Широко распространённая сварка пропаном представляет собой соединение металлических заготовок в сварочной ванне, образуемой при их нагревании высокотемпературной струёй горючей смеси из двух газов.
В качестве её компонентов обычно используются ацетилен и кислород, причём последний выполняет функцию катализатора, ускоряющего окислительный процесс и формирующего сварочную струю.

В отдельных случаях в качестве второй составляющей кислородно-горючей смеси выбирается пропан, от которого и произошло название данного метода.
Принципы и особенности процесса
 Сварка пропаном начинается с того, что горючий состав поступает в горелку и через специальное калиброванное сопло под давлением выходит наружу. Затем сварщик поджигает газ, и после его воспламенения регулирует напор и качество смеси посредством расположенных на корпусе вентилей.
Сварка пропаном начинается с того, что горючий состав поступает в горелку и через специальное калиброванное сопло под давлением выходит наружу. Затем сварщик поджигает газ, и после его воспламенения регулирует напор и качество смеси посредством расположенных на корпусе вентилей.
Исходящая из сопла очень тонкая струя пламени состоит из ядра, зоны восстановления и рабочего факела. Самая высокая температура развивается именно в ядре; при этом сама газовая сварка пропаном происходит в промежутке между ним и зоной восстановления.
Одновременно с этим за счёт воздействия высоких температур на обрабатываемый металл сварочная ванна защищается от нежелательного контакта с воздухом.
Возможность точечной обработки металла тонкой струёй позволяет применять сварку пропаном не только при фигурной резке исходных заготовок, но и при изготовлении целого ряда декоративных изделий и украшений.
Сварка по этой методике требует от исполнителя особых профессиональных навыков, получить которые можно лишь после прохождения курса предварительного обучения и последующей длительной практической работы с пропаном.
Техника сварки
Сварка пропаном предполагает применение следующих двух методик:
- высокотемпературный нагрев кромок заготовок, последующее их оплавление и окончательное соединение;
- формирование рабочего шва методом наплавки или напыления.
Во втором случае используется специальная присадочная проволока из мягкого металла, необходимая для того, чтобы сварочная ванна оставалась полностью насыщенной.
 При проведении рабочих операций по первой из этих методик расходуется большое количество пропана, поскольку для оплавления металлических кромок требуются высокие температуры. Поэтому чаще всего предпочтение отдаётся второму способу сварки, при котором на нагрев присадочной проволоки из легкоплавких металлов тратится заметно меньше энергии.
При проведении рабочих операций по первой из этих методик расходуется большое количество пропана, поскольку для оплавления металлических кромок требуются высокие температуры. Поэтому чаще всего предпочтение отдаётся второму способу сварки, при котором на нагрев присадочной проволоки из легкоплавких металлов тратится заметно меньше энергии.
Оба этих подхода при работе с пропаном в целом приводят к одному и тому же результату. Однако они принципиально различаются по расходу газовой смеси, затрачиваемому на работу времени и функциональности (другими словами – по своей экономичности).
Сварка посредством наплавки, помимо экономии средств и времени, обеспечивает повышенную прочность шва и выглядит более эстетично. Именно эта методика используется при прокладке и обустройстве магистральных трубопроводов, а также при сварке различных изделий и элементов строительных конструкций.
Достоинства и недостатки
К основным достоинствам любой газосварки (включая сварку пропаном и кислородом) относятся следующие моменты:
- независимость от стационарного или передвижного источника питающего тока, требующего для своей работы централизованного энергоснабжения. Газосваркой с использованием пропана пользуются обычно при проведении монтажных работ на сельских объектах и удаленных площадках, лишённых постоянного энергообеспечения;
- грамотное применение методов сварки пропаном и соблюдение всех предписанных нормативами температурных режимов позволяет получать качественный шов и избежать образования прожогов;
- оборудование для газосварки (сам резак или пропановая горелка, подводящие шланги и баллоны с газом, размещаемые на тележке) достаточно мобильны и удобны для местных перемещений и дальней транспортировки.
Недостатком метода обработки металлических заготовок пропаном является низкая производительность монтажных работ, большие затраты времени на высокоточное сваривание и необходимость в навыках проведения этих операций. К этому следует добавить повышенный расход материала, а также опасность высокотемпературного режима, захватывающего большие участки зоны сварки.
Устройство горелки
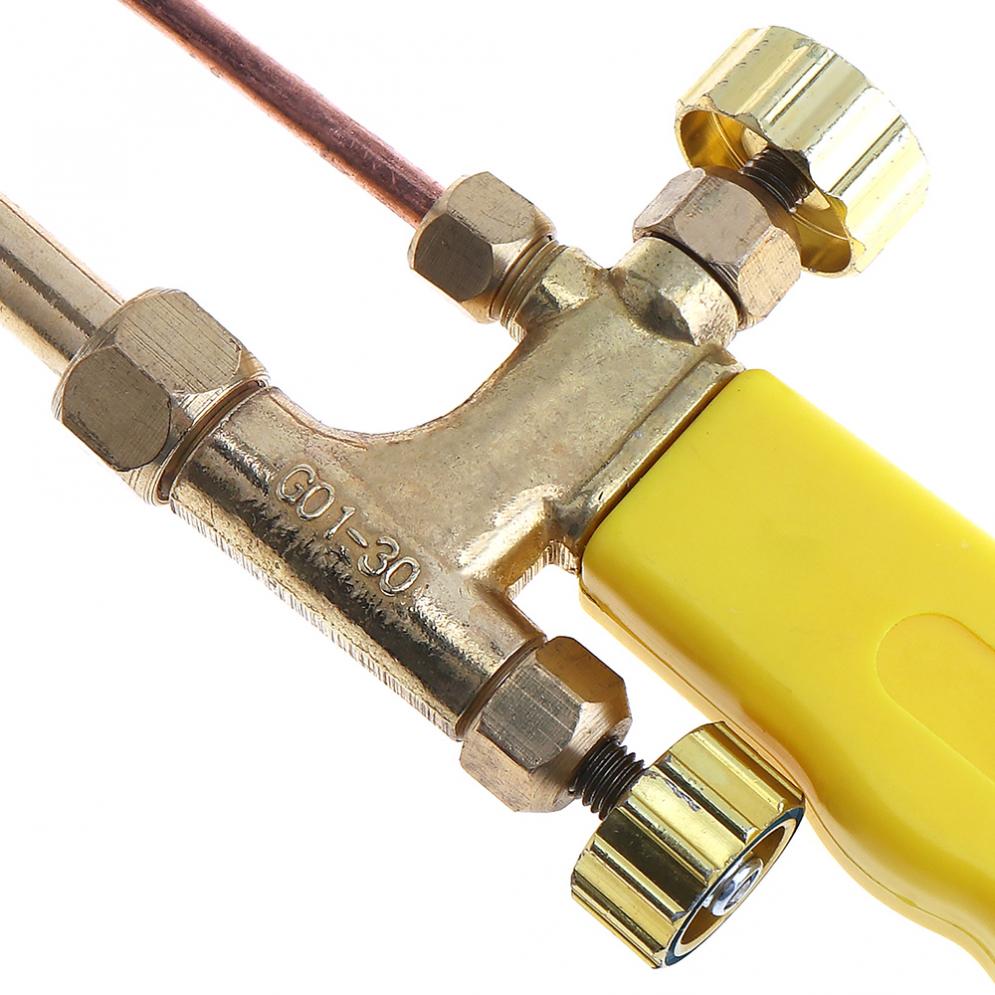
 Горелка для сварки пропаном состоит из рукоятки с расположенными на ней вентильными устройствами, обеспечивающими регулировку подачи газов и смешивания их в нужной пропорции. Посредством специальных ниппелей к ним подсоединяются подводящие газ рукава, соответствующие действующим стандартам (ГОСТ 9356).
Горелка для сварки пропаном состоит из рукоятки с расположенными на ней вентильными устройствами, обеспечивающими регулировку подачи газов и смешивания их в нужной пропорции. Посредством специальных ниппелей к ним подсоединяются подводящие газ рукава, соответствующие действующим стандартам (ГОСТ 9356).
Согласно этому нормативу каждый из шлангов (рукавов) оснащается сменным наконечником со смесительной камерой, которая в свою очередь оборудована встроенным инжектором.
На камере рукавов указывается тип (номер) наконечника и наименование газа, на работу с которым он рассчитан. Удобное и эргономичное расположение вентилей позволяет удерживать рукоятку горелки одной правой рукой, производя при этом второй все необходимые рабочие операции в процессе сварки.
