Водогазопроводные трубы (ВГП) — таблица размеров, диаметра в соответствии ГОСТ
К группе водогазопроводных относятся стальные сварные трубы, используемые для организации газо-, водопроводов, отопительных систем, изготовления металлоконструкций. Способ сварки зависит от технологий, применяемых на заводе-изготовителе. Печная сварка – более дорогой процесс, но он позволяет получать изделия с точной геометрией, полностью удаленным гратом, хорошей гибкостью. Наиболее часто используют сварку токами высокой частоты.
Диаметры стальных водогазопроводных труб, согласно ГОСТу 3262-75
Эта группа трубных изделий классифицируется по Dу – условному проходу. Наружный диаметр водогазопроводных труб, имеющих одну величину условного прохода, остается неизменным, а толщина стенки меняется. Истинный внутренний диаметр точно равен величине Dу в редких случаях. Его значение округляется в соответствии с таблицей. Приведем пример. Для труб с Dу 10 наружный диаметр равен 17 мм, а истинный внутренний: для легких труб – 13 мм, обычных – 12,6 мм, усиленных – 11,2.
Таблица размеров водогазопроводных труб (ВГП) по ГОСТу 3262-75
| Условный проход, Dу | Наружный диаметр, мм | Легкие | Обычные | Усиленные | |||
| Толщина стенки, мм | Масса, кг | Толщина стенки, мм | Масса, кг | Толщина стенки, мм | Масса, кг | ||
| 6 | 10,2 | 1,8 | 0,37 | 2,0 | 0,4 | 2,5 | 0,47 |
| 8 | 13,5 | 2,0 | 0,57 | 2,2 | 0,61 | 2,8 | 0,74 |
| 10 | 17,0 | 2,0 | 0,74 | 2,2 | 0,8 | 2,8 | 0,98 |
| 15 | 21,3 | 2,5 | 1,16 | 2,8 | 1,28 | 3,2 | 1,43 |
| 20 | 26,8 | 2,5 | 1,5 | 2,8 | 1,66 | 3,2 | 1,86 |
| 25 | 33,5 | 2,8 | 2,12 | 3,2 | 2,39 | 4,0 | 2,91 |
| 32 | 42,3 | 2,8 | 2,73 | 3,2 | 3,09 | 4,0 | 3,78 |
| 40 | 48,0 | 3,0 | 3,33 | 3,5 | 3,84 | 4,0 | 4,34 |
| 50 | 60,0 | 3,0 | 4,22 | 3,5 | 4,88 | 4,5 | 6,16 |
| 65 | 75,5 | 3,2 | 4,0 | 7,05 | 4,5 | 7,88 | |
| 80 | 88,5 | 3,5 | 7,34 | 4,0 | 8,34 | 4,5 | 9,32 |
| 100 | 114,0 | 4,0 | 10,85 | 4,5 | 12,15 | 5,0 | 13,44 |
Трубы поступают в продажу отрезками 4-12 м.
Типы и размеры стальных водогазопроводных труб в соответствии с ГОСТом 3262-75
Сортамент представлен в широком диапазоне, позволяющим выбрать оптимальный вариант для конкретной задачи.
- Легкие (тонкостенные) трубы допустимы к применению в системах транспортировки газа низкого давления. Это связано с отсутствием агрессивных сред, провоцирующих коррозионное разрушение внутренних стенок.
- Трубы со средней толщиной стенок – прекрасный вариант для холодного водоснабжения. Предпочтительно приобретать оцинкованные изделия, обеспечивающие более длительный срок службы и лучшее качество воды.
- Усиленные – предназначены для условий, предусматривающих сильное воздействие агрессивных сред. Это трубы для передачи горячей воды и жидкости в отопительной системе.
Продукция выпускается «черной» (без защитного цинкового слоя) и оцинкованной, с резьбой (накатанной или нарезанной) или без нее. Для оцинкованных труб оптимальным является соединение с помощью резьбовых фитингов, поскольку сварка сопровождается выгоранием цинкового слоя, что вредит здоровью человека и ослабляет трубы. «Черные» трубы чаще всего сваривают, что позволяет получать долговечный, герметичный стык. Но при самостоятельном проведении монтажных работ или прокладке трубопровода в углах, близко к стене предпочитают использовать резьбовые соединения.
Для оцинкованных труб оптимальным является соединение с помощью резьбовых фитингов, поскольку сварка сопровождается выгоранием цинкового слоя, что вредит здоровью человека и ослабляет трубы. «Черные» трубы чаще всего сваривают, что позволяет получать долговечный, герметичный стык. Но при самостоятельном проведении монтажных работ или прокладке трубопровода в углах, близко к стене предпочитают использовать резьбовые соединения.
По требованию потребителя предприятие-изготовитель водогазопроводных труб может предоставить следующие услуги:
- на трубах диаметром не менее 5 мм, предназначенных для сварки, снять фаски под углом 35-40° к торцу;
- на обычных и усиленных трубах с Dу не менее 10 с двух сторон нарезать резьбу;
- укомплектовать муфтами (по одной на трубу).
Оцинкованные трубы для отопления — Система отопления
Любой здравый человек хочет узнать: что сделать, чтобы усовершенствовать систему обогрева коттеджа. Ни для кого не секрет, что источники тепла всегда увеличиваются в цене. В любом месте Российской Федерации необходимо зимой обогревать дом. Тяжело представить жизнь человека в Российской Федерации без обогревающего комплекса дома. На этом www сайте собрано много систем отопления коттеджа, использующих исключительно различные приемы извлечения тепла. Указанные схемы обогрева можно монтировать самостоятельно или комбинационно.
В любом месте Российской Федерации необходимо зимой обогревать дом. Тяжело представить жизнь человека в Российской Федерации без обогревающего комплекса дома. На этом www сайте собрано много систем отопления коттеджа, использующих исключительно различные приемы извлечения тепла. Указанные схемы обогрева можно монтировать самостоятельно или комбинационно.
Труба оцинкованная ВГП ГОСТ 3262-75
Цинкование — это один из самых современных видов антикоррозионного покрытия, увеличивающий срок службы металла оцинкованных труб .
Труба стальная оцинкованная широко используеться для прокладки внутренних комуникаций водо — газопроводов в строющихся и находящихся на ремонте зданий, опор наружного освещения.
Труба оцинкованная незаменимый элемент для современных водопроводов питьевого и горячего водоснабжения, систем отопления, а также для деталей водопроводных и газопроводных конструкций.
Трубы стальные оцинкованные делятся по сортаменту:
Труба оцинкованная водогазопроводная
Труба оцинкованная профильная
Оцинкованные трубы для отопления
Труба оцинкованная бесшовная
Наружный диаметр: 17 – 159 мм (17,0; 21,3; 26,8; 33,5; 42,3; 48,0; 60,0; 75,5; 88,5; 101,3; 114)
Условный проход: 10, 15, 20, 25, 32, 40, 50, 65, 80, 90, 100, 150 мм
Толщина стенки: легкие: 2 – 4 мм; обычные: 2,2 – 4,5; усиленные: 4,5 – 5 мм.
Предельные отклонения:
по диаметру:
- D 17-48 мм: 0,4 мм 0,5 мм
- D 60-159 мм: 0,8% 1,0%
по стенке: 15 %:
Марки стали — 08кп, 08пс, 10, 15, 15кп, 15пс, 20, 20кп, 20пс, Ст1сп, Ст1пс, Ст2сп, Ст2пс, Ст3кп, Ст3пс, Ст3сп
__________________________________________________________________________________________________________________________________________________________________________________________________
Источник: http://www.cskz.ru/catalog/item76
Стенки водогазопроводных труб могут быть легкими, обыкновенными и усиленными. Их величина определяется в соответствии с ГОСТ 3262-75.
Источник: http://www.metallsk.ru/truba_otcink.html
Трубы для отопления стальные являются чуть ли не классическим материалом для устройства отопительных коммуникаций еще с советских времен. Они могут выдержать огромные нагрузки при воздействии различных внешних факторов, а также большое давление. Через них можно пропускать теплоноситель, нагретый до 100 градусов.
Но, к сожалению, на этом их положительные качества заканчиваются. Трубы для систем отопления стальные имеют и свои недостатки:
- Монтировать такие коммуникации очень сложно, как при устройстве водоснабжения, так и отопления.
- Они не имеют нужной гибкости, чтобы легко придать им нужную геометрическую форму, когда коммуникации прокладывают в нестандартных помещениях.
- Системы из стали необходимо дополнительно теплоизолировать, т.к. этот материал имеет большой коэффициент теплопроводности.
- Срок службы стального отопления составляет всего 15 лет.
Оцинковка
Чтобы оградить этот вид трубопровода от коррозии химического характера, особенно под действием воды, производится антикоррозийная обработка стальных труб отопления, а именно – оцинковка. Оцинкованные отопительные элементы становятся более надежными, их срок службы увеличивается еще на несколько лет, но с ними нельзя использовать антифриз, если возникнет такая необходимость.
Трубы для отопления стальные оцинковывают двумя способами: горячим оцинкованием и диффузионным. При горячем оцинковании они помещаются в жидкий цинк при температуре 450 градусов. А при диффузионном способе их покрывают атомами цинка при той же температуре. Атомы проникают в межкристаллическую решетку стали, и формируется очень крепкая связь.
В отличие от других, трубы из стали в процессе оцинковки получают еще и электрохимическую защиту, поскольку данный процесс производится в специальных порошковых контейнерах.
Монтаж стальных труб отопления
Стальные трубы для отопления (ГОСТ) монтируются двумя способами: скруткой с нарезкой резьбы или сваркой. Из-за сложности данных процессов, монтажом, как правило занимаются профессионалы, имеющие необходимое оборудование.
с резьбой установка полотенцесушителя
Сначала в помещении проводят стояки, а затем укладывают остальной трубопровод. Если производится замена старой системы на новую, как это часто бывает в квартирах, то в этом случае осуществляется только сварка. Оцинкованные трубы сваривают при помощи самозащитной пленки диаметром 0,8-1,2 мм. Иногда используют 3мм электроды с фтористо-кальцевым или рутиловым покрытием.
Оцинкованные трубы сваривают при помощи самозащитной пленки диаметром 0,8-1,2 мм. Иногда используют 3мм электроды с фтористо-кальцевым или рутиловым покрытием.
Если элементы неоцинкованы, то их сваривают внахлест, но только если диаметр стальных труб для отопления не больше 25 мм. Иногда их соединяют в стык, но делается это только на предприятиях.
Сварка стальных труб отопления производится с особыми требованиями к сварочному шву, поверхность которого должна провариваться идеально ровно без наплывов, трещин, подрезов или пор. Отверстия для патрубков делают путем фрезеровки, сверления или вырубки на прессе.
сварка системы отопления аккуратный сварочный шов
Зачастую сложность сварке придает расположение находящихся по давлением труб вплотную у стены комнаты. Сваривать обычно начинают с центра, с нижнего участка трубы. Чтобы потолочный шов был выполнен качественно, электрод располагают перпендикулярно к месту сварки. Для вертикальных швов расположение электрода меняют – он должен находиться вверху под углом.
Вертикальные швы иногда делают методом точечной сварки. После того, как швы будут тщательно проварены, шов очищают от различного шлака, и продолжают сварку в центре уже другой стороны трубы в ее нижней части.
Стоит заметить, что при температуре 900 градусов цинк сгорает и испаряется, поэтому оцинкованные трубы подвергать сварке нежелательно. Оцинкованные стальные электросварные трубы для отопления будут очень уязвимы для коррозии на швах. Трубы из нержавеющей стали монтируют также при помощи скрутки с нарезкой резьбы. Этот способ по мнению профессионалов является не менее надежным, чем сварка. Но важно доверить данную работу именно специалисту.
На резьбе элементы стального трубопровода соединяются при помощи угольников, муфт, сгонов и других соединительных деталей. Большую популярность такому трубопроводу добавляет тот факт, что устроить отопление со стальными трубами можно и при небольшом бюджете. Поэтому прежде, чем планировать установку такой системы, стоит заранее задуматься о ее защите от коррозии. Например, стоит отказаться от покупки неоцинкованных труб из стали, так как они прослужат меньше, чем те же элементы, но с защитным покрытием.
Например, стоит отказаться от покупки неоцинкованных труб из стали, так как они прослужат меньше, чем те же элементы, но с защитным покрытием.
Не стоит также забывать, что на срок службы любого трубопровода, будь то отопление, водопровод или канализация, влияет правильно произведенный монтаж, учитывающий все правила и особенности материалов. Поэтому для устройства надежной системы отопления стоит обратить к профессионалам.
ряд правил работы со стальными трубами
Источник: http://trubinfo.ru/otoplenie/stalnye-otopitelnye-truby.htm
Оглавление: [скрыть ]
Оцинкованная труба представляет собой стальную трубу с нанесенным на ее поверхность слоем цинка, вследствие чего существенно повышается ее антикоррозионность и долговечность.
Оцинковка стальных труб увеличивает их срок службы от 5 до 8 лет.
Сфера применения этих стальных оцинкованных изделий весьма обширна: в строительстве, при транспортировке горячей и холодной воды по системе водопровода, их используют также отопительные и газовые системы в жилых домах. Однако водоснабжение и отопление — это их основная задача.
Однако водоснабжение и отопление — это их основная задача.
Оцинкованная труба представляет собой стальную трубу с нанесенным на ее поверхность слоем цинка.
Все металлические оцинкованные трубы для водоснабжения или отопления изготавливаются из высококачественной стали. При выпуске проката длина металлических труб составляет от 4 до 12 метров. В соответствии с ГОСТами министерства металлургии России они имеют химический состав и качества, определяемые ГОСТом 3262. Их отличают максимальный срок службы, надежность и вполне приемлемая цена.
Методы оцинковки и соединения труб
Имеется два различных метода оцинковки стальных труб для водоснабжения или отопления: горячий и диффузионный. При горячей оцинковке стальная заготовка непосредственно погружается в расплавленный цинк при температуре около 450 градусов. В свою очередь, при диффузионном оцинковании она покрывается частицами цинка при температуре 400 градусов. Тем самым, атомы цинка, проникая в межкристаллическую решетку стали, формируют очень сильные связи, увеличивая срок службы обработанного изделия.
Имеется два различных метода оцинковки стальных труб для водоснабжения или отопления: горячий и диффузионный.
Подобная диффузионная оцинковка стальных труб для водопровода или отопления осуществляется в специальных порошковых контейнерах. В результате этого процесса они получают свою электрохимическую защиту. Оцинковка металлических труб для водопровода позволяет предохранить их от частичной коррозии стали и сохранить первоначальный приятный внешний вид. Их зачищенная поверхность может быть как блестящей глянцевой, так и матовой.
Соединяют стальные водопроводные, равно как и отопительные, трубы либо на резьбе, либо сваркой. Резьбовое соединение при монтаже водопровода уплотняют фторопластовой лентой или другими материалами. При этом уплотнительные прокладки обычно не применяют, так как торцы соединяемых деталей, отрезанные труборезом или ножовкой, получаются неровные. При соединении оцинкованных труб для водопровода или отопления вся соединительная арматура (муфты, уголки и т. п.) тоже должна быть оцинкованной. В этом случае срок службы таких водопроводных изделий составит от 15 до 25 лет.
п.) тоже должна быть оцинкованной. В этом случае срок службы таких водопроводных изделий составит от 15 до 25 лет.
Сварку оцинкованных водопроводных труб из стали производят при помощи самозащитной проволоки, диаметром 0,8-1,2 мм. Иногда используют электроды диаметром до 3 мм со фтористо-кальциевым или рутиловым покрытием. Следует иметь в виду, что при сварке обычными электродами происходит испарение защитного цинкового слоя, что приводит к коррозии незащищенных мест и представляет опасность для здоровья сварщика, так как при такой сварке выделяется много вредных веществ.
Классификация оцинкованных труб
Сварку оцинкованных водопроводных труб из стали производят при помощи самозащитной проволоки, диаметром 0,8-1,2 мм.
Источник: http://experttrub.ru/stalnye/ocinkovannye-dlya-vodoprovoda.html
Смотрите также:
27 января 2022 годаОсобенности сварки оцинкованных труб своими руками: ГОСТ на электроды
Не секрет, что оцинкованные стальные изделия используются в различных отраслях промышленности и строительстве довольно часто. И это неудивительно. Ведь материал имеет отличную коррозионную стойкость и стоит недорого. При этом такие трубы имеют более привлекательный внешний вид, в сравнении со стальными. Все это можно увидеть на фото и видео в Сети.
И это неудивительно. Ведь материал имеет отличную коррозионную стойкость и стоит недорого. При этом такие трубы имеют более привлекательный внешний вид, в сравнении со стальными. Все это можно увидеть на фото и видео в Сети.
Пример оцинкованных труб
Получение оцинкованного материала
Чтобы нанести на сталь цинк, есть несколько вариантов по ГОСТу. Самый часто используемый способ – напыление. Также часто применяется цинкование и гальванический способ. Цинкование применяется при массовом изготовлении стальных изделий.
Поэтому толщина слоя цинка может быть разной, но находится в пределах от 2 до 150 микрон.
Как соединить оцинкованные трубы
Чтобы соединить трубы, использовать резьбу нецелесообразно, поскольку это нарушает свойства металла (коррозионную стойкость). Поэтому чаще всего используется традиционная сварка. Однако опасность повреждения цинкового покрытия также сохраняется. Поэтому не исключены коррозионные процессы. Если участки поверхности труб окажутся малыми, они все равно будут защищены катодным путем. Если же эти зоны большие, тогда коррозийная защита не может быть обеспечена на все 100 %.
Если же эти зоны большие, тогда коррозийная защита не может быть обеспечена на все 100 %.
Приваривание фланца к трубе
Особенности
Чтобы соединить оцинкованные трубы своими руками, применяется специальная технология, которая дает возможность избежать нарушения цинкового покрытия. Происходит все таким образом. Флюс наносится на место соединения. Он не выгорает, поскольку находится в расплавленной стадии. Благодаря этому создается высокий уровень коррозионной стойкости.
Такой метод применим и для сварки труб водопровода. Дело в том, что внутри трубы остается флюс, который затем растворяется в воде. При этом он не создает опасности для человека, поскольку безвреден.
И, конечно же, нельзя забывать о безопасности процесса. Поэтому сварка выполняется только в хорошо проветриваемых помещениях. Иначе это чревато ухудшением здоровья. Это особенно важно знать, если планируется выполнять процедуру своими руками. На видео в Сети об этом нюансе не всегда могут сообщить, поэтому его нужно запомнить.
Правила выполнения сварочных работ
Для удачного результата следует соблюсти простые правила, которые можно найти в ГОСТах:
- Кромки не нужно подготавливать (даже если толщина стенок составляет более 4 мм): они должны быть без скосов. При этом необходимо выполнить зачистку до блеска, удалить жир.
- В процессе нужно обеспечить температуру, при которой цинк не перегревается, а иначе о коррозионной стойкости можно забыть. Поэтому нужно наносить слой флюса, которого будет вдвое большое от необходимого количества по расходу.
- Газовое пламя должно поставлять небольшой избыток кислорода.
- Детали предварительно подогреваются.
- Горелка выбирается на номер или два номера меньше, если сравнивать с аналогичной ситуацией при работе со стальными изделиями.
- Прут устанавливается в место стыка, а затем огнем горелки расплавляют его (направление должно быть не на основной металл, а именно на прут).
- Чтобы предотвратить появление пор, следует уменьшить скорость сварки и увеличить ток.

- После процесса флюс следует удалить.
Выбор электрода
Рутиловый электрод
Стандартные оцинкованные трубы для воды можно сваривать обычными электродами. Если выбирается ручной дуговой способ сварки, то выбор электрода – важная составляющая качественности процесса. Если нужно сваривать низколегированные стали, подойдут электроды с основным покрытием, для углеродистых сталей лучше с рутиловым.
