Обозначение сварных швов по ГОСТ
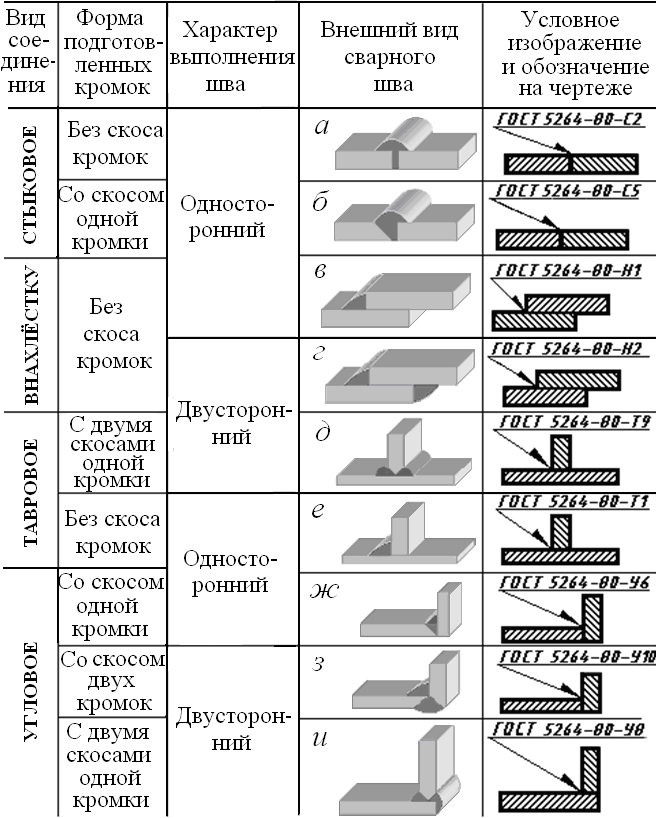
Любые металлоконструкция состоят из отдельных частей, которые соединены путем сварки. Место сварки обладает характерными параметрами. Для инженера важно иметь полную информацию о прочности соединения, о размерах и форме стыка, его герметичности и времени выполнения работ. В ГОСТ оговорены строгие требования, которые должны соблюдаться. Их нарушение, в частности, чертежей, приводит к тяжелым последствиям, вплоть до техногенных катастроф. Обозначения на чертеже — это пояснения по стыковке, формы сварного соединения, его выполнение и другие необходимые сведения. Маркировка сварочного стыка регламентируется стандартами: ГОСТ 2.312-72, 5264-80, 14771-76 по которым должны выполняться все современные чертежи. На основе государственных стандартов и от показателей металла устанавливаются нормы сварки. Кроме того, присваиваются буквенно – цифровые обозначения: стыковые, угловые, тавровые, нахлёсточные.
Угловой называют сварку, если два элемента, расположены под углом в месте примыкания. Таких видов насчитывается 10: от У1 до У10.
Тавровой называют сварку при которой торец элемента приварен к боковой поверхности другого элемента. По документации предусмотрено несколько видов сварки: от Т1 до Т9.
Нахлесточной называют сварку при которой угловые швы элементов, расположенные параллельно друг друга, соединяют в единую конструкцию. Таких видов сварки несколько: от HI до Н2.
Сварные соединения должны соответствовать ГОСТ 2312-72 и обязательно отмечаются . Шов сварного соединения, называемый видимым, изображаются сплошной линией и невидимый – штрихованной.
Обозначение шва отмечают линией — выноской, заканчивающейся стрелкой. Характеристики шва проставляют над полкой – для лицевой стороны шва – или под полкой – для обратной сварного соединения.
Цифры совпадают с номером конкретного стандарта.
Существует несколько обозначений способов сварки Р, ЭЛ, Ф, ПЛ, УП, ИП, ИН, Г,
Обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны;
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны. ограниченной ответственностью «Национальная экспертно-диагностическая компания» (ООО « НЭДК») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
ограниченной ответственностью «Национальная экспертно-диагностическая компания» (ООО « НЭДК») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК364 «Сварка и родственные процессы»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 31 марта 2017 г. № 236-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 6947:2011 «Сварка и родственные процессы. Положения при сварке» (ISO 6947:2011 «Welding and allied processes — Welding positions», IDT).
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC44 «Сварка и родственные процессы», подкомитетом SC 7
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
© Стандартинформ.2017
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Содержание
1 Область применения
2 Термины иопределения
3 Положения при сварке
3.
 1 Основные положения при сварке
1 Основные положения при сварке3.2 Положение при сварке в производстве
3.3 Положение при сварке при испытаниях
4 Обозначения
 1 Основные положения при сварке
1 Основные положения при сваркеПриложение А (справочное) Предельные значения углов наклона оси и поворота лицевой поверхности сварного шва относительно оси сварного шва для положений при сварке производственных сварных швов
Приложение В (справочное) Сравнение международных, европейских и американских обозначений . 13 Библиография
Введение
В настоящем стандарте определены следующие положения при сварке в производстве: нижнее, горизонтальное, вертикальное и потолочное.
Направление сварки является существенным параметром при определении положения при сварке, например, снизу вверх или сверху вниз.
Положение при сварке не зависит от вида соединения, например, стыкового или углового, или от обработки изделия. Стандарт распространяется на сварные швы всех типов.
Связь между положениями при сварке при испытаниях и положениями при сварке в производстве указана в других стандартах, например в ISO 9606 [1] или IS015614 [2].
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ Сварка и родственные процессы
ПОЛОЖЕНИЯ ПРИ СВАРКЕ
Welding and allied processes. Welding positions
Дата введения — 2017—10—01
1 Область применения
Настоящий стандарт определяет положения при сварке для испытаний и в производстве стыковых и угловых сварных швов для всех видов продукции.
В приложении А приведены примеры предельных углов наклона оси сварного шва и поворота лицевой поверхности сварного шва вокруг оси сварного шва при положениях при сварке производственных сварных швов.
В приложении В приведено сравнение международных, европейских и принятых в США обозначений.
2 Термины иопределения
В настоящем стандарте применены следующие термины с соответствующими определениями:
2.1 положение при сварке (welding position): Положение сварного Ш8а в пространстве, определяемое углами наклона оси и поворота лицевой поверхности сварного шва относительно горизонтальной плоскости.
2.2 основное положение при сварке (main welding position): Положение при сварке, обозначаемое РА, РВ, PC, PD, РЕ, PF или PG.

Примечание— Для РА, РВ, PC, PD и РЕ см. рисунок 1.
2.3 наклон S (slope): Угол наклона оси сварного шва относительно основного положения при сварке.
2.4 поворот/? (rotation): Угол поворота лицевой поверхности сварного шва относительно основного положения при сварке.
2.5 угол наклона L (inclined angle): Угол наклона оси трубы.
3 Положения при сварке
3.1 Основные положения при сварке
Основные положения при сварке показаны на рисунке 1, примеры применения для стыковых и угловых сварных швов показаны на рисунке 2.
Издание официальное
1 — нижнее; 4.6 — потолочное тавровых соединений и потолочное при вертикальном положении осей труб; 2.6 — горизонтальное тавровых соединений и горизонтальное при вертикальном положении осей труб; 5 — потолочное;
3, 7—горизонтальное
Рисунок 1 — Основные положения при сварке
Примеры основных положений при сварке для стыковых и угловых сварных швов показаны на рисунке 2.
а — стрелка показывает положение при сварке
а) РА — положение нижнее а — стрелка показывает положение при сварке
а — стрелка показывает положение при сварке
с) PC — положение горизонтальное
а — стрелка показывает положение при сварке
а — стрелка показывает положение при сварке
е) РЕ —положение потолочное
а — стрелка показывает направление сварки
а — стрелка показывает направление сварки
а — стрелка показывает направление сварки b — для специальных целей, например испытаний сварщиков; это положение рассматривается как основное
а — стрелка показывает направление сварки;
b — для специальных целей, например для испытаний сварщиков; это положение рассматривается хак основное
а — стрелка показывает направление сварки;
6 — для специальных целей, например для испытаний сварщиков; это положение рассматривается как основное
Рисунок 2 — Примеры основных положений при сварке
Основные положения при сварке могут быть применены при использовании других стандартов, например ISO 9606 [1], ISO 15614 [2] для определения положения сварных швов при производственной сварке после аттестации в одном из основных положений при сварке РА. РВ, H-L045 и т. д. Предельные значения углов наклона и поворота для положений при сварке в производстве приведены в таблице 1 — для стыковых и в таблице 2 — для угловых сварных швов (см. также примеры в приложении А).
РВ, H-L045 и т. д. Предельные значения углов наклона и поворота для положений при сварке в производстве приведены в таблице 1 — для стыковых и в таблице 2 — для угловых сварных швов (см. также примеры в приложении А).
Примечание — В случае асимметричных допусков «плюс» означает поворот поверхности сварного шва в направлении основного положения при сварке РА, а «минус» — в направлении основного положения при сварке РЕ.
Таблица1 — Предельные значения углов наклона и поворота для положений при сварке производственных стыковых сварных швов
Положение при сварке | Основное положение при сварке | Наклон S | Поворот R |
Нижнее | РА | ±15° | ±30’ |
Горизонтальное | PC | 115° | +60’ -10’ |
Потолочное | РЕ | 180° | ±80’ |
Вертикальное | PF, PG | +75° -10° | 1100’ ±180’ |
Таблица 2 — Предельные значения углов наклона и поворота для положений при сварке производственных угловых сварных швов
Положение при сварке | Основное положение при сварке | Наклон S | Поворот R |
Нижнее | РА | ±15’ | ±30’ |
Горизонтальное тавровых соединений и горизонтальное при вертикальном положении осей труб | РВ | ±15’ | +15’ -10’ |
Окончание таблицы 2
Положение при сварке | Основное положение при сварке | Наклон S | Поворот R |
Горизонтальное | PC | ±15“ | +35° -10е |
Потолочное тавровых соединений и потолочное при вертикальном положении осей труб | PD | ±80“ | +35“ -10е |
Потолочное | РЕ | 180° | +35“ |
Вертикальное | PF. | +75° -10е | ±100° ±180“ |
 PG
PG3.3 Положение при сварке при испытаниях
Положения, применяемые при сварке испытательных образцов, не должны выходить за значения угла наклона =5’ и угла поворота ±10* относительно основных положений при сварке.
