Принципиальная схема сварочного аппарата конденсаторного типа
Иногда, делая те или иные проекты с применением литиевых аккумуляторов, зрители часто критикуют, что литиевые батарейки нельзя паять. Контактная сварка — вещь нужная и в ходе этого ролика реализуем очередной интересный проект, а точнее соберем сварочный аппарат для контактной сварки конденсаторного типа. Ролик, скорее всего, будет изложен в трех частях. В первой части подробно показан принцип работы электрической схемы, основные параметры и подбор компонентов. Во второй части займемся монтажом и тестом. Ответы на многие вопросы именно в ролике.
На самом деле есть очень много вариантов построения таких аппаратов, но остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка. Трансформатор в нашей схеме все же есть, он только для зарядки конденсаторов. Но есть сварочный аппарат, где емкость конденсаторов разряжается на место сварки не напрямую, а через разделительный трансформатор. Такие аппараты называют трансформаторными. В отличие от обычных аппаратов контактной сварки, в которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки, это особенно хорошо для пайки аккумуляторов.
Такие аппараты называют трансформаторными. В отличие от обычных аппаратов контактной сварки, в которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки, это особенно хорошо для пайки аккумуляторов.
Принцип работы сварочного аппарата
Напряжение сетевого трансформатора выпрямляется двух полупериодным выпрямителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости. Емкости могут отличаться, важно чтобы конденсатры имели одинаковое расчетное напряжение.
Товары для изобретателей Ссылка на магазин.
В момент сварки вся емкость конденсаторов разряжается на определенные точки, куда подключаются токосъемные контакты. В качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе. Моментальный разряд емкости мощных конденсаторов вызыывает огромный скачок тока. Процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременные разряд такой емкости приводит к моментальному плавлению металла под электродами.
Процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременные разряд такой емкости приводит к моментальному плавлению металла под электродами.
Более подробно рассмотрим систему
Напряжение было выбрано в районе 40 вольт. Оно полностью безопасно для человека, хотя все зависит от организма. Для некоторых ощутимо даже 12 вольт, но во всяком случае 40 вольт не смертельно. Поскольку аппарат планировался с питанием от бытовой сети, нужно использовать понижающий трансформатор для зарядки конденсаторов. В представленном случае под рукой оказался трансформатор, который на вторичных обмотках может выдавать около 30 вольт при токе 1,5 А. Как раз отлично подходит для наших целей и после выпрямителя напряжение на конденсатора будет порядка 40 Вольт. из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети. В принципе подойдет любой трансформатор мощностью свыше 50 ватт, который обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсатора.
От тока вторичной обмотки будет зависеть время зарядки конденсатора.
Электроника для самоделок вкитайском магазине.
Ддля ограничения тока заряда конденсаторов использован 10-ватный резистор проволочного типа с сопротивлением 10-15 ом. Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, вследствие чего может сгореть диодный мост. В аппарате предусмотрен тиристорный замыкатель и при нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкости конденсаторов. Иными словами происходит короткое замыкание.
Далее смотрите на видео с 5:32
Для труб из полипропилена есть своя модель аппарата.
Перед началом ролика его автор Ака Касьян рекомендует отличный инструмент для людей, которые занимаются ремонтом цифровой техники. Новый 2016 HDMI микроскоп Andonstar с отличными параметрами и возможностью передачи данных через HDMI порт. Микроскоп получил эксклюзивный пылезащищенный объектив с возможности максимально точной фокусировки Full HD разрешение и отличный процессорного Новотек 96650 и это далеко не все. Микроскоп дополнен мощной подсветкой и отличной металлической стойкой. Имеется слот для карт памяти до 32 гигабайт. Возможна также передача данных по USB. Запись видео в реальном времени и куча всевозможных настроек. Присутствует также русский язык. Одним словом отличный товар, хотя и не из дешевых, но понимающий человек оценит по достоинству. Если денег не жаль, действительно отличный продукт. Очень качественная картинка без шумов. Куплен в этом китайском магазине.
Микроскоп получил эксклюзивный пылезащищенный объектив с возможности максимально точной фокусировки Full HD разрешение и отличный процессорного Новотек 96650 и это далеко не все. Микроскоп дополнен мощной подсветкой и отличной металлической стойкой. Имеется слот для карт памяти до 32 гигабайт. Возможна также передача данных по USB. Запись видео в реальном времени и куча всевозможных настроек. Присутствует также русский язык. Одним словом отличный товар, хотя и не из дешевых, но понимающий человек оценит по достоинству. Если денег не жаль, действительно отличный продукт. Очень качественная картинка без шумов. Куплен в этом китайском магазине.
