Холодная сварка для металла термостойкая:инструкция,характеристики
Современный клей повышенной прочности, к которым относится холодная сварка для металла, нашел свое применение во многих сферах. Несмотря на более низкие качества соединения, в сравнение с обыкновенной сваркой, здесь получается достаточно качественный и надежный результат. Это позволяет использовать его как в частной сфере, так и в промышленной. Активное применение ведется при ремонте автомобилей, в сантехнической сфере, при ремонте труб, восстановлении резьбы, заделке трещин и дыр. Иными словами, везде, где могла бы пригодиться настоящая сварка, но по тем или иным причинам она примениться не может.
Холодная сварка для металла
Холодная сварка для металла производится согласно ГОСТ 2601-74. При монтаже следует придерживаться СНиП 3-42-80. Различные виды могут иметь разные составы и пребывать в твердом или жидком состоянии до подготовки субстанции. Но при непосредственном использовании они уже должны принять пластичную форму, благодаря которой можно заделать любое отверстие или трещину, а также восстановить утраченную деталь, что очень актуально, если в веществе имеется металлический наполнитель с теми же свойствами, что и на самой детали.
Преимущества холодной сварки по металлу
- Клей холодная сварка для металла является доступным, так как встретить его можно во многих магазинах;
- Для его использования не требуется специальная подготовка и практические умения;
- Заделывать трещины и дыры на отдельных деталях можно без их демонтажа;
- Процесс не оказывает температурного воздействия на металл, что очень хорошо для теплочувствительных веществ;
- Время высыхания, а соответственно и весь процесс обработки, занимает не так уж много времени;
- Свойства крепости некоторых составов получаются более высокими, чем на металле из обрабатываемой детали;
- Для подготовки не требуется каких-либо специальных инструментов и все можно сделать с помощью подручных средств;
- Состав образует очень сильное неразъемное соединение;
- Возможность использования высокотемпературных разновидностей клея, которые могут эксплуатироваться при температуре выше 1 000 градусов Цельсия.
Недостатки холодной сваки
- Крепость соединения уступает настоящей сварке и для промышленных масштабов не всегда годится;
- Нельзя использовать для заделки крупных неполадок;
- При выкладывании нескольких слоев материала общий срок ремонта заметно увеличивается;
- Требует тщательной очистки поверхности, так как без этого качества сцепления заметно ухудшается.


Разновидности
Холодная сварка для металла имеет несколько разновидностей, которые могут иметь принципиальные отличия в особенностях применения.
- Самым распространенным является универсальный состав, который может использоваться не только для склеивания металла, но и для других веществ, причем не обязательно однородных;
- Автомобильный применяется для ремонта небольших трещин и дыр в металлических частях автомобиля, таких как бак, радиатор, проводящие трубки и прочее;
- С металлическим наполнителем, который может быть из стали, чугуна, алюминия и прочих разновидностей, которые служат для усиления свойств состава и повышения возможности к сопротивлению температурному и механическому воздействию;
- Водостойкая холодная сварка двухкомпонентная для металла, которая применяется в сантехнике для ремонта труб;
- Высокотемпературная холодная сварка для металла, которая может примениться в температурном диапазоне от -60 до +1500 градусов Цельсия.

Состав холодной сварки
Все основные свойства определяются составом материала, а также его соотношением. Для склейки металлов требуются особые вещества, которые входят в большинство марок современного производства:
- Эпоксидная смола – основной элемент, который служит для связывания различных материалов. Именно благодаря ей появляется возможность связывать между собой различные вещества, в том числе и металл.
- Металлический наполнитель, который выступает в качестве главного элемента, добавляющего прочности всей конструкции, а также придающий температурную стойкость и надежность;
- Также имеется ряд дополнительных элементов, таких как сера и прочие, наличие которых зависит от конкретного состава. Каждый добавочный элемент вносит свои особенности к свойствам.
Состав холодной сварки
Благодаря всем этим компонентам холодная сварка для металла заметно отличается от остальных большей надежностью и крепостью.
Технические характеристики различных производителей холодной сварки
| Производитель | Первичное высыхание, м | Окончательное высыхание, ч | Температура, градусы Цельсия | Максимальная температура эксплуатации, градусы Цельсия |
| Алмаз | 20 | 3 | 18 | 1316 |
| Penosil | 5 | 1 | 17 | 120 |
| Alteco | 20 | 2,5 | 18 | 260 |
| Zollex | 60 | 18 | 20 | 260 |
| Nowax | 15-20 | 3 | 18-20 | 180 |
| Poxipol | 30 | 3 | 16-18 | 260 |
Выбор холодной сварки для металла
У многих людей, которые собираются подобрать себе такой клей, возникает вопрос, какая холодная сварка лучше для металла. На этот вопрос однозначного ответа нет, так как для каждой из процедур существуют свою важные параметры, на которые стоит обращать внимание. Конечно же, лучше отдавать предпочтение качественным проверенным производителям, но здесь не всегда будет выгодно по стоимости.
На этот вопрос однозначного ответа нет, так как для каждой из процедур существуют свою важные параметры, на которые стоит обращать внимание. Конечно же, лучше отдавать предпочтение качественным проверенным производителям, но здесь не всегда будет выгодно по стоимости.
Одним из первых факторов, на который стоит обратить внимание,является наличие и разновидность наполнителя. Для операций с металлом, даже если это простое склеивание, оказывается достаточно важным, чтобы все было максимально однородным. В данном случае наполнитель должен максимально соответствовать тому металлу, с которым идет работа, или быть хотя бы не менее прочным.
Также важным фактором является максимальная и минимальная температура, при которой холодная сварка для металла сохраняет технические характеристики. Многие металлические детали могут использоваться при непосредственном контакте с источниками открытого огня или в просто в среде с повышенной температурой.
«Обратите внимание! При этом не стоит забывать о нижнем пределе, так как он оказывается не столь высоким и сильно низкая температура также может оказать негативное влияние.
 »
»Время засыхания имеет значение, если ремонт нужно проводить как можно быстрее. В таком случае желательно иметь два варианта холодной сварки, для быстрого ремонта, которая сохнет за час, и стандартную, время застывания которой может достигать около суток. Второй вариант, в большинстве случаев, оказывается более прочным и надежным.
Инструкция применения холодной сварки для металла
Подобрать качественный вариант – это только начало дела, так как далее следует его правильно применить. Все начинается с подготовки деталей. Их поверхность нужно очистить и обезжирить. Некоторые составы могут работать с влажными и жирными поверхностями другие же теряют качества сцепления от посторонних налетов, грязи и ржавчины. В любом случае, лучше позаботиться о том, чтобы сцепляемые поверхности были максимально чистыми.
Применение холодной сварки для металла
- Сначала нужно достать нужное количество материала из упаковки.
«Важно! Не стоит готовить массу с запасом, так как лишний материал потом невозможно будет использовать повторно.
 »
»- При подготовке, будь то жидкая двухкомпонентная холодная сварка или пластилинообразный брусок, следует тщательно перемешать все. В итоге должна получиться однородная масса, которая имеет пластичные свойства и может применяться для заделки трещин, принимая любую заданную форму. «Обратите внимание! Срок действия такой массы составляет до 10 минут, за которые нужно успеть применить ее, пока не начнется затвердевание, в ином случае она окажется попросту негодной к дальнейшему использованию.»
- Далее следует размятый материал нанести на место, где требуется ремонт или склейка. Здесь образуется аналог сварочного шва, который и будет скрепляющим элементом, поэтому, все должно прилегать максимально плотно и быть герметичным. Для усиления эффекта, особенно для труб, желательно использовать обтягивающие жгуты, которые должны находиться до первичного высыхания.
- После выжидания времени которое написано в инструкции для каждой марки, следует проверить качество соединения. Для этого требуется подогреть место шва, и если на нем появились вздутия, пузыри и другая деформация, то холодная сварка для металла взялась некачественно и требуется все переделать заново.
 Для этого требуется подогреть место шва, и если на нем появились вздутия, пузыри и другая деформация, то холодная сварка для металла взялась некачественно и требуется все переделать заново.
Для этого требуется подогреть место шва, и если на нем появились вздутия, пузыри и другая деформация, то холодная сварка для металла взялась некачественно и требуется все переделать заново.Меры безопасности
В целом, холодная сварка для металла является достаточно безопасной, если правильно соблюдать меры безопасности. Основным положением здесь является уберечь себя от непосредственного контакта с материалом. Не стоит допускать его попадания на кожу, а тем более на слизистую оболочку. Если это все же случилось, то следует как можно быстрее промыть данное место и обратиться к врачу. В составе имеется много химических веществ, которые в засохшем виде не несут ни какого вреда, но если контактировать с ними, то это может оказаться вредно для здоровья.
Такое же положение относится и к посуде, в которой идет подготовка. Она не должна потом использоваться для каких-либо целей, предполагающих контакт с человеком, приготовление ищи и так далее. Лучшим решением будет устранить от смеси все вещи, которые к ней не относятся. Ведь если как пользоваться холодной сваркой достаточно ясно, то о мерах безопасности знают не все.
Ведь если как пользоваться холодной сваркой достаточно ясно, то о мерах безопасности знают не все.
Особенности применения
Двухкомпонентная холодная сварка требует перемешивания, поэтому, работать с ней требуется только в специальных перчатках. Посуду и инструменты для перемешивания желательно выбирать неметаллические, чтобы исключить преждевременное схватывание с поверхностью. Время высыхания является самым уязвимым для смеси, поэтому, нужно обеспечить изоляцию от воздействия посторонних факторов. После проведения всех процедур зачастую остаются различные мелкие части материала, которые следует сразу убрать, так как после засыхания это будет сложно сделать. Если нужно сделать несколько слоев замазки, то следует выжидать полного круга прохождения процедуры с высыханием, и только тогда наносить второй слой. Также не рекомендуется превышать толщину в 5 мм.
Производители и популярные марки
- Mastix;
- Алмаз
- Weicon;
- Момент;
- Permatex;
- ABRO;
- Loctite;
- Poxipol;
- Hi-Gear;
- Devcon.

Клей эпоксидный Runway холодная сварка: инструкция,характеристики
Для бытовых видов соединений, а также для быстрого ремонта нередко пользуются новыми клеями, которые объединяются в общее понятие «холодная сварка». Они обеспечивают довольно крепкое соединение, которое выше стандартных клеев, но до настоящей сварки все равно не дотягивают. Холодная сварка Runway является универсальным средством, которое хорошо подходит для склеивания в любых сочетаниях. Совсем не обязательно материалы должны быть однородными, так как сила схватывания тут довольно высокая. Главное только придерживаться технологии проведения, что включает подготовительные процессы, выжидание времени высыхания и прочее. Данная марка производится в Китае и несмотря на свою стоимость имеет довольно высокие показатели качества.
Холодная сварка Runway
Клей эпоксидный Runway холодная сварка обладает высокими свойствами электро-изоляции, так что металлические детали, которые относятся к токоведущим частям, им не стоит соединять. Соединение, полученное данной смесью оказывается стойким к химически агрессивным средам и сможет выдержать эксплуатацию в столь неблагоприятных условиях. Ему не страшна вода, бензин, растворители, соединение хорошо переносит ультрафиолетовое воздействие.
Соединение, полученное данной смесью оказывается стойким к химически агрессивным средам и сможет выдержать эксплуатацию в столь неблагоприятных условиях. Ему не страшна вода, бензин, растворители, соединение хорошо переносит ультрафиолетовое воздействие.
Холодная сварка Runway для металла
Материал слабо восприимчив к вибрационным нагрузкам, что позволяет использовать его для ремонта подвижной техники. Также соединения хорошо переносят ударные нагрузки. После окончания работы, когда холодная сварка полностью застынет, то отремонтированные места можно поддавать обработке. Можно проводить покраску, сверление, точение и прочие процедуры.
Преимущества Runway
- Runway холодная сварка Rw8504 обладает высоким качеством соединения, которое заметно выше, чем у изделий данной ценовой категории;
- Смесь поставляется в двух отдельных тюбиках, что позволяет самостоятельно выставлять пропорции для смешивания;
- Может применяться не только для бытового использования, но и при ремонте более серьезных конструкций;
- Обладает высокой скоростью первичного застывания;
- Может соединять любые материалы;
- Использование проводится предельно просто, так что с ним может справиться практически любой человек;
- Хорошо подходит для ремонта сантехники, труб и других герметических вещей.

