.
На разрыве сварочное соединение весьма прочное, а вот в обратную сторону его очень просто порвать руками. Металл не проваривается глубоко и поэтому внутренний слой не плавится и не перемешивается должным образом.
Так можно сделать выводы о том, что сварка алюминия дрелью вполне возможна, но результат при этом оставляет желать лучшего. Поэтому при необходимости создания прочного и качественного результата лучше воспользоваться классическим методом, который точно обеспечит надежный шов и крепкую конструкцию на выходе.
 Фрикционная сварка.» src=»https://www.youtube.com/embed/MC-Y6iYNt-E?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Фрикционная сварка.» src=»https://www.youtube.com/embed/MC-Y6iYNt-E?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>метод перемешивания, плюсы и минусы, технология
Уникальный метод сварки, при котором нагрев свариваемых кромок осуществляется высокоскоростным трением.
При этом одна кромка жестко закреплена, а вторая подвергается вращению.
Сварочный шов при сварке трением
Первоначально под действием силы трения с металлических поверхностей удаляются пленки оксидов.
При активном вращении металл приобретает пластичность из-за нагрева, две кромки начинают контактировать межатомной совместной связью, после сдавливания двух кромок расплавленный жидкий металл вытесняется за пределы кромок.
Вытесненный жидкий металл после остывания и формирует сварочный шов в неразъемном соединении.
Вообще сварку трением принято считать видом сварки, в котором происходит преобразование вращательного движения (механической энергии) в термическую, которая необходима для создания неразъемного соединения между металлами.
При электродуговой сварке сварочные кабеля используются для передачи электрического тока от инвертора или баласного реостата к «держаку». Узнайте подробности прочитав публикацию о требованиях для сварочного кабеля.
Работа дуговой электрической сварки с баласного реостата или инверторного преобразователя практически невозможна без использования выпрямителей. Детали в этой статье.
Сварка трением с перемешиванием
Этот метод был разработан и внедрен в 1991 году.
Первоначально этот метод был разработан для алюминия и алюминиевых сплавов, так как при сварке плавлением большая часть материала уходило на оформление сварочного шва, так же при оплавлении терялись пластические свойства алюминия.
После внедрения метода и высоких результатов выяснилось, что метод сварки вращением с перемешиванием подходит для широкого диапазона металлов.
Основные сферы применения:
- судостроение, особенно подводный флот, где необходимы полностью герметичные сварные соединения;
- строительство космических объектов и шатлов;
- хранилища и баки для хранения криогенных газов и жидкостей, которые обладают повышенной летучестью.

Самыми уникальными изделиями, которые производятся с элементами вращательной сварки, являются медные контейнеры, предназначенные для хранения отходов ядерной промышленности.
Сварочный инвертор на сегодняшний день вполне успешно может справиться с монтажом и демонтажем во время строительных работ и ремонте автомобилей. Читайте подробности о том, как выбрать и использовать инверторный сварочный аппарат.
Для любого сварочного аппарата, рано или поздно наступает момент его ремонта или удаления возникших неисправностей. Читайте о ремонте сварочных аппаратов здесь.
Технологический процесс сварки вращением
Классическую схему сварки вращением можно описать следующим образом: на массивной подложной части из металла устанавливаются две цилиндрические заготовки, одна из которых жестко закрепляется в подложке с помощью специальных кронштейнов.
Вторая заготовка, которую принято называть “заплечной” взаимодействует со специальным оборудованием, без которого невозможен сам процесс.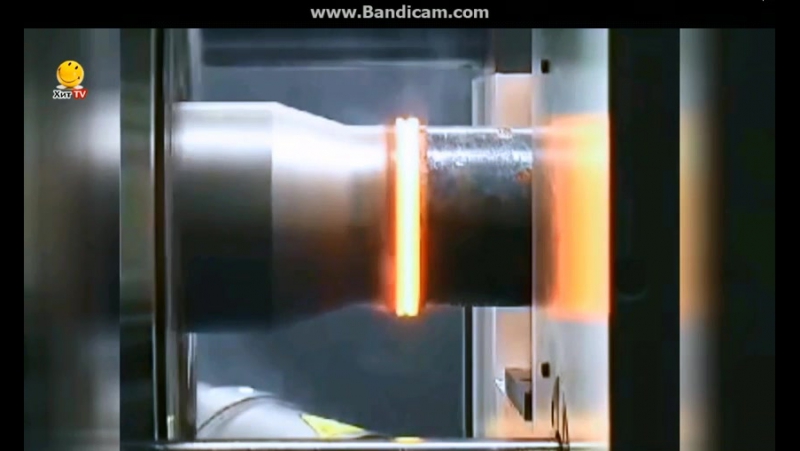
Оборудование для сварки трением, если не считать подложки, состоит из двух частей: заплечник – статор, в который помещаются заготовки, внутри этого статора закреплен штырь, который находится в постоянном контакте с заготовками.
Штырь выполняется из сплава титана и вольфрама, что делает его температуру плавления существенно выше температуры оплавления заготовок из стали.
При помещении заготовки в статор-заплечник начинается вращение со скорость 1000 оборотов в минуту, при этом штырь постоянно взаимодействует со свободной заготовкой.
При повышении температур обе заготовки становятся пластичнее, в этот момент статор начинает давать на стык между двумя кромками, вытесняя жидкий металл – будущий сварочный шов.
Отличие сварки трением с перемешиванием от классического варианты состоит в добавлении присадочного металла между заготовками, как правило это латунь или олово (в случае напайки на алюминий).
Весь процесс происходит аналогично.
Только первоначальное оплавление получает присадка, а после, с разницей в доли секунды, две металлические заготовки.
Станок для сварки трением в этом случае имеет еще один поперечный вольфрамовый штырь для взаимодействия с присадкой.
Вообще машина для сварки трением выполняется из тугоплавких материалов и проходит регулярную ультразвуковую дефектоскопию.
Холодная сварка – это способ соединения металлических деталей без применения температурного воздействия. Подробнее читайте в статье о применении холодной сварки.
Сварочная горелка – это основная часть сварочного оборудования. Она отвечает за обеспечение подвода электрического тока при электросварке к электроду. Детали смотрите здесь.
Плюсы и минусы сварки трением
До положительных сторон можно отнести следующие:
- сварщик не подвергается воздействию шума, дыма или света;
- швы в процессе сварки получаются беспористыми, а это увеличивает их прочность;
- в статоре машины для сварки вакуум, а это исключает потребности во флюсе или инертном газе;
- в процессе трения удаляется пленка оксидов, что не требует дополнительной подготовки перед работой;
- пространственная свобода;
- автоматизация процесса качественно влияет на производительность и КПД;
- благодаря простоте оборудования и его высокой эффективности существенно снижаются за траты на потребление электрической энергии.

Так же метод имеет и некоторые недостатки в сравнении с дуговой электрической сваркой:
- для процесса необходимы крупногабаритные металлические подложки с возможностью крепления одной из заготовок в различных пространственных положениях;
- если вовремя не остановить статор, то диаметрально по шву может пройти канавка в форме наконечника штыря;
- возможные поломки механической части привода вращений или статора приведут к порче заготовок во время сварки.
Несмотря на эти нюансы, метод является неотъемлемой частью большинства высокоточных производств, где от изделий ожидается качество, надежность, стопроцентная герметичность и непроницаемость.
Машины для данного вида сварки являют собой сочетания качества, функциональности, минимума затрат и максимума производительности.
Читайте также:
- 2 технологии сварки алюминия аргоном В настоящее время в перечне технологий представлено множество различных методов сварки и множество машин для ее производства. Не менее важной и […]
- Холодная сварка для линолеума Часто перед обывателем, затеявшим ремонт, возникает вопрос: чем сварить линолеум между собой? Холодная сварка линолеума — очень эффективный и […]
 Не менее важной и […]
Не менее важной и […]Сварка трением
Сварка трением — достойная альтернатива классическим сварочным технологиям, со своими особенностями, областью применения, несомненными плюсами и существенными минусами. Их подробный разбор и рассмотрение видов сварки трением поможет читателю определить, подходит ли она для решения существующих задач.
Блок: 1/7 | Кол-во символов: 305
Источник: https://prompriem.ru/svarka/svarka-treniem.html
Что такое сварка трением
Сварка трением, по сути, это способ соединения металлов под давлением при нагреве до точки пластичности за счет фрикционных сил во время взаимного движения заготовок. Детали подвергают трению под большой нагрузкой. Благодаря происходящим в металле внутренним структурным процессам, удается получать прочные соединения без больших энергозатрат. Движение бывает:
Благодаря происходящим в металле внутренним структурным процессам, удается получать прочные соединения без больших энергозатрат. Движение бывает:
- вращательным;
- поступательным;
- возвратно-поступательным (колебательным).
Двигаются обе заготовки одновременно или только одна, вторая жестко закреплена. В отличие от других видов сварки, технология с использованием силы трения применима для сплавов с разными температурами плавления. В процессе соединения металл не расплавляется, а вдавливается, образуя прочный шов.
Блок: 2/8 | Кол-во символов: 753
Источник: https://svarkaprosto.ru/tehnologii/svarka-treniem
Справочная информация
Фрикционная или как еще ее называют сварка трением — сварка, которую используют для соединения металлов отличительных по химическому составу.
Основной принцип работы этой технологии заключается в трении деталей друг о друга, в результате чего они нагреваются, из-за возникшего теплу метал плавиться и формируется слияние деталей.
Однако помимо трения, во время производства большое значение имеет давление, оказываемое на эти детали, а еще следующая проковка болванок.
Принципы лежащие в основе фрикционной сварки крайне просты поэтому ее применяют в передовых производствах, так как такой метод повышает результат и качество продукции.
И для этого не требуются сотрудники с высокой квалификацией, а достаточно обычного сварщика которого обучили как верно налаживать оснащение, а все остальное сделает программа.
Блок: 2/8 | Кол-во символов: 836
Источник: https://prosvarku.info/tehnika-svarki/svarka-treniem
Понятие и определение сварки трением
Сварка трением — это технологический процесс изготовления сварного соединения, который происходит за счёт использования тепловой энергии, возникающей на контактных поверхностях соединяемых заготовок, прижатых с усилием друг к другу и при этом, одна из заготовок движется относительно другой.
После прерывания, или полной остановки движения заготовки, сварка трением прекращается приложением усилия проковки.
Как и при других методах сварки давлением, сварное соединение получается в результате совместной пластической деформации соединяемых участков сварных заготовок. Но отличительной особенностью процесса сварки трением является получение тепловой энергии непосредственно в зоне соединения за счёт трансформирования работы, направленной на преодоление сил трения между заготовками. Эти силы возникают при взаимном перемещении трущихся поверхностей свариваемых заготовок.
Видео: сущность сварки трением
Блок: 3/8 | Кол-во символов: 991
Источник: https://taina-svarki.ru/sposoby-svarki/svarka-davleniem/svarka-treniem-vidy-primenenie-preimushchestva-i-nedostatki.php
Негативные и позитивные стороны
Позитивные стороны заключаются в результативности работы, высоком качестве соединения, а также возможности соединять заготовки из металлов отличающиеся по химическому составу.
Также есть недочеты: из-за того что станки рассчитаны на работу с болванками конкретных габаритов нельзя работать с деталями разных размеров.
Также нельзя работать с деталями которые имеют S поперечного сечения 150 мм2. В других направлениях технология показала себя очень хорошо.
Блок: 3/8 | Кол-во символов: 490
Источник: https://prosvarku.info/tehnika-svarki/svarka-treniem
Преимущества и недостатки
К основным преимуществам данного метода относятся:
- высокая производительность;
- энерго/эффективность;
- стабильность и качество соединения на высоком уровне;
- лояльные требования к чистоте поверхности;
- возможность эффективного соединения одноимённых сплавов и разных металлов. Как пример: сталь с алюминием либо медью.
- Возможность проведения работ с использованием программируемых машин с частичным использованием ручного труда или без такового.