4.3.5. Конденсаторная сварка
Конденсаторная
сварка — это разновидность точечной
или шовной контактной сварки, при которой
энергия для сварочного нагрева
накапливается в конденсаторе и затем
отдается в сварочную цепь в виде
кратковременного импульса.Принципиальная схема конденсаторной
машины малой мощности показана на рис. 4.31.
4.31.
Т
Рис. 4.31. Электрическая схема конденсаторной машины для контактной сварки
ок из сети через повышающий трансформаторТ1и выпрямительВзаряжает батарею конденсаторовС, а затем переключателемП конденсаторы через понижающий трансформатор Т2разряжаются на электроды или ролики машины.
Импульс сварочного
тока очень короткий — сотые доли
миллисекунды. Выделившееся за время
импульса тепло не успевает отводиться
за счет теплопроводности на значительную
глубину. Поэтому на конденсаторных
машинах целесообразно сваривать только
тонкие материалы (до 1 … 2 мм). На них
легко приваривать тонкий материал к
массивному изделию. Для толщин менее
0,1 мм конденсаторная сварка нередко
незаменима. Кратковременность сварки
сводит к минимуму нагрев изделия, его
деформацию и ширину зоны термического
влияния. Поэтому она применима для
соединения множества материалов —
алюминия, меди, никеля и сплавов на их
основах, сталей, вольфрама, молибдена,
серебра, платины и др.
Относительно длительное накопление энергии в конденсаторах позволяет резко снизить установленную мощность машины. При толщине свариваемого металла до 1 мм установленная мощностьконденсаторной машины в 50 … 1000 раз меньше, чем обычной точечной, и может составлять всего 0,5 … 0,7 кВА. С увеличением толщины разница в мощностях конденсаторной и обычной машин уменьшается, а сварка на обычной контактной машине становится более надежной. Как правило, применение конденсаторной сварки для толщин более 2 мм нерационально.
Электрический режим конденсаторной сварки легко регулировать в широких пределах изменением энергии, амплитуды и длительности импульса. Энергию импульса меняют переключением числа включенных конденсаторов и ступеней сварочного трансформатора,
Процесс конденсаторной
сварки может быть автоматизирован.
Серийные конденсаторные точечные машины
позволяют выполнять 30 … 60 точек/мин.
Поэтому конденсаторная сварка получила
широкое распространение в приборостроении
и электронике, где она заменяет пайку,
вальцовку и другие процессы.
Достоинства конденсаторной сварки следующие:
легкая автоматизация процесса;
минимальный нагрев изделия и как следствие его деформация и ширина зоны термического влияния;
простота регулирования электрического режима;
экономичность.
Недостатком этого типа сварки можно считать ограничение области ее применения только сваркой материалов толщиной до 2 мм.
Холодная сварка.
Это сварка давлением при комнатной
температуре. Наиболее распространены
точечная и стыковая холодная сварка.
Точечной сваркой сваривают внахлестку
листы толщиной 0,2 … 15 мм, сжимая их
круглыми или прямоугольными пуансонами.
Для получения сварной точки пуансон
вдавливают на глубину 0,7 … 0,9 толщины
свариваемых деталей. Таким способом
можно сваривать только пластичные
материалы — алюминий, никель, медь,
технически чистое железо, свинец и
некоторые другие, Давление, необходимое
для сварки, составляет для меди 2000 МПа,
а для отожженного алюминия 300 … 600 МПа.
Стыковую холодную сварку осуществляют непосредственным сдавливанием между собой свариваемых изделий, закрепленных в зажимах. Таким способом можно сваривать медь, алюминий, никель, свинец, а также алюминий с медью, сталью, никелем, свинец с железом и др. Алюминиевые и медные провода сечением 2,5 … 4 мм2можно сваривать ручными клещами. Сечения до 1500 мм2сваривают на специальных стационарных машинах.