4 Обозначения
Основные положения при сварке обозначают в соответствии с рисунками 1 и 2 (см. пример 1). Обозначение для основного положения при сварке может быть дополнено значениями углов наклона и поворота, указанными тремя цифрами (см. пример 2).
Для кольцевых сварных швов труб с наклонными осями углы наклона и поворота обозначают в соответствии с рисунками 1 и 2 (см. примеры 3 и 4).
Пример 1 — Основное положение при сварке «горизонтальное тавровых соединений и горизонтальное при вертикальном положении осей труб» (РВ) должно быть обозначено следующим образом: РВ.
Пример 2 — Основное положение при сварке «горизонтальное» (РВ) с наклоном 15° и поворотом 10° должно быть обозначено: РВ 015-010.
Пример 3 — Положение при сварке труб с наклонными осями, с направлением сварки «снизу вверх» (Н) и углом наклона 30° должно быть обозначено: H-L030.
Пример 4 — Положение при сварке труб с наклонными осями, с направлением сварки «сверху вниз» (J) и углом наклона 60° должно быть обозначено: J-L060.
Приложение А (справочное)
Предельные значения углов наклона оси и поворота лицевой поверхности сварного шва относительно оси сварного шва для положений при сварке производственных сварных швов
На рисунках изображены предельные значения углов наклона и поворота лицевой поверхности сварного шва вокруг оси сварного шва для положений при сварке производственных сварных швов (см. 3.2 и таблицы 1 и 2).
На рисунках А. 1—А.15 показаны стыковые сварные швы, а на рисунках А. 16—А.21 угловые сварные швы.
Рисунок А.2— Предельное значение угла наклона в нижнем положении (РА)
Рисунок АЛ—Основное положение при сварке нижнее (РА)
Рисунок А.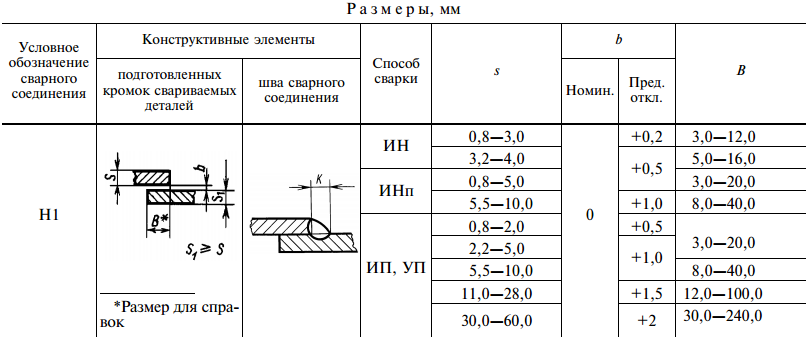 3 — Предельное значение угла поворота в нижнем положении (РА)
3 — Предельное значение угла поворота в нижнем положении (РА)
Рисунок А.5 — Основное положение при сварке — горизонтальное (PC)
Рисунок А.6 — Предельное значение угла наклона в горизонтальном положении (PC)
Рисунок А.7 — Предельное значение угла поворота (+60в)в горизонтальном положении (PC)
Рисунок А.8 — Предельное значение угла поворота (-10ф) в горизонтальном положении (PC)
Рисунок А.9 — Основное положение при свар* ке — потолочное (РЕ)
Рисунок А. 10 — Предельное значение угла наклона в потолочном положении (РЕ)
Рисунок А.11 — Предельное значение угла поворота в потолочном положении (РЕ)
Рисунок А.12 — Основное положение при сварке — вертикальное (PF. PG)
Рисунок А.13 — Предельное значение угла наклона при сварке в вертикальном положении (PF, PG)
Рисунок А.14 — Предельное значение угла наклона при сварке в вертикальном положении (PF. PG)
Рисунок А. 15 — Предельное значение угла наклона и угла поворота при сварке в вертикальном положении (PF, PG)
Рисунок А.16 — Основное положение при сварке — нижнее (РА)
Рисунок А.17 — Предельное значение угла наклона при сварке в нижнем положении (РА)
Рисунок А. 18 — Предельное значение угла поворота при сварке в нижнем положении (РА)
Рисунок А. 19 — Предельное значение угла наклона и утла поворота при сварке в нижнем положении (РА)
Рисунок А.20 — Основное положение при сварке — потолочное(РЕ)
Рисунок А.21 — Предельное значение угла наклона при сварке в потолочном положении (РЕ)
Приложение В (справочное)
Сравнение международных, европейских и американских обозначений
Таблица В.1 содержит сравнение положений при сварке, определяемых настоящим стандартом, и положений, приведенных в стандартах AWS АЗ.О (4) и ASME, раздел IX (3).
Примечани е — Данное приложение основано на CEN/TR14633 [5].
Таблица В.1 — Сравнение международных, европейских и американских обозначений рабочих положений и положений при сварке
Рисунок | Обозначение рабочего положения согласно AWS АЗ. | Обозначение положения при сварке согласно настоящему стандарту | |||||
Нижнее положение Нижнее положение (труба поворотная) | 1G | РА | |||||
Горизонтальное ropt положение л< | оонтальное зложение | 2G | PC | ||||
Положение в | ерти» | с саг | & ЬНО€ | ю | <изу вверх | 3G uphill (снизу вверх) | PF |
ft Положение вг | эртик | е ал | ьное | се | ерху вниз | 3G downhill (сверху вниз) | PG |
 О [4]. ASME. раздел IX [3]
О [4]. ASME. раздел IX [3]Продолжение таблицы В. 1
Продолжение таблицы В. 1
Обозначение рабочего положения согласно AWS АЗ.О [4]. ASME. раздел IX [3]
Обозначение положения при сварке согласно настоящему стандарту
Нижнее положение (труба поворотная)
Горизонтальное тавровых соединений
Горизонтальное при вертикальном положении осей труб
Горизонтальное при горизонтальном положении осей труб (труба поворотная)
3F uphill (снизу вверх)
Положение вертикальное снизу вверх
3F downhill (сверху вниз)
Положение вертикальное сверху вниз
Библиография
(1) ISO 9606
(2) IS015614
(3)
(41 AWSA3.0
Approval testing of welders — Fusion welding (all parts) (Аттестационные испытания сварщиков. Сварка плавлением)
Specification and qualification of welding procedures for metallic materials — Welding procedure test (all parts) (Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки (все части))
ASME Section IX. . Гарнитура Ариал. Усл. печ. л. 2.79. Уч.-мзд. л. 2,52. Тираж 34 экз. Зак. 628.
. Гарнитура Ариал. Усл. печ. л. 2.79. Уч.-мзд. л. 2,52. Тираж 34 экз. Зак. 628.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Издано и отпечатано во . 123995 Москва. Гранатный лер., 4.
14771-76: швы сварных соединений, сварка в защитных газах, 3242-79 методы контроля качества на металлоконструкциях, аргонодуговая, полуавтоматическая
Сварка в защитной атмосфере прогрессивная технология создания неразъемных соединений заготовок из цветных и черных металлов. Они используются в самых разных областях: от строительной до аэрокосмической. Чтобы гарантировать прочность и долговечность швов в ответственных конструкциях, ГОСТ 14771 76 «Швы сварных соединений сварка в защитных газах» регламентирует виды швов, способы разделки кромок, методики проверки качества и другие моменты.
Виды сварных соединений и швов
Сварка черных металлов и нержавейки, определяемая гост 14771 76, предусматривает следующие основные виды сварных соединений:
- стыковые,
- тавровые,
- внахлест,
- угловые.
Стыковое
Две листовых или трубных заготовки находятся в одной плоскости, шов заполняет небольшой зазор между ними
При сварке заготовок средней и большой толщины (более 4 мм), для обеспечения глубокого провара, кромки заготовок подвергают разделке, снимая с них фаски. Тип разделки зависит от односторонности шва и толщины листа
При толщине листа от 12 мм рекомендуется применять двусторонний шов и х-образную разделку. Это позволяет улучшить провар и сэкономить сварочные материалы.
Тавровое
Соединяет два листа (или полосы) одинаковой или разной толщины. В зависимости от нее применяется односторонний или двусторонний шов с разделкой либо без таковой.
В зависимости от нее применяется односторонний или двусторонний шов с разделкой либо без таковой.
Для лучшего проплавления металлических заготовок при выполнении такого шва заготовки размещают под углом 45о к вертикали
Рекомендованное положение для сварки тавровых и угловых соединений.
Тавровое соединение следует проваривать с двух сторон. При толщине заготовок более 4 мм применяют разделку. В промышленных условиях сварка ведется механизированным способом на специальных стендах.
Угловое
Соединение применяется при сборке различных корпусов и сосудов. При возможности внутренний шов также рекомендуется варить под углом 45о, как и тавровый.
Внахлест
Используют для повышения прочности стыка, в этом случае проваривается с двух сторон. Применяется также при ремонте трубопроводов и сосудов из стали, при этом используется односторонний шов.
Классификация по другим признакам
Сварочные швы ГОСТ 14771-76 подразделяют также и по другим параметрам.
По степени выпуклости профиля они делятся на такие категории, как:
- выпуклые,
- обычные,
- вогнутые.
По пространственному положению различают:
- нижнее: наиболее удобное для формирования качественного шва,
- горизонтальное, появляется риск вытекания расплава,
- вертикальное: средний риск вытекания,
- потолочное: наиболее сложное, применяются специальные режимы, приемы и материалы.
Сварочные положения.
При нижнем положении также достигается наибольшая скорость сварки и общая производительность. Не требуется высокая квалификация работника.
Определение и особенности
Сварка ГОСТ 14771-76 осуществляется с применением нескольких видов процесса. Их расшифровка следующая:
- ИН в инертных газах неплавящимся электродом. Дуговая сварка проводится без применения присадочного прутка или проволоки. Электрическая цепь замыкается неплавким электродом на основе вольфрама. Используется для соединений с минимальным зазором, весь шовный материал формируется из металла заготовок. При работе следует руководствоваться ГОСТ на сварку аргоном.