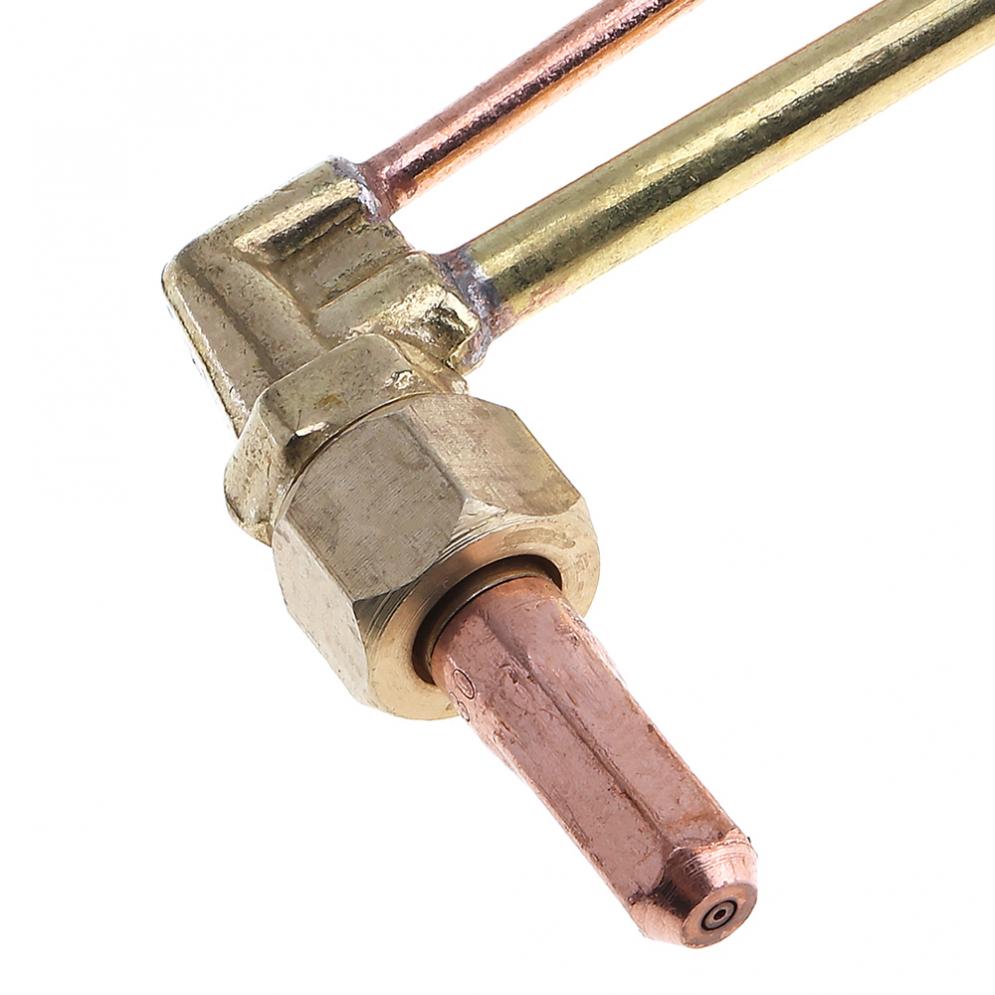
Наконечник типовой газовой горелки состоит из мундштука, инжектора и специальной подающей трубки. Размеры отверстий в мундштуке и в инжекторе (точнее – их соотношение) рассчитаны на применения этих узлов только для конкретного вида газа (пропана или кислорода).
Температура, развиваемая в зоне факела горения пропана с кислородом, может достигать примерно 2300 °C, в связи с чем мундштуки этих сборных конструкций чаще всего делаются из меди.
Объясняется это тем, что медные материалы отличаются большей теплопроводностью (по сравнению с латунными мундштуками, например), и в процессе сварки быстрее охлаждаются.
Меры предосторожности
 Поскольку при обращении с газовой горелкой создаются значительные по объёму зоны с высокотемпературным режимом – всегда следует помнить о соблюдении требований техники безопасности при сварке.
Поскольку при обращении с газовой горелкой создаются значительные по объёму зоны с высокотемпературным режимом – всегда следует помнить о соблюдении требований техники безопасности при сварке.
Согласно действующим нормативам газосварочные работы с пропаном должны проводиться в специально предназначенных для этих целей рукавицах, надёжно защищающих ладони от возможных ожогов.
Помимо этого, нежелателен длительный визуальный контакт с ядром пламени, поскольку повышенные световые нагрузки способны привести к поражению роговицы глаза.
Категорически воспрещается прикасаться к газовому оборудованию испачканными в масле руками, так как при соединении смазочных веществ с кислородом возможно мгновенное воспламенение и аварийный разрыв баллона.
Особое внимание должно уделяться вопросу хранению баллонов с пропаном и кислородом, которые, как правило, содержатся в специально изготовленных для этих целей металлических шкафах. Предполагается, что доступ к таким хранилищам строго ограничен.
Можно сказать еще несколько слов о достоинствах резки и сварки посредством пропана. Огромный опыт работ, организованных и проводимых по этой методике, свидетельствует о высоких качественных показателях методики, а также о соответствующем уровне её функциональности.
Такие факторы, как удобство и доступность, экономичность и высокое качество шва позволяют оценивать технику сваривания металлических заготовок пропаном как ни в чём не уступающую классической электродуговой сварке.
Технология пропано-кислородной сварки
Также для выполнения качественной сварки необходимо соблюдать точное соотношение используемых технических газов: в данном случае необходимо взять три с половиной части пропана и четыре части кислорода.
Недопустимо использовать в ходе пропано-кислородной сварки проволоку Св-08 и -08А. Для лучшего раскисления сварочной ванны необходимо использовать проволоку марок Св-12ГС, -08Г2С и -08ГС.
Проволоку для присадки нужно разместить по отношению к оси шва под углом в 35-45 градусов. Пламя направляется под углом от 45 до 60 градусов. Также необходимо соблюдать расстояние от плавящегося окончания присадочной проволоки и ядра пламени по отношению к сварочной ванне. Первый показатель должен составлять два-четыре миллиметра, второй — три-шесть миллиметров.
Технологию осуществления пропано-кислородной сварки можно рассмотреть на примере соединения жил сечением не более 35 квадратных миллиметров, изготовленных из алюминия.
Первым делом с жил удаляется изоляция. Их необходимо освободить от данного покрытия на длину до сорока миллиметров. Затем стальной щёткой зачищаются концы и скручиваются вместе. На полученную скрутку наносится флюс, который необходимо перед выполнением работы развести водой до получения однородной пасты.
После этого можно приступать к работе с техническим газом. Сначала открывают вентиль баллона с пропаном, а потом — с кислородом. Рабочее давление кислорода регулируется до отметки в 0,15 мегапаскалей. На используемой в процессе сварки горелке нужно открыть вентиль, через который будет поступать пропан, и зажечь её.
Затем необходимо открыть вентиль для кислорода и отрегулировать прохождение пропано-кислородного пламени, сделав его нормальным. После этого можно приступать непосредственно к сварке скрутки. Для этого пламя подводят к её окончанию и разогревают металл до состояния плавления. Сварку можно считать законченной, когда на конце скрутки образуется капля жидкого металла. Она будет иметь шарообразную форму.
После того, как сварка будет завершена, нужно закрыть вентили, через которые поступал пропан и кислород, и погасить тем самым горелку. Оставшийся на поверхности скрутки флюс нужно удалить стальной щёткой. Получившееся соединение также необходимо протереть чистой ветошью, а затем изолировать скрутку либо изолентой, либо специальными колпачками, предназначенными для изоляции.
Услуги по устройству рулонного газона.
Газовая сварка металлов: сущность, технология
Сварка считается надежным способом, который позволяет производить соединение разнообразных металлических конструкций. Существуют разнообразные виды данной технологии, которые могут использоваться для работы с разными видами металла. Но самым популярным считается метод под названием газовая сварка.
Во время нее используются высокие температуры, под действием которой изделие нагревается и расплавляется до мягкого состояния. Данная технология часто используется для сваривания важных изделий из чугуна, черных металлов, углеродистой стали.

Сущность технологии
Сущность процесса газовой сварки заключается в том, что во время ее проведения используется повышенное газовое пламя, которое и вызывает сильное нагревание кромок элементов и часть присадочного материала (электродов).
После этого металл переходит в жидкое состояние и образует сварочную ванну, эта находится под защитой пламени и газовой среды, которая вытесняет воздух. Металл в расплавленном состоянии медленно остывает и твердеет. В результате образуется сварной шов. Именно в этом и заключается сущность газовой сварки.

Во время сварочного процесса применяется смесь определенного газа с содержанием чистого кислорода, которая будет выполнять функции окислителя. Самые высокие температурные показатели — от 3200 до 34000С, позволяет получить газ ацетилен. Его образуется во время сварочного процесса в результате химической реакции между карбидом кальция и обычно водой. На втором месте стоит пропан, показатель его температуры горения составляет 28000С.
В редких случаях могут использоваться другие газы:
- метан;
- водород;
- пары керосина;
- блаугаз.
Однако у всех заменителей ацетилена температурные показатели пламени намного ниже. Именно по этой причине газовая сварка металлов с использованием альтернативных газов проводится редко. Обычно ее применяют только для цветных металлов — меди, латуни, бронзы и других, которые обладают небольшой температурой плавления.
Достоинства и недостатки
Что такое газовая сварка мы разобрались, это метод сваривания с использованием газа для нагревания металлической поверхности. В результате основа размягчается, образует сварочную ванну. Процесс горения газовой смеси обеспечивает благодаря введению в нее чистого кислорода.
Технология газовой сварки имеет целый ряд преимуществ:
- Данный метод сваривания не требует применения специального оборудования, а именно сварочного инвертора или полуавтоматического аппарата.
- Все расходные материалы можно приобрести в любом магазине со сварочными приспособлениями, они имеют не высокую стоимость.
- Сварка газом может проводиться даже без применения мощного источника энергии.
- Технологический процесс выполняется достаточно просто, его смогут выполнить даже сварщики, не имеющие большого опыта.
- Наблюдается возможность контролирования режимов сварочного процесса.
- Не всегда обязательно использование средств индивидуальной защиты.
- Во время применения качественной придаточной проволоки и правильно подобранного пламени можно получить качественные и прочные сварные швы. По этой причине часто используется при соединении комплектующих трубопроводов.
- Рабочее изделие достаточно медленно прогревается, именно это позволяет избежать деформирования или пропала, как при использовании полуавтоматической сварки и электродов.