Также немаловажно, что в процессе работ не выделяется ультрафиолетовые излучения.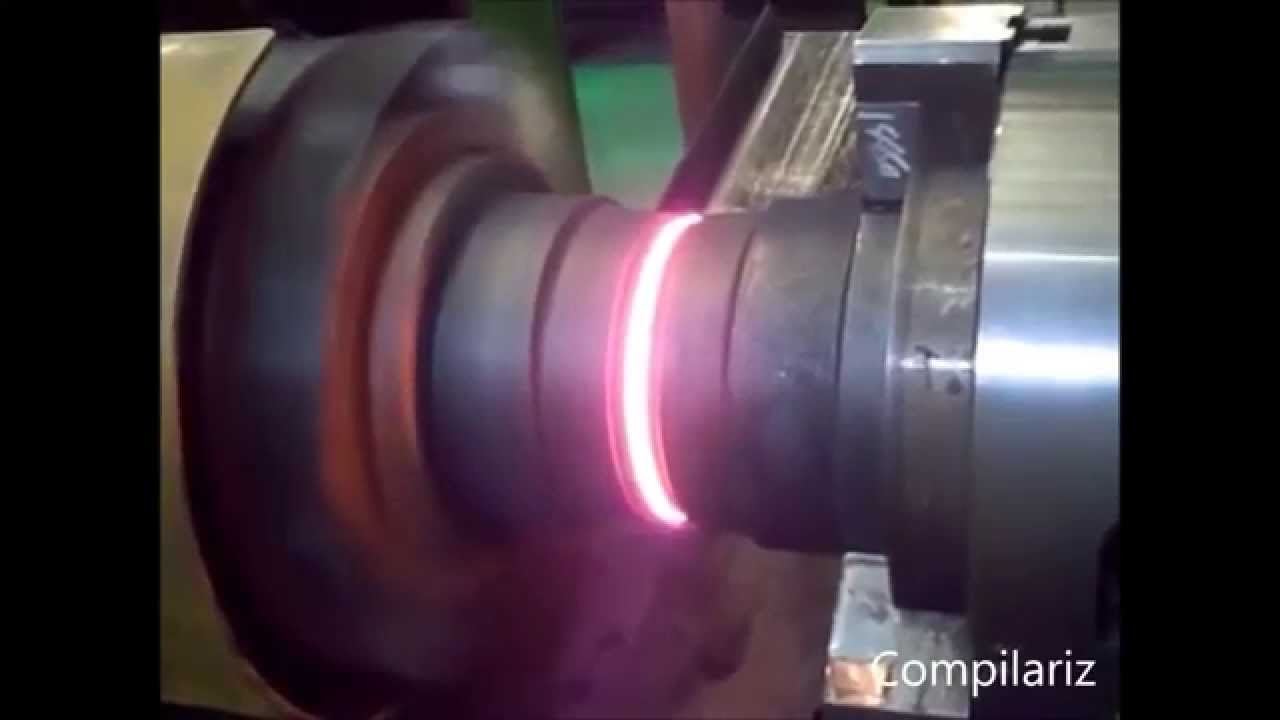 В работе нет брызг горячего металла.
В работе нет брызг горячего металла.
«К сведению!
В рабочем процессе не выделяются вредные газы, отрицательно влияющих на здоровье рабочих.»
Но, есть и ложка дёгтя, как же без неё обойтись! Недостатки сварки трением – это:
- универсальность процесса на низком уровне;
- тяжёлое и громоздкое технологическое оборудование;
- искривление текстурных волокон в рабочей (сварной) зоне.
Радует то, что недостатков гораздо меньше, нежели положительных моментов.
Режимы и процесс сварки
Первоначальный режим процесса подразумевает разрушение и удаление окисных плёнок. Это достигается силой трения.
Технология сварки методом трения
На втором этапе происходит разогрев рабочих кромок до пластичного состояния. А также появление временного контакта, его разрушения. Выдавливание из стыков пластичных объёмов металла.
К третьему режиму относится окончание вращения и образование цельного сварного соединения.
Сущность рабочего процесса сводится к следующему. Для работы задействуют инструмент, выполненный в виде стержня. Заплечики (бурт) с утолчённой частью и наконечник с выступающими краями. Размеры элементов подбираются исходя из толщины рабочих деталей.
Способы
Данный вид сварки включает в себя несколько методов, на которых следует остановиться. Давайте рассмотрим виды сварки трением, остановимся на каждом из них. Узнаем, где и каким образом, каждый из них применяется.
Линейная сварка трением использует инструмент цилиндрической формы с наплечниками и выступающим штырём в центре конструкции. Для вращения он опускается в линию соединения рабочих деталей.
Вращаясь, инструмент создаёт прижимное усилие и поступательные движения для создания сварного шва.
Дополнительно он формируется заплечниками. С помощью выдавливания и перемешивания происходит формирование сварного шва.
Линейная сварка трением
Ротационная сварка трением сегодня считается разработанным и распространенным способом. Она активно используется при выпуске холодильного оборудования, производстве паромов, тепловых обменников и электрических силовых агрегатов.
Техника задействована в научных и исследовательских целях, а также в автомобильной отрасли.
Какое оборудование необходимо?
К процессу подключаются специальные машины. Например, автоматическая установка СТ 110, предназначенная для производства автомобильных выпускных автомобилей.
Машины комплектуются рабочими узлами. Это: вращающийся привод, фрикционная муфта, шпинделя с ремённой передачей тормоз.
Большая часть машин оборудована приводом вращения, в который входит асинхронный электрический силовой агрегат, клиномерная передача с зубчатым ремнём.
Оборудование для сварки трением
Этот способ сварки подразумевает использование и других конструкций. К примеру, машин для микро и прецизионной сварки. «Малыши» не отстают от «взрослых». В маленьких конструкциях шпиндель должен разогнаться и развить частоту вращения 80-650 с-1. Сварки трением по ГОСТ 260184 регламентирует термины и определения основных понятий.
«Малыши» не отстают от «взрослых». В маленьких конструкциях шпиндель должен разогнаться и развить частоту вращения 80-650 с-1. Сварки трением по ГОСТ 260184 регламентирует термины и определения основных понятий.
Техника безопасности
В процессе работ необходимо соблюдать противопожарную и личную безопасность.
Процесс безопасности включает подготовительный этап и рабочие моменты.
Это проверка рабочей формы и защитных принадлежностей. Освобождение рабочей зоны от посторонних предметов.
Проверка рабочего инструмента и электрических соединений.
Подробно о соблюдении ТБ написано в инструкции по проведению работ.
В интернете достаточно литературы по этому вопросу. Есть обучающие ролики, где показано не только видео сварки трением, рабочих процессов, но и в полном объёме раскрывается тема ТБ.
Важно, чтобы каждый сотрудник перед началом работы прошёл технический и личный инструктаж. Для этого предусмотрен специальный журнал.
Заключение
Существующие процессы и технологии не стоят на месте.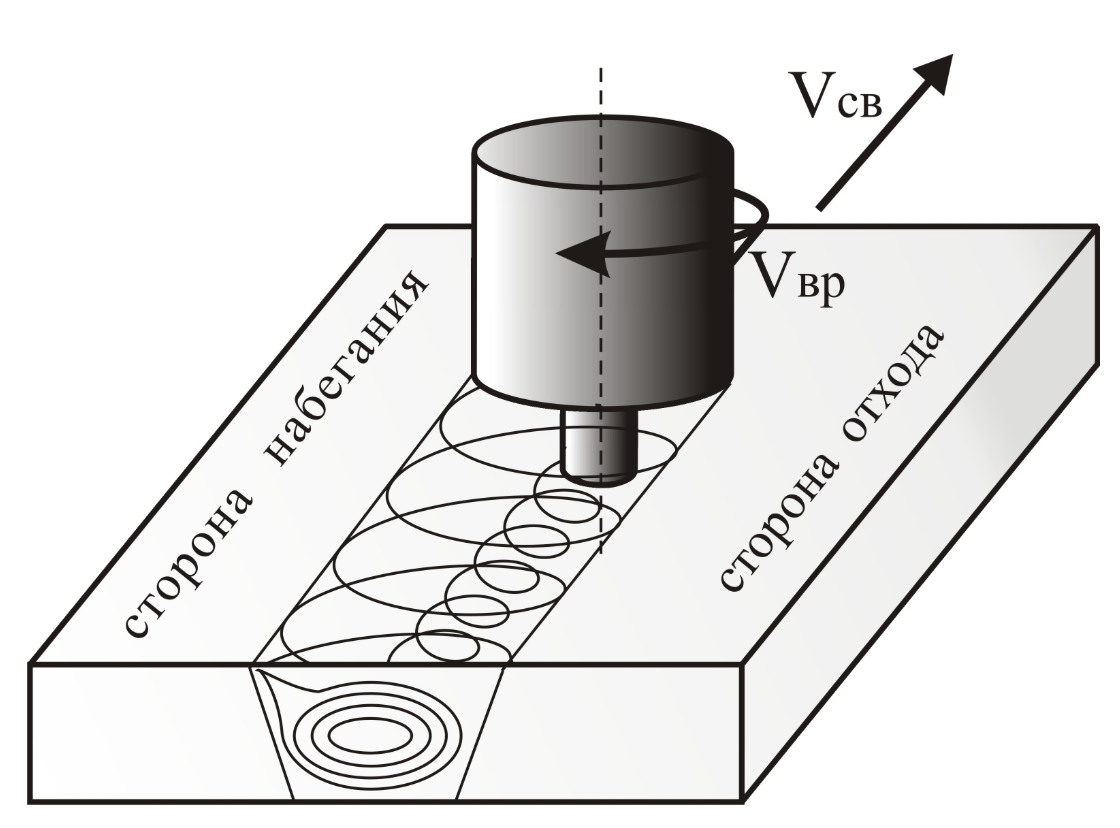 Специалисты изучают методы работы и стараются усовершенствовать конечный результат.
Специалисты изучают методы работы и стараются усовершенствовать конечный результат.
Хотя сварка трением считается изученной и понятной, но всё равно научные работники и исследовательские центры хотят расширить её возможности для получения более качественной продукции. Использовать метод, расширив его географию.
Блок: 3/3 | Кол-во символов: 4542
Источник: https://svarkaipayka.ru/tehnologia/termomehanicheskaya/svarka-treniem.html
Особенности технологии
Характерные особенности сваривания трением:
- применимость для скрепления низкосвариваемых материалов, включая сталь и алюминий;
- способность соединять разнородные металлы;
- высочайшая эффективность скрепления деталей диаметром до 100 мм.
Важно: сваривание трением успешно применяется как для соединения металлических поверхностей, так и заготовок из термопластиков.