- ИНп – то же, но с присадочными материалами. Этот способ позволяет получать наиболее прочные швы. Присадочный пруток подается сварщиком в рабочую зону аргонодуговой сварки вручную. Проволока подается полуавтоматическим сварочным аппаратом с постоянной скоростью. Присадочный материал плавится и входит в состав материала шва. Процесс описывается отдельным ГОСТ на сварку полуавтоматом. Присадочная проволока, ее состав, размеры и механические свойства также описывается в ГОСТ на полуавтоматическую сварку в защитном газе.
- ИП в инертных газах и их смесях с Co2 и кислородом плавящимся электродом. В этом случае электрод замыкает электрическую цепь и одновременно служит источником присадочного материала, плавясь и пополняя сварочную ванну.
- УП в углекислом газе плавящимся электродом. Технология аналогична ИП, но вместо дорогих инертных газов применяется углекислый газ. Качество соединения получается ниже, используется для массового выполнения менее ответственных соединений.
 Используется для соединений с минимальным зазором, весь шовный материал формируется из металла заготовок. При работе следует руководствоваться ГОСТ на сварку аргоном.
Используется для соединений с минимальным зазором, весь шовный материал формируется из металла заготовок. При работе следует руководствоваться ГОСТ на сварку аргоном.При выпуске чертежа согласно ГОСТ на сварку металлоконструкций в газовой среде 14771 76 на нем рядом со стыком обязательно обозначается вид сварки. В обозначение также могут входить рекомендованное сварочное положение и способ разделки.
Конструктивные элементы и размеры
В это понятие входят размеры для разделки кромок и геометрические параметры шва:
- зазор b— расстояние, разделяющее торцы заготовок (b),
- притупление с — остающаяся прямой часть кромки над скосом,
- угол разделки α — измеряется между разделанными на скос кромками,
- угол скоса кромки β — измеряется между плоскостями скоса и торцевой.
Конструктивные параметры для разных видов соединений.
Кроме того, для швов определяются следующие важные параметры и их обозначения:
- ширина e: измеряется между его границами на лицевой стороне,
- усиление стыка q: высота шовного материала, выступающего над заготовкой,
- то же для углового q: выпуклость над линией, соединяющей границы,
- глубина проплавления h: расстояние от поверхности заготовки до нижней части шовного материала,
- катет k: расстояние между границами для углового соединения,
- толщина t или α: сумма глубины проплавления и усиления.
Геометрические параметры соединений.
Параметры таврового и нахлесточного соединения измеряются и обозначаются на чертеже так же, как и для углового.
Глубина провара обычно задается равной толщине заготовки.
Проверка сварных швов на герметичность керосином
При монтаже сосудов и трубопроводов необходимо проверять герметичность каждого заваренного стыка
С одной стороны шва наносят мелкодисперсный индикаторный состав (например, мел), а другую смачивают небольшим количеством керосина. Жидкость просачивается через неплотности сварного соединения и окрашивает индикаторный порошок. Так можно локализовать дефекты, не видимые невооруженным глазом, не прибегая к аппаратным методам неразрушающего контроля.
Применяют несколько разновидностей метода керосиновой дефектоскопии:
- обычный: индикаторный состав и жидкость наносятся подл атмосферным давлением,
- пневматический: проверяемое соединение обдувают сжатым воздухом, ускоряя проникновение керосина в поры,
- вакуумный: со стороны индикаторного состава создают разрежение, «вытягивающее» индикаторную среду из пор и трещин,
- вибрационный: в контролируемом изделии с помощью пьезоэлектрических вибраторов возбуждаются колебания высокой частоты(ультразвук), они также повышают проницаемость шовного материала для молекул керосина.

Если требуется повысить разрешающую способность метода, применяют окрашенный различными цветными пигментами керосин цветная дефектоскопия. Таким способом обнаруживаются трещины и поры размером до одной десятой миллиметра. Толщина испытываемых деталей достигает 25 мм.
На точность метода сильно влияет степень очистки индикаторной жидкости на основе керосина. Загрязнения, особенно масложировые, существенно снижают его проникающую способность и возможность проверить шов. Поэтому для контроля используют специальный керосин высокой очистки, а поверхность изделия тщательно обезжиривают.
Капиллярный контроль
Дефектоскопия по этому методу регламентирована ГОСТ 18442-80 «Капиллярный контроль сварных соединений». Он основан на свойстве сверхтекучих жидкостей проникать через капилляры мельчайшие отверстия в материале шва.
Способ обладает следующими достоинствами:
- простота применения,
- дешевизна,
- безопасность,
- быстрота.
Присущи способу и недостатки:
- выявляется ограниченный перечень дефектов,
- требуется определенная ориентация испытуемого изделия в пространстве, что бывает сложным при больших его размерах,
- требуются расходные материалы высокой чистоты.
Капиллярный способ контроля используется как промышленными предприятиями, так и небольшими мастерскими и даже домашними умельцами. Он не требует специального обучения и дорогостоящей аппаратуры, как ультразвуковой или лазерный контроль. Сложное и опасное связанное с радиацией оборудование, организация его сохранности, требуемая ГОСТ на рентгенографический контроль, не требуется
Стандарт описывает следующие этапы проведения контроля:
- Очистка проверяемой поверхности. Требуется удалить как механические загрязнения (стружку, окалину, пыль) так и полностью очистить поверхность от масложировых отложений, которые препятствуют проникновению индикаторной жидкости в материал изделия.
- Просушка.
- Нанесение проникающего состава, или пенетранта. Состав обычно окрашивают в красный или синий цвет. Необходимо соблюдать температурный режим, указанный в инструкции. Обычно это от +5 до +50оС.
- Удаление излишков состава, сушка изделия сжатым воздухом.
- Нанесение проявляющего компонента. Обычно это состав белого цвета.
- Визуальный контроль поверхности. В местах нахождения дефектов слой проявляющего состава окрашивается. По форме пятен и интенсивности окраски судят о размерах и месте расположения дефекта.
- Документальная фиксация результатов проверки, промывка поверхности от остатков индикаторного и проявляющего составов.
После окончания ремонтных работ, согласно требованию ГОСТ, для обнаружения дефектов сварных швов, капиллярную проверку проводят повторно.
Заключение
Государственный стандарт подробно описывает основные виды сварных соединений, их геометрические параметры, способы и виды, применяемые для сварки стальных сплавов в защитной атмосфере. Следуя этим требованиям, сварщик обеспечивает высокую долговечность и прочность швов. Капиллярный метод неразрушающего контроля позволяет убедиться в качестве соединения и отсутствии дефектов.
Загрузка…ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта | ПластЭксперт
Сварные соединения пластмасс часто применяются для строительных и ремонтных работ и для строительства трубопроводов. Для контроля данных соединений используется неразрушающий контроль сварных соединений.
Сварные соединения и швы могут быть разных видов и конфигураций. Основные типы сварных соединений – стыковое, угловое, тавровое, нахлесточное и торцевое.
В зависимости от конфигурации, конструкция сварных соединений может быть плоской и сферической, на самом свариваемом изделии шов сварки может располагаться продольно и поперечно.
Виды сварных соединений бывают стыковыми, угловыми и прорезными.
ГОСТ 16310-80 СОЕДИНЕНИЯ СВАРНЫЕ ИЗ ПОЛИЭТИЛЕНА, ПОЛИПРОПИЛЕНА И ВИНИПЛАСТА
Настоящий стандарт распространяется на соединения из полиэтилена, полипропилена и винипласта, выполненные сваркой нагретым газом с присадочным прутком или экструзионной сваркой и устанавливает основные типы, конструктивные элементы и размеры сварных соединений.
Стандарт не распространяется на угловые и тавровые сварные соединения с углом между соединяемыми элементами отличным от 90° ± 5°, а также на соединения трубопроводов.
В стандарте приняты следующие обозначения способов сварки:
Г-сварка нагретым газом с присадочным прутком;
Э-сварка экструзионная.
ПластЭксперт искренно надеется, что читателям статья понравилась и они отблагодарят писателей, поделившись ею в соцсетях.
Объявления о покупке и продаже оборудования можно посмотреть на
Доске объявлений ПластЭксперт
Обсудить достоинства марок полимеров и их свойства можно на
Форуме о полимерах ПластЭксперт
Зарегистрировать свою компанию в Каталоге предприятий
полезная информация | Атлант
- Арматура рифленая – ГОСТ 5781-82
- Балка (двутавр) – СТО АСЧМ 20-93 или ГОСТ 8239-89
- Квадрат – ГОСТ 2591-88
- Круг – ГОСТ 2590-88
- Уголок горячекатаный равнополочный – ГОСТ 8509-93
- Уголок горячекатаный неравнополочный – ГОСТ 8510-93
- Уголок гнутый равнополочный – ГОСТ 19771-93
- Уголок гнутый неравнополочный – ГОСТ 19772-93
- Труба круглая бесшовная – ГОСТ 8732-78 или ГОСТ 8734-75
- Труба круглая водогазопроводная ВГП – ГОСТ 3262-75
- Труба круглая электросварная прямошовная – ГОСТ 10704-91
- Труба квадратная – ГОСТ 8639-82 или ГОСТ 30245-94
- Труба прямоугольная – ГОСТ 8645-68 или ГОСТ 30245-94
- Швеллер горячекатанный – ГОСТ 8240-97
- Швеллер гнутый неравнополочный – ГОСТ 8281-80
- Швеллер гнутый равнополочный – ГОСТ 8278-83
- Шестигранник горячекатаный – ГОСТ 2879-88
- Лист стальной горячекатаный и холоднокатаный – ГОСТ 19903-90 и ГОСТ 19904-90
- Лист стальной рифленый – ГОСТ 8568-77
- Лист стальной оцинкованный – ГОСТ 14918-80
- Лист профилированный ПРОФНАСТИЛ – ГОСТ 24095-94 или ТУ 14-116-16-92
- Лист просечно-вытяжной ПРОСЕЧКА – ГОСТ 8706-78 или ТУ 36. 26.11-5-8
 26.11-5-8
26.11-5-8- Полоса горячекатаная – ГОСТ 103-76
- Проволока сварочная – ГОСТ 2246-70
- Сетка плетеная РАБИЦА – ГОСТ 5336-80
Сварные швы неоднородны по своей структуре и включают следующие зоны: зона основного металла, сварного шва, сплавления и термического влияния. См. рис.1.
