Конденсаторная сварка своими руками
Разработанная в 30-х годах двадцатого века, технология конденсаторной сварки получила широкое распространение. Этому способствовал ряд факторов.
- Простота конструкции сварочного аппарата. При желании его можно собрать своими руками.
- Относительно низкая энергоёмкость рабочего процесса и малые нагрузки, создаваемые на электрическую сеть.
- Высокая производительность, что, безусловно, важно при выпуске серийной продукции.
- Снижение термического влияния на соединяемые материалы. Эта особенность технологии позволяет применять её при сварке деталей малых размеров, а также на видовых поверхностях, где использование обычных методов неизбежно привело бы к нежелательным деформациям материала.
Если добавить к этому, что для наложения качественных соединительных швов достаточно иметь средний уровень квалификации, причины популярности этого способа контактной сварки становятся очевидны.
В основе технологии лежит обычная контактная сварка. Отличие в том, что ток подаётся на сварочный электрод не непрерывно, а в виде короткого и мощного импульса. Это импульс получают, устанавливая в оборудование конденсаторы большой ёмкости. В результате удаётся достичь хороших показателей двух важных параметров.
- Короткого времени термического нагрева соединяемых деталей. Эту особенность с успехом используют производители электронных компонентов. Лучше всего подходят для этого бестрансформаторные установки.
- Высокой мощности тока, что для качества шва значительно важнее его напряжения. Эту мощность получают, используя трансформаторные системы.
Содержание страницы
- 1 Разновидности технологии
- 2 Область применения
- 3 Самодельная конденсаторная сварка
- 4 Необходимо знать
Разновидности технологии
В зависимости от требований производства, выбирают один из трёх технологических приёмов.
- Точечная конденсаторная сварка.
 Используя короткий импульс тока, выбрасываемого конденсатором, соединяют детали в прецизионном машиностроении, электровакуумной и электронной технике. Подходит данная технология и для сварки деталей, значительно отличающихся по толщине.
Используя короткий импульс тока, выбрасываемого конденсатором, соединяют детали в прецизионном машиностроении, электровакуумной и электронной технике. Подходит данная технология и для сварки деталей, значительно отличающихся по толщине. - Роликовое наложение шва позволяет получить полностью герметичное соединение, состоящие из множества перекрывающихся точек сварки. Это обуславливает применение технологии в процессе изготовления электровакуумных, мембранных и сильфонных устройств.
- Стыковая сварка, которая может быть произведена как контактным, так и неконтактным способом. В обоих случаях происходит оплавление в месте соединения деталей.
 Используя короткий импульс тока, выбрасываемого конденсатором, соединяют детали в прецизионном машиностроении, электровакуумной и электронной технике. Подходит данная технология и для сварки деталей, значительно отличающихся по толщине.
Используя короткий импульс тока, выбрасываемого конденсатором, соединяют детали в прецизионном машиностроении, электровакуумной и электронной технике. Подходит данная технология и для сварки деталей, значительно отличающихся по толщине.Область применения
Области применения технологии различны, но с особым успехом её используют для крепления втулок, шпилек и другого крепежа на листовой металл. С учётом особенностей процесса, его удаётся адаптировать для нужд многих отраслей производства.
- Автомобилестроение, где необходимо надёжно соединять между собой панели кузова, выполненные из листовой стали.
- Авиастроение, предъявляющее особые требования к прочности сварных швов.
- Судостроение, где, с учётом больших объёмов работ, экономия электроэнергии и расходных материалов даёт особенно ощутимый результат.
- Производство точных приборов, где недопустимы значительные деформации соединяемых деталей.
- Строительство, в котором широкое распространение получили конструкции из листового металла.

Повсюду востребовано простое в устройстве и несложное в применении оборудование. С его помощью можно наладить выпуск мелкосерийной продукции или обустроить приусадебный участок.
Самодельная конденсаторная сварка
В магазинах можно без проблем приобрести уже готовое оборудование. Но из-за простоты его конструкции, а также низкой стоимости и доступности материалов, многие предпочитают собирать аппараты для конденсаторной сварки своими руками. Стремление сэкономить деньги понятно, а обнаружить в сети нужную схему и подробное описание можно без труда. Работает подобное устройство следующим образом:
Но из-за простоты его конструкции, а также низкой стоимости и доступности материалов, многие предпочитают собирать аппараты для конденсаторной сварки своими руками. Стремление сэкономить деньги понятно, а обнаружить в сети нужную схему и подробное описание можно без труда. Работает подобное устройство следующим образом:
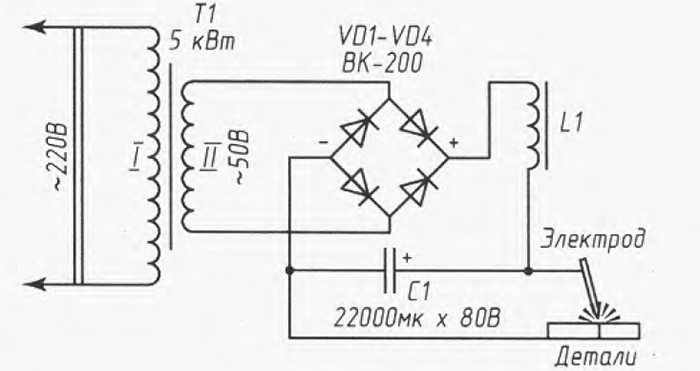
- Ток направляют через первичную обмотку питающего трансформатора и выпрямляющий диодный мост.
- На диагональ моста подают управляющий сигнал тиристора, оборудованного кнопкой запуска.
- В цепь тиристора встраивают конденсатор, служащий для накопления сварочного импульса. Этот конденсатор также подключают к диагонали диодного моста и подсоединяют к первичной обмотке трансформаторной катушки.
- При подключении аппарата конденсатор накапливает заряд, запитываясь от вспомогательной сети. При нажатии кнопки этот заряд устремляется через резистор и вспомогательный тиристор в направлении сварочного электрода. Вспомогательная сеть при этом отключается.
- Для повторной зарядки конденсатора требуется отпустить кнопку, разомкнув цепь резистора и тиристора и вновь подключив вспомогательную сеть.

Длительность импульса тока регулируется с помощью управляющего резистора.
Это лишь принципиальное описание работы простейшего оборудования для конденсаторной сварки, в устройство которого можно вносить изменения, в зависимости от решаемых задач и требуемых выходных характеристик.
Необходимо знать
Тому, кто решил собрать свой сварочный аппарат самостоятельно, следует обратить внимание на следующие моменты:
- Рекомендуемая ёмкость конденсатора должна составлять порядка 1000 – 2000 мкФ.
- Для изготовления трансформатора лучше всего подходит сердечник разновидности Ш40. Его оптимальная толщина – 70 мм.
- Параметры первичной обмотки – 300 витков медного провода диаметром 8 мм.
- Параметры вторичной обмотки – 10 витков медной шины, имеющей сечение 20 квадратных миллиметров.
- Для управления хорошо подойдёт тиристор ПТЛ-50.
- Входное напряжение должен обеспечивать трансформатор мощностью не менее 10 Вт и выходным напряжением 15 В.

Опираясь на эти данные, можно собрать вполне работоспособное устройство для точечной сварки. И хотя оно будет не столь совершенно и удобно, как оборудование заводского изготовления, с его помощью вполне можно будет освоить азы профессии сварщика и даже приступить к изготовлению различных деталей.
Используя описываемую технологию, удаётся соединять не только тонкие стальные листы, но и изделия из цветных металлов. При проведении работ важно учитывать не только толщину, но и другие особенности материалов. Если металл при нагреве склонен к образованию микротрещин, или при его обработке возникают высокие внутренние напряжения, необходимо увеличить длительность импульса, подняв, таким образом, температуру нагрева.
виды, сборка аппарата своими руками, технический процесс
Главная » Технология
Конденсаторную сварку используют для сплавления металла кратковременными импульсами тока продолжительностью в тысячные доли секунды. Этого времени достаточно, чтобы необходимое для сваривания тепло распространилось на малую глубину. Конденсаторная сварка эффективна для листов толщиной менее 2 мм: возникает несоответствие частоты импульса и глубины провара. Для заготовок толще 2 мм применяют контактные сварочные машины.
Этого времени достаточно, чтобы необходимое для сваривания тепло распространилось на малую глубину. Конденсаторная сварка эффективна для листов толщиной менее 2 мм: возникает несоответствие частоты импульса и глубины провара. Для заготовок толще 2 мм применяют контактные сварочные машины.
Содержание
- 1 Виды конденсаторной сварки
- 2 Точечная конденсаторная сварка своими руками
- 3 Технический процесс
Применяются две технологии:
- Без использования трансформатора – когда конденсаторы разряжаются на деталь непосредственно.
- С трансформатором – разрядка происходит на первичную обмотку, вторичная цепь – заготовки для сваривания.
Виды конденсаторной сварки
По методу образования шва способ подразделяется на такие виды, как:
- Стыковая – производится оплавлением или сопротивлением:
- в первом случае между деталями возникает электрический разряд, вызывающий дугу. Под её воздействием место соединения оплавляется;
- во втором – разряд и сваривание заготовок происходит при их соприкосновении.