В сварке оцинкованных труб есть свои особенности. И если их учесть, тогда процесс пройдет стабильно, а на выходе мы получим качественный шов, который будет служить не один год. Он будет обладать высокой коррозионной стойкостью, герметичностью. А стоимость и время монтажа будут на минимальном уровне.
| Товарная группа | Марка стали, ГОСТ, ТУ | Обозначение | Размер/тип/упаковка, мм |
Раскрой, L(м) / S (м * м) |
Трубы ВГП п/ш, оцинк. (ГОСТ 3262-75) (ГОСТ 3262-75)
|
Ст 3пс/ Ст 3сп/ Ст2пс/ Ст2сп | Dу | 15.0 * 2.5; 2.8; 3.2 | 6.0 ÷ 12.0 |
| 20.0 * 2.5; 2.8 | ||||
| 25.0 * 2.8; 3.2; 4.0 | ||||
| 32.0 * 2.8; 3.2 | ||||
| 40.0 * 2.8; 3.0; 3.5 | ||||
| Трубы ВГП п/ш, оцинк. (ГОСТ 3262-75) | Ст 3пс/ Ст 3сп/ Ст2пс/ Ст2сп | Dу | 50.0 * 3.0; 3.5 | 6.0 ÷ 12.0 |
| 65.0 * 3.2; 4.0; 4.5 | ||||
80. 0 * 3.5; 4.0; 4.5 0 * 3.5; 4.0; 4.5
|
||||
| 100.0 * 4.0; 4.5; 5.0 | ||||
| Трубы э/св п/ш оцинк. (ГОСТ 10704-91 ГОСТ 10705-80) | Ст 3 | Dn | 36.0*2.5 | 6.0 ÷ 12.0 |
| 42.0*3.0 | ||||
| 48.0*3.0; 3.5 | ||||
| 57.0*2.5; 3.0; 3.5; 4.0 | ||||
| 76.03.0; 3.5; 4.0 | ||||
| 89.0*3.0; 3.5; 4.0; 5.0 | ||||
| 102.0*3.0; 3.5; 4.0 | ||||
| 108.0*3.5; 4.0; 4.5; 5.0 | ||||
| 114.0*3.5; 4.0; 4.5; 5.0 | ||||
133. 0*4.0; 4.5; 5.0 0*4.0; 4.5; 5.0
|
||||
| 159.04.0; 4.5; 5.0; 6.0 | ||||
| 219.0*4.0; 4.5; 5.0; 6.0; 7.0; 8.0 | ||||
| 273.0*6.0; 7.0; 8.0 | ||||
| 325.0*6.0; 7.0; 8.0 | ||||
| 377.0*6.0; 7.0; 8.0; 9.0 | ||||
| 426.0*6.0; 7.0; 8.0; 9.0; 10.0 | ||||
| 530.0*7.0; 8.0; 9.0; 10.0; 12.0 | ||||
| 630.0*8.0; 10.0 | ||||
| 720.0*8.0; 10.0; 11.0 | ||||
| 820.0*10.0 | ||||
| Труба э/св оцинкованная профильная квадратная (ГОСТ 8639-82) | Ст 3/Ст 10/ Ст 20/Ст10пс/ Ст 3пс5/ Ст 2пс/ Ст 09Г2С | а*b |
10. 0* 10.0* 0.7; 1.0; 1.2 0* 10.0* 0.7; 1.0; 1.2
|
6.0 ÷ 12.0 |
| 15.0* 15.0* 0.7; 1.0; 1.2 | ||||
| 20.0* 10.0* 0.7; 1.2; 1.5 | ||||
| 20.0* 20.0* 0.7; 1.2; 1.5; 1.8; 2.0 | ||||
| 25.0* 10.0* 0.7; 1.5 | ||||
| 25.0* 25.0* 0.7; 1.2; 1.5; 1.8; 2.0 | ||||
| 28.0* 25.0* 1.2; 1.5; 2.0 | ||||
| 30.0* 30.0* 0.7; 1.2; 1.5; 1.8; 2.0; 3.0 | ||||
| 30.0* 15.0* 0.7; 1.5; 1.8 | ||||
| 30.0* 20.0* 0.7; 1.5; 2.0 | ||||
| 40.0* 20.0* 0.7; 1.2; 1.5; 1.8; 2.0; 2.5 | ||||
| Труба э/св оцинкованная профильная квадратная (ГОСТ 8639-82) | Ст 3/Ст 10/ Ст 20/Ст10пс/ Ст 3пс5/ Ст 2пс/ Ст 09Г2С | а*b |
40. 0* 25.0* 0.7; 1.2; 1.5; 1.8; 2.0; 2.5 0* 25.0* 0.7; 1.2; 1.5; 1.8; 2.0; 2.5
|
6.0 ÷ 12.0 |
| 40.0* 28.0* 1.5; 2.5 | ||||
| 40.0* 40.0* 1.5; 1.8; 2.0; 2.5; 3.0; 4.0 | ||||
| 50.0* 25.0* 1.5; 1.8; 2.0 | ||||
| 50.0* 30.0* 2.0; 2.5 | ||||
| 50.0* 40.0* 2.0; 2.5; 3.0; 3.5 | ||||
| 50.0* 50.0* 1.5; 1.8; 2.0; 2.5; 3.0; 4.0 | ||||
| 60.0* 30.0* 1.5; 1.8; 2.0; 2.5; 3.0; 3.5 | ||||
| 60.0* 40.0* 1.8; 2.0; 2.5; 3.0; 3.5; 4.0 | ||||
| 60.0* 60.0* 1.5; 1.8; 2.0; 2.5; 3.0; 4.0 | ||||
| 70.0* 30.0* 2.0; 3.0; 3.5; 4.0; 5.0; 6.0 | ||||
70.0* 40.0* 3.0; 3.5; 4.0; 5. 0; 6.0 0; 6.0
|
||||
| 70.0* 70.0* 3.0; 4.0; 5.0 | ||||
| 80.0* 40.0* 1.8; 2.0; 2.5; 3.0; 4.0 | ||||
| 80.0* 60.0* 2.0; 3.0; 4.0; 5.0 | ||||
| 80.0* 80.0* 2.0; 3.0; 4.0; 5.0; 6.0 | ||||
| 100.0* 40.0* 3.0; 4.0 | ||||
| 100.0* 50.0* 3.0; 4.0; 5.0 | ||||
| 100.0* 60.0* 3.0; 4.0; 5.0 | ||||
| 100.0* 80.0* 4.0; 5.0 | ||||
| 100.0*100.0* 3.0; 4.0; 5.0; 6.0 | ||||
| Труба э/св оцинкованная профильная квадратная (ГОСТ 8639-82) | Ст 3/Ст 10/ Ст 20/Ст10пс/ Ст 3пс5/ Ст 2пс/ Ст 09Г2С | а*b |
120. 0* 60.0* 3.0; 4.0; 5.0 0* 60.0* 3.0; 4.0; 5.0
|
6.0 ÷ 12.0 |
| 120.0* 80.0* 3.0; 4.0; 5.0; 6.0 | ||||
| 120.0*120.0* 3.0; 4.0; 5.0; 6.0; 8.0 | ||||
| 140.0* 60.0* 4.0; 5.0 | ||||
| 140.0*100.0* 4.0; 5.0; 6.0 | ||||
| 140.0*140.0* 4.0; 5.0; 6.0; 7.0; 8.0 | ||||
| 150.0*100.0* 4.0; 5.0; 6.0; 7.0; 8.0 | ||||
| 150.0* 150.0* 4.0; 5.0; 6.0; 7.0; 8.0 | ||||
| 160.0*120.0* 4.0; 5.0; 6.0 | ||||
| 160.0* 80.0* 5.0 | ||||
| 160.0*140.0* 8.0 | ||||
| 160.0*160.0* 4.0; 5.0; 6.0; 8.0 | ||||
180.0*100.0* 5. 0; 6.0; 8.0 0; 6.0; 8.0
|
||||
| 180.0*125.0* 4.0 | ||||
| 180.0*180.0* 6.0; 8.0; 10.0 | ||||
| 200.0*120.0* 5.0; 6.0 | ||||
| 200.0*160.0* 5.0; 6.0 | ||||
| 200.0*200.0* 6.0; 8.0; 10.0; 12.0 | ||||
| 230.0*100.0* 8.0 | ||||
| 250.0*250.0* 6.0; 8.0; 10.0; 12.0 | ||||
| 300.0*300.0* 6.0; 8.0; 10.0; 12.0 | ||||
| 160.0* 80.0* 5.0 | ||||
| 160.0*140.0* 8.0 | ||||
| 160.0* 80.0* 5.0 | ||||
| 160.0*140.0* 8.0 | ||||
| Труба э/св оцинкованная профильная квадратная (ГОСТ 8639-82) | Ст 3/Ст 10/ Ст 20/Ст10пс/ Ст 3пс5/ Ст 2пс/ Ст 09Г2С | а*b |
160. 0*160.0* 4.0; 5.0; 6.0; 8.0 0*160.0* 4.0; 5.0; 6.0; 8.0
|
6.0 ¸ 12.0 |
| 180.0*100.0* 5.0; 6.0; 8.0 | ||||
| 180.0*125.0* 4.0 | ||||
| 180.0*180.0* 6.0; 8.0; 10.0 | ||||
| 200.0*120.0* 5.0; 6.0 | ||||
| 200.0*160.0* 5.0; 6.0 | ||||
| 200.0*200.0* 6.0; 8.0; 10.0; 12.0 | ||||
| 230.0*100.0* 8.0 | ||||
| 250.0*250.0* 6.0; 8.0; 10.0; 12.0 | ||||
| 300.0*300.0* 6.0; 8.0; 10.0; 12.0 | ||||
| Труба э/св оцинкованные профильная прямоугольная (ГОСТ 8645-68 | Ст 20/ Ст 3 | a*b |
10. 0* 10.0* 0.7; 1.0; 1.2 0* 10.0* 0.7; 1.0; 1.2
|
6,0 ÷ 12,0 |
| 15.0* 15.0* 0.7; 1.0; 1.2 | ||||
| 20.0* 10.0* 0.7; 1.2; 1.5 | ||||
| 20.0* 20.0* 0.7; 1.2; 1.5; 1.8; 2.0 | ||||
| 25.0* 10.0* 0.7; 1.5 | ||||
| 25.0* 25.0* 0.7; 1.2; 1.5; 1.8; 2.0 | ||||
| 28.0* 25.0* 1.2; 1.5; 2.0 | ||||
| 30.0* 30.0* 0.7; 1.2; 1.5; 1.8; 2.0; 3.0 | ||||
| 30.0* 15.0* 0.7; 1.5 | ||||
| 30.0* 20.0* 0.7; 1.5; 1.8; 2.0 | ||||
| 40.0* 20.0* 0.7; 1.2; 1.5; 1.8; 2.0; 2.5 | ||||
| 40.0* 25.0* 0.7; 1.2; 1.5; 1.8; 2.0; 2.5 | ||||
40. 0* 28.0* 1.5; 2.5 0* 28.0* 1.5; 2.5
|
||||
| Труба э/св оцинкованные профильная прямоугольная(ГОСТ 8645-68 | Ст 20/ Ст 3 | a*b | 40.0* 40.0* 1.5; 1.8; 2.0; 2.5; 3.0; 4.0 | 6,0 ÷ 12,0 |
| 50.0* 25.0* 1.5; 1.8;2.0 | ||||
| 50.0* 30.0* 2.0; 2.5 | ||||
| 50.0* 40.0* 2.0; 2.5; 3.0; 3.5 | ||||
| 50.0* 50.0* 1.5; 1.8; 2.0; 2.5; 3.0; 4.0 | ||||
| 60.0* 30.0* 1.5; 1.8; 2.0; 2.5; 3.0; 3.5 | ||||
| 60.0* 40.0* 1.8; 2.0; 2.5; 3.0; 3.5; 4.0 | ||||
| 60.0* 60.0* 1.5; 1.8; 2.0; 2.5; 3.0; 4.0 | ||||
70. 0* 30.0* 2.0; 3.0; 3.5; 4.0; 5.0; 6.0 0* 30.0* 2.0; 3.0; 3.5; 4.0; 5.0; 6.0
|
||||
| 70.0* 40.0* 3.0; 3.5; 4.0; 5.0; 6.0 | ||||
| 70.0* 70.0* 3.0; 4.0; 5.0 | ||||
| 80.0* 40.0* 1.8; 2.0; 2.5; 3.0; 4.0 | ||||
| 80.0* 60.0* 2.0; 3.0; 4.0; 5.0 | ||||
| 80.0* 80.0* 2.0; 3.0; 4.0; 5.0; 6.0 | ||||
| 100.0* 40.0* 3.0; 4.0 | ||||
| 100.0* 50.0* 3.0; 4.0; 5.0 | ||||
| 100.0* 60.0* 3.0; 4.0; 5.0 | ||||
| 100.0* 80.0* 4.0; 5.0 | ||||
| 100.0*100.0* 3.0; 4.0; 5.0; 6.0 | ||||
| 120.0* 60.0* 3.0; 4.0; 5.0 | ||||
| 120.0* 80.0* 3.0; 4.0; 5.0; 6.0 | ||||
| Труба э/св оцинкованные профильная прямоугольная (ГОСТ 8645-68) | Ст 20/ Ст 3 | a*b |
120. 0*120.0* 3.0; 4.0; 5.0; 6.0; 8.0 0*120.0* 3.0; 4.0; 5.0; 6.0; 8.0
|
6,0 ÷ 12,0 |
| 140.0* 60.0* 4.0; 5.0 | ||||
| 140.0*100.0* 4.0; 5.0; 6.0 | ||||
| 140.0*140.0* 4.0; 5.0; 6.0; 7.0; 8.0 | ||||
| 150.0*100.0* 4.0; 5.0; 6.0; 7.0; 8.0 | ||||
| 150.0* 150.0* 4.0; 5.0; 6.0; 7.0; 8.0 | ||||
| 160.0*120.0* 4.0; 5.0; 6.0 | ||||
| 160.0* 80.0* 5.0 | ||||
| 160.0*140.0* 8.0 | ||||
| 160.0*160.0* 4.0; 5.0; 6.0; 8.0 | ||||
| 180.0*100.0* 5.0; 6.0; 8.0 | ||||
| 180.0*125.0* 4.0 | ||||
| 180.0*180.0* 6.0; 8.0; 10.0 | ||||
200. 0*120.0* 5.0; 6.0 0*120.0* 5.0; 6.0
|
||||
| 200.0*160.0* 5.0; 6.0 | ||||
| 200.0*200.0* 6.0; 8.0; 10.0; 12.0 | ||||
| 230.0*100.0* 8.0 | ||||
| 250.0*250.0* 6.0; 8.0; 10.0; 12.0 | ||||
| 300.0*300.0* 6.0; 8.0; 10.0; 12.0 |
Труба водогазопроводная стальная ГОСТ 3262-75
Типы
Трубы газоводопроводные собственного производства в оцинкованном и неоцинкованном исполнении.
Марки стали
Труба газоводопроводная изготавливается из марок стали по ГОСТ 380-2005 «Сталь углеродистая обыкновенного качества. Марки» и ГОСТ 1050-2013 «Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общая спецификация».
Труба для изготовления деталей газоводопроводов изготавливается только из марок стали по ГОСТ 1050-2013.
Сертификат соответствия
Производство газоводопроводных труб осуществляется на трубоэлектросварочном цехе «40-140» южнокорейской компании «JUNGWOO EMC CO., Ltd». Качество газоводопровода UMC подтверждено сертификатом соответствия ГОСТ 3262-75. По требованию заказчика ООО «УМК» может проводить и другие дополнительные проверки качества.
Интегрированная система менеджмента
В компании разработана и внедрена интегрированная система менеджмента (ИСМ), подтвержденная сертификатом соответствия.Сертификат подтверждает, что трубы стальные водогазопроводные производятся в соответствии с требованиями ГОСТ ISO 9001-2011 (ISO 9001:2008), ГОСТ Р 54934-2012 (OHSAS 18001:2007), ГОСТ (ISO 14001:2004).
Испытание сварных швов
Испытание сварных швов водогазопроводных стальных труб проводится на электромагнитной установке УМД-101М. Принцип действия установки основан на создании постоянного магнитного поля в объекте контроля и преобразовании изменений поля (утечки) в электрический сигнал – сигнал неисправности. Утечка создается геометрическими и электромагнитными колебаниями системы «преобразователь-изделие», т.е. такими дефектами, как несплошность стали (см. рис. 1).
Утечка создается геометрическими и электромагнитными колебаниями системы «преобразователь-изделие», т.е. такими дефектами, как несплошность стали (см. рис. 1).
Дефектоскоп работает в непрерывно-автоматизированном режиме работы и при движении трубы осуществляет неразрушающий контроль несплошности сварного шва, а также регистрирует дефекты и информирует оператора о качестве сварного шва, его расшивке и геометрии. Немедленное получение информации показывает сварщику правильность или неправильность формирования труб и выполнения сварочных работ.
Габаритные размеры
ООО «УМК» производит трубы стальные газоводопроводные следующих типоразмеров:
По требованию заказчика может быть изготовлена легкая труба, предназначенная для накатки резьбы, с массогабаритными размерами согласно следующей таблице:
Размеры не представлены газа и водопровода можно согласовать индивидуально.
Допуски на размеры регулируются пар. 1.3 ГОСТ 3262-75.
Механические свойства
Труба стальная водогазопроводная ГОСТ 3262-75 выпускается без нормирования химического состава и механических свойств.
Механические свойства стали по ГОСТ 1050-2013 для производства водопроводных и газопроводных труб соответствуют характеристикам, представленным в таблице:
Упаковочный материал
Лента стальная упаковочная черная (вощеная и окрашенная) 32*0,8 мм. Интервал упаковки – 0,5 м от торца пакета и далее на расстоянии не менее 1,5 м. Упаковка осуществляется на импортном оборудовании Signode, обеспечивающем идеальное натяжение и сохранность упаковки. Транспортировка изделия возможна без использования валиков.По согласованию с заказчиком труба может быть промаслена.
Длина упаковки: 6; 11,7 и 12м (другие размеры согласовываются индивидуально).
Масса и габариты упаковки:
Наименование
Трубные изделия, полученные методом сварки полос, называются электросварными. Круглую электросварную трубу также часто называют газоводопроводной, так как она широко применяется в системах отопления, газоснабжения и водоснабжения. За немногими исключениями производители труб выпускают прямошовные электросварные трубы.Круглые трубы меньшего диаметра могут изготавливаться тонкостенными или обсадными толстостенными. Цена на электросварную трубу в основном зависит от цены и спроса на горячекатаный штрипс.
Круглую электросварную трубу также часто называют газоводопроводной, так как она широко применяется в системах отопления, газоснабжения и водоснабжения. За немногими исключениями производители труб выпускают прямошовные электросварные трубы.Круглые трубы меньшего диаметра могут изготавливаться тонкостенными или обсадными толстостенными. Цена на электросварную трубу в основном зависит от цены и спроса на горячекатаный штрипс.
Область применения
Трубная продукция применяется в различных областях промышленности: машиностроение; производство мебели и метизов; строительство и др. Однако основное применение – транспортировка жидких и газообразных веществ: воды для питья и отопления, углеводородов и других химических веществ. Трубопроводные системы очень эффективны для транспортировки жидкостей из-за их высокой способности выдерживать давление до 16 МПа.
Сравнение
Трубы электросварные прямошовные по ГОСТ 10705-80 и 10704-91, также известные как водогазопроводные. Однако правильно говорить водогазопроводная труба применительно к трубе ГОСТ 3262-75. Водогазопроводная труба ГОСТ 10704-91 по сравнению с трубой ГОСТ 3262-75 имеет размерность наружного диаметра, а не размерность условного прохода.
Однако правильно говорить водогазопроводная труба применительно к трубе ГОСТ 3262-75. Водогазопроводная труба ГОСТ 10704-91 по сравнению с трубой ГОСТ 3262-75 имеет размерность наружного диаметра, а не размерность условного прохода.
Трубы стальные бесшовные ГОСТ 10704-91
Труба стальная бесшовная ГОСТ 10704-91
Характеристики
Трубы стальные бесшовные ГОСТ 10704-91
1.ASTM/ASME/JIS/KS и т. д.
