условные, ескд – Сертификация и обучение на Svarka.guru
Сварка является наиболее популярным способом соединения металлов различного типа. Если к домашним работам не предъявляются строгие требования к типу и правильности соединений, то промышленные работы выполняются под контролем на всех стадиях – от проверки проектной документации до неразрушающих методов контроля готового соединения.Еще 20 лет назад читать сварочные чертежи могли лишь технологи и руководители работ, однако стремительное развитие технологий привело к тому, что круг лиц с данным навыком существенно расширился.
Грамотное обозначение сварных швов на чертежах – залог качественного выполнения работ. Квалифицированный сварщик обязан уметь читать проектную документацию и обладать знаниями об условных обозначениях в них.
Что такое сварной стык?
Процесс неразъемного соединения сопровождается высокотемпературным воздействием на поверхность отдельных элементов.
Типы швов и их расшифровка
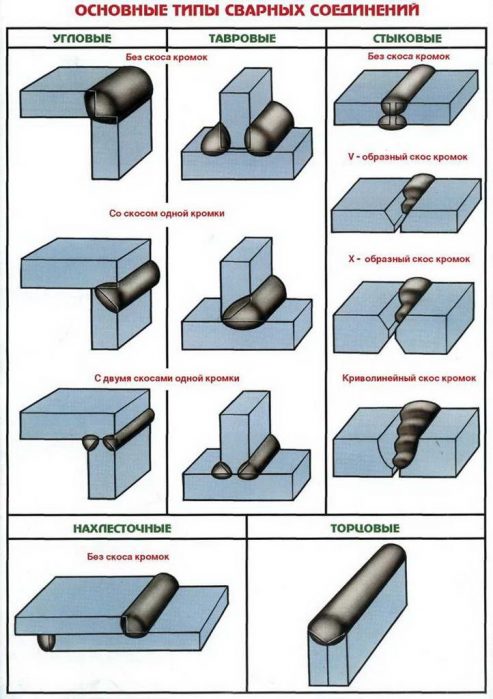
Обозначение сварочного шва на чертеже и их расшифровка зависит от типа соединения. К основным способам соединения относят:
- Стыковой шов. Характеризуется торцевой стыковкой деталей. В случае необходимости, можно произвести предварительную подготовку кромок. На чертежах обозначается буквой «С».
- Нахлесточный шов. Данный тип подразумевает параллельную стыковку элементов с частичным заходом друг на друга относительно плоскости сваривания. Имеет обозначение «Н».
- Тавровый шов. В этом случае к плоскости одной детали под определенным углом приваривают торцевую часть второй заготовки. В технической документации маркируется как « Т».

Подавляющая часть деталей соединяется под углом 90º — это обеспечивает необходимую крепость.
- Угловой. Следуя из названия, детали сваривают под углом в 90º, с предварительной подготовкой кромок или без нее. Обозначается буквой «У».
- Торцовой. Данный метод соединяет элементы с соосным расположением. При этом торцевая часть является зоной наплавки присадочного материала.
Наплавку могут осуществлять только с одной стороны. В этом случае шов называют односторонним. Двустороннее соединение подразумевает сварку с двух сторон.
Необходимость обозначения
Все современные строительные и промышленные конструкции состоят из множества элементов. От качества монтажа зависит надежность и срок эксплуатации объекта.
После изучения чертежа опытный специалист получит следующую информацию:
- Используемые материалы.
- Предварительная подготовка и необходимые допуски.
- Способ стыковки и его геометрические параметры.
- Прочность шва и его качественные характеристики.
- Форма и размер наплавочной смеси.
- Герметичность соединения.
- Очередность выполнения монтажа.
- Характер финишной обработки плоскости.
Изображение сварных швов на чертеже
Для стандартизации сварки разработана система ЕСКД – единая система конструкторской документации, в которой указаны все возможные обозначения, а также требования к оформлению нормативной документации. Данной системой предусмотрено взаимодействие всех участников технологического процесса. Номер межгосударственного стандарта, содержащего основные требования к графическим обозначениям – 2.312-72.
Согласно требованиям данного стандарта, все сварочные соединения изображают следующим образом:
- Наружный шов. Обознается сплошной линией основного типа. Обязательно наличие выносной линии со стрелкой, которая указывает на шов.
- Многопроходное соединение. В этом случае на изображении должны быть контуры зоны контакта со специальными обозначениями.
- Нестандартные швы. В документ вносят всю информацию, необходимую для качественного выполнения работ.
Выносная линия показывает не только место будущего соединения. При помощи вспомогательных знаков уточняется следующая информация:
- характер шва;
- тип обработки;
- требования к монтажу;
При этом отсутствуют требования к применяемому сварочному оборудованию – это может быть как аппарат для ручной дуговой сварки, так и автоматическая контактная линия система.
Очередность расположения информации на выноске имеет следующий вид:
- Информация по замкнутой линии.
- Номер межгосударственного стандарта.
- Порядковый номер соединения.
- Технология выполнения работ.
- Катет шва.
- Величина точечных швов.
- Дополнительные обозначения.
После второй позиции информацию разделяют с помощью дефиса.
Катет шва – количественная характеристика углового соединения. Она обозначает расстояние между поверхностями заготовок. Максимально допустимую нагрузку на узел рассчитывают с учетом данного параметра.
Вспомогательные знаки
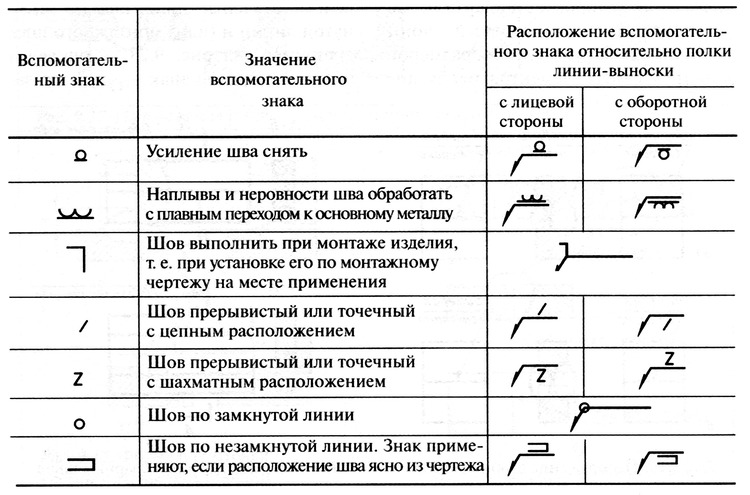
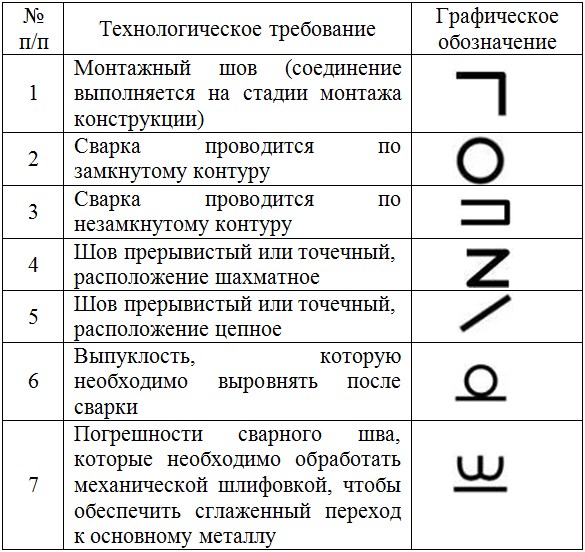
С помощью вспомогательных знаков указывают следующую информацию:
- Требование ликвидировать выпуклость шва после проведения работ.
- Необходимо обеспечить плавный переход на базовую плоскость, путем ручной или механической обработки всех неровностей.
- Сварку выполняют по незамкнутой линии.
- Стык должен иметь замкнутый контур.
- Сварочные работы выполняются после проведения монтажа заготовки.
- Тип шва – прерывистый или точечный, с цепным расположением.
- Соединение выполняют в шахматном порядке.
Варианты обозначения сварного шва и требования к выполнению работ имеют следующую маркировку:
- «А». Работы выполняются с помощью автоматической установки под слоем флюса, без предварительной проварки стыка. Подкладка или подушка должны отсутствовать.
- «Аф». Автоматическая сварка под флюсом с использованием специальной подкладки на его основе.
- «ИН». Работы выполняются с применением тугоплавкого электрода в среде защитного газа. Здесь идет речь о материалах из вольфрама. При этом дополнительный присадочный материал не используется.
- «ИНп». Сварка в среде защитного газа с использованием присадочных материалов.
- «ИП». Сварка электродной проволокой в среде защитного газа.
- «УП». Работы в среде защитного газа, в качестве которого выступает углекислый газ.
- «Г» Газосварочная технология.
- «Э» Электродуговая сварка.
- «З» Работы следует выполнять в среде защитного газа.
Техническая аббревиатура
Изучение обозначений видов соединения на чертежах по ГОСТам – обязанность каждого сварщика, который желает достичь уровня профессионала. Для получения столь необходимого навыка существует два рабочих метода:
- Изучать все межгосударственные стандарты, которые имеют отношение к проектно-технической документации. Помимо ГОСТа 2.312-72, который был рассмотрен выше, имеется еще два стандарта: 5264-80 и 14771-76.