Существенно расширяет возможности холодной сварки применение сжатия соединяемых деталей с одновременным смещением их вдоль соединяемых поверхностей. Такие процессы называют сваркой сдвигом
 При
этом получается соединение, равнопрочное
с основным металлом, т. е. разрушающееся
по алюминию. Такой процесс использовали,
в частности, для изготовления алюмо-стальных
трубчатых переходников. Алюминиевый
хвостовик такого переходника приваривали
к алюминиевой трубе в заводских условиях,
а при монтаже алюминиевых труб с
переходниками на концах сваривали сталь
со сталью.
При
этом получается соединение, равнопрочное
с основным металлом, т. е. разрушающееся
по алюминию. Такой процесс использовали,
в частности, для изготовления алюмо-стальных
трубчатых переходников. Алюминиевый
хвостовик такого переходника приваривали
к алюминиевой трубе в заводских условиях,
а при монтаже алюминиевых труб с
переходниками на концах сваривали сталь
со сталью.Достоинствами холодной сварки являются:
малые энергозатраты при выполнении сварного соединения;
высокая производительность, определяемая только быстродействием пресса;
отсутствие нагрева места соединения и вследствие этого неизменность свойств металла;
легко автоматизируется;
хорошее качество сварного шва.
Недостатки:
Диффузионная
сварка. Диффузионная сварка — это
способ сварки давлением в вакууме. Свариваемые детали сжимают, нагревают
в вакууме до температуры, не превышающей
0,7 … 0,8 температуры плавления, и длительно
выдерживают. Длительная выдержка при
нагреве и сжатии способствует протеканию
процессов диффузии в металле и позволяет
получать соединения при небольшой
пластической деформации. В большинстве
случаев деформируются только микровыступы
на соединяемых поверхностях и изменение
размеров узла в целом ничтожно мало.
Диффузионную сварку можно осуществлять
не только в вакууме, но и в защитных
газах — гелии, аргоне, водороде.
Свариваемые детали сжимают, нагревают
в вакууме до температуры, не превышающей
0,7 … 0,8 температуры плавления, и длительно
выдерживают. Длительная выдержка при
нагреве и сжатии способствует протеканию
процессов диффузии в металле и позволяет
получать соединения при небольшой
пластической деформации. В большинстве
случаев деформируются только микровыступы
на соединяемых поверхностях и изменение
размеров узла в целом ничтожно мало.
Диффузионную сварку можно осуществлять
не только в вакууме, но и в защитных
газах — гелии, аргоне, водороде.
Этим способом можно соединять практически любые металлы, а также металлы с полупроводниками и другими неметаллическими материалами (например, медь с сапфиром). Диффузионную сварку широко применяют в электронной промышленности (сварка металлических выводов с полупроводниками, сварка магнитов и др.). Имеется опыт применения ее для изготовления деталей сложной формы в машиностроении.
Достоинства метода:
позволяет соединять практически все металлы как однородном, так и разнородном сочетаниях, а так же металлы с неметаллами;
ничтожно малая деформация вследствие чего линейные размеры изделия практически не изменяются;
возможность получения сварного соединения при относительно низких температурах.


К недостаткам можно отнести тот факт, что процесс реализуется в вакууме или в атмосфере инертных газов, а значит, требует дорогостоящего оборудования (камеры, вакуум-насоса или баллонов с инертным газом), габаритные размеры изделия ограничены размерами камеры, кроме этого способ обладает малой производительностью.
Сварка трением.
Сварка трением — это способ сварки
давлением с нагревом, при котором
свариваемые поверхности нагревают
трением одна о другую. В простейшем
случае сварку трением встык осуществляют,
вращая одну деталь, когда другая
неподвижна, и сжимая их осевым усилием.
Трущиеся поверхности разогреваются,
трение способствует разрушению оксидных
пленок на них. Затем вращение прекращают,
продолжая сжатие, и совместная пластическая
деформация приводит к образованию
соединения, как при стыковой контактной
сварке. Можно вращать не одну деталь, а
обе — в разных направлениях, можно
использовать неподвижные или вращающиеся
вставки между свариваемыми деталями.
Основные достоинства сварки трением:
простота способа;
малая энергоемкость;
стабильность качества соединений;
высокая производительность;
возможность сварки разнородных металлов, а также металлов с керамикой.
Недостатком является ограниченность номенклатуры свариваемых изделий.
Для сварки трением
выпускают специальные машины. Диапазон
свариваемых сечений 30 … 8000 мм2.