 Под её воздействием место соединения оплавляется;
Под её воздействием место соединения оплавляется;- Точечная используется в приборостроении, предпочтительна для соединения тонких изделий с толстыми.
- Роликовая – применяют для сваривания мембран и электровакуумных приборов. Роль электродов выполняют ролики, шов получается сплошным и герметичным.
Точечная конденсаторная сварка своими руками
Пример сборки аппарата:
- берут 8 конденсаторов на 25 вольт, ёмкостью 15 000 микрофарад;
- для удобства работы конденсаторы склеивают между собой так, чтобы получилось два ряда по четыре штуки;
- соединяют их двумя отрезками медной проволоки последовательно, проволоку припаивают к контактам, соединяют в цепь;
- один конец цепи соединяют с аккумулятором, который будет давать зарядку конденсаторной батарее;
- второй – к миниатюрному электроду с двумя контактами в виде вилки с пластиковой изолирующей ручкой.

Установка готова.
Ещё один пример изготовления настольного сварочного аппарата:
- берут блок питания от старого компьютера;
- вентилятор крепят снаружи корпуса;
- оставляют разъём для подключения сети 220 вольт;
- в электрическую цепь устанавливают трансформатор на 150 ватт от старого усилителя;
- из трансформатора идёт 12 вольт, дальше – умножитель на 4, на выходе – 48 вольт;
- далее в цепи 6 конденсаторов по 10000 микрофарад на 50 вольт;
- конденсаторы устанавливают на текстолитовую площадку, снизу – спайка в батарею;
- для соединения с электродом используют гибкий многожильный звуковой провод в пластиковой изоляции;
- с батареи напряжение идёт на 4 тиристора ТПС-12;
- тиристоры открываются с помощью батарейки на 1,5 вольта;
- делают кнопку, лучше на длинном проводе, достающем до пола, чтобы нажимать ногой;
- на конце звукового провода – два отрезка толстой медной проволоки в качестве электродов.

Закрывают корпус – аппарат готов к работе
Технический процесс
Сначала, если есть необходимость, проводят подготовку свариваемых поверхностей. Затем прикладывают электрод в месте соединения, нажатием кнопки подают на него импульс. Через 1-2 секунды контакт убирают от детали, сваривают следующее звено. Длина промежутков между точками зависит от толщины изделий, обычно шаг сварки от 20 до 60 мм.
Главные преимущества технологии:
- возможность сваривать тонкие, почти как фольга, листы металла;
- простота – работать может неподготовленный человек;
- минимальные затраты электроэнергии;
- используемая сила тока безопасна для работающего.
Процесс точечной сварки состоит из трёх этапов:
- предварительное сжатие изделий между электродом и плоскостью заготовок;
- нагрев деталей до температуры плавления;
- охлаждение места сварки при увеличенном усилии сжатия.

Рейтинг
( 1 оценка, среднее 5 из 5 )
0
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
Схема и описание конденсаторной сварки
Существует несколько способов бесшовного соединения металлических элементов, но среди всех особое место занимает именно конденсаторная сварка. Технология стала пользоваться популярностью примерно с 30-х годов прошлого столетия. Стыковка осуществляется за счет подачи электрического тока к нужному месту. Создается короткое замыкание, которое позволяет расплавить металл.
Преимущества и недостатки технологии
Самое интересное, что конденсаторная сварка может применяться не только в промышленных условиях, но и в быту. Она предполагает использование небольшого по размерам аппарата, который имеет заряд постоянного напряжения. Такой прибор может легко перемещаться по рабочей территории.
Из достоинств технологии следует отметить:
- высокую производительность работ;
- долговечность используемого оборудования;
- возможность соединения различных металлов;
- низкий уровень тепловыделения;
- отсутствие дополнительных расходных материалов;
- точность соединения элементов.
Однако существуют ситуации, когда применить сварочный аппарат конденсаторной сварки для соединения деталей невозможно. Это в первую очередь связано с кратковременностью мощности самого процесса и ограничением по сечению совмещаемых элементов. Кроме того, импульсная нагрузка способна создавать различные помехи в сети.
Особенности и специфика применения
Сам процесс соединения заготовок предполагает контактное сваривание, для осуществления которого расходуется определенный запас энергии в специальных конденсаторах. Ее выделение происходит практически мгновенно (в течение 1 – 3 мс), благодаря чему уменьшается зона термического воздействия.
Ее выделение происходит практически мгновенно (в течение 1 – 3 мс), благодаря чему уменьшается зона термического воздействия.
Достаточно удобно осуществлять конденсаторную сварку своими руками, так как процесс является экономичным. Применяемый аппарат можно подключить к обычной электрической сети. Для использования в промышленности существуют специальные устройства высокой мощности.
Особую популярность технология получила в цехах, предназначенных для ремонта кузовов транспортных средств. При проведении работ тонкие листы металла не прожигаются и не подвергаются деформации. Необходимость в осуществлении дополнительной рихтовки отпадает.
Основные требования к процессу
Чтобы конденсаторная сварка была выполнена на высоком качественном уровне, следует придерживаться некоторых условий.
- Давление контактных элементов на обрабатываемые детали непосредственно в момент импульса должно быть достаточным, чтобы обеспечить надежное соединение. Разжимание электродов следует производить с небольшой задержкой, добиваясь тем самым лучшего режима кристаллизации металлических деталей.
- Поверхность соединяемых заготовок должна быть очищена от загрязнений, чтобы пленки окиси и ржавчина не вызывали слишком большое сопротивление при воздействии электрического тока непосредственно на деталь. При наличии посторонних частиц значительно снижается эффективность технологии.
- В качестве электродов требуется использовать медные стержни. Диаметр точки в зоне контакта должен быть не менее чем в 2-3 раза больше толщины свариваемого элемента.
Технологические приемы
Существует три варианта воздействия на заготовки:
- Конденсаторная точечная сварка в основном применяется для соединения деталей с разным соотношением толщины. Она успешно используется в сфере электроники и приборостроения.
- Роликовая сварка представляет собой определенное количество точечных соединений, выполненных в виде сплошного шва. Электроды напоминают вращающиеся катушки.
- Ударная конденсаторная сварка позволяет создавать стыковые соединения элементов с небольшим сечением. Перед столкновением заготовок образуется дуговой разряд, оплавляющий торцы. После соприкосновения деталей осуществляется сваривание.
 Перед столкновением заготовок образуется дуговой разряд, оплавляющий торцы. После соприкосновения деталей осуществляется сваривание.
Перед столкновением заготовок образуется дуговой разряд, оплавляющий торцы. После соприкосновения деталей осуществляется сваривание.Что касается классификации по применяемому оборудованию, то можно разделить технологию по наличию трансформатора. При его отсутствии упрощается конструкция основного прибора, а также происходит выделение основной массы тепла в зоне непосредственного контакта. Основным достоинством трансформаторной сварки является возможность обеспечения большим количеством энергии.
Конденсаторная точечная сварка своими руками: схема простейшего прибора
Для соединения тонких листов до 0,5 мм или мелких деталей можно применять незамысловатую конструкцию, изготовленную в бытовых условиях. В ней импульс подается через трансформатор. Один из концов вторичной обмотки подводится к массиву основной детали, а другой – к электроду.
При изготовлении такого устройства может применяться схема, при которой первичная обмотка подключается к электрической сети. Один из ее концов выводится через диагональ преобразователя в виде диодного моста. С другой стороны осуществляется подача сигнала непосредственно с тиристора, находящегося под управлением пусковой кнопки.
Один из ее концов выводится через диагональ преобразователя в виде диодного моста. С другой стороны осуществляется подача сигнала непосредственно с тиристора, находящегося под управлением пусковой кнопки.
Импульс в данном случае вырабатывается при помощи конденсатора, имеющего емкость 1000 — 2000 мкФ. Для изготовления трансформатора может быть взят сердечник Ш-40, имеющий толщину 70 мм. Первичную обмотку из трехсот витков легко сделать из провода сечением 0,8 мм с маркировкой ПЭВ. Для управления подойдет тиристор с обозначением КУ200 или же ПТЛ-50. Вторичная обмотка с наличием десяти витков может быть изготовлена из медной шины.
Более мощная конденсаторная сварка: схема и описание самодельного устройства
Для увеличения показателей мощности придется изменить конструкцию изготавливаемого устройства. При правильном подходе с его помощью можно будет соединять провода сечением до 5 мм, а также тонкие листы толщиной не более 1 мм. Для управления сигналом применяется бесконтактный пускатель с маркировкой МТТ4К, рассчитанный на электрический ток 80 А.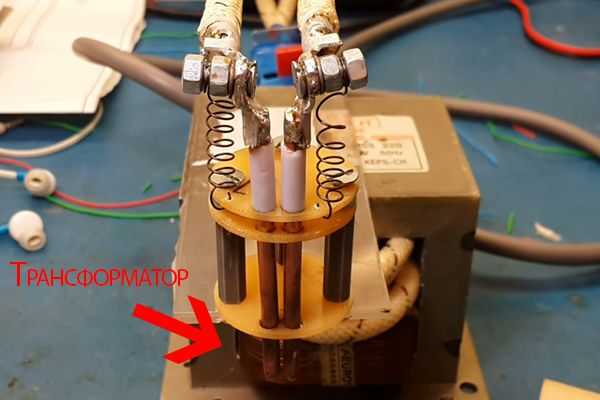
Обычно в управляющий блок включаются тиристоры, соединенные параллельно, диоды и резистор. Интервал срабатывания настраивается при помощи реле, находящегося в основной цепи входного трансформатора.
