Импульсная сварка своими руками схема устройство, тиристор птл 50
Что такое точечная сварка
Процесс соединения двух кусков железа с помощью машины для контактной точечной сварки можно сравнить с процессом сшивания двух кусков ткани швейной машиной. Между скреплением кусков ткани отдельными стежками и соединением металлических фрагментов в отдельных точках есть несомненное сходство. В качестве «иголки» здесь выступают два медных электрода, между которыми зажимаются свариваемые детали, а роль «нитки» играет образующийся между ними расплав, который, затвердевая, надежно сцепляет элементы конструкции.
Большая востребованность точечной сварки обусловлена целым рядом достоинств, которыми она обладает. В их числе: отсутствие необходимости в сварочных материалах (электродах, присадочных материалах, флюсах и пр.), незначительные остаточные деформации, простота и удобство работы со сварочными аппаратами, аккуратность соединения (отсутствие сварного шва), экологичность, экономичность, подверженность легкой механизации и автоматизации, высокая производительность.
Оборудование для точечной сварки металлов
Аппарат, применяемый для точечной сварки, называют машиной контактной точечной сварки, хотя иногда встречается название «Станок контактной точечной сварки». По мощности и габаритам различают стационарные, подвесные и переносные (споттеры) машины. Аппараты первого вида являются наиболее мощными и работают на производстве. Аппараты, относящиеся ко второй разновидности, могут применяться на заводских конвейерных линиях, а также в автосервисах. Третий тип машин для точечной сварки лучше всего подходит для личного использования.
Различия между существующими видами аппаратов для точечной сварки определяются в основном родом сварочного тока и формой его импульса, которые производятся их силовыми электрическими контурами. По этим параметрам оборудование контактной точечной сварки подразделяется на следующие виды:
По этим параметрам оборудование контактной точечной сварки подразделяется на следующие виды:- Машины для сварки переменным током;
- Аппараты низкочастотной точечной сварки;
- Машины конденсаторного типа;
- Машины сварки постоянным током.
Каждый из этих типов машин имеет свои преимущества и недостатки в технологическом, техническом и экономическом аспектах. Наибольшее распространение получили машины для сварки переменным током.
Машины контактной точечной сварки металлов переменного тока
Напряжение для точечной сварки, формируется из напряжения сети (220/380В) с помощью сварочного трансформатора (ТС). Тиристорный модуль (КТ) обеспечивает подключение первичной обмотки трансформатора к питающему напряжению на необходимое время для формирования сварочного импульса. С помощью модуля можно не только управлять продолжительностью времени сварки, но и осуществлять регулирование формы подаваемого импульса за счет изменения угла открытия тиристоров.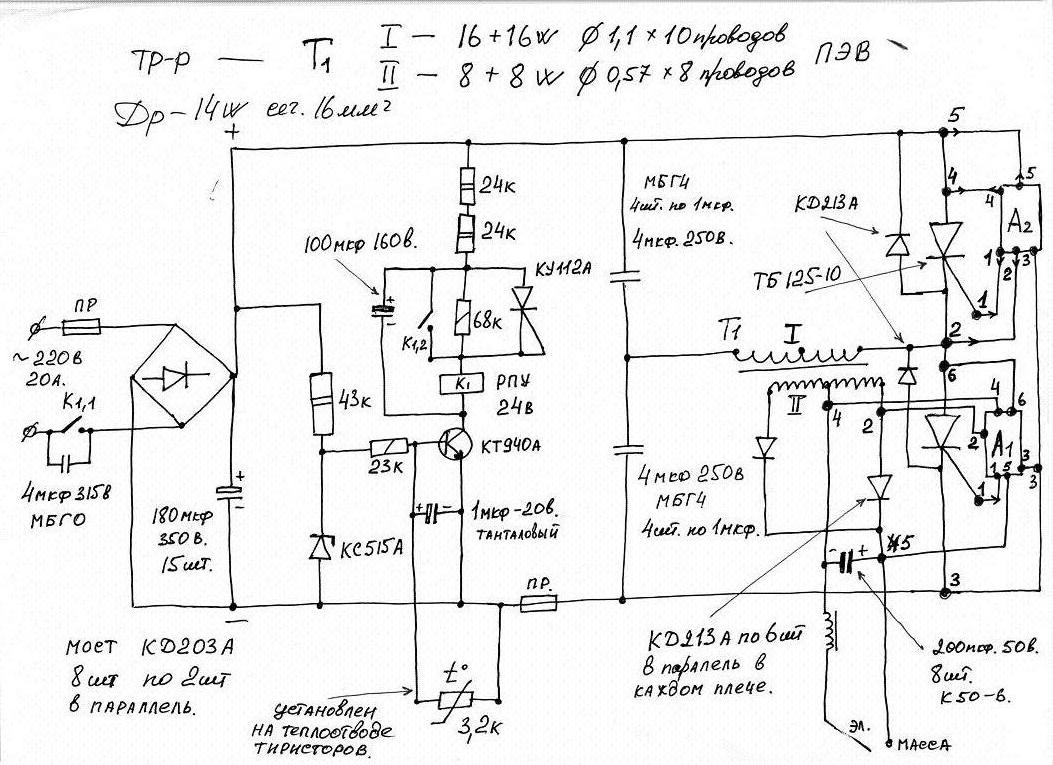
Конденсаторная контактная точечная сварка
Сущность конденсаторной сварки заключается в том, что сначала электрическая энергия относительно медленно накапливается в конденсаторе при его зарядке, а затем очень быстро расходуется, генерируя токовый импульс большой величины. Это позволяет производить сварку, потребляя из сети меньшую мощность по сравнению с обычными аппаратами для точечной сварки. Кроме этого основного преимущества, конденсаторная сварка имеет и другие.
Дефекты контактной точечной сварки
При качественном исполнении, точечная сварка обладает высокой прочностью и способна обеспечить эксплуатацию изделия в течение длительного срока службы. При разрушениях конструкций, соединенных многоточечной многорядной точечной сваркой, разрушение происходит, как правило, по основному металлу, а не по сварным точкам.
Качество сварки зависит от приобретенного опыта, который сводится в основном к выдерживанию необходимой продолжительности токового импульса на основании визуального наблюдения (по цвету) за сварной точкой.
Правильно выполненная сварная точка расположена по центру стыка, имеет оптимальный размер литого ядра, не содержит пор и включений, не имеет наружных и внутренних выплесков и трещин, не создает больших концентраций напряжения. При приложении усилия на разрыв, разрушение конструкции происходит не по литому ядру, а по основному металлу.
Дефекты точечной сварки подразделяются на три типа:
- Отклонения размеров литой зоны от оптимальных, смещение ядра относительно стыка деталей или положения электродов;
- Нарушение целостности металла в зоне соединения;
- Изменение свойств (механических, антикоррозионных и др.) металла сварной точки или прилегающих к ней областей.
Наиболее опасным дефектом считается отсутствие литой зоны (непровар в виде «склейки»), при котором изделие может выдерживать нагрузку при невысокой статической нагрузке, но разрушается при действии переменной нагрузки и колебаниях температуры.
Прочность соединения оказывается сниженной и при больших вмятинах от электродов, разрывах и трещинах кромки нахлестки, выплеске металла. В результате выхода литой зоны на поверхность, снижаются антикоррозионные свойства изделий, если они были.
В результате выхода литой зоны на поверхность, снижаются антикоррозионные свойства изделий, если они были.
Дефекты и причины их возникновения при точечной сварке:
Непровар полный или частичный
Непровар полный или частичный, недостаточные размеры литого ядра. Возможные причины: мал сварочный ток, слишком велико усилие сжатия, изношена рабочая поверхность электродов. Недостаточность сварочного тока может вызываться не только его малым значением во вторичном контуре машины, но и касанием электрода вертикальных стенок профиля или слишком близким расстоянием между сварными точками, приводящим к большому шунтирующему току.
Дефект обнаруживается внешним осмотром, приподниманием кромки деталей пробойником, ультразвуковыми и радиационными приборами для контроля качества сварки.
Образование трещин при точечной сварке
Наружные трещины. Причины: слишком большой сварочный ток, недостаточная сила сжатия, отсутствие усилия проковки, загрязненная поверхность деталей и электродов, приводящая к увеличению контактного сопротивления деталей и нарушению температурного режима сварки.
Дефект можно обнаружить невооруженным глазом или с помощью лупы. Эффективна капиллярная диагностика.
Разрывы у кромок нахлестки
Причина этого дефекта обычно одна — сварная точка расположена слишком близко от края детали (недостаточна нахлестка).
Обнаруживается внешним осмотром — через лупу или невооруженным глазом.
Глубокие вмятины от электрода
Возможные причины: слишком малый размер (диаметр или радиус) рабочей части электрода, чрезмерно большое ковочное усилие, неправильно установленные электроды, слишком большие размеры литой зоны. Последнее может являться следствием превышения сварочного тока или длительности импульса.
Определяется внешним осмотром.
Внутренний выплеск (выход расплавленного металла в зазор между деталями)
Причины: превышены допустимые значения тока или длительности сварочного импульса — образовалась слишком большая зона расплавленного металла. Мало усилие сжатия — не создался надежный уплотняющий пояс вокруг ядра или образовалась воздушная раковина в ядре, вызвавшая вытекание расплавленного металла в зазор.
Определяется методами ультразвукового или рентгенографического контроля или внешним осмотром (из-за выплеска может образоваться зазор между деталями).
Наружный выплеск (выход металла на поверхность детали)
Возможные причины: включение токового импульса при несжатых электродах, слишком большое значение сварочного тока или продолжительности импульса, недостаточное усилие сжатия, перекос электродов относительно деталей, загрязнение поверхности металла. Две последние причины приводят к неравномерной плотности тока и расплавлению поверхности детали.
Определяется внешним осмотром.
Внутренние трещины и раковины
Причины: слишком велики ток или продолжительность импульса. Загрязнена поверхность электродов или деталей. Мала сила сжатия. Отсутствует, опаздывает или недостаточно ковочное усилие.
Усадочные раковины могут возникать во время охлаждения и кристаллизации металла. Чтобы воспрепятствовать их возникновению, необходимо повышать силу сжатия и применять проковывающее сжатие в момент охлаждения ядра. Дефекты обнаруживаются методами рентгенографического или ультразвукового контроля.
Дефекты обнаруживаются методами рентгенографического или ультразвукового контроля.
Смещение литого ядра или его неправильная форма
Возможные причины: неправильно установлены электроды, не очищена поверхность деталей.
Дефекты обнаруживаются методами рентгенографического или ультразвукового контроля.
Прожог
Причины: наличие зазора в собранных деталях, загрязнение поверхности деталей или электродов, отсутствие или малое усилие сжатия электродов во время токового импульса. Во избежание прожогов ток должен подаваться только после приложения полного усилия сжатия. Определяется внешним осмотром.
Исправление дефектов точной сварки
Способ исправления дефектов зависит от их характера. Самым простым является повторная точечная сварка металлов. Дефектное место рекомендуется вырезать или высверлить.
При невозможности сварки (из-за нежелательности или недопустимости нагрева детали), вместо дефектной сварной точки можно поставить заклепку, высверлив место сварки. Применяются и другие способы исправления — зачистка поверхности в случае наружных выплесков, термическая обработка для снятия напряжений, правка и проковка при деформации всего изделия.
Применяются и другие способы исправления — зачистка поверхности в случае наружных выплесков, термическая обработка для снятия напряжений, правка и проковка при деформации всего изделия.
Не каждая конструкция аппаратов точечной сварки позволяет их использовать в бытовых целях. Точечная сварка металлов имеет ограничение по толщине металлов, а также мощности потребляемого электричества из бытовой сети. В следующей статье я расскажу об оборудовании для аргонодуговой сварки.
Принцип действия точечной сварки
Технология контактной сварки работает довольно просто — детали плотно сжимаются и через кратчайшее расстояние подается мощный электрический импульс. Металл разогревается, в точке соприкосновения образуется расплавленное ядро. Так как детали сжаты, происходит диффузия металлов. Ток выключается, точка остывает, металл кристаллизуется. Сварная точка получается прочной, при попытке разорвать соединение лопается материал рядом с точкой. Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Чтобы импульс тока хорошо разогрел металл, он должен быть с большой силой и низким напряжением. Промышленные аппараты имеют характеристики: напряжение на контактах всего 1 — 3 Вольта, способны давать силу тока в 10 — 15 килоАмпер.
Устройство аппарата точечной сварки
Любой аппарат точечной сварки состоит из двух блоков:
- источник питания;
- зажимные клещи.
Чтобы получить мощный разряд при небольшом напряжении, потребуется трансформатор индукционного типа. Соотношение первичной и вторичной обмоток позволяет получить электрический импульс, достаточный для расплавления металла.
Зажимные клещи состоят из двух медных или графитовых контактов, расположенных на разных рычагах, и прижимного механизма. Прижимы бывают с разным приводом:
- Механические. Состоят из мощной пружины и рычага, сжатие металлов происходит за счет мускульной силы. Применяются в самодельных или бытовых аппаратах, не дают должного контроля за степенью сжатия, обладают малой производительностью.

- Пневматические. Наиболее популярны для переносных ручных аппаратов, легко регулируются при помощи изменения давления в воздушной магистрали. Недостаток — сравнительно медленные, не дают возможности изменения давления в процессе сваривания.
- Гидравлические. Не так популярны, гидравлический привод также медленный, но обладает большей широтой настроек, благодаря применению перепускных регулируемых клапанов.