Недостатки Runway
- В упаковке имеется относительно небольшое количество клея, до 30 грамм;
- Использовать два компонента из различных видов упаковки не так удобно, как готовые двухкомпонентные смеси;
- Нет широкого выбора упаковок, которые бы подходили для использования в различных сферах.
Область применения
Runway холодная сварка стального цвета используется при ремонте разнообразных предметов, которые оказались сломанными. Это может быть оторванная часть какой-либо вещи, трещина на корпусе, сколы. Все это становится возможно благодаря высокому уровню схватывания материала, а также его свойству затвердевания. После того как прошло некоторое время материал обретает повышенную твердость и может выдерживать давление. Именно благодаря этому становится возможным восстановление резьбы холодной сваркой. Восстанавливаются с ее помощью и различные декоративные вещи. Если изделие утратило какой-либо элемент, то при помощи данного материала можно сделать ему замену любой формы.
Холодная сварка Runway для бензобака и радиатора
Широкая сфера использования, которая включает в себя ремонтные мастерские, домашнее использованием и мелкие промышленные ремонты, обусловлена большими возможностями клея. Он может проявлять себя как холодная сварка для алюминия, нержавеющей стали, керамики, дерева и прочих вещей.
Виды
Продукция от данного производителя поставляется лишь в одной разновидности. Это два тюбика, в каждом из которых находится один из компонентов, предназначенных для смешивания. Вес материала в каждом тюбике составляет 28,5 грамм.
Свойства и характеристики Runway
Характеристики холодной сварки Runway ставят ее на одно из наиболее высоких мест в плане выбора обычными пользователями.
Параметры | Значение параметров |
| Общий вес упаковки | 0,2 кг |
| Габариты | 9х19х3 см |
| Количество тюбиков | 2 шт. |
| Время первичного затвердевания | 20 минут |
| Время окончательного затвердевания | 1 час |
| Время засыхания | 5 минут |
Особенности использования
Инструкция к холодной сварке Runway выставляет ряд определенных требований, при которых можно гарантировать, что все преимущества будут воплощены в полной мере. Требуется точно знать, как пользоваться холодной сваркой, чтобы получить качественное соединение. В первую очередь нужно подготовить поверхность, с которой будет идти соединение. Не важно, это будет металл, пластик, дерево или керамика, все должно быть очищено от различных загрязнений, осадочных пленок, жировых налетов и прочего. Для этого нужно применять как механические виды очистки, так и растворители, которые уберут все лишнее.
Требуется точно знать, как пользоваться холодной сваркой, чтобы получить качественное соединение. В первую очередь нужно подготовить поверхность, с которой будет идти соединение. Не важно, это будет металл, пластик, дерево или керамика, все должно быть очищено от различных загрязнений, осадочных пленок, жировых налетов и прочего. Для этого нужно применять как механические виды очистки, так и растворители, которые уберут все лишнее.
После этого нужно заняться приготовлением смеси. Холодная сварка состоит из двух основных компонентов. По отдельности они не имеют должного эффекта, но если их перемешать, то получится достаточно твердое вещество. Соотношение двух компонентов должно быть равным, чтобы получить те характеристики, которые заявлены производителем. Главной особенностью во время приготовления является перемешивание до однородного состояния. В смеси не должно быть ни каких комков. Все готовится путем разминания и в этот момент субстанция оказывается очень мягкой. Из нее можно слепить любую форму, а накладка клея сможет проникнуть в любую трещину или заделать скол любой формы.
«Важно!Данная марка относится к тем, которые быстро застывают, так что при работе это нужно учитывать, чтобы смесь не застыла раньше применения.»
В мягком состоянии клей может находиться несколько минут, после чего начинается затвердевание. В течение первых 20 минут происходит первичное затвердевание, когда 90% смеси становится твердым. В течение часа затвердевает и остальное. После нанесения нужно сразу удалить остатки с поверхности.
Производитель
Производителем является китайская компания Runway.
жидкий и сухой варианты, инструкция по применению и советы
Когда человек впервые слышит о необычайных возможностях холодной сварки, его реакция почти по Станиславскому — «не верю!», и в принципе, это объяснимо. Отчасти подобное восприятие — следствие самого названия, которое является довольно удачным маркетинговым решением. Как происходит соединение стальных труб, видели все: слепящие, завораживающие искры разлетались в разные стороны, а мама ещё в детстве строго запрещала смотреть туда: «Глаза заболят!»
- Виды холодной сварки
- Свойства и возможности метода
- Советы специалистов
Виды холодной сварки
Давайте уясним, что ничего общего с традиционными сварочными работами в этом процессе нет, скорее подходит термин «склеивание». Базируется это утверждение на том, что основа состава — эпоксидная смола. Для придания необходимых качеств в неё добавляются различные компоненты. Информацию о наиболее важных ингредиентах производители сохраняют в секрете — конкуренция на рынке вынуждает.
Базируется это утверждение на том, что основа состава — эпоксидная смола. Для придания необходимых качеств в неё добавляются различные компоненты. Информацию о наиболее важных ингредиентах производители сохраняют в секрете — конкуренция на рынке вынуждает.
Чтобы увеличить прочность соединения деталей, применяются разные наполнители. В зависимости от характеристик свариваемых поверхностей используются мелкие металлические опилки, измельчённая до состояния пыли керамика и целлюлоза. Информация о количественном содержании стального или чугунного наполнителя позволяет косвенно судить о термостойкости продукта: чем больше, тем она будет выше.
По консистенции различают:
- Жидкую сварку для металла — когда эпоксидная смола и отвердитель находятся в отдельных тюбиках. При необходимости содержимое в нужном количестве используется, а остаток ещё послужит — без потери качества, но с учётом требований к условиям хранения и срока годности. Повышает прочность соединения использование армирующей сетки.
- Пластичную или сухую сварку для металла — когда в фирменной упаковке находится стержень из двух слоёв разного цвета. Отрезается нужное количество, и полученный «пенёк» разминается в руках подобно пластилину, а после этого наносится на подготовленную поверхность. Остаток стержня необходимо предохранить от контакта с воздухом и теплом, в противном случае он утратит ценные качества.

Внимание!
В обоих вариантах имеет значение скорость использования подготовленной смеси. Она начинает застывать уже через три, или самое большее — через десять минут, так что все подготовительные работы выполняйте заранее! Важно обеспечить плотное, герметичное прилегание массы к поверхности. У каждой марки — индивидуальный срок высыхания, указанный в инструкции.
Свойства и возможности метода
Специалисты утверждают, что полученное соединение не такое прочное, как классическая сварка, но крепче, чем-то, которое формируется при употреблении эпоксидки для склеивания.
Изначально разрабатывался способ быстрого и одновременно надёжного ремонта машин. Теперь область применения нового метода существенно расширилась:
- автомобили: для восстановления треснувших кузовов, бензобаков, глушителей, радиаторов — и в мастерской, и в пути;
- сантехника: для ремонта труб, насосов, фитингов и так далее, серийно выпускается и специальный состав для работы под водой;
- для герметизации металлопластиковых окон;
- для соединения разных металлов между собой, например, алюминия с медью или латунью;
- используется при ремонте газотехнического оборудования;
- годится для реставрации керамических изделий непищевого назначения;
- подходит для склеивания половых покрытий внахлёст, встык, к бетону.

Особенности каждого конкретного случая поломки требуют индивидуального подхода. Для выполнения поставленной задачи используются разные виды сварки: шовная, точечная, стыковая, тавровая, со сдвигом.
Порой звучат негативные отзывы: пробовали, ничего не получилось. Если детально разобраться в причинах подобных высказываний, чаще всего выясняется, что исполнитель допустил нарушения: решил воспользоваться холодной сваркой для металла, инструкцию по применению не читал. Или поспешил и проигнорировал, счёл излишней принципиально важную рекомендацию.
Советы специалистов
- Применяйте приобретённую профильную сварку строго по назначению. То, что прекрасно соединяет металл, может не сработать, если вы захотите склеить дерево или пластик. Водостойкий или высокотемпературный варианты также ничем полноценно заменить не удастся.
- Универсальная сварка выручит во многих случаях, но по свойствам уступает специализированным составам.
- Чтобы гарантировать качество ремонта, обязательно подготовьте участок, куда будете наносить клейкую смесь: тщательно очистите металл от краски, ржавчины, жира и влаги.
- Точно и последовательно придерживайтесь инструкции.