Помимо положительных качеств газовая сварочная технология имеет отрицательные особенности:
- во время процесса металл прогревается длительное время, это негативно отражается на производительности;
- область тепла, которая образуется при помощи газовой горелки, имеет большие размеры;
- достаточно тяжело удерживать тепло, которое создается газовой горелкой. По сравнению с электродуговой технологией оно получается более рассеянным;
- сварка с применением газовых смесей считается дорогим методом соединения металлов;
- во время соединения толстых металлических деталей значительно снижается скорость выплавления швов. Это связано с низкой концентрации тепла, которое исходит от газовой горелки;
- технология сваривания с применением газа плохо поддается автоматизации. Механизировать можно процесс сварки тонкостенных труб, резервуаров, которые выполняется с использованием многопламенной горелки;
ни в коем случае не стоит проводить сваривание внахлест, это может привести к деформированию швов.
Технические стороны сварочного процесса
Техника газовой сварки имеет некоторые важные особенности, которые стоит учитывать во время ее проведения. Основное положительное свойство, которое выделяют многие сварщики, состоит в том, что .тот метод сваривания позволяет производить швы в любых пространственных положения — от потолочного до нижнего.
Обычно сложности возникают при создании потолочных швов, потому что в данном случае расплавленный металл требуется поддерживать и быстро распределять по всей длине сварного соединения. Это осуществляется при помощи повышенного давления газовой смеси, которая создается благодаря пламени.

Самыми популярными видами швов при проведении этого метода сварки считаются стыковые. Но эта технология никак не дружит с соединениями внахлест, тавровыми швами. Это связано с тем, что для двух видов швов требуется чрезвычайно сильное нагревание металлической основы. Также это может привести к повышению риска коробления.
Если края у заготовок тонкие и отбортованные, то их необходимо варить без применения присадочной проволоки. Во время сварки получаются непрерывные или прерывистые швы, которые могут иметь одно- или многослойную структуру. Но перед началом сварочной технологии рекомендуется провести тщательное очищение краев и поверхностей заготовок из металла.
Важно! Техника и технология газовой сварки предполагает особое обращение с газовой горелкой. А именно при проведении процесса необходимо удерживать пламя на расстоянии около 5 мм от конца ядра, не касаясь металлической поверхности.
Под давлением газовых смесей на жидкий металл образуется сварочная ванна, они производят раздувание металлической основы по краям. Далее присадочная проволока погружается в сварочную ванну. Степень интенсивности нагрева можно изменять.
Выполняется это при помощи изменения угла наклона медного мундштука горелки к поверхности заготовки. Стоит обратить внимание на зависимость — чем больше угол наклона, тем выше степень нагревания металла от пламени.
Мундштук горелки обычно продвигается вдоль шва. Одновременно с этим требуется следить за состоянием сварочной ванны. Металл в ней должен быть защищен давлением газов от нежелательного воздействия окружающего воздуха. Данные действия производятся для защиты металлических изделий от оксидной пленки.
Популярные виды газовой сварки
Существуют разные виды газовой сварки, которые могут обладать некоторыми характерными качествами. Они могут применяться для металлических заготовок с разной структурой, с различными формами и размерами толщины. Но мы рассмотрим основные способы газовой сварки, которые пользуются высокой популярностью.

Левая сварка
Левый способ газовой сварки является самым распространенным методом, который пользуется высокой популярностью среди профессиональных сварщиков. Его часто используют мастера с разной квалификацией.
Левый способ сварки применяется для соединения металлов с тонким краем и невысокими показателями температуры. Он подходит для работы с легкоплавкими и тонкими конструкциями. Левый и правый способы газовой сварки похожи, они являются двумя сторонами одной медали.
Во время проведения левой газовой сварки горелку необходимо двигать справа налево. А вот рассматривая отличия между левым способом сварки и правым, то при проведении последнего горелка проводится слева направо и за ней ведется присадочная проволока. Жар пламени во время сварки практически не рассеивается и уровень угла открытия шва составляет 60-70 градусов.
Правая сварка
Правый способ газовой сварки применяется для работы с металлами, толщина которых составляет больше 3 мм, имеющих высокие показатели теплопроводности. Стоит обратить внимание на то, что во время проведения правой сварки шов получается более качественным, это достигается благодаря защитному действию пламени.
Во время правого способа сварки наблюдается экономичное использование тепла. При этом скорость процесса выше почти на 20 %. Также к положительным качествам данного метода сваривания стоит отнести экономное расходование газов почти на 10 %.
При проведении данной технологии рекомендуется применять присадочную проволоку с диаметром, который почти в два раза меньше толщины металлического свариваемого элемента. Но при этом проволока не может быть толще 8 мм.
Сварка с применением сквозного валика
Данная технология газовой сварки и резки металлов предполагает постепенное перемещение пламени с плавлением верхней кромки отверстия в металлическом изделии и накладыванием слоя расплавленного металла на область нижнего края этого отверстия.
Перед началом процесса листы фиксируются в вертикальном положении, при этом между ними оставляется зазор вполовину толщины заготовки. Соединение производится в виде валика, которое соединяет металлические компоненты. Оно обладает хорошей плотностью, в его структуре не должно быть пор и каких-либо неровностей.
Сварка с использованием ванночек
Газопламенная сварка состоит в образовании новых и новых ванночек по ходу шва. После того как образуется одна, в нее вводится один конец присадочной проволоки, здесь он плавится. Далее он перемещается в область восстановительного участка огня горелки.
Тем временем мундштук сопла перемещается дальше по поверхности сварного соединения, он переходит на следующую зону. Каждая новая ванночка перекрывает предыдущую примерно на одну треть диаметра присадочной проволоки.
При помощи этого метода сварки производят соединение тонких листов, когда требуется сделать стыковые и угловые виды швов. Его часто применяют для сваривания трубных изделий из низколегированных или малоуглеродистых сплавов.
Многослойная сварка
Этот метод сваривания часто используется при проведении ответственных работ. Она характеризуется низким показателем производительности. Кроме этого для ее осуществления требуются газы в большом объеме, поэтому этот метод достаточно дорогостоящий.
Стоит отметить! При проведении многослойной сварки с использованием газа наблюдается отжиг нижних слоев при наплавке верхних. В результате происходит качественная проковка каждого слоя перед формированием основного шва.
Сварка окислительным пламенем и раскислителем
Этот вид газовой сварки и резки создан специально для работы с элементами из низкоуглеродистой стали. Во время него применяется пламя с резко окислительным характером, именно это приводит к образованию окислов железа в сварочной ванне. Если образуется окисление, то обязательно требуется раскисление.

Раскисление получают при помощи специальной присадочной проволоки, в составе которой должно наблюдаться высокое содержание марганца и кремния. Этот способ по сравнению с другими видами имеет производительность выше на 10 %.
Газопрессовая сварка
Газопрессовая сварка подразумевает нагревание до пластичного состояния свариваемых изделий при помощи сварочной адетилено-кислородной горелки. А после того как достигается необходимая температура они сдавливаются и свариваются.
Выделяют два подвида этого метода — соединение в пластичном состоянии с защитой шва и сваривание оплавлением. Во время проведения сварки в пластичном состоянии к элементам, которые приготовлены для сваривания, прикладывается осевое давление и разжигается горелка. После производится нагревание, которое сопровождается сдавливанием. Как только появляется утолщение, нагревание прекращается, давление устраняется.
Во время сварки оплавлением детали для сварки фиксируются с соблюдением зазора, и разжигается горелка. После выполняется нагревание и оплавление концов металлических элементов. Затем производится прикладывание осевого давления и сваривание деталей.
Компоненты газовой сварки
Перед тем как будет начата газовая сварка, технология рекомендует подготовить все необходимые компоненты для ее проведения. Обязательно для работы потребуется специальный газ для пламени горелки. А вот какой выбрать газ стоит рассмотреть подробнее.

Кислород
Этот востребованный вид газа для проведения сварки и резки. Благодаря ему происходит моментальное воспламенение паров материалов с высокой горючестью. Особой популярностью пользуется сварка кислородом и пропаном. Этот метод позволяет получить прочный шов с высоким износом. Сварочный кислород выполняет роль катализатора плавления и резки заготовок из металла, он входит в состав горючей смеси.
Важно! Кислород помещается в баллоны под постоянным давлением, а при контакте с маслом самовоспламеняется. Чтобы этого не произошло, баллоны стоит хранить в месте, защищенном от солнца, а также их требуется периодически чистить от пыли, грязи.
Кислород для сварки получают из обычного воздуха, который отделяется от СО2 и Н2О в воздухоразделительной установке. При проведении газовой сварки пропаном и кислородом используется три вида газа — высший (99,5%), 1 и 2 сорта (99,2 и 98,5 %).
Ацетилен
Ацетилен является газовой смесью, которая состоит из двух компонентов — H и O. Это бесцветное вещество, которое не имеет запаха, в его составе наблюдается небольшое содержание Nh5 и h3S.
Обратите внимание! Газовая сварка и резка металлов с использованием ацетилена должна проводиться с максимальной осторожностью. Если во время процесса будет наблюдаться превышение показателей давления более 1,5 кг/см² и температуры больше 400°С, то смесь может взорваться.
Ацетилен добывают при помощи диссоциации жидких углеводородов под воздействием электричества.
Заменители ацетилена
Стоит помнить, что сварка может проводиться не только пропаном и кислородом или ацетиленом, во время нее могут использоваться заменители последнего газа.
В качестве замены могут применяться следующие газы:
- водород;
- метан;
- пропан;
- керосиновые пары.
Температурные показатели их горения находятся в пределах 2400-28000С. А при горении ацетилена обычно наблюдается 31500С. При использовании заменителей рекомендуется дополнительно применять проволоку с содержанием марганца и кремния, которая будет раскислять сталь. А вот для плавящихся цветных металлов потребуется флюс.