Энергия накаливается в электролитических конденсаторах, совмещенных в единую батарею посредством параллельного подключения. В таблице можно ознакомиться с необходимыми параметрами и количеством элементов.
Число конденсаторов | Емкость, мкФ |
2 | 470 |
2 | 100 |
2 | 47 |
Основная трансформаторная обмотка делается из провода сечением 1,5 мм, а вторичная – из медной шины.
Работа самодельного аппарата происходит по следующей схеме. При нажатии кнопки запуска срабатывает установленное реле, которое при помощи контактов тиристоров включает трансформатор сварочного блока. Отключение происходит сразу после разрядки конденсаторов. Настройка импульсного воздействия производится посредством переменного резистора.
Отключение происходит сразу после разрядки конденсаторов. Настройка импульсного воздействия производится посредством переменного резистора.
Устройство контактного блока
Изготовленное приспособление для конденсаторной сварки должно иметь удобный сварочный модуль, предоставляющий возможность фиксировать и беспрепятственно перемещать электроды. Простейшая конструкция подразумевает ручное удержание контактных элементов. При более сложном варианте нижний электрод закрепляется в стационарном положении.
Для этого на подходящем основании он фиксируется длиной от 10 до 20 мм и сечением более 8 мм. Верхняя часть контакта закругляется. Второй электрод крепится к площадке, способной двигаться. В любом случае должны быть установлены регулировочные винты, с помощью которых будет осуществляться дополнительное нажатие для создания дополнительного давления.
Следует в обязательном порядке изолировать основание от подвижной площадки до контакта электродов.
Порядок проведения работ
Прежде чем будет произведена точечная конденсаторная сварка своими руками, необходимо ознакомиться с основными этапами.
- На начальной стадии соединяемые элементы подготавливаются должным образом. С их поверхности удаляются загрязнения в виде частиц пыли, ржавчины и других веществ. Наличие посторонних включений не позволит добиться качественной стыковки заготовок.
- Детали соединяются друг с другом в необходимом положении. Они должны располагаться между двумя электродами. После сдавливания к контактным элементам подается импульс путем нажатия пусковой кнопки.
- Когда электрическое воздействие на заготовку прекратится, электроды могут быть раздвинуты. Готовая деталь вынимается. Если есть необходимость, то она устанавливается в иной точке. На величину промежутка непосредственное влияние оказывает толщина привариваемого элемента.
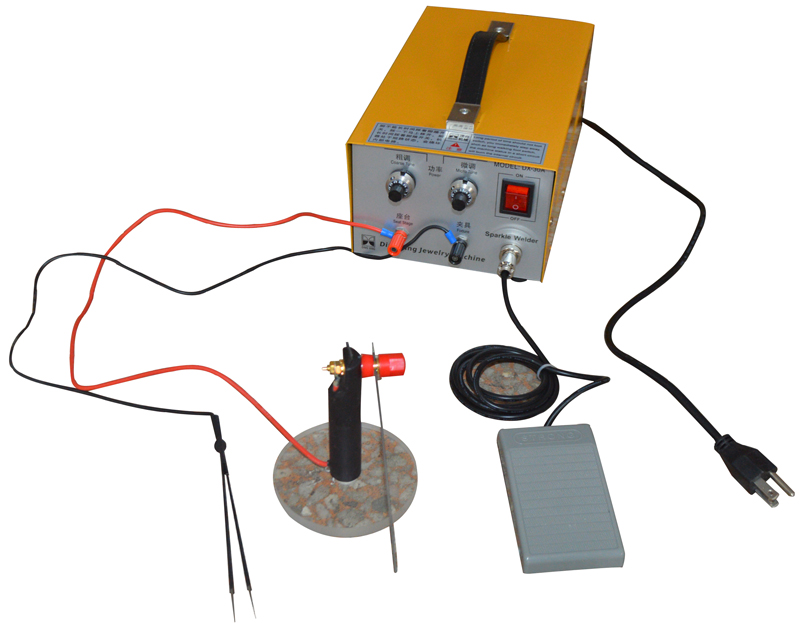
Применение готовых аппаратов
Работы могут быть проведены с использованием специального оборудования. Такой комплект обычно включает:
- аппарат для создания импульса;
- приспособление для приварки и зажима крепежей;
- обратный кабель, оснащенный двумя фиксаторами;
- цанговый набор;
- инструкцию по применению;
- провода для подключения к электросети.
Заключительная часть
Описываемая технология соединения металлических элементов позволяет не только сваривать стальные изделия. С ее помощью можно без особой сложности стыковать детали, изготовленные из цветных металлов. Однако при выполнении сварочных работ необходимо учитывать все особенности используемых материалов.
Конденсаторная сварка: схемы, описание, оборудование
Как сделать машину для сварки своими руками?
Процесс контактной сварки можно осуществить при помощи специальных установок или при помощи самодельных, сделанных своими руками. Стандартная сварочная техника для электроконтактной сварки не подойдет.
Из трансформатора
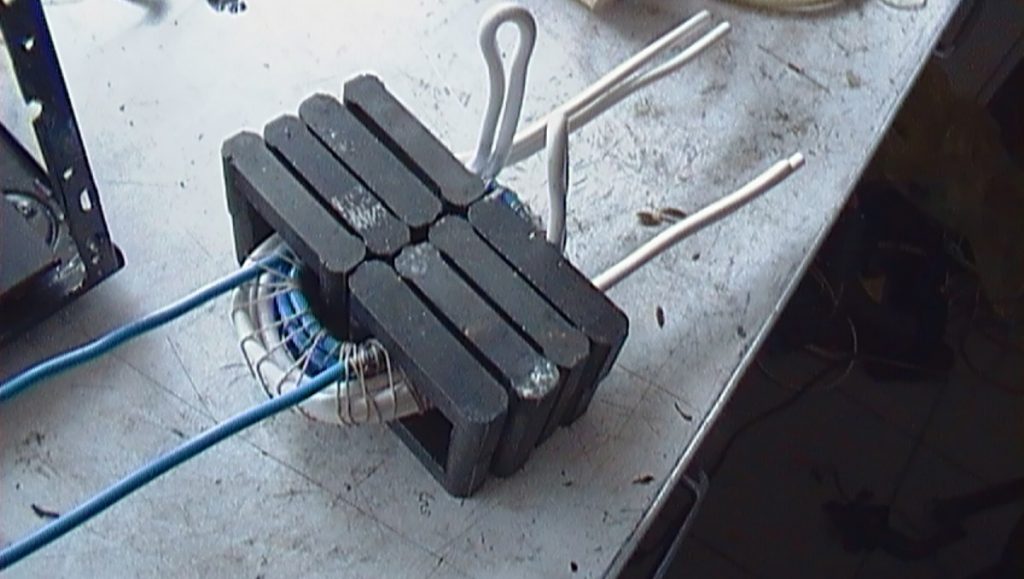
Создать простой аппарат для сварки точечным методом в домашних условиях можно из обычного трансформатора. Для этого не нужны специальные схемы и оборудование. Разбирать сердечник нет необходимости, нужно просто спилить и высверлить вторичную обмотку – обычно она находится вверху
С помощью ножовки по металлу срезается вторичная обмотка, во время работы нужно соблюдать осторожность и аккуратность, чтобы не нарушить целостность первичной обмотки. А сверлом по металлу удаляются остатки. Теперь понадобится многожильный провод в изоляции, около 5 – 7 метров
А сверлом по металлу удаляются остатки. Теперь понадобится многожильный провод в изоляции, около 5 – 7 метров
Его наматывают на трансформатор: высота – 6 рядов; толщина – 3 слоя. Должно выйти 8 – 10 витков. Обмотка не должна быть слабой и болтаться. Направление вторичной намотки должно быть в ту же сторону, что и у первичной. Выводы первичной обмотки подсоединяются к шнуру питания, а вторичной – к сварочным кабелям. На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока
Теперь понадобится многожильный провод в изоляции, около 5 – 7 метров. Его наматывают на трансформатор: высота – 6 рядов; толщина – 3 слоя. Должно выйти 8 – 10 витков. Обмотка не должна быть слабой и болтаться. Направление вторичной намотки должно быть в ту же сторону, что и у первичной. Выводы первичной обмотки подсоединяются к шнуру питания, а вторичной – к сварочным кабелям. На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока.
Из микроволновки
Для работы понадобятся две микроволновки, а точнее – два трансформатора, которые находятся внутри. Они характеризуются как повышающие – напряжение в 220 вольт преобразуют в 2.5 киловольт. Мощность достигает 1200 ватт. Для начала нужно разобрать технику и демонтировать трансформаторы. Весь процесс работы проходит так же, как и при создании сварочного аппарата из трансформатора, только в данном методе их используется два, соответственно, и провода понадобится больше – около 11 – 13 метров. Его наматывают на каждый трансформатор. Включаются они последовательно – можно сделать механизм одним проводом, а можно двумя, но потом соединить их.