Вы уже использовали это удивительное изобретение? Поздравляем, есть причина с чистой совестью в последнее воскресенье мая праздновать День сварщика!
Холодная сварка для металла: виды, инструкция, советы
Эффективность применения холодной сварки зависит от правильного выбора состава. Разберемся, какие есть виды холодной сварки, и какие существуют тонкости применения этого клея.
Холодная сварка создана для соединения поверхностей из металлов и других материалов. О ее эффективности ходят споры. Одни мастера говорят, что это – лучший вариант соединения без нагрева, другие утверждают, что шов выходит ненадежным. Зачастую отрицательные отзывы связаны с неправильным подбором состава или несоблюдением технологии его использования. Разберемся, как правильно подобрать и использовать холодную сварку.
1 Что такое холодная сварка и чем она отличается от других клеев
2 Виды
2. 1
Область применения: универсальность или специализация
1
Область применения: универсальность или специализация
3 Достоинства
4 Недостатки
5 Как отремонтировать металлическую трубу холодной сваркой. Пошаговая инструкция
6 Советы профессионалов
Что такое холодная сварка и чем она отличается от других клеев
Холодная сварка – это пластичный клеящий состав на основе эпоксидной смолы. Для повышения прочности соединения к смоле добавляют пудру из металла, а также другие добавки. Точный состав большинства видов холодной сварки является коммерческой тайной изготовителей.
Холодная сварка имеет несколько существенных отличий от других разновидностей клеев:
- Устойчивость к высоким температурам и пламени. Подавляющее большинство клеев на базе органических полимеров воспламеняются при сильном нагреве. Холодная сварка стойка к огню: она не только не воспламеняется, но и не теряет своих прочностных характеристик.
- При накладывании большинства клеев толстым слоем прочность соединения падает, поскольку склейка разрушается послойно. Для холодной сварки этот недостаток не характерен: после застывания он образует монолит, который допускает даже последующую обработку: шлифовку, сверление и т.д. Это позволяет применять эпоксидные составы в качестве модельных паст для заполнения трещин, сколов и т.д.
Но при этом есть и общие с клеями свойства. Это простота нанесения и нетребовательность к инструментарию (для использования холодной сварки не нужны инструменты). Главное же сходство – в назначении.
[warning]Как и клеи, холодная сварка предназначена для быстрого экстренного ремонта. При первой возможности стоит заменить отремонтированную таким образом деталь или укрепить соединение другими способами (для металла – сваркой, для дерева – шурупом и т.д.)[/warning]
Виды
На прилавках строительных магазинов сегодня представлены несколько десятков разновидностей холодной сварки.
Сначала стоит определиться с выбором производителя. Составы, произведенные отечественными компаниями, как правило, в 1,5-2 раза дешевле зарубежной продукции. При этом среди них встречаются образцы вполне достойного качества. Доверием специалистов пользуются отечественные марки «Алмаз», «Полимет». Продукция зарубежных компаний ABRO, Hi-Gear пользуется непререкаемым авторитетом, но по стоимости уже относится к премиум-классу.
[important]Перед покупкой холодной сварки почитайте последние отзывы на тематических форумах. Такая информация позволит своевременно узнать о появлении в продаже бракованной партии и не «обжечься» при покупке.[/important]
Следующий аспект, на который следует обратить внимание – это форма выпуска холодной сварки. Наиболее часто встречаются три разновидности:
- Однокомпонентный состав. Такая сварка продается в маленькой расфасовке, поскольку процесс отвердевания начинается сразу после вскрытия упаковки. Заканчивается он за 10-15 минут, причем все остатки пасты придется выкинуть. Поэтому эта разновидность не пользуется особой популярностью и встречается в продаже сравнительно редко.
- Двухкомпонентный состав в одной тубе. Как правило, такая холодная сварка представляет собой колбаску, сердцевина которой состоит из отвердителя, смешанного с армирующей пудрой, а обкладка – из эпоксидной смолы. Перед работой нужно отрезать кусочек нужного размера и тщательно размять в пальцах. Это наиболее удобный вариант выпуска, который допускает многоразовое использование.
- Двухкомпонентная холодная сварка в отдельных тюбиках. Это – более пластичные смеси, у которых смола и отвердитель находятся отдельно друг от друга и смешиваются только перед непосредственным использованием. Такая холодная сварка может храниться практически неограниченно долго. Но есть и недостатки: компоненты отмеряются «на глаз», поэтому легко ошибиться с пропорциями и получить недостаточно прочное соединение.
 Заканчивается он за 10-15 минут, причем все остатки пасты придется выкинуть. Поэтому эта разновидность не пользуется особой популярностью и встречается в продаже сравнительно редко.
Заканчивается он за 10-15 минут, причем все остатки пасты придется выкинуть. Поэтому эта разновидность не пользуется особой популярностью и встречается в продаже сравнительно редко.Большинство мастеров признают наиболее удобными в работе двухкомпонентные колбаски, но во многом выбор конкретной разновидности представляет собой дело личных предпочтений.
Область применения: универсальность или специализация
Один из наиболее важных вопросов при выборе холодной сварки состоит в том, подходит ли данный состав к данному материалу. Сродство к конкретной группе материалов определяется набором добавок, введенных в состав пасты. Сегодня в линейке продуктов у большинства производителей холодной сварки есть следующие разновидности:
Помимо описанных разновидностей, есть и универсальная холодная сварка. Она годится для соединения поверхностей различных материалов, однако прочность шва будет ниже, чем при использовании специализированного состава.
[important]Как правило, специализированную сварку покупают для ремонта конкретной вещи, а универсальную – на всякий случай, чтобы та лежала дома и помогла при срочном ремонте.[/important]
Достоинства
Основными преимуществами этой группы клеев являются:
- В отличие от традиционной сварки (неважно, газовой или электрической), металл не подвергается действию высокой температуры. Это значит, что в структуре металла не происходит нежелательных изменений.
- Для использования холодной сварки не требуется электричества. Это делает возможным ремонт там, куда не подобраться со сварочным аппаратом, паяльником или клеевым пистолетом.
- Обучиться использовать эту группу клеев легко: достаточно прочитать инструкцию. Чтобы научиться варить с помощью электродугового аппарата, понадобится гораздо больше времени и усилий.
- Процесс соединения экологичен и практически не дает отходов. Кроме того, практически нет возможности травмироваться при использовании холодной сварки.
- В результате применения холодной сварки получается аккуратный шов, который практически не будет заметен после окончательной полировки.
 Это значит, что в структуре металла не происходит нежелательных изменений.
Это значит, что в структуре металла не происходит нежелательных изменений.В некоторых случаях холодная сварка является практически единственным способом соединения двух деталей. К примеру, если автолюбитель обнаружил в дальней поездке течь в радиаторе охлаждения, он практически лишен возможности использовать сварочный аппарат: нет ни источника энергии для его питания, ни электродов, ни инструмента для обработки места сварки. А тюбик холодной сварки легко положить в бардачок и возить с собой. Для его использования понадобится только нож и немного воды, чтобы смочить руки.
А тюбик холодной сварки легко положить в бардачок и возить с собой. Для его использования понадобится только нож и немного воды, чтобы смочить руки.
Недостатки
У холодной сварки практически нет выраженных недостатков. Но при ее использовании необходимо четко представлять границы применения этого состава. Как бы он ни был хорош, но заменить настоящую сварку холодная сварка не в состоянии ни по прочности, ни по стойкости к температурам.
Как отремонтировать металлическую трубу холодной сваркой. Пошаговая инструкция
Порядок работы с холодной сваркой выглядит так:
- Место наложения сварки необходимо зачистить от ржавчины и пыли, обезжирить ацетоном и подсушить.
- От колбаски отрезать кусочек нужного размера.
- Мокрыми пальцами тщательно размять состав, смешав два компонента.
- Из полученной массы сформировать лепешку и заклеить ей поврежденное место.
Через сутки сварка затвердеет. Тогда шов можно отполировать и покрасить.
Советы профессионалов
Мы предлагаем вашему вниманию несколько полезных видеофрагментов, посвященных вопросам выбора и применения холодной сварки. Надеемся, что этот материал поможет вам наглядно представить все этапы работы с этим составом:
Если не иметь завышенных ожиданий и не ждать от холодной сварки чрезмерной прочности, пользоваться составами этого типа можно с достаточно высокой эффективностью. Холодная сварка – это средство, незаменимое при мелком ремонте. Тюбик такого клея должен быть в каждом доме.
Инструкция по использованию холодной сварки — Панорама
Холодная сварка — это современный способ бытового склеивания линолеума. В его основе — применение специального клея, который образует бесцветный шов. Благодаря этому, определить такой шов можно только тактильно, увидеть его сложно. Этот метод очень популярен, и эта популярность объясняется целым рядом преимуществ холодной сварки для линолеума.
Этот метод очень популярен, и эта популярность объясняется целым рядом преимуществ холодной сварки для линолеума.
Преимущества холодной сварки линолеума
1. Монолитность, надежность и аккуратность образуемых швов (в отличие от метода горячей сварки, когда швы часто получаются грубыми, коробятся и изменяют свой натуральный цвет).
2. Этот метод не требует применения специальных инструментов и оборудования, в частности, нагрева до 400 градусов (как при горячей сварке). Все, что понадобится для работы — это примитивный набор инструментов, который имеется практически в каждом доме. Все это существенно снизит стоимость работ по укладке линолеума.
3. Соединение стыков методом холодной сварки не требует никаких особых навыков и происходит легко, без применения особых физических усилий.
Типы холодной сварки для линолеума
Сегодня, в практике укладки линолеума применяют три типа клея для холодной сварки:
клей типа А;
клей типа С;
клей типа Т (применяется достаточно редко).
Чтобы понять специфику и область применения каждого из типов, необходимо рассмотреть их более подробно. Очевидно, что для того, чтобы выбрать самый подходящий клей для холодной сварки, нужно учитывать два критерия:
— характеристики материала напольного покрытия;
— насколько аккуратными должны быть швы в местах стыковки листов.
Клей для холодной сварки типа А
Клей типа А имеет более жидкую консистенцию, так как в нем высокое содержание растворителя. Подобная структура состава позволит эффективно растворять края для склеивания, однако заполнять этим клеем большие щели (более чем 2 миллиметра) не удастся, так как он слишком жидкий.
Главное преимущество этого типа холодной сварки в том, что швы получаются аккуратные и практически незаметные для глаза. В то же время, соединения будут обладать достаточной прочностью и надежностью.
Этот клей идеально подходит для нового линолеума, листы которого были порезаны на заводе, а потому края их идеально ровные. Если же покрытие разрезано в домашних условиях, то края листов могут получиться не совсем аккуратными. В таком случае лучше использовать клей типа С, состав которого более насыщенный и густой, и отлично подойдет для соединения больших зазоров между листами линолеума.
Если же покрытие разрезано в домашних условиях, то края листов могут получиться не совсем аккуратными. В таком случае лучше использовать клей типа С, состав которого более насыщенный и густой, и отлично подойдет для соединения больших зазоров между листами линолеума.
Клей для холодной сварки типа С
В составе этого типа клея больше ПВХ и меньше растворителя. Состав клея более густой и насыщенный, что позволяет ему заполнять большие трещины и зазоры между листами покрытия. Клей типа С — идеален для ремонта старого, уже использованного ранее, линолеума. При использовании этого клея не обязательно очень точно подгонять края листов, допускаются зазоры до 4 миллиметров. После полного высыхания образуется прочный и, вместе с тем, аккуратный шов, заметить который будет весьма трудно.
Клей для холодной сварки типа Т
Клей этого типа любителями применяется крайне редко, но профессионалы своего дела используют его достаточно охотно. Клей типа Т используется при склеивании многокомпонентных линолеумов на основе полиэстера и ПВХ. Применение этого типа холодной сварки позволяет получить в конечном итоге очень надежный, эластичный и аккуратный шов между листами, даже для полукоммерческого линолеума.
Применение этого типа холодной сварки позволяет получить в конечном итоге очень надежный, эластичный и аккуратный шов между листами, даже для полукоммерческого линолеума.
Технология холодной сварки линолеума
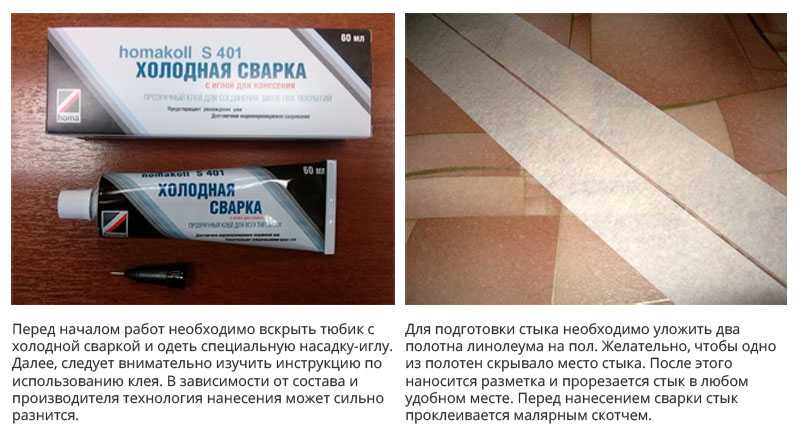
Как правильно склеить листы линолеума холодной сваркой? Чтобы добиться максимальной плотности прилегания листов и наиболее эффективно осуществить процесс склеивания, нужно учитывать несколько важных нюансов и четко следовать технологии холодной сварки, которая предусматривает следующие этапы:
1. На том месте, где предполагается шов, наклеивается полоска двустороннего скотча, чтобы холодная сварка не растекалась по поверхности линолеума.
2. Далее эта полоска аккуратно разрезается точно по стыку, при этом нужно стараться не дотрагиваться ножом до самого покрытия.
3. На тюбик с клеем одевается специальная насадка с иглой, через которую будет выдавливаться клей.
4. Игла аккуратно вставляется в разрез, после чего клей легким нажатием выдавливается в щель. Как только он появится на скотче, нужно начинать продвигаться дальше по шву.
Как только он появится на скотче, нужно начинать продвигаться дальше по шву.
5. Заполнив щель по всей длине шва, нужно дать клею время высохнуть (около 15 минут)
6. Далее скотч аккуратно удаляется с линолеума и можно проверить состояние готового шва.
Полезные советы для холодной сварки линолеума
Чтобы процесс склеивания линолеума прошел максимально качественно и легко, стоит обратить внимание на несколько полезных практических советов, основанных на опыте. Эти советы позволят новичкам избежать простых, но неприятных ошибок.
Во-первых, еще при покупке линолеума нужно учитывать, что при склеивании придется делать нахлест листов примерно в 6 сантиметров. Он нужен для того, чтобы можно было разрезать линолеум по двум полотнам одновременно. Тогда стык между листами выйдет максимально ровным.
Во-вторых, работать при холодной сварке необходимо в специальных защитных перчатках. Нежелательно, чтобы холодная сварка попадала на открытую кожу.
В-третьих, необходимо применять игольчатый наконечник для тюбика с клеем. Это позволит максимально тщательно заполнить щель между листами линолеума и избежать попаданию клея на поверхность покрытия.
В-четвертых, если клей все-таки попал на поверхность линолеума, не стоит пытаться сразу же его вытереть. Нужно подождать, пока клей полностью высохнет, а потом — аккуратно удалить его с помощью канцелярского ножа.
Вот, пожалуй, и все основные моменты, которые нужно учитывать при холодной сварке. Этот способ склеивания линолеума — самый простой и эффективный, он позволяет склеивать как новые линолеумы с завода, так и старые напольные покрытия. Освоить метод холодной сварки линолеума несложно, ведь он не требует никаких особых навыков или использования специального оборудования.
Инструкция по установке для холодной сварки — Знания
Инструкция по эксплуатации машины для холодной сварки
Краткое введение
Аппарат для холодной сварки называется ESD (ELECTRORK SPA DEPOSITION) разработан международными экспертами из бывшего Советского Союза. схемотехника аналогична электроэрозионным машинам. Основная цель состоит в том, чтобы использовать карбид вольфрама высокой твердости и другие материалы для покрытия формы/металлической поверхности для улучшения износостойкости, термостойкости и других свойств. Первоначальная толщина покрытия обрабатывающей машины может составлять до 30 мкм, поэтому она не может удовлетворить потребности в ремонте.
После многочисленных исследований и разработок выходная мощность была увеличена, а конструкция горелки и состав электродного материала были улучшены. Сварщик холодной сварки сплавляет специальную сварочную проволоку с поврежденной частью заготовки за счет высокой тепловой энергии, генерируемой мгновенным микроэлектрическим разрядом, и прочно приваривает к исходной подложке, и только после небольшого процесса полировки и полировки. сварка.
Принцип
Принцип работы многофункционального аппарата для холодной сварки заключается в использовании зарядного конденсатора для разрядки за сверхкороткое время от 10-6 до 10–5 секунд за период от 10-3 до 10–1 секунд. Контактный участок между материалом электрода и заготовкой мгновенно нагревается от 8000°С до 10000°С, а расплавленный металл в плазменном состоянии металлургически переносится в поверхностный слой заготовки. На рис. 1 слева показана схема наплавки, покрытия и различных характеристик. Зона А представляет собой слой покрытия или наплавки, нанесенный на поверхность заготовки. Благодаря эффекту легирования с основным металлом он диффундирует и проникает внутрь заготовки, образуя диффузионный слой В, что приводит к высокопрочному соединению.
Контактный участок между материалом электрода и заготовкой мгновенно нагревается от 8000°С до 10000°С, а расплавленный металл в плазменном состоянии металлургически переносится в поверхностный слой заготовки. На рис. 1 слева показана схема наплавки, покрытия и различных характеристик. Зона А представляет собой слой покрытия или наплавки, нанесенный на поверхность заготовки. Благодаря эффекту легирования с основным металлом он диффундирует и проникает внутрь заготовки, образуя диффузионный слой В, что приводит к высокопрочному соединению.
Преимущество
1. Разумный дизайн и бесплатная регулировка. Различная частота разряда может быть выбрана в соответствии с различными металлическими материалами для достижения наилучшего эффекта ремонта.
2. Площадь теплового воздействия небольшая. В момент штабелирования отсутствует тепловложение, поэтому отсутствуют деформации, подрезы и остаточные напряжения. Местный отжиг не происходит и повторный нагрев после ремонта не требуется.
3. Очень небольшое компенсационное воздействие при сварке, сварочный аппарат преодолевает явление обычной аргонно-дуговой сварки на периферии заготовки в процессе сварочного ремонта. Также безопасно ремонтировать поверхность заготовки без каких-либо припусков.
4.Высокая точность ремонта: толщина наплавки от нескольких микрон до нескольких миллиметров, только шлифовка и полировка.
5. Высокая прочность сварки: высокая сила сцепления благодаря достаточному проникновению в материал поверхности заготовки. 6. Легко носить с собой: малый вес (28-30 кг), питание 220 В, отсутствие требований к рабочей среде.
6.Экономичность: Немедленный ремонт на месте для повышения эффективности производства и снижения затрат.
7. Удобство переноски: малый вес (28–30 кг), питание 220 В, отсутствие требований к рабочей среде.
8. Многоцелевой станок: он может выполнять наплавку, укрепление поверхности и другие функции. Требуемый наплавленный слой, усиленная толщина и отделка могут быть получены путем регулировки мощности разряда и частоты разряда.
Требуемый наплавленный слой, усиленная толщина и отделка могут быть получены путем регулировки мощности разряда и частоты разряда.
9. Твердость поверхностного слоя и разнообразие пополнения: Для получения различных требований к твердости можно использовать различные материалы электродных стержней (запасы). Твердость наплавочного ремонтного слоя может составлять от HRC 25 до HRC 62.
10. Хост-система управления: двойное точное управление с обратной связью и усовершенствованный встроенный микрокомпьютер с ЧПУ. Его стабильность и рабочие характеристики намного превосходят аналогичные продукты, использующие интеллектуальную панель управления IC.
11. Система защиты от газа: она заменена на синхронную систему защиты от аргона, управляемую микрокомпьютером, что делает защиту от газа аргона лучше, а сварочный эффект более прочным и красивым. В то же время он сохраняет свои первоначальные преимущества и сравним с дорогостоящими лазерными сварочными аппаратами по максимальной экономии аргона.
12. Условия установки и расходные материалы: Температура: 28°C, влажность: 5%-75%, без конденсата. Питание: 220 вольт 50 Гц переменного тока, стабильное напряжение. Окружающая среда: чистая и свободная от пыли или пыли. Основное потребление: сварочная проволока, аргон, электричество.
Диапазон применения
Дефект ремонта
● Оточки, воздушные отверстия ● Беррры, вспышки ● Бухты, царапины. , дефекты сварки
● Острые углы, острые кромки ● Пазы, боковые стенки ● Дно, глубокая полость ● Плоскость, тип ● Выездной ремонт на производственной линии
Вред холодного сварщика для организма воздействующими на организм в основном считаются: излучение дуги и озон, образующийся при горении электрода.
ДОБРО ПОЖАЛОВАТЬ В HANGZHOU LIN’AN DAYANG WELDING MATERIAL CO.,LTD
Vern Lewis Welding Supply, Inc.
Пайка металлов – это процесс, которому уже три столетия. Его происхождение восходит к Древнему Египту. Археологи нашли небольшие золотые шкатулки и ювелирные изделия сложной формы, изготовленные методом пайки, датируемые 2975 годом до нашей эры. Эти артефакты кажутся подарками для египетских фараонов и сделаны в основном из золота…
Подробнее Пайка: общие области применения, преимущества и недостаткиПродолжить
Сварка вольфрамовым электродом в среде инертного газа, обычно называемая TIG, представляет собой процесс сварки, в котором используется вольфрамовый электрод для нагрева свариваемого металла. Вольфрамовый электрод поддерживает дугу, но не сгорает. Инертный газ, такой как аргон, используется в процессе сварки в качестве экрана для защиты сварного шва от…
Подробнее Сварка TIG: вводное руководствоПродолжить
Покупка сварочного оборудования требует значительных вложений, и перед покупкой лучше изучить вопрос. Приобретенное вами оборудование прослужит долгие годы, поэтому важно учитывать качество, срок службы, затраты на ремонт и рабочую силу, которые потребуются вашему конкретному сварочному оборудованию. Давайте посмотрим на эти точки…
Подробнее На что обратить внимание при покупке сварочного оборудованияПродолжить
Магний — самый легкий металл на Земле, а также один из самых распространенных элементов, которые можно найти в нашей земной коре. Соотношение прочности и веса делает его очень полезным как в аэрокосмической, так и в гоночной технике! Дополнительным преимуществом этого металла является то, что он не подвержен коррозии, что означает, что он…
Подробнее Сварка магния: понимание основПродолжить
Дуговая сварка защитным металлом (SMAW), также называемая дуговой сваркой, является наиболее распространенным типом дуговой сварки. Чарльз Л. Коффин запатентовал SMAW в 1889 году, и с тех пор этот процесс стал широко популярным среди сварщиков. Может использоваться как при производстве и изготовлении новых изделий, так и для ремонта старых. Что…
Читать далее Резюме и обзор дуговой сваркиПродолжить
Сварка
Metal Inert Gas (MIG), также известная как дуговая сварка металлическим электродом в среде защитного газа (GMAW), считается одним из самых простых для изучения процессов сварки. Процесс был запатентован в 1949 в первую очередь для сварки алюминия. Теперь он расширился и используется практически для всех типов металлов, таких как нержавеющая сталь, медь и…
Подробнее Сварка MIG: обзор и руководствоПродолжить
Археологи обнаружили свидетельства того, что сварка существовала по крайней мере еще в 3300 г. до н.э. во времена бронзового века. В Египте были обнаружены небольшие золотые ящики той эпохи с приваренными ручками. Считается, что процесс сварки состоял из нагревания двух кусков металла и их сбивания молотком. Перемотка вперед к…
Подробнее Различные виды сварки металловПродолжить
Холодная сварка не является новой концепцией. Археологи обнаружили инструменты, относящиеся к бронзовому веку, которые соединялись с помощью холодной сварки. В 1940-х годах этот процесс стал использоваться в наше время. Хотя этот процесс подходит не для всех типов металлов, он, безусловно, имеет свое место в современном мире…
Подробнее Краткий обзор холодной сваркиПродолжить
Понимание полярности имеет решающее значение для хорошего сварщика. Будет ли проект иметь качество и прочность хорошего сварного шва, зависит от выбранной полярности. Полярность может быть как AC, так и DC. Переменный ток означает переменный ток, который половину времени течет в одном направлении, а другую половину — в другом. Меняется…
Подробнее Сварка на переменном и постоянном токе: понимание различийПродолжить
Сварка с флюсовой проволокой — это процесс, используемый практически для всех типов сварки, от простых ремонтных работ в доме до тяжелых работ. Если вы только учитесь сваривать, сварка с флюсовой проволокой — хороший процесс для начала. Это дешевле, чем другие виды сварки, и его легче освоить. Некоторые проекты работают…
Подробнее Введение в сварку с флюсовым сердечникомПродолжить
Сварка 101 | Earlbeck Gases & Technologies
19. 0 комментариев
0 комментариев 08. 0 комментариев
Пористость
Подречный. носок или корень шва, оставленные незаполненными металлом шва.Возможные причины Неправильная технология сварки Чрезмерное напряжение Слишком низкая скорость подачи проводов Возможные лечения |
 09.2022
09.2022
 (Должна быть этикетка или баллон не должен использоваться)
(Должна быть этикетка или баллон не должен использоваться) 09.2022
09.2022
Некомплектованное Fusion
Неполный провар – это состояние корня шва в разделочном шве, при котором металл шва не проходит через толщину шва. Possible Causes Possible Cures |