Информация в данных стандартах плохо структурирована, поскольку их основное предназначение – определить требования к тем, либо иным работам. Специалисты рекомендуют обратить внимание на второй вариант.
- Рассматривать подачу информации на примере готовых чертежей. Это поможет постепенно углублять свои знания, с необходимой скоростью и интенсивностью. Дополнительное преимущество данного метода в том, что документация будет содержать только ту информацию, которая нужна сварщику.
Условные обозначения соединений. Примеры
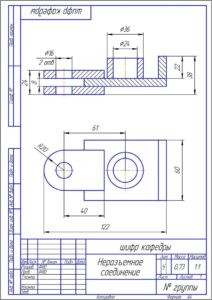
В качестве примера используем следующий чертеж:
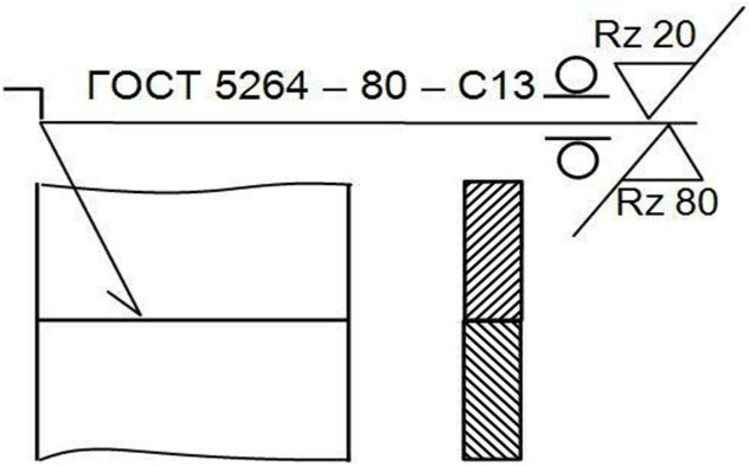
Расшифровка:
- Первый символ говорит о том, что сварочные работы следуют производить после монтажа заготовок.
- Номер межгосударственного стандарта указывает, что в данном случае применяется ручная дуговая сварка.
- C 13. Стыковой тип соединения с односторонним изгибом фаски.
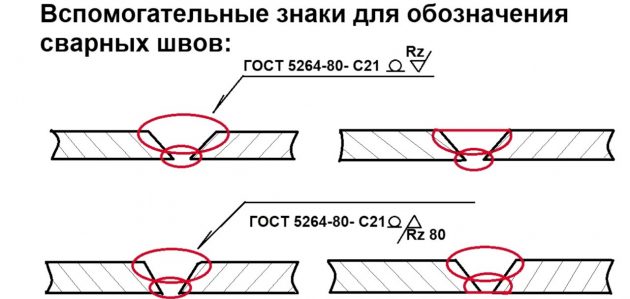
- Следующий символ требует ликвидировать выпуклость шва после проведения работ. Знак, расположенный под выносной линией говорит о том, что обработку следует провести с двух сторон.
- Rz20. Требуемая шероховатость наружной части. Данный параметр соответствует 3 классу чистоты поверхности, согласно ГОСТу 2789-59.
- Rz80. Требуемая шероховатость обратной стороны. Данный параметр соответствует 1 классу чистоты поверхности, согласно ГОСТу 2789-59.
Структура обозначения
Сварку на чертеже обозначают следующим образом:
Расположение уточняющей надписи указывает на тип соединения:
- Сверху. Указывает на лицевое расположение шва.
- Снизу. Сварка выполняется с обратной стороны.
- С двух сторон. В данном случае применена двухсторонняя сварка.
Рассмотрим структуру расположения маркировочных знаков:
- В первой колонке указывается контур замкнутости шва, а также монтажные условия, предъявляемые к соединению.
- Номер межгосударственного стандарта, согласно которого выполняют работы.
- Порядковый номер по проектно-технической документации. Содержит как буквы, так и цифры.
- Дефис, которым необходимо разделять все последующие позиции.
- Здесь указывается технология выполнения соединения (с помощью электродуговой или газовой сварки, в среде защитного газа и под слоем флюса). Данная позиция не является обязательной к заполнению.
- Величина углового катета. Указывается в миллиметрах.
- Размер прерывистого шва.
- Место расположения вспомогательных обозначений.
- Класс чистоты поверхности, в случае необходимости ее обработки.
Упрощения
На изготовление даже самой простой конструкции необходимо подготовить соответствующую документацию. Если на чертеже все швы выполнены по одному стандарту, информацию вносят в пояснительную записку.
Кроме того, допускаются и другие упрощения, согласно рекомендациям ГОСТа 2.312-72:
- Если все швы на чертеже не отличаются по типу и расположены на одной стороне, им не присваивается порядковый номер. Они обозначаются линиями-выносками без полок.
- При изготовлении симметричной детали разрешено обозначать швы лишь на одной из ее сторон.
При условии, что на чертеже имеется ось симметрии, разделяющая деталь.
- Некоторые чертежи содержат несколько одинаковых элементов, которые приваривают с помощью одного и того же способа. В этом случае линией выноской разрешено отмечать лишь одну из составных частей. Важно, чтобы обозначенный элемент имел порядковый номер.
- В отдельных случаях разрешено заменить выносную линию указанием в пояснительной записке к чертежу. Это допускается при условии точного определения расположения шва, а также указания его технических и качественных характеристик.
Использование САПР
В настоящее время все чертежи выполняют с помощью специального программного обеспечения. Разработчики предлагают множество продуктов, среди которых наибольшую популярность приобрели следующие программные комплексы:
- AutoCAD;
- Kompas;
- SolidWorks;
Все студенты высших учебных заведений технической направленности умеют выполнять чертежи вручную. Это является данью традициям, ведь настоящий инженер должен не только читать чертеж, но и сделать его своими руками.
Использование программ позволяет существенно повысить производительность работ, ведь время на создание любого чертежа сокращается в несколько раз.
На Горьковском автомобильном заводе, при расчетах затрат времени на разработку первых моделей ГАЗелей, на составление проектно-технической документации, закладывалось 8 лет. Использование САПР сократило эту цифру более чем в 2 раза. Для полной подготовки и проверки технической документации понадобилось всего 3 года.
Программное обеспечение помогает не только разрабатывать узлы и агрегаты. Некоторые продукты позволяют производить расчет максимальной нагрузки, с помощью реализации программы моделирования рабочих условий. Это позволяет применять верные решения еще на стадии разработки, практически полностью исключая этап изготовления и проверки опытных образцов.
Источником информации в программах являются базы данных. Они позволяют оперативно получить нужную информацию, например, выбрать нужный тип сварочного соединения и указать его на чертеже.
Все программы отечественного производства разработаны с учетом всех требований нормативно-правовых документов, которые регламентируют порядок составления технической и проектной документации.
Заключение
Сегодня каждый работник, имеющий отношение к сварке, обязан уметь читать все чертежи. Без этого навыка невозможно правильно определить тип соединения и технические характеристики шва, что в условиях повышенных требований к качеству работ, является недопустимым. Для изучения условных обозначений рекомендуем работать с готовыми чертежами – они позволят гораздо быстрее воспринимать всю необходимую информацию.
Инженер-технолог высшей категории Поротиков Сергей Викторович, опыт работы – 25 лет: «Когда я оканчивал институт, свою дипломную работу я выполнял самостоятельно, по причине отсутствия нужных программ. После приема на работу в проектное бюро при небольшом заводе я узнал, что кроме технологов, грамотно разобраться в чертеже мог только старший мастер, который осуществлял производственный контроль над выполнением работ. Он ценился на вес золота. Сейчас все чертежи выполняются в АвтоКаде – это очень удобно. А самое главное, что их могут читать все опытные сварщики. А вот бывшие студенты в них практически не разбираются. В современных учебных заведениях этому, к сожалению, не уделяют должного внимания».
Обозначение сварных швов на чертежах: структура, ГОСТы, примеры
Железо повсеместно используется при строительстве и производствах. Для соединения используется сварочный стык, к сегодняшнему дню возможно производить до 150 видов работ. Для грамотного выполнения конструкции, перед началом работ, используют чертежи, включенные в состав системы конструкторской документации. Регламентом определены основные требования к конструкциям сварочных соединений.
 Обозначение сварных швов на чертежах
Обозначение сварных швов на чертежахЧто такое сварной стык
Процесс сварки изделия подразумевает замыкание деталей за счёт температурного воздействия. Расплавление металла на определенном участке, а затем место его застывания именуется сварным швом.