Затем параллельно подключаются обмотки на 220 вольт, для этого можно взять автомобильные наконечники с термоусадочной трубкой. Для удобства оба трансформатора можно монтировать на деревянную доску. Так как в процессе сварки трансформаторы сильно нагреваются, нужно давать время им остыть. Для тонкого металла такой самодельный станок не подойдет, так из-за высоко напряжения его попросту разрежет.
Из сварочного аппарата
Изготовление споттера из инвертора (сварочного аппарата) – один из популярных способов создания контактной электросварки своими силами. Различные модификации споттера можно найти в сети интернет на различных чертежах и схемах, главное – разобраться в обозначениях. Для сборки конструкции понадобятся следующие материалы.
- Трансформатор.
- Тиристор.
- Реле.
- Контроллер.
- Диодный мост.
- Переключатель контактов.
- Сварочный инвертор.
- Кнопки, регулирующие работу.
До трансформатора должен быть подключен диодный мост. К нему подсоединяется тиристор. Трансформатор нужен для подачи питания в узел управления в цепи. Силовой кабель следует подбирать в зависимости от мощности сварочного станка – от 70 мм2. Длина провода на массу – 1.7 метров, для подсоединения молотка – 2.1 метров.
Внешняя обмотка трансформатора создается из медной проволоки размеров – 4, 5, 6. Если в оборудовании будет использоваться батарея, то медный провод можно заменить на алюминиевый. Главный механизм в устройстве споттера – это пистолет. Его можно заменить деталью от полуавтоматической сварки или приспособлением для строительного клея. Если «под рукой» не оказалось тиристора и диодного моста, в качестве замены можно взять симистры.
Работа самодельного споттера проходит в следующем порядке.
- Через кнопку питания подается сигнал на конденсатор, он включается, а вместе с ним тиристор и резистор.
- Через диоды подается электрический импульс на трансформатор.
- Затем электрод начинает «свариваться» с обрабатываемой поверхностью.
- После того как конденсатор разрядился, тиристор должен закрыться, а от трансформатора отходит электрический ток.
- На этом работа сварочной установки закончена, кроме конденсатора, который начинает заряжаться от трансформатора.
Разновидности
Склёпывание обоих участков случается благодаря сильному электрическому влиянию, которое накапливается в двухполюсниках, а сам процесс разделяется на три категории:
- контактная подразумевает плотное прижатие обеих заготовок, и соприкосновение электродов к необходимому месту. В результате касания на небольшое пространство предмета подаётся электроэнергия, температура которой способствует расплавке и будущему прикреплению. Относительно напряжения, оно равно 15 кА, и действует на протяжении 0,3 сек;
- ударная технология также рассчитана на присоединение обоих элементов, однако, подача электричества осуществляется при помощи кратковременного удара. Срок операций уменьшается до 1,5 м/с, что сокращает область плавления;
- точечная техника. В этой ситуации понадобится два медных контакта, которые касаются объекта с двух граней. Интенсивность тока достигает 10 кА, а скрепление изделий случается в точке прикосновения.
Контактная сварка
Точечная техника сварки
В первом случае воздействие электротока принимается на плоскость заготовки, а производиться склёпка путём подачи импульса с силой до 100 А, и в течении 0,005 сек. В определённых обстоятельствах ток имеет возможность достигать 1,2 кА и при напряжении в 60 В. Здесь продолжительность равняется 0,6 сек.
Во втором варианте разряд производится на вторичную обмотку, и с неё передаётся на место связи. Касательно параметров влияния можно сказать, что оно составляет 1 кВ, (на вторичном мотке 6 кА). Протяжённость всех изменений – 0,001 с.
Принцип работы конденсаторной сварки
В процессе сваривания точечным способом, детали подвергаются зажиму двумя электродами, на которые приходит кратковременный ток. Затем между электродами образуется дуга, она и нагревает металл, расплавляя его. Сварочный импульс приходит в работу в течение 0,1 сек., он предоставляет общее ядро расплавки для обеих подвергающихся сварке частей заготовок. Когда снимается импульс, детали продолжают сжиматься под давлением нагрузки. В результате получаем общий сварной шов.
Существуют вторичные обмотки, с них ток попадает на электроды, а на первичную обмотку, приходится импульс, который образовался при конденсаторном заряде. В конденсаторе накапливание заряда происходит в промежутке между поступления импульса на два электрода. Особенно хорошие результаты приходят, когда речь идёт о сварке алюминия или меди. Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм. Может, это и минус, но такая схема прекрасно проявляет себя при сваривании разнородных материалов.
Особенно хорошие результаты приходят, когда речь идёт о сварке алюминия или меди. Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм. Может, это и минус, но такая схема прекрасно проявляет себя при сваривании разнородных материалов.
Виды точечной сварки
Различают два основных вида конденсаторной сварки своими руками:
- Трансформаторный. При которой конденсатор разрядит энерго-заряд на обмотку трансформаторного оборудования. При этом заготовки расположены в сварочном поле, которое соединяется со вторичной обмоткой.
- Бестрансформаторный.
Преимущества
Как и у всех других видов, самостоятельная конденсаторная сварка отличается рядом положительных особенностей:
- При стабильной работе, есть возможность сэкономить электроэнергию;
- Надёжность и практичность. Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении;
- Скорость работы;
- Сварочный ток очень плотный;
- Аккуратность. Учитывая дозу потребляемой энергии, в поле соприкосновения образуется надёжный шов, компактной толщины. Такой способ широко используют для тонкой сварки цветного металла;
- Экономичность. Потребляемая мощность равна 20 кВА максимум. Это происходит при помощи отбора мощности благодаря стабилизации напряжения в сети.
 Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении;
Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении;Рекомендации от профессионалов
При сборке и эксплуатации оборудования учитывают следующие советы опытных сварщиков:
- Для изготовления аппарата, выполняющего простые операции, подойдут конденсаторы средней емкости. Сердечник трансформатора должен иметь толщину 5-6 см. Для управляющего блока используют тиристоры ПТЛ-50.
- Для первичной обмотки достаточно 300 витков медной проволоки толщиной 6 мм. Вторичная часть катушки включает в себя всего 10 оборотов. Мощность источника тока должна составлять не менее 10 Вт.
- Аппарат требует периодической корректировки. Без доработки качество соединений будет постепенно ухудшаться.
- Устройство нельзя применять для сварки ответственных конструкций.
Как собрать сварное оборудование
Совсем не обязательно приобретать дорогое оборудование его можно сделать своими руками. Если соблюдать все правила и нюансы, то готовая самодельная контактная сварка на конденсаторах выйдет ничем не хуже оригинала, но это позволит существенно сэкономить финансы.
Чтобы сделать конденсаторный сварочный аппарат своими руками стоит подготовить следующие компоненты:
- трансформатор на 220 вольт. Устройство должно иметь мощность 5-20 Вт, а показатель выходного напряжения должен составлять 5В;
- диодные компоненты выпрямительного типа с прямым током – 4 штуки. Показатель мощности – не меньше 300 мА;
- тиристор. В качестве аналога подойдет прибор Т142-80-16, КУ 202 и похожие устройства;
- конденсаторы электролитические;
- резистор переменного типа на 100 Ом;
- трансформатор с мощностью 1000 Вт. Подходящим вариантом будет устройство от микроволновок;
- электроды;
- провод из меди с сечением не меньше 35 мм.кв. – 1 метр;
- переключательные компоненты, предохранители, корпус по желанию.