Использование проволоки и флюса
Присадочная проволока и сварочный флюс являются необходимыми элементами, которые применяются при проведении газового сварочного процесса. Оно позволяет получить качественный и прочный шов.
Для проведения сварки рекомендуется использовать присадочную проволоку без масла и краски, на ней не должно быть признаков коррозийного поражения. Порог плавления этого материала должен быть равен или ниже плавления свариваемого металла.
Для плавящихся металлов необходимо использовать флюс. При помощи него до начала сварки делается нанесение на металл или проволоку. Далее флюс плавится и выдает плавкий шлак, который покрывает металлическое изделие поверхностно.
Оборудование для газовой сварки
Основы газовой сварки требуют использования необходимого оборудования. Оно должно соответствовать всем нормам и стандартам, которые указываются в технологии данного сварочного процесса. Кроме этого сварщик обязательно должен уметь им пользоваться и знать принципы его работы.

Сварка пропаном, кислородом, ацетиленом и его заменителями предполагает использование следующего оборудования:
- Водяной затвор. Этот элемент защищает генератор ацетилена и трубы от обратной тяги огня из горелки. Он должен быть исправным, его обязательно заполняют водой вровень с краном.
- Газовый баллон. У баллона предусмотрена конусная резьба на области отверстия, на которую устанавливается закрывающий вентиль. Снаружи баллон окрашивается в определенный цвет в зависимости от вида газа. Для ацетилена можно применять вентиль из любого металла, кроме меди, с ней газ образует взрывоопасную смесь.
- Редуктор. Он вызывает снижение показателей давления выходящего газа. Он может быть одно- и двухкамерным, последний позволяет удерживать стабильное давление. Редуктор может быть прямого и обратного действия.
- Шланги. Шланги, которые применяются для горючих газовых смесей. На них часто наносится сплошная линия красного цвета (это обозначение). Их можно применять при давлении в 6 атм. Это шланги первого класса, а вот второго класса используются для передачи горючих жидкостей (бензина, керосина). На них имеется линия желтого цвета. Шланги третьего класса способны выдерживать давление в 20 атм ( на них нанесена линия синего цвета).
- Горелка. Данное оборудование производит смешивание газов, выпускает из мундштука под необходимым давлением смесь, которая плавить металлические заготовки. Горелки могут быть инжекторными и безинжекторными. Этот элемент состоит из таких элементов, как ниппель, мундштук, наконечник, камера-смеситель, гайки, инжектор, корпус с рукоятью.
- Пост. Это место для проведения сварочного процесса. Оно имеет стол, тумбы для хранения требуемых элементов, сварочного оборудования. Пост может иметь поворотную и неповоротную столешницу. Для работы на крупных производствах может использоваться передвижной или стационарный пост.
Но все же перед тем как приступать к использованию вышеперечисленных элементов стоит разобраться в том, как варить газовой сваркой. Это ответственной процесс, который требует обязательное соблюдение важных мер защиты. Опытные сварщики советуют применять защитную маску, форму из плотной ткани, краги.
Итоги
Чтобы понять, что такое газовая сварка стоит рассмотреть ее основные особенности и технологию. Этот метод предполагает использование специальных газов для нагревания и плавления металлических изделий. Обычно применяется кислород, ацетилен, но иногда допускаются заменители, которые имеют меньшую стоимость. Но чтобы шов получился качественным и прочным особое внимание стоит уделять технике проведения сварочного процесса.
Интересное видео
Что такое горелка газовая?
Газовые горелки — это незаменимые помощники и инструменты для множества видов газопламенной обработки металлов — газо-кислородной сварки, пайки, нагрева. Чтобы выбрать горелку, наиболее подходящую для вашего вида работ — необходимо хотя бы немного разобраться в многообразии конструкторских особенностей, а также функциональных и технических возможностей газовых горелок.
Чаще всего горелки разделяются на три основных типа по применяемому горючему газу:
- Горелки сварочные, работающие на ацетилено-кислородной горючей смеси;
- Горелки сварочные, работающие на пропано-кислородной горючей смеси;
- Горелки пропановые газовоздушные.
Горелки сварочные, работающие на ацетилено-кислородной горючей смеси
При ацетилено-кислородной сварке используется теплота, образующаяся в результате горения ацетилена в кислороде. По мощности такие горелки встречаются двух распространенных типов: Г2А и Г3А (горелки малой и средней мощности). Горелки Г2А используется при сварке тонкого металла. В комплекте обычно есть несколько наконечников разной величины.
Особо стоит выделить из этой серии горелки с полной комплектацией цельнотянутыми медными наконечниками. Наличие медных цельнотянутых наконечников в комплекте горелки Г2А-мини позволяет производить сварочные работы в труднодоступных местах вроде угловых стыков, где обычная горелка будет бесполезна.
А толщина медных трубок наконечников обеспечивает большую продолжительность работы без перегрева, за счет хорошего теплоотвода от наконечника.
Горелки сварочные ацетиленовые
Горелки сварочные, работающие на пропано-кислородной горючей смеси
Пропановые горелки ГЗУ также применяются для пайки черных и цветных металлов, реже — для неответственных сварочных швов черного металла небольших толщин до 3 мм. Обусловлено это более низкой температурой пропано-кислородной смеси (до 2 100°С), не позволяющей производить сварку на равных с горелками, работающими на ацетилене. Тем не менее — такие горелки широко применяются для нагрева и пайки цветных металлов высокотемпературными припоями.
Компактность таких сварочных горелок, отличная работа вентильных узлов, позволяющих производить «тонкую» регулировку подачи газов, современный продуманный дизайн — все это делает горелки удобными и надежными и позволяет Вам работать с ними как на открытом пространстве, так и в помещении.
Горелки сварочные пропановые
Горелки пропановые газовоздушные
Все горелки этой серии представляют собой горелки инжекторного типа с принудительной подачей горючего газа и подсосом воздуха из атмосферы. В качестве горючего газа в таких горелках используется пропан-бутановая смесь.
Горелки газовоздушные ГВ предназначены для нагрева изделий из черных и цветных металлов, неметаллических материалов, а также для оплавления поверхности битумного рулонного материала при производстве гидроизоляции.
Они часто применяются для нагрева при сгибе пластмассовых труб, сушке железобетонных панелей, литейных форм, кирпичной кладки, всё это благодаря широкому ассортименту и возможности использования специальных насадок.
К примеру, для больших объемов работы по укладке рулонных кровельных материалов – рекомендуется к применению 2-х факельная газовоздушная горелка с широким захватом разогреваемой площади.
Для нагрева и термообработки деталей из различных материалов применяются горелки с тремя колбами серии ГВ-3В и горелка ГВ-3В-01 с тремя специальными насадками (для формирования «плоского факела», для формирования тонкого, «острого» пламени, колба ø 25 мм).
Тем, кому нужна возможность пайки «в полевых условиях», стоит обратить внимание на газовоздушную пропановую горелку серии ГВП. В комплекте с малым 5-ти литровым баллоном пропана, пропановым редуктором и резинотканевым рукавом она является удобным мобильным переносным комплектом для пайки, который удобно взять с собой. Максимальная температура пламени такой горелки — 700°С.
Этого достаточно для служб ремонта телефонных кабелей, декоративного кузнечного производства, монтажников электрошкафов и других подобных работ.
Горелки газовоздушные
Сегодня многообразие газовых горелок позволяет подобрать инструмент, который позволит наилучшим образом решить стоящие перед Вами задачи и сделает работу максимально удобной и эффективной. Надеемся, этот обзор поможет Вам в этом, а в нашем ассортименте Вы сможете найти оптимально подходящую горелку.
Обработка металла пропаном |
Сварка и резка металлов пропаном — это ряд технологических процессов, связанных с обработкой металлов высокотемпературным газовым пламенем. Газовое пламя чаще всего образуется в результате сгорания (окисления) пропана технически чистым кислородом (чистота не ниже 98,5%). Для сварки пропаном, резки металла используют чистый пропан, пропан-бутан, также возможна обработка металлов и с применением других горючих газов.
Сварка пропаном
Основные преимущества сварки пропаном — универсальность как для сварки металлов различных толщин, так и для сварки металлов с различными физико-химическими свойствами. Газовой сваркой могут быть получены все виды сварных соединений и большинство типов швов в различных пространственных положениях. В этом отношении сварка пропаном также универсальна, как и дуговая.
Технология сварки на пропане позволяет обрабатывать все металлы, применяемые в механизмах. Хороший эффект дает сварка пропаном меди, чугуна, латуни, свинца, бронзы, алюминиевых сплавов. Сварка пропаном используется при изготовлении и ремонте изделий из тонколистовой стали, ремонтной сварке литых изделий и монтажной сварке стыков трубопроводов малых и средних диаметров с толщиной стенки до 5 мм и фасонных частей к ним, сварке узлов конструкций из тонкостенных труб, при наплавке латуни и бронзы на детали из стали и чугуна, наплавке твердых и износостойких сплавов, пайке-сварке ковкого и высокопрочного чугуна. Из-за простоты оборудования, независимости от источника энергоснабжения, возможности широкого регулирования скорости нагрева и охлаждения металла технология сварки на пропане находит применение в ремонтных и монтажных работах.