Сварной стык
Существует разнообразие сварных швов, маркируемое ГОСТом при соответствии со стандартом чертежей по сварке.
- Стыковое соединение маркируется буквой «С», образовывается объединение торцевых поверхностей изделия, обрабатываются кромки.
- Нахлёстанный способ применяется при возможном наложении деталей друг на друга, маркируется как «Н».
- Стыкуемые детали располагаются плоскостями по отношению друг к другу под углом, обозначается «У» в технической документации.
- Торцовые швы используются путем нахлеста слоя металла к торцам изделий.
Выполнение работ происходит как при одностороннем порядке, так и двухстороннем, когда деталь обрабатывается с обеих сторон. Качество стыковки путем сварки влияет на срок службы используемой детали. Условные обозначения сварных соединений содержат подробную информацию о параметрах ширины, выпуклости и т.д.
Протяженность указывается как сплошное, прерывистое соединение. Сварной шов, изготовленный прерывистым способом не дает полной герметичности конструкции, однако выполняется при труднодоступных соединениях. Шов по незамкнутой линии обозначается как дополнительное условие в чертежах, используется при ясном расположении на схеме.
Необходимость определения сварки
Геометрические параметры, форма шва отмечается для определения типа конструкции в чертежах. Способ сварных работ влияет на характеристики изделия, его герметичность и прочность. Перед производством стыковых объединений необходимо изучить все необходимые параметры согласно проекту.
Обозначение сварки происходит по основным параметрам:
- Размеры и форма металла, наплавленного сварным способом.
- Тип стыковки обозначается прерывистым либо сплошным, термические напряжения, образуемые в зоне стыка.
- Герметичность сварного сращивания определяется при назначении, типе конструкции.
Выполнение изделие контролируется отделом качества, при соответствии с параметрами. Замеры готовой продукции происходят при соответствии с техническими условиями и обозначениями сварных швов на чертежах.
Полное обозначение шва на чертежах
Полное указание согласно ГОСТу включает в себя полную информацию. Схематично отображаются дополнительные знаки, прописывается метод соединения, наименование и артикул шва. Чертеж включает в себя стрелку, которая указывает на линию шва. Отображение может использоваться с применением полки для дополнительной информации. Над полкой отображается информация или условное обозначение в случаях видимого шва, когда сварочный стык невидим, позиционирование устанавливается под полкой.

Виды сварных соединений и структура их обозначения
Лицевой стороной изделия принимается часть, с которой необходимо производить сварку. Штриховой линией описывается невидимый стык при лицевом отображении детали. Информация чертежа должна включать буквенные и цифровые сочетания, указывающие принадлежность к виду, форме сварного стыка. Способы креплений выражаются буквами:
- А – автоматический способ, применяемый с флюсом без проставок, под варочных работ;
- Аф – Использование флюсовой подушки при автоматической сварке;
- ИН – Метод сварки электродом в инертных газах, без применения вспомогательного материала;
- ИП – происходит стыкование плавящимся электродом в среде инертных газов;
- УП – Плавящийся электрод используется совместно с углекислым газом.
Чертежи включают в себя обозначение процесса, наименование типа стяжки и другие параметры.
ГОСТы
Стандартами ГОСТов называется тип и параметры сварного соединения на чертеже. Используется во всех видах промышленности, строительства как единый стандарт к обозначению. ГОСТ 2.312-72 указывает тип производимых стыковым способом изделий вне зависимости от сферы применения. Для корректного процесса требуется запомнить основные выражения инструкций.

Схема обозначения сварных швов на чертежах по ГОСТ
Возможные упрощения или сокращения запрещены, однако имеют место при некоторых случаях:
- Проект, содержащий конструкцию параметров по одному стандарту может содержать таблицу и наименованиями точке соединений.
- Обозначение линиями без выноски или полок возможно при случаях одинакового отображения положения детали чертежом (лицевой или обратной стороны).
- В условиях симметричности отображенного изделия допускается обозначить швы только одной части.
- В технических требованиях возможно указать запись по определению мест и способов сварки, а также выноску одинаковых требований.
Скачать ГОСТ 2.312-72
Вспомогательные знаки
Отображение вспомогательных знаков для обозначения сварных швов производится для более точной информации, предназначения работ. Примеры знаков:
 — Сварной шов, выполнение которого происходит при монтаже изделия;
— Сварной шов, выполнение которого происходит при монтаже изделия;- — Исполнение производится по замкнутой линии;
- — Стык по незамкнутой линии сварки;
- — Шахматное расположение прерывистого шва;
- — Требование к выпуклости, которую необходимо снять после выполнения работ;
- — Неровности обрабатываются переходом к металлу.






Структура обозначения
Наименование происходит в последовательности стандартов, по которым выполняются сварные процессы.

Структура обозначения
Применяется как выноска к образцу изделия, состоит из следующих параметров:
- Вспомогательные знаки, обозначают дополнительные действия со стяжками при сварке.
- Стандарт, обозначаемый по ГОСТу.
- Обозначение по стандарту, в зависимости от типа конструктивных элементов или соединений.
- Разделение на подкатегории по стандарту происходит знаком «дефис».
- Способ сварки, подразделяющийся на автоматическую, механизированную под флюсом или электродом, а также электрошлаковую.
- Размеры катета и его выражения при соответствии с элементами конструкции.
- Дополнительные параметры.
- Вспомогательные знаки, состояние шероховатости готового изделия.
Примеры и расшифровка швов на чертеже
Для полного представления, как происходи работа со стыками по чертежу, необходимо рассмотреть несколько примеров.