 Показатель мощности – не меньше 300 мА;
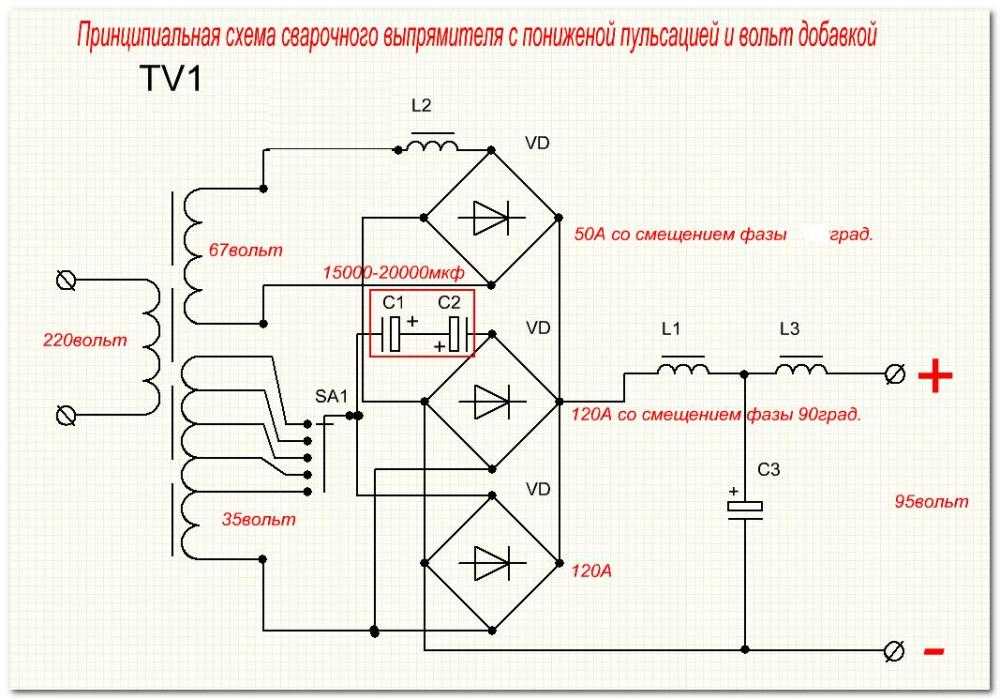
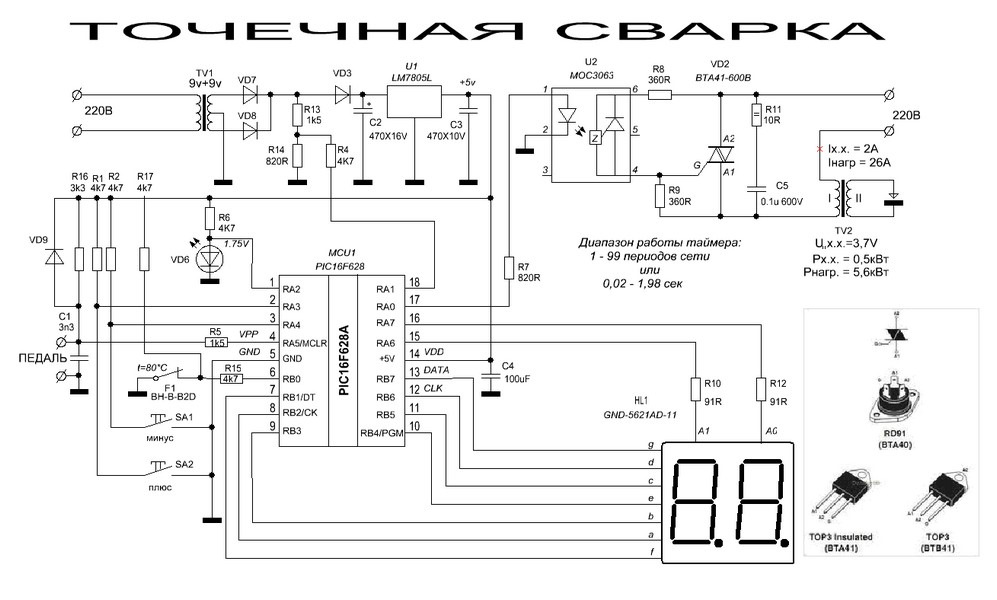
Показатель мощности – не меньше 300 мА;Чтобы сделать конденсаторную сварку своими руками потребуется схема и описание процесса. Ниже на картинке изображена схема конденсаторного сварочного аппарата, которая потребуется при его сборке.
Главное все собирать четко по схеме. Если все будет выполнено правильно, а все детали будут исправными, то проблем с работоспособностью самодельного сварного оборудования возникнуть не должно. Но все же трудности могут возникнуть с трансформатором. Как было указано выше, можно использовать прибор от микроволновки, его можно недорого купить на рынке с использованными элементами.
В этом деле может потребоваться схема конденсаторной сварки ударного типа от Aka Kasyan.
Однако перед тем как устанавливать, трансформатор переделывается:
- Обязательно удаляются магнитные шунты, убирается вторичная обмотка.
- На свободную область место наматывается 2-5 витков вторичной обмотки. Для этих целей применяется толстый провод из меди.
- При настройке число витков меняется.
Особенности сборки
Схема конденсаторной сварки, собранной своими руками требует соблюдения важных принципов
Важно чтобы все было выполнено строго по алгоритму, только так можно получить качественное и исправное оборудование
Особенности сборки и работы прибора:
- На начальном этапе сварочные разряды тока должны поступать на область первичной обмотки трансформаторной катушки. Также они должны доходить до диодного моста.
- После на мост поступает сигнал от тиристора. Но перед этим данный элемент необходимо подключить к кнопке, которая подает импульс.
- Чтобы происходило скапливание сварочных импульсов, конденсаторные элементы встраиваются в цепь тиристора. Одновременно с этим конденсатор подключается к диодному мосту и к области первичной обмотки трансформатора.
- Во время включения самодельного оборудования с конденсаторами происходит накапливание электричества, исходящего из розетки. После этого нужно нажать на кнопку, а накопленное электричество в это время передвигается через резистор и тиристор, оно образует импульс.
- После импульс переходит на электрод. Как раз в этот момент требуется остановить подачу электричества к сварному прибору.

Это простая схема конденсаторной точечной сварки своими руками. При желании ее можно улучшить, модернизировать новыми и современными элементами. Но для бытовых условий вполне сойдет простое оборудование. При помощи него можно варить разные небольшие элементы из металла. При этом шов будет очень прочным и ровным.
Если вы решили сделать конденсаторную точечную сварку своими руками, то предварительно рассмотрите ее важные особенности и нюансы. Несмотря на то, что данная технология считается простой, она имеет важные принципы и правила, которые нужно учитывать при ее проведении. Не стоит забывать про принципы, виды и отличительные качества. Также, перед тем как приступать к сооружению самодельного аппарата для сварки, стоит подготовить необходимые элементы.
Несмотря на то, что данная технология считается простой, она имеет важные принципы и правила, которые нужно учитывать при ее проведении. Не стоит забывать про принципы, виды и отличительные качества. Также, перед тем как приступать к сооружению самодельного аппарата для сварки, стоит подготовить необходимые элементы.
Отличительные особенности
Стандартное сваривание подразумевает эксплуатацию сложной аппаратуры, где используются специальные электроды. Их прикладывают к обрабатываемой поверхности, что создаёт воспламенение обмотки, приводящее к расплавке металлопроката. Далее расплавленный металл перетекает в ванну, где после застывания скрепляет элементы. С таким делом справиться лишь опытный человек, а выделяемый газ и ультрафиолет окажут негативное следствие на организм. Следует отметить, что этой системой невозможно приварить мелкие составляющие.
Конденсаторная сварка не вредит экологии, а после манипуляций на плоскости практически не остаётся следов внешнего воздействия. Также этот подход поможет сэкономить электричество, и для процесса требуется минимум средств индивидуальной защиты. Прибор не требует охлаждения, и на всё уйдёт минимум времени. Особенным моментом можно назвать высокую точность и аккуратность соединения. Оборудование компактное, а область его применения – микросварка и электросварка больших сечений.
Также этот подход поможет сэкономить электричество, и для процесса требуется минимум средств индивидуальной защиты. Прибор не требует охлаждения, и на всё уйдёт минимум времени. Особенным моментом можно назвать высокую точность и аккуратность соединения. Оборудование компактное, а область его применения – микросварка и электросварка больших сечений.
Подготовка деталей
Перед началом конденсаторной сварки необходимо подготовить детали, которые предстоит соединить. С них счищают ржавчину, окалину и прочих загрязнения.
С них счищают ржавчину, окалину и прочих загрязнения.
Заготовки совмещают должным образом и потом помещают между нижним неподвижным электродом и верхним подвижным. Затем они сильно сдавливаются электродами. Нажимая пусковую кнопку, подают электрический разряд.
В месте соприкосновения электродов происходит сварка металла. Разжимать электроды нужно через некоторое время, необходимое для остывания и кристаллизации места сваривания под давлением.
После этого деталь перемещается, за это время устройство успевает зарядиться, и процесс сварки повторяется. Размер места сварки должен быть в 2-3 раза больше наименьшей толщины соединяемых заготовок.
Когда нужно приварить лист до 0,5 мм толщиной к другим деталям независимо от их толщины, можно применить упрощенный способ сварки. Один электрод с помощью зажима присоединяется к свариваемой толстой детали в любом удобном месте.
В том месте, где нужно приварить тонкую деталь, она прижимается вручную вторым электродом. Можно использовать автомобильные зажимы. Затем производится сварка. Как видно, процесс не слишком сложный, и доступный для домашних условий.
Затем производится сварка. Как видно, процесс не слишком сложный, и доступный для домашних условий.
Простая схема для точечной сварки
Тут актуально рассмотреть упрощённую модель, которая передаёт импульс через электромагнитное устройство. В ходе работы надлежит подключить первый провод непосредственно к детали, а второстепенный к передатчику. Прижатие составляющих возможно с использованием «крокодила». Схема прибора выглядит следующим образом: первичный трансформаторный моток подключается к сети (один его конец проводиться через диодный мост). К другой стороне этого же моста поступается сигнал с тиристора.
Схема точечной сварки
После запуска заряд будет накапливаться в транзисторах (они располагаются в цепочке полупроводникового приспособления и подключены к мосту трансформатора). С этого звена в дальнейшем будет браться электроток.
Последовательность происходит следующей манерой: сначала идёт зарядка двухполюсников от электросети. После пуска отключается зарядка, и ток переходит на электромагнитное устройство минуя резистор. Продолжительность можно контролировать при помощи специального регулятора.
Продолжительность можно контролировать при помощи специального регулятора.