Рис. 1. Зоны сварного соединения: 1 — сварной шов, 2 — зона сплавления, 3 — зона термического влияния, 4 — зона основного металла.
Различают следующие виды сварочных соединений (см. Рис.2):
Рис. 2. Виды сварных соединений: а — стыковое, б — тавровое, в — угловое, г — нахлесточное, д — прорезное, ж — с накладками (1,2,3 — основной металл, 2 – накладка), з — с электрозаклепками.
a) Стыковые.
Это наиболее распространенный вид соединений для различных методов сварки, обладающий некоторым рядом преимуществ, по сравнению с другими: высокая производительность сварки, минимизация расхода свариваемого и наплавляемого металла, высокая прочность при правильном соблюдении технологии сварки, отсутствие собственных конструктивных напряжений. При этом такие соединения требуют тщательной подготовки кромок и точности взаимного расположения кромок деталей при сборке под сварку.
При большой толщине кромок применяется чашеобразная разделка, для толщины 20…50 мм — односторонняя, свыше 50 мм — двусторонняя. Стыковые соединения широко применяются при сварке листов, труб, сортового металлопроката.
б) Тавровые.
Вертикальный элемент таврового соединения должен иметь обрезную кромку. Скос рекомендуется делать с обеих сторон, при невозможности провара — только с одной стороны. При этом должен быть обеспечен зазор между вертикальной и горизонтальной деталью для проваривания на всю толщину листа. Тавр используется для соединения листовых заготовок.
Скос рекомендуется делать с обеих сторон, при невозможности провара — только с одной стороны. При этом должен быть обеспечен зазор между вертикальной и горизонтальной деталью для проваривания на всю толщину листа. Тавр используется для соединения листовых заготовок.
в) Угловые.
Примеры угловых соединений показаны на рис. 2, в. Они могут быть односторонними или двусторонними для увеличения прочности. Применяются также при сварке листовых, фасонных и трубных заготовок. Угол наклона заготовок может быть различным, требуется предварительная разделка кромок.
г) Нахлесточные.
Такие соединения в основном используются при точечной и контактной сварке, т. к. в остальных случаях неоправданно увеличивается расход основного и электродного металла. В случае нахлесточного соединения разделка кромок под углом не требуется, но они должны быть обрезными. Для исключения коррозии между листами рекомендуется проваривать соединение с обеих сторон.
д) Прорезные.
Они применяются тогда, когда необходимо усилить нахлесточное соединение. Прорезь делают в открытом или закрытом варианте.
ж) С накладками (в т.ч. торцевые).
Такие соединения тоже используют как вариант усиления стыковых или нахлесточных соединений. Примером может являться применение укрепляющих колец на внутренней поверхности при сборке-сварке обечаек емкостей.
Торцевые — В этом варианте листы накладывают друг на друга в виде «сэндвича» и сваривают по общим торцам.
8) С электрозаклепками.
Для таких соединений применяется специальное оборудование и специальные расходные материалы (заклепки).
Разделка кромок может быть различной, ее примеры указаны в таблице 1.
Углерод (С) – увеличивает твёрдость, упругость и прочность стали, но снижает пластичность и вязкость. Так же с увеличением углерода ухудшается обрабатываемость стали и её свариваемость.
Так же с увеличением углерода ухудшается обрабатываемость стали и её свариваемость.
Фосфор (P) – вредная примесь увеличивающая хладноломкость стали (хрупкость при низкой температуре), но немного улучшающая обрабатываемость.
Сера (S) – вредная примесь увеличивающая красноломкость стали (хрупкость при высокой температуре). Сера увеличивает истираемость стали и уменьшает коррозионную стойкость.
Марганец (Mn) – полезная примесь, не оказывающая влияния на свойства стали. Марганец является раскислителем и уменьшает вредное влияние серы.
Кремний (Si) – полезная примесь, являющаяся активным раскислителем. Особого влияния на свойства стали не оказывает.
Марганец (Mn) – увеличивает твёрдость, ударостойкость и износоустойчивость, не уменьшая пластичность стали.
Кремний (Si) — увеличивает прочность, кислотостойкость, пластичность и упругость. Является основным легирующим элементом для пружинной стали.
Хром (Cr) – наиболее распространённый элемент, улучшающий твёрдость, прочность и коррозионностойкость. Большое количество хрома в стали (более 12%) делает её нержавеющей.
Никель (Ni) – увеличивает прочность, пластичность и коррозионностойкость стали. Дорогой металл. При содержании никеля более 10% сталь становится жаропрочной.
Алюминий (Al) – улучшает жаропрочность и ударную вязкость стали. Нейтрализует вредное влияние фосфора.
Вольфрам (W) – соединения вольфрама (карбиды) значительно увеличивают твёрдость и красностойкость стали, а хрупкость уменьшают. Дорогой и дефицитный металл.
Дорогой и дефицитный металл.
Молибден (Mo) – увеличивает упругость и стойкость на растяжение. Препятствует образованию коррозии и увеличивает сопротивление окислению при высоких температурах.
Титан (Ti) – увеличивает прочность и плотность стали, а также коррозионностойкость. Улучшает обрабатываемость стали.
Медь (Сu) – увеличивает коррозионную стойкость. Применяется в основном в строительных сталях.
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
Обозначения типов сварных соединений и способов их сварки приведены в таблице 1.
Таблица 1 — Обозначения типов сварных соединений и способов их сварки
|
Тип сварного соединения |
Способ и технологические особенности сварки |
|||
|
Наименование |
Обозначение, номер |
Наименование |
Обозначение |
Положение стержней при сварке |
|
1 |
2 |
3 |
4 |
5 |
|
Крестообразное |
К1 |
Контактная точечная |
Кт |
Любое |
|
К3 |
Дуговая ручная или механизированная* прихватками |
Рп |
||
|
Мп |
||||
|
Стыковое |
С1 |
Контактная стыковая |
Ко |
Горизонтальное |
|
С5 |
Ванная механизированная под флюсом в инвентарной форме |
Мф |
||
|
С7 |
Ванная одноэлектродная в инвентарной форме |
Рв |
||
|
С8 |
Ванная механизированная под флюсом в инвентарной форме |
Мф |
Вертикальное |
|
|
С10 |
Ванная одноэлектродная в инвентарной форме |
Рв |
||
|
С14 |
Дуговая механизированная порошковой проволокой на стальной скобе-накладке |
Мп |
Горизонтальное |
|
|
С15 |
Ванно-шовная на стальной скобе-накладке |
Рс |
||
|
С17 |
Дуговая механизированная порошковой проволокой многослойными швами на стальной скобе-накладке |
Мп |
Вертикальное |
|
|
С19 |
Дуговая ручная многослойными швами на стальной скобе-накладке |
Рм |
||
|
С21 |
Дуговая ручная или механизированная* швами с накладками из стержней |
Рн |
Любое |
|
|
Мн |
||||
|
С23 |
Дуговая ручная или механизированная* швами внахлестку |
Рэ |
||
|
Мэ |
||||
|
Нахлесточное |
Н1 |
Дуговая ручная или механизированная* швами в среде |
Рш |
Любое |
|
Мш |
||||
|
Н2 |
Контактная по одному рельефу на пластине |
Кр |
Горизонтальное |
|
|
Н3 |
Контактная по двум рельефам на пластине |
Кр |
||
|
Тавровое |
Т1 |
Дуговая механизированная под флюсом без присадочного металла |
Мф |
Вертикальное |
|
Т2 |
Дуговая ручная с малой механизацией под флюсом без присадочного металла |
Рф |
||
|
Т11 |
Дуговая механизированная швами в среде в цекованное или раззенкованное отверстие |
Мз |
||
|
Т12 |
Дуговая ручная валиковыми швами в раззенкованное отверстие |
Рз |
||
|
* Допускается применение любого из перечисленных видов механизированной сварки: в среде либо CO2+Ar, порошковой проволокой, либо порошковой проволокой в среде . |
||||

Параметры гост на сварные соединения
Гост на сварные соединения: параметры сварных швов, указанные в таблицах стандарта
ГОСТ на сварные швы был издан в Советском Союзе в 1980 году и имеет номер 5264. Этот стандарт является действующим.
В нем описываются ручная дуговая сварка, сварные соединения, а также основные типы, конструктивные элементы и размеры.
При этом стандарт не распространяется на сварные соединения трубопроводов из стали, которые регулируются другими нормативами. Рассмотрим, в чем заключается данный стандарт и как он регулирует изготовление соединений.
ГОСТ на сварные соединения устанавливает основные виды, конструктивные элементы и параметры сварных соединений из сталей и сплавов на основе никеля и железоникелевого сплавов с применением ручной дуговой справки. Сварные швы ГОСТ и их основные виды должны соответствовать первой таблице стандарта.
А конструктивные элементы и их соединения соответствовать таблицам под номерами со 2 по 54. Он позволяет применять основные типы сварных соединений при сварке электродной проволокой в двуокиси углерода диаметром от 0,8 до 1,4 миллиметра.
Также допускается увеличение по размерам швов на 30 процентов, отклонения кромок могут иметь значения до 5 градусов в ту или иную сторону с соответствующим изменением ширины шва.
Первая таблица стандарта
В первой таблицы стандарта ГОСТ на сварные швы указываются основные типы соединения. В стандарте указываются следующие соединения:
- Стыковое и его подвиды.
- Угловое со скосами и без скоса.
- Тавровое соединение.
- Нахлесточное.
Каждое из них, за исключением нахлесточного, имеет более десятка подвидов. Каждое из них имеет кодовое обозначение начиная с С1. Далее в таблице указывается форма подготовленных кромок и характер сварного шва. После этого идет форма поперечного сечения, указана толщина свариваемых деталей. Немного подробнее рассмотрим таблицу под номером один.
Форма подготовленных рамок
Стыковое имеет несколько видов форм. С1 и С28 производятся с отбортовкой кромок и ее односторонней разновидностью. Без скоса кромок, в том числе с последующей дорожкой, идут конструкции с С2 по С6.
Скос одной кромки с толщиной соединения до 60 миллиметров присущ конструкциям под кодами С8-С12. Нахлесточное соединение имеет только одну форму, а именно без скоса рамок.
Кроме того, для соединений имеются скосы криволинейные, ломаные, двумя симметричными скосами, в том числе ломаными и криволинейными одной и обеих кромок.