Excessive Reinforcement
Чрезмерное армирование – это разрыв, вызванный слишком большим сварным швом или слишком большим наростом. Possible Causes |
underfill
Underfill — это состояние сварного шва с разделкой кромок, при котором поверхность сварного шва или поверхность корня шва находятся ниже прилегающей поверхности основного металла. Возможные причины |

Concave Root Surface (Suck-back)
Concave root surface is a groove weld exhibiting underfill на поверхности корня. Возможные причины |
Перекрытие
Вспышка дуги
| Вспышка дуги считается нарушением сварного шва в результате дуги. Возможные причины |

Шлаковые включения 8
0188
Шлаковые включения – это несплошность сварного шва, состоящая из шлака, захваченного металлом сварного шва или на границе сварного шва.
Возможные причины
Неправильная сварочная техника
Возможные лечения
Использовать правильную технику сварки
Чистый сварной съем8 Все еще нужна помощь? Технический центр Earlbeck предлагает обучение сварщиков и услуги по испытанию сварных швов в Среднеатлантическом регионе. Мы не только предоставляем услуги по тестированию любого кода, но и проводим обучение, чтобы убедиться, что вы готовы пройти сертификационный тест. Кликните сюда, чтобы узнать больше.
0 комментариев
13.07.2022
0 комментариев
Билл Герберт, владелец Quality Erectors, работал над расширением своей производственной и монтажной компании, но изо всех сил пытался поддерживать свою рабочую силу в обучении, а его машины постоянно работали. QEC уделяет особое внимание своевременной реализации проектов в рамках бюджета. Однако Билл часто отправлял машины за пределы штата для ремонта, что приводило к простоям, которые дорого обходились его компании. Он также испытывал плохое обслуживание и поддержку со стороны своего поставщика газа и тратил время на сверку счетов и переплату за газовые баллоны. Он вкладывался в работу, но не получал нужных результатов. Билл знал, что ему необходимо повысить эффективность, обучение сотрудников и технологии, чтобы повысить прибыль своего бизнеса.
Билл нашел Earlbeck Gases и хотел провести аудит применения газа. Проанализировав его использование газа с его предыдущим поставщиком, мы обнаружили, что он переплачивал по счету за аренду баллонов из-за того, что на объекте было слишком много баллонов, которые недоиспользовались. Мы определили необходимое количество баллонов, которое QEC должен иметь в наличии, чтобы помочь контролировать свои расходы и лучше управлять запасами баллонов.
Билл также хотел повысить производительность своей команды, поэтому мы провели анализ применения сварки, чтобы определить, можно ли улучшить сварочный процесс его команды. Работая с Эрлбеком, Билл нашел несколько решений:
- Вместо того, чтобы прокладывать десятки футов кабеля для быстрой работы на перилах и крышах, его бригада сварщиков теперь использует портативные сварочные аппараты AccuPocket с батарейным питанием в аккумуляторном режиме. Попробовав один, он быстро вложил средства в оснащение всех своих грузовиков, потому что они значительно сократили подготовительную работу без ущерба для мощности сварки или качества дуги.
- Он также инвестировал средства в плазменный резак вместо традиционной газокислородной резки, что позволило его командам выполнять свою работу намного быстрее.
- Традиционные сварщики, работающие на газе, вызывали у его команды проблемы, поэтому он переключился на наш набор Pioneer Pack, в который входят Fronius AccuPocket и генератор с приводом от Honda. Теперь два сварщика могут работать без берегового питания, что удвоило его производительность.
- Билл перешел на порошковую проволоку в газовой защите, а не на сплошную проволоку. Это не только позволяет его команде выполнять сварку быстрее с более высокой скоростью наплавки и лучшим проплавлением, но также позволяет ему использовать предварительно одобренную процедуру сварки D1.1, которая экономит тысячи долларов за счет написания специальной процедуры.
- Работа с алюминием с использованием катушечных пистолетов была громоздкой и могла использовать только катушки №1, что часто останавливало оператора, чтобы заменить проволоку. Он переключился на машины TransSteel MIG, которые позволяют оператору проталкивать алюминиевую проволоку 0,035 на расстояние до 15 футов без шпульного пистолета.
- Теперь мы также обучаем и сертифицируем его сварщиков, чтобы убедиться, что они готовы к работе для любого контракта или проекта.
Билл внедрил эти решения и преобразовал свой бизнес. Его команда теперь счастлива, что у них отличная подготовка и оборудование, им нужно выполнять свою работу на высоком уровне. Улучшился его финансовый результат, в том числе сократились расходы на ремонт оборудования и газоснабжение. Теперь у Билла есть знающий партнер, на которого он может положиться, чтобы найти правильные решения для своего бизнеса и помочь решить самые сложные проблемы. Партнерство Quality Erector с Earlbeck вернуло Биллу время, чтобы сосредоточиться на управлении и развитии своего бизнеса.
Чтобы узнать, что мы можем сделать для вашего производственного бизнеса, пожалуйста, свяжитесь с нами ниже.
0 комментариев
29.06.2022
0 комментариев
Защитные газы используются при сварке TIG и MIG для защиты сварочной ванны от воздействия кислорода, азота и водорода в атмосфере. Эти элементы могут взаимодействовать с расплавленным металлом и вызывать дефекты сварного шва. Защитные газы также могут помочь с запуском дуги, очисткой, проплавлением и стабильностью дуги. Эти газы играют важную роль в готовом изделии, а также в вашем опыте сварки.
Имея так много вариантов выбора, сварщики обычно задаются вопросом, какой защитный газ лучше всего подходит для их применения? Хотя ответ зависит от основного металла и процесса, мы составили руководство по выбору защитного газа, чтобы помочь вам с выбором. Наша группа инженеров-технологов также готова провести бесплатный анализ применения газа, чтобы убедиться, что вы получаете наилучшие результаты для своего конечного продукта.
АРГОН
В качестве защитного газа аргон обеспечивает наиболее стабильную дугу в сочетании с наиболее эффективным очищающим действием. Аргон предлагает сварщикам превосходный контроль над сварочной дугой и сварочной ванной.
ДВУОКИСЬ УГЛЕРОДА
Двуокись углерода ценна в процессах дуговой сварки из-за ее высокой теплопроводности. Смеси двуокиси углерода часто рекомендуются для увеличения проплавления сварного шва.
ГЕЛИЙ
Гелий имеет высокий градиент напряжения и выделяет больше тепла, чем чистый аргон, при эквивалентной длине дуги. Чистый гелий отлично подходит для использования, когда требуется максимально возможная тепловая энергия. Поскольку гелий легче и менее плотный, чем аргон, его требуется в два-три раза больше для эквивалентной эффективности экранирования.
ВОДОРОД
Водород обладает высокой теплопроводностью и восстановительными свойствами, что делает его ценным защитным газом для нержавеющей стали. Он также используется для увеличения скорости сварки. Смеси водорода часто рекомендуются для повышения совместимости с некоторыми материалами.
КИСЛОРОД
Характеристики теплопроводности кислорода полезны для увеличения скорости сварки и улучшения прочности материала, проплавления и формы головки.
Чтобы облегчить выбор газа, см. приведенные ниже таблицы с рекомендуемыми защитными газами для обычных применений.
0 комментариев
02.06.2022
0 комментариев
Earlbeck Gases теперь является дистрибьютором IPG Photonics в Средней Атлантике линейки ручных сварочных систем LightWELD — лучших лазерных сварочных аппаратов на рынке.
Передовая технология волоконного лазера LightWELD обеспечивает более простой, быстрый и эстетичный процесс сварки по сравнению с традиционными аналогами. Этот легкий портативный аппарат может выполнять сварку в четыре раза быстрее, чем другие сварочные системы. В отличие от методов MIG и TIG, можно сваривать широкий ассортимент материалов различной толщины, в том числе с разной электропроводностью.
Благодаря впечатляюще низкому подводу тепла зона термического влияния сведена к минимуму, что обеспечивает более качественную отделку без искажений. Это также означает меньшее количество подрезов или прожогов, что делает процесс сварки противоположным разочаровывающим. Производители также выиграют от более упорядоченного процесса. С LightWELD сварочные приспособления проще, а очистка до или после сварки не требуется.
Элементы управления интуитивно понятны и имеют встроенные заводские настройки, что позволяет новым сварщикам учиться в течение нескольких часов, что особенно важно на современном рынке труда. Джон Мораш, основатель и генеральный директор Института сварки Мораша, сказал о LightWELD: «За сорок один год работы в бизнесе я ни разу не видел сварщика, который позволял бы новичкам делать сварные швы, как бывалым профессионалам!»
Благодаря повышенной гибкости и точности LightWELD, а также его простым в освоении элементам управления пользователи, несомненно, снизят затраты на рабочую силу и, в свою очередь, увеличат свое производство и прибыль.
Если у вас есть какие-либо вопросы или вам нужна демонстрация, пожалуйста, заполните контактную форму ниже!
 youtube.com/embed/SkvJsyP18bk?wmode=opaque» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/SkvJsyP18bk?wmode=opaque» frameborder=»0″ allowfullscreen=»»>
0 комментариев
30.12.2021
3 комментария
Если бы нам пришлось гадать, можно было бы с уверенностью сказать, что мы все готовы к тому, что 2021 год подойдет к концу. Давайте просто сплавим суставы и продолжим гореть.
Приветствуя и приветствуя новый 2022 год, давайте посмотрим на прогнозы для сварщиков, возможности карьерного роста и несколько интересных событий, которые произошли с тех пор, как мы начали наше путешествие в 2020 год. Читайте дальше, чтобы вдохновиться на долгие годы. !
Для нынешних и будущих сварщиков к 2024 году будет не хватать примерно 400 000 сварщиков. Нехватка так велика из-за того, что поколение бумеров уходит из отрасли. Сварщики могут зарабатывать примерно 44 000 долларов в год в качестве среднего прогноза, и хотя сварка как отрасль обычно требует сертификации, карьера сварщика может быть достигнута только с дипломом GED или средней школы в отношении формального образования. В 2019 году было доступно 438 900 сварочных рабочих мест, и с учетом прогнозируемой нехватки сварщиков на местах появится больше возможностей.
Ходили слухи о том, что автоматизированный процесс сварки заменит людей, но это не повод для беспокойства. К счастью для нас, людей, мы можем выдерживать определенные условия; и иметь возможность выполнять сварочные проекты, которые не может выполнять автоматизированный процесс. У сварщиков будет возможность научиться управлять автоматизированными процессами, поскольку им требуется, чтобы оператор сварки наблюдал и контролировал процесс. Во всяком случае, автоматизированные процессы сварки предоставят более разнообразные возможности в отрасли.
Вот список некоторых вакансий в области сварки в зависимости от обслуживаемой отрасли, первая из которых включает первую пятерку:
1. Сварка труб. Эти сварщики пользуются большим спросом, поскольку они обслуживают газовые, нефтяные и водоканалы. Сварщики должны будут работать на трубопроводах, несущих эти ценные ресурсы.
2. Аэрокосмическая сварка. Основное внимание уделяется оборудованию и технологиям, используемым в самолетах. Этот тип сварки сложен, так как используется множество различных сварочных процессов и приложений, которые также могут потребовать сварки вне земли.
3. Военная поддержка: Сварка в армии не сильно отличается от гражданской сварки, но требует типичных протоколов службы в армии. Пример: необходима базовая подготовка, и она проводится в рамках различных направлений. Одним из преимуществ этого маршрута является то, что здесь не требуется никакого опыта, а военные будут обучаться.
4. Как вы понимаете, подводная сварка – это сложная задача. Подводный сварщик должен будет выполнить поставленную задачу, не забывая при этом о рисках, связанных с нырянием и нахождением на глубине. 5. Сертифицированный супервайзер по сварке наблюдает за сварщиком, сварочными проектами, обеспечивает безопасность и проверяет завершенный проект на предмет безопасности и соответствия требованиям согласно соответствующему кодексу.
6. Техник по ремонту кузовов / сборщики нестандартных автомобилей: при поломке автомобиля поврежденные детали необходимо сварить для ремонта или вырезать (удалить) и установить соответствующую деталь для исправного автомобиля.
7. Судостроение и ремонт: Осматривает суда и выполняет необходимый ремонт. (Это может потребовать путешествия вместе с кораблем).
8. Сварщики буровых установок (нефть и строительство). Этот аспект сварки представляет собой одну из самых больших возможностей для сварки в нефтегазовой промышленности. Сварщики экономят компаниям значительные суммы долларов, ремонтируя установки, когда они начинают показывать изделия. Это физически сложно, так как сварщик должен находиться на работе в течение длительного периода времени.
9. Дизайнер ювелирных изделий: Для тех, кто хочет создавать красивые, сложные и тонкие изделия. Они также ремонтировали и изменяли размер украшений.
10. Изготовитель котлов: сборка, установка и ремонт котлов или крупногабаритных резервуаров для хранения газа или жидкостей и Автоспорт.
Чтобы заинтриговать вас еще больше, давайте посмотрим, насколько интересной может быть карьера сварщика и какие возможности открываются впереди.
На сборочном заводе НАСА в Мишуде в Новом Орлеане техники компании Lockheed Martin начали сварку космического корабля «Орион», предназначенного для высадки на Луну первой женщины и следующего мужчины. Сосуд высокого давления, являющийся основной конструкцией, состоит из семи обработанных деталей из алюминиевого сплава, которые обеспечат воздухонепроницаемую и пригодную для жизни среду, пока астронавты путешествуют в космосе и выдерживают суровые условия. Используемая технология сварки представляет собой процесс сварки трением с перемешиванием. Этот процесс не расплавляет металл, но вызывает трение, которое соединяет две обращенные друг к другу заготовки с помощью нерасходуемого инструмента.
Чтобы узнать больше об этой истории, вы можете проверить ее здесь.