Расход пропана на ручную сварку
| Толщина металла, мм | Масса наплавленного металла, кг | Масса присадочной проволоки, кг | Нормы расхода на 1м шва | |
| Пропан-бутана, м3 | Кислорода, м3 | |||
| Швы стыковых соединений без скоса | ||||
| 1 | 0,028 | 0,029 | 0,013 | 0,044 |
| 1,5 | 0,049 | 0,051 | 0,023 | 0,081 |
| 2 | 0,07 | 0,074 | 0,034 | 0,119 |
| 2,5 | 0,084 | 0,088 | 0,044 | 0,148 |
| 3 | 0,098 | 0,103 | 0,051 | 0,178 |
| Швы стыковых соединений со скосом двух кромок | ||||
| 3 | 0,133 | 0,14 | 0,063 | 0,22 |
| 4 | 0,178 | 0,187 | 0,104 | 0,365 |
| 5 | 0,224 | 0,235 | 0,139 | 0,49 |
| б | 0,265 | 0,278 | 0,197 | 0,69 |
Оборудование для сварки на пропане
Горелки для сварки пропаном можно подразделить на следующие группы: с подогревом горючей смеси до ее выхода из мундштука; обычные для ацетиленокислородной сварки, укомплектованные инжекторами, смесительными камерами и мундштуками с расширенными проходными сечениями; камерно-вихревые.
Горелки с подогревом пропана до выхода его из мундштука промышленностью комплектуются на базе серийных ацетиленокислородных горелок. Часть газа (5-10%) выходит через дополнительные сопла подогревателя и сгорает, образуют факелы, подогревающие камеру из коррозионностойкой стали. Температура смеси на выходе из мундштука повышается на 300-350°С и соответственно возрастают скорость сгорания и температура основного пламени. Горелками на пропан-бутане можно сваривать стали толщиной до 5 мм (в отдельных случаях — до 12 мм) с удовлетворительными показателями по производительности и качеству сварки.
При переводе горелок, рассчитанных для работы на ацетилене, на пропан-бутан следует брать наконечник на два номера больший и ввертывать в него мундштук на один номер больший, а инжектор — на один номер меньший, чем при сварке металла той же толщины на ацетиленокислородной смеси.
Резка металла пропаном
Газовая резка металла пропаном — это способ разделения металла по прямому или криволинейному контуру. Метод основан на использовании при резке пропана (для нагрева) и кислорода, с экзотермической (с выделением тепла) реакцией окисления металла. Сам процесс резки включает в себя стадию подогрева металла пламенем горящего пропана и непосредственную резку струей режущего кислорода.
Процесс резки металла пропаном начинают с подогрева верхней кромки металла подогревающим пламенем до температуры воспламенения металла, которая в зависимости от химического состава стали составляет 1050-1200°С. При достижении температуры воспламенения на верхней кромке металла на нее из режущего сопла подается струя кислорода, при этом сталь начинает гореть в струе кислорода с образованием оксидов и выделением значительного количества теплоты, обеспечивающей разогрев стали у верхней кромки до температуры плавления. Образовавшийся на верхней части кромки расплав жидких оксидов и железа перемещается по боковой кромке металла струей кислорода и осуществляет нагрев нижних слоев металла, которые последовательно окисляется до тех пор, пока весь металл не будет прорезан на всю глубину.
В настоящее время резка металла пропаном — один из основных процессов, связанных с удалением небольших объемов металла методами химического и электрофизического воздействия с целью получения заготовок из листовых материалов, труб, профильного проката, литья, поковок и т.п. для последующего изготовления сварных металлоконструкций.
Существует несколько видов сварки, и газовая является наиболее востребованной из них. Она имеет немало преимуществ: техника проста в исполнении, используемое оборудование имеет доступную цену, а кроме того, газосварка экономно расходует электрическую энергию. Список достоинств на этом не заканчивается, поэтому мы решили подробнее остановиться на описание данной технологии.
Что это такое?
Сварка с использованием газа представляет собой соединение металлических элементов методом их расплавления. Исторически этот способ появился одним из самых первых. Метод был создан еще в конце XIX столетия. В дальнейшем с развитием дуговой и контактной или электрической сварки сфера применения газовой слегка уменьшилась, особенно когда речь идет о сваривании высокопрочных сплавов.
Тем не менее она продолжает с успехом применяться для сварки бронзовых, латунных и чугунных деталей.
Она актуальна для выполнения наплавления и в некоторых других ситуациях.
Суть газосварки сводится к тому, что высокотемпературное пламя от сварочного газа выполняет нагрев краев привариваемых элементов и небольшой участок присадочного материала. Переходя в сжиженное состояние, металл формирует так называемую сварочную ванну — это вытесняющая воздух зона, защищённая газовой средой, а также огнём. Расплавленный металл начинает остывать и медленно затвердевает – именно таким образом формируется ровный сварочный шов.
Для выполнения работы обычно используют смесь горючего газа с очищенным кислородом, который исполняет функцию окислителя. Максимальную температуру от 3100 до 3500 градусов дает ацетилен, выделяемый в ходе выполнения сварки за счет реакции взаимодействия воды и карбамида кальция. Чуть уступает ему пропан – его рабочая температура доходит до 2800 градусов. Реже используются пары керосина, метан, а также водород.
Все пары и газы имеют значительно более низкую температуру, нежели ацетилен, поэтому их используют нечасто и исключительно для бронзы, а также латуни, меди и некоторых других цветных металлов, имеющих невысокий порог плавления.
У газосварки имеются свои плюсы и минусы.
Главное достоинство — пониженная скорость нагрева сплавляемого участка и сравнительно широкие его границы. Это особенно актуально в случае, когда нужно приварить элементы, выполненные из цветных металлов, чугуна или инструментальной стали, поскольку они нуждаются в плавном нагреве и таком же плавном охлаждении. Кроме того, существует ряд специализированных сталей, для которых также используется именно этот режим обработки.
Из других достоинств можно выделить:
- простоту технологического процесса газосварки;
- бюджетную стоимость используемого оборудования;
- свободную продажу карбида кальция и смеси газов;
- отсутствие потребности в источнике получения энергии;
- возможность контролировать мощность пламени и его вид;
- возможность установки режимов работы.
Если говорить о минусах, то в первую очередь нужно снова вернуться к скорости нагрева. В некоторых ситуациях эта особенность становится и минусом, поскольку в процессе нагревания теряется слишком много тепла, а также порой начинается коробление металла. Соответственно, производительность газовой сварки не особенно высока, а если свариваемые заготовки имеют внушительную толщину, то КПД понижается ещё сильнее. Поэтому при работе с листами металла, толщина которых свыше 6 мм, стоит подумать об использовании других методов, например, прибегнуть к дуговой сварке.
Газосварка сравнительно бюджетный способ приваривания заготовок. Однако газ, который используется для работы (кислород и ацетилен), стоит немного дороже электричества.
При выполнении подобного типа работ довольно высока вероятность возникновения взрывов и пожароопасных ситуаций — они моментально возникают в случае некорректного обращения с огнеопасными составами, баллонами с газом, а также карбидом кальция.
Тем не менее газосварка востребована.
Она используется для проведения сварочных работ в самом широком спектре – начиная от соединения алюминиевых элементов до работ по бронзе и чугуну.
Сферы применения
Использование сварки на газе позволяет выполнять следующие типы работ:
- приваривание различных металлических деталей;
- пайка, включая ремонт поврежденных элементов;
- наплавка;
- разрезание труб и листов стального проката на отдельные заготовки.
Несомненное преимущество газовой сварки обуславливает её повсеместное использование в строительных работах, на производстве, а также в области ЖКХ, автомастерских и при решении некоторых бытовых задач в частных домах и на даче.
Соединение и резка любых металлических деталей позволяет получать на выходе сопряжение высокого качества. На стыках элементов начинается диффузия с расплавленным припоем, сразу же после застывания металла получается очень крепкий шов, его можно подвергать дальнейшей обработке.
Наплавка используется для нанесения на поверхность основного металлического изделия какого-либо другого металла. Данный способ позволяет восстановить изношенные элементы, увеличить размеры детали, а также наплавить материалы с более высокими параметрами крепости.
Использование метода наплавки многократно увеличивает период использования деталей, понижает себестоимость ремонта и уменьшает расходование материалов.
Необходимое оборудование
Для выполнения газовой сварки потребуется комплект оборудования. Рассмотрим его основные составляющие.
Водяной затвор
Представляет собой довольно простую и в то же время очень эффективную защиту трубы генератора газа и прочих рабочих элементов от огня в форме обратной тяги, идущей от горелки.
Очень важно, чтобы в затворе жидкость поддерживалась на уровне между горелкой и ацетиленовой трубкой.
Газовые баллоны
В зависимости от особенностей газа все баллоны могут окрашиваться в разные оттенки. Однако в этом случае действует правило: у них никогда не окрашивается верхняя часть – это позволяет избежать риска взаимодействия газа и эмали.
Ещё один нюанс в том, что на баллонах с ацетиленом нельзя устанавливать медные детали, поскольку при взаимодействии меди с газом повышен риск возникновения взрыва.
Шланги различного назначения
Эти приспособления выполняют сразу несколько функций — они используются для подачи нагретых жидкостей и газов. Обращаем внимание на то, что функционировать они должны строго под давлением — поэтому это не то же самое, что дачный шланг для полива участков, а серьёзные, прочные и надежные конструкционные элементы со своими особыми техническими параметрами.
Выделяют три типа шлангов:
- с красной полоской — используются для перемещения газов и жидкостей под рабочим давлением до 6 атм;
- с жёлтой полоской — служат для перемещения горючих жидкостей;
- с синей полоской — работают при давлении в пределах 20 атм.
Газовые горелки
Их смесители перемешивают пары жидкостей с газами. Могут выпускаться в широком ассортименте, подразделяются на инжекторные и безынжекторные.
Представленные модели могут иметь различные параметры мощности и другие технические особенности.