- Электромагнитные. Самые «молниеносные», применяются как на ручных аппаратах, так и на больших стационарных. Позволяют регулировать сжатие металлов в процессе сварки, что позволяет добиться провара и отсутствия «выплесков» металла.

Клещи для точечной контактной сварки
Усложнение конструкции возможно при использовании контуров жидкостного охлаждения на нагруженных аппаратах, применении различных систем управления током и прижимом, роботизации перемещения электродов.
Где применяется
Точечную сварку применяют для соединения различных конструкционных металлов и сплавов. Особенности технологии — экологичность, скорость, надежность, легкость автоматизации — позволяют широко применять ее в:
Особенности технологии — экологичность, скорость, надежность, легкость автоматизации — позволяют широко применять ее в:
- автомобилестроении для сборки кузовов;
- ювелирном деле для соединения деталей;
- микроэлектронике для спайки микросхем;
- производстве сварных арматурных каркасов для монолитных плит;
- производстве корпусов, деталей товаров народного потребления.
Преимущества и недостатки
Среди основных преимуществ точечной сварки особо выделяются:
- прочность соединения;
- технологичность;
- экономичность;
- возможность соединения как толстых, так и ультратонких деталей;
- возможность автоматизации и роботизации сварочного процесса;
- высокая культура производства и экологичность;
- универсальность в материалах и возможность масштабирования.
Среди недостатков можно выделить:
- сложность диагностики сварного соединения;
- требования к чистоте металлов при сварке;
- сложность настройки аппаратуры.

Техника безопасности при точечной сварке
Главное при использовании аппаратов точечной сварки — соблюдение правил электробезопасности. При эксплуатации техники не должно быть оголенных контактов, нарушений изоляции кабелей. Все контакты при подключении аппарата к сети должны соответствовать номинальным параметрам, обязательно применение дифавтоматов и заземления.
При удерживании металлов используйте диэлектрические перчатки, рукоять клещей должна быть надежно заизолирована.
Средства защиты
Стандартный набор сварщика вполне подойдет для работы с точечной сваркой. Плотная роба, хлопчатобумажные или спилковые перчатки, прозрачный щиток или очки, респиратор или вытяжка — вот весь набор средств защиты.
Меры безопасности
Всегда проверяйте оборудование перед началом работ! Детали корпуса должны быть надежно заземлены, ручки и держаки — заизолированы.
Обслуживание и перенастройка аппарата производится в выключенном состоянии.
Педаль или кнопка управления должна находиться в удобном месте.
Сварщик должен прочно держать заготовку или инструмент, твердо и устойчиво стоять.
Технология и процесс точечной сварки
В зависимости от толщины металлов, их вида, условий технология сварки может отличаться деталями. Но в целом порядок работ одинаков.
Точечная сварка в работе
Точечная варка происходит в несколько этапов:
- Подготовка поверхностей. Они должны быть очищены от непроводящих ток лакокрасочных материалов и окислов, а также без напряжения плотно присоединяться.
- Сжимание деталей. Для этого привод клещей прочно сжимает поверхности, они частично деформируются. Это нужно для возникновения участков проведения тока именно между контактами клещей.
- Нагрев деталей электрическим импульсом. Чем толще детали, тем дольше приходится держать нагрев. Импульс может быть как постоянный, так и с регулируемой силой тока, переменный.
- В автоматических станках есть этап ослабления давления на детали — это нужно для предотвращения выдавливания металла из расплавленного ядра. В ручных механических клещах этот этап пропускается.
- Ток выключается. На глаз момент выключения тока можно определить по нагреву области между электродами — как только металл начинает краснеть, ток отпускается.
- Прижим или проковка во время остывания металла. Нужны для формирования прочной кристаллической структуры сварной точки.
- Деталь готова.
 В ручных механических клещах этот этап пропускается.
В ручных механических клещах этот этап пропускается.В зависимости от вида металлов применяются различные настройки. Качество соединения зависит от технологии сварки, типа импульса, режимов сжатия деталей.
Дефекты и причины их возникновения при точечной сварке
Несмотря на технологичность, точечная сварка требует точных настроек и постоянного контроля за качеством на производстве. Среди дефектов можно выделить:
- Прожог. Он выглядит как отверстие в обеих деталях, сплавленные края легко отрываются. При слишком высокой силе тока, большой длительности импульса или избыточной силе сжатия металл перегревается и стекает. Для снижения риска прожога стоит снизить силу тока или прижима.
- Выплески. При сильном сжатии или долговременном слабом импульсе металл выходит из расплавленного ядра, на его месте образуется пустота. При работе выплески выглядят как искры, вылетающие из точек. До известного предела выплеск не вредит, так как компенсируется сжатием деталей, но точка будет менее надежной — толщина вокруг точки неизбежно уменьшается.
- Непровар. Слабый импульс, недостаточная сила сжатия, ослабление клещей при сваривании приводят к непрогреву ядра. Такая точка будет «склеена», но при нагрузке оторвется. Непровар может возникнуть, если сварные точки расположены рядом — соседняя точка выступает шунтом, через который проходит часть электрической энергии. Соответственно, она не будет затрачена на расплав металла.
- Уменьшение диаметра сварки. Если импульс будет коротким или детали не будут прилегать плотно, образуется недостаточная площадь расплава. В этом случае в одной точке может быть один или несколько микрорасплавов, которые в сумме значительно слабее монолитной точки.
 При слишком высокой силе тока, большой длительности импульса или избыточной силе сжатия металл перегревается и стекает. Для снижения риска прожога стоит снизить силу тока или прижима.
При слишком высокой силе тока, большой длительности импульса или избыточной силе сжатия металл перегревается и стекает. Для снижения риска прожога стоит снизить силу тока или прижима.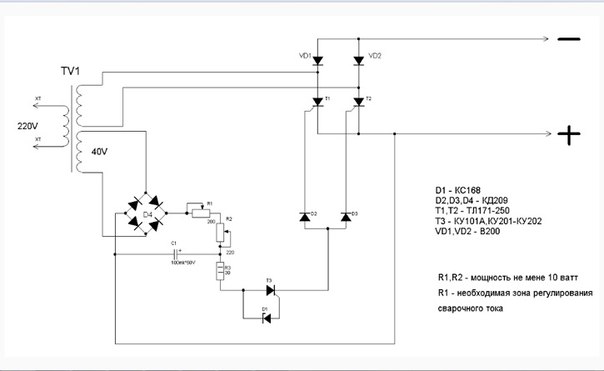 В этом случае в одной точке может быть один или несколько микрорасплавов, которые в сумме значительно слабее монолитной точки.
В этом случае в одной точке может быть один или несколько микрорасплавов, которые в сумме значительно слабее монолитной точки.Трещины и разрушение основного металла. Возникают в случае отсутствия сжатия, близости точки к краю нахлесточной полосы, грязном металле. Визуально при помощи увеличительного стекла этот дефект обнаружить легко.
Исправление дефектов сварки
Диагностика точечной сварки довольно сложная процедура. Привычные ультразвуковые методы исследования не дают точной картины, поэтому на производствах с автоматизацией проводят тесты с разрушением контрольных образцов.
Выявленные дефекты исправляются следующими методами:
- повторным провариванием точкой;
- высверливание и последующая сварка полуавтоматом;
- наружные выплески поддаются зачистке;
- проковка горячей точки;
- установка сварной или вытяжной заклепки.
Покупать или сделать своими руками?
Несмотря на распространенность технологии, стоимость профессионального оборудования довольно высока. Поэтому среди домашних мастеров ходят схемы самостоятельного изготовления устройства для точечной сварки из простейшего трансформатора и механических клещей. Сделать своими руками можно как мощный аппарат для соединения 4-5 мм металла, так и ювелирный прибор, способный помочь радиомеханику. Ручная работа в гараже не требует дорогого оборудования.
Поэтому среди домашних мастеров ходят схемы самостоятельного изготовления устройства для точечной сварки из простейшего трансформатора и механических клещей. Сделать своими руками можно как мощный аппарат для соединения 4-5 мм металла, так и ювелирный прибор, способный помочь радиомеханику. Ручная работа в гараже не требует дорогого оборудования.
Самодельный аппарат точечной сварки
Такой аппарат вполне способен варить неответственные стыки. Если же от прочности сварки зависит жизнь человека (например, кузовной ремонт), лучше приобрести заводское устройство машинной точечной сварки с пневматическим приводом клещей и настраиваемым контроллером или применить другие виды сварки.
Качество изготовления заводских аппаратов выше, они рассчитаны под конкретные задачи, прочность соединений выше, присутствует техника безопасности. Эти аппараты позволяют варить много, и настроены на работу на производствах.
Довольно часто в практике любого хозяина возникает необходимость соединить металлические детали. Один из таких способов соединения – это сварка. Но что делать, если нет сварочного аппарата? Конечно, можно его приобрести, но можно и изготовить самый простейший аппарат самому, причем практически за полчаса.
Один из таких способов соединения – это сварка. Но что делать, если нет сварочного аппарата? Конечно, можно его приобрести, но можно и изготовить самый простейший аппарат самому, причем практически за полчаса.
Пролог
Простейший прототип сварочного аппарата – осветительный электродуговой проектор – использовался еще в середине ХХ-го века в киностудиях во время съемок фильмов.
В домашних условиях, возможно, сделать простой раритетный самодельный сварочный аппарат из автотрансформатора мощностью 200 Вт. (Примерная схема автотрансформатора приведена на рисунке). Выходное напряжение регулируется за счет перестановки телевизионной вилки в гнездах.
На вторичной обмотке трансформатора необходимо найти два вывода, на которых напряжение будет около 40 В. К этим выводам остается подсоединить графитовые электроды и сварочный аппарат готов! Правда нужно учитывать, что при использовании такого автотрансформатора в сварочных целях желательно хорошо знать основы электробезопасности, поскольку не обеспечивается гальваническая развязка с электросетью.
Область применения такого самодельного сварочного аппарата довольно широкая: от сварки металлических изделий до закалки рабочих поверхностей инструмента.
Примеры применения Вольтовой дуги
В практике радиолюбителей временами возникает необходимость в сваривании или очень сильном разогреве мелких деталей. В таких случаях нет необходимости в применении серьезного сварочного аппарата, т.к. чтобы создать высокотемпературную плазму не обязательно иметь специальное оборудование.
Рассмотрим несколько примеров практического применения Вольтовой дуги.
Сварка накала магнетрона с питающими шинами
В этом случае сварка просто необходима, хотя многие, при встрече с такой трудностью, производят замену магнетрона. А ведь чаще всего бывают лишь две неисправности: обрывается накал в точке (поз.1) и выходят из строя из-за пробоя проходные конденсаторы (поз.2).
На рисунке магнетрон от микроволновой печи «Kenwood», который проработал после ремонта более двадцати лет.
Ремонт термопары своими руками
Конечно, изготовить термопару – дело совсем безнадежное, однако бывает, что нужно ее отремонтировать в случае облома «шарика». Обычно такие термопары встречаются в мультиметрах, у которых есть режим замера температуры
Нагревание высокоуглеродистой стали
В случае необходимости изменения формы пружины или проделывания отверстия следует учитывать, что закаленная пружина имеет слишком высокую твердость для сверления и слишком хрупкая для пробивания отверстия при помощи пробойника.
А в случае закалки стального инструмента (изготовленного из инструментальной стали) достаточно нагреть рабочую поверхность до малинового цвета и охладить в ванночке с машинным маслом. На рисунке изображено закаленное жало отвертки после механической обработки рабочей кромки.
Как получить Вольтовую дугу?
Мелкие сварочные работы можно выполнять при помощи трансформатора мощностью от 200 Ватт и выходным напряжением в диапазоне от 30 до 50 Вольт. При этом сварочный ток должен быть 10-12 Ампер. Можно не беспокоиться по поводу перегрева трансформатора, поскольку горение дуги кратковременно.
При этом сварочный ток должен быть 10-12 Ампер. Можно не беспокоиться по поводу перегрева трансформатора, поскольку горение дуги кратковременно.
Также подойдет и обычный лабораторный автотрансформатор ЛАТР с силой тока от 9 Ампер. Однако нужно учитывать всю степень опасности в связи с тем, что отсутствует гальваническая развязка с электросетью.
В целях предупреждения повреждения графитового ролика токосъемника ЛАТРа желательно ввести ограничения входного тока применением плавкой вставки (предохранителя). Тогда случайное короткое замыкание в цепи электрода уже не страшно.
Электродами могут быть любые графитовые стержни простых карандашей (желательно мягкие).
В качестве держателя для грифеля используется металлическая часть электромонтажного клеммника.
На этом рисунке показан пример держателя с применением клеммника, причем одно отверстие используется для крепления ручки, а второе для зажима грифеля в клемме.
В целях предотвращения расплавления одноразового шприца (поз. 3) при нагреве клеммника (поз.1) используются шайбы из стеклотекстолита (поз.2). А для стандартного подключения к кабелю можно применить стандартное гнездо от прибора (поз.4).
3) при нагреве клеммника (поз.1) используются шайбы из стеклотекстолита (поз.2). А для стандартного подключения к кабелю можно применить стандартное гнездо от прибора (поз.4).
Итак, схема соединения довольно простая: один вывод вторичной обмотки соединяется с держателем, а второй вывод подсоединяется к свариваемой детали.
Есть еще другой вариант крепления держателя электрода с применением электромонтажной клеммы. Второй держатель понадобится в случае сварки металлических изделий с такой же температурой плавления или при необходимости раскалить металлическое изделие (закалка, изменение формы).
Схема подключения к вторичной обмотке трансформатора двух графитовых электродов.