Еще одним недавним достижением в отрасли является ремонт старинного самолета «Бурундук DHC-1», названного в честь канадской белки. Этот самолет был послевоенным винтажным самолетом, разработанным в 1946 году канадской компанией De Havilland Aircraft; и с течением времени он стал доступен для гражданских лиц. Ремонт самолета был сложной задачей без надлежащей технологии, а поиск запчастей требовал финансовых затрат. Было много проблем, чтобы добиться этого ремонта; и потребовалось более двух лет исследований, поскольку самолет не выдерживает повышения температуры, вызванного сваркой. Используемая технология — это холодное распыление, известное как сверхзвуковое осаждение частиц (SPD), в котором используется газообразный азот или гелий для перемещения металлических частиц к деталям самолета, что приводит к склеиванию металла. Этот процесс восстанавливает исходные размеры детали, давая бурундуку DHC-1 еще один шанс подняться в небо!
Earlbeck Gases & Technologies поможет вам в начале вашего пути в области сварки и предлагает множество различных классов для достижения цели стать сварщиком. Крайне важно преодолеть разрыв между сварщиками и отраслями, которые обеспечивают устойчивость нашего мира. Несмотря на то, что все кажется неопределенным, мир сварки — полная противоположность. Давайте поднимем наши факелы и поднимем тост за будущее, которое так же ярко, как искры, которые мы испускаем из наших факелов!
Автор
Джулия Браун, специалист по работе с клиентами/помощник по маркетингу
3 комментария
02.08.2021
2 комментария
Учебный трейлер Earlbeck Gases & Technologies для сварщиков прибудет в округ Кэрролл 15 и 18 сентября через Ресурсный центр по бизнесу и трудоустройству округа Кэрролл!
Четырехчасовой курс Earlbeck по основам сварки будет проводиться по адресу 224 N. Center Street в Вестминстере в полностью автономном 40-футовом трейлере, вмещающем восемь сварочных кабин, инверторные сварочные аппараты, баллонные газы, вентиляцию, обогрев и 70 кВт генератор. Обучение будет включать в себя вводный инструктаж сварщика, включая безопасность сварки, настройку сварочного оборудования, базовую сварку и работу с оборудованием MIG, TIG и Stick.
Учащиеся, успешно завершившие курс «Основы сварки», могут иметь право на дальнейшее обучение в рамках восьминедельного курса «Основы сварки», который начнется 27 сентября с 8:00 до 15:00 с понедельника по пятницу. Лица, заинтересованные в обучении, должны позвонить в BERC по телефону 410-386-2820, чтобы зарегистрироваться до 27 августа. Пространство ограничено!
Предприятиям, заинтересованным в найме стажеров-сварщиков, следует обращаться к бизнес-консультанту Скотту Синглтону по телефону 410-386-2521 или по электронной почте [email protected]
.
2 комментария
17.04.2020
12 комментариев
Апрель — национальный месяц сварки, созданный Американским обществом сварщиков (AWS) в 1996.
AWS была создана 20 членами Комитета по сварке военного времени как некоммерческая организация после Первой мировой войны для глобального развития сварочной отрасли. По сей день AWS продолжает продвигать отрасль вперед.
В 2020 году мы находимся в центре истории. Давайте не будем забывать о важности и решающей роли, которую сварочная промышленность играет в нашей жизни на местном и глобальном уровнях. Без сварки наш мир рухнул бы. Есть много ключевых людей, которые открыли, изобрели и запатентовали технологию сварки по мере ее развития на протяжении всей истории сварки. Некоторые из них упомянуты ниже!
Почти все, к чему вы прикасаетесь и что видите, было сварено. Наш мир почти не существовал бы, если бы он не был обнаружен в бронзовом веке более 5000 лет назад. Сварка произошла от нагревания бронзы до расплавления, а затем ударов по ней молотком, чтобы сформировать золотые ящики, как показано слева.
В 1800-х годах Эдмунд Дэви и сэр Хамфри Дэви (двоюродные братья) открыли ключевые элементы дуговой сварки. Эдмунд Дэви открыл ацетилен в 1836 году. Сэр Хамфри Дэви создал дугу между двумя угольными электродами с помощью батареи.
Хотя Эдмунд и сэр Хамфри Дэви не изобрели сварку, они проложили путь к процессам, которые мы используем и видим сегодня.
Огюст Де Меритенс был французским инженером-электриком, который использовал электрическую дугу для сварки в 1880 году. Этот процесс сварки достигал низких температур и не мог проникать в сталь. Он использовал угольный электрод для сварки свинцовых пластин для изготовления аккумуляторных батарей.
Де Меритенс был известен своими магнитоэлектрическими генераторами, используемыми в маяках и дуговом освещении. В 1881 году он получил французский патент на электродуговую сварку.
Неудивительно, что он легко обнаружил электрическую дугу, верно?
В 1890 году Чарльз Л. Коффин получил французский патент на дуговую сварку с использованием металлического электрода. Это был первый случай, когда металл плавился от электрода поперек дуги, чтобы нанести присадочный металл в соединение и образовать сварной шов.
В 1900-х годах Оскар Кьельберг из Швеции изобрел электроды с покрытием в 1907-1914 годах, погрузив голое железо в густую смесь карбонатов и силикатов, а затем дав покрытию высохнуть. Чельберг смог получить шведский патент в 1907.
Забавный факт:
Вы знаете, откуда произошло название ЭСАБ? Elektriska Svetsnings-Aktiebolaget , что в переводе со шведского означает: «Электросварочная компания»
1900-е годы были эпохой, которая включала в себя развитие точечной сварки, сварки швом, рельефной сварки и стыковой сварки оплавлением.
На фото модели того, как использовались процессы сварки. Некоторые из них могут быть знакомы вам сегодня.
Во время Первой мировой войны был большой спрос на оружие и вооружение. Сварщики стали высоко ценимыми торговцами в вооруженных силах. В то время сварщики столкнулись с нехваткой газа и использовали электродуговую сварку для изготовления бомб, мин и торпед! Сварщики также смогли выполнить цельносварной корпус судна, получившего название HMS Fullagar of Great Britain.
Сварка применяется сверху и снизу, снизу и сверху (и за ее пределами). Например, сваривать можно под водой и даже в космосе! Возможности сварки безграничны; и наше будущее становится только ярче по мере того, как загорается каждая дуга. Всем, кто читает… Будьте здоровы, берегите себя и не забудьте поблагодарить сварщика в своей жизни!
Пусть эта статья вдохновит вас в это трудное время, чтобы показать вам, что, как бы тяжело ни было, сварка всегда будет в нашем мире, чтобы производить, защищать и стимулировать нашу экономику.
Компания Earlbeck Gases & Technologies существует с 1919 года и занимает лидирующие позиции в обучении специалистов новейшим сварочным технологиям. Мы помогаем людям продвигаться по карьерной лестнице без долга традиционного 4-летнего образования, знакомя их с важной частью нашей экономики; сварка.
Требуются сварщики, и AWS прогнозирует нехватку 400 000 сварщиков к 2024 году. Итак, приступим к сварке — нельзя терять время! Покажите нам, над чем вы работали или уже достигли в качестве сварщика. Если вы только начинаете или работаете в отрасли уже несколько десятилетий, мы хотим увидеть, чем вы занимаетесь!
Используйте хэштег #letsgetwelding #earlbeckwelding #arcflex, чтобы показать свою работу!
Автор
Джулия Браун, Специалист по работе с клиентами / Ассистент по маркетингу
12 комментариев
06.12.2019
7 комментариев
Колледж Южного Мэриленда (CSM) и компания Earlbeck Gases and Technologies (Earlbeck) формализовали свое давнее партнерство в области обучения, подписав сегодня меморандум о взаимопонимании, чтобы предоставить студентам возможность пройти обучение и получить сертификаты, необходимые для расширение возможностей сварщиков.
» В рамках этого партнерства CSM и Earlbeck предоставят образование, обучение, сертификацию и бизнес-решения в области сварки в регионе Южного Мэриленда. Квалифицированная рабочая сила, которая обучена и готова к работе, чтобы удовлетворить потребности бизнеса сегодня. Это сделает наших студентов более востребованными и готовыми к работе с первого дня», — сказала президент CSM д-р Морин Мерфи.0002 Достижения в области материалов, процессов и оборудования делают современную сварку все более высокотехнологичным навыком. С ожидаемой нехваткой около 400 000 сварщиков к 2024 году, по данным Американского общества сварщиков, перспективы трудоустройства хорошие для сварщиков, обученных новейшим технологиям. По данным Бюро статистики труда США, «многие работодатели предпочитают нанимать работников, прошедших обучение или программы сертификации».
«В течение нескольких десятилетий сварочные и производственные компании из Мэриленда полагались на Earlbeck в обеспечении качественного обучения сварщиков, сертификации сварщиков и технических знаний». сказал вице-президент Earlbeck по инженерным разработкам Эндрю Хесс. «Это обучение позволит не только подготовить новых студентов к работе, но и повысить квалификацию тех, кто в настоящее время работает, а также поддержать местные предприятия с их растущими потребностями в рабочей силе».
«Мы особенно рады, поскольку эта инициатива обеспечивает беспрепятственный путь к признанию наших студентов в отрасли, и это в сочетании с высокоэффективными отраслевыми связями поможет студентам получить работу», — сказала исполняющая обязанности вице-президента по непрерывному образованию и развитию рабочей силы Эллен. Цветы-Поля.
Еще одним преимуществом программы Центра профессионального и энергетического обучения по сварке, реализуемой Техническим центром Эрлбек, является то, что это партнерство создает аккредитованный AWS испытательный центр (ATF) на существующем сварочном пространстве CSM. Эта программа позволяет сварщику, получившему сертификат ATF, передать свои полномочия любому работодателю без повторной сертификации, а также внести их в Национальный реестр сертифицированных сварщиков AWS.
По словам исполнительного директора CSM по развитию персонала Келли Уинтерс, программы сварки, предлагаемые Центром торговли и энергетики колледжа в региональном кампусе Хьюзвилля, были разработаны несколько лет назад с использованием рекомендаций Эрлбека.
«Earlbeck считается уважаемым лидером отрасли, и еще до того, как мы сегодня официально оформили это партнерство с Earlbeck, мы работали с ними на протяжении многих лет, чтобы предоставить учебную программу, отвечающую меняющимся потребностям отрасли», — сказал Уинтерс. Соглашение обеспечивает постоянное обновление учебных программ для поддержки обучения студентов и инструкторов и аттестации преподавателей CSM.
Гесс рассказал собравшимся на подписании о партнерстве и «волшебстве», которое происходит между бизнесом и образованием, которое производит ценных сотрудников.
«Наша философия заключается в том, что мы учим студентов сварке, а вы (предприятие) обучаете их своему ремеслу, будь то листовой металл, аэрокосмическая сварка или конструкционная сталь. Мы можем предоставить им те сертификаты, которые им необходимы для работы на вашем предприятии», — сказал Хесс. «Это позволяет нам разработать программу быстрого восстановления, которая подготовит качественных сотрудников».
За подписанием последовала экскурсия по торгово-энергетическому центру и сварочной лаборатории CSM. Фотографии мероприятия размещены на странице https://csmphoto.zenfolio.com/earlbeckmou.
Об Earlbeck
Обладатель награды Американского общества сварщиков 2017 года и премии WEMCO «За выдающиеся достижения в области сварки» в категории учебных заведений, Earlbeck предлагает программы мирового уровня, так что их студенты готовы к работе по окончании обучения. Для получения информации об Earlbeck посетите сайт www.earlbeck.com.
О Колледже Южного Мэриленда
Центр энергетики и обучения Колледжа Южного Мэриленда предоставляет прямой доступ к специализированному обучению в областях карьеры, которые имеют значительный потенциал роста, включая HVAC, электрику, сантехнику и строительство. CSM предлагает три пути, чтобы стать сертифицированным сварщиком. Сварочная лаборатория, расположенная в региональном кампусе Хьюзвилля, оснащена 20 сварочными камерами.
Для получения информации о центре посетите https://www.csmd.edu/about/locations/regional-campus/center-for-trades-and-energy-training/. Запись на курсы начинается в январе. Посетите https://www.csmd.edu/programs-courses/non-credit/career-development/construction-and-skilled-trades/Welding для получения информации.
7 комментариев
20.05.2019
4 комментария
Шлаковые включения – это несплошность сварного шва, состоящая из шлака, захваченного металлом сварного шва или на границе сварного шва.
Возможные причины
Неправильная сварочная техника
Возможные лечения
Использовать правильную технику сварки
Чистый сварной съем8
Все еще нужна помощь? Технический центр Earlbeck предлагает обучение сварщиков и услуги по испытанию сварных швов в Среднеатлантическом регионе. Мы не только предоставляем услуги по тестированию любого кода, но и проводим обучение, чтобы убедиться, что вы готовы пройти сертификационный тест. Кликните сюда, чтобы узнать больше.
0 комментариев
13.07.2022
0 комментариев
Билл Герберт, владелец Quality Erectors, работал над расширением своей производственной и монтажной компании, но изо всех сил пытался поддерживать свою рабочую силу в обучении, а его машины постоянно работали. QEC уделяет особое внимание своевременной реализации проектов в рамках бюджета. Однако Билл часто отправлял машины за пределы штата для ремонта, что приводило к простоям, которые дорого обходились его компании. Он также испытывал плохое обслуживание и поддержку со стороны своего поставщика газа и тратил время на сверку счетов и переплату за газовые баллоны. Он вкладывался в работу, но не получал нужных результатов. Билл знал, что ему необходимо повысить эффективность, обучение сотрудников и технологии, чтобы повысить прибыль своего бизнеса.
Чтобы узнать, что мы можем сделать для вашего производственного бизнеса, пожалуйста, свяжитесь с нами ниже. |
 Мы определили необходимое количество баллонов, которое QEC должен иметь в наличии, чтобы помочь контролировать свои расходы и лучше управлять запасами баллонов.
Мы определили необходимое количество баллонов, которое QEC должен иметь в наличии, чтобы помочь контролировать свои расходы и лучше управлять запасами баллонов. 