Характер сварного шва
Что касается характера шва, то здесь есть некоторые нюансы. Стыковое имеет односторонний и двухсторонний характер, но при этом немало подвидов. Среди них перечислим некоторые:
- Простые односторонние;
- Простые двухсторонние;
- Замковые;
- На съемной и остающейся подкладке.
Большинство элементов свариваются как односторонние и двухсторонние. Для некоторых из них необходимо тщательно подбирать виды сварки и соответствующую толщину. Вся подробная информация изложена в стандарте и для каждого описывается нужный вариант и соответствующие формы и кромки.
Что пишется в остальных таблицах
Далее идут таблицы со 2 по 54. Каждая из них устанавливает номер сварного соединения, конструктивные элементы, размеры детали и их отклонения. Число пунктов, в которых описываются размеры, варьируется от 2 до 10 и более. Показаны изображения подготовленных кромок и сварного шва, проставлены все необходимые обозначения, включая штриховку материала.
Примечательна таблица под номером 55. Здесь указываются толщина тонкой детали и разность толщин деталей. Согласно ГОСТу, в зависимости от размера детали, разность должна находиться в диапазоне от 1 до 4 миллиметров.
Осуществление плавного перехода производят с помощью наклонного расположения поверхности шва. При превышении разности между деталями, на той, которая имеет большую толщину, необходимо сделать скос односторонний или двухсторонний до толщины тонкой детали.
Конструктивные элементы подготовленных кромок и размеры шва после сварки должны выбираться по меньшей толщине.
После всех таблиц идут приложения в количестве трех штук. Первое описывает предел текучести свариваемой стали в Мегапаскалях и катет углового шва для более толстого элемента. При этом минимальное значение катета не должно превышать толщину более тонкого элемента более, чем в 1,2 раза.
В приложениях 2 и 3 подробно расписано про катет углового шва, включая предельные отклонения от номинального значения, катет для отношения между временными сопротивлениями разрыву металла шва и основного металла. Указаны рекомендованные значения.
ГОСТ, описывающий параметры сварки, сварные швы и конструктивные элементы, является важным документом. С его помощью контролируется процесс производства, подбираются конструкции и детали по толщине. Эта книга является обязательной для сварщика и похожих профессий, так как ее применение гарантирует качественную и надежную сварку.
Источник: https://tokar.guru/svarka/parametry-gost-na-svarnye-soedineniya.html
ГОСТы, применяемые при сварке
Сварка металлов, осуществляемая посредством локального плавления кромок соединяемых деталей, является основной технологией, используемой для выполнения неразъемных соединений.
Развитие и совершенствование сварочного процесса привели к появлению разновидностей этой технологии, отличающихся сферой применения, используемой аппаратурой и расходными материалами, а также характером самого сварочного процесса.
В силу традиции все сколько-нибудь значимые производственные процедуры стандартизуются в государственном масштабе. Стандарт является неотъемлемой частью плановой экономики.
По этой причине, существует целый ряд государственных стандартов (ГОСТ), определяющих нормы при выполнении различных видов сварочных процессов.
Ручной электродуговой сварочный процесс
Более всего в быту и мелкосерийном производстве распространена ручная дуговая сварка. Это разновидность сварочного процесса, при котором используются штучные сменяемые электроды, покрытые специальным составом, при сгорании образующем защитную газовую среду.
Тип применяемого покрытия электрода определяется свариваемым материалом и характером сварочного тока. Выпускаемые электроды делятся на те, которые предназначены для работы на переменном сварочном токе, и использующие при сварке аппарат постоянного тока.
Порядок выполнения работ с применением данной технологии регламентируется двумя ГОСТами.
ГОСТ 5264 – 80 устанавливает правила выполнения и графическое обозначение на чертежах основных видов соединений стальных элементов конструкций с использованием ручной сварки. К основным видам сварных соединений относятся:
- стыковые, при выполнении которых, элементы соединяются торцами, совмещёнными в одной плоскости;
- угловые, характеризующиеся тем, что соединяемые торцы деталей расположены в плоскостях, перпендикулярных друг другу;
- тавровые, заключающиеся в соединении торца одной заготовки с плоской поверхностью другой под прямым углом;
- нахлёсточные, соединяющие заготовки в параллельных плоскостях с наложением одной на другую.
Государственным стандартом устанавливается порядок подготовки поверхностей к выполнению сварного неразъемного соединения, включающий точную геометрию срезов кромок заготовок. Отдельные разделы стандарта посвящены свариванию заготовок разной толщины.
ГОСТ 11534 – 75 относится к соединениям, при которых заготовки образуют между собой острые или тупые углы. Описываются различные способы предварительной подготовки к сварке кромок изделий с указанием точных геометрических размеров.
Есть нормативные документы и для электродов. ГОСТ 9467 – 75 определяет требования к составу покрытия стальных электродов в зависимости от свойств свариваемых материалов, а также механических характеристик, которыми должны обладать сварные швы.
Важнейшими из этих характеристик являются показатели пластичности сварного соединения и величины разрушающих напряжений, возникающих при определенных видах нагрузки этого соединения.
Под слоем флюса
Технология сварки под слоем флюса широко применяется при сборке крупных стальных конструкций. Флюс может быть порошкообразным либо иметь жидкую консистенцию. К этому же типу процесса относится сварка в среде защитного газа.
ГОСТ 8713 – 79 определяет порядок выполнения работ с различными вариантами применения флюсов. Данный государственный стандарт описывает выполнение работ с применением механизированной и автоматической сварки.
ГОСТ 1533 – 75 посвящается свариванию заготовок под флюсом с использованием автоматических и полуавтоматических сварочных аппаратов. Рассматриваются типы сварных соединений с расположением кромок соединяемых элементов в плоскостях, образующих между собой острые и тупые углы.
ГОСТ 14771 – 76 описывает процессы создания сварных соединений в среде инертных газов или их смеси плавящимся и неплавящимся электродом. Показаны точные геометрические размеры скосов, выполняемых на соединяемых торцах изделий из стали и сплавов на основе железа и никеля.
При соединении труб
Ввиду высокой ответственности работ, осуществляемых при строительстве трубопроводов, выполнению сварных соединений на них посвящен отдельный ГОСТ 16037 – 80.
Действие этого ГОСТа распространяется на элементы стальных трубопроводов, неразъемное сварное соединение которых производится с применением различных технологий. Могут быть задействованы ручные, полуавтоматически и полностью автоматизированные электродуговые процессы, а также применяться газовая сварка.
В последней материал трубы плавится от тепла, получаемого при сгорании смеси газов. Для безопасной работы с газами важно соблюдать соответствующие инструкции.
Для заготовок из алюминия
Алюминий, являющийся легкоплавким металлом, требует особого подхода при выборе технологии производства сварных соединений.
Этот металл при плавлении легко разбрызгивается, что препятствует созданию качественного шва. ГОСТ 14806 – 80 определяет дуговой процесс сварки алюминия и его сплавов в среде инертных газов.
Существуют государственные стандарты, нормирующие порядок производства работ по таким видам сварки, как точечная, импульсная лазерная, контактная.
https://www.youtube.com/watch?v=yww-vPMWEAA
ГОСТами охвачены практически все применяемые в сварочных процессах материалы и само используемое оборудование.
Условные обозначения сварочных соединительных швов, применяемые в конструкторской технической документации, также определяются ГОСТом.
Эти документы устанавливают нормы при производстве строительных и монтажных работ по возведению стальных конструкций разного назначения, требующих применения технологий сваривания металла.
Источник: https://svaring.com/welding/teorija/gost-na-svarku
Сварочные ГОСТы
ГОСТ (сокращенное название от Государственный стандарт, Государственный стандарт, ГОСТ) – это одна из важных категорий системы сварочных стандартов в СССР, которая и сейчас является стандартом в современных странах СНГ. Принимается таки органом, как МГС (межгос. советом по стандартизации, метрологии и сертификации.
В период социализма все гос. Стандарты по сварке сохранялись для производства продукции, и имели обязательный характер для использования в тех областях техники, которые определялись сферой возможного использования ГОСТа.
Сварочные ГОСТы:Вы можете подробно ознакомиться со сварочными гостами ниже, они разделены по групам:
ГОСТы: процессы сваркиГОСТ 19521-74 Сварка металлов. Классификация
ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения
ГОСТ 29273-92 Свариваемость. Определение
ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл
ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу
ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу
ГОСТ 29297-92 Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений.
ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений.
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения.
Сварочные ГОСТы: соединения, элементы и размеры.ГОСТ: ручная дуговая сварка
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ: сварка под флюсомГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост сварка +в среде защитных газов
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Гост: сварка алюминияГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
Основные типы, конструктивные элементы и размеры
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост точечная сварка
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ: cварка трубопроводовГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры.
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
ГОСТы: сварочные материалыГОСТ Р ЕН 13479-2010 Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением
ГОСТ Р 53689-2009 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ Р ИСО 2560-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
ГОСТ Р ИСО 3580-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация
ГОСТ Р ИСО 3581-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия
ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия
ГОСТ 21449-75 Прутки для наплавки. Технические услови
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26467-85 Лента порошковая наплавочная. Общие технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ Р ИСО 14174-2010 Материалы сварочные. Флюсы д
ГОСТ 30756-2001 Флюсы для электрошлаковых технологи
ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции
ГОСТ 22366-93 Лента электродная наплавочная спеченная на основе железа. Технические условия.
ГОСТы на технические газыГОСТ 4417-75 Песок кварцевый для сварочных материалов
ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия.
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия.
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия.
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия.
ГОСТ 3022-80 Водород технический. Технические условия.
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия.
ГОСТ 1460-81 Карбид кальция. Технические условия.