2. Конкурентоспособная цена
3. Горячекатаный и холоднотянутый
Продукты | Бесшовные стальные трубы/трубы |
Стандарт: | API 5L, ASTM A106, ASTM A53, ASTM A252, API 5CT, ГБ/Т8162-2008, ГБ/Т8163-2008, ГБ3087-2008, ГБ/Т1396-1998, ГБ5310-2008, |
Материал | гр. 10#, 20#, 35#, 45#, ст10, ст20, ст37, ст45 |
Размер | Внешний диаметр: 32-610 мм, толщина: 3-50 мм |
Длина | 5,8 м/6 м-12 м или по индивидуальному заказу |
Заявка | Транспортировка газа (нефть, природный газ) |
Поверхность | Голый, оцинкованный, лакированный, цинковое покрытие, антикоррозийный, 3PE/PP/FBE.и т.д |
Пакет | Стандартный пакет Sea Worthy или по требованию заказчика |
Порт доставки | Тяньцзинь, Шанхай, Циндао или любой другой порт Китая. |
 B,X42-X52,S355 K2,S355JR,S355JOH,ST52,Гр.2, Гр.3, 16мн
B,X42-X52,S355 K2,S355JR,S355JOH,ST52,Гр.2, Гр.3, 16мн
Наименование товара | Стандарт ГОСТ | Спецификация |
Труба сварная | ||
Стальная труба газопровода | ГОСТ 3262-75 | Ø 15-180 мм |
ВПВ труба | ГОСТ 10704-91, 10705-80 | Ø 57-810 мм |
Трубопровод стальная труба | ГОСТ 20295-85 | Ø 140–810 мм |
ГОСТ 20295-85, 10706-76 | Ø 530-1420 мм | |
Оцинкованная стальная труба | ГОСТ 3262-75, ГОСТ 10704-91, 10705-80 | Ø 15–325 мм |
Фасонная стальная труба | ГОСТ 8645-68, 8639-82, | 20х20х1,5-160х120х4,0 |
ТУ 14-105-566-93 | ||
ГОСТ 30245-94 (ст. | 100х100х4,0-200х200х8 | |
Бесшовная стальная труба | ||
Горячекатаная бесшовная стальная труба | ГОСТ 8731-74, 8732-78 (ст.10, 20, 09Г2С) | Ø 32–680 мм |
Холоднотянутая бесшовная стальная труба | ГОСТ 8733-74, 8734-75 (ст.20, 09Г2С) | Ø 10-203 мм |
Лист | ||
Горячекатаный лист | ГОСТ 16523-89, 14637-89 (ст. 3 СП/ПС-5), ГОСТ 17066-94, 19281-89 | 1,5-160 мм |
(ул.09Г2С-12), ГОСТ 1577-81 (Ст. | ||
Холоднокатаный лист | ГОСТ 16523-89 | 0,5-3,0 мм |
Оцинкованный лист | ГОСТ 14918-80 | 0,5-1,0 мм |
Стальная полоса, полоса | ГОСТ 103-76 | 4х16-10х100 |
Профиль | ||
стальной стержень AI, AIII | ГОСТ 5781-82 (35ГС, 25Г2С), | Ø 6,0-40 мм |
(А-500С) | СТО АСЧМ 7-93, ТУ 14-1-5254-94 | |
стальная проволока БП-1 | ГОСТ 6727-80 | Ø 3-5 мм |
катанка | ТУ 14-1-5282-94 | Ø 5,5-8,0 мм |
Круглый стержень | ГОСТ 2590-88, 535-88 | Ø 10-250 мм |
ГОСТ 2590-88, 1050-88 | ||
ГОСТ 2590-88, 4543-71 | ||
ГОСТ 2590-88, 19281-89 | ||
Шестигранная сталь | ГОСТ 2879-88, 1050-88 | Ø 17-75 мм |
Квадратная сталь | ГОСТ 2591-88, 535-88 | 10-50 мм |
Уголок сталь | ГОСТ 8509-93 | 25-200 мм |
(ул. | ||
Швеллер стальной | ГОСТ 8510-86 | 63x40x5-160x100x10 |
Двутавровые балки, сталь двутаврового сечения | ГОСТ 8240-89 | |
(ст.3 СП/ПС-5, 09Г2С-12) | ||
 3 СП 5, 09 Г2С)
3 СП 5, 09 Г2С) 20, Ст.45)
20, Ст.45) 3СП/ПС-5, 09Г2С-12)
3СП/ПС-5, 09Г2С-12)Сравнительная таблица размеров | ||||||||||||||
НОМИНАЛЬНЫЙ размер трубы | ЗА ПРЕДЕЛАМИ | НОМИНАЛЬНАЯ ТОЛЩИНА СТЕНКИ | ||||||||||||
А | Б | КАК Я | СЧ20 | СЧ30 | СЧ40 | СЧ50 | СЧ60 | СЧ80 | СЧ200 | СЧ220 | СЧ240 | СЧ260 | ||
15 | 1/2 дюйма | 21. | 2.11 | 2,41 | 2,77 | 3,73 | 4.78 | |||||||
20 | 3/4″ | 26,7 | 2.11 | 2,41 | 2,87 | 3. | 5,56 | |||||||
25 | 1 дюйм | 33,4 | 2,77 | 2.9 | 3,38 | 4,55 | 6,35 | |||||||
32 | 1. | 42,2 | 2,77 | 2,97 | 3,56 | 4,85 | 6.35 | |||||||
40 | 1,1/2 дюйма | 48,3 | 2,77 | 3.18 | 3,68 | 5. | 7.14 | |||||||
50 | 2″ | 60,3 | 2,77 | 3.18 | 3,91 | 5,54 | 8,74 | |||||||
65 | 2. | 73 | 3,05 | 4,78 | 5.16 | 7.01 | 9.53 | |||||||
80 | 3″ | 88,9 | 3,05 | 4,78 | 5,49 | 7. | 11.13 | |||||||
90 | 3,1/2 дюйма | 101,6 | 3,05 | 4.78 | 5,74 | 8.08 | ||||||||
100 | 4″ | 114. | 3,05 | 4,78 | 6.02 | 8,56 | 11.13 | 13.49 | ||||||
125 | 5 дюймов | 141,3 | 3.4 | 6,55 | 9. | 12,7 | 15,88 | |||||||
150 | 6 дюймов | 168,3 | 3.4 | 7.11 | 10,97 | 14.27 | 18.26 | |||||||
200 | 8 дюймов | 219. | 3,76 | 6,35 | 7.04 | 8.18 | 10.31 | 12,7 | 15.09 | 18.26 | 20.62 | 23.01 | ||
250 | 10 дюймов | 273 | 4.19 | 6,35 | 7,8 | 9.27 | 12. | 15.09 | 18.26 | 21.44 | 25,4 | 28.58 | ||
300 | 12 дюймов | 323,8 | 4.57 | 6,35 | 8,38 | 10.31 | 14.27 | 17.48 | 21.44 | 25,4 | 28.58 | 33. | ||
350 | 14 дюймов | 355,6 | 6,35 | 7,92 | 9,53 | 11.13 | 15.09 | 19.05 | 23,83 | 27,79 | 31,75 | 35,71 | ||
400 | 16 дюймов | 406,4 | 6,35 | 7. | 9,53 | 12,7 | 16,66 | 21.44 | 26.19 | 30,96 | 36,53 | 40.19 | ||
450 | 18 дюймов | 457.2 | 6,35 | 7,92 | 11.13 | 14.27 | 19.05 | 23,83 | 39,36 | 34,93 | 39. | 45,24 | ||
500 | 20 дюймов | 508 | 6,35 | 9,53 | 12,7 | 15.09 | 20.62 | 26.19 | 32,54 | 38.1 | 44,45 | 50.01 | ||
550 | 22 дюйма | 558,8 | 6. | 9,53 | 12,7 | 22.23 | 28.58 | 34,93 | 41,28 | 47,63 | 53.98 | |||
600 | 24″ | 609,6 | 6,35 | 9,53 | 14.27 | 17.48 | 24,61 | 30. | 38,89 | 46.02 | 52,37 | 59,54 | ||
650 | 26 дюймов | 660,4 | 7,92 | 12.7 | ||||||||||
700 | 28 дюймов | 711. | 7,92 | 12,7 | 15,88 | |||||||||
750 | 30 дюймов | 762 | 7.92 | 12,7 | 15,88 | |||||||||
800 | 32 дюйма | 812. | 7,92 | 12,7 | 15,88 | 17.48 | ||||||||
850 | 34 дюйма | 863.6 | 7,92 | 12,7 | 15,88 | 17.48 | ||||||||
900 | 36 дюймов | 914. | 7,92 | 12,7 | 15,88 | 19.05 | ||||||||
950 | 38 дюймов | 965.2 | ||||||||||||
1000 | 40 дюймов | 1016 | ||||||||||||
1050 | 42 дюйма | 1066. | ||||||||||||
1100 | 44″ | 1117.6 | ||||||||||||
1150 | 46 дюймов | 1168. | ||||||||||||
1200 | 48 дюймов | 1219.2 | ||||||||||||
 3
3 91
91 1/4 дюйма
1/4 дюйма 08
08 1/2 дюйма
1/2 дюйма 62
62 3
3 53
53 1
1 7
7 32
32 92
92 67
67 35
35 96
96 2
2 8
8 4
4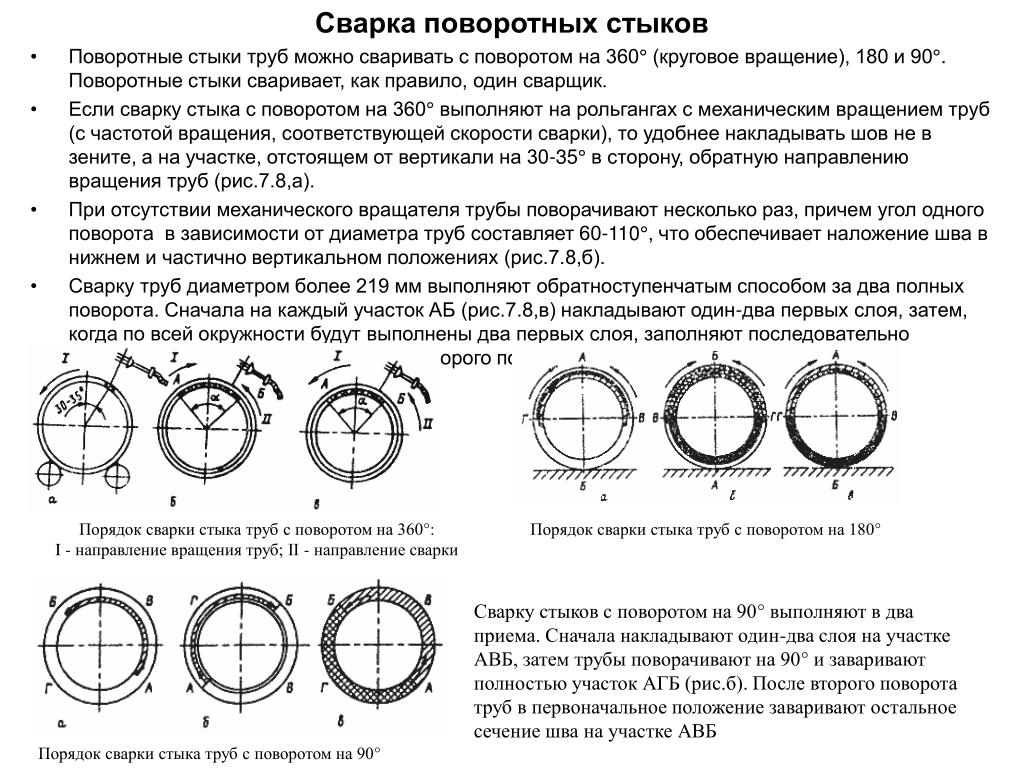 8
8 4
4- В: вы торговая компания или производитель?
A: Профессиональный изобретатель материалов для стальных труб, производитель и поставщик решений.
О: обычно это 7-14 дней, если товар есть на складе.или 30-60 дней, если товара нет на складе, в зависимости от количества.
В: Предоставляете ли вы образцы бесшовных труб из углеродистой стали? это бесплатно или дополнительно?A: Да, мы могли бы предложить образец бесплатно, но необходимо оплатить стоимость перевозки.
В: Каковы ваши условия оплаты? О: оплата <= 1000 долларов США, 100% предоплата. Оплата> = 1000 долларов США, 30% T/T заранее, остаток перед отправкой.
Если у вас есть другой вопрос, пожалуйста, свяжитесь с нами.
Упаковка:
Стандартная упаковка
· В связках, перевязанных стальными лентами.
· Слегка внутреннее и внешнее масляное покрытие.
· Торцевые пластиковые заглушки.
· Внешняя упаковка должна быть подтверждена.
· Маркировка на каждом отрезке трубы должна быть подтверждена.
По запросу клиента
Оставьте свое предложение и мнение к товару (Пожалуйста, заполните информацию ниже.* указывает на обязательное поле.)
ГОСТ 633-80 Трубы насосно-компрессорные и муфты, Трубы бурильные
НКТ используются для добычи нефти и газа. НКТ должны быть бесшовными, гладкими или высаженными и муфтовыми с высокогерметичными соединениями. Возможны безмуфтовые соединения.
Настоящий стандарт распространяется на трубы стальные бесшовные гладкие и муфтовые, с высаженными концами и муфты гладкие, высокогерметичные и муфтовые, а также на бесшовные трубы с высаженными концами, применяемые для эксплуатации нефтяных и газовых скважин.
- ГОСТ 633-80 Д (Обсадные и насосно-компрессорные трубы) = API 5CT H-40
- ГОСТ 633-80 Д (Обсадные и насосно-компрессорные трубы) = API 5CT J-55
- ГОСТ 633-80 Д (Обсадные и насосно-компрессорные трубы) = API 5CT K-55
- ГОСТ 633-80 Е (Обсадные и трубные) = API 5CT N-80
- ГОСТ 633-80 Э (Обсадные и насосно-компрессорные трубы) = API 5CT L-80
- ГОСТ 633-80 L (Обсадные и насосно-компрессорные трубы) = API 5CT C-90
- ГОСТ 633-80 L (Обсадные и насосно-компрессорные трубы) = API 5CT C-95
- ГОСТ 633-80 М (Обсадные и насосно-компрессорные трубы) = API 5CT P-110
Трубы по настоящему стандарту должны изготавливаться двух марок В и А в зависимости от точности и уровня качества.
Диапазон размеров труб, типы соединений для двух марок приведены в таблице 1.
Таблица 1. Диапазон размеров труб марок A и B
Предельные допуски по размерам и массе приведены ниже:Технические требования:
Наружная и внутренняя поверхности труб не должны иметь трещин, наплывов, неровностей, каверн и включений.
Небольшие вмятины, царапины незначительного масштаба производственного происхождения допускаются, если они выходят за пределы толщины стенки в установленных пределах.
Участки выхода от высаженной части к корпусу трубы должны быть плавными и постепенными; толщина стенки должна быть в указанных пределах. Вставная часть длиной 85 мм с торцов не должна иметь дефектов.
Химический состав стали не указывается, за исключением того, что содержание фосфора и серы не должно превышать 0,045% каждого.
Механические свойства металла труб и муфт приведены в таблице 2.
Механические свойства металла труб и муфт Таблица 2
Поверхности резьбы и уплотнения должны быть оцинкованы или обработаны фосфатом.Все НКТ, кроме марки ТВО, должны поставляться с муфтой (герметичная свинцовка) и нанесенными антикоррозионными и герметизирующими составами. При транспортировке трубы и муфты должны быть заострены для защиты от коррозии. Специальные внутренние покрытия на НКТ марки А должны наноситься по запросу.
Профиль резьбы для гладких труб и труб с высаженным концом показан на рис. 1.
Рис. 1. Круглый профиль резьбы для НКТ.
Размеры круглой резьбы для классов В и А приведены ниже.Размеры резьбы приведены в таблицах 3, 4, 5 и 6.Таблица 3 Размеры, мм круглой резьбы для гладких труб марок В и А
Символы для таблицы 3
- Предельные допуски для номинальных размеров приведены ниже. Шаг, мм:
- — на длине 25,4 мм ±0,75
- — на полнопрофильной резьбе ±0,120
- Конусность, мм при длине резьбы 100 мм:
- корпус трубы (+0,66) — (0,22)
- муфта (+0,22) — (0,36)
Таблица 4 Размер, мм круглой резьбы для НКТ с внешней высадкой марок В и А
Символы для таблицы 4
Резьбовые соединения с высоким уплотнением типа NKM.
Профиль резьбы для труб.
Профиль резьбы для условных проходов от 60 до 102 мм показан на рис. 2; для номинального диаметра 114 мм см. рис. 3. Размер резьбы указан в таблице 5.
2; для номинального диаметра 114 мм см. рис. 3. Размер резьбы указан в таблице 5.
- Рис.2. Профиль резьбы (тип НКМ 60-102)
- а- муфта; расстроенный конец;
- б — трубка; соска.
- Рис.3. Профиль резьбы (тип NKM 114)
- а — муфта;
- б — трубка.
Размеры соединительных частей см. на рис. 4 и в таблице 6.
Рис.4. Резьба НКМ.
Предельные допуски резьбы приведены в таблице 7.Натяг резьбы, измеренный как расстояние от базовой плоскости резьбового калибра до конца трубы, должен составлять 20–1,2 мм для номинального диаметра отверстия от 60 до 102 мм и 24–2,5 мм для номинального диаметра отверстия 114 мм. .
Натяг резьбы для оцинкованной или обработанной фосфатом муфты, измеренный резьбовым калибром, должен составлять 5. 0-1,2 мм для номинального диаметра от 60 до 102 мм и 6,0-2,5 мм для номинального диаметра 114 мм.
0-1,2 мм для номинального диаметра от 60 до 102 мм и 6,0-2,5 мм для номинального диаметра 114 мм.
Для силового свинчивания труб и оцинкованных или обработанных фосфатом муфт резьбовые натяги указаны ниже:
Таблица 6 Размеры резьбовых соединений с высоким уплотнением для трубок
Символы для таблицы 6
Суставы щенков.
Профиль резьбы и размеры см. на рис. 2 и в таблице 5; подробные размеры приведены на рис. 5 и в таблице 8. Предельные допуски см. в Talbe 7.
Натяг резьбы для наружной резьбы, измеренный с помощью соответствующих резьбовых калибров с полным и неполным профилем резьбы, должен составлять 18+1,2 мм.
Рис. 5. Резьба типа НКБ.
Таблица 7 Предельные допуски для типов резьбы НКМ и НКБ, ммНатяг резьбы на конце втулки, измеренный соответствующим калибром для резьбы, должен составлять 5-1.2 мм.
Таблица 8 Размер НКТ с муфтовыми соединениями марок Б и А, мм
Разброс толщины стенок как охватываемого, так и охватывающего концов не должен превышать 1,0 мм. Условные обозначения для таблицы 8
Ширина упорного ремня должна соответствовать приведенной ниже:
Резьба муфт должна быть соосной в пределах 0,75 мм в торцевой плоскости и в пределах 3 мм на длине одного метра. Соосность плоского конца может быть увеличена до 1,0 мм, если этот параметр на одном метре длины составляет 2,0 мм.
Резьбовые поверхности, упорные пояски на трубах и муфтах не должны иметь заусенцев, ямок, неровностей и других дефектов, влияющих на прочность и уплотняющие свойства.
Шероховатость поверхности резьбы не должна превышать 20 мкм.
Разнотолщинность муфт и резьбовых концов труб марки НКБ не должна превышать 0,1 мм для номинальных отверстий 27 по ГОСТ 17410-78.
Марки Д и К поставляются без неразрушающего контроля по специальному согласованию.
на горячее цинкование-ГОСТ 9.307-89
ГОСТ
Москва
ГОСТ СССР
Единая система защиты от коррозии и старения
ЦИНКИРОВАНИЕ ГОРЯЧЕЕ
(ИСО 1461-89;
СТ СЭВ-1663-84)
Дата введения 01.07.90
Настоящий стандарт устанавливает Общие требования (далее — требования) к защитным покрытиям, наносимым методом горячего цинкования (далее — покрытия) на конструкционные стали, в том числе высокопрочные, металлоконструкции, изделия из фасонного проката и листовой стали, комплекты труб большого диаметра трубы, гнутые или сваренные перед покрытием, емкости, изделия из стальной проволоки, крепежные изделия, обработанные в общей массе, стальное и чугунное литье, поковки, штампованные стальные изделия, а также к методам контроля качества основного металла и покрытия.
Этот стандарт не распространяется на сплошные покрытия.
1. ТРЕБОВАНИЯ К ОСНОВНОМУ МЕТАЛЛУ
1.1. Требования к конструкции изделий, подлежащих оцинковке
1.1.1. В конструкциях не должно быть карманов, замкнутых полостей и подушек безопасности; все полости должны быть доступны для беспрепятственного входа и выхода жидкостей, расплавленного цинка и газов.
Полые изделия и изделия сложной формы подвергают пробному цинкованию.
Не допускается нанесение покрытий на изделия с закрытыми полостями во избежание взрыва.
1.1.2. Сварка элементов конструкции должна производиться стыковыми швами либо двусторонним, либо односторонним швом со студнем.
Не допускается цинкование изделий со сварными соединениями внахлестку.
1.2. Требования к поверхности основного металла
1.2.1. На поверхности основного металла не допускается катаная окалина, заусенцы, поры, включения, сварочные шлаки, остатки формовочной массы, графит, жир, металлическая стружка, маркировочная краска.
1.2.2. На поверхности литых изделий не должно быть пор и усадочных раковин.
1.2.3. Швы должны быть равномерными, плотными и непрерывными по всей длине.
Поры, свищи, трещины, шлаковые включения, сварные швы не допускаются.
1.2.4. Острые углы и кромки изделий, кроме технически обоснованных случаев, должны быть закруглены радиусом не менее 0,3 мм.
1.2.5. Поверхность изделий, подлежащих горячему цинкованию, очищают обезжириванием с последующим травлением или пескоструйной обработкой с последующей обточкой.
Степень очистки поверхности от накипи и продуктов коррозии — 1 по ГОСТ 9.402.
2. ТРЕБОВАНИЯ К ПОКРЫТИИ
2.1. Внешний вид покрытия
2.1.1. При внешнем осмотре поверхность цинкового покрытия должна быть гладкой или шероховатой, покрытие должно быть сплошным.
Цвет покрытия от серебристо-блестящего до матового темно-серого.
2.1.2. На поверхности изделия не должно быть трещин, зазубрин, вздутий.
2.1.3. Наличие цинковых отложений недопустимо, если они мешают сборке. Зерна харцинка диаметром не более 2 мм, неровная поверхность, с пятнами светло-серого цвета и цветным отливом, риски, царапины, следы захвата подъемной арматуры без разрушения покрытия до основного металла дефектами не являются.
Допускается восстанавливать непокрытые участки, если они не шире 2 см и составляют не более 2% от общей площади поверхности. Незакрытые участки защищают слоем цинкосодержащего лакокрасочного покрытия (минимальная толщина 90 мкм, массовая доля цинка в сухой пленке 80—85 %) или термическим напылением цинка (минимальная толщина 120 мкм).