Редукторы
Незаменимые элементы там, где работа выполняется под действием высокого газового давления. Редукторы способствуют снижению давления газа, поступающего из баллона, они могут иметь прямое или обратное действие.
Самые современные модели производятся с серебрением, используют для перемещения сжиженного газа — подобные элементы не позволяют газосмеси замерзать при выведении из баллона.
Газовый пост
Это специализированный стол для проведения сварки. Оптимальным вариантом является столешница с опцией фиксации и переворачивания. Хороший пост обязательно дополнен вытяжной вентиляцией и надежной системой хранения рабочих инструментов сварщика.
Конструкция должна предусматривать соединительный рукав, колпаки, обратные клапаны, резиновые уплотнительные кольца, вентили, резак, зажигалку и основные комплектующие.
Все оборудование должно соответствовать требованиям ГОСТ.
Расходные материалы
Вопрос об использовании того или иного инертного газа очень важен, поэтому сделать правильный выбор можно, только зная об особенности каждого из них.
Кислород – активный газ, который характеризуется полным отсутствием какого-либо запаха и цвета в ходе газосварки. Берет на себя функцию катализатора всех процессов расплавления металла. Содержание кислорода в герметичных баллонах под высоким давлением — это очень непростое, но всё же выполнимое действие. Главное, точно соблюдать все требования техники безопасности в работе с этим газом. К примеру, важно избегать контакта с техническим маслом, поскольку это может вызвать возгорание.
В помещениях, где находятся газовые баллоны, не должно быть прямого ультрафиолетового света и источников тепла.
Кислород для выполнения сварки выделяют из обычного воздуха при помощи специального оборудования, по степени чистоты его разделяют на три категории:
- высший сорт — концентрация газа составляет 99,5%;
- первый сорт — от 99, 2%;
- второй сорт — от 98,5%.
Ацетилен – еще один популярный газ, используемый в газосварке, а также нарезке металлов. Как и кислород, он не имеет никакого аромата и оттенка, производится из воды и карбида кальция. Следует отметить, что ацетилен — довольно дорогой газ, но он имеет весомое преимущество в сравнении со всеми остальными расходными материалами. Оно связано с температурой горения, которая выше, чем у пропана или метана. Однако следует иметь в виду, что при длительном нагревании и постоянном повышенном давлении этот газ может взорваться.
Чтобы варить металл, нужен флюс, а также присадочная проволока — они нужны для создания сварочного шва. Перед работой присадочную проволоку нужно очистить от любых загрязнений и признаков ржавчины. Вместо проволоки можно использовать металлические полосы из того же материала, из которого выполнены заготовки под сварку.
Флюсы используются для защиты сварочной ванны от неблагоприятного действия внешних факторов. Обычно в ход идет борная кислота или бура. Флюс наносится на приваренные заготовки либо непосредственно на присадочную проволоку.
Он требуется для сварки всех типов металлов, кроме углеродистой стали. Особенно велика необходимость в этом расходном элементе при работе со сплавами меди и алюминия.
Технология и способы
Выделяют очень много режимов газосварки. Остановимся подробнее на описании самых распространённых.
Левая
Это один из наиболее востребованных методов работы среди специалистов по сварке любой классификации. Используется для скрепления мини-заготовок из металлов с истонченными краями и низкой температурой плавления.
Правая
Способ оптимален для варки металлозаготовок толщиной более 3 мм, характеризующихся повышенной теплопроводностью. Следует отметить, что при выполнении такой сварки шов выходит более качественным за счет эффективной защиты металла огнём.
Использование тепла огня при данном методе работы экономичнее, при этом скорость сварочного процесса возрастает практически на 15-20%. В копилку преимуществ можно добавить существенную экономию расхода смеси газов, которая достигает 10%.
Обращаем внимание на то, что при выполнении правой сварки можно использовать присадочную проволоку, размер сечения которой в 2 раза меньше толщины непосредственно металлической заготовки.
В целом проволока не должна быть толще 7-9 мм.
С использованием сквозного валика
Такой метод газосварки предполагает медленное перемещение огня. При этом выполняется оплавление верхней части кромки сформированного отверстия, а на его нижний край накладывается слой расплавившегося металла. Для выполнения работы заготовки закрепляют в вертикальном положении так, чтобы между ними оставался зазор примерно в половину толщины самих заготовок.
Подобный шов характеризуется плотностью без шлаковых остатков и пор.
С помощью ванночек
Название техники говорит само за себя. Суть такой работы состоит в формировании новых ванночек в процессе наложения шва. Как только формируется одна из них — в неё сразу же опускается один конец металлической проволоки, там он расплавляется, после чего перемещается в пламя. В этот момент мундштук сопла движется дальше по шву на последующий участок, каждая последующая ванночка приблизительно на 1/3 размера сечения проволоки перекрывает предыдущую. Данный способ оптимален для скрепления тонких листов металла в случае, когда нужно выполнить угловые либо стыковые разновидности швов.
Это один из наиболее востребованных типов сварки при выполнении работ с малоуглеродистыми, а также низколегированными сталистыми сплавами.
Многослойная
Этот способ оптимален для выполнения самых ответственных работ, поскольку отличается малой производительностью, да и сварочного газа тут нужно намного больше, поэтому себестоимость этого способа довольно высока. В данной технике происходит сжигание нижних слоев при одновременной наплавке верхних последующих. Как следствие, идёт качественная проковка всех слоев перед созданием последующего шва. Такая технология позволяет многократно повысить качество металлического крепления.
Весь процесс сварки производится в небольших участках.
Отдельное внимание необходимо уделить очищению поверхности каждого нижерасположенного слоя перед наплавлением последующего.
С окислительным пламенем и раскислением
Подобная техника используется для скрепления блоков из малоуглеродистых видов стали. Огонь здесь имеет выраженный окислительный характер – как следствие, в сварочной ванне формируется окись железа. Соответственно, если имеется окисление, то работа предполагает и раскисление, которое выполняют при помощи особой присадочной головки с повышенной концентрацией кремния и марганца.
Метод имеет довольно высокую производительность, которая на 10% больше, чем все остальные методы.
Техника безопасности
При выполнении газовой сварки очень важно придерживаться установленных правил ТБ. Меры предосторожности должны носить комплексный характер.
Так, для защиты от удара электротоком потребуется:
- надежная изоляция всех токопроводящих деталей конструкции;
- сухая целая одежда;
- исключения каких-либо работ во время дождя.
Чтобы защитить органы зрения, необходимо ношение в ходе работ специальной маски с чувствительными светофильтрами.
Любая газовая сварка — это в первую очередь риск взрывов, пожаров и получения ожогов. Избежать последствий таких ситуаций поможет:
- использование спецодежды;
- исключение наличия в зоне проведения работ легковоспламеняющихся и горючих веществ;
- наличие эффективных средств огнетушения;
- соблюдение технологического режима сварки.
Во избежание отравления токсичными парами газов важно пользоваться масками, похожими на противогазы.
Так же важно устанавливать эффективную вентиляцию в том помещении, где проводятся работы.
Урок газосварки для начинающих в видео ниже.
Газосварка – это процесс, в котором сваривание металлических деталей происходит за счет оплавления стыков и сварочной проволоки высокотемпературным пламенем.
Пламя образуется благодаря сжиганию ацетилена, пропана или бутана в атмосфере кислорода. Оборудование для резки и сварки с помощью пламени часто используется при соединении заготовок из стали, ремонте чугунных изделий, сваривании цветных металлов и резке всевозможных металлических материалов.

Оборудование для газосварки
В комплект аппарата для газовой сварки или резки входят:
- горелка или резак;
- кислородный и ацетиленовый шланг;
- кислородный баллон;
- ацетиленовый генератор или пропановый баллон;
- редукторы.
Каждая деталь газового аппарата имеет большое значение, и обойтись без нее нельзя. Но можно составить комплект аппарата для газовой сварки, покупая приборы постепенно, заменяя их, подбирая нужные параметры.
Горелка и резак
 Горелка – это основная часть аппарата. По конструкции газовые горелки для сварки и резки мало отличаются друг от друга. К средней части подсоединяются наконечник, есть вентили, которые регулируют подачу окислителя и горючего. Газовая горелка часто имеет пьезоподжиг. Кислород и ацетилен попадает в нее по шлангам, закрепленным в рукоятке.
Горелка – это основная часть аппарата. По конструкции газовые горелки для сварки и резки мало отличаются друг от друга. К средней части подсоединяются наконечник, есть вентили, которые регулируют подачу окислителя и горючего. Газовая горелка часто имеет пьезоподжиг. Кислород и ацетилен попадает в нее по шлангам, закрепленным в рукоятке.
По способу подачи горючей газовой смеси горелки делятся на инжекторные и безинжектроные. Горелки для сварки и резки бывают газовыми и жидкостными (распыляется бензин или керосин), однопламенными и многопламенными. Согласно ГОСТ горелки бывают микромощные, малой, средней и большой мощности.
Самые распространенные – газовые горелки малой и средней мощности. Первые могут варить металл толщиной 0,2-7 мм, вторые варят металл толщиной от 0,5 мм до 30 мм. Все зависит от выбора насадки, которых в малых газовых горелках 4, а в средних 7.
При работе с ацетиленовым генератором в смесительной камере аппарата за счет разрежения, возникающего при выходе кислорода в камеру, засасывается ацетилен.
 Резак в отличие от обычной газовой горелки имеет два канала. По одному идет горючая смесь кислорода и ацетилена, по другому, чистый кислород, который образует режущую струю.
Резак в отличие от обычной газовой горелки имеет два канала. По одному идет горючая смесь кислорода и ацетилена, по другому, чистый кислород, который образует режущую струю.