Для сохранения глаз от ожога роговицы и от попадания искр недостаточно будет использовать темные очки из-за малой плотности светофильтров. Можно изготовить такое приспособление: в качестве щитка может быть оправа бинокулярных очков с удаленными линзами; фильтр крепится при помощи канцелярского зажима. Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.
Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.
В случае сварки меди с нихромом или сталью понадобится флюс. При добавлении небольшого количества воды в тетраборат натрия (буру) или в борную кислоту получается кашица, которой смазываются места сварки.
Материалы для приготовления флюса обычно можно найти в хозяйственном магазине. Также можно воспользоваться средством борьбы с насекомыми «Боракс» содержащим борную кислоту.
Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.
Спектр применения
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.
Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.
Поэтому, данный вид сварки носит название точечный.
Клещи
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные. Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
- Ручные. Основной функцией служит передача электротока на электроды.
Ряд преимуществ
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Технический процесс
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.
Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
Параметры теплопроводности для некоторых из них представлены ниже в таблице.
Наименование металла | Температура плавления, Сᵒ |
Железо (низкоуглеродистая сталь) | ~1400 |
Медь | ~690 |
Алюминий | ~430 |
Цинк | ~1120 |
Электроды должны тоже соответствовать некоторым параметрам:
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.
Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.
Контактная сварка
Контактная сварка позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Видео по теме контактная сварка своими руками.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ..jpg)
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.
Стоимость
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.
Схема аппарата
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
Наиболее удобными выступают устройства со средними габаритами.
Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Самодельный аппарат
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
В качестве наконечников или электродов более всего подходит медный провод значительной толщины.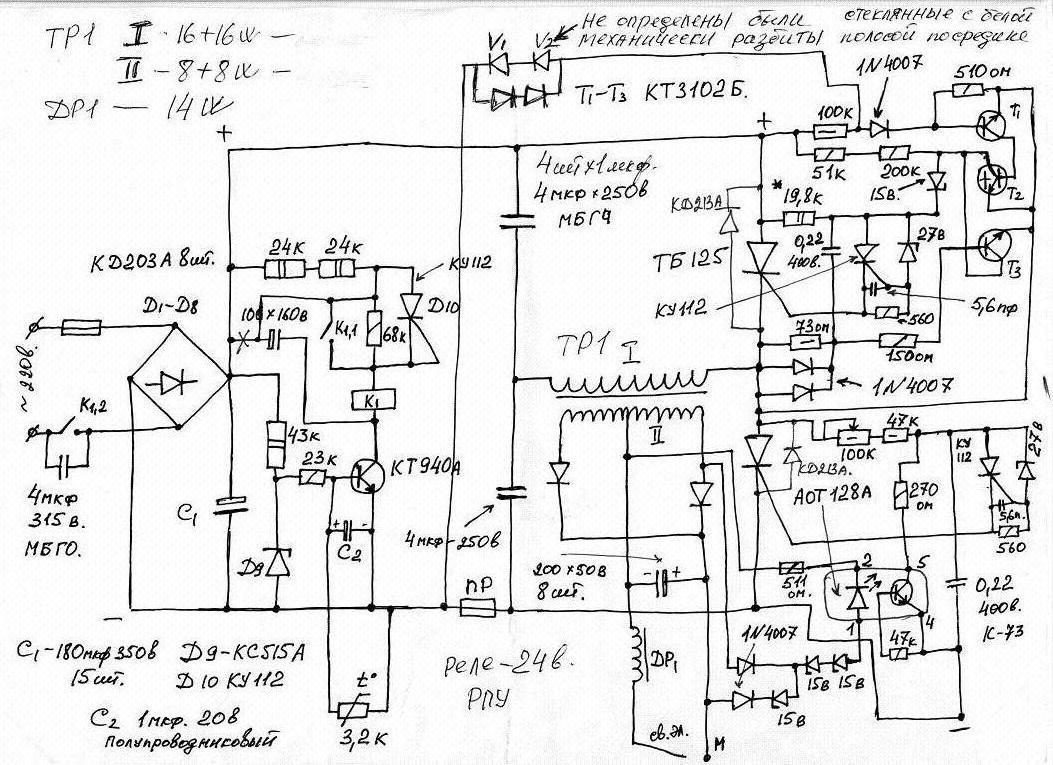 Наконечники затачиваются и закрепляются.
Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.
зарядное устройство для автомобильного аккумулятора
Широкую популярность получили импульсные зарядные устройства для автомобильных аккумуляторов. Схем таких устройств довольно много – одни предпочитают собирать их из подручных элементов, другие же используют готовые блоки, например от компьютеров. Блок питания персонального компьютера можно без особого труда переделать во вполне качественное зарядное для автомобильного аккумулятора. Буквально за пару часов можно сделать устройство, в котором можно будет проводить замер напряжения питания и тока зарядки. Нужно только добавить в конструкцию приборы для измерения.
Основные характеристики зарядников
Всего существует два типа зарядных устройств для аккумуляторных батарей:
- Трансформаторные – у них очень большой вес и габариты. Причина – используется трансформатор – у него внушительные обмотки и сердечки из электротехнической стали, у которой большой вес.
- Импульсные зарядные устройства для автомобильных аккумуляторов. Отзывы о таких устройствах более положительные – габариты у приборов небольшие, вес тоже маленький.
 Причина – используется трансформатор – у него внушительные обмотки и сердечки из электротехнической стали, у которой большой вес.
Причина – используется трансформатор – у него внушительные обмотки и сердечки из электротехнической стали, у которой большой вес.Именно за компактность и полюбились потребителям зарядные устройства импульсного типа. Но кроме этого, у них более высокий КПД в сравнении с трансформаторными. В продаже можно встретить только такого типа импульсные зарядные устройства для автомобильных аккумуляторов. Схемы у них в целом похожи, отличаются они только используемыми элементами.
Характеристика прибора
Приборы для зарядки аккумулятора могут быть трансформаторными либо импульсными. Первые сегодня практически неактуальны из-за их больших размеров и веса, а также недостатков, соответственно, востребованность импульсных ЗУ для АКБ только растет.
Устройство и принцип работы
Предназначение такого прибора заключается в восстановлении заряда батареи.
Устройство девайса следующее:
- трансформаторный импульсный механизм;
- выпрямительный узел;
- стабилизатор;
- устройства индикации заряда;
- управляющий модуль, осуществляющий контроль за работой ЗУ.

ИЗУ для автомобильной АКБ от производителя BOSCH
Если вы сравните импульсное зарядное устройство с трансформаторным, то увидите, что все компоненты, которые входят в состав первого, значительно меньше по размерам и весу. Именно поэтому приборы такого типа получили популярность среди соотечественников, тем более, что их вполне можно соорудить в домашних условиях.
Если говорить о принципе действия, то непосредственно сам процесс заряда может осуществляться:
- напряжением постоянным током;
- напряжением с неизменными параметрами;
- еще один способ — комбинированный.
Наиболее оптимальным, а также правильным с точки зрения теории является второй вариант, поскольку именно он позволяет полностью контролировать процесс заряда. В том случае, если вы планируете добиться максимального уровня заряда, в ходе процесса также следует учитывать и значение разряда аккумулятора. Метод постоянного тока — не самый лучший способ, поскольку в данном случае речь идет о быстром процессе заряда. При таком напряжении через пластины батареи проходит высокий ток, в результате чего есть вероятность разрушения пластин АКБ. А это, в свою очередь, приведет к ее неработоспособности, ведь восстановить пластины не получится (автор видео — канал deonich tex).
При таком напряжении через пластины батареи проходит высокий ток, в результате чего есть вероятность разрушения пластин АКБ. А это, в свою очередь, приведет к ее неработоспособности, ведь восстановить пластины не получится (автор видео — канал deonich tex).
Что касается последнего способа — комбинированного, то он считается одним из самых щадящих для конструкции аккумулятора. В данном случае через батарею в первую очередь проходит постоянный ток, который впоследствии меняется на переменный, когда батарея будет практически заряжена. После этого ток постепенно снижается, его значение уменьшается почти до нуля, что способствует стабилизации напряжения в целом. По утверждению многих электриков, этот вариант дает возможность если не предотвратить, то как минимуму снизить вероятность выкипания раствора электролита в банках батареи. Соответственно, это способствует и предотвращению возможности выделения газов.
В данном случае через батарею в первую очередь проходит постоянный ток, который впоследствии меняется на переменный, когда батарея будет практически заряжена. После этого ток постепенно снижается, его значение уменьшается почти до нуля, что способствует стабилизации напряжения в целом. По утверждению многих электриков, этот вариант дает возможность если не предотвратить, то как минимуму снизить вероятность выкипания раствора электролита в банках батареи. Соответственно, это способствует и предотвращению возможности выделения газов.
Особенности подбора оборудования
Есть несколько особенностей подбора девайса:
- Во-первых, большинство наших соотечественников при покупке рассчитывают на то, что зарядный прибор при необходимости сможет восстановить работоспособность полностью севшего аккумулятора. Несмотря на то, то импульсное зарядное устройство — это довольно технологичный прибор, не факт, что оно сможет выполнить эту функцию. Покупая девайс в магазине, обязательно нужно уточнить, сможет ли ЗУ справиться с задачей восстановления полностью разряженной батареи.
- Во-вторых, необходимо учитывать значение максимального тока, который будет проходит через аккумуляторную батарею во время зарядки. Здесь же необходимо брать во внимание и уровень напряжения, с которым будет осуществляться зарядка АКБ. Покупая импульсное зарядное устройство, желательно, чтобы прибор имел функцию автоматического отключения либо поддержки, она будет активироваться в том случае, когда АКБ зарядится (автор видеообзора импульсной зарядки — канал Oops of ZikValera).

Элементы конструкции зарядника
При помощи зарядного устройства восстанавливается работоспособность аккумуляторной батареи. В конструкции используется исключительно современная элементная база. В состав входят такие блоки:
- Импульсный трансформатор.
- Блок выпрямителя.
- Блок стабилизатора.
- Приборы для измерения тока зарядки и (или) напряжения.
- Основной блок, позволяющий осуществлять контроль процесса зарядки.
Все эти элементы имеют маленькие габариты. Импульсный трансформатор небольшой, наматываются его обмотки на ферритовых сердечниках.
Импульсный трансформатор небольшой, наматываются его обмотки на ферритовых сердечниках.
Самые простые конструкции импульсных зарядных устройств для автомобильных аккумуляторов Hyundai или других марок машин можно выполнить всего на одном транзисторе. Главное – сделать схему управления этим транзистором. Все компоненты можно приобрести в магазине радиодеталей или же снять с блоков питания ПК, телевизоров, мониторов.
Особенности работы
По принципу работы все схемы импульсных зарядных устройств для автомобильных аккумуляторов можно разделить на такие подгруппы:
- Зарядка аккумулятора напряжением, ток при этом имеет постоянное значение.
- Напряжение остается неизменным, но ток при зарядке постепенно уменьшается.
- Комбинированный метод – объединение двух первых.
Самый «правильный» способ – это изменять ток, а не напряжение. Он подходит для большей части аккумуляторных батарей. Но это в теории, так как зарядники могут осуществлять контролирование силы тока только в том случае, если напряжение на выходе будет иметь постоянное значение.
Распространенные схемы ЗУ
При изготовлении зарядного устройства можно реализовать 3 схемы работы:
- Мостовой блок, лишенный понижающего трансформатора. Конструкция не применяется для зарядки аккумуляторов из-за повышенного напряжения в цепи.
- Оборудование с нулевым выводом трансформаторного блока. Схема обеспечивает на выходе мощность до 500 VA, используется при изготовлении зарядного оборудования для автомобильных источников питания.
- Мостовое подсоединение трансформатора применяется для блоков бесперебойного питания с повышенной мощностью (до 50-60 kVA).
Особенности режимов зарядки
Если ток остается постоянным, а меняется напряжение, то вы получите массу неприятностей – пластины внутри аккумуляторной батареи будут осыпаться, что приведет к выходу ее из строя. В этом случае восстановить АКБ не получится, придется только покупать новую.
Наиболее щадящим режимом оказывается комбинированный, при котором сначала происходит зарядка при помощи постоянного тока. Под конец процесса происходит изменение тока и стабилизация напряжения. С помощью этого возможность закипания аккумуляторной батареи сводится к минимуму, газов тоже меньше выделяется.
Под конец процесса происходит изменение тока и стабилизация напряжения. С помощью этого возможность закипания аккумуляторной батареи сводится к минимуму, газов тоже меньше выделяется.
Как подобрать зарядное?
Чтобы АКБ прослужила как можно дольше, необходимо правильно выбрать импульсное зарядное устройство для автомобильного аккумулятора. В инструкциях к ним указываются все параметры: ток зарядки, напряжение, даже схемы в некоторых приводятся.
Обязательно учитывайте, что зарядник должен вырабатывать ток, равный 10 % от суммарной емкости аккумуляторной батареи. Также вам потребуется учесть такие факторы:
- Обязательно учитывайте у продавца, сможет ли конкретная модель зарядника полностью восстановить работоспособность аккумулятора. Проблема в том, что не все устройства способны делать это. Если в вашей машине стоит аккумулятор на 100 А*ч, а вы покупаете зарядник с максимальным током 6 А, то его явно будет недостаточно.
- Исходя из первого пункта, внимательно смотрите, какой максимальный ток может выдать устройство. Не лишним будет обратить внимание и на напряжение – некоторые устройства могут выдавать не 12, а 24 Вольта.
 Не лишним будет обратить внимание и на напряжение – некоторые устройства могут выдавать не 12, а 24 Вольта.