0 комментариев
29.06.2022
0 комментариев
Защитные газы используются при сварке TIG и MIG для защиты сварочной ванны от воздействия кислорода, азота и водорода в атмосфере. Имея так много вариантов выбора, сварщики обычно задаются вопросом, какой защитный газ лучше всего подходит для их применения? Хотя ответ зависит от основного металла и процесса, мы составили руководство по выбору защитного газа, чтобы помочь вам с выбором. Наша группа инженеров-технологов также готова провести бесплатный анализ применения газа, чтобы убедиться, что вы получаете наилучшие результаты для своего конечного продукта. АРГОН ДВУОКИСЬ УГЛЕРОДА ГЕЛИЙ ВОДОРОД КИСЛОРОД Чтобы облегчить выбор газа, см. приведенные ниже таблицы с рекомендуемыми защитными газами для обычных применений. |
 Эти элементы могут взаимодействовать с расплавленным металлом и вызывать дефекты сварного шва. Защитные газы также могут помочь с запуском дуги, очисткой, проплавлением и стабильностью дуги. Эти газы играют важную роль в готовом изделии, а также в вашем опыте сварки.
Эти элементы могут взаимодействовать с расплавленным металлом и вызывать дефекты сварного шва. Защитные газы также могут помочь с запуском дуги, очисткой, проплавлением и стабильностью дуги. Эти газы играют важную роль в готовом изделии, а также в вашем опыте сварки. Смеси двуокиси углерода часто рекомендуются для увеличения проплавления сварного шва.
Смеси двуокиси углерода часто рекомендуются для увеличения проплавления сварного шва.
0 комментариев
02.06.2022
0 комментариев
Earlbeck Gases теперь является дистрибьютором IPG Photonics в Средней Атлантике линейки ручных сварочных систем LightWELD — лучших лазерных сварочных аппаратов на рынке. Передовая технология волоконного лазера LightWELD обеспечивает более простой, быстрый и эстетичный процесс сварки по сравнению с традиционными аналогами. Этот легкий портативный аппарат может выполнять сварку в четыре раза быстрее, чем другие сварочные системы. В отличие от методов MIG и TIG, можно сваривать широкий ассортимент материалов различной толщины, в том числе с разной электропроводностью. Благодаря впечатляюще низкому подводу тепла зона термического влияния сведена к минимуму, что обеспечивает более качественную отделку без искажений. Это также означает меньшее количество подрезов или прожогов, что делает процесс сварки противоположным разочаровывающим. Элементы управления интуитивно понятны и имеют встроенные заводские настройки, что позволяет новым сварщикам учиться в течение нескольких часов, что особенно важно на современном рынке труда. Джон Мораш, основатель и генеральный директор Института сварки Мораша, сказал о LightWELD: «За сорок один год работы в бизнесе я ни разу не видел сварщика, который позволял бы новичкам делать сварные швы, как бывалым профессионалам!» Благодаря повышенной гибкости и точности LightWELD, а также его простым в освоении элементам управления пользователи, несомненно, снизят затраты на рабочую силу и, в свою очередь, увеличат свое производство и прибыль. Если у вас есть какие-либо вопросы или вам нужна демонстрация, пожалуйста, заполните контактную форму ниже! youtube.com/embed/SkvJsyP18bk?wmode=opaque» frameborder=»0″ allowfullscreen=»»> |
 Производители также выиграют от более упорядоченного процесса. С LightWELD сварочные приспособления проще, а очистка до или после сварки не требуется.
Производители также выиграют от более упорядоченного процесса. С LightWELD сварочные приспособления проще, а очистка до или после сварки не требуется.0 комментариев
30.12.2021
3 комментария
Если бы нам пришлось гадать, можно было бы с уверенностью сказать, что мы все готовы к тому, что 2021 год подойдет к концу. Давайте просто сплавим суставы и продолжим гореть. Приветствуя и приветствуя новый 2022 год, давайте посмотрим на прогнозы для сварщиков, возможности карьерного роста и несколько интересных событий, которые произошли с тех пор, как мы начали наше путешествие в 2020 год. Читайте дальше, чтобы вдохновиться на долгие годы. ! Для нынешних и будущих сварщиков к 2024 году будет не хватать примерно 400 000 сварщиков. Нехватка так велика из-за того, что поколение бумеров уходит из отрасли. Сварщики могут зарабатывать примерно 44 000 долларов в год в качестве среднего прогноза, и хотя сварка как отрасль обычно требует сертификации, карьера сварщика может быть достигнута только с дипломом GED или средней школы в отношении формального образования. Ходили слухи о том, что автоматизированный процесс сварки заменит людей, но это не повод для беспокойства. К счастью для нас, людей, мы можем выдерживать определенные условия; и иметь возможность выполнять сварочные проекты, которые не может выполнять автоматизированный процесс. У сварщиков будет возможность научиться управлять автоматизированными процессами, поскольку им требуется, чтобы оператор сварки наблюдал и контролировал процесс. Во всяком случае, автоматизированные процессы сварки предоставят более разнообразные возможности в отрасли. Вот список некоторых вакансий в области сварки в зависимости от обслуживаемой отрасли, первая из которых включает первую пятерку: 1. Сварка труб. Эти сварщики пользуются большим спросом, поскольку они обслуживают газовые, нефтяные и водоканалы. Сварщики должны будут работать на трубопроводах, несущих эти ценные ресурсы. 2. Аэрокосмическая сварка. Основное внимание уделяется оборудованию и технологиям, используемым в самолетах. Этот тип сварки сложен, так как используется множество различных сварочных процессов и приложений, которые также могут потребовать сварки вне земли. 3. Военная поддержка: Сварка в армии не сильно отличается от гражданской сварки, но требует типичных протоколов службы в армии. Пример: необходима базовая подготовка, и она проводится в рамках различных направлений. Одним из преимуществ этого маршрута является то, что здесь не требуется никакого опыта, а военные будут обучаться. 4. Как вы понимаете, подводная сварка – это сложная задача. Подводный сварщик должен будет выполнить поставленную задачу, не забывая при этом о рисках, связанных с нырянием и нахождением на глубине. 5. Сертифицированный супервайзер по сварке наблюдает за сварщиком, сварочными проектами, обеспечивает безопасность и проверяет завершенный проект на предмет безопасности и соответствия требованиям согласно соответствующему кодексу. 6. Техник по ремонту кузовов / сборщики нестандартных автомобилей: при поломке автомобиля поврежденные детали необходимо сварить для ремонта или вырезать (удалить) и установить соответствующую деталь для исправного автомобиля. 7. Судостроение и ремонт: Осматривает суда и выполняет необходимый ремонт. (Это может потребовать путешествия вместе с кораблем). 8. Сварщики буровых установок (нефть и строительство). Этот аспект сварки представляет собой одну из самых больших возможностей для сварки в нефтегазовой промышленности. Сварщики экономят компаниям значительные суммы долларов, ремонтируя установки, когда они начинают показывать изделия. Это физически сложно, так как сварщик должен находиться на работе в течение длительного периода времени. 9. Дизайнер ювелирных изделий: Для тех, кто хочет создавать красивые, сложные и тонкие изделия. Они также ремонтировали и изменяли размер украшений. 10. Изготовитель котлов: сборка, установка и ремонт котлов или крупногабаритных резервуаров для хранения газа или жидкостей и Автоспорт. Чтобы заинтриговать вас еще больше, давайте посмотрим, насколько интересной может быть карьера сварщика и какие возможности открываются впереди. На сборочном заводе НАСА в Мишуде в Новом Орлеане техники компании Lockheed Martin начали сварку космического корабля «Орион», предназначенного для высадки на Луну первой женщины и следующего мужчины. Сосуд высокого давления, являющийся основной конструкцией, состоит из семи обработанных деталей из алюминиевого сплава, которые обеспечат воздухонепроницаемую и пригодную для жизни среду, пока астронавты путешествуют в космосе и выдерживают суровые условия. Используемая технология сварки представляет собой процесс сварки трением с перемешиванием. Этот процесс не расплавляет металл, но вызывает трение, которое соединяет две обращенные друг к другу заготовки с помощью нерасходуемого инструмента. Еще одним недавним достижением в отрасли является ремонт старинного самолета «Бурундук DHC-1», названного в честь канадской белки. Earlbeck Gases & Technologies поможет вам в начале вашего пути в области сварки и предлагает множество различных классов для достижения цели стать сварщиком. Крайне важно преодолеть разрыв между сварщиками и отраслями, которые обеспечивают устойчивость нашего мира. АвторДжулия Браун, специалист по работе с клиентами/помощник по маркетингу |
 В 2019 году было доступно 438 900 сварочных рабочих мест, и с учетом прогнозируемой нехватки сварщиков на местах появится больше возможностей.
В 2019 году было доступно 438 900 сварочных рабочих мест, и с учетом прогнозируемой нехватки сварщиков на местах появится больше возможностей.