Технология сваривания трением включает подготовку материалов и настройку режима сварки.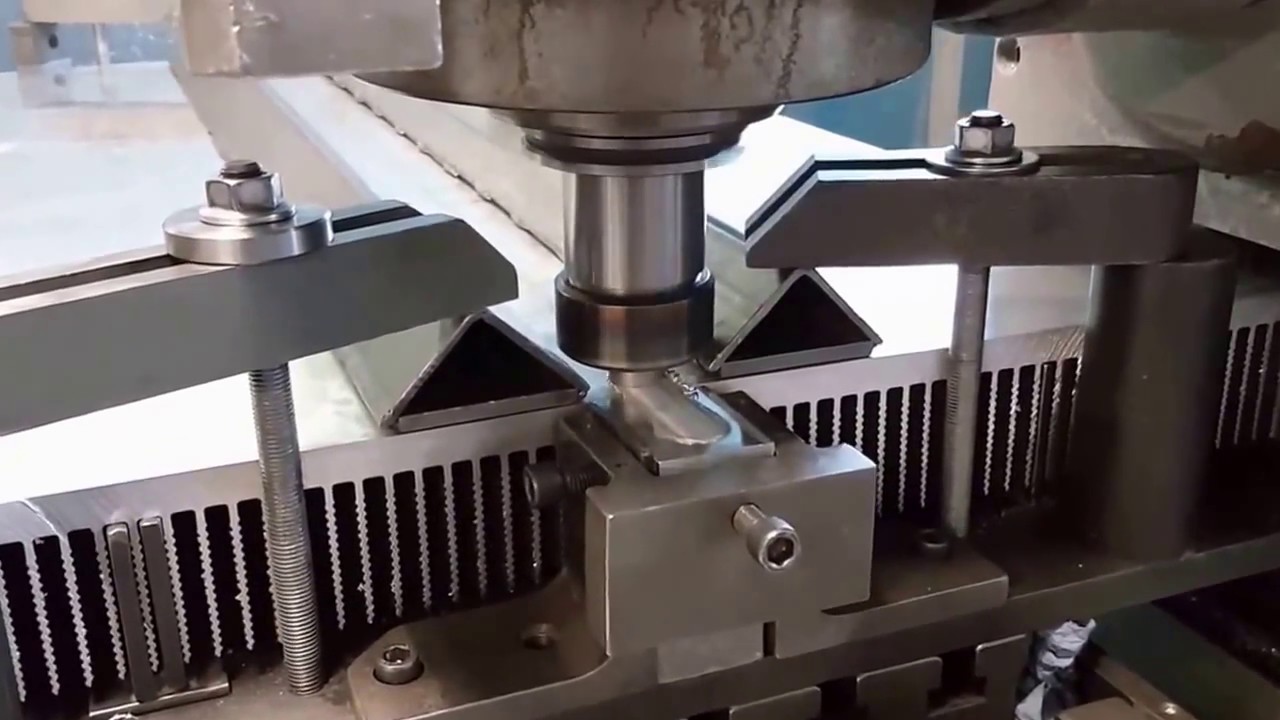
Первый этап предельно прост, так как не требует удаления неровностей, загрязнений и признаков коррозии в месте приваривания — все это сходит на нет при нагреве металлических поверхностей.
Подходящие параметры режима сварки:
- Частота вращения — при сваривании алюминия, меди и их сплавов рекомендуется 2, черных металлов — от 2,6 до 3, титана — 4 или 5.
- Удельное давление притирки — для всех материалов разное, значится в нормативной документации по сварке металлов.
- Удельное давление нагрева — для алюминия подходит от 7 до 20 мегапаскалей, углеродистой либо низколегированной стали от 30 до 60 МПа, для жаропрочной либо инструментальной стали от 61 до 120 МПа.
- Удельное давление проковки — зависит от пластических характеристик соединяемых материалов, определяется по нормативной документации.
- Длительность нагрева и торможения — единых параметров нет, выставляется на усмотрение сварщика.
Обязательно задавать также размер свариваемых деталей и мощность сваривания.
Блок: 3/7 | Кол-во символов: 1464
Источник: https://prompriem.ru/svarka/svarka-treniem.html
Разновидности
Подвиды сварки трением: инерционная, колебательная, с непрерывным приводом, а также радиальную и орбитальную. О каждой из них расскажем детально
- С непрерывным приводом
Технологию придумали в середине 20-го века. Принцип ее работы достаточно прост и не претерпел изменений. Во время работы за станком одна болванка располагается неподвижно, а вторая вертится. Как только они контактируют, возникает осевое напряжение нагрева. Заготовки раскаляются и при получении определенной температуры деталь которая вращалась прекращает движение. После этого происходит проковка деталей. Ниже изображена методика работы данной технологии, где 1 это тормоз, а 2 и 3 болванки
Принцип ее работы довольно прост: во время вращения насаженного на шпиндель маховика скапливается энергия. Когда скорость вращения достигнет нужного значения, заготовки направляются друг на друга нагрузкой. После остановки шпинделя заканчивается и процесс сварки. Ниже на схематическом рисунке изображен принцип работы 1 – маховик 2, 3 – детали
Известна как колебательная. Принцип работы в колебании под конкретным углом двух или одной детали. Сварка вибротрением употребляется время от времени, при этом более подходит для соединения термо- и реактопластов.
Уделите внимание этому виду. В этом пункте мы кратко опишем принцип ее работы.
Суть способа в том что слияние происходит когда две детали вращаются одна вокруг другой. Потом происходит совмещение осей заготовок что вызывает их остановку и окончание сварки, после происходит проковка.
При таком виде сварки идет равномерное выделение тепла что позволяет беспрепятственно варить заготовки у которых большая площадь поперечного разреза. Ниже на рисунке, а – нагрев, б – проковка.
При использовании этой технологией используется 2 кольца – внешнее и внутренне. Они вращаются под конкретным углом, в результате выделяется тепло, которое плавит окончания трубок. При этом дополнительно можно оказывать давление на трубы.
Блок: 5/8 | Кол-во символов: 1999
Источник: https://prosvarku.info/tehnika-svarki/svarka-treniem
Применяемое оборудование
Для сваривания используют металлорежущие станки, но они не подходят для длительного применения, быстро выходят из строя. Специальные машины с блоком управления созданы по одному принципу: силовой привод подводится к двигающимся механизмам. Для фиксации свариваемых заготовок предусмотрены зажимные устройства, двигающие механизмы. Работает оборудование в автоматическом или полуавтоматическом режиме (укладка заготовок, выемка готовых изделий производится в ручном режиме). Машины бывают универсальными и под определенную технологию. На некоторых устройствах предусмотрена предварительная подготовка свариваемых поверхностей, заточка и выравнивание кромок.
Блок: 7/8 | Кол-во символов: 683
Источник: https://svarkaprosto.ru/tehnologii/svarka-treniem
Оснащение
В оснащение могут входить различные компоненты, это зависит от цены набора и сферы внедрения. В обычный набор входит: сварочная машинка, станка, снимающего грат, а еще бота или манипулятора, с его помощью можно смещать заготовки имеющие большие размеры.
Для настройки оснащения необходимо устанавливать такие параметры: величина болванки, скорость сварки трением и мощность привода шпинделя.
У опытных сварщиков не возникнет проблем с настройкой большей части этих опций, но при расчете силы привода возникают трудности. Поэтому советуем применять последующую формулу:
Формула расчета
S — площадь сечения которое необходимо сварить, а N сталая величина значение которой 20 Вт/мм2.
Блок: 7/8 | Кол-во символов: 692
Источник: https://prosvarku.info/tehnika-svarki/svarka-treniem
Выводы
Технологии которые мы описали, это простой, однако действенный способ сварки трением. Если их использовать есть возможность повысить продуктивность, улучшить качество соединения, а и работать с разнородными металлами.
Был ли у вас опыт работы с этой технологией? Своим опытом можете поделиться в комментариях.
А также рекомендуем посмотреть с видео, где детально описывается технология сварки трением с перемешиванием алюминиевых сплавов.
Блок: 8/8 | Кол-во символов: 446
Источник: https://prosvarku.info/tehnika-svarki/svarka-treniem
Количество использованных доноров: 6
Информация по каждому донору:
- https://taina-svarki.ru/sposoby-svarki/svarka-davleniem/svarka-treniem-vidy-primenenie-preimushchestva-i-nedostatki.php: использовано 1 блоков из 8, кол-во символов 991 (7%)
- https://svarkaipayka.ru/tehnologia/termomehanicheskaya/svarka-treniem.html: использовано 1 блоков из 3, кол-во символов 4542 (34%)
- https://prosvarku.info/tehnika-svarki/svarka-treniem: использовано 5 блоков из 8, кол-во символов 4463 (33%)
- https://prompriem.ru/svarka/svarka-treniem.html: использовано 2 блоков из 7, кол-во символов 1769 (13%)
- https://svarkaprosto.ru/tehnologii/svarka-treniem: использовано 2 блоков из 8, кол-во символов 1436 (11%)
- https://xn--80aaafltebbc3auk2aepkhr3ewjpa.xn--p1ai/svarka-treniem-printsip-osobennosti-i-preimushhestva/: использовано 1 блоков из 4, кол-во символов 333 (2%)
Получение сварного соединения пластин из титановых сплавов методом сварки трением с перемешиванием Текст научной статьи по специальности «Технологии материалов»
12. Habib, S., Okada, A. Study on the movement of wire electrode during fine wire electrical discharge machining process. // Journal of Materials Processing Technology. 2016. Vol. 227. P. 147-152. DOI: 10.1016/j.jmatprotec.2015.08.015.
13. Study on EDM debris particle size and flushing mechanism for efficient debris removal in EDM-drilling of Inconel 718. / Tanjilul M. [et al.] // Journal of Materials Processing Technology. 2010. DOI: org/10.1016/j.jmatprotec.2017.12.016.
14. Yoshida M., Kunieda M. Study on the Distribution of Scattered Debris Generated by a Single Pulse Discharge in EDM Process. // IJEM. 1998. Vol. 3. P. 39-47.
15. Computation fluid dynamics analysis of working fluid and debris movement in wire EDMed kerf. Okada A. [et al.] // CIRP Annals — Manufacturing Technology. 2009. Vol. 58. P. 209-212. DOI: 10.1016/j.cirp.2009.03.003.
УДК 621.791.14
ПОЛУЧЕНИЕ СВАРНОГО СОЕДИНЕНИЯ ПЛАСТИН ИЗ ТИТАНОВЫХ СПЛАВОВ МЕТОДОМ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ
WELDED JOINT OF TITANIUM PLATES MANUFACTURING BY FRICTION STIR WELDING
И. К. Черных, Е. В. Васильев, И. Л. Чекалин, Е. В. Кривонос, Д. С. Макашин
Омский государственный технический университет, г. Омск, Россия
I. K. Chemykh, E. V. Vasil’ev, I. L. Chekalin, E. V. Krivonos, D. S. Makashin
Omsk state technical university, Omsk, Russia
Аннотация. Изделия из титановых сплавов широко используются в таких отраслях, как авиа- и ракетостроение, судостроение. Для сборки корпусов из титановых сплавов используется сварка плавлением, что является достаточно трудоёмким и дорогостоящим процессом. Снижение трудоемкости и себестоимости операции сваривания титановых сплавов возможно за счет внедрения метода сварки трением с перемешиванием (СТП). В статье рассматривается распространение метода СТП в России, проводится исследование свариваемости титановых сплавов ОТ-4 и ВТ-20 методом СТП. Целью исследования является получение сварного соединения данных сплавов, отсутствие дефектов в виде «непроваров» и разработка специального инструмента для получения сварного соединения, а также получение информации о процессе сварки и разработке рекомендаций по сварке титановых сплавов методом СТП. Проведена серия экспериментов, цель исследования достигнута частично для сплава ОТ-4 и достигнута полностью для сплава ВТ-20. Разработан инструмент для СТП титановых сплавов, приведены данные по сварке при различных режимах, возникающие при этом силы и температуры.
Ключевые слова: сварка трением с перемешиванием, титановые сплавы, микроструктура, термодеформационная сварка, фрикционная сварка.
DOI: 10.25206/2310-9793-2018-6-1-198-207
I. Введение
Сварка трением с перемешиванием (СТП) (патент TWI от 1991 г. [1]) применяется в России для соединения алюминиевых сплавов различных марок. Большинство исследований направлены на получение информации о микроструктуре и прочности шва [2-6], на моделирование процесса сварки [7-9] и подбор режимов [10-14]. Стоит отметить успехи российских исследователей в разработке методики активного контроля при помощи акустической эмиссии [15], в исследовании высокоскоростной сварки [16] и сварки изделий, приближенных к изделиям ракетно-космической техники [17].
Согласно общедоступным данным, промышленное применение СТП в России находится на стадии внедрения в производство в авиакосмической отрасли. Технология СТП планируется к использованию при производстве ракет-носителей семейства «Ангара», разрабатывается технология сварки на АО «РКЦ «Прогресс» для изготовления РН сверхтяжелого класса «Энергия» [18]. В гражданском производстве технологию использует
ЗАО «Чебоксарское предприятие «Сеспель» при сварке алюминиевых полуприцепов [19, 20]. Внедрение технологии СТП позволило снизить время на сварку кольцевого шва обечайки с 8 часов до 8 минут. Согласно годовым отчётам и зарегистрированным патентам [21-23], активно ведётся исследование процесса СТП на предприятии ВНИИАЛМАЗ, которое является производителем исследовательской установки для СТП в ОмГТУ (фотография установки представлена на рис. 1).