Наиболее широко сварку трением используют
в крупносерийном и массовом производстве
(например, при изготовлении сверл,
калибров, клапанов двигателей и т. п.),
когда одна часть детали делается из
дорогой легированной стали, другая — из
дешевой углеродистой.
Сварка взрывом. Сварка взрывом — это особый вид сварки давлением. Соединение образуется при соударении двух свариваемых деталей (пластин) под действием ударной волны. Одну из пластин (неподвижную) укладывают на твердое массивное основание, вторую (метаемую) располагают под углом 3° …10° к поверхности первой при расстоянии 2 … 3 мм в вершине угла. На метаемую пластину накладывают равномерным слоем взрывчатое вещество и около вершины угла устанавливают электродетонатор. При взрыве детонатора развивается давлением 10 … 20 ГПа, сообщающее метаемой пластине скорость более 1000 м/с. Соударение метаемой пластины с неподвижной сопровождается местной пластической деформацией и нагревом металла. При этом пластины очищаются и свариваются, обычно с образованием волнистой границы между свариваемыми деталями.
Соединение при
сварке взрывом, в отличие от всех других
способов сварки, образуется практически
мгновенно — за микросекунды. Благодаря
этому взрывом можно сваривать разнородные
металлы, которые не свариваются другими
способами из-за образования хрупких
интерметаллических соединений. Взрывом
можно сваривать и небольшие, и
крупногабаритные изделия.
Взрывом
можно сваривать и небольшие, и
крупногабаритные изделия.
Способ применяют для получения биметаллических заготовок и деталей (например, плакирование коррозионно-стойкой сталью лопастей гидротурбин), а также для сварки различных деталей.
Таким образом, достоинства сварки взрывом следующие:
возможность соединения металлов в любых сочетаниях;
получение шва со свойствами, превышающими свойства основного металла;
широкая номенклатура получаемых изделий.
Недостатком способа является необходимость работы с взрывчатыми веществами, а значит наличие специального полигона и повышенные требования к технике безопасности.
короткое замыкание — Конденсатор для точечной сварки
спросил
Изменено 4 года, 2 месяца назад
Просмотрено 2к раз
\$\начало группы\$
Я видел видео, где парень делает точечную сварку с использованием конденсаторов. AFAIK короткозамыкающий конденсатор вреден. Вопрос в том:
Существуют ли какие-либо крышки, которые могут обеспечить достаточно высокий ток, необходимый для точечной сварки, но при этом не выходящий за рамки спецификации? На данный момент батарея LiPo 70C 6A + аппарат для точечной сварки Arduino, который закорачивает батарею на 0,2 секунды, хорошо работает для меня, но я думаю о блоке питания + конденсаторах для той же цели. Может суперконденсаторы?
AFAIK короткозамыкающий конденсатор вреден. Вопрос в том:
Существуют ли какие-либо крышки, которые могут обеспечить достаточно высокий ток, необходимый для точечной сварки, но при этом не выходящий за рамки спецификации? На данный момент батарея LiPo 70C 6A + аппарат для точечной сварки Arduino, который закорачивает батарею на 0,2 секунды, хорошо работает для меня, но я думаю о блоке питания + конденсаторах для той же цели. Может суперконденсаторы?
- конденсатор
- короткое замыкание
- суперконденсатор
\$\конечная группа\$
\$\начало группы\$
Хорошо подойдут электролиты. Электролит на 300 000 мкФ 35 В постоянного тока с винтовыми клеммами может хранить ~ 200 Дж [1/2 CV 2 ], чего может быть достаточно, чтобы приварить небольшой никелевый язычок, а соленоид стартера скутера, вероятно, сможет выдержать такой ток.
Суперконденсаторы, как правило, имеют более высокое внутреннее последовательное сопротивление, чем соответствующие электролитические. Например, эта батарея суперконденсаторов 1,6 F, 16 В постоянного тока теоретически может хранить ~ 200 Дж, но при подключении к аппарату для точечной сварки с низким импедансом большая часть энергии теряется на нагрев конденсаторов. Возможно, двух или трех таких банков может быть достаточно. Еще одна проблема с суперконденсаторами заключается в том, что необходима выравнивающая цепь, и во время сильного разряда ее может быть недостаточно для предотвращения обратного заряда слабого конденсатора выше 2,75 В.