2.2. Толщина покрытия
Толщина покрытия должна быть не менее 40 мкм и не более 200 мкм и определяется условиями эксплуатации оцинкованного изделия и нормативно-технической документацией на конкретное изделие.
2.3. Адгезионная прочность
Покрытие имеет удовлетворительную адгезию, если оно выдерживает испытания по методам, приведенным в пункте 4. 4.
4.
3. ТРЕБОВАНИЯ К КОНТРОЛЮ ОСНОВНОГО МЕТАЛЛА И КАЧЕСТВА ПОКРЫТИЙ
3.1. Перед нанесением покрытия 2-5 % изделий от партии, но не менее трех, а для изделий единичного производства — каждое изделие контролируется на соответствие пп. 1.1, 1.2.
3.2. Полуфабрикаты (проволока, трубы и др.) подвергаются входному контролю на соответствие требованиям нормативно-технической документации на поставку и требованиям ПП. 1.1, 1.2.
3.3. Нанесенное цинковое покрытие подвергают контролю по внешнему виду, толщине и прочности муфты.
Контроль размещения каждой партии оцинкованных изделий. За партию принимают единицу продукции или груз, состоящий из одного или нескольких изделий одного вида и размера, принадлежащих к одному заказу, если они покрыты в одну смену и в одной ванне.
3.4. Контроль внешнего вида покрытий осуществляется на 100% продукции.
3.5. Контроль толщины и прочности муфты выставляют:
1) элементы металлоконструкций до 1 %, но не менее 2 единиц от партии;
2) сварные узлы в количестве до 5%, но не менее 1 штуки от партии;
3) крепеж резьбовой в количестве до 0. 5 %, но не менее 3-х штук от партии.
5 %, но не менее 3-х штук от партии.
Допускается применение статистических методов контроля ГОСТ 18242.
Контроль толщины покрытия металлографическими методами допускается проводить на одной и той же части партии.
3.6. Изделия, контроль качества которых проводился разрушающими методами, допускается предъявлять к приемке после восстановления покрытия.
3.7. Контроль толщины покрытия
3.7.1. Контроль толщины покрытия осуществляется перед его дополнительной обработкой (хромирование, нанесение консервирующих смазок и др.).).
3.7.2. Толщину покрытия контролируют на поверхности, но имеющей накатку и резьбу на расстоянии не менее 5 мм от ребер, углов, отверстий и мест контакта с устройством. Толщину покрытия на резьбовых креплениях контролируют на головках болтов и торцах винтов.
3.7.3. Измерительный прибор для неразрушающего контроля толщины покрытия должен иметь погрешность измерения не более ±10 %.
3.8. При неудовлетворительных результатах проверки толщины и сцепления проводят второй контроль в двойном количестве деталей.
При повторном неудовлетворительном результате по всей партии оцинкованная продукция бракуется.
3.9. Контроль состава ванны горячего цинкования по требованию заказчика проводится перед извлечением изделий из ванны.
4. МЕТОД КОНТРОЛЯ
4.1. Внешний вид контроль
Внешний вид покрытий контролируют визуальным осмотром невооруженным глазом при освещенности не менее 300 лк на расстоянии 25 см от контролируемой поверхности.
4.2. Контроль толщины покрытия
4.2.1. Магнитный метод
Метод основан на регистрации изменения магнитного сопротивления в зависимости от толщины покрытия. В качестве измерительных приборов используются магнитные толщиномеры.
За результат измерения толщины покрытия принимают среднее арифметическое не менее пяти измерений по краям и в середине контролируемой поверхности одного изделия.
Относительная погрешность метода ±10 %.
4.2.2. Металлографический метод (арбитражный)
Метод основан на измерении толщины покрытия на поперечном сечении с помощью металлографических микроскопов разного типа.
Образец для изготовления петли вырезают из оцинкованного изделия.
Толщина цинкового покрытия измеряется на конусе в трех и более точках, равномерно распределенных на отрезке длиной около 1 см. За результат следует получить среднее арифметическое всех измерений.
Относительная погрешность метода ±10 %.
4.2.3. Среднюю толщину покрытия (СНП) в микрометрах определяют неразрушающим методом или гравиметрическим методом по разности масс образца до и после получения или до и после снятия покрытий по ГОСТ 9.302.
Для удаления покрытия применяют раствор: 3,2 г хлорида сурьмы или 2 г трехокиси сурьмы растворяют в 500 см3 соляной кислоты плотностью 1.19 г/см3, гл. а., по ГОСТ 3118 в мерной колбе вместимостью 1 дм3 и доведенной до метки водой дистиллированной по ГОСТ 6709.
Относительная погрешность гравиметрического метода ±10 %.
4.3. Контроль химического состава расплава цинка — по ГОСТ 19251.1, ГОСТ 19251.2, ГОСТ 19251.3, ГОСТ 19251. 5.
5.
Массовая доля цинка в рабочем объеме ванны должна быть не менее 98 %.
4.4. Контроль адгезионной прочности покрытий
4.4.1. Способ нанесения сеточной царапины (толщина покрытия до 50 мкм)
На очищенную поверхность контролируемого покрытия инструментом со стальным наконечником под углом 30° (твердость металлического наконечника должна быть выше твердости покрытия) наносят от четырех до шести параллельных линий на глубину основного металла на расстоянии от 2,0 до 3,0 мм друг от друга и перпендикулярно им. Линии рисуются в одном направлении. Адгезионная прочность удовлетворительная, если на контролируемой поверхности нет отслоения покрытия.
4.4.2. Метод окрашивания
Для метода кравания применяют стальные и латунные щетки с диаметром проволоки 0,1 — 0,3 мм и скоростью вращения щеток — 1500 — 2800 мин-1.
Поверхность покрытия не менее 15 с. после окрашивания на контролируемой поверхности не должно наблюдаться вздутие или отслоение покрытия.
4.4.3. Метод нагрева
При использовании метода нагрева детали с покрытием или образцы-свидетели нагревают до (190±10) °С, выдерживают при заданной температуре в течение 1 ч и охлаждают на воздухе.На контролируемой поверхности не допускается вздутие или отслоение покрытия.
4.4.4. Метод удара перфоратором
Плоская поверхность изделия с толщиной основного металла не менее 3 мм очищается от пыли, механических примесей и обезжиривается органическими растворителями.
Перфоратор массой 212,5 г устанавливают на плоской поверхности изделия так, чтобы головка молотка падала вертикально на горизонтальную поверхность изделия. Производят не менее двух ударов молотком так, чтобы расстояние между параллельными отпечатками было 6 мм, а расстояние от края оттиска до края изделия было не менее 13 мм.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН В Госстрой СССР
РАЗРАБОТЧИКИ
Марутян С.В., канд. тех. (руководитель темы), Клочко С. А., Павлова Л.Н., Гутник С.Г., Белоусова Л.М.
А., Павлова Л.Н., Гутник С.Г., Белоусова Л.М.
Технические условия поставки (ТУ) труб
Все требования к лампам сосредоточены в стандартах TDC. Общие технические условия для производства стали — EN 10021 (или ISO 404). Символы и определения терминов для использования в производственных стандартах приведены в EN 10266.Трубы Zeleziarne Podbrezova производятся и поставляются в соответствии со Стандартами технического состояния поставки, которые представлены в списке ниже.
Европейские стандарты (EN)
EN 10084
Цементируемая сталь. Технические условия поставки
EN 10255
Трубы из нелегированной стали, подходящие для сварки и нарезания резьбы. Технические условия поставки
EN 10083-2
Стали для закалки и отпуска.
Стальные трубы для трубопроводов для горючих жидкостей. Технические условия поставки. Часть 1. Трубы класса требований A
EN 10208-2
Стальные трубы для трубопроводов горючих жидкостей. Технические условия поставки. Часть 2. Трубы требований класс B
Технические условия поставки. Часть 2. Трубы требований класс B
EN 10210-1
Горячедеформированные конструкционные полые профили из нелегированных и тонких зернистая сталь. Часть 1. Технические условия поставки
EN 10216-1
Бесшовные стальные трубы для работы под давлением. Технические условия поставки. Часть 1. Трубы из нелегированной стали с заданными свойствами при комнатной температуре
EN 10216-2
Бесшовные стальные трубы для работы под давлением. Технические условия поставки. Часть 2. Трубы из нелегированной и легированной стали с заданными свойствами при повышенных температурах
EN 10216-3
Бесшовные стальные трубы для работы под давлением. Технические условия поставки. стальные трубы.
EN 10216-4
Трубы стальные бесшовные для работы под давлением. Технические условия поставки. Часть 4. Трубы из нелегированной и легированной стали с заданными низкотемпературными свойствами
EN 10253-1
Фитинги для сварки встык. Часть 1 : Кованая углеродистая сталь общего назначения и без особых требований к проверке
Часть 1 : Кованая углеродистая сталь общего назначения и без особых требований к проверке
EN 10253-2
Фитинги для сварки встык. Часть 2: Нелегированные и ферритные легированные стали с особыми требованиями к проверке
EN 10256-1
Фитинги для сварки встык .1 — Кованая углеродистая сталь общего назначения без особых требований к контролю.
EN 10294-1
Полые прутки для механической обработки. Технические условия поставки. Часть 1. Нелегированные и легированные стали : Трубы из нелегированной и легированной стали
EN 10305-1
Стальные трубы для прецизионного применения. Технические условия поставки. Часть 1. Бесшовные холоднотянутые трубы
EN 10305-4
Стальные трубы для прецизионного применения. Технические условия поставки — Часть 4. Бесшовные холоднотянутые трубы для гидравлических и пневматических силовых систем
Американский институт нефти (API)
API 5CT
Спецификация для обсадных и насосно-компрессорных труб.
API 5L
Спецификация трубопроводной трубы.
Американское общество инженеров-механиков (ASME)
ASME A420/A 960
Стандартные технические условия на фитинги трубопроводов из кованой углеродистой стали и легированной стали для эксплуатации при низких температурах
ASME SA333/SA999
Сварная стальная труба для работы при низких температурах.
ASME SA53/SA530
Стандартные технические условия для общих требований к трубам из углеродистой и легированной стали специального назначения Температурный режим / Стандартные технические условия для общих требований к трубам из специальной углеродистой и легированной стали
ASTM A161/A450
Стандарт для бесшовных успокоительных труб из низкоуглеродистой стали / Стандартные технические условия для общих требований к трубам из углеродистой и низколегированной стали
ASTM A179/ A450
Стандартные технические условия для бесшовных холоднотянутых труб теплообменников и конденсаторов из низкоуглеродистой стали
ASTM A192/A450
Стандартные технические условия для бесшовных котельных труб из углеродистой стали для работы под высоким давлением
ASTM A199/A450
Технические условия для бесшовных Рисованное Промежуточное Алло Трубы теплообменника и конденсатора из y-стали / Стандартные технические условия для общих требований к трубам из углеродистой и низколегированной стали
ASTM A209/A1016
Стандартные технические условия для бесшовных труб котлов и пароперегревателей из легированной углеродистой и молибденовой стали / Стандартные технические условия для общих требований к ферритным Трубы из легированной стали, аустенитной легированной стали и нержавеющей стали
ASTM A210/A450
Стандартные технические условия для бесшовных труб котлов и пароперегревателей из среднеуглеродистой стали / Стандартные технические условия для общих требований к трубам из углеродистой и низколегированной стали
ASTM A213/A1016
Стандартные технические условия для бесшовных труб котлов, пароперегревателей и теплообменников из ферритной и аустенитной легированной стали / Стандартные технические условия для общих требований к трубам из ферритных и аустенитных легированных сталей и труб из нержавеющей стали
ASTM A234/A 960
Стандартные технические условия для трубопроводов Фитинги Wr Углеродистая и легированная сталь для эксплуатации при умеренных и высоких температурах
ASTM A333/A999
Стандартные технические условия для бесшовных и сварных стальных труб для эксплуатации при низких температурах / Стандартные технические условия для общих требований к трубам из легированных и нержавеющих сталей
ASTM A334/A1016
Стандартные технические условия для бесшовных и сварных труб из углеродистой и легированной стали для эксплуатации при низких температурах / Стандартные технические условия для общих требований к трубам из ферритной легированной стали, аустенитной легированной стали и нержавеющей стали
ASTM A335/A530
Стандартные технические условия для бесшовных ферритных сплавов Стальная труба для работы при высоких температурах / Стандартные технические условия для общих требований к трубам из специальной углеродистой и легированной стали
ASTM A335/A999
Стандартные технические условия для бесшовных труб из ферритной легированной стали для работы при высоких температурах / Стандартные технические условия для общих требований к трубам из легированной и нержавеющей стали Труба из нержавеющей стали
ASTM A519
Стандартные технические условия для бесшовных механических труб из углеродистой и легированной стали
ASTM A524/A530
Стандартные технические условия для бесшовных труб из углеродистой стали для атмосферных и более низких температур / Стандартные технические условия для общих требований к специализированному углероду и сплаву Стальная труба
ASTM A53/A530
Стандартные технические условия для общих требований к трубам из специальной углеродистой и легированной стали.
ASTM A556/A450
Стандартные технические условия для бесшовных холоднотянутых труб нагревателя питательной воды из углеродистой стали / Стандартные технические условия для общих требований к трубам из углеродистой и низколегированной стали Оцинкованные сварные и бесшовные стальные трубы для противопожарной защиты
ASTM A822/A450
Стандартные технические условия на бесшовные холоднотянутые трубы из углеродистой стали для обслуживания гидравлических систем
Государственный стандарт (ГОСТ)
ГОСТ 1060 / 1052 Профили из качественной конструкционной стали со специальной обработкой поверхности./ Трубы стальные бесшовные холоднодеформированные для судостроения.
ГОСТ 12132/1050
Трубы стальные электросварные и бесшовные для автомобильной и велосипедной промышленности.
ГОСТ 12132 / 19281
Трубы стальные электросварные и бесшовные для автомобильной и велосипедной промышленности.
ГОСТ 21729 / 1050
Трубы холоднодеформированные и горячедеформированные конструкционные из углеродистой и легированной стали.
ГОСТ 21729 / 4543
Трубы стальные конструкционные горячедеформированные или холоднодеформированные из углеродистой или легированной стали.
ГОСТ 3262/1050
Трубы стальные для водоснабжения и газоснабжения.
ГОСТ 550/1050
Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности.
ГОСТ 550 / 4543
Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. / Легированная конструкционная сталь.
ГОСТ 8731 / 1050
Трубы стальные бесшовные холоднодеформированные и термически деформированные.
ГОСТ 8731/19281
Трубы стальные бесшовные горячедеформированные.
ГОСТ 8733/1050
Трубы стальные бесшовные холоднодеформированные.
ГОСТ 8733/19281
Трубы стальные бесшовные горячедеформированные или холоднодеформированные. Технические условия поставки.
ГОСТ 8733/4543
Трубы стальные выдержанные или горячедеформированные. ВМТ.
ВМТ.
ГОСТ ТУ 14-3-190/1050
Трубы стальные бесшовные холоднотянутые.
ГОСТ ТУ 14-3-460/20072
Трубы стальные бесшовные для котельных и трубопроводов.
ГОСТ ТУ 14-3-460/4543
Трубы стальные бесшовные для котельных и трубопроводов.
Японские промышленные стандарты (JIS)
JIS G3445
Трубы из углеродистой стали для конструкционных целей машин.
JIS G3454
Трубы из углеродистой стали для работы под давлением.
JIS G3455
Трубы из углеродистой стали для работы под высоким давлением.
JIS G3456
Трубы из углеродистой стали для эксплуатации при высоких температурах.
JIS G3458
Трубы из легированной стали.
JIS G3461
Трубы для котлов и теплообменников из углеродистой стали.
JIS G3462
Трубы котла и теплообменника из легированной стали.
JIS JOHS-102
Прецизионные трубы из углеродистой стали для обслуживания гидравлических линий.
Британские стандарты (BS)
BS 1387
Спецификация для стальных труб с резьбой и раструбом, а также для стальных труб с гладкими концами, пригодных для сварки или привинчивания к трубной резьбе BS 21
BS 3601
Стальные трубы и трубы 901 Трубы для работы под давлением Углеродистая сталь с заданными свойствами при комнатной температуре
BS 3603
Стальные трубы и трубки для работы под давлением из углеродистой и легированной стали с заданными низкотемпературными свойствами
BS 3606
Спецификация стальных труб для теплообменников
BS 7416
Технические условия на бесшовные холоднотянутые трубы из низкоуглеродистой стали с прецизионной обработкой для использования в гидравлических силовых системах.Углеродистая сталь
BS 3059-1
Стальные трубы для котлов и пароперегревателей. Спецификация для труб из низкопрочной углеродистой стали без указанных свойств при повышенных температурах
BS 3059-2
Стальные трубы для котлов и пароперегревателей. Спецификация на трубы из углеродистой, легированной и аустенитной нержавеющей стали с заданными свойствами при повышенных температурах
Спецификация на трубы из углеродистой, легированной и аустенитной нержавеющей стали с заданными свойствами при повышенных температурах
BS 3602-1
Спецификация на стальные трубы и трубки для работы под давлением: углеродистая и углеродисто-марганцевая сталь с заданными свойствами при повышенных температурах.Технические условия на бесшовные и электросварные трубы, в том числе сварные индукционной сваркой
BS 6323-1,3,4,7
Технические условия на бесшовные и сварные трубы стальные автомобильного, машиностроительного и общемашиностроительного назначения.
Чешские технические нормы — Чешские технические стандарты (ČSN)
ČSN 132 370
Переходники. ВМТ.
ЧСН 420 165
Лист и трубы из ферритно-перлитной стали с гарантированными ударными характеристиками при низких температурах.
ЧСН 420 250
Трубы бесшовные горячедеформированные из стали классов 10-16.
ЧСН 420 251
Трубы стальные бесшовные с гарантированными свойствами при повышенных температурах.
ČSN 420 260
Холоднотянутые стальные бесшовные трубы из стали класса 10-16.
Немецкий институт норм (DIN)
DIN 1629
Бесшовные круглые трубы из нелегированной стали со специальными требованиями к качеству.
DIN 1630
Бесшовные круглые трубы из нелегированной стали с очень высокими требованиями к качеству.
DIN 2391
Бесшовные прецизионные стальные трубы.
DIN 2440
Стальные трубы среднего веса, пригодные для свинчивания.
DIN 2441
стальные трубы, тяжелые, пригодные для завинчивания.
DIN 2470
Стальные газопроводы для допустимого рабочего давления более 16 бар.
DIN 2609 (A, B, C, D, E, H)
Колена. 1- уменьшенная корреляция использования uf. 2 — Полная корреляция использования.
DIN 2609 (R, S, T)
Фитинги для сварки встык. .
DIN 17100
Бесшовные прецизионные стальные трубы особой точности размеров.
DIN 17121
Бесшовные трубы круглого сечения из конструкционной стали для строительства.
DIN 17124
Бесшовные круглые трубы из мелкозернистой стали для инженерных целей.
DIN 17155
Жаропрочные конструкционные стали. Лист и полоса.
DIN 17172
Трубы стальные для магистральных трубопроводов горючих жидкостей и газов.
DIN 17173
Бесшовные круглые стальные трубы для низких температур.
DIN 17175
Трубы бесшовные из жаропрочной стали.
DIN 17179
Бесшовные круглые трубы из мелкозернистой стали, соответствующие особым требованиям.
DIN 17200
Сталь для закалки и отпуска.
DIN 17204
Трубы стальные бесшовные круглого сечения для закалки и отпуска.
DIN 17210
Цементная сталь.
DIN 17230
Сталь для шариковых и роликовых подшипников. Технические условия поставки.
DIN 1630 / 2445-2
Круглые бесшовные трубы из нелегированной стали с очень высокими требованиями к качеству. / Трубы стальные бесшовные для динамических нагрузок.
/ Трубы стальные бесшовные для динамических нагрузок.
DIN 2391-2C / 2445-2
Бесшовные прецизионные стальные трубы особой точности размеров. /Бесшовные стальные трубы для динамических нагрузок.
DIN 2609 (F,G)
Фитинги для сварки встык.ВМТ.
Французская ассоциация нормализации (NF A)
NF A 49-112
Стальные трубы. Бесшовные горячекатаные трубы с гладкими концами с заданными свойствами при комнатной температуре и со специальными условиями поставки.
NF A 49-115
Стальные трубы. Горячедеформированные бесшовные трубы, пригодные для свинчивания.
NF A 49-186
Трубчатые принадлежности. Отводы, переходы под сварку из бесшовных труб общего назначения. Габаритные размеры.ВМТ.
NF A 49-210
Холоднотянутые бесшовные стальные трубы для транспортировки жидкостей.
NF A 49-211
Стальные трубы. Бесшовные трубы из нелегированной стали с гладкими концами для транспортировки жидкостей при повышенных температурах.
NF A 49-213
Стальные трубы. Бесшовные трубы из нелегированной и легированной Mo и Cr-Mo стали для использования при высоких температурах.
NF A 49-215
Бесшовные трубы для теплообменников из ферритных нелегированных и легированных сталей.