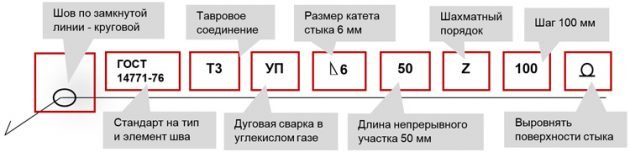
Соединение таврового типа
Соединение таврового типа, располагающиеся в шахматном порядке по ГОСТ 14806-80. Способ сварки – дуговая, ручная в защитных газах металлическим электродом. Длина проваренного участка должна составлять 50 см, шаг 100 мм, катет шва применяется 6 мм.

Односторонний стык внахлест
Односторонний стык внахлест, без скашивания рамок по ГОСТ 14806-80 выполняется полуавтоматической дуговой сваркой с применением защитных газов, плавящегося электрода. Обозначена работа по замкнутой линии, катет 5 мм. При тех случаях, когда проектом указываются одинаковые наименования, описывать каждую сторону необязательно, достаточно использовать информацию с одной стороны.
Односторонняя стяжка стыкового соединения без применения скоса кромок, прокладке. По ГОСТ 16310-80 выполняется нагретым газом с присадками. Лицевая сторона имеет указание стыка с лицевой части непрерывной линией, для более понятного режима работы.
В работе конструктора на сегодняшний день имеется масса программных продуктов, инструментов. Использование программ для чертежей сварных стяжек позволяет сократить время на разработку, за счет автоматизации процесс.
Обозначение аргонодуговой сварки на чертеже гост. Обозначение сварных швов
Сварка, как технологический процесс известна с давних времен, точнее с того момента, как наши предки научились работать с железом. На сегодня можно насчитать порядка 150 видов сварочных процессов. Но все они объединены одним — обозначением.
Инженер-конструктор, занимаясь разработкой изделия, использует в своей работе множество справочной и нормативной документации. Но при оформлении результатов своей работы он должен руководствоваться требованиями ЕСКД (единая система конструкторской документации). Это набор нормативов, регламентирующий оформление документов — чертежей, спецификаций, технических условий и пр. Если все рабочие документы выполнены в соответствии с требованиями нормативной документации, будут указаны все обозначения резьбы, сварки и пр., то допустить брак при изготовлении детали будет сложно.
В состав ЕСКД входит ГОСТ 2.312-72, «Условные изображения и обозначения швов сварных соединений».
На его страницах инженер-конструктор найдет всю необходимую информацию и показать условное обозначение сварки в рабочей документации не составят труда.
Действительно, в обозначении швов на чертежах нет ничего сложного, особенно если следовать требованиям, которые описаны в указанном ГОСТ.
Для детального обозначения швов на чертеже применяют линию выноску с полкой, на которой указывают параметры шва, условия дополнительной обработки и пр.
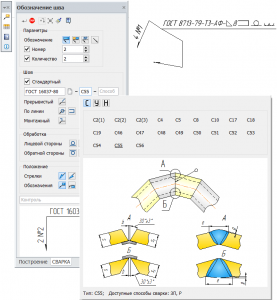
Видимую часть сварочного стыка на чертеже условно изображают с использованием основной линии, невидимую показывают штриховой линией.
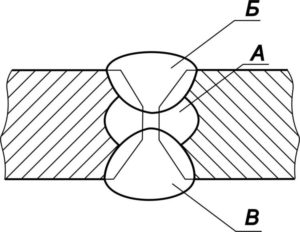
Если стык выполняют за несколько проходов, то в сечении допустимо показывать каждый слой отдельным контуром. Более того, каждому из них необходимо присвоить буквенное обозначение. Таким образом, при чтении чертежа станет понятно, что слой А наносят первым, слой Б вторым и так далее.
Принцип выбора типа шва и способа сварки
В основе любой разработки лежит набор определённых расчетов, определенные в техническом задании на разработку. То есть при выборе типа стыка и способа его получения конструктор должен провести все необходимые прочностные и силовые расчеты, которые должны определить толщину свариваемого металла, геометрические параметры соединения.
В результате расчетов, будет определен и способ сварки, например, дуговая сварка под защитными газами или традиционная ручная сварка с использованием электродов. В зависимости от этого, конструктор должен обратиться к ГОСТ, в которых содержится вся необходимая информация.
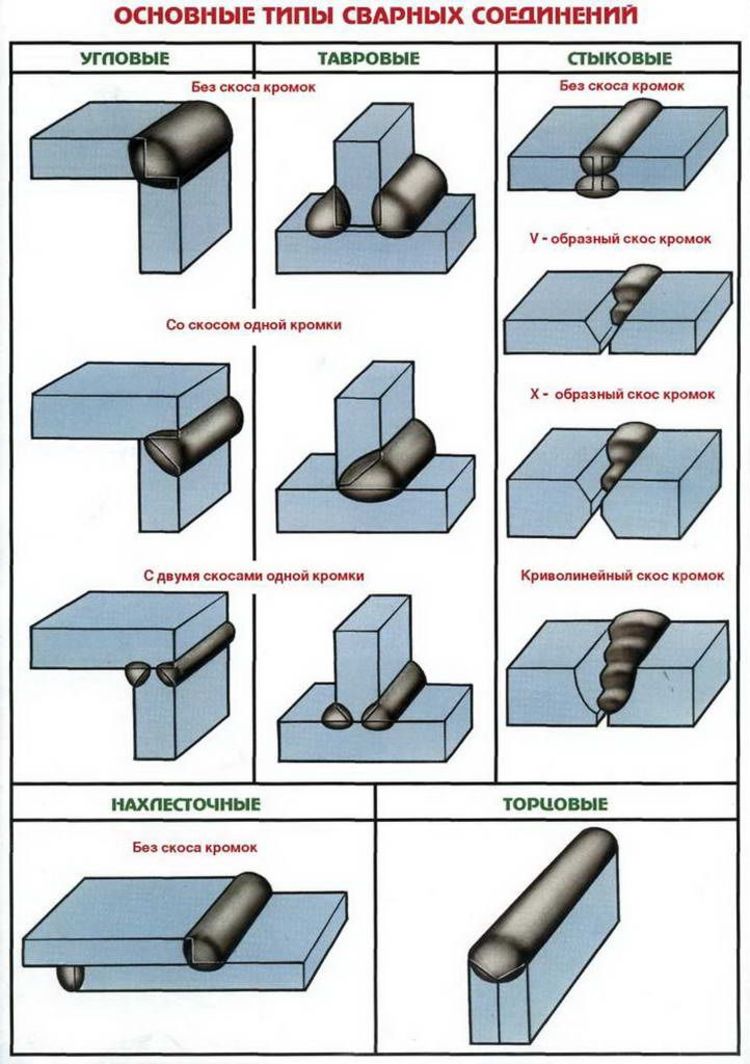
Виды сварных соединений
Каждый конструктор знает, что отечественными ГОСТ определено пять типов швов:
стыковые – С;
нахлесточные – Н;
тавровые – Т;
угловые – У;
торцовые.
Каждый из указанных стыков может быть применен в зависимости от требований к конструкции получаемого узла. Подробнее о типах и видах сварных швов и соединений читайте
Кроме, указанных в скобках буквенных обозначений, существуют дополнительные (вспомогательные) знаки, которые призваны обеспечить полноту информации о сварном шве.
Дополнительные(вспомогательные) знаки
В ГОСТ 5264-80 и ГОСТ 14771-76 показаны основные виды сварных соединений, их обозначение и допустимые размеры. К примеру, тавровый сварной шов, выполняемый из листовой стали толщиной от 8 — 100 мм имеет обозначение сварного шва на чертеже — Т8.
Форма подготовленных кромок | Форма поперечного сечения | Толщина свариваемых деталей, мм | Условное обозначение сварного соединения | |
Подготовленных кромок | Выполненного шва | |||
С криволинейным скосом одной кромки | 15 — 100 | Т2 | ||
С двумя симметричным | ||||
ГОСТы обозначения сварных швов на чертежах
В современном строительстве и производстве невозможно обойтись без сварочных работ, отличающихся большим разнообразием. Для их качественного выполнения необходимо подробное описание сварочного соединения. Для этого используются универсальные условные обозначения сварных швов на чертежах по ГОСТам, входящим в состав Единой системы конструкторской документации (ЕСКД), содержат все сведения, которые могут потребоваться для корректного оформления чертежей.
Сварной шов
Сварка соединяет металлические детали за счет нагревания до деформирования и расплавления металла. При этом после затвердевания металла создается монолитное соединение на межмолекулярном уровне. Место сплавления элементов называют сварным швом (стыком).
Типы сварных стыков
Вид определяется взаиморасположением соединяемых деталей. Согласно ГОСТ 5264-80 и ГОСТ 14771-76, различают пять видов сварных стыков:
| № п/п | Наименование | Описание | Маркировка |
| 1 | Стыковой | Соединяемые элементы помещаются в одной плоскости, свариваются по прилегающим торцам, возможна обработка кромок. Требует точной подгонки стыкуемых деталей, отличается высокой прочностью. | С |
| 2 | Нахлесточный | Параллельные плоскости деталей накладываются друг на друга. Уступают стыковым в надежности при нагрузке, не так требовательны к точности подгонки. | Н |
| 3 | Тавровый | Торец детали приваривается к поверхности другой части конструкции вертикально или под углом. Не рекомендуются при изгибающих нагрузках. | Т |
| 4 | Угловой | Поверхности соединяемых узлов наклонены по отношению друг к другу (угол соприкосновения кромок — более 300), сварку проводят по торцам изделий. | У |
| 5 | Торцевой | Соединяются торцы узлов, чьи боковые поверхности соприкасаются. Для этого на торцы наплавляется слой металла. Применяется при соединении тонких элементов, чтобы избежать прожигания. | С |
| 6 | Особые виды швов, не предусмотренные ГОСТ | О |
По ГОСТ сварные стыки могут иметь одностороннюю (SS) или двустороннюю обработку (BS), в зависимости от наплавления металла с одной или двух сторон. Различают также однослойную и многослойную сварку.
Выбор сварочного шва определяется конструктивными требованиями к соединению.
Типы сварных соединений
Необходимость применения условных обозначений