\$\конечная группа\$
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
КОРРЕКЦИЯ КОЭФФИЦИЕНТА МОЩНОСТИ НА НАГРУЗКИ КОНТРОЛЬНОЙ СВАРОЧНОЙ МАШИНЫ
Х. Дж. ЙЕЛЛАНД (АССОЦИАТИВНЫЙ ЧЛЕН) — Сертифицированный инженер Январь 1967 г. коррекция коэффициента мощности. Объясняется характер нагрузки на сварщика. Единственным возможным способом корректировки коэффициента мощности является использование последовательно соединенных статических конденсаторов, конструкция и применение которых должны точно соответствовать конструкции сварочного аппарата.
ПРИРОДА НАГРУЗКИ СВАРОЧНОЙ МАШИНЫ
Нагрузка, воспринимаемая машиной для контактной сварки, неизменно прерывистая и потребляет большой однофазный ток с низким коэффициентом мощности (отставание от 0,3 до 0,5). При современном «ламповом» управлении нагрузка часто включается только на несколько циклов, во время которых потребность в кВА высока. Затем следует гораздо более длительный период отдыха.
Тариф на потребление ½ часа кВА, взимаемый органами снабжения, является низким для этого типа нагрузки. Тем не менее, кратковременная пиковая потребность в киловольт-амперах определяет размер кабелей и трансформаторов, чтобы избежать чрезмерного падения напряжения. По этой причине нагрузка от этих машин не приветствуется органами снабжения или пользователем.
Воздействие этого типа нагрузки
Нагрузка от сварочного аппарата вызывает провалы напряжения в работе. Эти провалы иногда влияют на других потребителей, вызывая некоторые или все следующие побочные эффекты:
1. Мерцание лампы.
2. Вмешательство в работу других электрических машин или аппаратов или других сварочных аппаратов.
3. Настройка сварочного аппарата затруднена из-за помех от других аппаратов, что приводит к снижению неизменно высокого качества сварных швов.
4. Сварные швы больших размеров невозможны.
5. Часто требуется специальный индивидуальный фидер для каждого сварочного аппарата.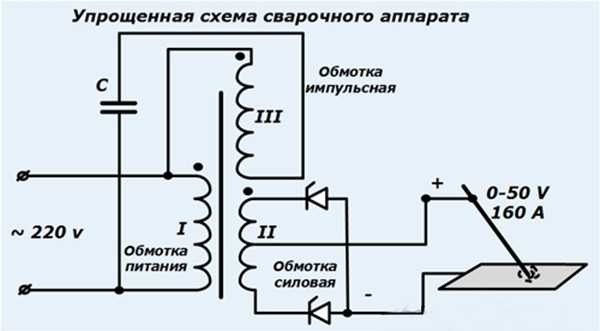
6. Ограничения на использование сварочных аппаратов и их размеров накладываются органами снабжения или руководством работ.
Преимущества коррекции коэффициента мощности сварочных аппаратов
Некоторые или все перечисленные эффекты могут быть преодолены или уменьшены их негативные последствия за счет правильного применения последовательно соединенных конденсаторов коррекции коэффициента мощности, адаптированных к сварочному аппарату. Потребность в кВА для работ может быть снижена, что позволяет сэкономить на счетах за электроэнергию.
КАК ДОСТИГАЕТСЯ КОРРЕКЦИИ КОЭФФИЦИЕНТА МОЩНОСТИ
Применение последовательно соединенных конденсаторов к новому или существующему сварочному аппарату не так просто, как в случае с параллельными конденсаторами.
На рис. 1 представлена типовая упрощенная схема сварочного аппарата. Если шунтирующий конденсатор подключен постоянно, как показано пунктирной буквой «А», он будет находиться под напряжением все время, пока изолятор закрыт, и будет протекать сильный опережающий ток, когда машина фактически не выполняет сварку. Это нежелательно.
Это нежелательно.
Если шунтирующий конденсатор подключен постоянно, как показано пунктирной буквой «В», то на него подается питание только во время выполнения операции сварки. Однако после каждого цикла сварки конденсатор будет разряжаться через первичную обмотку, а при повторном включении будет протекать зарядный ток конденсатора, и это может продолжаться в течение всего или большей части времени сварки, которое часто составляет лишь несколько циклов. Это нарушает настройку сварочного аппарата и влияет на качество сварного шва.
Невозможно достаточно быстро включать и выключать батарею конденсаторов из цепи с помощью контактора или аналогичного устройства из-за короткого времени сварки. Единственный возможный способ корректировки нагрузки — использование последовательных конденсаторов. На рис. 2 показана типовая схема нового сварочного аппарата, где обмотки сварочного трансформатора могут быть правильно расположены при изготовлении.