Именно трансформатор относится к ключевым звеньям модуля. Его можно сформировать на подобии сердечника с габаритами 40 на 70 (длинна и ширина). Первичный слой изготавливается из 0,08 см кабеля, и оборачивается 300 раз. Вторичный делается проволочной шиной с размером 2 см, и ей делается 10 оборотов. Трансформатор можно взять любой, однако, его мощность обязана быть 10 Вт, а напряжение 15 В.
Конденсаторная сварка: что это такое
Конденсаторная сварка своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
высокие показатели производительности, что крайне важно при серийном производстве;
возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.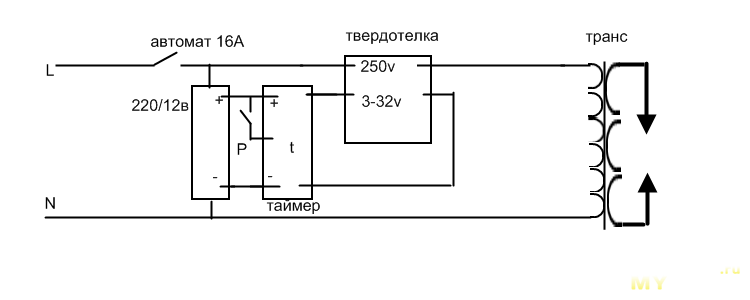
На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.
Способ конденсаторной сварки изделия.
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Общие сведения
Конденсаторная сварка считается одной из самых часто применяемых. Свою популярность она получила благодаря высокому качеству соединения и его долговечности. Чтобы использовать её для своих целей, необходимо подробно изучить всю доступную информацию. Она поможет избежать ошибок в изготовлении устройства и процессе соединения деталей.
Достоинства и недостатки
Самодельная контактная сварка на конденсаторах часто применяется не только в промышленности, но и в домашних условиях. Для её осуществления достаточно небольшого помещения, в котором можно расположить малогабаритный аппарат.
Основные преимущества технологии:
- высокая производительность;
- возможность скрепления деталей, изготовленных из разных материалов;
- долговечность применяемого оборудования;
- малое тепловыделение;
- высокая точность и качество шва;
- отсутствие затрат на покупку дополнительных расходных материалов.
Несмотря на большое количество достоинств, у технологии есть и несколько недостатков
Их обязательно нужно принимать во внимание перед планированием и началом работы. В противном случае можно столкнуться с проблемами, которые снизят качество изделия и повлекут за собой дополнительные финансовые затраты. https://www.youtube.com/embed/ZyiICM-p5Ro
Среди основных недостатков выделяются такие:
- ограниченность размера сечения соединяемых деталей;
- кратковременность мощности процесса;
- помехи в сети, создаваемые импульсной нагрузкой.

Особенности применения
Во время конденсаторной сварки наблюдаются некоторые особенности, которые по-разному влияют на качество работы. Из-за этого следует учитывать все мельчайшие факторы и стараться добиться идеального результата.
Основные особенности:
- Запас энергии для выполнения сварки производится в специальных конденсаторах, которые устанавливаются внутри аппарата.
- Продолжительность процесса выделения энергии составляет от 1 до 3 миллисекунд. За счёт этого снижается термическое воздействие на зону, находящуюся вокруг места контакта.
- Для выполнения сварки в домашних условиях необходимо подключать прибор к обычной электросети, а в промышленности — к специальным устройствам, обладающим высокой мощностью.
- Лучше всего использовать конденсаторную сварку для ремонта кузова автомобиля или любого другого транспортного средства. С её помощью тонкий лист металла не будет подвержен деформации, что значительно улучшит качество выполненной работы.

Основные требования и технологические приёмы
Для того чтобы хорошо выполнить соединение двух деталей, необходимо принять во внимание основные требования к процессу. Они помогут избежать недочётов в работе и снизят риск возникновения непредвиденной ситуации. Условия проведения работы:
Условия проведения работы:
- Для обеспечения максимально надёжного соединения необходимо в момент импульса оказывать достаточное давление контактных элементов на заготовки.
- Разжимать электроды следует через небольшой промежуток времени после завершения импульса. Это поможет получить лучшую кристаллизацию деталей.
- Поверхности скрепляемых деталей должны быть хорошо очищены от каких-либо загрязнений (ржавчина, плёнка окиси). Это позволит снизить сопротивление и увеличить воздействие тока на заготовку. При этом эффективность сварки значительно повысится.
- При выборе электродов следует отдавать предпочтение медным стержням. Их диаметр в точке контакта должен быть в 3 или более раз больше толщины скрепляемых деталей.

Среди них выделяются следующие:
- Точечная. Она используется для скрепления элементов, которые имеют различную толщину. Схема точечной сварки на конденсаторах предусматривает её использование в приборостроении и электронике.
- Роликовая. Этот вид представляет собой несколько последовательных точечных соединений, которые образуют сплошной шов. В такой сварке используются электроды, имеющие форму вращающейся катушки.
- Ударная. Она предназначается для создания цельных конструкций из деталей с небольшим сечением. Перед началом процесса подаётся дуговой заряд, который оплавляет края заготовок. Благодаря этому упрощается сваривание элементов после их соприкосновения.
Сварочный аппарат на конденсаторах своими руками
Устройство, которые мы представим в этой статье носит название «конденсаторная сварка». Этой сваркой можно соединять очень мелкие или тонкие предметы и детали.
Этой сваркой можно соединять очень мелкие или тонкие предметы и детали.
Ее отличие от стандартной точечной сварки состоит в том, что нагрев места соединения деталей осуществляется за счет энергии разряда конденсаторов.
Куча электронных увлекательных штучек в этом китайском магазине.
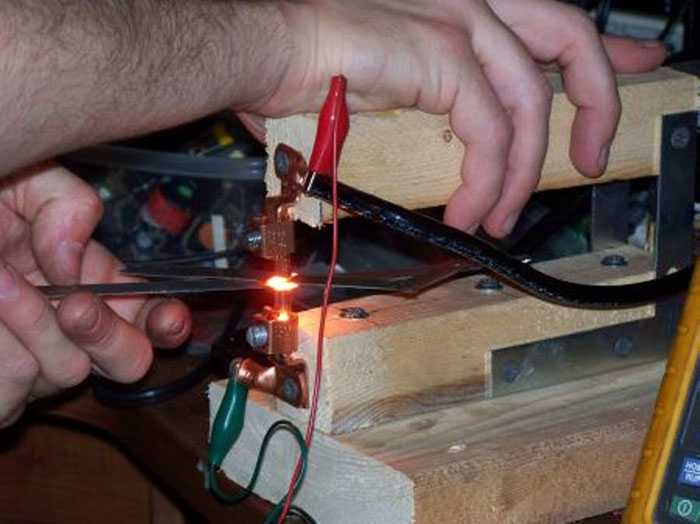
Удобство этого вида конструкций в относительной простоте электрической схемы, которую можно собрать своими руками. Модель, представленная на видео, питается от сварочного трансформатора, переменный ток преобразуется выпрямителем. Напряжение составляет 70 вольт. Ток поступает на емкостное сопротивление, которое при необходимости можно заменить обычным сопротивлением, равным 10 кОм. После сопротивления ток поступает на конденсаторную батарею общей емкостью 30000 Мкф. Накопленный заряд на конденсаторах высвобождается через тиристор.
Товары для изобретателей Ссылка на магазин.
Электроника для самоделок вкитайском магазине.
Далее посмотрите, как работает точечная конденсаторная сварка.
После включения питания загорается лампочка, которая в данном случае играет роль индикатора напряжения. Когда лампочка перестает гореть, это означает, что конденсаторная батарея полностью заряжена. После этого сварочный аппарат готов к работе. Включение разряда осуществляется нажатием на кнопку, встроенной в держатель. Такая сварка позволяет приваривать не только тонкие пластинки, но и шпильки разного диаметра к металлическим поверхностям. Для этого предусмотрена возможность удержания шпильки в держателе.
Обсуждение
Урнфры ывовля
+azim meex вы когда-нить дотрагивались за выводы заряженного конденсатора на 3, 8 мкф 250 в? В начале ролика было сказано: 30000 мкф напряжение поступает 70 вольт, в итоге получаем 73, 5 джоуля, это как минимум. Диапазон 10-50 дж в импульсе, уже теряет свою не летальность, и может вызвать электротравмы, несовместимые с жизнью (фибрилляция сердца, смерть).
Урнфры ывовля
+azim meex
70 вольт -это напряжение минимальное у конденсатора, так как питает он от 70. Причем здесь падение? Ты проверь, а потом мне расскажешь о путях его протекания.
Алексей грачёв
+toyama tokanava во влажном помещение с кучей металлических приборов кругом? При том и напряжение наверно указывается не постоянное, а переменное, верно? Не, убиться при желании можно и 12-ю вольтами, но я что-то таких людей не встречал. И потом, практически вся трансформаторная сварка работает на напряжении порядка 70 вольт и проблем особых не возникает.
toyama tokanava
Я даже не против, но есть определенные правила для использования, говорю как бывший сварщик и бывший электрик. Правила техники безопасности вам в помощь.