Не лишним будет обратить внимание и на напряжение – некоторые устройства могут выдавать не 12, а 24 Вольта.Желательно, чтобы в заряднике присутствовала функция автоматического отключения при достижении полного заряда аккумулятора. С помощью такой функции вы избавите себя от лишних проблем – не нужно будет контролировать зарядку. Как только достигнет зарядка максимума, устройство само отключится.
Как правильно заряжать
Алгоритм корректной зарядки автомобильного источника тока состоит из следующих этапов:
- Отключить проводку автомобиля от штырей аккумулятора, отвернуть крепежную планку, а затем снять источник питания с площадки.
- Установить аккумулятор в проветриваемом помещении, подсоединить разъемы зарядного устройства к контактным штырям с соблюдением полярности.
- Включить штепсельную вилку в цепь переменного тока, выбрать тип или вольтаж батареи и требуемый режим работы зарядного приспособления. Рекомендуется периодически контролировать процедуру восполнения емкости.
- После завершения процедуры оборудование отключается от сети и аккумулятора, который затем размещается в моторном отсеке автомобиля. Для повышения надежности работы рекомендуется покрыть контактные штыри защитным составом (наносится после установки клемм).

Вариант импульсного ЗУ.
Несколько советов для работы с зарядниками
Обязательно во время эксплуатации подобного рода приборов могут возникнуть проблемы. Чтобы этого не произошло, нужно придерживаться простых рекомендаций. Главное – добиться того, чтобы в банках аккумуляторной батареи было достаточное количество электролита.
Если его мало, то долейте дистиллированной воды. Заливать чистый электролит не рекомендуется. Обязательно также учитывайте такие параметры:
- Величину напряжения зарядки. Максимальное значение не должно превышать 14,4 В.
- Величину силы тока – эту характеристику можно без особого труда регулировать на импульсных зарядных устройствах для автомобильных аккумуляторов «Орион» и аналогичных. Для этого на передней панели устанавливается амперметр и переменный резистор.
- Длительность зарядки аккумуляторной батареи. При отсутствии индикаторов сложно понять, когда аккумуляторная батарея заряжена, а когда разряжена. Подключите амперметр между зарядным устройством и аккумулятором – если его показания не изменяются и крайне малы, то это свидетельствует о том, что зарядка полностью восстановилась.
 Для этого на передней панели устанавливается амперметр и переменный резистор.
Для этого на передней панели устанавливается амперметр и переменный резистор.Какой бы зарядник вы ни использовали, старайтесь не переборщить – больше суток не держите аккумулятор. В противном случае может произойти замыкание и закипание электролита.
Самодельные устройства
За основу можно взять схему импульсного зарядного устройства для автомобильных аккумуляторов «Аида» или аналогичных. Очень часто в самоделках применяют схему IR2153. Ее отличие от всех остальных, которые используются для изготовления зарядников, в том, что устанавливается не два конденсатора, а один — электролитический. Но у такой схему есть один недостаток – с ее помощью можно сделать только маломощные устройства. Но эта проблема решается установкой более мощных элементов.
Но эта проблема решается установкой более мощных элементов.
Во всех конструкциях применяются транзисторные ключи, например 8N50. Корпус у этих приборов изолирован. Диодные мосты для самодельных зарядников лучше всего использовать те, которые устанавливаются в блоках питания персональных компьютеров. В том случае если готовой мостовой сборки нет, можно сделать ее из четырех полупроводниковых диодов. Желательно, чтобы величина обратного тока у них была выше 10 ампер. Но это для случаев, когда зарядное будет использоваться с аккумуляторными батареями емкостью не более 70-8-0 А*ч.
Мощное зарядное устройство для аккумуляторов
Выше был указан очень простой вариант самодельного зарядного устройства для автомобильного аккумулятора, слабого, но допустимого. Сейчас будет представлен вариант одного из самых мощных устройств, которое можно сделать своими руками. Ток такого устройства будет равен до 50 Ампер, а выходная мощность — 350-600 ватт в среднем.
Схема
Схема такого устройства весьма проста. За основу берётся всем известная IR253, которая будет выполнять функции задающего генератора. Она будет управлять двумя силовыми ключами. Рекомендуется задействовать мощные N-канальные полевые высоковольтные транзисторы.
За основу берётся всем известная IR253, которая будет выполнять функции задающего генератора. Она будет управлять двумя силовыми ключами. Рекомендуется задействовать мощные N-канальные полевые высоковольтные транзисторы.
Как можно заметить, схема блока являет собой полумост. Сетевое напряжение поступает на выпрямитель через сетевой фильтр. Для ограничения пускового тока используется термистор, имеющий расчётный ток 5 Ампер и сопротивление 5 Ом. Плёночные конденсаторы и дроссель выполняют роль сетевого фильтра для сглаживания помех и сетевых пульсаций.
В качестве мостового выпрямителя можно взять уже готовый мост, но в то же время можно собрать его из четырёх отдельных диодов. В обоих указанных случаях мост должен быть рассчитан на ток 6-10 и напряжение 600-1000 Вольт (рекомендуемые значения). Для этого очень удобно будет использовать готовые сборки диодов, которые уже имеются в блоках питания компьютеров.
Электролиты полумоста имеют эффективную ёмкость 330-470 мкФ и рабочее напряжение, составляющее 200-250 Вольт. В случае если мощность блока будет выше, чем допустимые значения, то следует увеличить ёмкость вышеуказанных конденсаторов, которые, кстати, также можно обнаружить в блоках питания персональных компьютеров. Там же можно найти и готовый трансформатор, который не будет нуждаться в перемотке.
В случае если мощность блока будет выше, чем допустимые значения, то следует увеличить ёмкость вышеуказанных конденсаторов, которые, кстати, также можно обнаружить в блоках питания персональных компьютеров. Там же можно найти и готовый трансформатор, который не будет нуждаться в перемотке.
Силовые транзисторы могут быть установлены либо на общий теплоотвод, либо на отдельные. Кстати, в том случае, если пользователь решит подключить силовые транзисторы на теплоотвод общий, то придётся предварительно изолировать его ключи, для того чтобы избежать вероятность возникновения короткого замыкания.
Во время сборки микросхему рекомендуется устанавливать на специальную платформу. Это делается для лёгкой замены микросхем в том случае, если она неожиданно выйдет из строя. На устройство не будут оказывать влияние перепады напряжения в сети, что гарантирует его стабильную работу без каких-либо сбоев и шумов.
Следует запомнить тот момент, что в холостом режиме транзисторы должны быть холодными, даже ледяными. В противном случае это может означать ошибку в монтаже или какой-то компонент сборки не работает.
В противном случае это может означать ошибку в монтаже или какой-то компонент сборки не работает.
В качестве диодного выпрямителя на выходе прибора рекомендуется задействовать быстрые, импульсные или ультрабыстрые диоды с большим током (это 30 Ампер), также можно использовать диодные сборки шоттки, работающие на большой мощности. В случае этого устройства лучше не применять обычные выпрямители на 50 Гц, так как на выходе схемы имеется напряжение высокой частоты.
- Внимание нужно заострить на том, что данный блок не оснащён защитой от возможных коротких замыканий, поэтому не следует замыкать провода на выходе, так как в противном случае схема может дать сбой и выйти из строя.
Вся схема довольно компактна и легка, что может обрадовать не самых опытных пользователей, не имеющих определённых навыков и большого опыта в этом деле. Имеющая схема сможет помочь в этом деле.
Цепь питания зарядного устройства
В импульсных зарядных устройствах для автомобильных аккумуляторов Bosch и аналогичных обязательно используется в схеме цепи питания резистор для гашения тока. Если вы решили самостоятельно изготовить зарядник, то потребуется устанавливать резистор сопротивлением около 18 кОм. Далее по схеме находится выпрямительный блок однополупериодного типа. В нем применяется всего один полупроводниковый диод, после которого устанавливается электролитический конденсатор.
Если вы решили самостоятельно изготовить зарядник, то потребуется устанавливать резистор сопротивлением около 18 кОм. Далее по схеме находится выпрямительный блок однополупериодного типа. В нем применяется всего один полупроводниковый диод, после которого устанавливается электролитический конденсатор.
Он необходим для того, чтобы отсекать переменную составляющую тока. Желательно использовать керамические или пленочные элементы. По законам Кирхгофа составляются схемы замещения. В режиме переменного тока конденсатор заменяется в ней отрезком проводника. А при работе схемы на постоянном токе – разрывом. Следовательно, в выпрямленном токе после диода будут две составляющие: основная – постоянный ток, а также остатки переменного, их нужно убрать.
Импульсный трансформатор
В конструкции импульсного зарядного устройства для автомобильных аккумуляторов «Кото» используется специальной конструкции трансформатор. Для самоделок можно воспользоваться готовым – снять из блока питания персонального компьютера. В них применяются трансформаторы, которые идеально подходят для реализации схем зарядных устройств – они могут создать высокий уровень тока.
В них применяются трансформаторы, которые идеально подходят для реализации схем зарядных устройств – они могут создать высокий уровень тока.
Также они позволяют обеспечить сразу несколько значений напряжений на выходе зарядника. Диоды, которые устанавливаются после трансформатора, должны быть именно импульсными, другие работать в схеме попросту не смогут. Они быстро выйдут из строя при попытке выпрямить высокочастотный ток. В качестве фильтрующего элемента желательно установить несколько электролитических конденсаторов и ВЧ-дроссель. Рекомендуется применить термистор сопротивлением 5 Ом, чтобы обеспечить снижение уровня бросков.
Кстати, термистор тоже можно найти в старом БП от компьютера. Обратите внимание на емкость электролитического конденсатора – ее нужно подбирать исходя из значения мощности всего устройства. На каждый 1 Ватт мощности требуется 1 мкФ. Рабочее напряжение не менее 400 В. Можно применить четыре элемента по 100 мкФ каждый, включенных параллельно. При таком соединении емкости суммируются.
Простое зарядное устройство на микросхеме LM317
Для начала можно представить вариант создания зарядного устройства на микросхеме LM137, представляющей из себя линейный стабилизатор напряжениям, способный регулировать выходное напряжения. Этот вариант может называться одним из самых простых, так как само устройство такой самодельной зарядки не является сложным, что позволяет пользователю изготовить его без особых проблем.
В этом варианте устройства будут задействованы целых два стабилизатора. Делается это для того, чтобы один из этих двух стабилизаторов был подключён по схеме стабилизатора тока, в то время как на втором должен быть собран пороговый узел.
Схема
Выше представлена схема такого зарядного устройства. На ней можно заметить, что резисторы R2 и R3, с помощью которых можно выставить необходимое пользователю напряжение на выходе, заменены тут на переменный резистор. Это делается для более удобной подстройки. Заряд аккумулятора будет завершён именно в тот момент, когда напряжение на самом аккумуляторе будет равно напряжения заряда устройства.
Максимально допустимое значение заряда тока равняется 1,5 Ампер. Несмотря на кажущуюся слабость, этого значения зарядного устройства хватит для зарядки аккумуляторов. Получившимся устройством можно будет заряжать бесперебойники, аккумуляторы для мотоциклов и автомобилей. В случае последних, процесс зарядки будет весьма продолжительным, но нужно признать, что вариант такого самодельного зарядного устройства — очень даже рабочий и может, несомненно, пригодиться.
В том случае, если ток с зарядного устройства будет более 500 мА, то микросхему рекомендуется устанавливать на теплоотвод.
Схема и описание конденсаторной сварки
Существует несколько способов бесшовного соединения металлических элементов, но среди всех особое место занимает именно конденсаторная сварка. Технология стала пользоваться популярностью примерно с 30-х годов прошлого столетия. Стыковка осуществляется за счет подачи электрического тока к нужному месту. Создается короткое замыкание, которое позволяет расплавить металл.
Преимущества и недостатки технологии
Самое интересное, что конденсаторная сварка может применяться не только в промышленных условиях, но и в быту. Она предполагает использование небольшого по размерам аппарата, который имеет заряд постоянного напряжения. Такой прибор может легко перемещаться по рабочей территории.
Из достоинств технологии следует отметить:
- высокую производительность работ;
- долговечность используемого оборудования;
- возможность соединения различных металлов;
- низкий уровень тепловыделения;
- отсутствие дополнительных расходных материалов;
- точность соединения элементов.
Однако существуют ситуации, когда применить сварочный аппарат конденсаторной сварки для соединения деталей невозможно. Это в первую очередь связано с кратковременностью мощности самого процесса и ограничением по сечению совмещаемых элементов. Кроме того, импульсная нагрузка способна создавать различные помехи в сети.
Особенности и специфика применения
Сам процесс соединения заготовок предполагает контактное сваривание, для осуществления которого расходуется определенный запас энергии в специальных конденсаторах. Ее выделение происходит практически мгновенно (в течение 1 – 3 мс), благодаря чему уменьшается зона термического воздействия.
Ее выделение происходит практически мгновенно (в течение 1 – 3 мс), благодаря чему уменьшается зона термического воздействия.
Достаточно удобно осуществлять конденсаторную сварку своими руками, так как процесс является экономичным. Применяемый аппарат можно подключить к обычной электрической сети. Для использования в промышленности существуют специальные устройства высокой мощности.
Особую популярность технология получила в цехах, предназначенных для ремонта кузовов транспортных средств. При проведении работ тонкие листы металла не прожигаются и не подвергаются деформации. Необходимость в осуществлении дополнительной рихтовки отпадает.
Основные требования к процессу
Чтобы конденсаторная сварка была выполнена на высоком качественном уровне, следует придерживаться некоторых условий.