На рис. 3 показано, как можно изменить схему существующего сварочного аппарата, чтобы применить последовательный конденсатор.
VW-Напряжение на сварочном аппарате.
VS-Напряжение на входе.
VC-Напряжение на конденсаторе.
Ø — Неисправленный угол коэффициента мощности машины.
Ø1-Скорректированный угол коэффициента мощности машины.
I-вектор тока.
Рис. 4 представляет собой упрощенную векторную диаграмму для машины с последовательно включенным конденсатором, показанным на рис. 2. Рис. 5 представляет собой векторную диаграмму типичного применения параллельно подключенного конденсатора. В шунтирующем приложении конденсатор обеспечивает часть или весь реактивный ток нагрузки, а ток, потребляемый от источника питания, представляет собой разность векторов тока нагрузки и тока конденсатора, т. е. OC=OA-AC на рис. 5. При последовательном соединении ток через конденсатор и первичную обмотку трансформатора сварочного аппарата одинаков, и конденсатор создает на нем напряжение, так что напряжение на источнике питания представляет собой векторную разность первичного напряжения и напряжения на конденсатор, т. е. OC = OA-AC на рис. 4.
IW-Ток сварочного аппарата.
Искробезопасный ток питания.
IC-Конденсатор тока.
В-вектор напряжения.
Ø-Некорректированный угол коэффициента мощности машины.
Ø1-Скорректированный угол коэффициента мощности машины.
Таким образом, в зависимости от нагрузки машины на конденсаторе будут генерироваться различные напряжения. Выбранная конденсаторная батарея должна подходить для диапазона напряжений. Для проектирования принята следующая процедура:
а) Должны быть известны максимальное значение кВА при сварке и коэффициент мощности при этом кВА, а также напряжение питания.
b) С учетом применения, показанного на рис. 2, векторная диаграмма на рис. 4 позволяет вычислить напряжение на конденсаторе и напряжение первичной обмотки машины, а коэффициент мощности обычно корректируют до единицы.
c) Поскольку изготовление конденсаторов для каждого небольшого приращения напряжения экономически нецелесообразно, выбирают конденсатор, рассчитанный на определенный диапазон напряжений. Рабочий цикл сварочного аппарата должен быть известен, если желательно использовать конденсатор с короткой выдержкой времени для снижения затрат. Например, конденсатор с номинальным постоянным напряжением 100 единиц часто можно использовать при напряжении «во время сварки» 150 единиц.
d) Количество необходимых конденсаторов теперь определяется следующим образом:
Зная сварочный кВА и напряжение на первичной обмотке сварочного аппарата, можно найти ток: I = кВА x 1000 / VW
Зная напряжение на конденсатора и тока, общее требуемое емкостное сопротивление можно найти: XC = VC / I
Стандартный блок конденсаторов, подходящий для напряжения VC, имеет определенное емкостное сопротивление, скажем, XC1.
Таким образом, количество таких блоков должно быть XC1 / XC
e) Теперь необходимо проверить, не будет ли выбранная батарея конденсаторов перегружена в наихудших условиях, то есть при коротком замыкании двух сварочных электродов. Необходимо знать кВА и коэффициент мощности при закороченных электродах. С помощью аналогичного процесса, описанного ранее, необходимо рассчитать напряжение, генерируемое теперь на конденсаторе. Изготовители конденсаторов опытным путем составляют набор максимальных значений для каждого диапазона напряжения конденсатора и проводят проверку, чтобы это значение не превышалось для рассматриваемого конденсатора.
Если значение превышено, возможны два варианта действий:
i. Выбирается конденсатор со следующим по величине стандартным напряжением, известно его реактивное сопротивление на стандартную единицу и повторно вычисляется количество единиц; число будет увеличиваться по сравнению с блоками с более низким напряжением.
ii. В батарею конденсаторов может быть встроено устройство ограничения напряжения, которое защитит батарею от чрезмерного повышения напряжения. Используется устройство типа дугового разрядника с некоторым другим вспомогательным оборудованием.
f) Решение (i) часто является лучшим и наименее дорогим методом для сварочных аппаратов. Применение последовательных конденсаторов к любому существующему сварочному аппарату, где первичная обмотка уже закреплена, требует либо перемотки первичной обмотки, либо включения дополнительного трансформатора, как показано на рис. 3. Процедура проектирования аналогична описанной.