NF A 49-281
Трубчатые принадлежности.Отводы, переходы под сварку из бесшовных труб с характеристиками качества. Габаритные размеры. ВМТ.
NF A 49-310
Трубы стальные — прецизионные бесшовные трубы для механического применения.
NF A 49-311
Стальные трубы. Бесшовные трубы для механического применения.
NF A 49-312
Бесшовные стальные трубы с улучшенной обрабатываемостью для механической обработки деталей.
NF A 49-330
Бесшовные холоднотянутые трубы для гидравлических и пневматических систем.
NF A 49-501
Стальные трубы. Полые конструкционные бесшовные или сварные горячедеформированные профили.
Польский комитет по стандартизации — Польский стандарт (PN)
PN — H 74 219 / 84018
Горячекатаные бесшовные стальные трубы для конструкционных и распределительных целей. Низколегированные марки стали.
Низколегированные марки стали.
PN — H 74 219 / 84019
Горячекатаные бесшовные стальные трубы для конструкционных и распределительных целей. Высококачественные марки конструкционной стали.
PN — H 74 219 / 84023
Горячекатаные бесшовные стальные трубы для конструкционных и распределительных целей. / Сталь высшего назначения. Сталь для труб.
PN — H 74 220 / 84023
Трубы стальные бесшовные холоднотянутые общего назначения.
PN — H 74 240 / 84018
Бесшовные холоднотянутые прецизионные стальные трубы. Низколегированные марки стали.
PN — H 74 240 / 84019
Бесшовные холоднотянутые прецизионные стальные трубы. Высококачественные марки конструкционной стали.
PN — H 74 240 / 84023
Бесшовные холоднотянутые прецизионные стальные трубы. Низколегированные марки стали.
PN — H 74 252 / 84024
Трубы бесшовные котельные стальные.
PN — H 74 245
Горячекатаные или холоднотянутые стальные трубы специального назначения.
Стандарты компании «Железиарни Подбрезова» (PN ŽP)
PN ŽP-05-04
Отводы для стыковой сварки. Технические условия поставки.
PN ŽP-05-05
Отводы для стыковой сварки с заданными свойствами при повышенных температурах.
Словацкий институт стандартов – Словацкие технические стандарты (STN)
STN 132 370
Переходники. TDR.
СТН 420 165
Лист и трубы из ферритно-перлитной стали с гарантированными ударными свойствами при низких температурах.
STN 420 250
Трубы бесшовные горячедеформированные из стали классов 10-16.
STN 420 251
Трубы стальные бесшовные с гарантированными свойствами при повышенных температурах.
STN 420 260
Холоднотянутые бесшовные стальные трубы из стали классов от 10 до 16..
Ente Nazionale Italiano de Unificazione (UNI)
UNI 663
Трубы из нелегированной бесшовной стали. Гладкие концевые трубы общего назначения.
Гладкие концевые трубы общего назначения.
UNI 5462
Бесшовные стальные трубы — трубы для повышенных температур и давлений.
UNI 5949
Трубы из специальной нелегированной и легированной стали, прошедшие испытание на удар при низких температурах.
UNI 6363
Трубы стальные бесшовные и сварные для водоснабжения.
UNI 7088
Бесшовные трубы из нелегированной стали — Гладкие газовые трубы для высокого давления.
UNI 7287
Безшовные руры с гладкими конками с неуправляемыми глазами.
UNI 7729
Бесшовные трубы из нелегированной стали — трубы с гладкими концами для механического применения.
UNI 7945
Бесшовные прецизионные стальные трубы с гладкими концами.
UNI 8863
Бесшовные трубы из нелегированной стали, пригодные для нарезания резьбы в соответствии с UNI ISO 7/1.
(PDF) КОРРОЗИЯ ОЦИНКОВАННЫХ ТРУБ В СИСТЕМАХ ГОРЯЧЕГО ВОДОСНАБЖЕНИЯ
281
КЛИМЕНКО Анатолий, КОВАЛЕНКО Светлана, КУЗЬМЕНКО Виталий
КОРРОЗИЯ ОЦИНКОВАННЫХ ТРУБ В СИСТЕМАХ ГОРЯЧЕГО ВОДОСНАБЖЕНИЯ
2 E.
 Институт электросварки им. О. Патона НАН Украины
Институт электросварки им. О. Патона НАН Украиныул. Казимира Малевича, 11, г. Киев, 03150, Украина. E-mail: [email protected]
РЕФЕРАТ
Исследования проводились с целью определения причин образования сквозного коррозионного
дефекта на оцинкованной трубе системы горячего водоснабжения (ГВС) Ø42× 3,5 мм, после эксплуатации в течение двух
лет. Исследование включало визуальный и оптический осмотр труб, анализ химического состава металла
и продуктов коррозии на внутренней поверхности трубы, анализ химического состава воды, а также
комплекс электрохимических испытаний, проведенных на температуры 20 и 60°С.Установлено, что основной причиной образования сквозного коррозионного дефекта
было низкое качество цинкового покрытия на внутренней поверхности оцинкованной трубы
, исходное состояние покрытия имело значительную шероховатость, а его толщина варьировалась в достаточно широком диапазоне от 4 до 55 мкм. Кроме того, за два года эксплуатации при температуре воды 55°С в системе ГВС
за счет пассивации потенциал цинкового покрытия становится более положительным, чем потенциал стали, а
цинковое покрытие теряет свои защитные свойства, становясь катодным. по отношению к стали.В дальнейшем создаются условия
по отношению к стали.В дальнейшем создаются условия
для ускоренного местного анодного растворения участков оцинкованной трубы, не имеющих цинкового покрытия,
с образованием сквозных коррозионных дефектов.
КЛЮЧЕВЫЕ СЛОВА: оцинкованная сталь, система горячего водоснабжения, коррозионный потенциал, скорость коррозии.
ВВЕДЕНИЕ
Эксплуатация систем хозяйственно-питьевого водоснабжения, горячего водоснабжения (ГВС) на трубопроводах горячего хозяйственно-питьевого водоснабжения
в многоэтажных домах, собранных из оцинкованных труб со сроком службы не более
более 2–4 лет связано с проблемой развития коррозии.По результатам
обследование систем теплоснабжения и ГВС причиной сквозных дефектов явились неточности в системе электроснабжения
, что привело к внедрению трубопроводов промышленной частоты с током от 0,1 до
18,2 А [ 1]. В исследованиях Гданьского ГВС, проработавшего не более четырех лет, было показано, что
на внутренней поверхности трубопровода из оцинкованной стали отсутствовало цинковое покрытие [2]. Основными причинами
Основными причинами
процесса коррозии были высокие концентрации кислорода и углекислоты, а также
высокие концентрации ионов хлоридов и сульфатов.Кроме того, в качестве
причин ускоренной коррозии оцинкованных труб ГВС при малых водозаборах рассматривается также микробная коррозия [3]. В общей научной литературе
мало сведений о коррозии оцинкованных труб
внутренних ГВС.
Целью данной работы было определение причин образования сквозного коррозионного дефекта
на оцинкованной трубе ГВС одной из гостиниц г. Киева, после двух лет эксплуатации.
МАТЕРИАЛЫ И МЕТОДЫ
Трубы электросварные Ø42×3,5 мм с цинковым покрытием, нанесенным на наружную и внутреннюю
поверхность трубы методом горячего цинкования погружением по [4-5] в исходном состоянии и после эксплуатации труба
в ГВС (рис. 1), которая была демонтирована при аварийном ремонте.
Металлографические исследования шлифов проводились на фрагментах оцинкованных труб
в исходном состоянии и после эксплуатации ГС. Изготовление шлифов включало шлифовку
Изготовление шлифов включало шлифовку
наждачной бумагой с зернистостью от 80 до 2500, полировальной пастой с абразивностью 0,3 мкм и травление ниталом
. №
Визуальную оценку проводили на оптическом микроскопе «Неофот-21» при увеличении × 320
. Химический состав основного металла трубы определяли на оптико-эмиссионном спектрометре Bird
Spectra-1000. Анализ продуктов коррозии на внутренней поверхности трубы
проводили на сканирующем электронном микроскопе Camebax SX 50.
Как купить трубы стальные сварные?
Как купить трубы стальные сварные?
Сварная стальная труба относится к стальной трубе, которая сварена и сформирована в форме круга или квадрата путем сгибания стальной полосы или стального листа и имеет шов на своей поверхности. Сырьем, используемым для сварных стальных труб, является стальной лист или полосовая сталь.
7
(J-образный, C-образный и O-образный) Трубы JCOE
7. 2
Сварные трубы специального сечения
7.2.8
Квадратные трубы из нержавеющей стали (полированная/матовая отделка)
7.2.8.2
Стандарты ASTM:
7.2.8.2.1
*Примечание: Раздел второй: цветные металлы, никель, кобальт, свинец, олово, цинк, кадмий, драгоценные, реактивные, тугоплавкие металлы и сплавы; Материалы для термостатов, электрических нагревательных и резистивных контактов и разъемов С 1930-х годов, с быстрым развитием производства высококачественной непрерывной прокатки полос и совершенствованием технологии сварки и контроля, качество сварных соединений постоянно улучшалось, разнообразие спецификаций сварных стальных труб увеличивалось, и все больше и больше поля заменили шов стальной трубой.Сварные стальные трубы имеют более низкую стоимость и более высокую эффективность производства, чем бесшовные стальные трубы.
2
Сварные трубы специального сечения
7.2.8
Квадратные трубы из нержавеющей стали (полированная/матовая отделка)
7.2.8.2
Стандарты ASTM:
7.2.8.2.1
*Примечание: Раздел второй: цветные металлы, никель, кобальт, свинец, олово, цинк, кадмий, драгоценные, реактивные, тугоплавкие металлы и сплавы; Материалы для термостатов, электрических нагревательных и резистивных контактов и разъемов С 1930-х годов, с быстрым развитием производства высококачественной непрерывной прокатки полос и совершенствованием технологии сварки и контроля, качество сварных соединений постоянно улучшалось, разнообразие спецификаций сварных стальных труб увеличивалось, и все больше и больше поля заменили шов стальной трубой.Сварные стальные трубы имеют более низкую стоимость и более высокую эффективность производства, чем бесшовные стальные трубы.
1 трубу можно разделить в соответствии с основной формой продольного шва и спиральной сварной трубы на две:
(1) прямошовная сварная труба: простая технология производства, высокая эффективность, низкая стоимость, быстрое развитие. Продольный более общего промышленного использования.
(2) спиральная сварная стальная труба: продольная прочность, как правило, выше, чем у этого, может сузить производство заготовки трубы большего диаметра, вы также можете использовать ту же ширину заготовки производства сварных труб разного диаметра; но с такой же длиной по сравнению с прямошовной трубой, длиной сварного шва спиральношовной стальной трубы от 30 до 100% и более низкой производительностью; Таким образом, трубы меньшего диаметра на самом деле используют прямошовные сварные трубы, в основном используются спиральношовные трубы большого диаметра.
Использование труб делится на следующие категории:
- (1) Сварная стальная труба общего назначения: сварная стальная труба, используемая для транспортировки обычной жидкости низкого давления. Со сталью Q195A, Q215A, Q235A. Может быть легко применен к другой стальной трубе из мягкой стали для сварки под давлением, изгибом, сплющиванием и другими экспериментами, существуют определенные требования к качеству поверхности, длина доставки обычно составляет 4-10 м, часто просят отрезать по длине (или удвоить длина) доставка.Спецификации с номинальным диаметром трубы, указанным (мм или дюймы) номинальным диаметром и фактической разницей, требуемая толщина стенки трубы из обычной стали и стали — это два вида стали, разделенные по форме трубы с резьбовым концом и два без резьбы.
- (2) Оцинкованная сварная стальная труба: Для повышения коррозионной стойкости стальной трубы, стальная труба общего назначения (кларнет) для оцинкованной стали и электротехнической стали, горячеоцинкованная цинком, представляет собой два вида толщины горячеоцинкованного цинка, platingzinc и низкая стоимость.
- (3) Стальная труба, сваренная кислородом: труба, используемая для производства стали, кислорода, обычно со сварной стальной трубой малого диаметра, размером от 3/8 дюйма до 2 дюймов восемь. С 08,10,15,20 или стальной лентой Q195-Q235, сделанной из коррозии, некоторые из обработки алюминизирования.
- (4) Проволочная труба: сварная стальная труба также представляет собой обычную углеродистую сталь, бетон и различные конструкции, используемые в технике распределения электроэнергии, обычно используемые с номинальным диаметром от 13 до 76 мм.
- (5) Метрическая сварная стальная труба: бесшовная форма со спецификациями, выраженная в мм диаметр * толщина стенки сварная стальная труба, с обычной углеродистой сталью, высокоуглеродистой сталью или низколегированной сталью и от P до тропической и холодной со сваркой или после сварки с вызов тропического метода, вызванный холодом.Метрические и P энергетические и тонкостенные точки труб, общие для конструкционных деталей, таких как вал или трансмиссионная жидкость, используемые для производства тонкостенной мебели, ламп и т. Д., Чтобы обеспечить прочность стали и испытание на изгиб.
- (6) Роликовая труба: сварная стальная труба для роликового конвейера, обычно из стали Q215, Q235A, B и стали 20, диаметром 63,5-219,0 мм. На изгибе трубы, заканчивающейся центральной линией по вертикали, овалу есть определенные требования к степени, общее испытание на давление и сплющивание.
 Со сталью Q195A, Q215A, Q235A. Может быть легко применен к другой стальной трубе из мягкой стали для сварки под давлением, изгибом, сплющиванием и другими экспериментами, существуют определенные требования к качеству поверхности, длина доставки обычно составляет 4-10 м, часто просят отрезать по длине (или удвоить длина) доставка.Спецификации с номинальным диаметром трубы, указанным (мм или дюймы) номинальным диаметром и фактической разницей, требуемая толщина стенки трубы из обычной стали и стали — это два вида стали, разделенные по форме трубы с резьбовым концом и два без резьбы.
Со сталью Q195A, Q215A, Q235A. Может быть легко применен к другой стальной трубе из мягкой стали для сварки под давлением, изгибом, сплющиванием и другими экспериментами, существуют определенные требования к качеству поверхности, длина доставки обычно составляет 4-10 м, часто просят отрезать по длине (или удвоить длина) доставка.Спецификации с номинальным диаметром трубы, указанным (мм или дюймы) номинальным диаметром и фактической разницей, требуемая толщина стенки трубы из обычной стали и стали — это два вида стали, разделенные по форме трубы с резьбовым концом и два без резьбы.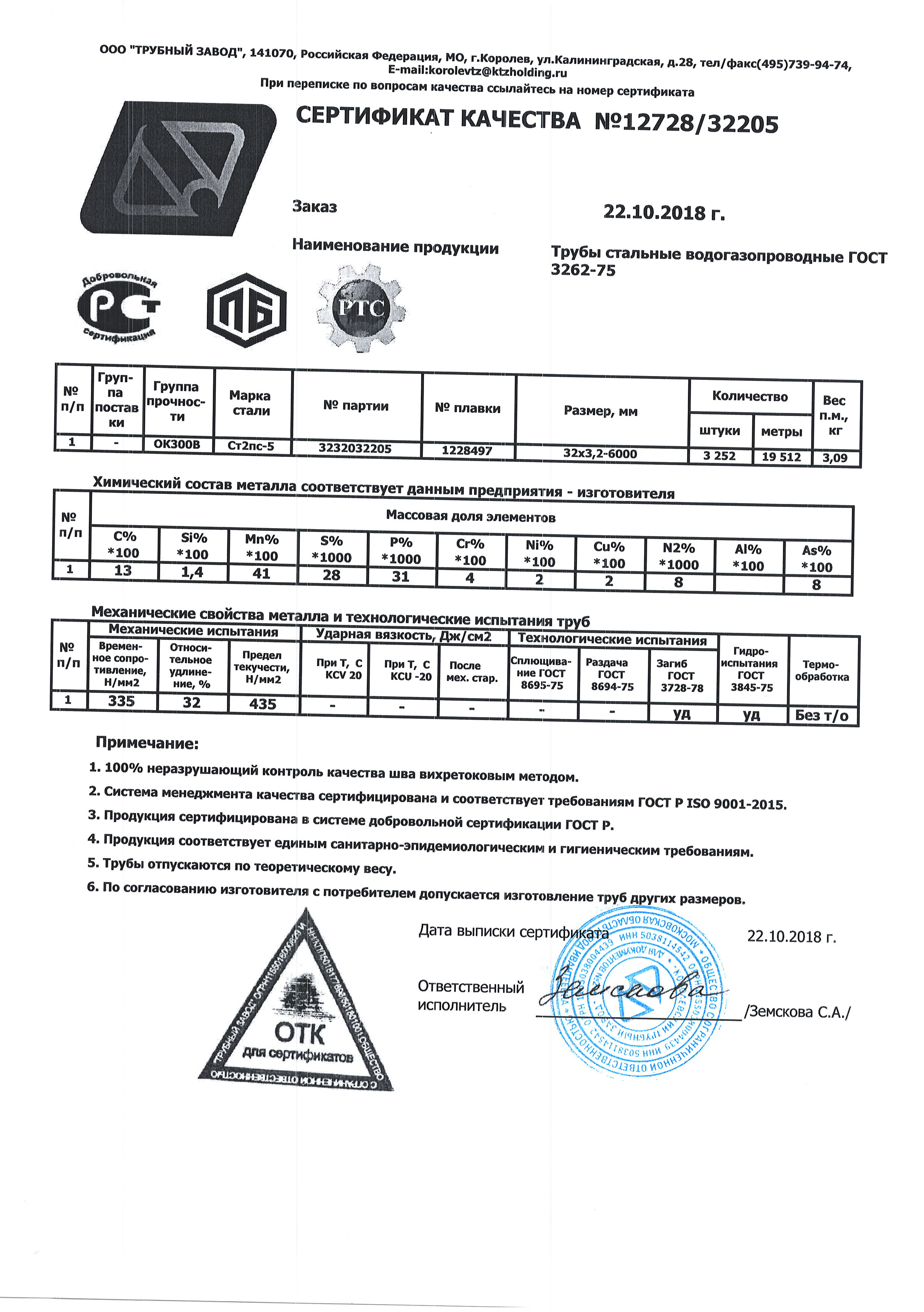 С 08,10,15,20 или стальной лентой Q195-Q235, сделанной из коррозии, некоторые из обработки алюминизирования.
С 08,10,15,20 или стальной лентой Q195-Q235, сделанной из коррозии, некоторые из обработки алюминизирования. На изгибе трубы, заканчивающейся центральной линией по вертикали, овалу есть определенные требования к степени, общее испытание на давление и сплющивание.
На изгибе трубы, заканчивающейся центральной линией по вертикали, овалу есть определенные требования к степени, общее испытание на давление и сплющивание.Сварка труб является одним из самых простых и надежных способов соединения труб, а стальные трубы можно просто сварить вместе с помощью сварки MIG (металл в среде инертного газа), TIG (сварка вольфрамовым электродом в среде инертного газа или SMAW (дуговая дуга). Перед сваркой двух труб вместе , избегайте зазоров между двумя трубами Во время сварки примите меры для обеспечения постоянного выравнивания двух труб.
Выровняйте две трубы и при необходимости используйте зажимы, чтобы скрепить их вместе.