Рис. 1. Исследовательская установка для сварки трением с перемешиванием на базе вертикально-фрезерного станка 6Т12
СТП может осуществляться как на специализированных установках, [16, 17] изготовленных в России и за рубежом, так и на модернизированных станках либо на станках с установленным инструментом для СТП без модернизации [5, 24]. Инструмент для СТП имеет различную конструкцию, в общем случае это примитивные формы пина (треугольная, квадратная, цилиндрическая, коническая) с резьбовыми канавками, предназначенными для более полного перемешивания материала. Инструмент для сварки алюминиевых сплавов, как правило, изготавливается из инструментальной стали с последующей термообработкой, при этом теплостойкость такого инструмента находится в диапазоне 500-650 °С.
Зарубежные исследователи активно проводят исследования по сварке титановых сплавов [25-27]. Результаты экспериментов показывают, что получение сварных швов титановых сплавов марок Ti-6Al-4V, Ti-5111 возможно, при этом используются различные конфигурации пина инструмента и различный материал инструмента. Множество исследователей считают СТП титановых сплавов перспективным методом сварки для использования в аэрокосмической отрасли. Проводятся исследования по СТП элементов конструкций, используемых в аэрокосмической отрасли [28]. Известно, что СТП применяется на самолётах Boeing и Eclipse с лицензией и помощью Британского института сварки (TWI) [29].
II. Постановка задачи
Целью исследования является получение сварного соединения титанового сплава ОТ-4, ВТ-20, нахождение оптимальных режимов сварки опытным путём, разработка инструмента для СТП и получение данных о температуре процесса и возникающих силах.
III. Теория
Сварка алюминиевых сплавов происходит при температуре 300-400 °С, причём температура меняется в зависимости от режимов сварки, характеристик инструмента и свариваемых образцов [30]. Предполагается, что наиболее качественные швы образуются при температуре, близкой к 400-450 °С, которая может различаться в зависимости от сплава. Данное значение обусловлено повышением пластичности материала при нагреве.
Сварка сталей и титановых сплавов протекает при более высоких температурах. В зависимости от свариваемого материала и материала инструмента температура может доходить до 1200 °С при сварке титановых сплавов [31] и до 800 °С при сварке сталей [32], это предъявляет повышенные требования к теплостойкости инструмента.
Основные режимы, которые подбираются для СТП каждого сплава, — это частота вращения инструмента и скорость подачи. Необходимо найти данные значения для титановых сплавов.
IV. Результаты экспериментов Технология СТП была опробована при соединении пластин из титанового сплава ОТ-4 толщиной 1,8 мм с использованием инструмента из закалённой инструментальной стали 4Х5МФС. Процесс сварки проходил при пониженных скоростях (образец №1 80 об/мин при подаче 16 мм/мин; образец №2 при частоте вращения 160 об/мин и подаче 25 мм/мин). В процессе сварки произошло оплавление и разрушение рабочего стержня инструмента (рис. 2), что свидетельствует о недостаточной теплостойкости инструмента для сварки титанового сплава. Температура, наблюдаемая в месте контакта буртика инструмента со свариваемыми заготовками, измерялась тепловизором Fluke Ti400 и достигала 300 °С при сварке образца №1 и 640 °С при сварке образца №2 (рис. 3).
Рис. 2. Разрушение рабочего стержня инструмента из стали 4Х5МФС
(образец №1 получен при частоте вращения 80 об/мин и подаче 16 мм/мин; образец №2 получен при частоте
вращения 160 об/мин и подаче 25 мм/мин)
По результатам данного эксперимента были сделаны следующие выводы: соединение пластин наблюдалось только на наружной поверхности образцов; с противоположной (обращённой к подложке во время сварки) наблюдался участок перемешивания длиной 6 мм, а на протяжении остальной поверхности видна граница между пластинами. Фотографии полученных образцов представлены на рис. 3, 4. Полученные изображения макроструктуры (рис. 5) свидетельствуют о частичном сплавлении металлов, но швы имеют неудовлетворительное качество. С наружной поверхности в структуре материала в образце №1 наблюдается наличие литой, слоистой зоны глубиной до 0,7 мм и зоны термического влияния (ЗТВ) глубиной до 0,3 мм. В образце №2 литая зона глубиной до 0,17 мм, а ЗТВ до 0,07 мм.
Рис. 3. Образец №1
Рис. 4. Микрошлифы образца № 1 (справа — сечение №1, слева — сечение №2)
Рис. 5. Граница зоны сплавления с основным материалом
сечение 1
Рис. 6. Образец №2
Рис. 7. Микрошлиф образца №2 201
Исходя из результатов экспериментов, был спроектирован инструмент для сварки титановых сплавов. В качестве заготовки для изготовления инструмента был взят хвостовик концевой твердосплавной фрезы фирмы SECO из сплава YK30F для обработки материалов ISO-N. Изображение инструмента представлено на рис. 8.
Рис. 8. Инструмент для СТП из твердого сплава
Был проведён эксперимент с использованием данного инструмента. Образец №3 был получен при частоте вращения 200 об/мин и подаче 50 мм/мин, образец №4 при 315 об/мин и 50 мм/мин и образец №5 при 400 об/мин и 80 мм/мин, образец №6 при 630 об/мин и 100 мм/мин.
Путём увеличения частоты вращения и скорости подачи удалось добиться увеличения температуры сварки (рис. 9), но тем не менее сварные швы имели непровар по всей длине (рис. 10). Снижение температуры при сварке образца №6 обусловлено применением защитного газа — аргона; в начале сварки осуществлялся обдув инструмента, что привело к его охлаждению.
100 0
■ Образец №3 ♦ Образец №4 д Образец №5 X Образец №6
5 10 15 20 25 30 35 40 45 50 55 Время t, сек
0
Рис. 9. График зависимости температуры от времени при СТП сплава ОТ4 толщиной 1,8 мм
твердосплавным инструментом
Рис. 10. Образцы сварных швов №3 (слева) и №4 (справа)
Во время сварки образцов №5 и №6 при температуре выше 700 °С наблюдалось интенсивное окисление металла. Для предотвращения окисления при сварке следующего образца №7 в зону сварки осуществлялась пода-
ча аргона из сопла диаметром 5 мм со стороны отхода инструмента, при этом также была увеличена частота вращения инструмента до 1250 об/мин и скорость подачи до 100 мм/мин. На полученном образце №7 наблюдаются зоны качественного перемешивания металла с образованием сварного соединения (рис. 11).
Температура в процессе сварки образца №7 достигала 870 °С. На основании результатов эксперимента был сделан вывод, что для образования сварного соединения титановых сплавов необходимо использование теплостойкого инструмента, температура не менее 800 °С, всесторонняя защита шва инертным газом (кроме защиты нижней стороны пластин, которая контактирует с подложкой) и обеспечение необходимой осевой силы давления инструмента на пластины, которая варьируется в зависимости от конкретных условий сварки. Установлено, что при повышении температуры сварки повышается пластичность материала и вертикальная составляющая силы давления инструмента на изделие уменьшается (рис. 12).
Рис. 11. Образец №7
л е;
и
30000
20000
10000
-10000
Образец №3 Образец №4 Образец №5 Образец №6 Образец №7
Время ^ сек
0
Рис. 12. График зависимости вертикальной составляющей силы при СТП образцов №3-№6
Исходя из этих требований, было изготовлено сопло, осуществляющее подачу защитного газа в зону сварки. Схема сварки представлена на рис. 13.
Рис. 13. Схема сварки с подачей защитного газа через сопло
Образец №8 (рис. 14) и №9 из сплава ВТ-20 толщиной 1,5 мм, полученные с применением данной схемы сварки, в отличие от образцов №1-7 не имели непроваров на лицевой и тыльной стороне шва; частота вращения при сварке образца №8 составила 1250 об/мин и подача 80 мм/мин и 1000 об/мин и 63 мм/мин при сварке образца №9. Температура в процессе сварки составляла 800-1000 °С. На тыльной стороне наблюдался рельеф набегающих друг на друга колец (рис. 15), подобный рельефу на лицевой стороне шва, что свидетельствует о проваре на полную глубину пластин. Цвета побежалости на первой половине шва соответствуют моменту подбора оптимального объема подачи газа во время сварки, после подбора необходимого объёма цвета побежалости отсутствуют, следовательно, металл не окисляется. При достаточном объёме защитного газа «горение» металла и искры наблюдались меньше всего, но, тем не менее, присутствовали, что свидетельствует о необходимости доработки сопла для подачи газа. На тыльной стороне шва виднеется коричневый цвет побежалости вдоль шва, по ширине примерно равный диаметру буртика. В центре шва металл сохранил изначальный цвет. Разрезание образца в поперечном сечении и зачистка показали отсутствие пустот и непроваров, которые можно увидеть невооружённым глазом. Дефект в виде грата предстоит устранить, это можно сделать путём подбора режимов сварки и величины заглубления инструмента внутрь металла. На инструменте наблюдается «налипание» окисленного металла, изношенный инструмент представлен на рис. 16. Однако использование повторно такого инструмента позволяет получить сварной шов, визуально неотличимый от шва, полученного с использованием «чистого» инструмента. Повторные эксперименты при тех же условиях показали подобный результат, что свидетельствует о стабильности процесса.
Рис. 14. Образец №8
Рис. 15. Тыльная сторона шва
Рис. 16. Инструмент после сварки
Вертикальная составляющая силы давления инструмента на пластины в процессе сварки образцов №8 и №9 составила 2-10 кН (рис. 17).
12000
10000
л е; s и
Образец №8 Образец №9
2000 0
ш м м m л ю 1122
Время t, сек
Рис. 17. График зависимости вертикальной составляющей силы при СТП образцов №8 и №9.
V. Обсуждение результатов Цель исследования полностью достигнута для сплава ВТ-20: получен сварной шов, не имеющий непроваров с полным перемешиванием металла, в поперечном срезе шва также отсутствуют непровары. Данный шов получен с использованием разработанного инструмента, режимы сварки подобраны опытным путём.
Для сплава ОТ-4 цель исследования достигнута частично: в шве наблюдаются непровары. Дальнейшая работа по сварке данного сплава будет включать в себя разработку нового сопла, обеспечивающего равномерный подвод защитного газа близко к месту контакта инструмента с заготовками и подбор оптимальных режимов.
VI. Выводы и заключение Достигнутый результат исследования доказывает, что получение сварного шва методом СТП для сплава ВТ-20 возможно, а метод сварки для сплава ОТ-4 требует доработки. Сварка трением с перемешиванием позволяет получать качественные сварные швы с меньшей трудоёмкостью. Данный процесс поддаётся автоматизации, не требует наличия множества квалифицированных рабочих и помещения, полностью заполненного защитным газом. СТП необходимо внедрять в отечественную промышленность для сборки изделий из титановых сплавов.
Источник финансирования. Благодарности Автор благодарит филиал АО «НПЦ Газотурбостроения «САЛЮТ» «Омское моторостроительное объединение имени П.И. Баранова» за помощь в проведении исследования.
Научный руководитель Попов Андрей Юрьевич, проф., д-р. техн. наук, зав. каф. «Металлорежущие станки и инструменты» ОмГТУ.
Список литературы
1. Thomas M. W., Nicholas E. D., Needham J. C., Murch M. G., Templesmith P., and Dawes C. J., G. B. Patent Application № 9125978.8 (1991).
2. Фортуна С. В., Елисеев А. А., Калашникова Т. А., Колубаев Е. А. Эволюция микроструктуры и свойств термически упрочняющегося алюминиевого сплава при сварке трением с перемешиванием // XI Всероссийский съезд по фундаментальным проблемам теоретической и прикладной механики, 20-24 августа 2015 г. Казань. С. 3937-3939.
3. Колубаев Е. А. Особенности формирования структуры сварного соединения, полученного сваркой трением с перемешиванием // Современные проблемы науки и образования. 2013. № 6. С. 886-894.
4. Калашникова Т. А., Калашников К. Н., Заикина А. А. [и др.]. Структура сварных соединений алюминиевого сплава 157 0С, полученных методом сварки трением с перемешиванием // Современные проблемы науки и образования. 2014. № 6. С. 150-158.