ЗАКЛЮЧЕНИЕ
Коррекция коэффициента мощности нагрузки, воспринимаемой аппаратом для контактной сварки, с использованием последовательно подключенного конденсатора является единственно возможным методом и обеспечивает мгновенную автоматическую коррекцию.
Корректировка коэффициента мощности должна быть адаптирована к конструкции сварочного аппарата и предпочтительно должна выполняться при всесторонних консультациях с разработчиком и изготовителем аппарата.
Сварочный аппарат резистивного типа является привлекательным инструментом, и любые возражения против его использования часто могут быть сняты путем корректировки коэффициента мощности. сравнение стоимости переоборудования существующего сварочного аппарата для улучшения коэффициента мощности, как описано, и стоимости корректировки коэффициента мощности с использованием блока автоматической коррекции на сборных шинах.
Я заметил, что на рис. 3 первичная обмотка сварочного трансформатора имела дополнительный набор катушек параллельно исходным катушкам. Предположительно это означает перепроектирование трансформатора, и потому, что основная масса так называемых сварочных аппаратов оплавлением импортируется. Означает ли это, что трансформатор должен быть возвращен изготовителю для переделки с учетом улучшения коэффициента мощности?
На нашем заводе имеется около дюжины таких аппаратов для сварки оплавлением. Дуга удерживается на двух соединяемых стержнях до тех пор, пока материал не станет пластичным, а затем в течение двух-трех циклов эти пластиковые стержни прижимаются друг к другу, в течение которых мощность удерживается в течение двух или трех циклов в течение где коэффициент мощности низкий. На этом этапе ток увеличивается примерно в двадцать раз от нормы, а затем падает до нуля при отключении. После проведения экспериментов с рядом конденсаторов мы обнаружили, что лучшие результаты были получены при установке коррекции коэффициента мощности шин. Как мы можем модифицировать наши существующие машины, чтобы получить преимущество от самой машины?
Г-н Х. Дж. Йелланд: Автоматическая коррекция коэффициента мощности, примененная к сборным шинам установки в какой-либо подходящей точке, не будет эффективна для преодоления падения напряжения и связанных с ним эффектов, связанных с машинами контактной сварки. Автоматическая коррекция коэффициента мощности такого типа включает в себя несколько конденсаторов, которые включаются и выключаются из цепи с помощью контакторов под управлением реле, которые чувствительны к требованиям системы кВАр или к напряжению системы или току нагрузки.
Как указано в документе, машины для контактной сварки имеют время «ВКЛ.», составляющее всего несколько циклов, после чего следует гораздо более длительный период «ВЫКЛ.». Во-первых, подрядчики, переключающие конденсаторы IN и OUT, не могут сделать это достаточно быстро, чтобы соответствовать такому режиму работы, и даже если бы они могли, обычные реле управления коэффициентом мощности намеренно спроектированы так, чтобы иметь временную задержку, чтобы предотвратить слишком частое включение. Кроме того, зарядные токи, связанные с включением и выключением шунтирующих конденсаторов, пытающихся следовать такому типу нагрузки, могут повлиять на настройку сварочных аппаратов и качество сварных швов.
Кроме того, зарядные токи, связанные с включением и выключением шунтирующих конденсаторов, пытающихся следовать такому типу нагрузки, могут повлиять на настройку сварочных аппаратов и качество сварных швов.
Однако автоматическая коррекция коэффициента мощности установки с помощью шунтирующих конденсаторов эффективно решает проблему снижения счетов за электроэнергию из-за низкого среднего коэффициента мощности. Это связано с тем, что используемый обычный измерительный механизм имеет характеристику задержки ½ часа и измеряет только максимальное потребление, будь то кВт или кВА, исходя из максимального среднего значения за ½ часа.
Использование последовательно соединенных конденсаторов, специально разработанных для сварочного аппарата, нового или существующего, обеспечивает мгновенную автоматическую коррекцию, которая является очень эффективной. На существующем сварочном аппарате его трансформатор должен быть либо перемотан, чтобы соответствовать изменившемуся соотношению напряжений, требуемому из-за добавления последовательных конденсаторов, либо автотрансформатор должен использоваться для питания существующего сварочного трансформатора, установленного, как показано на рис.