Зажгите сварочную горелку или ударьте сварочным электродом по стали, чтобы образовалась дуга между сварочным инструментом и трубами. Дайте горелке сформировать небольшую сварочную ванну на поверхности стали, называемую прихваточным швом.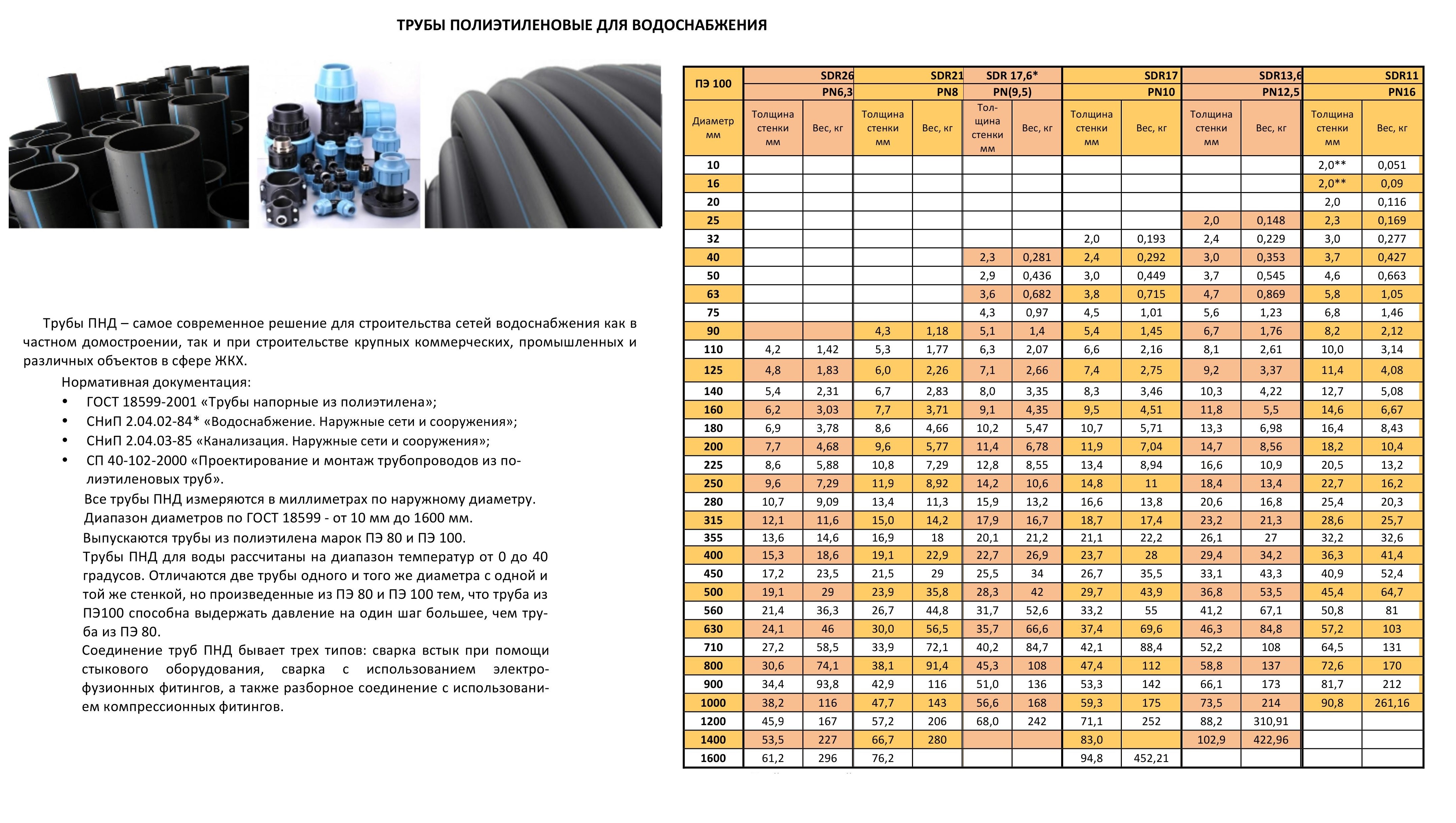
Слегка переместите дугу и создайте еще одну сварочную ванну в другом месте по окружности труб. Продолжайте перемещать дугу и создавать больше сварочных ванн, пока не сформируете ряд прихваточных швов через равные промежутки времени по окружности.
Аккуратно перемещайте сварочный инструмент по окружности труб, создавая сварочную ванну, которая полностью проходит по окружности и соединяет две трубы вместе.
Погасите дугу и дайте сварочной ванне высохнуть в течение нескольких минут.
Наиболее распространенные сварные стальные трубыТруба спиральношовная
Пульсирующее распылительное устройство на поверхности оправки стальной трубы горячего расширения представляет собой устройство для распыления смазки на поверхности оправки трубы с тепловым расширением, которое характеризуется кольцевыми частями корпуса устройства впрыска со взломом резервуара со смазкой, в стенке кольца со взломом Чу открытые смазочные агенты входят в отверстие, двигатель Чу со взломом боковая установка, ее шпиндель с приводным колесом и среднее со смазочным отверстием для вывода пульсирующей кольцевой фазы, нижняя часть выходного отверстия для размещения луча радиорегулирующей группы снабжена коромыслом радиорегулирования.
Преимущества: использование распыляемой смазки на поверхности оправки может снизить сопротивление трения между оправкой для прокатки труб и стальной трубой, чтобы уменьшить нагрузку от давления стана и энергопотребление стана, чтобы продлить срок службы оправки, улучшить качество проката стальных труб.
Горячая расширительная труба с двухступенчатой машиной для развальцовки нажимной трубы, технология развальцовки конической матрицы, цифровая технология индукционного нагрева промежуточной частоты, гидравлическая технология в машине с разумным процессом, низкое энергопотребление, меньшие капиталовложения, хорошее качество продукции, широкий ассортимент применимости сырья и спецификаций продукта, гибкой переменной стоимости объема производства, адаптивности, замены традиционной сталелитейной промышленности, технологии расширения Pullout.трудно решить в ближайшем будущем, поставка стальной трубы большого диаметра, трубы теплового расширения, чтобы стать источником нехватки продукции стальной трубы большого диаметра. облегчить ситуацию с дефицитом предложения на рынке труб большого диаметра.
облегчить ситуацию с дефицитом предложения на рынке труб большого диаметра.
Электросварная труба сопротивлением
Трубы ERW означают трубы, сваренные электрическим сопротивлением. Это экономичная стальная труба с более жесткими размерными допусками и меньшим весом. Сварной шов подвергается термической обработке после сварки без остатков неотпущенного мартенсита.Кроме того, заусенец можно удалить как с внутренней, так и с внешней поверхности.
Оцинкованные стальные трубы ВПВ
Для труб с наружным диаметром 4 дюйма (10,2 мм) и меньше полоса подается в комплект формующих валков, состоящий из горизонтальных и вертикальных валков, расположенных таким образом, чтобы постепенно переходить от плоской полосы к трубе, которую затем пропускают. сварочные электроды. Электроды представляют собой медные диски, соединенные со вторичной обмоткой вращающегося трансформатора.Медные дисковые электроды соприкасаются с каждой стороны шва, и температура повышается до точки сварки. Наружный заусенец удаляют режущим инструментом при выходе трубы из электродов, внутренний заусенец удаляют либо пневматическим молотком, либо пропусканием оправки через свариваемую трубу после ее охлаждения. Это называется сваркой электрическим сопротивлением или трубой / трубой ERW.
Наружный заусенец удаляют режущим инструментом при выходе трубы из электродов, внутренний заусенец удаляют либо пневматическим молотком, либо пропусканием оправки через свариваемую трубу после ее охлаждения. Это называется сваркой электрическим сопротивлением или трубой / трубой ERW.
Черная стальная труба ERW
Труба ERW, изготовленная методом холодного формования из стальной ленты, протянутой через ряд роликов и сформованной в трубу, которая сплавляется под действием электрического заряда.
Сварная труба с высокочастотной индукцией (HFI)
В процессе производства сварных труб с высокочастотной индукцией (HFI) рулоны горячекатаной стали питаются аккумулятором большой емкости для обеспечения непрерывной сварки.
ВЫСОКОЧАСТОТНАЯ СВАРКА — это процесс сварки, при котором источник тепла, используемый для плавления соединяемых поверхностей, получается из высокочастотного (ВЧ) нагрева сопротивления переменным током (ac).
Края рулона фрезеруются твердосплавными фрезами для обеспечения высокого качества сварного шва.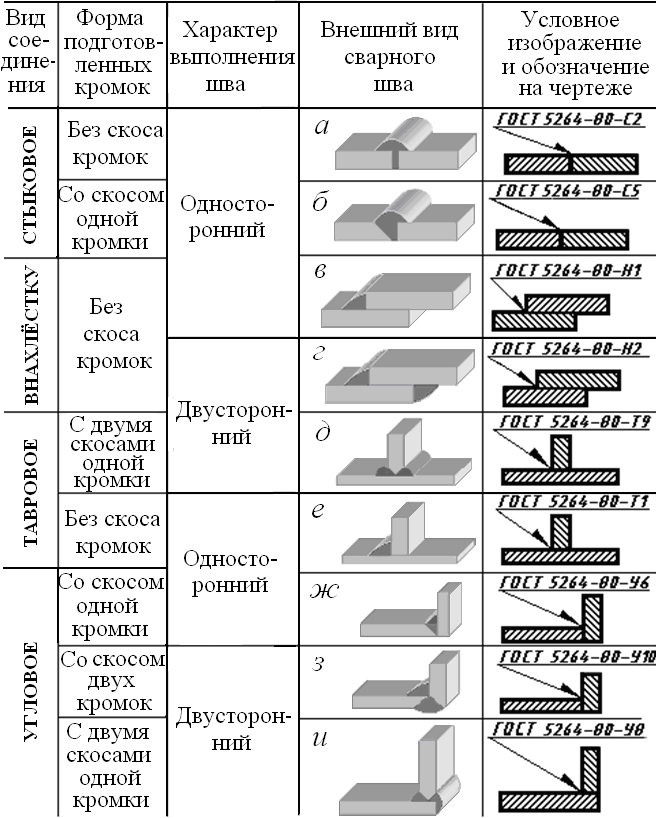 Катушки затем формируются методом холодной штамповки с использованием набора валков клетки и ребристых проходов, а затем соединяются с использованием высокочастотных токов с использованием индукционных или, альтернативно, кондуктивных методов.
Катушки затем формируются методом холодной штамповки с использованием набора валков клетки и ребристых проходов, а затем соединяются с использованием высокочастотных токов с использованием индукционных или, альтернативно, кондуктивных методов.
Экспертиза
Используя свой специализированный опыт в области высокочастотной сварки, TWI оказала поддержку промышленности в ряде проектных и консультационных работ, которые включали:
- механические свойства сварной трубы
- металлургические исследования сварных швов
- дефектоскопия
- оптимизационные исследования по стыковой сварке ВЧ заготовок нестандартных размеров
Ресурс:
- испытательные установки для исследований механики разрушения
- коррозионно-металлургическое испытательное оборудование
- неразрушающий контроль
- консультации по процессу и устранение неполадок
- специализированные учебные курсы
Области применения
Сварные стальные трубы HFW широко используются в линиях транспортировки и распределения нефти, природного газа, воды и других жидкостей, трубопроводах отопления, охлаждения, вентиляции и стальных конструкциях для строительства и других общих целей благодаря точным производственным допускам и высокопроизводительному методу изготовления.
Метод сварки
Спиральные трубы для дуговой сварки под флюсом (SSAW)
Спиральная дуговая сварка под флюсом (SSAW) — это ее прямое направление и формирование угла формования барабана для шланга по центральной линии трубы (регулируемый), боковая сварка кромки формования и сварка их в спираль.
Трубы, сваренные электроплавлением (EFW)
Подразделение труб EFW состоит из формовочного пресса JCO, винтовой / спиральной мельницы, системы внутренней и внешней сварки, печи для термообработки и испытательного оборудования.Используемый процесс сварки: gtaw для корневого прохода и пила/tig для окончательного прохода с подходящей присадочной проволокой в соответствии со спецификациями aws и нормами ASME для котлов и сосудов под давлением, раздел-ix. Эти предприятия способны производить аустенитные и различные дуплексные марки.
Продольная дуговая сварка под флюсом (LSAW)
Трубы LSAW (стальные трубы, сваренные продольной дугой под флюсом) в листовой пластине в качестве сырья, стальная пластина в пресс-форме или формовочная машина под давлением (объемом) с использованием двухсторонней дуговой сварки под флюсом и развальцовки с производства.
(Формирование Uing и Oing) Трубы UOE
UOE — метод, используемый для производства прямошовных труб большого диаметра.
Продольные кромки стальных пластин сначала скошены с помощью твердосплавного фрезерного оборудования. Затем скошенным пластинам придают U-образную форму с помощью U-образного пресса, а затем форму O с помощью O-пресса.
Мельница UOE оснащена самыми передовыми технологиями и процессами, обеспечивает высокую эффективность производства, стабильное качество продукции и оснащена полным контрольно-измерительным оборудованием.
Стан UOE использует форму U & O, сформированные трубы свариваются внутри с помощью пяти внутренних сварочных станций с тремя проволоками и свариваются снаружи с помощью четырех внешних сварочных станций с тремя проволоками.
В мельнице используется процесс J-C-O (J-ing, C-ing и O-ing) с непрерывной осью деформации с характеристиками высокой точности и эффективности формования, а также сбалансированным распределением напряжения при формовании.
Технология производства JCOE была разработана в 1990-х годах как процесс формования труб, процесс формования представляет собой первую крупную кромку сталелитейного завода (или строгание) после предварительного изгиба по продольной стороне, а затем тип → J-→ C O-порядок формования. , штамповка каждого шага — основные принципы трехточечной гибки.
Поскольку это прогрессивное многопроходное прессование, оно должно решать следующие вопросы: как определить форму штампа, расстояние хода верхнего и нижнего штампа и сколько проходов пресса необходимо для обеспечения наиболее подходящего радиуса изгиба и наилучшего качества. открывающаяся круглая трубка для волос.
Но эти вопросы со стальным листом, сталеплавильными заводами, различными механическими свойствами бетона, размерами труб (диаметром и толщиной стенки), что в свою очередь очень сложно. В настоящее время в основном методом «проб и ошибок», то есть всякий раз, когда производится замена или новые спецификации стали, мы берем определенное количество образцов для испытаний под давлением, вырабатывая нужное количество ударов. Метод проб и ошибок более надежен, но его эффективность относительно невысока.
Метод проб и ошибок более надежен, но его эффективность относительно невысока.
Процесс формования JCOE
Повторное тестирование материала → вакуумное подвешивание → датчик доски → клапан → строгальный завиток перед полупластиной (J-образный профиль) на краю платы → свободное соединение → ввод стального полукольца (C-образное формование) полустальной лист → закручивание → ослабление → изгиб → предварительно сваренный → Сварка приведенной (закалочной) дуговой доски → сварка → Цин корневой шов → механический ремонт конца указанной гидростатической проверки (потушить) дуговой доски → ультразвуковой контроль → механическое расширение → концы труб ультразвукового контроля кольцевой тест на расслоение до UT → X -лучевой контроль → Магнитопорошковый контроль готовой продукции → взвешивание и измерение длины → наружная антикоррозия → внутренняя коррозия → маркировка → доставка.
Технология производства JCOE представляет собой процесс формирования сварных труб, разработанный в 1990-х годах, в процессе формования это первый префлекс фрезерования кромок стальных листов с помощью продольных кромок (или строгания), а затем тип J → C → O порядок типа литья, на каждом шаге штамповка выражается в трехточечном изгибе в качестве основного принципа. Перед поступательным формованием необходимо решить следующую задачу: как определить форму пресс-формы, режим верхнего шага штампа и сколько раз для обеспечения оптимального радиуса изгиба штамповать наилучшее раскрытие брутто круглой трубы.Эти проблемы с материалом стального листа, специфическими механическими свойствами завода по производству стали, размером трубы (диаметром и толщиной), что делает ее очень сложной. В основном методом «проб и ошибок» всякий раз, когда производилась замена новых спецификаций или новых марок стали, он брал определенное количество образцов опрессовки, отрабатывал нужный объем штамповки.
Перед поступательным формованием необходимо решить следующую задачу: как определить форму пресс-формы, режим верхнего шага штампа и сколько раз для обеспечения оптимального радиуса изгиба штамповать наилучшее раскрытие брутто круглой трубы.Эти проблемы с материалом стального листа, специфическими механическими свойствами завода по производству стали, размером трубы (диаметром и толщиной), что делает ее очень сложной. В основном методом «проб и ошибок» всякий раз, когда производилась замена новых спецификаций или новых марок стали, он брал определенное количество образцов опрессовки, отрабатывал нужный объем штамповки.
Метод проб и ошибок более надежен, но его эффективность относительно невысока. Больше параметров процесса, только методом проб и ошибок.Для того, чтобы получить зрелую технологию, и даже потребуется несколько месяцев проб и ошибок. Форма и расстояние между фиксированной нижней формой и процесс проб и ошибок часто используются только для изучения хода пуансона, так что полученные результаты могут быть не оптимальными, а не полностью соответствующими возможностям устройства. Таким образом, необходимо систематически изучать факторы формования, создавать теорию или формулу, используя опыт проб и ошибок для разработки процесса формования, тем самым устраняя необходимость или меньше необходимости экспериментировать, чтобы снизить стоимость и время испытаний и улучшить производство. эффективность.
Таким образом, необходимо систематически изучать факторы формования, создавать теорию или формулу, используя опыт проб и ошибок для разработки процесса формования, тем самым устраняя необходимость или меньше необходимости экспериментировать, чтобы снизить стоимость и время испытаний и улучшить производство. эффективность.
Сварные трубы специального сечения
Мы можем производить прецизионные и высокочастотные сварные стальные трубы и трубы всех возможных размеров и форм.
Овальная труба
Мы предлагаем овальные трубы самого высокого качества на международном рынке.
Они широко используются в различных промышленных и инженерных приложениях.
Плоские овальные трубы
Овальные трубы в основном производятся диаметром 1,0 – 3,0 мм.
Плоские овальные трубы Диапазон размеров:
| а | б | г | длина в мм | материал |
|---|---|---|---|---|
| 30,0 | 15,0 | 1,5 | 6.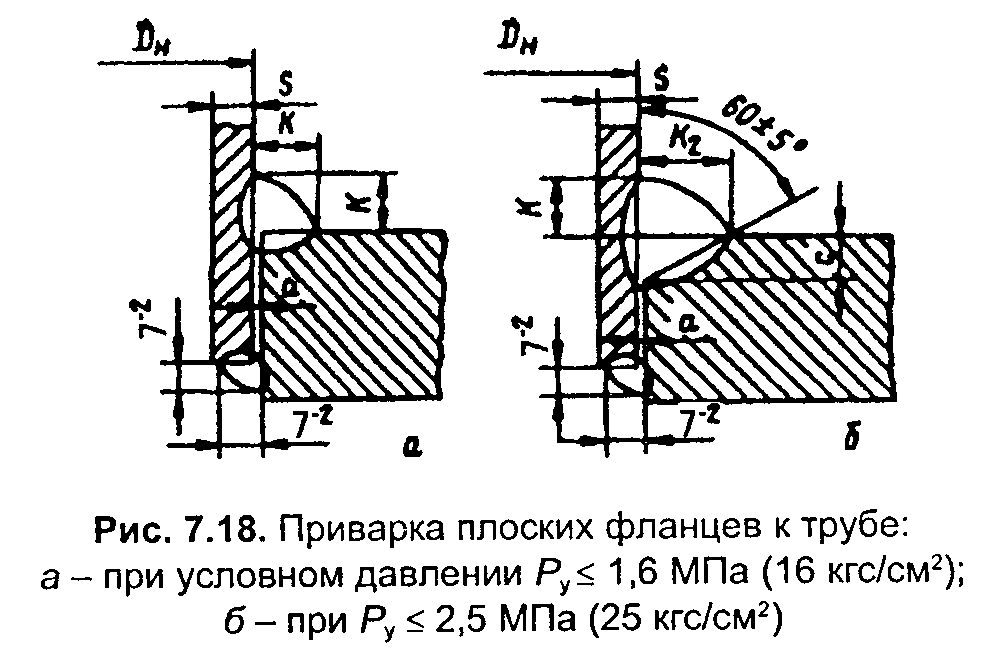 000 000 | 1.4301 |
| 30,0 | 17,0 | 1,5 | 6.000 | 1.4301 |
| 35,0 | 15,0 | 1,5 | 6.000 | 1.4301 |
| 40,0 | 20,0 | 1,5 | 6.000 | 1.4301 |
| 48,0 | 20,0 | 1,5 | 6.000 | 1.4301 |
| 56,5 | 29,8 | 1,5 | 6.000 | 1.4301 |
| 60,0 | 20,0 | 1,5 | 6.000 | 1.4301 |
| 60,0 | 32,0 | 2,0 | 6.000 | 1.4301 |
По запросу могут быть изготовлены различные толщины стенок, материалы и поверхности (например, IIIc, K240, K400, K600), а также длины.
Эллиптическая труба
Эллиптические трубы обычно изготавливаются из 1,0 – 3,0 мм.
Овальная эллиптическая труба Диапазон размеров:
| а | б | г | длина в мм | материал |
|---|---|---|---|---|
| 26,3 | 16,2 | 1,5 | 6.000 | 1.4301 |
| 36,0 | 14,0 | 1,5 | 6.000 | 1.4301 |
| 40,0 | 28,5 | 1,5 | 6.000 | 1.4301 |
| 55,0 | 18,0 | 1,5 | 6.000 | 1.4301 |
Квадратный полый профиль
Квадратный полый профиль бывает разных размеров, спецификаций и толщины стенок.
Его однородность делает его предсказуемым в использовании и визуально привлекательным.
Имеет высокое соотношение веса и прочности. Его легко сгибать, а поскольку квадратные стальные трубы недороги, они рентабельны даже для крупных проектов.
Квадратная полая секция, SHS, квадратная коробка, окрашенная, оцинкованная, ERW, черная, мягкая сталь
- Марка стали : Q235, Q345, S235JR, S275JR, SS4007
- Поверхностная обработка: горячее цинкование погружением, предварительное цинкование
- SHS (Квадратное полое сечение) Диапазон размеров Таблица 2.
Стальная труба легко перерабатывается. Во многих проектах используются квадратные стальные трубы, включая все типы зданий, дорожные ограждения и указатели, опорные колонны, фермы, мосты, тяжелое оборудование, системы хранения и тренажеры.
Широкий диапазон размеров в сочетании с соответствующей маркой стали гарантирует, что функциональность и рентабельность вашей конструкции могут быть оптимизированы.