5. Черных И. К., Матузко Е. Н., Васильев Е. В., Кривонос Е. В. Повышения качества сварных швов, полученных при помощи сварки трением с перемешиванием алюминиевых сплавов АМГ6 // Динамика систем, механизмов и машин. 2017. Т.5, №1. С. 113-120. DOI: 10.25206/2310-9793-2017-5-1-113-120.
6. Шайлеш А. Рао, Ювараджа Найк. Сравнение внешнего вида, микроструктуры и механических свойств на растяжение сварных соединений Al-Si сплавов после сварки трением с перемешиванием // Физика металлов и металловедение. 2017. Т.118, № 7. С. 752-760.
7. Ситников И. В., Саломатова Е. С. Численное моделирование сварки трением с перемешиванием // Master’s journal. 2014. № 2. С. 84-88.
8. Майстренко А. Л., Нестеренков В. М., Дутка В. А., Лукаш В. А. [и др.] Моделирование тепловых процессов для улучшения структуры металлов и сплавов методом трения с перемешиванием // Автоматическая сварка. 2015. № 1 (739). С. 5-14.
9. Рзаев Р. А., Чуларис А. А., Джалмухамбетов А. У., Атуев Ш. М. Динамическая модель распределения температуры в металле при сварке трением с перемешиванием // Фундаментальные исследования. 2016. № 3. С. 47-55.
10. Покляцкий А. Г. Особенности распределения температур в тонколистовом алюминиевом сплаве АМг5М при сварке трением с перемешиванием // Автоматическая сварка. 2011. № 8(700). С. 48-51.
11. Терентьев С. А., Арзыев Т. Р. Сварка трением с перемешиванием деталей из технического алюминия // Master’s journal. 2012. № 1. С. 46-49.
12. Черных И. К., Матузко Е. Н., Васильев Е. В., Кривонос Е. В. Исследование влияния технологических факторов на качество шва, полученного сваркой трением с перемешиванием // Россия молодая: передовые технологии — в промышленность. 2017. № 1. С. 70-76.
13. Барахтин Б. К., Высоцкая М. А. Применение системного анализа структуры для оптимизации режимов сварки трением с перемешиванием // Межвузовский сборник научных трудов. 2015. № 7. С. 83-96.
14. Покляцкий А. Г. Параметры процесса сварки трением с перемешиванием тонколистовых алюминиевых сплавов // Вестник полоцкого государственного университета. Серия В: Промышленность. Прикладные науки. 2015. № 11. С. 53-58.
15. Левихина А. В., Рубцов Е. А., Колубаев Е. А. Мониторинг образования несплошностей методом акустической эмиссии в процессе сварки трением с перемешиванием // Известия алтайского государственного университета. 2017. № 4 (96). С. 39-44.
16. Бойцов А. Г., Качко В. В., Курицын Д. Н. Высокоскоростная сварка трением перемешиванием авиационных материалов и конструкций // Электрофизические и электрохимические методы обработки. 2013. № 5-6 (77-78). С. 35-42.
17. Шачнев С. Ю., Пащенко В. А., Махин И. Д. [и др.]. Отработка технологии сварки трением с перемешиванием алюминиевых сплавов 1570С, АМГ6 большой толщины для использования в перспективных разработках РКК «Энергия» // Космическая техника и технологии. 2016. № 4 (15). С. 24-30.
18. Кирилин А. Н., Ахметов Р. Н. АО «РКЦ «Прогресс» — Результаты и перспективы ракетно-космической деятельности // К.Э. Циолковский — 160 лет со дня рождения. Космонавтика. Радиоэлектроника. Геоинформатика: 7-я Междунар. научно-технич. конф. тез. докл. Рязан. гос. радиотехн. университет. Рязань, 2017. С. 22-41.
19. Бакшаев В. А., Васильев П. А. Технология сварки трением с перемешиванием в заготовительном производстве // Современные проблемы машиностроения: сборник научн. трудов VII Междунар. научно-технич. конф.: под ред. А. Ю. Арляпова, А. Б. Кима; Национальный исследовательский Томский политехнический университет, 2013. С. 151-155.
20. Бакшаев В. А., Васильев П. А., Гордон Л. К. [и др.]. Технология сварки трением с перемешиванием в производстве алюминиевых полуприцепов // Заготовительные производства в машиностроении. 2010. № 12. С.13-17 .
21. Пат. 2534484 Российская Федерация, МПК B23K20/12. Способ изготовления штифта инструмента для перемешивающей сварки трением / Журавлев В. В., Дудаков В. Б.; заявл. 07.05.13; опубл. 27.11.14, Бюл. №33.
22. Пат. 2393071 Российская Федерация, МПК B23K20/12. Способ сварки трением с перемешиванием и инструмент для сварки трением с перемешиванием / Бойцов А. Г., Качко В. В.; заявл. 11.12.08; опубл. 27.06.10, Бюл. №18.
23. Пат. 2393070 Российская Федерация, МПК B 23 K 20/12. Способ сварки трением с перемешиванием / Крысанов О. Н., Качко В. В., Клиппенштейн А. Д. № 2008148775/02; заявл. 11.12.08; опубл. 27.06.10, Бюл. №18.
24. Терентьев С. А., Арзыев Т. Р. Установка для исследования параметров и режимов сварки трением с перемешиванием // Master’s journal. 2012. № 1. С. 83-85.
25. Kapil Gangwar, M. Ramulu , Friction stir welding of titanium alloys: A review. // Materials & Design. 2017. Vol. 141. P. 230-255. DOI:10.1016/j.matdes.2017.12.033.
26. Ameth Fall, Mostafa Hashemi Fesharaki, Ali Reza Khodabandeh and Mohammad Jahazi Tool wear characteristics and effect on microstructure in Ti-6Al-4V friction stir welded joints // Metals. 2016. Vol. 6 (275). P. 1-12. DOI:10.3390/met6110275.
27. Fall A., Jahazi M., Khdabandeh A. R., Fesharaki M. H. Effect of process parameters on microstructure and mechanical properties of friction stir-welded Ti-6Al-4V joints // Int J Adv Manuf Technol. 2017. P. 2919-2931. DOI:10.1007/s00170-016-9527-y.
28. Edwards P., Ramulu M. Fatigue performance of Friction Stir Welded titanium structural joints // International Journal of Fatigue. 2015. Vol. 70. P. 171-177. DOI:10.1016/j.ijfatigue.2014.09.013.
29. Friction Stir Welding of Airframe Structures. URL: https://www.twi-global.com/industries/aerospace/ioining-of-airframe-structures/friction-stir-welding-of-airframe-structures/ (дата обращения: 01.08.2018).
30. Черных И. К., Кривонос Е. В., Матузко Е. Н., Васильев Е. В. Исследование процесса сварки трением с перемешиванием пластин из алюминиевого сплава АМГ6 // проблемы разработки, изготовления и эксплуатации ракетно-космической техники и подготовки инженерных кадров для авиакосмической отрасли: материалы XI Всеросс. научн. конф., посвященной памяти главного конструктора ПО «Полёт» А. С. Клинышкова. 2017. С. 126-134.
31. Mironov S., Sato Y. S., Kokawa H. Friction-stir welding and processing of Ti-6Al-4V titanium alloy: A review // Journal of Materials Science & Technology. 2018. Vol. 34. P. 58-72. D0I:10.1016/j.jmst.2017.10.018.
32. Zhang H., Wang D., Xue P., Wu L. H., Ni D. R., Xiao B. L., Ma Z. Y. Achieving ultra-high strength friction stir welded joints of high nitrogen stainless steel by forced water cooling // Journal of Materials Science & Technology. 2018. Vol. 34. P. 2183-2188. D0I:10.1016/j.jmst.2018.03.014.
Новости / Служба новостей ТПУ
Первые специалисты Ракетно-космической корпорации «Энергия» прошли обучение в Томске по новой программе повышения квалификации, разработанной Томским политехническим университетом совместно с Институтом физики прочности и материаловедения СО РАН. В течение двух недель сотрудники РКК «Энергия» знакомились с передовым научным опытом разработки и применения оборудования для сварки трением с перемешиванием и контроля качества, чтобы внедрить эту технологию у себя на производстве.
По словам заместителя директора по развитию Инженерной школы новых производственных технологий Евгения Колубаева, программа повышения квалификации «Формирование неразъемных соединений методом сварки трением с перемешиванием» стала продолжением многолетнего сотрудничества между Томским политехом, РКК «Энерия» и ИФПМ СО РАН.
Это сотрудничество началось в 2013 году в ходе совместной работы, реализуемой в рамках 218-го постановления Правительства РФ по разработке технологии активно-пассивного контроля сварных соединений изделий, получаемых методом сварки трением с перемешиванием. В рамках проекта томские ученые разработали технологию контроля качества швов, получаемых сваркой трением с перемешиванием, комплекс оборудования для диагностики сварных соединений, а также стандарт предприятия для контроля таких сварных соединений.
«Сейчас РКК “Энергия” находится на стадии внедрения этой технологии.
Так, ракетно-космической корпорацией заказан станок по сварке трением с перемешиванием для изготовления перспективного космического корабля. Также на производстве ведется отработка технологии на опытных изделиях. Однако необходимо, чтобы у сотрудников РКК «Энергия» была базовая подготовка, глубокие знания по использованию современных технологий и оборудования. В связи с этим и возникла необходимость создания нашего нового курса повышения квалификации», — объясняет Евгений Колубаев.
Первыми слушателями курса стали восемь сотрудников РКК «Энергия» — это высококвалифицированные специалисты (технологи, инженеры, конструкторы), деятельность которых связана с разработкой новых технологий и современных конструкций на предприятии.
В течение двух недель на базе лаборатории динамического моделирования и контроля ответственных конструкций ТПУ и лаборатории контроля качества материалов и конструкций ИФПМ сотрудники РКК проходили обучение методике подбора режимов сварки, осваивали методы определения структуры и свойств СТП-соединений, проводили диагностику сварных соединений рентгеновским, ультразвуковым и вихретоковым методами при помощи уникального дефектоскопического оборудования.
Слушатели курса сами подбирали режимы сварки трением с перемешиванием и проводили собственные исследования.
Каждый из них выполнил выпускную квалификационную работу, в ходе которой должен был подобрать под определенный металл и инструмент режим сварки, сделать шов, а затем провести его диагностику методами неразрушающего и разрушающего контроля. Также сотрудники РКК «Энергия» получили опыт работы с нормативно-технической документацией и каталогами различных производителей оборудования, приобрели навыки анализа основных параметров технологических процессов, освоили методику проведения лабораторных испытаний.
Авторы курса отмечают, что все эти знания и навыки позволят специалистам работать на уникальном оборудовании для формирования неразъемных соединений методом сварки трением с перемешиванием, производить комплексную оценку качества СТП-соединений, выявлять дефекты, а также анализировать технические характеристики и экономические показатели отечественных и зарубежных разработок в данной области.
«Предполагается, что в дальнейшем по этой программе будут проходить обучение и другие сотрудники РКК “Энергия”»,
— заключает Евгений Колубаев.
Добавим, сварка трением c перемешиванием (СТП) — относительно новый метод получения неразъемных соединений материалов. Это технология так называемой «холодной» сварки, которая отличается от стандартной сварки плавлением тем, что позволяет сваривать детали широкого спектра самых различных сплавов, зачастую не поддающихся температурной обработке. Происходит это за счет того, что между двумя свариваемыми деталями внедряется специальный инструмент, который вращается, создавая трение, за счет которого повышается температура металла, и он размягчается и перемешивается в соединении. В результате соединение деталей получается прочнее, чем при использовании обычного метода, ускоряется сам процесс сварки. Технология позволяет сваривать изделия толщиной до 130 мм за один проход.
Ученые ТПУ и ИФПМ СО РАН пошли еще дальше и разработали уникальный метод сварки трением с перемешиванием с ультразвуковым воздействием.