- Давление контактных элементов на обрабатываемые детали непосредственно в момент импульса должно быть достаточным, чтобы обеспечить надежное соединение. Разжимание электродов следует производить с небольшой задержкой, добиваясь тем самым лучшего режима кристаллизации металлических деталей.
- Поверхность соединяемых заготовок должна быть очищена от загрязнений, чтобы пленки окиси и ржавчина не вызывали слишком большое сопротивление при воздействии электрического тока непосредственно на деталь. При наличии посторонних частиц значительно снижается эффективность технологии.
- В качестве электродов требуется использовать медные стержни. Диаметр точки в зоне контакта должен быть не менее чем в 2-3 раза больше толщины свариваемого элемента.
Технологические приемы
Существует три варианта воздействия на заготовки:
- Конденсаторная точечная сварка в основном применяется для соединения деталей с разным соотношением толщины. Она успешно используется в сфере электроники и приборостроения.
- Роликовая сварка представляет собой определенное количество точечных соединений, выполненных в виде сплошного шва. Электроды напоминают вращающиеся катушки.
- Ударная конденсаторная сварка позволяет создавать стыковые соединения элементов с небольшим сечением. Перед столкновением заготовок образуется дуговой разряд, оплавляющий торцы. После соприкосновения деталей осуществляется сваривание.
Что касается классификации по применяемому оборудованию, то можно разделить технологию по наличию трансформатора. При его отсутствии упрощается конструкция основного прибора, а также происходит выделение основной массы тепла в зоне непосредственного контакта. Основным достоинством трансформаторной сварки является возможность обеспечения большим количеством энергии.
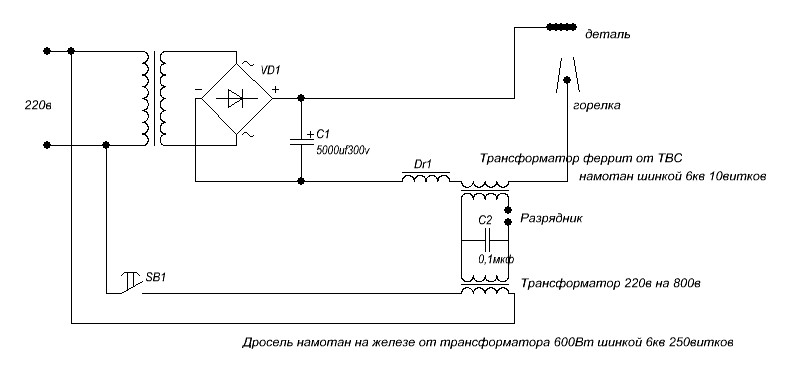
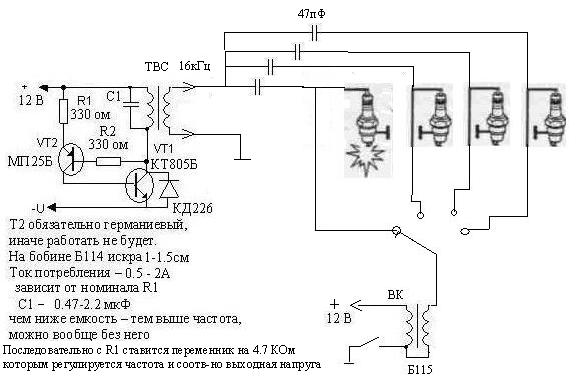
Конденсаторная точечная сварка своими руками: схема простейшего прибора
Для соединения тонких листов до 0,5 мм или мелких деталей можно применять незамысловатую конструкцию, изготовленную в бытовых условиях. В ней импульс подается через трансформатор. Один из концов вторичной обмотки подводится к массиву основной детали, а другой – к электроду.
При изготовлении такого устройства может применяться схема, при которой первичная обмотка подключается к электрической сети. Один из ее концов выводится через диагональ преобразователя в виде диодного моста. С другой стороны осуществляется подача сигнала непосредственно с тиристора, находящегося под управлением пусковой кнопки.
Один из ее концов выводится через диагональ преобразователя в виде диодного моста. С другой стороны осуществляется подача сигнала непосредственно с тиристора, находящегося под управлением пусковой кнопки.
Импульс в данном случае вырабатывается при помощи конденсатора, имеющего емкость 1000 — 2000 мкФ. Для изготовления трансформатора может быть взят сердечник Ш-40, имеющий толщину 70 мм. Первичную обмотку из трехсот витков легко сделать из провода сечением 0,8 мм с маркировкой ПЭВ. Для управления подойдет тиристор с обозначением КУ200 или же ПТЛ-50. Вторичная обмотка с наличием десяти витков может быть изготовлена из медной шины.
Более мощная конденсаторная сварка: схема и описание самодельного устройства
Для увеличения показателей мощности придется изменить конструкцию изготавливаемого устройства. При правильном подходе с его помощью можно будет соединять провода сечением до 5 мм, а также тонкие листы толщиной не более 1 мм. Для управления сигналом применяется бесконтактный пускатель с маркировкой МТТ4К, рассчитанный на электрический ток 80 А.
Обычно в управляющий блок включаются тиристоры, соединенные параллельно, диоды и резистор. Интервал срабатывания настраивается при помощи реле, находящегося в основной цепи входного трансформатора.
Энергия накаливается в электролитических конденсаторах, совмещенных в единую батарею посредством параллельного подключения. В таблице можно ознакомиться с необходимыми параметрами и количеством элементов.
Число конденсаторов | Емкость, мкФ |
2 | 470 |
2 | 100 |
2 | 47 |
Основная трансформаторная обмотка делается из провода сечением 1,5 мм, а вторичная – из медной шины.
Работа самодельного аппарата происходит по следующей схеме. При нажатии кнопки запуска срабатывает установленное реле, которое при помощи контактов тиристоров включает трансформатор сварочного блока. Отключение происходит сразу после разрядки конденсаторов. Настройка импульсного воздействия производится посредством переменного резистора.
Отключение происходит сразу после разрядки конденсаторов. Настройка импульсного воздействия производится посредством переменного резистора.
Устройство контактного блока
Изготовленное приспособление для конденсаторной сварки должно иметь удобный сварочный модуль, предоставляющий возможность фиксировать и беспрепятственно перемещать электроды. Простейшая конструкция подразумевает ручное удержание контактных элементов. При более сложном варианте нижний электрод закрепляется в стационарном положении.
Для этого на подходящем основании он фиксируется длиной от 10 до 20 мм и сечением более 8 мм. Верхняя часть контакта закругляется. Второй электрод крепится к площадке, способной двигаться. В любом случае должны быть установлены регулировочные винты, с помощью которых будет осуществляться дополнительное нажатие для создания дополнительного давления.
Следует в обязательном порядке изолировать основание от подвижной площадки до контакта электродов.
Порядок проведения работ
Прежде чем будет произведена точечная конденсаторная сварка своими руками, необходимо ознакомиться с основными этапами.
- На начальной стадии соединяемые элементы подготавливаются должным образом. С их поверхности удаляются загрязнения в виде частиц пыли, ржавчины и других веществ. Наличие посторонних включений не позволит добиться качественной стыковки заготовок.
- Детали соединяются друг с другом в необходимом положении. Они должны располагаться между двумя электродами. После сдавливания к контактным элементам подается импульс путем нажатия пусковой кнопки.
- Когда электрическое воздействие на заготовку прекратится, электроды могут быть раздвинуты. Готовая деталь вынимается. Если есть необходимость, то она устанавливается в иной точке. На величину промежутка непосредственное влияние оказывает толщина привариваемого элемента.
Применение готовых аппаратов
Работы могут быть проведены с использованием специального оборудования. Такой комплект обычно включает:
- аппарат для создания импульса;
- приспособление для приварки и зажима крепежей;
- обратный кабель, оснащенный двумя фиксаторами;
- цанговый набор;
- инструкцию по применению;
- провода для подключения к электросети.

Заключительная часть
Описываемая технология соединения металлических элементов позволяет не только сваривать стальные изделия. С ее помощью можно без особой сложности стыковать детали, изготовленные из цветных металлов. Однако при выполнении сварочных работ необходимо учитывать все особенности используемых материалов.
Контактная сварка своими руками
У многих домашних мастеров возникают проблемы с проведением сварочных работ. Основной причиной является отсутствие практических навыков работы со сваркой, а также отсутствие сварочного аппарата. Наилучшим выходом из положения может стать контактная сварка своими руками, которую вполне возможно изготовить и освоить самостоятельно, без каких-либо особых теоретических знаний и навыков. С помощью контактной сварки можно соединять между собой стальные трубы, медные и алюминиевые провода, а также другие элементы и конструкции.
Самодельная точечная контактная сварка
Прежде чем приступать к непосредственному изготовлению аппарата, необходимо заранее уточнить, как можно самому сконструировать и собрать контактную сварку.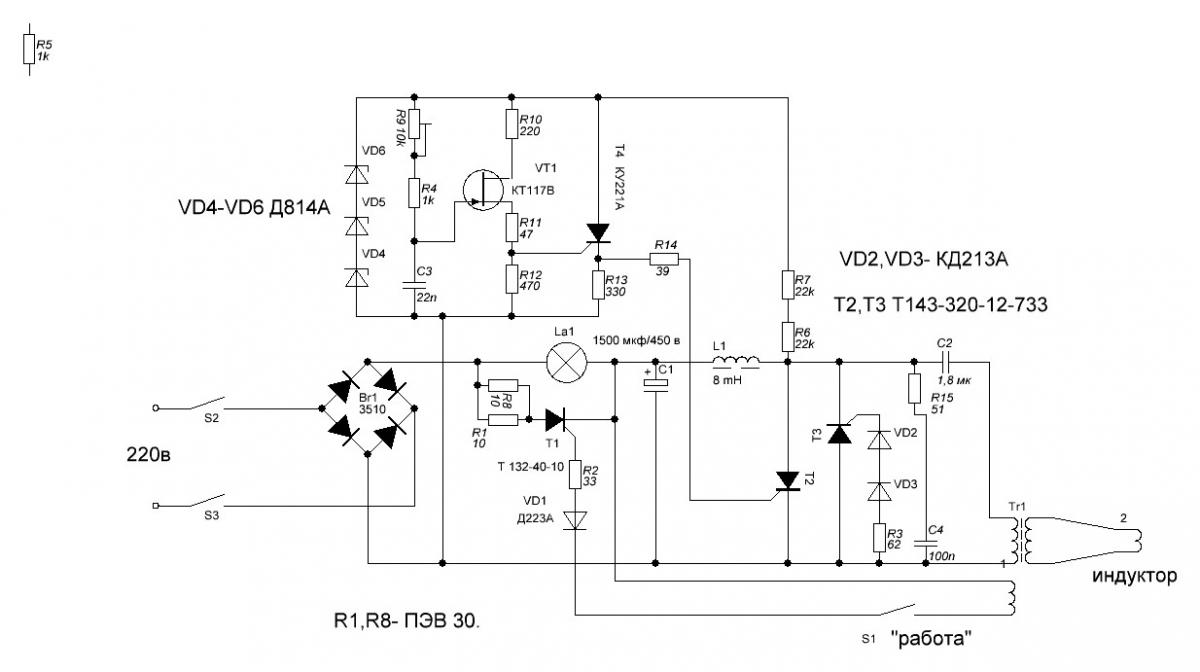 Такая сварка может применяться не только в домашних условиях, но и в небольших мастерских.
Такая сварка может применяться не только в домашних условиях, но и в небольших мастерских.
Принцип действия устройства довольно простой. При использовании контактной сварки создаются сварные соединения деталей. Соприкасающиеся элементы в точке касания нагреваются электрическим током, проходящим через них. Одновременно к зоне соединения прикладывается сжимающее усилие. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования. Напряжение в силовой сварочной цепи должно быть низким – от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса – от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.
Соблюдение установленных параметров и технических условий является залогом высокого качества сварных соединений. Наиболее простой конструкцией считается сварочный аппарат с переменным сварочным током, сила которого не регулируется. В основе управления соединением деталей лежит изменяющаяся продолжительность поступающего электрического импульса. Для этой цели можно использовать простейшее реле времени, или вообще обойтись без него, регулируя подачу обычным выключателем.
В основе управления соединением деталей лежит изменяющаяся продолжительность поступающего электрического импульса. Для этой цели можно использовать простейшее реле времени, или вообще обойтись без него, регулируя подачу обычным выключателем.
В целом изготовить самому контактную точечную сварку достаточно легко. Основной узел – трансформатор – можно взять от старой микроволновой печи, телевизора, инвертора и других устройств. У выбранного трансформатора обмотки перематываются под необходимое рабочее напряжение и выходной сварочный ток.
Все виды электрических соединений должны выполняться качественно и обеспечивать хороший контакт. Используемые провода должны иметь сечение, соответствующее протекающему по ним току. Особое внимание следует обратить на силовую часть, расположенную между электродами клещей и трансформатором. В случае плохого контакта в этих местах возможны большие потери энергии, а также возникновение неисправностей, вплоть до искрения.
Аппарат контактной сварки своими руками
Большинство сварочных операций, выполняемых в домашних условиях, предполагают работу с листовым металлом, толщиной не более 1 мм..gif.05114be580c2cdf03833a2c599495165.gif) Диаметр прутков и проволоки не превышает 4 мм. Поэтому контактная сварка своими руками, схема которой будет рассмотрена ниже, должна быть рассчитана именно на эти параметры. Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока – до 1500 ампер.
Диаметр прутков и проволоки не превышает 4 мм. Поэтому контактная сварка своими руками, схема которой будет рассмотрена ниже, должна быть рассчитана именно на эти параметры. Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока – до 1500 ампер.