ГОСТ 4421-73 Концентрат плавиковошпатовый для сварочных материалов. Технические условия
ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний
ГОСТ 1429.1-77 Припои оловянно-свинцовые. Методы определения сурьмы
ГОСТ 17349-79 Пайка. Классификация способов
ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 16883.3-71 Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута
ГОСТ 21548-76 Пайка. Метод выявления и определения толщины прослойки химического соединения
ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия
ГОСТ 7219-83 Электропаяльники бытовые. Общие технические условия
ГОСТ 26054-85 Роботы промышленные для контактной сварки. Общие технические условия
ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва
ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия
ГОСТ 22974.5-96 Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния
ГОСТ 11930.9-79 Материалы наплавочные. Методы определения бора
ГОСТ 22974.12-96 Флюсы сварочные плавленные. Метод определения серы
ГОСТ 1429.11-77 Припои оловянно-свинцовые. Метод определения кадмия
ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования
ГОСТ 1429.15-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, свинца
ГОСТ 22974.0-85 Флюсы сварочные плавленые. Общие требования к методам анализа
ГОСТ 29090-91 Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования
ГОСТ 12221-79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры
ГОСТ 11930.7-79 Материалы наплавочные. Методы определения железа
ГОСТ 1429.8-77 Припои оловянно-свинцовые. Метод определения цинка
ГОСТ 27776-88 Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 28920-91 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 28228-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Руководство по испытанию Т: Пайка
ГОСТ 1429.0-77 Припои оловянно-свинцовые. Общие требования к методам анализа
ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
ГОСТ 3.1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение
ГОСТ 16882.2-71 Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута
ГОСТ 23556-90 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 27387-87 Роботы промышленные для контактной точечной сварки. Основные параметры и размеры
ГОСТ 22974.10-96 Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия
ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры
ГОСТ 14327-82 Слюда мусковит молотая электродная. Технические условия
ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры
ГОСТ 8856-72 Аппаратура для газопламенной обработки. Давление горючих газов
ГОСТ 22974.12-85 Флюсы сварочные плавленые. Метод определения серы
ГОСТ 28332-89 Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля
ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 16883.1-71 Серебряно-медно-цинковые припои. Метод определения массовой доли серебра
ГОСТ 11930.10-79 Материалы наплавочные. Метод определения вольфрама
ГОСТ 31.2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры
ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры
ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
ГОСТ 1077-79 Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования
ГОСТ 31.211.42-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры
ГОСТ 1429.2-77 Припои оловянно-свинцовые. Метод определения олова
ГОСТ 21547-76 Пайка. Метод определения температуры распайки
ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств
ГОСТ 11930.2-79 Материалы наплавочные. Метод определения серы
ГОСТ 22974.9-96 Флюсы сварочные плавленные. Методы определения оксида титана (IV)
ГОСТ 1429.13-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута,
мышьяка, железа, никеля, цинка, алюминия с использованием синтетических градуировочных образцов
ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры
ГОСТ 11930.8-79 Материалы наплавочные. Метод определения фосфора
ГОСТ 22974.2-85 Флюсы сварочные плавленые. Методы определения оксида кремния
ГОСТ 19248-90 Припои. Классификация и обозначения
ГОСТ 22974.2-96 Флюсы сварочные плавленные. Методы определения оксида кремния
ГОСТ 22974.5-85 Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния
ГОСТ 20485-75 Пайка. Метод определения затекания припоя в зазор
ГОСТ 23556-95 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 28944-91 Оборудование сварочное механическое. Методы испытаний
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
ГОСТ 19143-84 Вращатели сварочные универсальные. Типы, основные параметры и размеры
ГОСТ 1429.3-77 Припои оловянно-свинцовые. Метод определения железа
ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия
ГОСТ 31.211.41-83 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности
ГОСТ 23904-79 Пайка. Метод определения смачивания материалов припоями
ГОСТ 1429.10-77 Припои оловянно-свинцовые. Метод определения мышьяка
ГОСТ 22974.13-96 Флюсы сварочные плавленные. Метод определения углерода
Источник: http://svarak.ru/svarochnyie-gostyi/
Геометрические размеры сварного шва
Закристаллизовавшийся отрезок расплавленного металла, образовавшийся в месте соединения двух металлических деталей или конструкций – это классический сварочный шов, который имеет определенные геометрические размеры как в сечении, так и по длине.
Они зависят от типа соединения, метода выполнения сварки, геометрии разделки торцевых кромок соединяемых изделий и некоторых других факторов. Эти элементы сваренных деталей делятся на два вида: стыковые и угловые.
Их не следует путать с типами сварочных соединений, которые классифицируются как стыковые, угловые, тавровые и внахлест.
Во всех таких конструкциях присутствуют рабочие швы, на которые действуют основные нагрузки соединения. От правильного расчета этих элементов соединения зависит прочность всей конструкции в целом.
На качество сварки влияет множество факторов, в том числе и геометрические характеристики, такие как ширина, длина, вогнутость, выпуклость и другие особенности стыковки деталей.
Для соединенных под прямым углом деталей, основным геометрическим параметром является размер катета сварного шва, от которого зависит прочность сварки.
Нормативные документы
Основными документом, регламентирующими геометрию сварочных швов является ГОСТ 5264-80, по которому и рассчитываются главные геометрические характеристики, с использованием математических формул.
Размеры сечения и длинны по ГОСТ 5264-80 зависят от вида соединения, толщины деталей конструкции, геометрии обработки торцевых кромок. Кроме того при расчете геометрических параметров сварочных соединений учитываются и другие нормативные документы: СНиП II-23-81, инструкции и технические регламенты.
Среди всех геометрических характеристик сварных швов основными являются минимальная длина, ширина, глубина, размер катета и некоторые другие.
Геометрические характеристики
Как уже было сказано выше, геометрия швов зависит от вида соединения. Основные геометрические размеры сечений стыковых и угловых сварочных швов представлены на следующем рисунке:
Геометрические характеристики
- где S – толщина деталей;
- е – ширина сварного шва;
- g – выпуклость;
- m – вогнутость;
- h – глубина проплавления;
- t – толщина сварного шва;
- b – зазор в соединении;
- k – катет углового шва;
- p – высота;
- a – толщина.
На геометрические размеры влияет тип соединения и толщина свариваемых изделий. Эти показатели приведены в следующей таблице.
Таблица с типами сварных соединений
Из представленной информации понятно, что все геометрические размеры сварных швов и соединяемых деталей связаны между собой. Особняком стоит длина этих элементов сварных конструкций. Она зависит только от нагрузки на соединение и совершенно не зависит от геометрии сечения шва.
Минимальная длина сварного шва должна обеспечивать прочность соединения, при превышении максимального значения общей нагрузки на 20%. Часто проварка изделий осуществляется по всей длине контакта, но во многих случаях сварка выполняется короткими отрезками, обеспечивающими необходимую прочность соединения.
Для строительных конструкций расчет длины сварного шва по СНиП II-23-81 осуществляется исходя из этих критерий.
Источник: http://svarkaipayka.ru/tehnologia/drugoe/geometricheskie-razmeryi-svarnogo-shva.html
RussianGost | Официальная нормативная библиотека — ГОСТ Р 53690-2009
Товар содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 25 Машиностроение »
Правила сварки » Сварочные работы »
Правила сварки » Основные материалы »
Правила сварки » Трубопроводы »
Правила сварки » Сварочные материалы »
Правила сварки » Сварочное оборудование »
Правила сварки » Сварочный персонал »
Правила сварки » Сертификация »
Правила сварки » Документация »
Правила сварки » Неразрушающий контроль »
Правила сварки » Механические испытания »
Правила сварки » Дефекты »
Правила сварки » Сварочные работы » Ручная сварка »
Правила сварки » Сварочные работы » Механизированная сварка »
Правила сварки » Сварочные работы » Автоматическая сварка »
Правила сварки » Сварочные работы » Удаление пыли »
Правила сварки » Основные материалы » Сталь, чугун »
Правила сварки » Основные материалы » Цветные металлы »
Правила сварки » Сварочные материалы » Проволока »
Правила сварки » Сварочные материалы » Флюсы »
Правила сварки » Сварочные материалы » Газы »
Стандарты на трубопроводную арматуру (ТПА) » 10.Производство » 10.3 Сварка »
ПромЭксперт » РАЗДЕЛ IV. ПРОМЫШЛЕННАЯ БЕЗОПАСНОСТЬ » I Управление промышленной безопасности » 4 Обучение и тренинги в области промышленной безопасности »
Классификатор ISO » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.01 Сварка, пайка и пайка в целом »
Национальные стандарты » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.01 Сварка, пайка и пайка в целом »
Национальные стандарты для сомов » Последнее издание » T Общие технические и организационно-методические стандарты » Система документации T5 » T51 Система документации, определяющая показатели качества, надежности и долговечности продукции »
Документ заменен на:
ГОСТ Р ИСО 9606-1-2020: Сертификационные испытания сварщиков.Сварка плавлением. Часть 1. Сталь
Ссылки на документы:
ГОСТ Р 1.0-2004: Стандартизация в Российской Федерации. Основные положения
ГОСТ Р 53526-2009 — Персонал сварочный. Аттестационные испытания сварщиков для сварки плавлением и установщиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов
ГОСТ Р ИСО 15607-2009: Технические требования и аттестация технологий сварки металлических материалов. Общие правила
ГОСТ Р ИСО 15609-1-2009: Технические требования и аттестация технологий сварки металлических материалов.Спецификация процедуры сварки. Часть 1. Дуговая сварка
ГОСТ Р ИСО 15609-2-2009: Технические требования и аттестация технологий сварки металлических материалов. Спецификация процедуры сварки. Часть 1. Газовая сварка
ГОСТ Р ИСО 15614-1-2009: Технические требования и аттестация технологий сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов
ГОСТ Р ИСО 5817-2009 — Сварка. Соединения, сваренные плавлением стали, никеля, титана и их сплавов (за исключением лучевой сварки).Уровни качества для изъянов
ГОСТ Р ИСО 857-1-2009 — Сварка и родственные процессы. Словарный запас. Часть 1. Процессы сварки металлов. Термины и определения
Федеральный закон 184-ФЗ: О техническом регламенте
Ссылка на документ:
ГОСТ 33807-2016 — Безопасность аттракционов. Общие требования
ГОСТ 33976-2016 — Соединения сварные стальных конструкций железнодорожного подвижного состава. Требования к проектированию, внедрению и контролю качества
ГОСТ ЕН 15085-2-2015 — Транспорт железнодорожный.Сварка железнодорожных транспортных средств и их элементов. Часть 2. Требования к качеству и сертификация производителя сварочного оборудования
ГОСТ ЕН 15085-4-2015 — Транспорт железнодорожный. Сварка железнодорожных транспортных средств и их элементов. Часть 4. Требования к продукции
ГОСТ Р 51382-2011 — Котлы отопительные. Часть 4. Отопительные котлы с наддувными горелками. Особые требования к котлам с наддувными жидкотопливными горелками мощностью до 70 кВт и максимальным рабочим давлением 0,3 МПа. Терминология, особые требования, методы испытаний и маркировка
ГОСТ Р 53192-2014 — Соединения сварные стальных конструкций железнодорожного подвижного состава.Требования к проектированию, производству и контролю качества
ГОСТ Р 53687-2009 — Квалификационные испытания сварщиков. Сварка плавлением. Часть 3. Медь и медные сплавы
ГОСТ Р 54006-2010 — Аттестационные испытания сварщиков. Сварка плавлением. Часть 4. Никель и никелевые сплавы
ГОСТ Р 54440-2011 — Котлы отопительные. Часть 1. Отопительные котлы с наддувными горелками. Терминология, общие требования, испытания и маркировка
ГОСТ Р 55682.5-2017 — Котлы водотрубные и вспомогательное оборудование.Часть 5. Изготовление и изготовление напорных частей котла
.ГОСТ Р 55682.6-2017 — Котлы водотрубные и вспомогательное оборудование. Часть 6. Осмотр при строительстве, документация и маркировка напорных частей котла
.ГОСТ Р 55682.8-2013 — Котлы водотрубные и вспомогательное оборудование. Часть 8. Требования к системам сжигания жидкого и газообразного топлива для котла
.ГОСТ Р 58032-2017: Проектирование и производство стальных вертикальных цилиндрических резервуаров с плоским дном с плоскими цилиндрами для хранения охлажденных сжиженных газов с рабочими температурами от 0 ° C до –165 ° C.Часть 2. Металлические конструкции
ГОСТ Р ИСО 15614-1-2009: Технические требования и аттестация технологий сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов
ГОСТ Р ИСО 3834-5-2010 — Требования к качеству сварки плавлением металлических материалов. Часть 5. Документы, с которыми необходимо подтвердить соответствие требованиям качества ISO 3834-2, ISO 3834-3 или ISO 3834-4
.ГОСТ Р 58031-2017 — Резервуары вертикальные, цилиндрические, плоскодонные, надземные, сварные, стальные, стальные для хранения жидкостей при температуре окружающей среды и выше.Правила проектирования и изготовления
ГОСТ Р 58423-2019 — Регуляторы давления газа на входе не выше 10 МПа
.ГОСТ Р ИСО 9606-1-2020: Сертификационные испытания сварщиков. Сварка плавлением. Часть 1. Сталь
Клиентов, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ ПРОСТО!