Здесь используется уже не только сила трения, но и ультразвук. Ученые применяют вместе с рабочим инструментом ультразвуковой волновод, генерирующий ультразвуковые колебания, которые затем распространяются в свариваемое изделие. Большая мощность ультразвукового воздействия позволяет размягчить металл, но при этом он не нагревается до критичных температур. Это важно для алюминиевых и других сплавов, изменяющих свой структурно-фазовый состав при воздействии температур. Кроме этого, технология делает перемешиваемость свариваемых деталей еще лучше, повышает прочностные характеристики и структуру шва, снижает количество образуемых в процессе сварки трением с перемешиванием дефектов.
Сварка трением c роботом | Робовизард
Сварка трением (Friction Spot Joining) представляет собой разработанный Kawasaki Heavy Industries принципиально новый революционный метод соединения материалов. Данный метод использует инновационные технологии и открывает дополнительные возможности в области обработки легких сплавов, таких как алюминиевые, магниевые и др.
Инновационность метода заключается в его удивительной простоте. Цилиндрический стержень с небольшим выступом («шпилькой») на конце, вращаясь, погружается в соединяемый материал и, образуя созданным давлением химические связи, извлекается обратно. Вращение стержня смягчает материал посредством фрикционного тепла и создает эффект «пластичного растекания» за счет сил, возникающих при осевом вращении, тем самым, сваривая верхнюю и нижнюю части материала в данной точке. Весь процесс сварки от начала до конца обычно занимает считанные секунды.
Сварочный инструмент (Joining tool)
Сварочный инструмент представляет собой стержень, имеющий на конце небольшой выступ с резьбой — «шпильку». Внешняя кромка стержня («плечо») дугообразно выгнута, в результате чего инструмент образует с одной стороны свариваемого материала лунку в форме блюдца. В зависимости от технологических условий могут использоваться стержни различных форм и размеров.
Процесс сварки (Joining process)
Процесс сварки осуществляется в три этапа:
1. Погружение
Стержень, вращаясь, давит на соединяемые поверхности с заданным усилием. Это давление создает нагрев от трения между поверхностью и шпилькой на конце стержня, размягчая металл и позволяя шпильке полностью погрузиться в материал.
2. Соединение
Шпилька полностью погружается в рабочую поверхность; сильное давление поддерживается и после того, как плечо инструмента по внешнему краю соприкасается с материалом (см. рисунок ниже).
3. Выведение
После завершения процесса соединения шпилька и стержень выводятся из материала.
Механизм сварки (Joining mechanism)
Фактор прочности
Прочность соединения при использовании сварки трением сопоставима с прочностью точечной сварки!
В точке сварки за счет нагрева до высоких температур и последующего эффекта «растекания» вещества вокруг шпильки из рекристаллизовавшегося материала образуется особая зона. Как уже упоминалось, растекание вещества происходит в двух перпендикулярных друг другу плоскостях — вдоль оси вращения стержня и вокруг этой оси. Образуемая зона характеризуется высокой прочностью и исключительной эластичностью, гарантируя отличные механические свойства. Результаты испытаний на разрыв, разлом, а также ряд других подтверждают, что прочность сварки трением сопоставима с обычной точечной сваркой.
Особенности сварки трением
1. Высокое качество и высокая прочность
Процесс сварки трением не требует расплавления материала. Тепловой нагрев по сравнению с точечной сваркой невысок. Как результат — меньше степень тепловых деформаций для достижения выдающихся прочностных характеристик.
2. Экономия энергии и снижение эксплуатационных расходов
Энергия, необходимая для сварки трением не превышает энергии, потребляемой двумя сервомоторами, осуществляющими манипулирование сварочным инструментом. Фактически, для сварки трением необходима мощность, эквивалентная 1/20 мощности, потребляемой сварочным оборудованием при обычной точечной сварке. В добавок, нет необходимости в блоках питания большой емкости, что приводит к значительному сокращению затрат на оборудование.
3. Простота и экономичность системы
Система сварочных механизмов весьма проста, нет потребностей в дополнительном оборудовании, которое требуется для точечной сварки. Не требуется ни холодной воды, ни сжатого воздуха, что также действует как упрощающий и снижающий затраты фактор.
4. Сварочный инструмент с большим жизненным циклом
Сварочный инструмент, используемый в сварке трением, не подвержен износу при работе с алюминиевыми сплавами. Даже после нескольких сотен тысяч сделанных соединений обычно отсутствуют какие-либо сообщения о рекламации.
5. Чистота рабочей среды
Благодаря отсутствию пыли и дыма, а также отсутствию необходимости в большом электрическом токе, процесс сварки трением экологически чист и не создает дополнительных электромагнитных помех.
Сравнение плюсов и минусов различных способов сварки
Пример сравнения системы классической точечной сварки и сварки трением
Что такое сварка трением? — TWI
На самом деле кажущаяся гладкой поверхность состоит из множества микроскопических выступов, называемых неровностями. Когда одна поверхность движется относительно другой, эти неровности взаимодействуют, см. Рис. 1, создавая трение — силу, препятствующую движению между двумя или более взаимодействующими поверхностями. Взаимодействие этих неровностей за счет упругой и пластической деформации выделяет тепло. Сварка трением использует это явление для соединения. Вызванное механическое движение при сварке трением выделяет тепло, в результате чего соединяемые материалы размягчаются и становятся вязкими.Находясь в размягченном состоянии, механическое движение процесса смешивает материалы, чтобы создать связь. Способ, которым происходит нагревание трением и смешивание материалов, очень зависит от используемого процесса сварки трением, из которых есть четыре основных процесса: сварка трением с перемешиванием (FSW), точечная сварка трением с перемешиванием (FSSW), линейная сварка трением (LFW). и ротационная сварка трением (RFW).
FSW и FSSW используют специальный инструмент для генерации тепла трения и механического перемешивания.FSW работает с использованием нерасходуемого инструмента, который вращается и погружается в поверхность стыка двух деталей. Затем инструмент перемещается через границу раздела, и тепло от трения заставляет материал нагреваться и размягчаться. Затем вращающийся инструмент механически перемешивает размягченный материал для образования связки; см. рисунок 2 (а). FSSW представляет собой вариант FSW и работает путем вращения, погружения и втягивания нерасходуемого инструмента на две заготовки в конфигурации соединения внахлест для выполнения «точечной» сварки. Во время FSSW движение инструмента через заготовки отсутствует; см. рисунок 2 (b).
LFW и RFW не требуют расходуемых инструментов, т.е. отдельные соединяемые детали используются для генерирования тепла трения и механического перемешивания. LFW работает путем линейных колебаний одной детали относительно другой под действием сжимающей силы. Трение между колеблющимися поверхностями вызывает нагревание, заставляя материал интерфейса размягчаться и механически перемешиваться; см. рисунок 2 (c). RFW похож на LFW, за исключением того, что детали часто имеют круглую форму и повернуты друг относительно друга; см. рисунок 2 (d).Во время LFW и RFW заготовки обычно укорачиваются («выгорают») в направлении сжимающей силы, образуя вспышку. Во время выгорания граничные загрязнения, такие как оксиды и посторонние частицы, выбрасываются в вспышку. После очистки от загрязнений происходит смешение чистого металла с металлом, в результате чего образуется неразрывная связь. Хотя при сварке трением образуются очень высокие температуры, материал остается в твердом состоянии (т.е. плавления не происходит).
Сварка трением дает много преимуществ для производственного сектора, в том числе:
- Остается в твердом состоянии, что позволяет избежать многих дефектов, связанных со сваркой плавлением, таких как поры и трещины затвердевания.
- Обеспечивает сравнительно низкие температуры по сравнению со сваркой плавлением, что снижает образование интерметаллидов, позволяя соединять широкий спектр схожих и разнородных материалов. Также уменьшается деформация сварной детали.
- Возможность соединения многих «несвариваемых» алюминиевых сплавов, а именно серий 2ххх и 7ххх.
- Не требует присадочного металла, флюса и защитного газа.
- В большинстве случаев не требует специальной подготовки кромок.
- Легко автоматизируется, что делает процесс воспроизводимым и не зависит от человеческого фактора, что приводит к очень низкому проценту брака.
- Возможность производить сварные швы с механическими свойствами, сравнимыми или превосходящими исходный материал для ряда аналогичных и разнородных комбинаций материалов.
- Возможность уменьшить количество материалов, требуемых для изготовления компонента, путем соединения более мелких деталей для производства преформы, которая впоследствии обрабатывается до желаемых размеров.
Чтобы узнать больше об отдельных процессах сварки трением, их микроструктуре, механических свойствах и промышленном применении, щелкните следующие ссылки:
Если вы хотите узнать больше о процессе, свяжитесь с нами.
Сварка трением: процесс, типы и преимущества
Сварка трением, как следует из названия, использует трение для сварки соединений. В процессе соединения не используется внешний нагрев.
Следовательно, сварка трением — это не сварка плавлением, а процесс сварки твердым телом, при котором получаемое соединение часто имеет такую же прочность, как и основной металл.Этот метод сварки используется в нескольких отраслях промышленности для соединения деталей.
Давайте подробно рассмотрим, как работает этот метод, и его преимущества.
СВЯЗЬ: ЛАЗЕРНАЯ СВАРКА: ТИПЫ, ПРЕИМУЩЕСТВА И ПРИМЕНЕНИЕ
Если вы потрете ладони друг о друга, вы заметите, что ваши ладони станут горячими. По мере того, как вы увеличиваете давление и скорость дальше, вам становится теплее.
Тот же принцип тепловыделения за счет трения используется при сварке трением, при которой металлические части трутся друг о друга с чрезвычайно высокой скоростью и давлением.
Это взаимодействие между двумя поверхностями приводит к механическому трению. Даже если два свариваемых материала могут показаться невооруженным глазом гладкими, на микроскопическом уровне есть неровности. Этих неровностей достаточно, чтобы между их поверхностями возникло трение.
Когда два материала подвергаются сварке трением, относительное движение между собой и прикладываемое к ним давление генерируют тепло в точках контакта. По мере продолжения процесса тепловыделение также возрастает, и два материала начинают становиться вязкими в точках контакта.
Опять же, движение между двумя частями способствует смешиванию двух частей в их точках контакта, создавая соединение или сварной шов.
Любой процесс сварки, в котором для создания соединения используется трение, можно назвать сваркой трением. Однако в основном существует четыре типа процессов сварки трением.
Давайте кратко рассмотрим каждый из них, чтобы понять тонкие различия между ними.
Сварка трением с вращением: Один из двух материалов вращается по поверхности другого там, где требуется сварка.В процессе используется сжимающая осевая сила и высокие скорости вращения.
Эта комбинация приводит к пластификации двух материалов, что в конечном итоге приводит к их соединению.
Линейная сварка трением: При этом типе сварки трением один из материалов колеблется относительно другого на высоких скоростях с высокими сжимающими силами при возвратно-поступательном движении. Возникающее в результате тепло, выделяемое на поверхностях, приводит к пластификации металла, а оксиды или поверхностные загрязнения выгорают или удаляются по бокам.
Сварка трением с перемешиванием: При сварке трением с перемешиванием используется специальный инструмент с цилиндрическим буртиком и профилированным штифтом для создания сварных швов. Булавка проходит по шву двух заготовок, пока плечо не коснется шва.
Затем инструмент вращается там, где трение между заплечиком и швом смягчает металл. Профилированный штифт линейно перемещается по линии шва, перемешивая мягкий металл и создавая при этом сцепление.
Точечная сварка трением с перемешиванием: Точечная сварка трением с перемешиванием — это один из типов сварки трением с перемешиванием с одним существенным отличием.
При сварке трением с перемешиванием инструмент перемещается по шву деталей. Однако при точечной сварке трением с перемешиванием инструмент вращается в точке, а не перемещается.
Он вращается и создает сварной шов, а инструмент поднимается вверх, образуя выходное отверстие, в которое был введен профилированный штифт.
Скорость, с которой происходит относительное движение и давление, прикладываемое к заготовкам, зависит от величины тепла, необходимого для создания сварного шва между двумя металлическими частями.Для стали при сварке трением возникает температура от 900 до 1300 по Цельсию .