Схема обозначения сварных швов на чертежах по ГОСТ
Грамотно составленная конструкторская документация обеспечит качественную работу всей цепочки специалистов – от разработчика до сотрудника отдела контроля. Условные обозначения сварных соединений дают полный перечень характеристик: способ стыковки, тип и форма стыка, геометрические параметры, условия сварки, ее очередность в процессе, герметичность стыка, прочность и прочее.
Обозначения сварных швов на чертежах используются не только в процессе изготовления, но и при проверке готового изделия. Сотрудник отдела контроля сверяет параметры готового изделия с требованиями конструкторской документации: он может сверить геометрические параметры сварочного шва, качество работ и т.д.
Правила нанесения и расшифровки обозначений
На чертежах видимый сварной стык обозначается сплошной линией, невидимый – штрихами. Для описания шва применяют стрелку с полкой, указывающую на черту стыка. Условные обозначения для видимого соединения располагаются над полкой, при описании невидимого – под полкой. Надпись с обоих боков стрелки обозначает двустороннюю обработку.
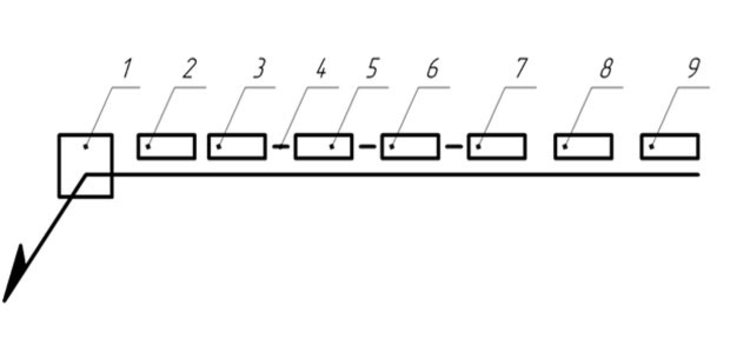
Обозначение сварки на чертеже делится на 9 блоков:

Структура обозначения сварного шва
- Блок 1 – Вспомогательный знак (при выполнении замкнутого или монтажного шва).
- Блок 2 – Стандарт на метод сварочных работ.
- Блок 3 – Маркировка вида шва.
- Блок 4 – Дефис (разделение на подкатегории).
- Блок 5 – Буквенное обозначение типа сварки (автоматическая – А, электрошлаковая – Ш, расплавляющимся электродом в газовом облаке – ИП и т.д.). Может не указываться.
- Блок 6 – Значок длина катета шва в мм.
- Блок 7 – Дополнительные параметры (шахматное или цепное расположение, интервал шага и т.п.).
- Блок 8 – Вспомогательные условные значки для обозначения обработки.
- Блок 9 – Значение чистоты поверхности стыка (при необходимости механической обработки).
Пример расшифровки
Двусторонний монтажный шов, дуговая ручная сварка, стыковой, зачищен с двух сторон с указанной шероховатостью (20 и 80 мкм).
Пример расшифровки обозначения сварных швов
Использование вспомогательных знаков
Дополнительные уточнения по выполнению сварных стыков по ГОСТу указываются на чертежах при помощи вспомогательных знаков:
Современные системы автоматизированного проектирования (САПР) являются сложными программными продуктами, разработанными в помощь инженерам. Из наиболее известных можно назвать AutoCad (на ее основе разработана Autodesk Building Systems для внутренних инженерных сетей), строительная Allplan, для фасадных и металлических конструкций ATHENA. Из российских САПР хорошо себя зарекомендовали Компас и Мономах.
Вспомагательные знаки для обозначения сварных швов
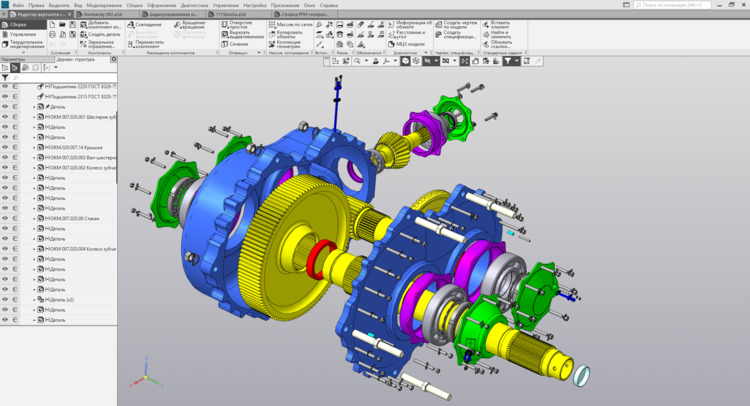
Использование САПР
САПР для обозначения сварных швов
Автоматизируя рутинные процессы, САПР позволяют конструктору значительно сократить время разработки проектов. Они дают возможность моделировать различные ситуации, моментально проводить сложные расчеты, подбирать во встроенных библиотеках готовые инженерные решения.
Большим преимуществом САПР является автоматизация разработки документации согласно условиям ЕСКД. Например, в Компасе поиск и размещение обозначения сварных швов на чертежах занимает считанные секунды.
Умение использовать условную маркировку необходимо квалифицированному специалисту в области строительства или на производстве. Корректно составленная конструкторская документация – необходимое условие для успешного выполнения всей технологической цепочки изготовления изделий с применением сварочных работ.
Видео по теме: Обозначение швов на чертеже
Обозначение сварки на чертежах по ГОСТ
Сварка — это сложный технологический процесс, обеспечивающий неразъёмное соединение деталей в результате их местного нагрева и расплавления. Её применение в различных отраслях промышленности и строительства позволяет упростить технологии производства изделий и монтажа конструкций. Как следствие, скорость выполнения работ увеличивается и снижаются затраты. Кроме того, сварное соединение придаёт наибольшую прочность деталям и жёсткость конструкциям.
От соблюдения технологии производства и монтажа в строительстве, машиностроении, авиа- и судостроении напрямую зависит качество продукции, надёжность которой обеспечивает безопасность жизни и здоровья людей.
Поэтому в таких ответственных сферах деятельности ГОСТ имеет силу закона и его соблюдение контролируется органами технадзора.
Единая Система Конструкторской Документации — это ГОСТы, которые устанавливают нормы разработки и оформления документов, включая чертежи. ЕСКД позволяет согласовывать последовательное взаимодействие различных участников технологической цепи. Нарушение норм ведения, в частности, чертежей, может привести к различным неблагоприятным последствиям, вплоть до техногенных катастроф.
ГОСТ 2.312-72 ЕСКД
Этот ГОСТ регламентирует обозначение сварных швов.
Основные требования стандарта:
- видимый шов сварного соединения изображается сплошной основной линией. От изображения шва или сварной точки проводится линия-выноска с односторонней стрелкой, указывающей на шов;
- если шов многопроходный, допускается изображать контуры проходов, обозначая их прописными буквами;
- нестандартные швы изображаются с нанесением размеров, необходимых для работы по данному чертежу.
ГОСТ указывает правила условного обозначения швов, которые располагаются на линии-выноске, если они располагаются с лицевой стороны. Вспомогательные знаки указывают на характер шва (прерывистый или точечный), дополнительные требования к обработке, особенности монтажа (при необходимости) и некоторые другие.
Обозначения сварочных швов по ГОСТ 2.312-72
Обозначение стандартного сварного шва на линии-выноске структурируется так:
- вспомогательные знаки шва по замкнутой линии
- ГОСТ
- буквенно-цифровое обозначение типа шва и конструктивных его элементов
- указание способа сварки (необязательно)
- размер катета шва ( для угловых соединений)
- размеры точечных и прерывистых швов
- вспомогательные знаки.
Пункты, начиная со второго, разделяются дефисом.
Катет шва — характеристика углового соединения. Это величина кратчайшего расстояния от плоскости одной из соединяемых заготовок до границы шва на плоскости второй заготовки. Размер катета влияет на способность соединения выдерживать расчётную нагрузку.
Основные виды сварных соединений и их условное обозначение
Ручная дуговая сварка
В этом способе сварки используется электрод с нанесённым на его поверхность покрытием, которое, расплавляясь, играет роль защитного флюса, который препятствует воздействию атмосферы на расплавленный металл. Если допустить контакт кислорода и паров воды, содержащихся в воздухе, то они вступят в химическую реакцию с металлом, образуя оксидную плёнку на его поверхности и нарушат прочность соединения. Кроме того, в состав покрытия входят легирующие элементы, что положительно сказывается на качестве шва. Пары флюса также обеспечивают стабильность горения дуги.
Расстояние между электродом и сварочной ванной и перемещение дуги вдоль линии шва производится вручную. Поэтому качество соединения напрямую зависит от квалификации сварщика. Диаметр, состав и длина электродов устанавливаются специальным ГОСТом.
Виды сварных швов, предварительную обработку кромок деталей перед работой, а также толщину свариваемого металла регламентирует при ручной дуговой сварке ГОСТ 5264-80. Стандарт предусматривает следующие типы соединений:
- стыковое. Обозначается буквой «С» с цифровым индексом, по которому можно установить форму подготовленных кромок, характер шва (одно- или двухсторонний), форму поперечного сечения кромок и шва, толщину свариваемых деталей. Все эти характеристики приведены в таблице;
- угловое. Обозначение — «У»;
- тавровое. Буква «Т»;
- нахлёсточное -«Н».
ГОСТ 5264-80 не распространяется на соединения стальных трубопроводов.
ГОСТ 14771-76 «Дуговая сварка в защитном газе».
Этот вид сварки производится либо неплавящимся электродом, представляющим собой стержень из графита или вольфрама, либо плавящимся — стальной проволокой. Защитный газ (аргон, гелий, азот, углекислота) образует газовый пузырь, закрывая сварочную ванну и дугу от воздуха. Проволока подаётся автоматически, рабочий инструмент перемечается вдоль шва вручную, вследствие чего такую сварку называют полуавтоматической. В зависимости от типа электрода и используемого защитного газа маркируется следующими сочетаниями букв: ИН, ИНп, ИП, УП.
ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные»
Сварка под флюсом подразделяется на автоматическую, выполняемую по заданной программе (АФ, АФФ, АФм, АФо, АФп, АФш), и механизированную, имеющую аналогичные с автоматической маркировки, начинающиеся с буквы «М».
ГОСТ 11534-75 устанавливает типы, детали конструкций и размеры сварных швов, выполняемых ручной дуговой сваркой под разными углами расположения свариваемых деталей.
Различные положения рабочего инструмента (электрода) и сварочной ванны относительно линии горизонта по разному влияют на стекание расплавленного металла, что необходимо учитывать в процессе работы.
По пространственному положению линии швы делятся на горизонтальные, вертикальные и потолочные.
Характер расположения деталей относительно друг друга подразумевает и особые требования к обработке кромок перед работой.
На чертежах угловые швы обозначаются буквой «У». ГОСТом также оговаривается цифровой индекс после буквы, соответствующий углам взаимного расположения деталей, толщине металла, форме кромок и т.д.
ГОСТ 14776-79 «Соединения сварные точечные».
Способы сварки обозначаются согласно этому стандарту так: Ф, УП, УПм, УПмс УН, ИП, ПП, ИН. Эти буквенные обозначения характеризуют особенности рабочего процесса и дополнительные условия работы, например, такие, как применение направленного магнитного поля, сквозное проплавление, использование присадочного металла и так далее.
ГОСТ 16037-80 «Соединения сварные стальных трубопроводов»
Принятые стандартом обозначения:
- ЗП — дуговая сварка в защитном газе плавящимся электродом
- ЗН — дуговая сварка в защитном газе неплавящимся электродом
- Р — ручная дуговая сварка
- Ф — дуговая сварка под флюсом
- Г — газовая сварка.
Дополнительные буквенные маркировки выполняются буквами латинского алфавита и соответствуют диаметрам свариваемых труб, толщине их стен, выпуклости сварного шва и т.д.
Перечисленные ГОСТы предназначены для сварных соединений деталей из сталей и их сплавов. Сварочные работы с другими металлами устанавливаются иными стандартами, предусматривающими применение плазменной, лазерной и даже сварку взрывом.
Вконтакте
Google+
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Как читать обозначение сварных швов на чертежах
Современные виды сварки открывают множество возможностей перед мастером, позволяя профессионалам и любителям воплотить свои задумки. С помощью аргонодуговой сварки можно соединить разнородные металлы, а с помощью бюджетного инвертора — сварить забор на даче. Но порой сварочного оборудования и комплектующих к ним недостаточно для полноценной работы, важно научиться делать и понимать сварочные чертежи. В них вы сможете узнать всю исчерпывающую информацию о металле, который нужно сварить, его толщине, характеристиках и местах будущих стыков.