70ml.-600x400.jpg)
 Этот самолет был послевоенным винтажным самолетом, разработанным в 1946 году канадской компанией De Havilland Aircraft; и с течением времени он стал доступен для гражданских лиц. Ремонт самолета был сложной задачей без надлежащей технологии, а поиск запчастей требовал финансовых затрат. Было много проблем, чтобы добиться этого ремонта; и потребовалось более двух лет исследований, поскольку самолет не выдерживает повышения температуры, вызванного сваркой. Используемая технология — это холодное распыление, известное как сверхзвуковое осаждение частиц (SPD), в котором используется газообразный азот или гелий для перемещения металлических частиц к деталям самолета, что приводит к склеиванию металла. Этот процесс восстанавливает исходные размеры детали, давая бурундуку DHC-1 еще один шанс подняться в небо!
Этот самолет был послевоенным винтажным самолетом, разработанным в 1946 году канадской компанией De Havilland Aircraft; и с течением времени он стал доступен для гражданских лиц. Ремонт самолета был сложной задачей без надлежащей технологии, а поиск запчастей требовал финансовых затрат. Было много проблем, чтобы добиться этого ремонта; и потребовалось более двух лет исследований, поскольку самолет не выдерживает повышения температуры, вызванного сваркой. Используемая технология — это холодное распыление, известное как сверхзвуковое осаждение частиц (SPD), в котором используется газообразный азот или гелий для перемещения металлических частиц к деталям самолета, что приводит к склеиванию металла. Этот процесс восстанавливает исходные размеры детали, давая бурундуку DHC-1 еще один шанс подняться в небо! Несмотря на то, что все кажется неопределенным, мир сварки — полная противоположность. Давайте поднимем наши факелы и поднимем тост за будущее, которое так же ярко, как искры, которые мы испускаем из наших факелов!
Несмотря на то, что все кажется неопределенным, мир сварки — полная противоположность. Давайте поднимем наши факелы и поднимем тост за будущее, которое так же ярко, как искры, которые мы испускаем из наших факелов!3 комментария
02.08.2021
2 комментария
Учебный трейлер Earlbeck Gases & Technologies для сварщиков прибудет в округ Кэрролл 15 и 18 сентября через Ресурсный центр по бизнесу и трудоустройству округа Кэрролл! Четырехчасовой курс Earlbeck по основам сварки будет проводиться по адресу 224 N. Center Street в Вестминстере в полностью автономном 40-футовом трейлере, вмещающем восемь сварочных кабин, инверторные сварочные аппараты, баллонные газы, вентиляцию, обогрев и 70 кВт генератор. Обучение будет включать в себя вводный инструктаж сварщика, включая безопасность сварки, настройку сварочного оборудования, базовую сварку и работу с оборудованием MIG, TIG и Stick. |
. 2 комментария
17.04.2020
12 комментариев
Апрель — национальный месяц сварки, созданный Американским обществом сварщиков (AWS) в 1996. Почти все, к чему вы прикасаетесь и что видите, было сварено. Наш мир почти не существовал бы, если бы он не был обнаружен в бронзовом веке более 5000 лет назад. Сварка произошла от нагревания бронзы до расплавления, а затем ударов по ней молотком, чтобы сформировать золотые ящики, как показано слева. В 1800-х годах Эдмунд Дэви и сэр Хамфри Дэви (двоюродные братья) открыли ключевые элементы дуговой сварки. Эдмунд Дэви открыл ацетилен в 1836 году. Сэр Хамфри Дэви создал дугу между двумя угольными электродами с помощью батареи. Огюст Де Меритенс был французским инженером-электриком, который использовал электрическую дугу для сварки в 1880 году. Этот процесс сварки достигал низких температур и не мог проникать в сталь. Он использовал угольный электрод для сварки свинцовых пластин для изготовления аккумуляторных батарей. Неудивительно, что он легко обнаружил электрическую дугу, верно? В 1890 году Чарльз Л. Коффин получил французский патент на дуговую сварку с использованием металлического электрода. Это был первый случай, когда металл плавился от электрода поперек дуги, чтобы нанести присадочный металл в соединение и образовать сварной шов. В 1900-х годах Оскар Кьельберг из Швеции изобрел электроды с покрытием в 1907-1914 годах, погрузив голое железо в густую смесь карбонатов и силикатов, а затем дав покрытию высохнуть. Чельберг смог получить шведский патент в 1907. Забавный факт: 1900-е годы были эпохой, которая включала в себя развитие точечной сварки, сварки швом, рельефной сварки и стыковой сварки оплавлением. На фото модели того, как использовались процессы сварки. Некоторые из них могут быть знакомы вам сегодня. Сварка применяется сверху и снизу, снизу и сверху (и за ее пределами). Например, сваривать можно под водой и даже в космосе! Возможности сварки безграничны; и наше будущее становится только ярче по мере того, как загорается каждая дуга. Всем, кто читает… Будьте здоровы, берегите себя и не забудьте поблагодарить сварщика в своей жизни! Пусть эта статья вдохновит вас в это трудное время, чтобы показать вам, что, как бы тяжело ни было, сварка всегда будет в нашем мире, чтобы производить, защищать и стимулировать нашу экономику. Компания Earlbeck Gases & Technologies существует с 1919 года и занимает лидирующие позиции в обучении специалистов новейшим сварочным технологиям. Мы помогаем людям продвигаться по карьерной лестнице без долга традиционного 4-летнего образования, знакомя их с важной частью нашей экономики; сварка. Требуются сварщики, и AWS прогнозирует нехватку 400 000 сварщиков к 2024 году. Итак, приступим к сварке — нельзя терять время! Покажите нам, над чем вы работали или уже достигли в качестве сварщика. АвторДжулия Браун, Специалист по работе с клиентами / Ассистент по маркетингу |
 По сей день AWS продолжает продвигать отрасль вперед.
По сей день AWS продолжает продвигать отрасль вперед. 