Многие используют инерционную сварку и сварку трением как синонимы. Однако инерционная сварка — это разновидность сварки трением.
Если быть точным, инерционная сварка — это разновидность ротационной сварки трением. Сварка получила название «инерционная сварка» из-за способа вращения.
В этой технике соединения одна из заготовок остается неподвижной, а другая установлена на шпинделе.Шпиндель вращается с высокой скоростью для создания трения между двумя металлическими поверхностями.
Здесь максимальная частота вращения шпинделя фиксирована и зависит от типа материала, который он удерживает, и температуры, которой он должен достичь, чтобы сварить две детали вместе.
Когда шпиндель достигает максимальных оборотов, привод отключается, и неподвижная заготовка доверяется вращающейся заготовке. Заготовка продолжает вращаться сама по себе за счет силы инерции, возникающей в результате кинетической энергии.
Не все методы сварки обеспечивают одинаковые результаты соединения. Следовательно, тип сварки выбирается на основе свойств, придаваемых соединению в процессе сварки.
Давайте обсудим некоторые преимущества использования сварки трением:
Позволяет соединять разнородные металлы: Одним из основных преимуществ сварки трением является то, что ее можно использовать для соединения разнородных металлов.
Вот некоторые из распространенных биметаллических фрикционных соединений:
- Алюминий к стали
- Медь к алюминию
- Титан к меди
- Никелевый сплав к стали
Как правило, любой кованный металл можно сваривать трением.Это дает больше свободы инженерам, поскольку они могут создавать биметаллические конструкции благодаря сварке трением.
Соединения меди с алюминием обычно считаются трудоемкими, но при сварке трением это возможно.
Нет внешнего приложения тепла или флюса: Сварка трением не требует внешнего тепла или флюса, что делает процесс простым и менее беспорядочным.
Минимальные дефекты или их отсутствие: Одно из преимуществ твердотельной сварки состоит в том, что она содержит минимальные дефекты или их отсутствие по сравнению со сваркой плавлением.Те же эффекты переносятся и на сварку трением.
Очень быстрый процесс: Сварка трением считается одним из самых быстрых методов сварки, она выполняется в два или даже в 100 раз быстрее, чем обычные швы плавлением.
Не требует большой подготовки поверхности: Обработанные, пропиленные или разрезанные поверхности могут быть соединены сваркой трением. Однако присутствие смазочных материалов или масел недопустимо для достижения оптимальных условий сварки.
Сварка трением — это общий термин, охватывающий несколько типов сварочных процессов.Многие отрасли промышленности полагаются на сварку трением для создания соединений, которые иначе не поддаются разборке.
Это быстрый, эффективный и один из самых популярных вариантов для сварки в твердом состоянии.
Сварка трением: что это такое?
Традиционно сварка известна как процесс изготовления, при котором материалы соединяются путем плавления. Хотя многие методы сварки включают источник энергии, такой как газовое пламя, электрическая дуга или лазер; сварка трением нет. Сварка трением — это техника ковки.Он включает в себя генерирование тепла с относительным движением и большой силой. В результате возникает трение между двумя материалами, выделяющее тепло, которое размягчает их и соединяет их вместе.
ВИДЫ СВАРКИ ТРЕНИЕМ
Сварка трением принимает разные формы. MTI предлагает три самых востребованных процесса — все твердотельные:
- Сварка трением с вращением — при которой одна часть вращается с высокой скоростью и прижимается к другой части, которая удерживается неподвижно.
- Линейная сварка трением — при которой одна деталь движется линейно с высокой скоростью и прижимается к другой, удерживаемой неподвижно.
- Сварка трением с перемешиванием — использует вращающийся инструмент и осевую кузнечную силу для создания соединения между двумя деталями, которое создает чрезвычайно высококачественные, высокопрочные соединения с низким уровнем деформации. MTI предлагает разработку сварки трением с перемешиванием и производство деталей через наши производственные услуги .
ПРЕИМУЩЕСТВА СВАРКИ ТРЕНИЕМ
Как твердотельное решение для соединения и сварки, процесс сварки трением помогает компаниям принимать разумные бизнес-решения, поскольку он предлагает ряд преимуществ, в том числе:
Сварные швы повышенной прочности
Соединения в твердом состоянии являются бесшовными, что означает, что они предназначены для работы в тяжелых условиях, когда традиционная сварка может выйти из строя.Повышенная прочность сцепления означает более длительный срок службы деталей, что влияет на конечную прибыль.
Снижение производственных затрат
Благодаря универсальности сварки трением компании могут соединять две детали вместе, что во много раз дешевле, чем начинать с цельной поковки. Расходные материалы не используются, а процессы подготовки сводятся к минимуму из-за высокой эффективности сварки трением.
Сниженный вес для множества применений
Сварка трением позволяет получить более легкие готовые изделия, что делает ее отличным решением для многих сложных инженерных задач.Это потому, что он позволяет соединять разные материалы, включая множество комбинаций, которые в противном случае считаются несвариваемыми.
Сварка трением может использоваться для деталей различной геометрии и применений, включая лопастные диски реактивных двигателей, компоненты автомобильных подушек безопасности, розничные гирлянды, компоненты военных транспортных средств, поршни или оси и многое другое.
В MTI мы разрабатываем индивидуальные решения для процессов сварки трением для клиентов из самых разных отраслей и стран.Doing son помог нам стать мировым лидером в области решений для сварки трением. У нас есть более 800 аппаратов для сварки трением на шести континентах, которые были приобретены довольными клиентами, включая исследовательские центры, занимающиеся продвижением и развитием инновационных применений сварки трением. MTI по-прежнему находится в авангарде того, как использовать силу и движение для достижения прогресса в производстве. Мы также предоставляем услуги по сварке на месте производства из нашего головного офиса в Саут-Бенде, штат Индиана, и из нашего офиса в Кингсвинфорде, Англия.Эти два офиса также являются сервисными центрами, как и наш завод в Шанхае, Китай.
НАЙТИ РЕШЕНИЕ
MTI обслуживает множество отраслей и применяет сварку трением в тысячах приложений, включая глобальные аэрокосмические компании, вооруженные силы США, а также крупные сельскохозяйственные и автотранспортные компании. И мы готовы найти решение для ваших нужд. Мы построим машину, которая сделает вашу деталь, мы сделаем деталь для вас или поможем вам сделать ее еще лучше.
Чтобы узнать больше о сварке трением, посетите наш веб-сайт или посмотрите, как сварка трением может помочь вам.
Сварка трением: все, что вам нужно знать
Существует множество методов сварки трением, которые могут оптимизировать производственный процесс. В этой статье мы рассмотрим несколько различных типов. Понимание этих различных типов поможет вам решить, какие из них могут повысить точность и снизить общие затраты и время цикла для вашего приложения.
Поговорите с Пирсом о разработке и производстве более эффективных промышленных роликов.
Что такое сварка трением?
Прежде чем мы разберем различные типы, давайте определим процесс сварки в твердом состоянии, известный как сварка трением. Сварка в твердом состоянии — это сварочные процессы, в которых не используется внешнее тепло. Вместо этого к твердому телу прикладывается внешнее давление для образования сварного шва. При сварке трением соединяемые детали вращаются относительно друг друга.Это движение создает трение, которое нагревает материалы на контактных поверхностях. Сила высокого давления применяется до завершения цикла сварки. Сварку трением можно использовать для соединения различных металлических (например, стальных и алюминиевых) прутков и труб диаметром более 100 мм.
Как работает сварка трениемРаботы по сварке трением по основам трения. В процессе используется трение для создания тепла пластического формования на границе сварного шва. Например, теплота трения, создаваемая по стали, обычно составляет около 900–1300 градусов по Цельсию.После достижения соответствующей температуры усиливается внешнее давление, пока детали не образуют прочный сварной шов.
Хотя существует несколько различных типов сварки трением, все они работают по общему принципу. Сначала одна заготовка помещается в патрон с приводом от ротора, а другая остается неподвижной. Ротор позволяет установленной заготовке вращаться с высокими скоростями. К неподвижной заготовке прилагается сила давления, в результате чего она входит в контакт с вращающейся заготовкой.Когда детали соприкасаются, создается высокая сила трения, которая вызывает значительное нагревание соприкасающихся поверхностей до тех пор, пока два материала не станут мягкими, что также называется пластифицированием. Когда материалы достигают пластифицированного состояния, к статической детали прилагается более высокое давление ковки, заставляя два материала сливаться вместе. После того, как детали сливаются вместе и поверхность раздела начинает охлаждаться, ротор останавливается, когда температура снижается и материалы повторно затвердевают. Давление ковки поддерживается в течение нескольких секунд, а затем сбрасывается, и на этом сварка завершается.
5 типов сварки трением 1. Инерционная сварка трениемЧто такое инерционная сварка трением? Для инерционной сварки трением используются маховики разных размеров, которые крепятся к патрону и валу шпинделя. К валу шпинделя подключен двигатель для вращения детали. В начале цикла сварки двигатель соединяется с валом шпинделя и вращает деталь до желаемой скорости вращения. Как только желаемая скорость будет достигнута, двигатель отключается от вала шпинделя.В зависимости от веса детали, вала шпинделя, патрона и маховиков, компоненты свободного вращения создают инерцию вращения. На этом этапе происходит процесс сварки трением, описанный выше, с использованием инерции вращения для создания тепла от трения при соединении деталей. Узнайте, почему вам следует совмещать сварку трением с механической обработкой с ЧПУ.
2. Сварка трением с прямым приводомВ этом процессе приводной двигатель шпинделя постоянно прикреплен к валу шпинделя.Двигатель продолжает приводить в движение вращающуюся часть, когда две части сводятся вместе, создавая тем самым тепло трения. В соответствии с определенной программой ЧПУ шпиндель постоянно замедляется в процессе сварки, останавливая шпиндель в заранее определенной точке. Этот тип сварки трением полезен, когда требуется определенная ориентация между свариваемыми компонентами.
3. Линейная сварка трениемЭтот процесс аналогичен инерционной сварке трением; однако подвижный патрон не вращается.Вместо этого он колеблется в боковом движении. Обе детали находятся под давлением на протяжении всего процесса. Этот процесс требует, чтобы детали имели высокую прочность на сдвиг, и требует более сложного оборудования, чем инерционная сварка. Одним из преимуществ этого метода является то, что он предлагает возможность соединять части любой формы (а не только круглые интерфейсы).
4. Сварка трением с перемешиванием (FSW)FSW — это процесс соединения твердотельных элементов, в котором используется неплавящийся инструмент для соединения двух торцевых деталей.Тепло генерируется трением между вращающимся инструментом и материалом детали, что приводит к размягчению области на границе раздела. Пока инструмент перемещается по линии соединения, он механически перемешивает размягченный материал двух металлических частей и подготавливает поверхность раздела сварного шва за счет механического давления, прикладываемого инструментом. FSW используется в современном судостроении, поездах и авиакосмической промышленности.
5. Орбитальная сварка трениемОрбитальная сварка трением аналогична ротационной сварке трением, но обе свариваемые детали вращаются в одном направлении и с одинаковой скоростью, но их оси смещены до 1/8 дюйма.Когда цикл сварки завершается и вращение замедляется, детали возвращаются на одну и ту же ось, и давление ковки сохраняется, пока материалы повторно затвердевают.
ПриложенияСварку трением можно использовать для изготовления более качественных промышленных роликов, труб и валов. Этот процесс часто используется для производства этих узлов для промышленных принтеров, погрузочно-разгрузочного оборудования, а также для автомобильной, аэрокосмической, морской и нефтяной промышленности. Другие примеры компонентов включают шестерни, осевые трубы, карданные передачи, клапаны, штоки гидравлических поршней, роликовые втулки грузовиков, валы насосов, буровые коронки, соединительные стержни и т. Д.
ЛьготыСварка трением — это экологически чистый процесс, при котором не образуется дыма и не выделяются другие вредные токсины в атмосферу. Кроме того, он предлагает большой контроль над зоной термического влияния, что снижает изменение свойств материала. Также не требуется присадочный металл (что позволяет сэкономить на сырье). Наконец, сварка трением предлагает простую автоматизацию, высокую скорость, эффективные сварные швы и возможность комбинировать различные металлы.