Vladimir lokot
+алексей грачёв полностью заряженный конденсатор в сто раз меньшей емкости при разряде через палец делает в нем 2 прожженные дырочки, довольно глубокие кстати, это в принципе не смертельно, но чертовски больно. Даже не знаю с чем сравнить — куда болезненнее чем укус осы к примеру. А вот какие «дырочки» прожжет эта дура я честно говоря боюсь представить.
А вот какие «дырочки» прожжет эта дура я честно говоря боюсь представить.
Алексей грачёв
+vladimir lokot так всё зависит от напряжения. Можно и сотню фарад зарядить в 30 вольт и при контакте с пальцем только щипнет, а можно и одну микрофараду зарядить тысячей вольт и тогда мало не покажется, будут и дырочки и всё что угодно. Закон ома, будь он неладен.
Vladimir lokot
+алексей грачёв там поболее 30 вольт, но даже 30 вольт хватает для нормального пробоя кожи. Да и в данном случае важен заряд по сути, а он напрямую зависит от емкости конденсаторной батареи.
Алексей грачёв
+vladimir lokot да, там 70 вольт. Не раз ощущал это напряжение на себе, так как регулярно варю как переменным, так и постоянным током, в последнем случае через диодный мост и конденсаторы. Ощутимо конечно, но явно не на всю мощность сварочника, чай я не железный человек. Так что закон ома рулит и ему без разницы, чем питается цепь — электростанцией, батарейками или конденсаторами.
Vladimir lokot
+алексей грачёв не охота с вами спорить, но 70 вольт от сварочника, это фигня по сравнению с мгновенным разрядом конденсаторной батареи хорошей емкости; даже 220в от сетевой розетки фигня. И закон ома который вы тут всуе упомянули 2 раза, отлично описывает почему, если немного подумать. При мгновенной разрядке такого конденсатора получается кратковременно, но очень большой ток, и это весьма и весьма серьезно.
И закон ома который вы тут всуе упомянули 2 раза, отлично описывает почему, если немного подумать. При мгновенной разрядке такого конденсатора получается кратковременно, но очень большой ток, и это весьма и весьма серьезно.
Алексей грачёв
+vladimir lokot да, разряжаются они быстро, вспомним ту же молнию, но если замкнуть их через сопротивление или вольтметр (который сам является сопротивлением по сути), процесс замедлится в зависимости от количества ом, указанном на резисторе.
Vladimir lokot
+алексей грачёв не хочу вас переубеждать, но проведите простой эксперимент: зарядите конденсатор хотя бы 50-100 мкф до 50-100в и прикоснитесь пальцем к его ножкам. Потом расскажите как сопротивление кожи влияет на скорость разряда конденсатора нет влиять то оно конечно будет, это безусловно. Есть вон люди которые скручивают провода 220 держась за 2 провода и из оно пощипливает только. Или которые полицейский электрошокер напрочь игнорируют. Но это скорее исключения.
Алексей грачёв
+vladimir lokot несколькими сообщениями выше я уже писал про наличие сварки с конденсаторами. То, что 70 вольт ощутимо бьют ещё ничего не доказывает. Прощайте.
То, что 70 вольт ощутимо бьют ещё ничего не доказывает. Прощайте.
Sergey pn
Опасная. Можно все этой хреновиной по голове кого нибудь ударить и будет плохо. А так ничего опасного, зачем молоть языком то в чем не разбираемся.
Sapar malikov
Я постоянно ремонтирую усилителей там +/-100 вольт постоянного тока и конденсаторы у современных усилителей минимум 4 шт по 10000 мкф на 100 вольт иногда забываем разрядит конденсаторы током сильно ударит конечно но никаких дырочки не будет тем более постаянка не очень так вредно на жизнь
alexandr developer
50 или 100? Разница как бы в два раза. У всех конечно по разному но я спокойно держался за клеммы лабораторного бп когда на нем было 90. Мне тогда было лет 13 и ничего. (Не советую конечно повторять особенно если бп без защиты по току или тем более если бп — импульсник. Или вы стоите на металлическом полу босиком). По теме — решительно не понимаю зачем там 70в. Думаю что при разряде конденсаторы переключаются в параллельное соединение — емкость и ток разряда при этом увеличиваются а напряжение падает. К тому же заряд там ограничен и по идеи эти 70 вольт которые приходят должны идти через гальваническую развязку (трансформатор) — если стоять босыми ногами на металле и при этом не приложить или плохо приложить второй электрод то потрясти может, но точно не убить.
К тому же заряд там ограничен и по идеи эти 70 вольт которые приходят должны идти через гальваническую развязку (трансформатор) — если стоять босыми ногами на металле и при этом не приложить или плохо приложить второй электрод то потрясти может, но точно не убить.
Сергей псг
схема.
Https://fotki.Yandex.Ru/next/users/ink740/album/41349/view/852249
https://fotki.Yandex.Ru/next/users/ink740/album/41349/view/852248
схема. Лично я собирал бы так.
Если исключить диод между 1 и 2 и перемычку между 3 и 4, то можно вставить диодный мост. Подсказка как внизу рисунка. Лень рисовать 2 ж ды одинаковое.
Номиналы деталей надо считать. Под конкретные условия.
Грамотный человек разберётся, ну а грамотный в иной области умений заплатит грамотному в электроникеэлектрике. )
Логика работы.
1. Включили в 220 все выключатели разомкнуты.
2. Замкнули кн 1 и ждём прекращения зарядного тока(лампа потухла).
3. Разомкнули кн 1, кратковременно замкнули (или удерживаем) кн 2. Свариваем деталь.
Свариваем деталь.
4. Разомкнули кн 2.
Если где допустил неточность то думаю александр меня поправит.
Сергей псг
+дим русс я не делал ещё.
Автор в видео говорит ёмкость конденсаторов 30 тысяч микрофарад. Напряжение на мосту 70 вольт=на конденсаторах 100-110 вольт. Сами конденсаторы надо брать на большее напряжение 125-160 вольт. 160 даже лучше. Не помню ряд напряжений для конденсаторов. Можно ли больше или меньше ответить может только практика. Поставите ёмкость больше возможно пережигание свариваемой поверхности(прожигание), да простят меня сварщики. Поставите меньше, не хватит энергии для процесса. Можно ли напряжение меньше? Да можно, но! Если мне память не изменяет зависимость количества запасённой энергии от напряжения в конденсаторах квадратичная. То есть напряжение в 2 раза ниже=энергия в 4 раза ниже.
По этому сначала делайте как говорит автор 70вольт на вторичке=100 вольт на кондёрах*30тыщ микрофарад. А потом если вас что то не станет устраивать, подберите параметры под себя. Ибо приварить вывод к элементу питания это одно, а использовать в авто рихтовке это мощнее надо.
Ибо приварить вывод к элементу питания это одно, а использовать в авто рихтовке это мощнее надо.
Евгений федоров
Полезная информация! У меня без всякой электроники контактная сварка, правда кнопка через тиристор по первичке. Для маленьких толщин таймер. Свариваю пластины толщиной от 01 до 1, 5мм.
azim meex
+vahe vardanyan во-первых порошок раздует по рукам и лицу сварщика, во-вторых графит науглеродит точку (не шов) сварки, что сделает её более хрупкой и в-третьих уменьшит сопротивление места сварки и вместе с этим тепловое действие тока.
Алексей полушкин
энергия заряженного конденсатора превращается в тепловую, под действием которой металл расплавляется в точках с минимальным сопротивлением, то есть в местах прижатия электродами. Энергия конденсатора e=c*u*u/2 откуда следует что подняв напряжение в 2 раза — энергию увеличиваем в 4 раза. Много конденсаторов лучше чем один, т. К из-за особенностей конструктива одиночный конденсатор не способен выдать большой ток при коротком замыкании, да и может быстро прийти в негодность.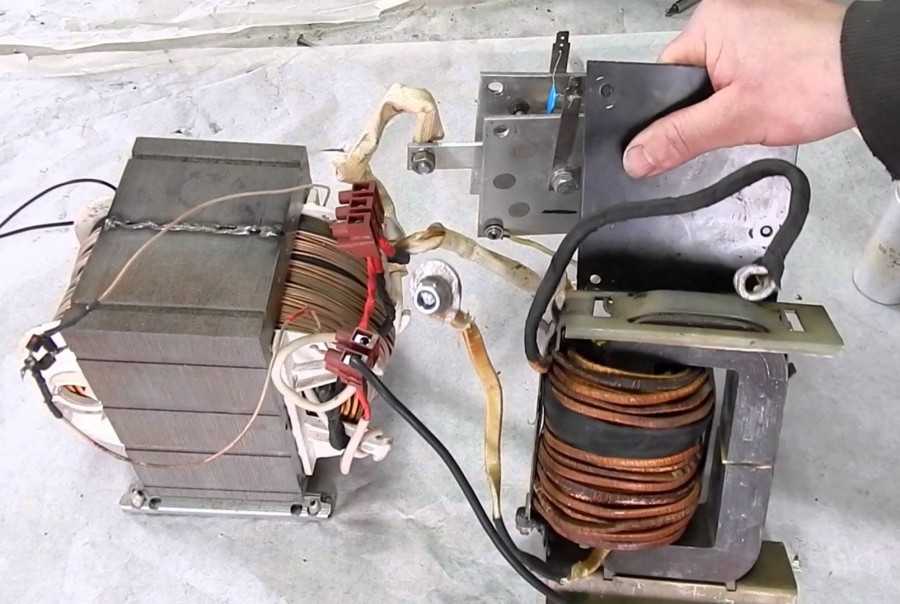 Поэтому от батареи параллельных конденсаторов получим заметно больший ток, чем от одного если бы он был емкостью как вся батарея.