Кто пользовался газовым резаком, тот не задают себе вопрос, как резать металл и чем разрезать. Резак вне конкуренции. Им работать проще и дешевле, по сравнению со сварочным инвертором.
Ацетиленовые генераторы
Генераторы для сварки вырабатывают ацетилен, который получается при соединении карбида кальция с водой. Такие аппараты бывают мобильными и стационарными. По выходному давлению их делят на 3 категории:
 генераторы низкого давления до 0,1 атмосферы;
генераторы низкого давления до 0,1 атмосферы;- среднего от 0,7 до 1,5 атм.;
- высокого давления свыше 1,5 атмосферы.
 генераторы низкого давления до 0,1 атмосферы;
генераторы низкого давления до 0,1 атмосферы;При этом аппараты могут производить от 0,3 м3 до 160 м3 ацетилена в час.
По способу получения газа генераторы делят на пять видов:
«КВ». В этих генераторах карбид поступает в воду небольшими порциями. При падении давления ниже порогового поступает новая порция карбида. Гашеный карбид кальция удаляется через нижний выпускной клапан. Из-за больших габаритов используется в стационарных установках. Имеет наивысший выход ацетилена.
«ВК». Здесь вода попадает на карбид. Вода подается небольшими порциями, по мере снижения давления. Такой способ называется «ВК по мокрому принципу». Аппарат имеет простую и надежную конструкцию. Производительность до 10 м3. Недостатком является неполное гашение карбида кальция.
«ВК» по сухому процессу. В камеру с карбидом кальция вода подается дозированно. При образовании ацетилена выделяется теплота, которая испаряет излишки воды. За счет этого гашеный карбид получается сухой. Отсюда и название.
«ВВ». В генераторах этого вида получение газа получается за счет вытеснения воды из камеры газообразования корзиной с карбидом кальция. При падении давления вытесненная вода поступает обратно в камеру. Аппарат применяется в передвижных сварочных постах.
«ПК». В генераторах используется комбинированный принцип получения газа. Совмещаются два способа: «вода на карбид» и « вытеснение воды». Используется в передвижных установках. Обладает плавной регулировкой подачи газа.
Баллоны, редукторы, проволока
 Ресиверы (технические баллоны) с кислородом или пропаном рассчитаны на хранение при давлении 150 атмосфер. Чтобы его можно было использовать в сварочном процессе, применяются понижающие редукторы. Ресиверы и редукторы имеют цветовую маркировку.
Ресиверы (технические баллоны) с кислородом или пропаном рассчитаны на хранение при давлении 150 атмосфер. Чтобы его можно было использовать в сварочном процессе, применяются понижающие редукторы. Ресиверы и редукторы имеют цветовую маркировку.
Кислородные газовые баллоны окрашиваются в голубой цвет, ацетиленовые в белый. Шланги тоже имеют такие же цветовые маркировки. Газовые шланги с красной полосой рассчитаны на давление до 6 атмосфер, с синей – до 20 атм., а шланги с желтой полосой предназначены для перекачки бензина или керосина.
На каждом баллоне устанавливаются по 2 манометра. Один контролирует давление в резервуаре во время сварки или резки, другой в шланге.
Для газовой сварки и резки необходима сварочная проволока, иногда требуется флюс. Перед использованием проволоку необходимо очистить от ржавчины, краски, жира и других загрязнений.
При сварке заготовок из алюминия и других цветных металлов требуется флюс, он защищает их от воздействия воздуха. В качестве него применяют борную кислоту и буру.
Особенности газосварки
Технология газовой сварки и резки на соответствующем аппарате имеет свои нюансы в зависимости от характеристик металла. Сварку низкоуглеродистых сплавов делают любым газом.
При газовой сварке легированных сталей используют проволоку с примесью хрома и никеля. Чугунные изделия варят специальным пламенем, предотвращающим образование белого чугуна.
При газовой сварке медных предметов зазор должен быть минимальным, а пламя большой мощности. Используется присадочная медная проволока и раскисляющий флюс. Латунные изделия сваривают при большой подаче кислорода с использованием латунной проволоки.
Плюсы и минусы газосварки
 Газосварочным оборудованием можно пользоваться везде. Оно не требует источников электроэнергии. Соединение материалов получается за счет энергии пламени.
Газосварочным оборудованием можно пользоваться везде. Оно не требует источников электроэнергии. Соединение материалов получается за счет энергии пламени.
Технология процесса газовой сварки или резки проста. Процесс легко регулировать, уменьшая или увеличивая энергию пламени. Невысокая температура пламени позволяет проводить постоянный визуальный контроль через темные очки.
К минусам работы на газовом аппарате относится очень медленный нагрев свариваемых изделий, особенно при сопоставлении с электродуговой сваркой. Зона нагрева при газосварке очень большая.
При соединении толстостенных изделий производительность значительно ниже, чем при производстве работ электросваркой, и она плохо поддается автоматизации.
Запрещается проводить газовую сварку вблизи огнеопасных веществ. При работе с газовым аппаратом в помещениях должна быть предусмотрена вентиляция. Ацетиленовый генератор должен находиться на дистанции более 10 м от места сварки или резки металла.
Генератор должен иметь достаточно воды, а количество карбида кальция не превышать объем загрузочной корзины. Запрещено использовать кислородные ресиверы с содержанием газа меньше нормы. В процессе сварки пламя направляется в противоположную сторону от газовых ресиверов. Сварочные работы проводятся в очках и спецодежде.
Проще говоря, газовая сварка — это процесс соединения металлов с использованием тепла, передаваемого пламенем. Процесс включает нагревание соединения двух металлов до определенной точки, чтобы они плавились и плавились.
СВЯЗАННЫЕ: СВАРОЧНЫЙ ПОТОК: ЗАЩИТНЫЙ АГЕНТ МЕЖДУ ДВУМЯ МАТЕРИАЛАМИ
Несмотря на то, что определение газовой сварки имеет относительно простое определение, оно имеет много особенностей.В этой статье мы подробно рассмотрим газовую сварку, ее применение, преимущества и методологию.
Металлы можно соединять разными способами. Газовая сварка является одной из наиболее важных из-за сферы ее применения. Газовая сварка является одной из старейших форм сварки на основе тепла и остается популярным вариантом для многих отраслей промышленности.
Причина, по которой этот метод сварки имеет большую помпезность, заключается в его простоте использования и низкой стоимости. Проведение процесса сварки с газовой сваркой является относительно простым и не обязательно требует опытных сварщиков.
При использовании топлива, такого как ацетилен, пламя может нагреваться до температуры 3100 ° C. Эта температура ниже, чем у оборудования для дуговой сварки, но такие преимущества, как экономия затрат в виде простого оборудования и трудозатрат, делают газовую сварку лучшим выбором для ремонтных и строительных работ.
Как мы обсуждали ранее в этой статье, газовая сварка — это нагревание концов материалов до такой степени, что они плавятся и плавятся. Для достижения этой цели сварщик должен иметь оборудование, способное создавать высокотемпературное пламя.
Газовая сварка помечает это поле, используя комбинацию кислорода и легковоспламеняющегося газа. Чаще всего кислород смешивают с такими газами, как ацетилен, водород, бензин, пропилен, бутан и другие.
Каждое топливо имеет свои характеристики, которые проявляются при сгорании. Некоторые топливные газы могут гореть при очень высоких температурах, в то время как другие могут не достигать таких же температур. Выбор одного для газовой сварки зависит от типа проекта, стоимости и контроля пламени.
Наиболее часто используемые газосварочные топливные газы — это ацетилен и бензин.На самом деле они настолько популярны, что многие заменяют термин газовая сварка либо кислородно-ацетиленовой сваркой, либо кислородно-бензиновой сваркой на основе используемого топлива.
После того, как пламя наложено на соединение, оно начинает постепенно нагревать металл. Высокие температуры вызовут плавление металла и формирование сварочной ванны. Материал наполнителя может быть добавлен на усмотрение в этой точке.
Внешние зоны пламени защищают сварочную ванну от атмосферы. Завершение сварки требует, чтобы сварщик медленно удалял пламя из соединения, давая ему время затвердеть без окисления.
Для газовой сварки требуется система, в которой два газа, кислород и топливный газ, можно безопасно смешивать и сжигать вместе. Также сварщику необходим механизм контроля пламени.
Для выполнения всех этих условий, газосварочное оборудование состоит из:
Топливный цилиндр: Топливный цилиндр содержит топливо, необходимое для сгорания. Цилиндр герметичен и выполнен из толстостенной стали, чтобы предотвратить ослабление сжатого топлива в цилиндре.
Кислородный баллон: Кислородный баллон содержит сжатый кислород, необходимый для сварки. И кислородный, и топливный баллоны выдерживают давление соответствующих газов.
Регулирующие клапаны: Оба газа имеют свои отдельные регулирующие клапаны. Регулирующий клапан используется для контроля количества газа, выходящего из цилиндра. Регулирующие клапаны также имеют решающее значение для управления соотношением топлива и кислорода.
Камера смесителя: Это корпус, в котором смешиваются топливо и кислород.Регулирующие клапаны используются для регулирования потока газов из цилиндра в камеру смесителя.
Сварочная горелка: Сварочная горелка содержит камеру смесителя и контрольные значения. На другом конце горелки находится сопло, где топливно-кислородная смесь сжигается вместе.
Некоторые ключевые характеристики газовой сварки делают ее настолько популярной в данной области. Мы обсудим некоторые из них здесь.
Сварка черных и цветных металлов: Одной из сильных сторон газовой сварки является то, что она может сваривать цветные и черные металлы вместе.