Химический состав
Марка стали: Q195, Q215, Q235, Q345, S235JR, S275JR, SS4007-
| Данные | Элементы (%) | ||||
| Материал класса | С | Мн | С | п | Си |
| Q195 | 0. 06-0.12 06-0.12 | 0,25-0,50 | <0,05 | <0,045 | <0,30 |
| Q215 | 0,09-0,15 | 0,25-0,55 | <0,05 | <0,045 | <0,30 |
| Q235 | 0,12-0,20 | 0,30-0,70 | <0,045 | <0.045 | <0,30 |
| Q345 | <0,20 | 1,0-1,6 | <0,04 | <0,04 | <0,55 |
Механическое свойство
| Материал класса | Предел текучести (МПа) | Прочность на растяжение (МПа) | Удлинение (%) |
| Q195 | >195 | 315-430 | 32-33 |
| Q215 | >215 | 335-450 | 26-31 |
| Q235 | >235 | 375-500 | 24-26 |
| Q345 | >345 | 470-630 | 21-22 |
Допуск :
| Длина | +/- 50 мм |
| Толщина стенки | +/- 12. 5% 5% |
| Масса | +/- 8% |
Они измеряются внешними размерами и толщиной стенки.
Примечание :
A: с, T: толщина стенки, SHS: квадратный полый профиль, RHS: прямоугольный полый профиль
Поверхностная обработка: горячее цинкование погружением, электрогальваническое цинкование, черный цвет
Сертификат заводских испытаний : EN 10204/3.1B
Проверка третьей стороной: SGS, BV, Lloyds и т. д.
Примечание: Также доступны предварительно оцинкованные квадратные/прямоугольные полые секции с наружным диаметром 19–70 мм и толщиной 1–2,3 мм.
Применение:
Мебельная промышленность и бытовые изделия, кузова автобусов, ограждения и т. д. Размеры, отличные от указанных выше, также могут быть изготовлены по особым требованиям.
Прямоугольные полые секции
Прямоугольные стальные трубы бывают разных размеров, спецификаций и толщины стенок. Его однородность делает его предсказуемым в использовании и визуально привлекательным. Имеет высокое соотношение веса и прочности.
Его однородность делает его предсказуемым в использовании и визуально привлекательным. Имеет высокое соотношение веса и прочности.
Его легко сгибать, а поскольку квадратные стальные трубы недороги, они рентабельны даже для крупных проектов.
Мы производим и экспортируем прямоугольные полые профили, прямоугольные полые стальные профили и прямоугольные полые трубы в соответствии с требованиями заказчика с антикоррозионным масляным покрытием внутри и снаружи труб, чтобы обеспечить безопасную доставку конечным клиентам.
Специализируется на стальных, отрезных, круглых, квадратных, полых, прямоугольных, прямоугольных полых профилях, RHS
Широкий диапазон размеров в сочетании с соответствующей маркой стали гарантирует, что функциональность и рентабельность вашей конструкции могут быть оптимизированы.
Квадратная труба горячего цинкования
Горячеоцинкованная квадратная труба представляет собой квадратную трубную пластину или полосу после формирования завитка в горячеоцинкованной ванне в результате ряда химических реакций, образующих квадратную трубу; также может быть горячекатаной или холоднокатаной оцинкованной стальной полосой после изгиба полого квадратного поперечного сечения холодного сечения, а затем стальной трубы, сваренной высокочастотной сваркой.
Горячеоцинкованная квадратная труба обладает хорошей прочностью, ударной вязкостью, пластичностью и производительностью процесса сварки, а также хорошей пластичностью, слой сплава со стальной основой, прикрепленной к твердой, горячеоцинкованной квадратной трубе, может подвергаться холодной штамповке, прокатке, волочению, формованию и гибке. без повреждения покрытия; для общей обработки, такой как сверление, резка, сварка, процесс холодной гибки. Горячеоцинкованная поверхность яркая и красивая, в соответствии с требованиями техники.
Горячеоцинкованная квадратная труба часто используется: стеклянная навесная стена, опора власти, связь, электрические сети, передача воды и газа, проволочный кожух, жилье, мосты, металлоконструкция, передача электроэнергии и т. Д.
квадрат нержавеющей стали
/прямоугольные трубыНаши предложения квадратных и прямоугольных труб из нержавеющей стали доступны в самых разных размерах и толщинах стенок.
Квадратные трубы из нержавеющей стали (полированная/матовая)
Они поставляются как с фрезерованной, так и с полированной отделкой, включая полированную отделку, включая зеркальную отделку № 4, № 6 и № 8.
Обычно они поставляются произвольной длины 20 футов, но могут быть обрезаны по размеру по заказу.
Доступные марки стали: 304, 304L и 316L
Мы изготовим пилу по индивидуальному заказу и продадим неполную длину некоторых размеров.
Финишная и полированная продукция на складе.
Доступны услуги полировки.
| О.Д. | Толщина (мм) | |||||||||||
| в | мм | 0,7 | 0,8 | 0,9 | 1.0 | 1,2 | 1,5 | 2.0 | 2,5 | 3.0 | 4.0 | 5,0 |
| 1/2″ х 1/2″ | 12,7 х 12,7 | Икс | Икс | Икс | Икс | Икс | ||||||
| 5/8″ х 5/8″ | 15. 9 х 15,9 9 х 15,9 | Икс | Икс | Икс | Икс | Икс | Икс | |||||
| 18,0 х 18,0 | Икс | Икс | Икс | Икс | Икс | Икс | Икс | |||||
| 3/4″ х 3/4″ | 19.0 х 19,0 | Икс | Икс | Икс | Икс | Икс | Икс | Икс | ||||
| 20,0 х 20,0 | Икс | Икс | Икс | Икс | Икс | Икс | Икс | |||||
| 7/8″ х 7/8″ | 22. 2 х 22,2 2 х 22,2 | Икс | Икс | Икс | Икс | Икс | Икс | Икс | ||||
| 1″ х 1″ | 25,4 х 25,4 | Икс | Икс | Икс | Икс | Икс | Икс | Икс | Икс | Икс | ||
| 30.0 х 30,0 | Икс | Икс | Икс | Икс | Икс | Икс | Икс | Икс | Икс | |||
| 1 1/4″ х 1 1/4″ | 31,8 х 31,8 | Икс | Икс | Икс | Икс | Икс | Икс | Икс | Икс | |||
| 1 1/2″ х 1 1/2″ | 38. 1 х 38,1 1 х 38,1 | Икс | Икс | Икс | Икс | Икс | Икс | Икс | Икс | |||
| 40,0 х 40,0 | Икс | Икс | Икс | Икс | Икс | Икс | Икс | |||||
| 50.0 х 50,0 | Икс | Икс | Икс | Икс | Икс | Икс | Икс | |||||
| 2″ х 2″ | 50,8 х 50,8 | Икс | Икс | Икс | Икс | Икс | Икс | Икс | ||||
60. 0 х 60,0 0 х 60,0 | Икс | Икс | Икс | |||||||||
| 70,0 х 70,0 | Икс | Икс | Икс | |||||||||
| 80.0 х 80,0 | Икс | Икс | Икс | Икс | Икс | |||||||
| 90,0 х 90,0 | Икс | Икс | Икс | Икс | Икс | |||||||
100. 0 х 100,0 0 х 100,0 | Икс | Икс | Икс | Икс | Икс | |||||||
Допуск:
| Пункт | Боковая сторона | Толщина | Диагональ | Радиусы углов | Прямолинейность | Длина | Плоскостность |
| АСТМ А554 | <31.8 мм ± 0,38 мм | ±10% | ≤0,4 мм | ≤2,5 мм Р | ≤10 мм/6 м | +50мм-0мм | ±0,15 мм |
| 31,8 мм~63,5 мм±0,51 мм | |||||||
| ≥63,5 мм ± 0,76 мм |
Стандарты ASTM:
Изделия из железа и стали Стальные трубы, стальные трубы, фитинги
| АСТМ А1016-04а | Стандартные технические условия для общих требований к трубам из ферритной легированной стали, аустенитной легированной стали и нержавеющей стали |
| А 213 / А 213М-09 | Бесшовные трубы котлов, пароперегревателей и теплообменников из легированной ферритной и аустенитной стали.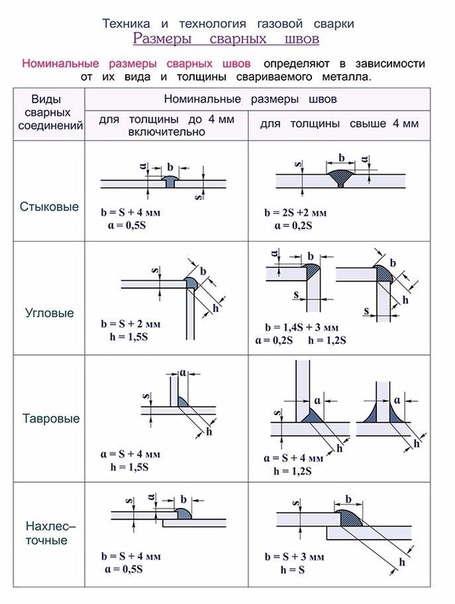 |
| А 268 / А 268М | Трубы бесшовные и сварные из ферритной и мартенситной нержавеющей стали общего назначения |
| А 269 / А 269М | Бесшовные и сварные трубы из аустенитной нержавеющей стали общего назначения |
| А 312 / А 312М-09 | Трубы бесшовные и сварные из аустенитной нержавеющей стали |
| А 450 / А 450М-03 | Стандартные технические условия для общих требований к трубам из углеродистой, ферритной и легированной аустенитной стали |
| А 511 | Бесшовные механические трубки из нержавеющей стали |
| А 789 / А 789М | Трубы бесшовные и сварные из ферритно-аустенитной нержавеющей стали общего назначения |
| А 790 / А 790М-08 | Трубы бесшовные и сварные из ферритно-аустенитной нержавеющей стали |
| U-образные трубы | Стандарты для U-образных труб из нержавеющей стали для теплообменников |
*Примечание: Раздел второй: цветные металлы, никель, кобальт, свинец, олово, цинк, кадмий, драгоценные, реактивные, тугоплавкие металлы и сплавы; Материалы для термостатов, электрических нагревательных и резистивных контактов и разъемов
Стандарты ASME:
ASME Код давления в котле Раздел II Часть A – Спецификация на железосодержащие материалы
| СА 213 / СА 213М | Бесшовные трубы котлов, пароперегревателей и теплообменников из легированной ферритной и аустенитной стали. |
| СА 268 / СА 268М | Трубы бесшовные и сварные из ферритной и мартенситной нержавеющей стали общего назначения |
| СА 269 / СА 269М | Бесшовные и сварные трубы из аустенитной нержавеющей стали общего назначения |
| СА 312 / СА 312М | Трубы бесшовные и сварные из аустенитной нержавеющей стали |
| СА 511 | Бесшовные механические трубки из нержавеющей стали |
| СА 789 / СА 789М | Трубы бесшовные и сварные из ферритно-аустенитной нержавеющей стали общего назначения |
| СА 790 / СА 790М | Трубы бесшовные и сварные из ферритно-аустенитной нержавеющей стали |
Стандарты UNI:
Нержавеющие и жаропрочные стали
| УНИ 6904 | Трубы стальные бесшовные из специальных легированных коррозионностойких и жаропрочных нержавеющих труб |
ГОСТ-стандарты:
Нержавеющая сталь
| ГОСТ 9940 | Трубы бесшовные из нержавеющей стали, горячедеформированные |
| ГОСТ 9941 | Трубы бесшовные из нержавеющей стали, холоднокатаные и горячедеформированные |
| ТУ 14-3-460 | Трубы стальные бесшовные для паровых котлов и трубопроводов |
Европейские стандарты:
Нержавеющая сталь
| ЕН 10216-5* | Трубы стальные бесшовные для работы под давлением |
| ЕН ИСО 1127 | Трубы бесшовные из нержавеющей стали (размеры и вес) |
*Примечание. Этот европейский стандарт заменяет старые национальные стандарты для измерения давления (DIN 17458 DIN 17459 NFA 49117 NFA 49217 NFA 49218 BS 3605 BS 3605-1 и т. д.
Этот европейский стандарт заменяет старые национальные стандарты для измерения давления (DIN 17458 DIN 17459 NFA 49117 NFA 49217 NFA 49218 BS 3605 BS 3605-1 и т. д.
. Все европейские стандарты имеют собственное национальное обозначение (например, NF EN 10216-5 DIN). EN 10216-5 BS EN XXXXX UNI EN XXXXX ..)
Стандарты DIN:
Нержавеющая сталь
| DIN 17456 | Трубы бесшовные круглые из нержавеющей стали общего назначения |
| DIN 17458 | Бесшовные круглые трубы из аустенитной нержавеющей стали в соответствии со специальными требованиями |
| DIN 17459 | Бесшовная круглая высокотемпературная труба из аустенитной нержавеющей стали с учетом особых требований |
Стандарты JIS:
Нержавеющая сталь
| JIS G 3459 | Трубы из нержавеющей стали |
| JIS G 3463 | Трубы котла и теплообменника из нержавеющей стали |
Прямоугольные трубы из нержавеющей стали (полированная/матовая)
Спецификации : CNS 5802, JIS G3446 и ASTM A554.
| О.Д. (в) | Толщина (мм) | ||||||||||
| 0,7 | 0,8 | 0,9 | 1,0 | 1,2 | 1,5 | 2.0 | 2,5 | 3.0 | 4.0 | 5,0 | |
| 10х20 | Икс | Икс | Икс | Икс | Икс | Икс | Икс | ||||
| 10х25 | Икс | Икс | Икс | Икс | Икс | Икс | Икс | ||||
| 10х30 | Икс | Икс | Икс | Икс | Икс | Икс | Икс | ||||
| 13х26 | Икс | Икс | Икс | Икс | Икс | Икс | Икс | ||||
| 15х30 | Икс | Икс | Икс | Икс | Икс | Икс | Икс | ||||
| 20х40 | Икс | Икс | Икс | Икс | Икс | Икс | Икс | ||||
| 25х50 | Икс | Икс | Икс | Икс | Икс | Икс | Икс | ||||
| 30х60 | Икс | Икс | Икс | Икс | Икс | Икс | Икс | ||||
| 40х80 | Икс | Икс | Икс | Икс | Икс | ||||||
| 45х75 | Икс | Икс | Икс | Икс | Икс | ||||||
| 45X95 | Икс | Икс | Икс | Икс | Икс | ||||||
| 50X100 | Икс | Икс | Икс | Икс | Икс | ||||||
| 60X120 | Икс | Икс | Икс | Икс | Икс | ||||||
Допуск:
| Пункт | Наружный диаметр | Толщина | Дигональ | Радиус края | Радиусы углов | Прямолинейность | Длина | Плоскостность |
| АСТМ А554 | <31. 8 мм ± 0,38 мм 8 мм ± 0,38 мм | ±10% | ≤0,4 мм | ≤2,5 мм Р | ≤10 мм/6 м | +50мм-0мм | ±0,15 мм | |
| 31,8 мм~63,5 мм±0,51 мм | ||||||||
| ≥63,5 мм ± 0,76 мм | ||||||||
Сварная стальная труба API 5L в основном используется для доставки наземных и морских нефтегазовых, угольных шламов, шламовых сред и морских платформ, электростанций, химической промышленности и городского строительства, конструкционных труб.
API в начале 1926 года выпустил Американским институтом нефти (API) стандарт API-5L, первоначально включающий три марки стали A25, A, B, а затем выпущенный несколько раз.
До 2000 года во всем мире использование X70 составляло около 40%, X65, X60 — 30%, значительное количество нефтепроводов малого калибра выбирают из стали марки X52, в основном для контактной сварки прямых труб (стальные трубы ERW).
Китай в настоящее время используется в нефтепроводной трубе со спиральной сваркой (SSAW), трубе LSAW (LSAW), трубе, сваренной электрическим сопротивлением (ERW).Диаметр менее 152 мм из бесшовных стальных труб. С конца 1960-х по 1970-е годы завод по производству спиральных труб быстро развивал трубопроводы для сырой нефти, почти все стальные трубы со спиральной сваркой, « выбор стальных труб со спиральной сваркой в области трубопровода Запад-Восток. Недостатком спиральношовной стальной трубы является большое внутреннее напряжение, плохая точность размеров, вероятность образования дефектов. Согласно экспертному анализу, следует принять политику «хождения на двух ногах» и активно проводить технологическую трансформацию нынешнего завода спиральношовных труб, в том числе и в перспективном; энергично развивать производство прямошовных труб для регулирования дуги под флюсом в Китае.Стальная труба ERW с гладким внешним видом, высокой точностью размеров, более низкими ценами и широко используется в стране и за рубежом.
Процесс формования стали с высокочастотной сваркой с прямым швом отличается передовым, надежным качеством, положением сварки, стабильными параметрами сварки, скоростью сварки, высокой производительностью, а все оборудование и технологии производственной линии соответствуют мировому уровню.
- (1) прямошовная высокочастотная сварная стальная труба, формирующая процесс упругости с небольшим остаточным напряжением.
- (2) эффект деформационного упрочнения небольшой, точные геометрические размеры полного круга помогут обеспечить качество конструкции и сварки.
- (3) форма стального валика с прямым швом, сваренная высокочастотной сваркой, хорошая, не склонна к обкусыванию кромки, внутри и снаружи дефектов смещения сварного шва.
- (4) прямошовный сварной шов трубы распределен в точке по окружности и, следовательно, в соответствии с требованием сварки на благоприятном положении.
Процессы производства сварных труб и труб
Во-первых, необработанная сталь превращается в более пригодную для обработки форму. Далее труба формуется на непрерывной или полунепрерывной производственной линии. Наконец, труба разрезается и модифицируется в соответствии с потребностями заказчика.
Далее труба формуется на непрерывной или полунепрерывной производственной линии. Наконец, труба разрезается и модифицируется в соответствии с потребностями заказчика.
Процесс производства труб ВПВ
Наш производственный процесс обычно включает в себя следующие этапы в пошаговой процедуре.
Резка
HR Рулоны разрезаются на заданную ширину для каждого размера труб
Круглая формовка
Размотка, обрезка концов и сварка
Разрезанный рулон разматывается на входе в стан ВПВ, концы срезаются и свариваются один за другим.В результате получается одна бесконечная полоса.
Формовка
Разрезанные рулоны сначала формируются в U-образную форму, а затем в цилиндрическую форму с открытыми краями с использованием ряда формующих валков.
Сварка
Сварка
На этом этапе открытые кромки нагреваются до температуры ковки с помощью высокочастотного, низковольтного, сильноточного тока и свариваются под давлением с помощью кузнечных валков, что делает их идеальными и прочными, но сварка без присадочных материалов.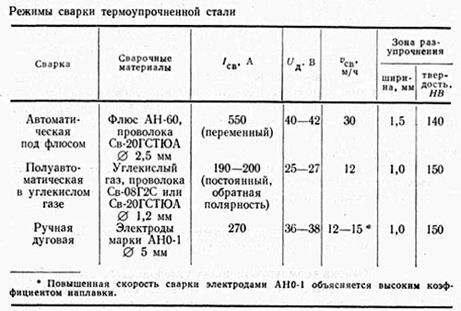
Отжиг шва
Де бортик
На этом этапе заусенцы сверху и внутри (при необходимости) обрезаются твердосплавными инструментами.
Отжиг шва
При необходимости участок сварки и зона термического влияния подвергают нормализации, а затем охлаждают в слое воздушного охлаждения.
Размер
После закалки в воде на трубы калибровочными роликами наносится легкое обжатие.
Это приводит к получению желаемого точного наружного диаметра.
Резка
На этапе резки трубы отрезаются на требуемую длину с помощью летучего отрезного диска/пилы.
Торцевая облицовка и скашивание
Обычно это этап, на котором концы труб торцовываются и скошиваются торцевателем.
Все эти процессы непрерывны с автоматическими устройствами. Эти трубы с гладкими концами далее идут на обработку в соответствии с требованиями заказчика, такую как цинкование, нарезание резьбы, черное лакирование и многое другое.
Технологический процесс продольной дуговой сварки под флюсом
Технологическая схема роликовых труб
Ассортимент роликовых труб:
Наружный диаметр: Ф1200-3800мм | Толщина стенки: 12-120 мм | Длина блока (макс.) 3,2 м.
Мельница UOE является наиболее подходящим процессом для удовлетворения требований клиентов благодаря высокой эффективности производства, стабильному качеству продукции и различным аксессуарам для производства и контроля.
Продольные кромки стальных пластин сначала скошены с помощью твердосплавного фрезерного оборудования. Затем скошенным пластинам придают U-образную форму с помощью U-образного пресса, а затем форму O с помощью O-пресса.
Технологический процесс спиральной сварки стальных труб под флюсом
На нашем предприятии имеется девять модернизированных производственных линий производительностью 1000 тыс. тонн стальных труб B-X80 φ219-φ3200мм, WT5-30мм.
тонн стальных труб B-X80 φ219-φ3200мм, WT5-30мм.
Список некоторых заметок, которые вы должны знать
Обозначение промасленным маслом: Сталь после прохождения варки смазана маслом для предотвращения коррозии и в соответствии с требованиями пользователя к изготовлению.