Чертеж — это полноценный документ, выдаваемый на одну конкретную деталь или целую металлоконструкцию. Он содержит всю информацию, которая может понадобиться сварщику. Профессиональное чтение сварочных чертежей — обязательный навык для любого сварщика, желающего построить карьеру в этой профессии. В нашей статье вы узнаете, что необходимо для расшифровки швов в чертежах и какие знаки используются для этого, также мы приведем несколько примеров.
Содержание статьи
Типы швов и их расшифровка
ГОСТы по ручной дуговой сварке и сварке в среде газа выделяют различные типы сварных швов и их расшифровки. Виды сварных соединений обозначаются буквами для более удобной записи и экономии места. Есть стыковой шов (обозначается буквой «С»), торцевой (тоже буква «С»), нахлесточный («Н»), тавровый («Т») и угловое («У»). Давайте подробнее остановимся на каждом типе соединения.
Стыковое сварное соединение выполняется по смежным торцам, а свариваемые детали находятся в одной плоскости. Такой тип шва наиболее прочный и долговечный, он широко применяется при сварке особо ответственных металлических конструкций. Перед сваркой необходимо тщательно подготовить поверхность металла и убедиться, что все детали будут сварены в соответствии с чертежом.

Торцевой шов, исходя из названия, формируется по торцам деталей. Боковые поверхности деталей надежно соединяются друг с другом. Торцевой шов зачастую используется при сварке тонких металлов.

Нахлесточный шов менее требовательный к качеству работы, чем предыдущие. Но при этом он не обладает такими хорошими прочностными характеристиками и хуже переносит нагрузки. Чтобы сделать нахлесточный шов расположите детали параллельно, но с небольшим смещением в сторону и частичным перекрыванием друг друга.

Тавровое сварное соединение — одно из самых жестких и долговечных, но плохо переносящих нагрузки на изгиб. Чтобы сделать тавровый шов расположите одну деталь горизонтально, а вторую вертикально и сварите с первой торцом к поверхности.

Угловой шов используется не так часто, как другие типы соединений. Такой шов относительно надежный и долговечный. Одна деталь относительно другой может быть повернуть торцом и располагаться под разным углом, в зависимости от чертежа.

Любые сварные соединения, вне зависимости от их типа, могут быть односторонними (или как их еще называют «SS»; эта аббревиатура используется в чертежах по всему миру) или двусторонними (аббревиатура «BS»). Односторонние швы получаются при сварке с одной стороны детали, а двусторонние — при сварке с обеих сторон.
Если вам нужно сварить детали методом плавления, то необходимо разделать кромки. Существует множество форм раздела кромок, они характеризуются разными показателями угла, величины зазора и так далее. Выбор формы разделки зависит от толщины металла и метода сварки. Мы привели некоторые примеры раздела кромок на изображении. Вы можете использовать любой, как на картинке ниже.

Изображение сварных швов на чертеже
Теперь перейдем к условным изображениям и знакам, которые характеризуют швы на чертежах. Сварные соединения могут быть видимыми и невидимыми. Если шов невидимый, то он показывается штриховой линией. Если видимый — сплошной линией. Невидимым называют шов, который расположен с обратной стороны детали, а видимым — шов на лицевой поверхности. Если шов односторонний и сварка производится швом наверх, то такое соединение тоже называется лицевым. Если шов двусторонний, то лицевым считается то соединение, которое было сделано первым. Если кромки симметричны, то любая из сторон может быть названа лицевой.

Односторонняя стрелка показывает, где линия шва. На самой стрелке может быть специальная «полка», где указывается вспомогательный знак или буква обозначения шва. Где располагать обозначения — под «полкой» или над ней? Это так же зависит от типа шва. Если шов невидим, то под полкой, и соответственно над ней, если видим.
Вспомогательные знаки

Помимо стрелок и букв могут использоваться вспомогательные знаки для обозначения сварных швов. Ниже вы можете видеть стандартную структуру условного обозначения, его «скелет», на котором затем должны появиться «мышцы» в виде букв или иных знаков.

К вспомогательным знакам относятся буквенно-числовые комбинации, которые содержат в себе информацию о типе шва и виде соединения. Звучит довольно запутанно, но вот небольшой пример: у нас есть обозначение С1 и оно обозначает «стыковой шов односторонний». С — буква, обозначающая тип шва, а 1 — цифра, указывающая на строну сварки. Двусторонняя сварка обозначается цифрой 2.
Ниже вы можете видеть условные обозначения швов и соединений для некоторых способов сварки.

Также свое условное обозначение есть и у способов сварки. Они тоже маркируются буквой, это указывается в нормативных документах. Опираясь на нормативы как раз и выполняется указанный на сборочном чертеже процесс сварки.
Ниже вы можете видеть основные способы сварки и их обозначение:
- Автоматическая сварка под флюсом, без использования флюсовых подушек и подкладок во время работы (обозначается буквой «А»).
- Автоматическая сварка под флюсом с применением флюсовой подушки («Аф»).
- Сварка в среде защитного газа с использованием вольфрамовых стержней и без проволоки («ИН»).
- Сварка в среде защитного газа с использованием вольфрамовых стержней и с использованием проволоки (ИНп).
- Сварка в среде защитного газа с использованием плавящихся стержней («ИП»).
- Сварка плавящимися стержнями в среде углекислого газа («УП»).
Примеры условных обозначений
Чтобы вам было понятнее, и вы смогли быстрее разобраться во всех обозначениях, мы приведем несколько простых и наглядных примеров. Итак, начнем.
Пример №1

На картинке выше вы видите стыковой шов, у которого одна кромка имеет криволинейный скос. Само соединение двустороннее, сделано методом ручной дуговой сварки. С обеих сторон нет усиления. С лицевой стороны шероховатость шва равна Rz 20 мкм, а с оборотной —Rz 80 мкм.
Пример №2

Здесь вы можете видеть, что шов угловой и двусторонний, у него нет ни скосов, ни кромок. Это соединение выполнено автоматической сваркой и с использованием флюса.
Пример №3

Тут у нас снова стыковой шов, но уже без скосов или кромок. Соединение одностороннее, с подкладкой. Выполнен шов с использованием нагретого газа и сварочной проволоки.
Пример №4


В четвертом примере шов тавровый, не имеет скосы или кромки. Он прерывистый и выполнен двусторонним методом. Шов как бы в шахматном порядке. Работа выполнена с помощь РДС в среде газа и с использованием неплавящегося металлического стержня. Катет шва равен 6 миллиметров, а длина шва составляет 50 миллиметров, с шагом в 100 миллиметров (обозначается буквой «Z»). t ш — это протяженность шва, а t пр — протяженность шага прерывистого соединения.
Пример №5