Русский Гост.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и аккуратности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных, сложных и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы.Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Документ / веб-ссылка для товаров на складе будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время.Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции.Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
MySolidWorks — официальное сообщество SOLIDWORKS
Спасибо за отзыв!
Ваш комментарий отправлен и будет рассмотрен командой MySolidWorks.
Закрывать
Регистрация для получения SOLIDWORKS ID
Три шага для создания учетной записи
- Создайте свой идентификатор SOLIDWORKS.
- Активируйте свою учетную запись, щелкнув ссылку для подтверждения, отправленную на вашу электронную почту.
- Вернитесь сюда, чтобы войти в систему.
Войдите в систему, используя свой SOLIDWORKS ID
.- Вы создали свой идентификатор SOLIDWORKS?
Если не, создайте свой ID прямо сейчас.
- Щелкнули ли вы по ссылке в электронном письме, отправленном SOLIDWORKS на номер
, подтвердили ли вы свой адрес электронной почты и активировали свою учетную запись?Если нет, сделайте это сейчас.
- Готовы войти?
Типы, материалы и стандарты фитингов для стыковой сварки труб
Что такое фитинги для стыковой сварки?
Фитинги для стыковой сварки труб — один из самых популярных типов соединения в трубопроводных системах. Трубные фитинги имеют соединительный конец для стыковой сварки (BW) , который называется фитингами для стыковой сварки . Фитинги для стыковой сварки используются для соединения стальных труб или трубопроводных фитингов, которые имеют одинаковый размер и график концов для стыковой сварки. Он предназначен для изменения направления и диаметра трубы, разветвления или окончания системы труб. Концы фитингов для стыковой сварки обычно представляют собой гладкие или скошенные концы. Фитинги для стыковой сварки доступны в размерах от ½ «до 72».
Фитинги для стыковой сварки углеродистой стали
Обычно фитинги для стыковой сварки включают:
Колено для стыковой сварки труб: Колено 45 градусов, колено 90 градусов, колено 180 градусов, колено с большим радиусом (колено LR), колено с коротким радиусом (колено SR)
Тройники для стыковой сварки : тройник равный, тройник переходной, тройник боковой, тройник с решеткой, тройник разъемный
Отводы для стыковой сварки индукционным нагревом : Отводы 3D, 5D, 7D, 10D
Переходник для стыковой сварки труб : переходник концентрический, переходник эксцентрический
Заглушка для стыковой сварки, крестовина для стыковой сварки, заглушка для стыковой сварки, изоляционное соединение для стыковой сварки, седло для стыковой сварки и т. Д.
Материалы для стыковой сварки труб:
Материал фитингов для стыковой сварки труб может быть из углеродистой стали , нержавеющей стали или легированной стали , а также из других сплавов, таких как сплав на основе никеля, титановый сплав.
Углеродистая сталь: ASTM A234 WPB, ASTM A234 WPC, ASTM A420 WPL6, MSS SP-75 WPHY42, WPHY52, WPHY60, WPHY65, WPHY70, S235, S355, ST37.2, SS400, ГОСТ CT20 и т. Д.
Нержавеющая сталь: ASTM A403, ASTM A312, WP304, WP304L, WP316, WP316L и т. Д.
Легированная сталь: ASTM A234 WP1, WP5, WP9, WP11, WP22, WP91, ASTM A860 WPL6 и т. Д.
Стандарты фитингов для стыковой сварки труб:
Наша Haihao Group может производить фитинги для стыковой сварки труб в соответствии со всеми этими стандартами, а именно:
Стандарт ANSI / ASME:
- ANSI / ASME B16.9 — Фитинги из кованой стали для стыковой сварки, изготовленные на заводе, включая отводы, тройники, переходники, размеры крышек.
- ANSI / ASME B16.28-Стыковой сварной шов; отводы с коротким радиусом и возврат
Стандарт DIN EN:
- DIN EN 10253-Фитинги для стыковой сварки труб, колена, возвратные колена, концентрические и эксцентрические переходники, равные и переходные тройники и заглушки
ГОСТ:
- ГОСТ 17375 — Фитинги стыковые приварные из углеродистой и низколегированной стали .
- ГОСТ 17376 — Фитинги стыковые приварные из углеродистой и низколегированной стали .
- ГОСТ 17378 — Фитинги стыковые приварные из углеродистой и низколегированной стали, переходник .
- ГОСТ 17379 — Фитинги стыковые приварные из углеродистой и низколегированной стали .
- ГОСТ 17380 — Фитинги для стыковой сварки углеродистых и низколегированных сталей Общие технические условия .
- ГОСТ 30753 — Фитинги для стыковой сварки углеродистых и низколегированных сталей отводы остроугольные типа 2Д (R = DN) Конструкция .
Стандарт JIS:
- JIS B2311-Стальные фитинги для сварки встык для обычного использования.
- JIS B2312-Стальные фитинги для стыковой сварки труб
- JIS B2313-Стальные пластины для стыковой сварки труб
Стандарт KS:
- KS B1522-Стальные фитинги для стыковой сварки труб для обычного использования и топливного газа.
- KS B1541-Фитинги стальные для стыковой сварки.
- KS B1543-Фитинги для стыковой сварки листовой стали.
Стандарт MSS:
- MSS SP-43-Фитинги для стыковой сварки из нержавеющей стали.
- MSS SP-75-Технические условия для высокопрочных деформируемых фитингов для стыковой сварки.
Китайский стандарт:
- ГБ / т 12459
- ГБ / т 13401
- SH / T 3408
- HGJ528
- SY / T0510
Haihao Group имеет более чем 30-летний опыт производства фитингов для стыковой сварки , мы можем поставить подходящую продукцию в соответствии с вашим запросом. Помимо этих стандартных продуктов, мы также можем поставить индивидуальные фитинги для стыковой сварки соответственно.Если вы хотите узнать больше о наших трубопроводах, напишите нам: [email protected]
Китай Китай Дешевая цена Стандартные фланцы ГОСТ — Кованый фланец под сварку внахлест — DHDZ Производитель и поставщик
Придерживаясь представления «Создавать продукты высочайшего качества и заводить друзей сегодня с людьми со всего мира», мы постоянно учитываем желание покупателей начать с Bl фланцевый распределитель , Кованый пруток , Фланец для химикатов Наша корпорация поддерживает безрисковое предприятие, сочетающее правдивость и честность, чтобы поддерживать долгосрочное взаимодействие с нашими клиентами.Стандартные фланцы Gost по низкой цене в Китае — Кованый фланец, сварной с враструб — Деталь DHDZ:
Производитель кованых фланцев, сварных с враструб,
Изготовитель кованых фланцев, сварных с враструб, в Шаньси и Шанхае, Китай.
Фланец, сваренный с враструб, представляет собой фланец, который вставляется в ступеньку фланцевого кольца на конце трубы и приваривается к концу трубы и снаружи.Есть два типа шеи и нет шеи. Сталь с шейкой фланца имеет хорошую жесткость, небольшую сварочную деформацию и хорошие герметизирующие свойства, и ее можно использовать при давлении 1,0 ~ 10,0 МПа. Фланец B для контейнеров также является фланцем, приваренным враструб, для применений, где требования к герметичности высоки. При проектировании фланец, приваренный муфтой, можно проверить с помощью встроенного фланца.
Размер
Размер фланца под приварку враструб: 1/2 ”-160”
DN10 ~ DN4000
Лицевая сторона
Плоское лицо, полное лицо (FF), выступающее лицо (RF), мужское лицо (M), женское лицо (FM), лицо языка (T), поверхность с пазом (G), поверхность кольцевого соединения (RTJ / RJ) ).
Обработка поверхности / покрытия
Антикоррозийная краска, масляно-черная краска, желтая прозрачная, оцинкованная, оцинкованная холодным и горячим погружением, отделка золотым лаком.