Выравнивающее фрезерование: Станок с плоской стальной наковальней, обеспечивающий первоначальное скручивание, а затем фрезерный станок для двустороннего фрезерования стали, чтобы удовлетворить требования к ширине листа, параллельности краев листа и форме канавки.
Формование сдвигом: Линия по производству стальных листов по внешнему краю спирали скручивается в трубу.
Стыковая сварка: Двусторонняя дуговая сварка под флюсом с использованием передовой технологии для предварительной сварки, внутренней сварки, наружной сварки.Сварная стальная труба с помощью плазменной ножной резки по заданной длине.
Обработка стальной поверхности в основном предназначена для защиты от ржавчины, следующие процессы защиты от ржавчины:
3-слойная система полиэтиленового покрытия
Первым шагом является очистка, использование очищающей эмульсии растворителя для очистки стальной поверхности, чтобы добиться удаления масла, жира, пыли, смазочных материалов и подобных органических веществ, но он не может удалить ржавчину, оксид, припой со стальной поверхности. .
Второй шаг – это правильная обработка инструментов от ржавчины, инструментов от ржавчины, которые вам нужны, с помощью проволочной щетки, проволочной щетки для удаления рыхлого или деформированного оксида, ржавчины и шлака. Для достижения желаемого эффекта ржавчины твердость стальной поверхности должна основываться на первоначальной степени коррозии и требуемой шероховатости поверхности, покрытии и т. д., чтобы выбрать тип абразива, слой эпоксидной смолы, два или три слоя полиэтилена. покрытие, используя смешанную абразивную крошку и стальную дробеструйную очистку, легче добиться желаемого эффекта.
покрытие, используя смешанную абразивную крошку и стальную дробеструйную очистку, легче добиться желаемого эффекта.
Третий шаг – травление, химическое и электролитическое травление обычно используют два метода, используя только химическое травление коррозии трубопровода. Хотя химическая очистка может обеспечить определенную чистоту и шероховатость поверхности, но есть некоторое загрязнение окружающей среды.
Технологическая схема трехслойного покрытия из полиэтилена и полипропилена
Наконец, подчеркните важность обработки поверхности в производстве, строго контролируйте параметры процесса при защите от ржавчины.
Концы труб
Для концов труб доступны 3 стандартные версии.
- Плоские концы (PE)
- Резьбовые концы (TE)
- Скошенные концы (BE)
Полиэтиленовые трубы, как правило, используются для трубных систем меньшего диаметра и в сочетании с накидными фланцами, фитингами и фланцами с приваркой внахлест.
Реализация ТЭ говорит сама за себя, это исполнение в основном будет использоваться для систем трубопроводов малых диаметров, а соединения будут выполняться с помощью фланцев с резьбой и фитингов с резьбой.
Исполнение ВЕ применяется ко всем диаметрам приварных встык фланцев или приварных фитингов и будет непосредственно привариваться (с небольшим зазором 3-4 мм) друг к другу или к трубе.Концы в основном скошены под углом 30 ° (+ 5 ° / -0 °) с поверхностью основания 1,6 мм (± 0,8 мм).
Длина труб
Отрезки труб на заводе не нарезаются точно по длине, но обычно поставляются в следующем виде:
- Одиночная случайная длина имеет длину около 5-7 метров.
- Двойная случайная длина имеет длину около 11-13 метров.
- Доступны более короткие и более длинные длины, но для расчета целесообразно использовать эту стандартную длину;
- другие размеры, вероятно, дороже.
Упаковка:
- Упакованы в деревянные ящики, завернуты в пластик и надлежащим образом защищены для доставки морем или по запросу.
- На обоих концах каждого ящика будут указаны номер заказа, номер партии, размеры, вес и комплекты или по запросу.
Доставка:
Трубы поставляются в шестигранных или круглых связках, перевязанных стальной лентой.
Масса связки – до 5000 кг по требованию заказчика.
Каждый комплект снабжен тремя бирками.
Сварные стальные трубы широко используются в котлах, автомобилях, судостроении, легких конструкционных стальных дверях и окнах, мебели, сельскохозяйственной технике, строительных лесах, кабельных каналах, верхних полках, контейнерах и т. Д., Которые могут удовлетворить требования клиентов, специальные спецификации сварная труба может быть обработана в соответствии с требованиями пользователя. Сварные трубы для транспортировки воды, сточных вод, газа, воздуха, отопления, пара и других жидкостей под низким давлением и других целей.
В соответствии с различными методами сварки можно разделить на трубы для электродуговой сварки, высокочастотные или низкочастотные сварные трубы с электрическим сопротивлением и трубы для газовой сварки, трубы для печной сварки, трубы для сварки и т. Д. машиностроение и т. д.
Д. машиностроение и т. д.
Труба для сварки печных труб может использоваться для труб водяного газа и т. д.
Продольная сварка под флюсом, используемая для прямой транспортировки нефти и газа под высоким давлением и т. Д.
Размеры стальной сварной трубы:
- Внешний диаметр: 6 мм-4064 мм
- Толщина стенки: 0,3 мм-50 мм
- Длина: 6м-18м
Как купить трубы стальные сварные по минимальной стоимости?
Существует много типов сварных стальных труб, таких как катанка, спиральношовные стальные трубы, прямошовные стальные трубы и т. д., которые являются самыми продаваемыми и популярными сварными стальными трубами на рынке. Возьмем спирально-сварную стальную трубу. Как мы можем купить качественный и доступный продукт, когда покупаем его? На самом деле, есть навыки, которым нужно следовать.Мы не покупаем вслепую. Считается, что товары с красивым внешним видом также хороши по качеству. Эта концепция была в умах некоторых из наших потребителей. Глубоко укоренившийся, но на самом деле очень неправильный.
Глубоко укоренившийся, но на самом деле очень неправильный.
Как выбрать фирменный продукт спиральношовной сварной трубы с высоким качеством, низкой стоимостью и высоким качеством обслуживания. В настоящее время на рынке существует множество марок стальных спиральношовных труб. Как мы можем выбрать наиболее подходящую продукцию марки стальных труб со спиральной сваркой? Благодаря этой статье стальные трубы со спиральной сваркой приобретаются в качестве исчерпывающего руководства для большинства потребителей или друзей, которые столкнутся с проблемой покупки.
Так же, как еда в ресторане, чем больше людей едят в ресторане, это доказывает, что еда в ресторане вкусная. Я верю, что глаза людей светятся. Приобретая продукцию из стальных спиральношовных труб, они бывают покупателями, оптовиками и физическими лицами. Вы также должны выбрать продукцию из стальных труб со спиральной сваркой, которую вы любите есть, и вы можете приобрести местные бренды в соответствии со следующими пунктами.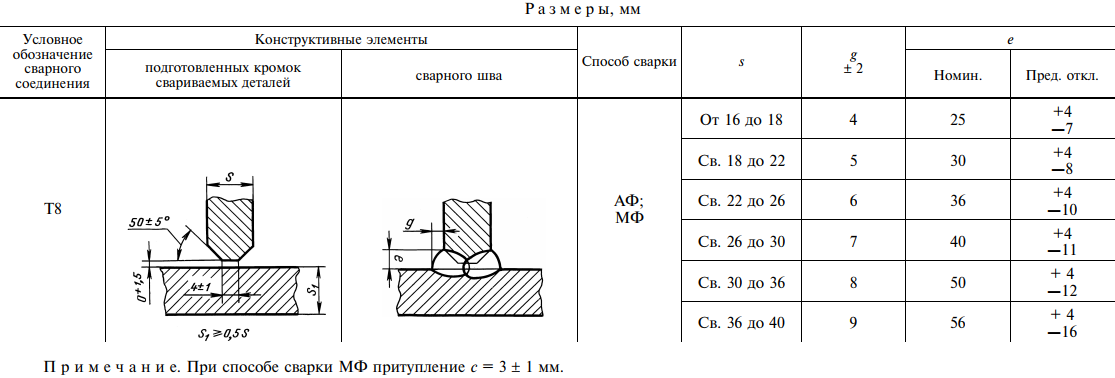
- 1. Найдите производителя спиральношовных стальных труб, которому доверяют местные жители.
- 2. Соберите список местных производителей марок стальных спиральношовных труб и отсортируйте их по категориям (в соответствии с размером предприятия производителя, производственным оборудованием, производственным персоналом, системой управления производством), и вам не нужно собирать их как ключевые точки. .
- 3. Сравните местный бренд, доверие групп пользователей и модели потребления.
Всестороннее понимание вышеуказанных трех пунктов, и подходит для некоторых обследований данных для сравнения.
Спиральношовные стальные трубы должны быть квалифицированными продуктами с указанием производителя, марки и спецификаций. Труба подачи воды должна иметь резьбу. Сварная стальная труба должна иметь открытую резьбу в месте соединения. После установки он должен быть вовремя зафиксирован хомутом. Трубы и фитинги или клапаны должны быть прочно соединены без каких-либо люфтов. После установки спиральношовной стальной трубы ее проверяют водой, а для проверки на наличие утечек используют визуальный осмотр и ощупывание руками.Проверьте, все ли краны и клапаны установлены ровно, открыта ли гибкая прямошовная сварная стальная труба, не заблокирована ли вода и нет ли утечки. Проверьте, правильно ли работает счетчик воды. В некоторых особых случаях будьте осторожны, чтобы избежать несчастных случаев. Например, труба очень длинная, соединяется с кухней и ванной, или с балконом, спирально-сварная стальная труба должна проходить через гостиную или комнату. Поскольку труба не заглублена в стену и не проложена под полом, в случае возникновения проблемы последствия очень серьезные, поэтому стыка посередине нет.И правильно увеличить диаметр трубы, чтобы избежать засорения. Трубы горячей воды не должны быть трубами из оцинкованного железа, чтобы предотвратить коррозию труб и накипь, и должны быть приняты меры по теплоизоляции.
После установки спиральношовной стальной трубы ее проверяют водой, а для проверки на наличие утечек используют визуальный осмотр и ощупывание руками.Проверьте, все ли краны и клапаны установлены ровно, открыта ли гибкая прямошовная сварная стальная труба, не заблокирована ли вода и нет ли утечки. Проверьте, правильно ли работает счетчик воды. В некоторых особых случаях будьте осторожны, чтобы избежать несчастных случаев. Например, труба очень длинная, соединяется с кухней и ванной, или с балконом, спирально-сварная стальная труба должна проходить через гостиную или комнату. Поскольку труба не заглублена в стену и не проложена под полом, в случае возникновения проблемы последствия очень серьезные, поэтому стыка посередине нет.И правильно увеличить диаметр трубы, чтобы избежать засорения. Трубы горячей воды не должны быть трубами из оцинкованного железа, чтобы предотвратить коррозию труб и накипь, и должны быть приняты меры по теплоизоляции.
Стальная труба с вращающейся сваркой качества
- 1. Некачественная спиральношовная стальная труба склонна к складыванию. Фальцовка представляет собой разнообразные линии сгиба, образующиеся на поверхности спиральношовной стальной трубы в заводских условиях, и такие дефекты часто распространяются по всему продольному направлению изделия.Причина складывания заключается в том, что низкокачественный производитель преследует высокую эффективность, количество прессования слишком велико, и образуется ухо, а следующая прокатка вызывает складывание, а сложенное изделие растрескивается после изгиба, а прочность стали сильно сокращается.
- 2. Поверхность контрафактной спиральношовной стальной трубы часто имеет оспины. Оспина – это дефект, вызванный неровностью поверхности стали из-за сильного износа канавки.Из-за погони за прибылью некачественными производителями спиральношовных стальных труб превышена наиболее частая прокатка прокатного стана.
- 3. Материал контрафактной спиральношовной стальной трубы содержит много примесей, плотность стали мала, а размер слишком плохой, поэтому при отсутствии штангенциркуля ее можно взвесить и проверить. Например, для арматуры 20 в национальном стандарте указан максимальный отрицательный допуск 5%. При фиксированной длине 9 м его единый теоретический вес составляет 120 кг.Его минимальный вес должен быть: 120 X (l — 5%) = 114 кг, фактический вес одного корня меньше 114 кг, что является некачественной сталью, поскольку ее отрицательный допуск превышает 5%. В целом эффект фазирования будет лучше, в основном с учетом проблемы кумулятивной ошибки и теории вероятностей.
- 4. Внутренний диаметр поддельной спиральношовной стальной трубы сильно колеблется из-за того, что; л, температура стали нестабильна и есть поверхность инь и ян.2. Состав стали неоднороден. 3. Из-за упрощенного оборудования прочность фундамента низкая, а прокатный стан имеет большой отскок. В течение той же недели произойдут большие изменения, и такой стальной стержень неравномерно нагружен и легко ломается.
- 5. Товарные знаки и печать качественных труб относительно стандартизированы.
- 6. Трехвинтовая сварная стальная труба имеет диаметр 16 и более, а расстояние между двумя торговыми марками выше IM.
- 7. Продольная арматура контрафактной стальной арматуры часто волнистая.
- 8. Производители поддельных и некачественных батончиков имеют свободную упаковку, потому что у них нет драйва. Боковые стороны овальные.
 Некачественная спиральношовная стальная труба склонна к складыванию. Фальцовка представляет собой разнообразные линии сгиба, образующиеся на поверхности спиральношовной стальной трубы в заводских условиях, и такие дефекты часто распространяются по всему продольному направлению изделия.Причина складывания заключается в том, что низкокачественный производитель преследует высокую эффективность, количество прессования слишком велико, и образуется ухо, а следующая прокатка вызывает складывание, а сложенное изделие растрескивается после изгиба, а прочность стали сильно сокращается.
Некачественная спиральношовная стальная труба склонна к складыванию. Фальцовка представляет собой разнообразные линии сгиба, образующиеся на поверхности спиральношовной стальной трубы в заводских условиях, и такие дефекты часто распространяются по всему продольному направлению изделия.Причина складывания заключается в том, что низкокачественный производитель преследует высокую эффективность, количество прессования слишком велико, и образуется ухо, а следующая прокатка вызывает складывание, а сложенное изделие растрескивается после изгиба, а прочность стали сильно сокращается.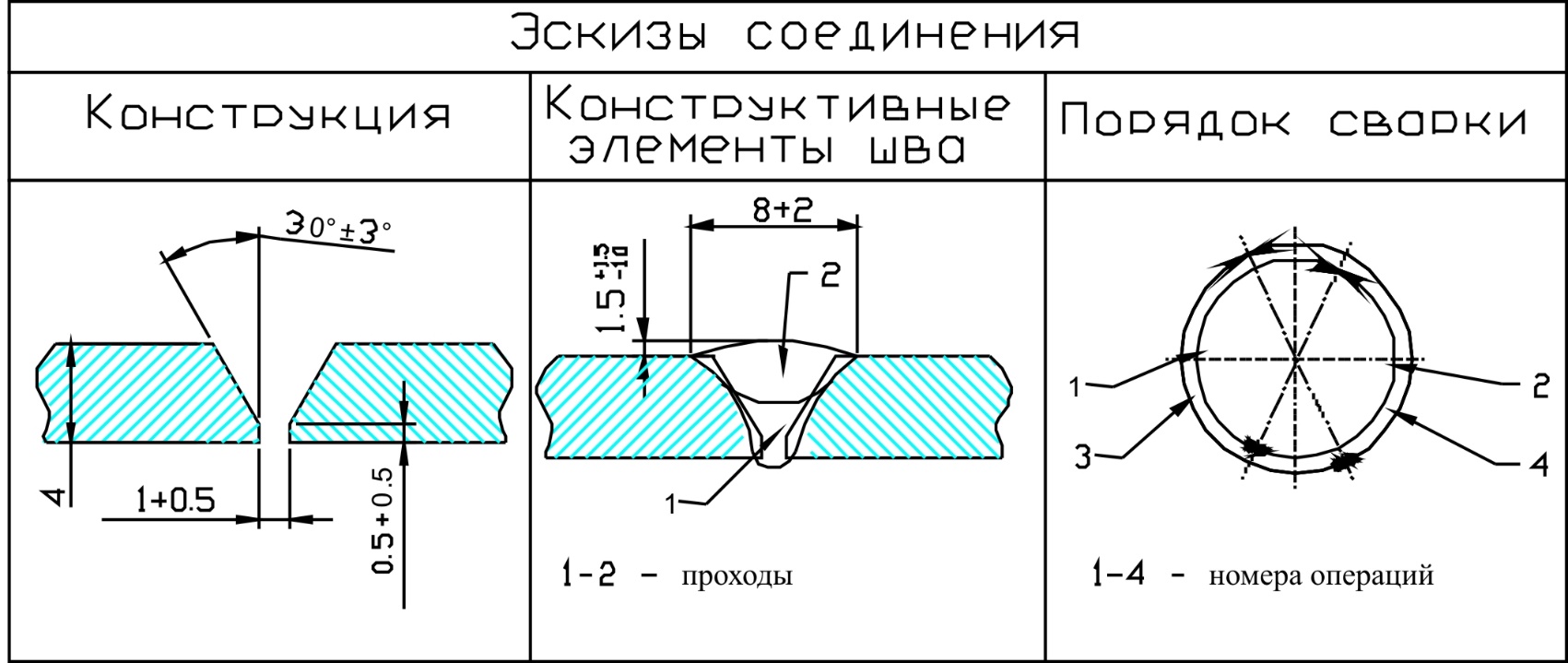 Например, для арматуры 20 в национальном стандарте указан максимальный отрицательный допуск 5%. При фиксированной длине 9 м его единый теоретический вес составляет 120 кг.Его минимальный вес должен быть: 120 X (l — 5%) = 114 кг, фактический вес одного корня меньше 114 кг, что является некачественной сталью, поскольку ее отрицательный допуск превышает 5%. В целом эффект фазирования будет лучше, в основном с учетом проблемы кумулятивной ошибки и теории вероятностей.
Например, для арматуры 20 в национальном стандарте указан максимальный отрицательный допуск 5%. При фиксированной длине 9 м его единый теоретический вес составляет 120 кг.Его минимальный вес должен быть: 120 X (l — 5%) = 114 кг, фактический вес одного корня меньше 114 кг, что является некачественной сталью, поскольку ее отрицательный допуск превышает 5%. В целом эффект фазирования будет лучше, в основном с учетом проблемы кумулятивной ошибки и теории вероятностей.
Метод изоляции сварных стальных труб из спиральношовных стальных труб также начинается с подавления одного из процессов. Например, добавление антикоррозионного покрытия на внешнюю стенку трубы может увеличить сопротивление контура и уменьшить ток коррозии; плюс источник питания постоянного тока, сварная стальная труба может вызвать отрицательный потенциал почвы и сформировать катодную защиту.Может устранить разность потенциалов анод-анод, принципиально остановить процесс анода и катода. Антикоррозийное покрытие в норме, катодная защита в норме. Но как только антикоррозийное покрытие будет повреждено, железная часть ускорит местную коррозию. Поэтому сочетание антикоррозионного покрытия и катодной защиты является методом лечения как симптомов, так и корней, который является экономичным и эффективным. В США и других странах четко оговорено, что антикоррозийное покрытие должно использоваться одновременно с катодной защитой.
В США и других странах четко оговорено, что антикоррозийное покрытие должно использоваться одновременно с катодной защитой.
Однако для городской газовой системы, из-за плотной подземной сети трубопроводов, внешнее электроснабжение катодной защиты создает большие помехи для других труб, что принесет пользу самому себе и ущерб его дому. Используется расходуемый анод, соединенный со спиральной сварной стальной трубой. Закон защиты в данном случае не действует. Таким образом, газопровод городского газа должен использовать антикоррозионный метод в сочетании с антикоррозионным покрытием и расходуемым анодом. Для других немагистральных трубопроводов с более низким давлением обычно используется метод антикоррозионного покрытия..
В настоящее время внешнее антикоррозионное покрытие, обычно используемое для изоляции подземных газовых труб, в основном состоит из трех слоев композитной структуры PE, порошка эпоксидной смолы, каменноугольной эмали, эпоксидной каменноугольной смолы и полиэтиленовой ленты. Трехслойная композитная структура из полиэтилена, антикоррозийное эпоксидное порошковое покрытие Отличные характеристики покрытия, поэтому оно также является основным антикоррозионным покрытием для подземных трубопроводов в Европе и Америке.
Трехслойная композитная структура из полиэтилена, антикоррозийное эпоксидное порошковое покрытие Отличные характеристики покрытия, поэтому оно также является основным антикоррозионным покрытием для подземных трубопроводов в Европе и Америке.
Источник: Китайский производитель сварных стальных труб — Yaang Pipe Industry Co., с ограниченной ответственностью (www.steeljrv.com)
(Yaang Pipe Industry является ведущим производителем и поставщиком изделий из никелевого сплава и нержавеющей стали, включая фланцы из супердуплексной нержавеющей стали, фланцы из нержавеющей стали, фитинги для труб из нержавеющей стали, трубы из нержавеющей стали. Продукция Yaang широко используется в судостроении, атомной энергетике, судостроении. машиностроение, нефтяная, химическая, горнодобывающая, очистка сточных вод, природный газ и сосуды под давлением и другие отрасли промышленности.)
Если вы хотите получить больше информации о статье или поделиться с нами своим мнением, свяжитесь с нами по адресу sales@steeljrv.