В нашем последнем примере шов выполнен нахлестом, не имеет скосов и кромок. Он также односторонний и выполняется ручной дуговой сваркой в среде защитного газа и с применением плавящегося стержня. Сварное соединение выполнено по незамкнутой линии. Катет шва равен 5 миллиметрам.
Вместо заключения
Вот и все, что мы хотели рассказать вам про условные обозначения сварочных швов. Надеемся, что теперь вы знаете, как читать обозначения на чертежах. Сначала новичкам трудно запомнить все знаки и буквы, используемые как условные обозначения швов для сварки. Поэтому не бойтесь использовать в работе тетрадь с выписанными тезисами из этой статьи.
С опытом вы научитесь расшифровывать все знаки и сможете довольно быстро прочесть даже самые замысловатые чертежи. А на крупном производстве папка с чертежами может быть весьма объемной, поэтому важно уметь быстро и качественно читать все документы на металлоконструкцию. Опытные мастера могут поделиться своим опытом чтения чертежей в комментариях, чтобы начинающим сварщикам было проще понять все нюансы и особенности. Желаем удачи в работе!
[Всего голосов: 8 Средний: 3/5]контактная сварка обозначение на чертеже – Сертификация и обучение на Svarka.guru
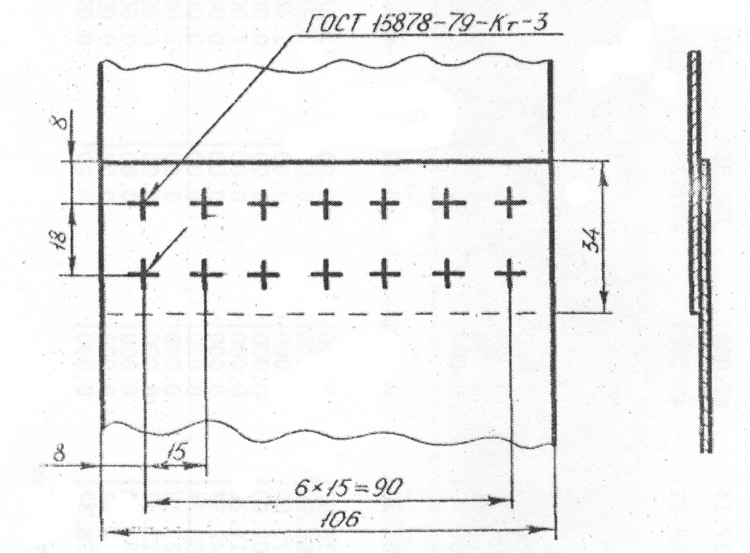
Контактная сварка металлов, перечень сварных соединений, а также конструктивные элементы и обозначение размеров на чертежах — вот что прописано в ГОСТ 15878-79. Данная стандартизация не распространяется только на сварку, выполненную контактным методом без расплавления металлов.
Конструктивные элементы
Обозначение сварного контактного соединения на чертежах.Государственная стандартизация подробно описывает аналогичные элементы с указанием допустимых размеров и обозначений:
- кромки — это края детали, которые соединяются во время сварки;
- зазоры — расстояние между кромками, обозначаются литерой b;
- притупление — нескошенный торец кромки, c;
- угол скоса — это острый угол между кромкой и торцом, β;
- аналогичный параметр между скошенными кромками — угол разделки, a;
- ширина шовного соединения на чертеже обозначается буквой e;
- катет шва — литера k;
- толщина — обозначается t у стыкового и α углового шва.
Все конструктивные элементы сварочных соединений в справочниках именуются как геометрические параметры, полный перечень размеров и их обозначений приводится в ГОСТ 15878-79 КТ-5.
Нахлестка
Такой вид соединения часто применяют при точечной контактного вида сварке, если применять другую технологию, то получим большой расход материала и рабочего времени, а шов придётся проваривать с каждой стороны. Разделка кромок не производится, но они аккуратно обрезаются, чтобы исключить появление заусенцев при механическом разделении или наплывов при использовании газового резака. Торцы и прилегающая поверхность на расстоянии 20 мм от края зачищаются до блеска и обезжириваются.
Виды сварки
ГОСТ 15878 от 1979 года был выпущен взамен аналогичного документа, датированного 1970 годом выпуска — в нём были описаны основные виды контактных методик сварки, а также другие методы, некоторые из которых мы рассмотрим подробнее.
Точечная
Этот сварки методом небольшого по размерам контакта применяется во многих сферах человеческой деятельности: от строительства и до производства самолётов и ракет. Например, при создании прочной обшивки современных лайнеров из алюминия и его сплавов на корпусе расположены миллионы точечных сварных объектов, которые и образуют прочное соединение.
Принцип действия аппаратов точечной сварки предельно прост — металл в месте соединения мгновенно разогревается до температуры плавления с одновременным сильным сжатием с обеих сторон в результате получается прочный и эстетичный шов, выдерживающий любые нагрузки и колебания. Данный метод позволяет сократить до минимума время соединения металлов в одно целое. Применяется такая методика для прочного соединения листового материала и металлических стержней сваркой встык.
Рельефная

Контактная сварка ГОСТ 15878-79 — это разновидность точечной методики, когда необходимо соединить конструкции со сложным рельефом кромок. На практике применяется много разновидностей этого вида сварки, а наиболее распространённой считается соединение листов внахлёст, которое осуществляется с помощью рельефов разной конфигурации. Например, сферические поверхности со сложными выпуклостями, которые в результате соединения образуют круглую форму.Во время применения рельефной методики происходит пластическая деформация свариваемого материала, что характерно для условий, способствующих формировке надёжного соединения, после окончательного затвердевания.
Шовная
Применяется для создания прямых и непрерывных швов — машина создаёт серию точек, на которые впоследствии накладываются аналогичные точки. В результате такой интенсивной атаки и создается прочное соединение, которое полностью соответствует требованиям ГОСТ. Применяются три вида методик:
- Непрерывный вариант. Создаётся ровный шов при постоянном механическом воздействии роликов на соединяемые поверхности и непрерывной подаче электрического потенциала. Такие аппараты работают весьма эффективно, но склонны к перегреву, а ролики из-за высоких нагрузок быстро выходят из строя — стираются контактные поверхности. Требуется предварительная обработка соединяемых деталей.
- При шаговом методе роликовый механизм постоянно контактирует с поверхностью сварки и давит на деталь, которая перемещается прерывисто, что позволяет избежать негативного воздействия перегрева и последующей деформации.
- Прерывистая линия характерна использованием пульсирующих импульсов. Заготовка находится в постоянном движении между двумя прижимными роликами, а точки постоянно перекрывают друг друга образуя герметичный шов..
Третий вариант используется чаще и пользуется большей популярностью, чем два предыдущих.
Конденсаторная
ГОСТ на конденсаторную сварку легко можно найти в перечне соответствующих документов, а аналогичная технология была разработана ещё в начале прошлого века и за время использования не претерпела существенных изменений, зарекомендовав себя надёжным и простым способом соединения металлов. Сварочный агрегат имеет простую конструкцию, на электросеть оказывается небольшая нагрузка, а производительность при этом довольно высокая.
Суть процесса схожа с контактной сваркой, только здесь подача тока происходит импульсно и мощно, для чего используются мощные конденсаторы, отличающиеся большой ёмкостью.
Схематическое изображение конденсаторной сварки.Обозначение на чертежах
Сварщик должен читать чертёж, как говорится с листа — от этого зависит правильное выполнение сварочных работ. Все виды сварки указываются на чертежах согласно требованиям ГОСТ, где прописаны виды обозначений, например:
- сплошная линия — это видимый шов;
- пунктир — это невидимая часть шва;
- контуры с указанием числа — это многослойные конструкции.
Выносные стрелки указывают точное место проведения сварочных работ, а тип сварки указывается буквенными символами, например, контактная сварка ГОСТ 15878-79 на чертежах обозначается так — Кт или КТ. Кроме этого, применяются обозначения, указанные в таблице:
| Сварной угол | Литера | Дополнительные сведения |
| Стыковой | С | тип шва плюс тип сварки |
| Угловой | У | шов + катет угла + точка шва + тип сварки |
| Тавровый | Е | шов + катет угла + тип сварки |
| Внахлёст | Н | диаметр сварной точки, ширина сварки роликового пита |
И. Р. Николаевкий, образование: колледж, специальность: мастер-сварщик, опыт работы с 2001 года: «Молодые исполнители обязаны разбираться в обозначениях, приведённых в ГОСТ, чтобы правильно выполнять порученные виды сварки и не допускать ошибок, негативно влияющих на качество и надёжность сварного соединения».
Выводы
Каждый сварщик в своей деятельности опирается на техническую подготовку, практический опыт и знание методик, регламентируемых ГОСТами.