Фланцы по международным стандартам DHDZ предоставляет:
Американский стандарт
ANSI B16.5
Класс давления: 150 ~ 1200
Размер: 1/2 «-24»
ASME B16.5
Класс давления 150 ~ 1200
Размер: 1/2 «-24»
ASME B16.47A
Класс давления 150 ~ 900
Размер: 1/2 «-24»
ASME B16.47B
Класс давления 75 ~ 900
Размер: 26–60 дюймов
ANSI B16.1
Переходная муфта B16.36
MSS-SP-44
API
AWWA
Тип
Приварная шейка, накидная, резьбовая, соединение внахлест,
Сварка внахлест, глухая, диафрагма, очковая
Немецкий стандарт
DIN
Давление PN6 ~ PN400
Размер DN10 ~ DN4000
Тип
DIN 2527-глухой; PN ~ PN100
DIN 2566, резьбовые: PN10 и PN16
DIN 2573 PN6
DIN 2576 PN10
DIN 2627 PN400
DIN 2628 PN250
DIN 2629 PN320
DIN 2630 PN1 и PN2.5
DIN 2631 PN6
DIN 2632 PN10
DIN 2633 PN16
DIN 2634 PN25
DIN 2635 PN40
DIN 2636 PN64
DIN 2637 PN100
DIN 2638 PN160
DIN 2641 PN6
DIN 2642 PN10
DIN 2655 PN25
DIN 2656
Африканский стандарт
Стандарт
SABS 1123
Давление 250 кПа ~ 6400 кПа
Размер: DN10 ~ DN3600
Тип
Глухая, пластина, приварная шейка, свободная,
Интегральная, скользящая
Австралийский стандарт
Стандарт
AS 2129
Стол: T / A, T / D, T / E, T / F, T / H,
T / J, T / K, T / R, T / S, T / T,
Размер: DN15 ~ DN3000
AS 4087
Давление PN16 ~ PN35
Размер: DN50 ~ DN1200
Тип
Заглушка, пластина, приварная шейка, втулка
Канадский стандарт
Стандарт
CSA Z245.12
Давление PN20 ~ PN400
Размер: NPS 1/2 ”-60”
Японский стандарт
Стандарт
JIS B2220
Давление 5K ~ 30K
Размер: DN10 ~ DN1500
Тип
Скольжение на пластине, Скольжение на ступице, Сварка внахлест, Приварная шейка, Соединение внахлест, Резьбовое, Глухое, Интегральное
Европейский стандарт
Стандарт
EN 1092-1
Давление PN6 ~ PN100
Размер: DN10 ~ DN4000
Пластина типа
, свободная пластина, глухая, приварная шейка, скользящая втулка, резьбовая втулка
Британский стандарт
Стандарт
BS 4504
Давление PN2.5 ~ PN40
Размер: DN10 ~ DN4000
BS 10
Таблица: T / A, T / D, T / E, T / F, T / H
Давление PN2,5 ~ PN40
Размер: 1/2 ~ 48 дюймов
Пластина типа
, свободная, приварная шейка, глухая,
Втулка скользящая, втулка с резьбой
Интегральная, плоская
Французский стандарт
Стандарт
NFE 29203
Давление PN2,5 ~ PN420
Размер: DN10 ~ DN600
Тип
Заглушка, пластина, приварная шейка, свободная,
Интегральная, скользящая
Италия Стандарт
Стандарт
UNI 2276-2278
Давление PN6 ~ PN40
Размер: DN10 ~ DN600
Тип
Заглушка, пластина, приварная шейка, свободная,
Интегральная, скользящая
Россия Стандарт
Стандарт
ГОСТ 1281
Давление PN15 ~ PN2000
Размер: DN10 ~ DN2400
Тип
Заглушка, пластина, приварная шейка, свободная,
Интегральная, скользящая
Китайский стандарт
Стандартный
GB9112-2000
GB9113-2000 ~ GB9123-2000
JB81-94 ~ JB86-94, JB / T79-94 ~ JB / T86-94
JB4700-2000 ~ JB4707-2000, SH501- 1997
ГБ / T11694-94, ГБ / T3766-1996, ГБ / T11693-94, GB10746-89, ГБ / T4450-1995, ГБ / T11693-94, GB2506-2005, CBM1012-81, CBM1013
ГБ / T9117
HG / T 20592
HG / T 2061
SH / T 3406
Давление 0.25 МПа ~ 10 МПа
Размер: DN10 ~ DN1200
Тип
Глухая, пластина, приварная шейка, соединение внахлест, скольжение,
Резьба, длинная сварная шейка
MSS-SP-44
API
AWWA
DIN
EN 1092-1
BS4504
ГОСТ
AFNOR NF EN 1759-1
NEF
UNI
JIS
SABS 1123
ISO 7005-1
AS 2129
GB / T 9112
GB / T9117
HG / T 20592
HG / T 2061
SH / T 3406
Материалы, используемые DHDZ:
УГЛЕРОДНАЯ СТАЛЬ — ASTM / ASME SA-105, SA-105N, A-350 LF-2, LF-3, A694, SA-516-70, A36 НЕРЖАВЕЮЩАЯ СТАЛЬ
— ASTM / ASME A182 Gr F304, A182 Gr F304H, A182 Gr F304L, A182 Gr F304N, A182 Gr F304LN, A182 Gr F316, A182 Gr F316L, A182 Gr F316N, A182 Gr F316LN, A182 Gr F316Ti, A182 Gr18, A182 Gr F316Ti, A321 18 Gr F347, A182 Gr F347H, A182 Gr F317, A182 Gr F317L, 309310, 310H, 904L
Дуплекс — F-51
ЛЕГКАЯ СТАЛЬ: A-182-F-1, F-5, F-6, F-9, Ф-11, Ф-12, Ф-22
Производитель, экспортер и поставщик ASME / ANSI B16.5 фланцев с приварной шейкой из углеродистой стали, фланец с приварной шейкой из нержавеющей стали, фланец с приварной шейкой из легированной стали, ASTM A105 / A105N, A350 LF1, LF2 CL1 / CL2, A694 F42, F46, F48, F50, F52, F56, F60, F70, A516 .60,65,70. Производитель фланцев WNRF в Шаньси.
A182 Gr F304 под сварку внахлест Фланец , A182 Gr F 304L Фланец приварной шейки, A182 Gr F316 Фланец приварной шейки, A182 Gr F316L Производитель фланца приварной шейки, A182 Gr F316Ti Приварная шейка, A182 Gr F321 Фланец приварной шейки A182 Gr F321 Фланец с шейкой, Фланец с приварной шейкой A182 Gr F347, поставщик фланцев с приварной шейкой ASTM A182 F5, Фланец с приварной шейкой ASTM A182 F9, Экспортер фланцев WNRF в Шаньси, поставщики фланцев с приварной шейкой ASTM A182 F11, фланцы с приварной шейкой ASTM A182 F12, приварные фланцы ASTM A182 F22 Фланец с шейкой, фланец с приварной шейкой ASTM A182 F91, фланец с приварной шейкой ASTM A350 LF2, фланец с приварной шейкой ASTM A350 LF3, фланец с приварной шейкой ASTM A350 LF6 Производитель в Шаньси и Шанхае.
Мы, DHDZ, производим кованые фланцы, соответствующие международным стандартам качества: DIN, EN1092-1, BS4504, ANSI, API, MSS, AWWA, UNI, JIS, SANS, GOST, NFE, ISO, AS и т. Д. Мы DHDZ производим 75 фунтов, 150 фунтов, 300 фунтов, 600 фунтов, 900 фунтов, 1500 фунтов, 2500 фунтов, PN6, PN10, PN25, PN40, PN63, PN64, PN100, ГОСТ 12820 и ГОСТ 12821, PN0,6 МПа, PN1,0 МПа, PN1,6 МПа, PN2,5 МПа PN4.0MPA, SANS1123 или SABS 1123, 600 кПа, 1000 кПа, 1600 кПа, 2500 кПа, 4000 кПа номинальные параметры фланца согласно спецификации покупателя. Производитель фланцев с приварной шейкой в Китае — Звоните: 86-21-52859349 Отправьте письмо: dhdz @ shdhforging.com
Типы фланцев: WN, резьбовые, LJ, SW, SO, глухие, LWN,
● Кованые фланцы с приварной шейкой
● Кованые фланцы с резьбой
● Кованый фланец с соединением внахлест
● Кованый фланец с муфтой внахлест
● Кованый фланец
● Глухой кованый фланец
● Кованый фланец с длинной приварной шейкой
● Кованые фланцы с отверстием
● Фланцы с очковой ковкой
● Свободный кованый фланец
● Плоский фланец
● Плоский фланец
● Овальный кованый фланец
● Фланец для ветроэнергетики
● Кованый лист трубы
● Кованый фланец
Подробные изображения продукта:
Руководство по сопутствующей продукции:
Компания придерживается философии «Be No.1 на отлично, опираться на кредитный рейтинг и надежность для роста «, будет продолжать активно обслуживать устаревших и новых клиентов из дома и за рубежом в течение Стандартные фланцы Gost по низкой цене в Китае — Кованый фланец под сварку с враструб — DHDZ, продукт будет поставляться по всему миру, например: Лион , Лестер , Лондон , За 11 лет мы участвовали более чем в 20 выставках, получаем высшую оценку от каждого покупателя. Наша компания всегда стремится предоставить клиентам лучшие продукты по самой низкой цене.Мы прилагаем большие усилия для достижения этой беспроигрышной ситуации и искренне приветствуем вас присоединиться к нам. Присоединяйтесь к нам, покажите свою красоту. Мы всегда будем вашим первым выбором. Доверьтесь нам, вы никогда не упадете духом.
Подробная ошибка IIS 8.5 — 404.11
Ошибка HTTP 404.11 — не найдено
Модуль фильтрации запросов настроен на отклонение запроса, содержащего двойную escape-последовательность.
Наиболее вероятные причины:
- Запрос содержал двойную escape-последовательность, а фильтрация запросов настроена на веб-сервере, чтобы отклонять двойные escape-последовательности.
Что вы можете попробовать:
- Проверьте параметр configuration/system.webServer/security/requestFiltering@allowDoubleEscaping в файле applicationhost.config или web.confg.