Готовы начать сварку трением?Если вам кажется, что сварка трением может принести пользу вашему применению, свяжитесь с нами.Во время нашего разговора мы можем обсудить, какой тип сварки трением может быть вашим лучшим вариантом, и если мы лучше всего подходим для инерционной сварки ваших узлов.
Преимущества сварки трением | American Friction Welding
Преимущества сварки трением | Американская сварка трениемПовышение эффективности обработки за счет форм, близких к чистым. Соединяйте разнородные металлы и необычные формы.
Преимущества нашего процесса сварки трением
- Позволяет соединять разнородные материалы. обычно не подходит для сварки другими методами соединения.
- Создает узкую зону термического влияния
- Последовательный и повторяющийся процесс полного плавления металла
- Минимальная подготовка швов — чаще всего используется поверхность пропила
- Более быстрое время оборота — по сравнению с длительным сроком изготовления поковок, который в настоящее время составляет 6 месяцев или больше.
- Значительно увеличивает гибкость дизайна — выбирайте подходящий материал для каждой области заготовки
- Подходит для различных партий — от единичных прототипов до крупносерийного производства
* Дополнительные преимущества см. В разделе «Линейные преимущества»
- Без флюсов, присадочных материалов или газов не требуется
- Экологически чистый процесс — без дыма, газов или дыма
- Твердотельный процесс — отсутствие пористости или шлаковых включений
- Создает литые или кузнечные заготовки — без дорогостоящего инструмента или требований к минимальному количеству
- Сокращает трудозатраты на обработку , тем самым снижая затраты на скоропортящийся инструмент и увеличивая производительность
- Сварной шов по всей поверхности обеспечивает превосходную прочность в критических областях
- Снижает затраты на сырье в биметаллических приложениях.Дорогие материалы используются в заготовке только там, где это необходимо.
* Подробнее о снижении затрат и повышении эффективности
Экологичная сварка
Сварка трением — это самоочищающееся действие, которое снижает или устраняет дополнительные затраты энергии или рабочей силы, связанные с подготовкой поверхности. Подготовка стыков не имеет решающего значения, поскольку обработанные, отрезанные и пропиленные поверхности поддаются сварке трением. Поскольку при сварке трением не образуются пары, это экологически безопасное решение для соединения.
Узнать больше
Сварка безупречно
Сварные соединения трением имеют очень надежную целостность. Зона окончательного плавления обычно становится прочнее, чем любой из отдельных основных материалов.
На фотографии ниже обратите внимание на «зону сварки» в поперечном сечении детали, сваренной трением. Он иллюстрирует свойства металлических связей при сварке трением.
Целостность сварного шва при сварке трением
Узнать больше
Понимает ли AFW влияние тепла на материалы, чтобы правильно применять процессы предварительного нагрева, охлаждения, снятия напряжений и других процессов термообработки?
Зона сварного шва, которая должным образом обработана для предотвращения образования повышенных напряжений и растрескивания, а также для соответствия установленным вами требованиям твердости, абсолютно необходима для вашей программы.
Почему AFW? Учить большеПодробнее о сварке трением:
Как работает сварка трением
Опубликовано: 9 августа, 2015
Сварка трением классифицируется в сварочной отрасли, потому что тепло сосредоточено на границе раздела между двумя объектами, чтобы соединить их. Несмотря на название, необычно думать, что процесс сварки трением (также иногда называемый вращательной сваркой) мало похож на обычную сварку. Как обычные процессы, так и сварка трением сталкиваются с одинаковыми ограничениями по содержанию сплава.Например, графит, свинец и сера могут мешать сварке шва в любом случае. Однако каждый из их методов нагрева совершенно другой.
Обычная сварка
При обычной сварке используется внешний источник тепла, например пламя горелки, а добавляет присадочный материал к внешним краям соединения. Горячий присадочный материал плавится с горячим металлом основных компонентов. Эта связь между тремя элементами по периметру интерфейса создает сварное соединение.
Сварка трением с вращением
С другой стороны, процесс сварки трением получает тепло от сопротивления, вызванного перемещением одной детали к другой неподвижной детали под экстремальным давлением.Для выработки тепла не используется ни горючее топливо, ни какой-либо наполнитель. Полученное соединение представляет собой твердотельное сплавление двух основных компонентов по всей поверхности зоны сварного шва. Твердотельное соединение обеспечивает превосходную прочность, поскольку оно не зависит от третьего материала , ограниченного периметром, для удержания двух компонентов вместе.
Это изображение представляет собой «График воспроизведения сварного шва», в котором показаны основные этапы сварки трением , применяемые компанией American Friction Welding .
Краткое описание этапов сварки трением
На оси абсцисс указано время в секундах. Ось Y показывает три оставшихся параметра, которые являются ключевыми для сварки трением: давление — красным, число оборотов в минуту — синим и потеря длины — зеленым.
- Для начала детали соприкасаются с поверхностью.
- Затем начинается первое и второе трение с вращающейся частью. Синяя линия показывает постоянные обороты в минуту (об / мин) для всего процесса.
- Две ступени осевой силы применяются для трения — это видно на красной линии, указывающей давление.Это доводит тепло обоих компонентов до пластичного, пластичного состояния.
- По достижении пластичного состояния вращательное движение прекращается — как показано на синей линии оборотов, которая падает до нуля.
- Одновременно осевое усилие увеличивается до экстремального давления ковки, завершая сплавление материалов — как видно на перекрывающейся красной линии давления.
- По завершении (на основании измерения потери длины — как показано в зеленой линии) деталь снимается со сварочного аппарата.
Основы сварки трением
Инерционная сварка трением или вращательная сварка — это экологически чистый процесс соединения металлов, используемый для соединения одинаковых или разнородных металлов. Этот процесс выполняется без использования присадочных металлов, флюсов или защитных газов, как при обычной сварке. Он также сводит к минимуму потребление энергии, не производит дыма, газов, дыма или отходов. Изначально детали, свариваемые трением, были, как правило, круглыми. Благодаря современным технологиям, приложения, компоненты, типы материалов, размеры и формы, которые можно соединять, безграничны.Spinweld предлагает — сварку трением с прямым приводом и сварку трением по инерции. (См. «Преимущества сварки трением»)
Сварка трением, широко известная как вращательная сварка, представляет собой контролируемый процесс механической обработки для соединения ПОДОБНЫХ или DISSIMILAR (биметаллических) комбинаций материалов. Конечная цель центробежной сварки — добиться 100% сварного шва по всей поверхности стыка. Это означает, что при использовании подходящих материалов прочность сварного соединения или границы раздела равна прочности основных металлов.Этот процесс позволяет получить высокопрочный сварной шов с низким напряжением, малой зоной термического влияния (ЗТВ) без пористости и в большинстве случаев устраняет необходимость в дорогостоящей предварительной обработке или дорогостоящем инструменте. Возможно, вы слышали об этом процессе сварки трением или сварочном интерфейсе, называемом прядением, сваркой, плавлением, склеиванием, повреждением или соединением. Сварка трением — это хорошо зарекомендовавший себя процесс, разработанный в 1890-х годах и широко распространенный во многих различных отраслях промышленности и на мировых рынках.
Простое объяснение определяет процесс сварки трением как вращение одного компонента относительно неподвижного компонента под давлением.Это действие эффективно подготавливает и очищает поверхность стыка сварного шва и генерирует достаточно низкую температуру, тепло трения, чтобы по крайней мере один из материалов стал пластичным на стыке стыка. Этот «твердотельный» (не плавящийся) процесс соединения вызывает слияние материалов за счет тепла, выделяемого в результате движения трения и приложенной нагрузки между двумя поверхностями.
В этот момент вращение быстро прекращается, и компоненты кованы вместе.
В чем разница между прямым приводом и сваркой трением по инерции?
Как с прямым приводом, так и с инерционной сваркой трением обеспечивается превосходное соединение материалов за счет вращения одного компонента против неподвижного компонента под давлением.Разница заключается в источнике энергии, частоте вращения и времени / расстоянии при приложении давления.
Сварка трением с прямым приводом
Энергию обеспечивает электродвигатель, напрямую подключенный к шпинделю станка. Этот источник энергии бесконечен по времени и применяется к материалам сопряжения до тех пор, пока не будет получено надлежащее общее тепло или пластическое состояние. Скорость поддерживается постоянной в течение выбранного времени и / или расстояния, так как давление изменяется. Когда достигается желаемое пластическое состояние, вращающийся компонент останавливается, и прикладывается ковочная нагрузка для завершения процесса соединения, превращая детали в единое целое.При инерционной сварке трением можно получить больше общего тепла, что может замедлить скорость охлаждения, что приведет к немного более длительному времени цикла.
Посмотреть схему процесса сварки трением с прямым приводом
Инерционная сварка трением
Энергия обеспечивается кинетической энергией машины, которая хранится во вращающейся системе или массе. Энергия, доступная в системе накопленной энергии, конечна. Для этого требуются определенные параметры массы / веса, скорости и давления, чтобы соответствовать требованиям сварного соединения.Когда желаемая скорость вращения достигается, кинетическая энергия передается в свободно вращающуюся часть. Постоянное кузнечное давление применяется до тех пор, пока не будет достигнуто пластическое состояние. Вращение останавливается из-за контролируемого давления, когда достигается желаемая общая длина перемещения материала (осадки). Скорость вращения обычно выше, чем при сварке трением с прямым приводом. Большая часть общего смещения происходит в самом конце цикла сварки по сравнению с распределением от середины до конца цикла.
Посмотреть схему процесса инерционной сварки трением
Spinweld сварка трением, обработка с ЧПУ и решения под ключ
- Шаг 1: Один компонент загружается в патрон с вращающейся «головкой», а другой компонент загружается в фиксированную «заднюю» бабку. Головка разгоняется до заданной скорости.
- Шаг 2: Затем вращающийся «головной» компонент или фиксированная «задняя бабка» (в зависимости от стиля машины и желаемого давления) прижимается к оставшемуся компоненту.
- Шаг 3: Вращение прекращается, а давление под давлением завершает цикл сварки. В результате каждый раз получается чистый, прочный и полный межфазный шов.
- Шаг 4: Затем выполняется обработка с ЧПУ для удаления трудных или закаленных заусенцев (при желании), черновая обработка, оптимизация ячеек или чистовая обработка для получения готовой детали. Кроме того, предлагаются другие дополнительные услуги для завершения проекта в точном соответствии со спецификациями печати.
Шаг 4
Преимущества сварки трением
- Недорогая альтернатива производства и обработки.
- Сваривайте детали сложной или круглой формы на всех этапах изготовления: готовые, полуфабрикаты и сырье.
- Оптимизирует использование материалов; почти нетто-формы или для сдерживания затрат
- Технологический процесс производства и обработки на основе решений для снижения стоимости материалов, снижения затрат на инструменты, снижения затрат на НИОКР, уменьшения веса и / или снижения затрат на обработку.
- Технологии производства и обработки на основе решений для повышения качества, увеличения производительности и / или увеличения скорости вывода на рынок
- Легко соединяемые комбинации сталей и цветных металлов
- Можно соединять разнородные комбинации металлов
- Порошковый металл компоненты можно сваривать с другими порошковыми металлами, поковками, литьем или деформируемыми материалами
- Высокая производительность
- Прочность соединения равна или выше, чем у основного металла
- Действие самоочистки сокращает или устраняет время и стоимость подготовки поверхности
- Подготовка стыка не критично; механически обработанные, пропиленные и даже скошенные поверхности поддаются сварке
- Целостность сварных соединений очень надежна
- Снижение затрат на сложные поковки / отливки
- Высокоточный и повторяемый процесс
- 100% соединений металл-металл уступают исходному уровню свойства металла
- Низкое сварочное напряжение
- Компоненты могут быть прочнее и легче, чем те, что дают другие методы сварки
- Экологичность, без образования дыма
- Упрощение конструкции компонентов
- Замена дорогостоящих материалов на менее дорогие
- Без присадочных металлов, необходимы флюсы или защитные газы.