На принципиальной электрической схеме представлены основные части устройства. В состав аппарата входит силовая часть, цепь управления и автоматический выключатель (АВ1), с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
Все элементы схемы представлены на рисунке 1. Сюда же входит сварочный трансформатор Т2 включенный в цепь с бесконтактным тиристорным однофазным пускателем МТТ4К. С помощью этого пускателя первичная обмотка трансформатора подключается к питающей цепи.
Схема обмоток сварки с указанием количества витков отображается на рисунке 2.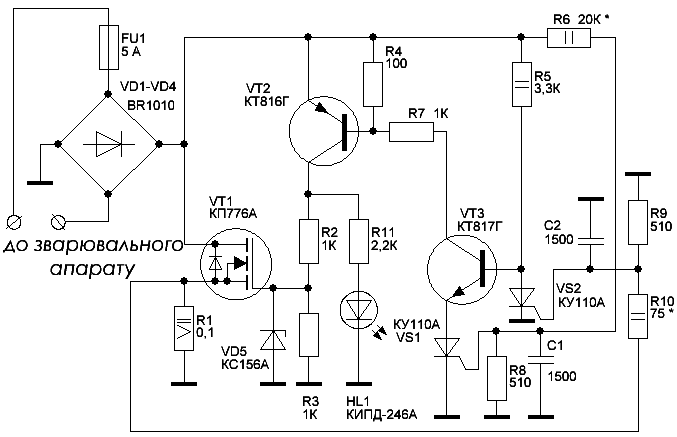 В первичной обмотке имеется шесть выводов, которые можно переключать и регулировать выходной сварочный ток во вторичной обмотке ступенчатым способом. Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них.
В первичной обмотке имеется шесть выводов, которые можно переключать и регулировать выходной сварочный ток во вторичной обмотке ступенчатым способом. Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них.
Пускатель МТТ4К изображен отдельно на рисунке 3. Данный модуль выполнен в виде тиристорного ключа. Когда его контакты № 4 и 5 замыкаются, происходит коммутация нагрузки через контакты № 1 и 3, включаемые в разрыв цепи первичной обмотки трансформатора Т2. Максимальная нагрузка пускателя, на которую он рассчитан, составляет 800 вольт, а сила тока – до 80 ампер.
В состав схемы управления входит блок питания, сама цепь управления и реле К1. Для блока питания может применяться любой трансформатор с мощностью не выше 20 ватт. Он работает от сети 220В и выдает на вторичной обмотке значение напряжения от 20 до 25В. Функцию выпрямителя выполняет диодный мост, например, КЦ402 или другой элемент с такими же параметрами. Для создания выпрямителя можно использовать и отдельные диоды.
Для создания выпрямителя можно использовать и отдельные диоды.
С помощью реле К1 выполняется замыкание контактов № 4 и 5 в ключе МТТ4К во время подачи напряжения от управляющей цепи на обмотку его катушки. Поскольку коммутируемый ток, протекающий через контакты ключа № 4 и 5, довольно слабый, не более 100 мА, то вместо реле К1 можно воспользоваться любым слаботочным реле, которое срабатывает при напряжении 15-20В.
Устройство и работа цепи управления
В сварочном аппарате цепь управления служит своеобразным реле времени. При включении К1 на заданный временной промежуток, задается, таким образом, время, в течение которого электрический импульс будет воздействовать на свариваемые детали. В состав цепи управления входят электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт, переключатели П2К с независимой фиксацией, а также кнопки КН1 и два резистора R1 и R2.
Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ. Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый. Когда включается автоматический выключатель АВ1 начинается зарядка конденсаторов, подключенных через П2К к блоку питания и цепи управления. С помощью резистора R1 выполняется ограничение начального зарядного тока, в связи с чем срок эксплуатации емкостей существенно увеличивается.
Зарядный ток в этот момент протекает через нормально-замкнутый контакт кнопки КН1. После нажатия на эту кнопку, происходит размыкание нормально-замкнутой контактной группы, после чего цепь управления отключается от блока питания. Далее замыкается нормально-разомкнутая контактная группа, в результате чего заряженные емкости подключаются к реле К1. В этот момент происходит разрядка конденсаторов и под действием тока срабатывает подключенное реле.
Поскольку нормально-замкнутые контакты находятся в разомкнутом состоянии, реле не может быть запитано напрямую от блока питания. От времени разряда конденсаторов зависит продолжительность замкнутого состояния контактов 4 и 5 в ключе МТТ4К и, соответственно, продолжительность сварочного импульса. После полной разрядки конденсаторов реле К1 отключается, и сварочный процесс прекращается. Для подготовки сварки к следующему циклу, кнопку КН1 нужно отпустить. Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
Трансформатор для контактной сварки своими руками
Основной силовой частью контактной сварки является трансформатор. За основу берется готовое трансформаторное устройство, используемое в различных приборах и оборудовании и рассчитанное на 2,5 А. Старая обмотка удаляется, а на торцах магнитопровода устанавливаются кольца, материалом для которых служит тонкий электрокартон.
Готовые кольца подгибаются по границам внутренней и внешней кромки, после чего поверх колец магнитопровод обматывается лакотканью в три слоя и более. Первичная обмотка изготавливается из проводов, диаметром 1,5 мм. Лучше всего использовать провода с тканевой изоляцией, чтобы обмотка более качественно пропиталась лаком. Для вторичной обмотки потребуется многожильный провод диаметром 20 мм в кремнийорганической изоляции.
Количество витков рассчитывается в зависимости от запланированной мощности сварочного аппарата. Первичная обмотка делается с промежуточными выводами, а после наматывания пропитывается лаком. Поверх нее наматывается один слой хлопчатобумажной ленты, который также пропитывается лаком. После этого сверху укладывается вторичная обмотка, для пропитки которой также потребуется лак.
Изготовление и установка клещей
В большинстве случаев ручная контактная сварка оснащается специальными клещами. Они могут монтироваться стационарно, непосредственно в корпус устройства или делаться выносными, аналогично конструкции ножниц. Первый вариант обеспечивает более надежную изоляцию, хороший контакт во всей цепи, от трансформатора до самих электродов. Стационарные клещи изготавливаются и подключаются к аппарату значительно проще, чем выносные.
Однако без увеличения длины подвижного рычага прижимное усилие будет незначительным. Длинные ручки существенно легче сделать на выносной конструкции. Кроме того, выносные клещи более удобные, поскольку ими можно работать на определенном расстоянии от сварки. Усилие таких клещей развивается в соответствии с длиной ручек. Особое внимание следует обратить на качество изоляции в точке подвижного соединения. Обычно для этих целей используются текстолитовые втулки и шайбы.
При изготовлении клещей необходимо заранее рассчитать вылет их электродов. Этот вылет является расстоянием от корпуса аппарата или точки подвижного соединения до электродов. От него полностью зависит основная техническая характеристика, которой будет обладать самодельная контактная сварка: максимальное расстояние от кромки металлического листа до места сваривания. Для изготовления электродов клещей используется медь в прутках или бериллиевая бронза. Многие мастера пользуются жалами от мощных паяльников. Так или иначе, диаметр электродов не должен быть меньше чем у проводов, подводящим ток.
Simple DIY Dual Pulse Spot Welder with Arduino Controller and Screen (на основе микроволнового трансформатора): 7 шагов
Поскольку я построил его, используя только базовые принципы других сборок, я тестировал все на жизнеспособность по ходу. Я призываю вас сделать то же самое, поскольку это может сэкономить ваше время и деньги, если что-то не сработает по какой-либо причине. Во-первых, приведем нашу электронику в порядок. Это был мой приоритет №1 в этой сборке. Мне нужен был простой интерфейс для определения ширины импульса без использования шкалы.Если это не так важно для вас, вы можете отключить всю электронику и просто подключить переключатель мгновенного действия между линией переменного тока и трансформатором. Минимум лучше, но только до тех пор, пока сохраняется желаемая функциональность.
Если у вас есть макетная плата, это будет совсем несложно. Если нет, то некоторые перфокарты (пустые платы со всеми отверстиями) будут работать, но ошибки будет сложнее исправить.
Первый шаг, который я рекомендую, — это ЖК-экран. Я использовал ЖК-дисплей на базе I2C. Это сокращает количество необходимых проводов, но это не самый дешевый или единственный вариант.Однако для этого требуется немного больше настроек с программным обеспечением и Arduino IDE. Вот веб-сайт, который научил меня всему, что я знаю об этом ЖК-дисплее и его правильном использовании:
http://arduino-info.wikispaces.com/LCD-Blue-I2C
Вам необходимо установить «NewliquidCrystal_1.3.4. zip «, если вы используете ЖК-дисплей I2C (см. ссылку выше). В противном случае встроенная библиотека LiquidCrystal подойдет для ЖК-дисплея с параллельной связью. Инструкции для этого шага приведены по ссылке выше.Самая важная информация заключается в том, что Arduino A4 подключается к выводу LCD SDA, а Arudino A5 идет к выводу LCD SCL. Во время сборки сварочного аппарата у меня сначала возникли небольшие проблемы с тем, чтобы заставить экран работать, но решение было очень неожиданным. Не пытайтесь подключить ЖК-дисплей к шине RAW 5V напрямую. Это не сработает с моим экраном. Нажмите на выходной контакт 5v Arduino. Также не забудьте выбрать правильный Arduino и порт в IDE. Я создал прототип на Uno, но встроил Nano, и это вызывало небольшие проблемы, пока я не осознал свою ошибку.Эти вещи можно легко упустить из виду, но их трудно понять. Я потратил около 2 часов на устранение неполадок, прежде чем попытался заменить источник питания 5 В на вывод 5 В на выходе Arduino. Это было очень неприятно, особенно, когда ответ казался таким нелепым.
Теперь загрузите прикрепленный скетч Arduino с именем spot_welder.ino. Опять же, если вы используете I2C, вам необходимо обновить свою библиотеку, в противном случае вам нужно будет изменить объявления связи на ЖК-дисплее в верхней части файла. Если для вас это слишком много, убедитесь, что вы приобрели ЖК-дисплей I2C.
Теперь подключим кнопки. Если вы не уверены в подключении кнопок к Arduino, вам необходимо подключить резистор 10 кОм, чтобы Arduino правильно их распознал. Кнопка меню подключается к D4 на Arduino, а кнопка сварки подключается к D2 . Вот дополнительная информация о том, как правильно подключать кнопки: https://www.arduino.cc/en/Tutorial/Button
Теперь о SSR (твердотельное реле). D3 на Arduino должен подключаться к положительной клемме постоянного тока на реле, а отрицательная клемма постоянного тока должна подключаться к земле.Пока не подключайте ничего к стороне переменного тока, мы просто тестируем. Светодиод на реле загорится, когда оно активировано. ПРИМЕЧАНИЕ : Я имею в виду сконструированное реле, которое включает компоненты защиты цепи. Если вы просто купите релейный чип, вам придется построить остальную часть схемы защиты, иначе трансформатор может потенциально разрушить ваш Arduino или хотя бы один вывод, к которому он подключен. Используйте предварительно сконструированную схему переключателя в корпусе с маленьким светодиодом и винтами.Проверьте Amazon. Вам не нужен радиатор, поскольку трансформатор редко включается по сравнению с количеством времени, в течение которого Arduino остается включенным. У него должно быть мало времени, чтобы он нагрелся, и достаточно времени, чтобы он остыл. В любом случае, есть встроенная температурная защита, которая поможет ограничить тепловыделение в любом из компонентов. Если вы приверженец, делайте свое дело.
Наконец, прикрепите термистор. Термистор подключается к A0 на Arduino. Чтобы правильно установить термистор, перейдите на эту страницу: http: // Playground.arduino.cc/ComponentLib/Thermistor2 … Вам нужно сделать делитель напряжения из резистора 10 кОм и термистора 10 кОм. Это означает, что вы подключаете одну сторону резистора к земле, одну сторону термистора к + 5 В, а остальные ножки резистора и термистора встречаются посередине, и там, где они встречаются, вы проводите провод к Arduino. При изменении температуры термистора изменяется его сопротивление. Поскольку резистор имеет одинаковое сопротивление, напряжение должно быть постоянным в зависимости от температуры.Этот код уже есть в скетче. Если вы правильно подключите эту часть, вы увидите температуру в градусах Цельсия, как только включите Arduino.
Так как это этап создания прототипа, а инструкции о том, что к чему подключать, также находятся на этапе сборки электроники, я просто включу сюда распиновку. Я потратил некоторое время, пытаясь получить красивую диаграмму, но мне это не понравилось. Я попробую еще раз и отправлю, если сделаю. =) После создания этой штуки и написания всего этого практического руководства борьба с фритзингом — последнее, что я хочу делать прямо сейчас.Глядя на изображения выше и имея макет, я уверен, вы сможете в этом разобраться. Если нет, пропустите. Это не ТАК важно.
Распиновка:
- A0 — Разделенное напряжение термистора
- A4 — ЖК-дисплей SDA
- A5 — ЖК-дисплей SCL
- D2 — Кнопка сварки
- D3 — Отрицательная (-) клемма SSR
- D4 — Кнопка меню
- 5 В — ЖК-шина питания 5 В, термистор, кнопки, положительный (+) вывод SSR
- VIN — ТОЛЬКО положительный вывод адаптера AC-5VDC
- GND — Отрицательный выход адаптера AC-5VDC И все остальные соединения заземления
Я думаю, что это для прототипирование.Если я вижу, что чего-то не хватает или вы думаете, что я что-то упустил, сообщите мне, и я обновлю его как можно скорее. Это должно дать вам возможность управлять меню, отображать температуру в помещении и имитировать сварку.