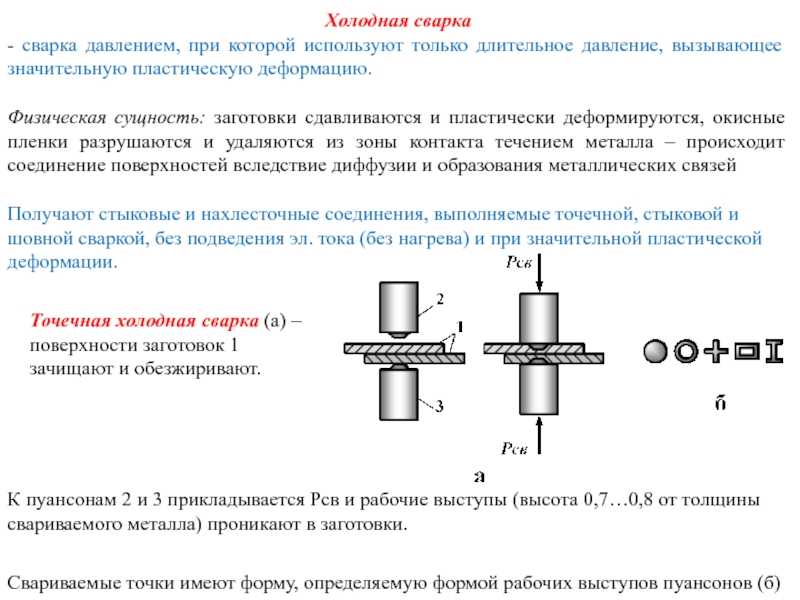 Если вы только начинаете или работаете в отрасли уже несколько десятилетий, мы хотим увидеть, чем вы занимаетесь!
Если вы только начинаете или работаете в отрасли уже несколько десятилетий, мы хотим увидеть, чем вы занимаетесь! 12 комментариев
06.12.2019
7 комментариев
Колледж Южного Мэриленда (CSM) и компания Earlbeck Gases and Technologies (Earlbeck) формализовали свое давнее партнерство в области обучения, подписав сегодня меморандум о взаимопонимании, чтобы предоставить студентам возможность пройти обучение и получить сертификаты, необходимые для расширение возможностей сварщиков. » В рамках этого партнерства CSM и Earlbeck предоставят образование, обучение, сертификацию и бизнес-решения в области сварки в регионе Южного Мэриленда. «В течение нескольких десятилетий сварочные и производственные компании из Мэриленда полагались на Earlbeck в обеспечении качественного обучения сварщиков, сертификации сварщиков и технических знаний». сказал вице-президент Earlbeck по инженерным разработкам Эндрю Хесс. «Это обучение позволит не только подготовить новых студентов к работе, но и повысить квалификацию тех, кто в настоящее время работает, а также поддержать местные предприятия с их растущими потребностями в рабочей силе». «Мы особенно рады, поскольку эта инициатива обеспечивает беспрепятственный путь к признанию наших студентов в отрасли, и это в сочетании с высокоэффективными отраслевыми связями поможет студентам получить работу», — сказала исполняющая обязанности вице-президента по непрерывному образованию и развитию рабочей силы Эллен. Цветы-Поля. Еще одним преимуществом программы Центра профессионального и энергетического обучения по сварке, реализуемой Техническим центром Эрлбек, является то, что это партнерство создает аккредитованный AWS испытательный центр (ATF) на существующем сварочном пространстве CSM. Эта программа позволяет сварщику, получившему сертификат ATF, передать свои полномочия любому работодателю без повторной сертификации, а также внести их в Национальный реестр сертифицированных сварщиков AWS. По словам исполнительного директора CSM по развитию персонала Келли Уинтерс, программы сварки, предлагаемые Центром торговли и энергетики колледжа в региональном кампусе Хьюзвилля, были разработаны несколько лет назад с использованием рекомендаций Эрлбека. «Earlbeck считается уважаемым лидером отрасли, и еще до того, как мы сегодня официально оформили это партнерство с Earlbeck, мы работали с ними на протяжении многих лет, чтобы предоставить учебную программу, отвечающую меняющимся потребностям отрасли», — сказал Уинтерс. Соглашение обеспечивает постоянное обновление учебных программ для поддержки обучения студентов и инструкторов и аттестации преподавателей CSM. Гесс рассказал собравшимся на подписании о партнерстве и «волшебстве», которое происходит между бизнесом и образованием, которое производит ценных сотрудников. «Наша философия заключается в том, что мы учим студентов сварке, а вы (предприятие) обучаете их своему ремеслу, будь то листовой металл, аэрокосмическая сварка или конструкционная сталь. Мы можем предоставить им те сертификаты, которые им необходимы для работы на вашем предприятии», — сказал Хесс. «Это позволяет нам разработать программу быстрого восстановления, которая подготовит качественных сотрудников». За подписанием последовала экскурсия по торгово-энергетическому центру и сварочной лаборатории CSM. Фотографии мероприятия размещены на странице https://csmphoto.zenfolio.com/earlbeckmou. Об Earlbeck |
 Квалифицированная рабочая сила, которая обучена и готова к работе, чтобы удовлетворить потребности бизнеса сегодня. Это сделает наших студентов более востребованными и готовыми к работе с первого дня», — сказала президент CSM д-р Морин Мерфи.0002 Достижения в области материалов, процессов и оборудования делают современную сварку все более высокотехнологичным навыком. С ожидаемой нехваткой около 400 000 сварщиков к 2024 году, по данным Американского общества сварщиков, перспективы трудоустройства хорошие для сварщиков, обученных новейшим технологиям. По данным Бюро статистики труда США, «многие работодатели предпочитают нанимать работников, прошедших обучение или программы сертификации».
Квалифицированная рабочая сила, которая обучена и готова к работе, чтобы удовлетворить потребности бизнеса сегодня. Это сделает наших студентов более востребованными и готовыми к работе с первого дня», — сказала президент CSM д-р Морин Мерфи.0002 Достижения в области материалов, процессов и оборудования делают современную сварку все более высокотехнологичным навыком. С ожидаемой нехваткой около 400 000 сварщиков к 2024 году, по данным Американского общества сварщиков, перспективы трудоустройства хорошие для сварщиков, обученных новейшим технологиям. По данным Бюро статистики труда США, «многие работодатели предпочитают нанимать работников, прошедших обучение или программы сертификации».



7 комментариев
20.05.2019
4 комментария
 com.ua
com.ua После нанесения смолы можно не бояться мокрых выделений, появления резкого запаха или вредных веществ.
После нанесения смолы можно не бояться мокрых выделений, появления резкого запаха или вредных веществ.






 1, AWS D1.5, AWS B2.1, ASME Section IX)
1, AWS D1.5, AWS B2.1, ASME Section IX) ОБЗОР
ОБЗОР 2
2  Обучение сварщика, квалификация сварщиков
Обучение сварщика, квалификация сварщиков  Технические характеристики Процедуры сварки GSSEI. Спецификации процедуры сварки GSSEI
Технические характеристики Процедуры сварки GSSEI. Спецификации процедуры сварки GSSEI  LADBS Утвержденная программа для производителей Консультации, разработка и обучение, спецификации процедур сварки
LADBS Утвержденная программа для производителей Консультации, разработка и обучение, спецификации процедур сварки  Обучение сварщиков, квалификация сварщиков
Обучение сварщиков, квалификация сварщиков  Квалификация, обучение сварщиков, квалификация сварщиков
Квалификация, обучение сварщиков, квалификация сварщиков 
 03 — 29.04
03 — 29.04