Нет требований к электричеству: Когда мы сравниваем газовую сварку с другими популярными методами сварки, такими как дуговая сварка, газовая сварка не требует электричества для работы. Следовательно, вы можете использовать газовую сварку в местах, где нет доступа к электричеству.
Дешевое оборудование Стоимость: Первоначальный капитал для газовой сварки очень низок, так как не требует специального оборудования.
Не требует специализированной рабочей силы: Газовая сварка не требует высокоспециализированной рабочей силы.Это облегчает поиск газовых сварщиков, а также снижает затраты на оплату труда.
Переносное оборудование: Вся установка для газовой сварки легко переносима.
Недостатки газовой сварки
Популярный термин «не подходит всем» подходит и для газовой сварки. Вот некоторые из недостатков использования газовой сварки. К ним относятся:
- Не подходит для толстых профилей
- Не может использоваться для высокопрочной стали
- Медленная скорость нагрева
- Невозможно достичь температуры дуговой сварки
- Нет специальной системы экранирования флюса
Газовая сварка используется в различных отраслях промышленности.Вот список некоторых из наиболее распространенных применений газовой сварки.
Ремонтные работы: Одним из наиболее распространенных применений газовой сварки является ремонтные работы.
Изготовление листового металла: Листовой металл от тонкого до среднего легко сваривается с помощью газовой сварки.
Авиастроение: Кислородно-ацетиленовая сварка используется для соединения различных деталей самолета.
Автомобильная промышленность: Используется для сварки деталей рамы и шасси.
Соединение высокоуглеродистой стали: Газовая сварка очень эффективна при плавлении высокоуглеродистой стали.
Газовая сварка является одним из многих методов сварки, которые мы используем сегодня. Низкая стоимость и легкая доступность рабочей силы делают газовую сварку одним из самых популярных методов сварки, которые мы используем сегодня.
СВЯЗАННЫЕ С УЛЬТРАЗВУКОВОЙ СВАРКОЙ: ПЕРСПЕКТИВНАЯ ТЕХНОЛОГИЯ СВАРКИ ОБОИХ ПЛАСТМАСС И МЕТАЛЛОВ
Довольно часто начинающие сварщики строят свою основу в газовой сварке, а затем переходят к более продвинутым формам сварки.Если вы хотите сделать карьеру сварщика, газовая сварка — идеальный способ начать.
,ДОБРО ПОЖАЛОВАТЬ 🙂
Уважаемое Спасибо за внимание!
Важное теплое уведомление:
Сварочная горелка со сварочной насадкой 1шт, изготовитель по умолчанию устанавливает ацетиленовую насадку 2 # или пропановую насадку 2 #, если вам нужен другой размер, пожалуйста, не стесняйтесь покупать по соответствующей ссылке, спасибо.
| сварочный наконечник | 1 # | 2 # | 3 # | 4 # | 5 # |
| Отверстие сопла (мм) | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 |
| Рабочее давление кислорода (МПа) | 0.1 | 0,125 | 0,15 | 0,175 | 0,2 |
| Ацетилен рабочее давление (МПа) | 0,1-1,0 | ||||
| Потребляемая стоимость кислорода (мАч3; / ч) | 0,33 | 0,046 | 0,065 | 0,1 | 0,15 |
| Потребляемая стоимость ацетилена (м3 / ч) | 0.04 | 0,055 | 0,08 | 0,12 | 0,17 |
| Толщина низкоуглеродистой стали (мм) | 0,5-0,7 | 0,7-1,0 | 1,0-1,2 | 1,2-1,5 | 1,5-2,0 |
5 шт. H01-6 Пропановая газовая сварочная насадка Кислородный газ Контактные наконечники Держатель газовой насадки
- 100% новый и высокое качество
Особенности:
- Разные насадки имеют разные размеры.
- С многопламенной нагревательной головкой для термообработки, выпрямления и заливки.
- Это нагревательное сопло общего назначения с многопламенной головкой, идеально подходящее для термообработки, гибки металла, расширения калорийности металла, заливки и т. Д. Насадка
- используется для защиты качества ваших сварных швов и срока службы катушек и пистолетов.
- ТОЛЬКО для сварочной форсунки, демонстрация других аксессуаров на рисунке не включена.
Спецификация:
- Материал: металл
- Цвет: Медь
- Тип: 1 # / 2 # / 3 # / 4 # 5 #
- Диаметр отверстия сопла: 0.9 мм / 1,0 мм / 1,1 мм / 1,2 мм / 1,3 мм
- Высота: около 36 мм / 1,41 дюйма
- Верхний диаметр: около 11 мм / 0,43 дюйма
- Диаметр дна: около 8 мм / 0,31 дюйма
- Количество: 5 шт
Примечание:
Нет розничной упаковки
Переход: 1 см = 10 мм = 0,39 дюйма
Пожалуйста, позвольте погрешность 0-3 мм из-за ручного измерения. Пожалуйста, убедитесь, что вы не возражаете, прежде чем вы предложите.
Из-за разницы между различными мониторами изображение может не отражать реальный цвет элемента. Спасибо!
В коплект входит:



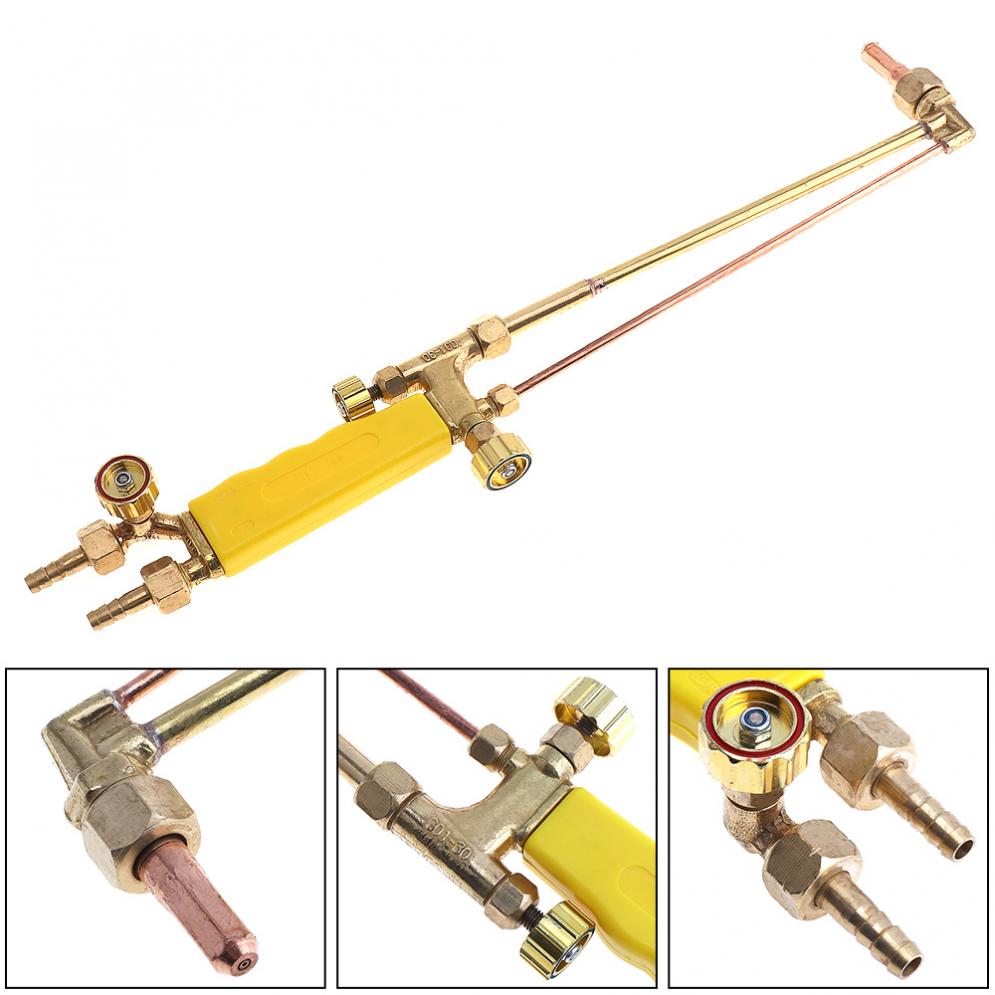
Портативная медная форсунка Тип газовой сварки Сварочный пистолет Кислородно-ацетиленовый пропан для шоссе / моста / здания | Газосварочный пистолет | Газосварочная горелка газ
Продажа Copper Jet Тип Горелки Газовая Сварка Поддержка пистолета Кислород Ацетилен Пропан для Шоссе / Мост / Строительство
Особенности:
— Полный медный материал, высокая твердость.
— Используйте в течение длительного времени, не легко ржаветь.
— С пластиковой ручкой, использование более безопасным.Модель: Газосварочный пистолет
Materia: Медь
Цвет: см. Изображение
Вырезать рот номер: 2 #
Толщина стены: 0.1 см
Размер пор для резки кислорода: 0,9 мм
Кислород рабочее давление: 0,25 МПа
Ацетилен газ Рабочее давление: 0.001-0.1MPa
Потребление кислорода: 1,56-1,90 м3; / н
Расход ацетилена: 0,54-0,66м3; / н
Резка низкоуглеродистой стали толщиной: 10-20мм
Диаметр сопла: 1 мм
Трахея Интерфейс Диаметр: 8 мм
Длина: 470мм
Внимание:
— Не допускайте попадания масла.
— Установлено, что горелка, повреждения, старение должны быть немедленно заменены.
— Когда используется, чтобы оставить баллоны со сжиженным газом на расстоянии 2 метра.
— Всегда проверяйте детали и сохраняйте их герметичными.1 х газосварочный пистолет