ИМПУЛЬСНАЯ ДУГОВАЯ СВАРКА: СТРАНИЦА 1: ИМПУЛЬСНАЯ ДУГОВАЯ СВАРКА
Я также разработал электронную плату с двумя схемами управления реле с широтно-импульсной модуляцией для управления двумя соленоидами. На этой плате есть микропроцессор, который определяет, когда электрод касается обрабатываемой детали, чтобы активировать аргоновый соленоид и отвести электрод назад.Я слышу, как все спрашивают, зачем нужна схема драйвера реле и зачем вам нужен процессор для питания этих соленоидов? Почему ты не можешь просто сделать это с помощью переключателя?
Схема драйвера широтно-импульсного реле предназначена только для ограничения тока, а также для экономии денег на больших радиаторах и компонентах, которые нагреваются и выгорают и т. Д. Эта схема отлично работает и обязательно будет использоваться в окончательной конструкции. Лучшее объяснение того, как работает схема, можно найти в моем другом блоге ЗДЕСЬ и ЗДЕСЬ
Однако соленоид очень медленный.Мы говорим «ИМПУЛЬСНАЯ ДУГА», а под импульсом я подразумеваю: включение электромагнита, ожидание накопления магнитной силы, отведение электрода от детали, запуск импульса, создание дуги и зажигание плазменного пламени, все в пределах от 0,1 тысячи секунды (MIN) до 40 тысяч секунд (MAX).
Очевидно, что переключатель здесь не сработает, нам нужен быстрый процессор, который будет вычислять сопротивление между электродом и заготовкой, когда она удаляется, а затем подает импульс в нужный момент, иначе электрод сгорит до деталь, загрязняя и разрушая сварной шов.
Вот прототип платы драйвера микропроцессорного реле (схема выше), которую я буду использовать для подачи питания на газообразный аргон и соленоид электрода. Процессор вычислит точный момент срабатывания МОП-транзисторов, которые воспламенит контролируемое плазменное пламя. Я включил мигающий светодиод (светодиод 3), чтобы указать, работает ли процессор, для устранения неполадок.
Последние две недели я потратил на сборку небольшой платы mosfet для зажигания самого большого из семи конденсаторов. Я также заменил некоторые из компонентов на плате выше для новых напряжений, которые будет использовать этот сварщик, и заказал конденсатор из Китая, который НЕ СЮРПРИЗ на 35% меньше заявленного. Я заметил, что один из читателей этого блога уже сказал, что надеется, что этот проект не займет столько же времени, как мой проект разряда конденсатора. Думаю, он имел в виду хорошее и пытался сказать, что действительно заинтересован в этом проекте и очень спешит начать им пользоваться.
Проектирование и создание чего-то подобного требует много времени и денег. Я работаю над бюджетом и стараюсь выделить время для этого проекта между работой и семьей, поэтому проявите терпение.
Я работал над ПО в эти выходные и
Процессор выполняет вычисления, пока электрод перемещается, и выдает очень повторяемый и точный импульс 5 В (желтый график 1 вольт / блок по вертикали) примерно с 14 мкс, прежде чем электрод полностью отсоединится от заготовки. Этот импульс зажигает плазменное пламя и настраивается программно.
Любое пожертвование ускорит этот проект и будет очень признательно, спасибо.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ ………….
T. J. Оборудование, материалы и услуги для сварки сопротивлением снегу
THE FINE PRINT: T. J. Snow не несет ответственности за то, что вы следуете этим указаниям. Вы делаете это на свой страх и риск и рискуете повредить свое оборудование. Если что-то пойдет не так, вы не сможете привлечь нас к ответственности. Если вы не можете принять эти ограничения, не продолжайте эти тесты.
- Убедитесь, что питание сварочного аппарата отключено и питание отключено в соответствии с утвержденными заводом процедурами блокировки и маркировки.
- Отсоедините провода линии от трансформатора или переключателей ответвлений к системе управления.
- Если к трансформатору подключен переключатель ответвлений, убедитесь, что он находится на ответвлении, а не в положении «выключено».
- Подключите омметр к проводам, которые вы отсоединили от блока управления. Вы должны прочитать нулевое сопротивление или «непрерывность» через первичную обмотку трансформатора.
- Затем подключите омметр между любым линейным проводом и вторичной обмоткой трансформатора. Вы должны прочитать бесконечное сопротивление или «без непрерывности».
- Теперь подключите омметр между линейным проводом и землей (или рамой) трансформатора. Вы должны прочитать бесконечное сопротивление или «без непрерывности».
- Установите все переключатели в крайнее положение.
- Убедитесь, что концы сварных швов или вторичная обмотка трансформатора представляют собой разомкнутую, а не замкнутую цепь.Это можно сделать, поместив между наконечниками кусок жесткой изоляции или старую кредитную карту.
- Подключите шнур 110 В переменного тока с предохранителем к двум линейным проводам. Примечание. Если обмотки трансформатора неисправны, вы, вероятно, перегорите предохранитель в шнуре 110 В.
- Проверьте вторичное выходное напряжение трансформатора с помощью вольтметра. Это измерение следует производить прямо на трансформаторе, а не на наконечниках. Плохие соединения во вторичном контуре могут вызвать большее падение напряжения на них.Также убедитесь, что вторичный контур все еще открыт (вверху), иначе трансформатор будет под нагрузкой.
- Если ваш сварочный аппарат питается от сети 220 В переменного тока, вы должны прочитать примерно ½ номинального максимального вторичного напряжения.
- Если ваш сварочный аппарат имеет источник питания 440 В переменного тока, вам следует прочитать примерно ¼ от максимального номинального вторичного напряжения.
- Если значение напряжения близко, ваш трансформатор, вероятно, исправен.
- Если у вас есть амперметр клещевого типа, вы можете проверить первичный ток, потребляемый на линии 110 В.Для большинства трансформаторов он должен составлять не более 1-2 ампер.
Если у вас есть какие-либо вопросы, звоните специалистам по трансформаторам Т. Дж. Сноу по телефону (423) 894-6234.
Устранение брызг — производительность сварки
При сварке MIG наиболее вероятно разбрызгивание. В результате возникают такие проблемы, как прилипание брызг к заготовкам и оборудованию, необходимая очистка, травмы рабочих и отходы материала. Ситуацию усугубляют брызги, которые в конечном итоге накапливаются на сварочном сопле и контактном наконечнике, вызывая необходимость их замены.
Брызги — это признак сварки MIG, но существует множество вариантов и технологий для уменьшения или даже устранения этого явления.
УстановитьНа базовом уровне разбрызгивание может быть вызвано неправильными настройками сварки, а именно слишком низким напряжением или слишком высокой силой тока. При сварке MIG сила тока определяется скоростью подачи проволоки. Чтобы уменьшить разбрызгивание, оператор может снизить силу тока, уменьшив скорость подачи проволоки или увеличив напряжение.
Но не все так просто.
«Если бы каждый сварщик понимал правила, это было бы так же просто, как уменьшение силы тока и повышение напряжения», — говорит Мэтт Олбрайт, старший менеджер по продукции Lincoln Electric Co. «Если X произойдет, измените Y. Но все комбинации Параметры сварки — диаметр проволоки, газовая смесь, материал — требуют различных настроек скорости подачи проволоки, что влияет на силу тока и напряжение ».
Чтобы решить действительно сложный процесс достижения правильных настроек, производители сварочного оборудования со временем разработали различные способы упрощения настройки сварочного оборудования.Важным достижением стала разработка инверторных источников питания с множеством форм сигналов, избавляющих оператора от необходимости принимать большинство решений по сварке.
«Если вы просто перейдете на инверторное оборудование, ваша сварка станет лучше», — говорит Олбрайт. «Основываясь на сочетании всех ваших переменных, машина будет вести себя таким образом, чтобы оптимизировать перенос капель».
На пульсеДалее, говорит Олбрайт, может иметь смысл перейти от переноса короткой дуги CV или струйной дуги на импульсную форму волны.«Теперь машина фактически контролирует, когда и как быстро отходят капли, что приводит к стабильности и меньшему разбрызгиванию. Мы можем точно настроить комбинацию переменных ».
Из трех режимов переноса металла режим короткой дуги и шаровидный режим вызывают большое количество брызг. Небольшое разбрызгивание связано с переносом распылением. «При распылении практически нет брызг, независимо от традиционных CV или передовых инверторных технологий», — говорит Олбрайт.
Сварка короткой дугой работает при низком напряжении.Расплавленный металл переходит от проволоки в сварочную ванну только при контакте между ними или при каждом коротком замыкании. При глобулярном переносе металл перемещается по дуге большими каплями, которые падают в сварочную ванну. При струйном переносе металл падает с проволоки очень маленькими каплями, что обеспечивает хорошую стабильность дуги.
Импульсная сварка MIG помогает устранить проблемы непостоянной подачи, связанные с этими режимами. Импульсный — это бесконтактный метод передачи между проволокой и сварочной ванной.Это означает, что провод никогда не касается бассейна.
Это процесс без разбрызгивания, который производит меньшее тепловложение, чем режимы распыления или шарового переноса. Во время процесса ток достигает пика, когда образуется капля. Затем, в фазе фонового тока, ток снижается, чтобы уменьшить общее тепловложение. Процесс обеспечивает равномерную подачу капель одинакового размера в сварочную ванну.
Формы сигналов улучшились с введением инверторных источников питания.Инженеры-сварщики теперь могут точно контролировать переменные, влияющие на процесс сварки, такие как скорость разгона, пиковое время, спад и спад. Современные инверторы Lincoln, такие как Power Wave, имеют десятки запатентованных форм волны.
Оператор удаляет брызги металла на сварном шве.«Есть от 30 до 50 переменных, которые наши инженеры настраивают, чтобы заставить капли переходить так, как они хотят», — говорит Олбрайт. «У нас есть формы волны, которые очень специфичны для клиентов, таких как автомобилестроение, тяжелые условия эксплуатации и сварка труб.Это действительно начинает проникать в науку о сварке ».
Однако он подчеркивает тот факт, что не каждому магазину нужен высокопроизводительный инвертор.
«Сварка требует особого внимания», — поясняет он. «Мы производим инверторы, которые работают так же, как 20 лет назад. Некоторым клиентам это нравится, и именно так устроен их магазин. Они нашли успешный способ работать с более простым оборудованием ».
Предпочтения не всегда основываются на многолетнем опыте сварочного цеха.Они также могут зависеть от того, в какой части страны находится магазин, и от школ, из которых приходят их операторы.
«Иногда переход от простой машины к очень продвинутой — не лучший подход», — говорит Олбрайт. «Чтобы добраться туда, нужно сделать пару шагов».
Необходимо знатьК другим факторам, влияющим на контроль разбрызгивания, относится рабочий угол. Если у оператора неправильный подход: слишком крутой или слишком низкий или он должен тянуть, когда толкает, это может привести к нестабильности.
«Наши машины могут видеть происходящее и компенсировать действия оператора», — говорит Олбрайт. «Станок хорош настолько, насколько хорош его программирование. Он не может приспособиться ко всему, но наши машины, безусловно, адаптируются и пытаются компенсировать обычные человеческие недостатки ».
Таким образом, хотя инверторная технология, безусловно, помогает улучшить оператора, необходимы фундаментальные навыки сварки.
«Отрасль всегда будет нуждаться в людях, которые знают, что делают», — говорит Олбрайт.«Они должны понимать, как настроить станок и как разместить сварной шов в стыке, чему они учатся на занятиях и во время обучения. Оборудование помогает в обучении, упрощении настройки и стандартизации от рабочего центра к рабочему центру ».
Загрязнения поверхности, такие как ржавчина, масло и краска, также влияют на контроль разбрызгивания. Хотя они не устраняют и не предотвращают разбрызгивание, можно использовать продукты, предотвращающие разбрызгивание, которые предотвращают прилипание брызг к заготовке. Однако чрезмерное количество может вызвать другие проблемы, такие как пористость.
Защитный газ также может способствовать разбрызгиванию. Вместо чистого CO 2 большинство людей используют комбинацию от 75 до 95 процентов аргона и от 5 до 25 процентов CO 2 для уменьшения разбрызгивания. По словам Олбрайт, Lincoln настраивает все формы волны примерно на 90/10, потому что это обеспечивает наиболее стабильные результаты. Помимо защитного газа, он продолжает, что качество сварочной проволоки также является важным фактором в борьбе с разбрызгиванием.
Оператор добивается равномерной сварки без брызг с помощью импульсной сварки MIG.«Не все провода одинаковы», — говорит Олбрайт. «Если у вас есть проволока с площадью поверхности, которая изменяется по всей катушке, при определенных скоростях подачи проволоки она создает разную силу тока по мере того, как проволока растет и сжимается в диаметре, что вызывает нестабильность».
При производстве проволоки, а затем ее вытягивании и намотке определенным образом используются самые разные химические методы. Это необходимо для того, чтобы проволока стабильно сходила с катушки.
«В Lincoln мы постоянно демонстрируем ценность нашей проволоки, даже несмотря на то, что она имеет повышенную цену», — говорит Олбрайт.«Мы снова и снова говорим клиентам, что вы можете использовать наши необычные машины и формы сигналов, но если вы используете некачественный провод, вы не получите тех результатов, которые мы вам продемонстрировали. Это всегда комбинация машины, настройки машины и проволоки «.
Сохранить и потратитьОлбрайт отмечает, что покупателям сложнее всего понять, что для того, чтобы зарабатывать деньги, они должны их тратить. Spatter — хороший тому пример.
«Брызги попадают на всю деталь и цех», — говорит он.«Эти детали необходимо очистить, что означает вложения в инструменты и расходные материалы, такие как шлифовальные машины и диски. Разбрызгивание может также потребовать инвестиций в дополнительные средства индивидуальной защиты для защиты операторов. Контактные наконечники быстрее изнашиваются, а сопла заполняются быстрее. При роботизированной сварке брызги могут попасть на кабели и прожечь в них дыры ».
Чтобы пояснить свою точку зрения, Олбрайт ссылается на принцип Парето (также известный как правило 80/20), который гласит, что для многих событий примерно 80 процентов последствий происходят от 20 процентов причин.
«В целом большинство сварщиков согласны с тем, что стоимость расходных материалов составляет менее 15 процентов от общей стоимости сварки», — говорит он. «Итак, если 80 процентов ваших проблем являются результатом даже 15 процентов, даже если вы увеличите стоимость этих 15 процентов на 50 процентов, это не так уж и много для значительного сокращения затрат на эти 80 процентов».
С другой стороны, решение сэкономить 5 процентов на 15 процентах добавляет 10 процентов к 80 процентам.
«Мы годами пытались изменить этот мыслительный процесс», — заключает Олбрайт.«Последовательный разговор, который мы ведем с нашими клиентами, всегда направлен на то, чтобы убедить их тратить больше и доказать им, что, тратя больше, они сэкономят больше».
Линкольн Электрик Ко.
Лучшая цена на точечную сварку своими руками — Отличные предложения на точечную сварку своими руками от мировых продавцов точечной сварки своими руками
Отличные новости !!! Вы попали в нужное место для точечной сварки своими руками. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress.У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший сварочный аппарат для точечной сварки своими руками вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели своего сварочного аппарата на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не знаете, как сделать точечную сварку своими руками и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести diy spot welder по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Оставаться на земле
Заземление означает гораздо больше, чем наказание подростка путем ограничения его привилегий. При сварке заземление имеет решающее значение для безопасности дуговой сварки.
Различные нормы и стандарты документируют заземление электрических цепей как меры безопасности.Типовая установка для дуговой сварки может состоять из нескольких электрических цепей. Применение и соблюдение надлежащих методов заземления в зоне сварки важно для обеспечения электробезопасности на рабочем месте. Сопутствующие процессы, такие как плазменная резка, также выигрывают от надлежащего заземления.
Заземление сварочного аппарата
Сварочные аппараты, в которых используется гибкий шнур и вилка или постоянно подключены к системе электроснабжения, имеют заземляющий провод. Заземляющий провод соединяет металлический корпус сварочного аппарата с землей.Если бы вы могли проследить заземляющий провод обратно через систему распределения электроэнергии, вы бы увидели, что он подключен к земле, обычно через металлический стержень, вбитый в землю.
Подключение корпуса оборудования к земле гарантирует, что металлический корпус машины и земля имеют одинаковый потенциал. Когда они имеют одинаковый потенциал, вы не получите удара электрическим током, если коснетесь этих двух точек. Заземление корпуса также ограничивает напряжение на корпусе в случае нарушения изоляции оборудования.
Токоведущая способность заземляющего провода согласована с устройством максимального тока системы электроснабжения. Такая координация позволяет заземляющему проводнику оставаться неповрежденным даже при возникновении электрического повреждения сварочного аппарата.
Некоторые сварочные аппараты имеют конструкцию с двойной изоляцией; они не требуют подключения заземляющего провода. Вместо этого они полагаются на дополнительную изоляцию, чтобы защитить вас от ударов. Если двойная изоляция присутствует, она обозначается символом «прямоугольник в прямоугольнике» на паспортной табличке.
Для небольших сварочных аппаратов, которые используют вилку на конце шнура питания, подключение заземляющего провода выполняется автоматически, когда сварочный аппарат подключается к розетке. Штырь заземления вилки обеспечивает соединение внутри розетки. Не рекомендуется использовать адаптер, который эффективно устраняет соединение заземляющего контакта на вилке. Также рекомендуется не отрезать и не вынимать заземляющий штифт из вилки. Без подключения все преимущества безопасности заземляющего проводника теряются.
| Рисунок 1 Тестеры цепей розеток позволяют проверить наличие цепи заземления в розетке. |
Периодически следует проверять цепь розетки, чтобы проверить целостность заземляющего проводника. Вы можете купить тестеры розеточных цепей для цепей на 120 В в электроснабжении или хозяйственных магазинах; они недороги и подключаются к розетке (см. , рис. 1, ).Световые индикаторы показывают наличие цепи заземления в розетке, а также другие проверки цепи. Если тестовое устройство показывает, что у вас отсутствует заземление или возникла проблема с цепью, обратитесь за помощью к квалифицированному электрику. Аналогичным образом, проконсультируйтесь с квалифицированным электриком для проверки цепей с напряжением более 120 В.
Заземление детали
Сварочная цепь состоит из всего проводящего материала, через который должен проходить сварочный ток (см. Рисунок 2 ).Сварочный ток протекает через клеммы сварочного аппарата, сварочные кабели, соединение детали, пистолет, горелку, электрододержатель и деталь. Сварочная цепь не заземлена внутри сварочного аппарата, а изолирована от земли.
| Рисунок 2 Сварочный контур, проходящий через сварочный аппарат, рабочий кабель и сварочную дугу, изолирован от земли в сварочном аппарате. |
Согласно Американскому национальному институту стандартов (ANSI) Z49.1, «Безопасность при сварке, резке и связанных с ними процессах», заготовка или металлический стол, на который она опирается, должны быть заземлены. Заготовку или рабочий стол необходимо подключить к подходящему заземлению, например к металлическому каркасу здания. Заземление должно быть независимым от соединения сварочной цепи или отдельно от него.
Заземление заготовки имеет те же преимущества, что и заземление корпуса сварочного аппарата. Когда деталь заземлена, она имеет такой же потенциал, как и другие заземленные объекты в этой области.В случае нарушения изоляции сварочного аппарата или другого оборудования напряжение между заготовкой и землей будет ограничено. Обратите внимание, что можно получить незаземленную деталь, но для этого требуется разрешение квалифицированного специалиста.
Соединение детали не является зажимом заземления. Заготовка присоединяется к сварочному кабелю, как правило, с помощью подпружиненного зажима или винтового зажима.
К сожалению, многие сварщики называют соединение детали «зажимом заземления», а провод детали — «проводом заземления».«Сварочный кабель не обеспечивает заземления к изделию. Заземление осуществляется отдельно от соединения с заготовкой (см. , рисунок 3 ).
| Рисунок 3 Рабочий кабель не подключите заземление к изделию. Вместо этого оно служит только для замыкания сварочной цепи. |
Высокочастотное заземление
В некоторых сварочных аппаратах используются цепи запуска и стабилизации, содержащие высокочастотное напряжение.Это обычное явление для аппаратов газовой сварки вольфрамовым электродом (GTAW). Высокочастотное напряжение может иметь частотные составляющие в мегагерцовом диапазоне. Напротив, сварочное напряжение может составлять всего 60 Гц.
Высокочастотные сигналы обычно исходят за пределы области сварки. Эти сигналы могут создавать помехи ближайшему радио и телевизионному приему или другому электрическому оборудованию. Один из способов минимизировать излучение высокочастотного сигнала — заземлить сварочную цепь. Руководство по эксплуатации сварочного аппарата включает конкретные инструкции по заземлению сварочной цепи и компонентов в окружающей среде для минимизации радиационного воздействия.
Заземление переносных и смонтированных на автомобиле сварочных генераторов
Переносные и смонтированные на транспортных средствах генераторы дуговой сварки часто могут обеспечивать вспомогательное питание 120 и 240 В. Эти генераторы используются в удаленных местах вдали от системы распределения электроэнергии. Удобное заземление обычно недоступно для подключения.
Задаваясь вопросом, следует ли заземлять корпус генератора, учтите, что правила заземления зависят от конкретного использования и конструкции вспомогательного генератора энергии.Большинство приложений можно разделить на две категории:
1. Заземлять раму генератора не требуется, если все эти требования соблюдены:
- Генератор устанавливается на грузовик или прицеп.
- Вспомогательная энергия берется из розеток на генераторе с помощью шнура и вилки.
- Розетки имеют заземляющий штифт.
- Рама генератора прикреплена или электрически соединена с рамой грузовика или прицепа.
2.Вы должны заземлить корпус генератора, если выполняется одно из этих условий:
- Генератор подключен к внутренней системе электропроводки; например, если он подает питание в дом во время отключения электроэнергии.
- Вспомогательный источник питания жестко подключается к генератору без использования шнуров и вилок.
Для получения более подробной информации обратитесь к местным электротехническим нормам и правилам ANSI / Национальному агентству противопожарной защиты (NFPA) 70, «Национальный электротехнический кодекс».
Заземление удлинительного шнура
Периодически проверяйте удлинитель на целостность заземления.Удлинители ведут тяжелую жизнь, лежа на земле; они находятся под ногами и подвержены повреждениям. Тестер цепи розетки подтвердит, что все соединения внутри шнура, вилки и розетки исправны.
Опасность поражения электрическим током в контуре сварки
Надлежащее заземление в условиях сварки является хорошей практикой, но оно не исключает возможности поражения электрическим током. Сварочный контур запитывается сварочным напряжением. Вы получите удар током, если станете электрическим путем в сварочной цепи.Примите меры по изоляции от сварочной цепи, надев сухие изоляционные перчатки и другое изоляционное оборудование. Также сохраняйте изоляцию сварочных кабелей, держателей электродов, пистолетов и горелок для обеспечения защиты.
Вы также можете предотвратить поражение электрическим током от системы электроснабжения. Уход за электрооборудованием и удлинителями защитит вас от источников электричества.
Фрэнк Ступчи (Frank Stupczy) — технический менеджер компании Lincoln Electric Co., 22801 St. Clair Ave., Кливленд, Огайо 44117, 216-481-8100, факс 216-486-1751, www.lincolnelectric.com.
ДОМАШНИЙ СТАРТЕР ДЛЯ ДУГИ ОТ Newton Brawn и 3L3 …
A ДОМАШНЕЕ ARC STARTER BY Newton Brawn & 3L3 ВВЕДЕНИЕ В очень простых аппаратах для дуговой сварки на переменном токе (жужжащая коробка) дуга инициируется путем прикосновения стержневого электрода к заготовке и удержания электрода на достаточно маленьком расстоянии для поддержания дуги.Это сложная задача, когда сварочный ток ниже 60А. Любое изменение небольшого расстояния между электродом и изделием может прервать дугу. Однако, если к устройству жужжания добавить дуговой стартер, сварочная задача при малых токах будет намного проще. Пускатель дуги инициирует дугу и обеспечивает регулирование дуги во время операции сварки. При сварке TIG рекомендуется не допускать контакта вольфрамового электрода с изделием, чтобы предотвратить загрязнение электрода. В этом случае устройство зажигания дуги подает высокочастотный импульс на вольфрамовый электрод, позволяя зажигать основную дугу, не касаясь электрода к изделию.Сварщик может легко манипулировать горелкой, поскольку устройство зажигания дуги стабилизирует дугу при небольших изменениях расстояния между электродом горелки и изделием. При сварке алюминия с вольфрамовым электродом под защитой атмосферы аргона очень часто дуга будет иметь поведение, подобное выпрямительному; подавление одного полупериода переменного тока, что влияет на качество сварки. Для зажигания дуги и прерывания работы выпрямителя ВЧ-импульсы подаются пускателем дуги синхронно с основным переменным током.Были изготовлены различные типы устройств зажигания дуги для подачи импульсов для запуска и стабилизации сварочной дуги. Очень известный пример — дуговой стартер HF15 от Miller, который можно установить на большинство сварочных аппаратов. Схема идентична небольшой катушке Тесла. В нем используется трансформатор на 3600 В, питающий конденсатор, который разряжается через искровой промежуток на катушку связи. Катушка связи формирует импульсы и обеспечивает правильную передачу импульсов на электрод или горелку. Несмотря на то, что для зажигания основной дуги необходим только один импульс, на сварочный ток в течение каждого полупериода сварочного тока подается несколько высокочастотных импульсов.Базовая схема HF15 до сих пор используется в качестве основы для стартеров дуги в новых машинах TIG. В 60-е годы дуговые пускатели производились по новой концепции. Несколько твердотельных импульсных схем, использующих транзисторы, SCR, TRIAC или IGBT, были разработаны для выполнения функции зажигания дуги. Это более сложные схемы с компонентами, которые сложно найти. Цель этой статьи — представить простой дуговой стартер, который может быть сконструирован электриком или даже сварщиком с некоторыми электрическими знаниями.Устройство может быть подключено к устройству для жужжалки, сварочному аппарату постоянного тока, сварочному аппарату TIG или устройству плазменной резки. Описанная здесь схема представляет собой соединение двух цепей Тесла. Первая цепь Тесла имеет конденсатор, импульсный трансформатор и тиристор. SCR действует как искровой разрядник, разряжающий конденсатор в первичной обмотке импульсного трансформатора, обеспечивая импульсы в диапазоне 370 ~ 500 В длительностью 0,1 ~ 0,5 миллисекунды. Вторая цепь Тесла имеет высоковольтный конденсатор, воздушный разрядник и катушку связи. Вторичная обмотка импульсного трансформатора заряжает высоковольтный конденсатор напряжением до 10 кВ.Когда высоковольтный конденсатор достигает половины своего конечного напряжения, разрядник срабатывает и разряжает высоковольтный конденсатор через катушку связи.