Поэтому от батареи параллельных конденсаторов получим заметно больший ток, чем от одного если бы он был емкостью как вся батарея.
Валерий лысенко
+сергей псг если для тебя это просто, тогда нарисуй схемку. Сделай скрин или фото этого листка выложи в соц сеть. А нам скинь ссылку. Чтоб языком не болтать что это просто. В схеме я разберусь.
Petrow60
доброго здоровья. Очень интересная тема, если можно было бы схемку опубликовать с параметрами. Этот видеоролик заслуживает лайк и уважения. Спасибо. Жду продолжения как подписчик.
Toyama tokanava
Если на выходе добавить импульсный токовый трансформатор с соотношением витков один к десяти, можно ток получить в десять раз больший на электродах. Сечение проводов обмоток брать соответственно току в них, количество витков даже не нужно большое, так и брать, десять витков и вторички один виток. Даже думаю можно арматуру варить. Приходилось заниматься ремонтом сварочной установки в арматурном цехе, использовался там ртутный выпрямитель около 1000 вольт и масляные конденсаторы 100 микрофарад, ну и тиристорное управление почти аналогичное вашему.
Денис
Уважаемый автор видео! Делаю сварку подобную вашей. Использую конденсатор еа-іі-10 номиналом 33000мкф, напряжением 63в и тиристор т-160. Конденсатор заряжаю блоком питания.
С «+» конденсатора идёт провод на анод тиристора, а с катода тиристора идёт на сварочный электрод, «-» с конденсатора также идёт на сварочный электрод. Напряжение на управляющий электрод тиристора идёт с «+» конденсатора через микро выключатель. Тиристор исправен, проверял, конденсатор тоже. Почему то тиристор не открывается мгновенно (при открытии тиристора стрелка вольтметра плавно начинает идти к нулю) и сварка не происходит. Подскажите пожалуйста в чём может быть проблема? Заранее благодарен.
Sungazer
+денис наден ну, во-первых, тиристор — мощная, но медленная штука.
А во-вторых, кондер электролит не расчитан на большие токи.
Поэтому, при длительной работе будет перегрев кондера. Поэтому лучше кондеры набирать малым номиналом и параллелить.
Yury galinsh
+sungazer как понять «медленная штука»? В сетевых регуляторах мощности, при частоте 50 гц, тиристор (семистор) срабатывает 50 (либо 100) раз в секунду. Причём синусоиду он «обрезает» практически вертикально. В конкретном случае, это обыкновенный выключатель.
Причём синусоиду он «обрезает» практически вертикально. В конкретном случае, это обыкновенный выключатель.
Электролитический конденсатор скидывает, если не ошибаюсь 80% ёмкости за милисекунды.
Могу предположить неисправность самого тиристора. И насколько помню, к управляющему электроду ставился ограничитель по току (резистор). Ну а плавно разряжаться конденсатор может через управляющий электрод.
Alexander polulyakh
Компоненты нужно искать на радио рынках или в интернете заказывать. Все есть. Чем больше емкость конденсаторов тем больше будет заряд. Микровыключатель посылает микро токи на тиристор а он мгновенно высвобождает весь импульс накопленной энергии конденсаторов.
User0011
+антон туманов искать в пунктах приема металлолома! На лом алюминия они не идут, тонкий металлолом и фольгу алюминиевую не берут! Поэтому можно купить по цене черного металла. Не нужно где-то переплачивать на рынках! А если заинтересовать приемщиков( и т.д). Вот такой «бочоночек» столько-то, а вот такой столько. То насобирать можно быстро.
То насобирать можно быстро.
Схема и описание конденсаторной сварки своими руками
Этот вид сварки относится к точечному способу. Он удобен в случае, когда требуется приваривать небольшие детали друг к другу, а одну и маленькую. Преимущественно конденсаторную сварку используют для работы с цветными металлами.
Как только появилась возможность проводить точеную сварку в домашних условиях, метод стал набирать популярность среди неопытных сварщиков. Такая ситуация и прибавила актуальности вопросу на сегодняшний день.
Что собой представляет конденсаторная сварка своими руками схема и описание этого процесса и как собственноручно сделать сварку для домашнего использования? Этот вопрос мы и постараемся сегодня разобрать в деталях.
Содержание
- Отличие конденсаторного способа от других видов
- Принцип работы сварки
- Виды точечной сварки
- Преимущества
- Схема сборки конденсаторной сварки своими руками
- Как происходит процесс сварки
- Итоги:
Отличие конденсаторного способа от других видов
Первое отличие, которое бросается в глаза, это скорость сварки и её экологичность. Стандартный прибор сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе:
Стандартный прибор сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе:
- Конденсаторы собирают в себе требуемое количество энергии;
- Заряд переходит в тепло, которое используется для сварки.
Как уже упоминали ранее, этот вид сварки является экологически безопасным. Приборам не требуется жидкость для охлаждения из-за отсутствия тепловых выделений. Это преимущество позволяет прибавить времени к сроку эксплуатации устройства.
Принцип работы сварки
В процессе сваривания точечным способом, детали подвергаются зажиму двумя электродами, на которые приходит кратковременный ток. Затем между электродами образуется дуга, она и нагревает металл, расплавляя его. Сварочный импульс приходит в работу в течение 0,1 сек., он предоставляет общее ядро расплавки для обеих подвергающихся сварке частей заготовок. Когда снимается импульс, детали продолжают сжиматься под давлением нагрузки. В результате получаем общий сварной шов.
Когда снимается импульс, детали продолжают сжиматься под давлением нагрузки. В результате получаем общий сварной шов.
Существуют вторичные обмотки, с них ток попадает на электроды, а на первичную обмотку, приходится импульс, который образовался при конденсаторном заряде. В конденсаторе накапливание заряда происходит в промежутке между поступления импульса на два электрода.
Особенно хорошие результаты приходят, когда речь идёт о сварке алюминия или меди. Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм. Может, это и минус, но такая схема конденсаторной сварки сделанной своими руками прекрасно проявляет себя при сваривании разнородных материалов как и Tig сварка.
Виды точечной сварки
Различают два основных вида конденсаторной сварки своими руками, схему и описание которой мы рассматриваем:
- Трансформаторный. При которой конденсатор разрядит энерго-заряд на обмотку трансформаторного оборудования. При этом заготовки расположены в сварочном поле, которое соединяется со вторичной обмоткой.
- Бестрансформаторный.
 При которой конденсатор разрядит энерго-заряд на обмотку трансформаторного оборудования. При этом заготовки расположены в сварочном поле, которое соединяется со вторичной обмоткой.
При которой конденсатор разрядит энерго-заряд на обмотку трансформаторного оборудования. При этом заготовки расположены в сварочном поле, которое соединяется со вторичной обмоткой.Преимущества
Как и у всех других видов, самостоятельная конденсаторная сварка отличается рядом положительных особенностей:
- При стабильной работе, есть возможность сэкономить электроэнергию;
- Надёжность и практичность. Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении;
- Скорость работы;
- Сварочный ток очень плотный;
- Аккуратность. Учитывая дозу потребляемой энергии, в поле соприкосновения образуется надёжный шов, компактной толщины. Такой способ широко используют для тонкой сварки цветного металла;
- Экономичность. Потребляемая мощность равна 20 кВА максимум. Это происходит при помощи отбора мощности благодаря стабилизации напряжения в сети.
Схема сборки конденсаторной сварки своими руками
Через диодный мост (выпрямительный) проводится первичная обмотка, затем подключается к источнику напряжения. С тиристора идёт сигнал на мостовую диагональ. Тиристор управляется специальной кнопкой для запуска.
С тиристора идёт сигнал на мостовую диагональ. Тиристор управляется специальной кнопкой для запуска.
Конденсатор подключают к тиристору, точнее к его сети, к диодному мосту, затем его выводят на обмотку (первичную). Чтобы зарядить конденсатор, включается вспомогательная цепь с диодным мостом и трансформатором.
Как источник импульса, используют конденсатор, его емкость должна быть 1000-2000 мкФ. Для конструкции системы производится трансформатор из сердечника типа Ш40, требуемый размер 7 см.
Чтобы сделать первичную обмотку, нужен провод диаметром 8 мм, который обматывается 300 раз. Вторичная обмотка предполагает использование медной шины, в 10 обмоток. Для входа используют практически любые конденсаторы, единственное требование мощность в 10 В., напряжение 15.
Когда работа будет требовать соединения заготовок до 0,5 см, стоит применить кое-какие коррективы в схему конструкции.
 Для более удобного управления сигналом, используют пусковик серии МТТ4К, он включает параллельные тиристоры, диоды и резистор. Дополнительное реле позволит корректировать рабочее время.
Для более удобного управления сигналом, используют пусковик серии МТТ4К, он включает параллельные тиристоры, диоды и резистор. Дополнительное реле позволит корректировать рабочее время.Такая самодельная конденсаторная сварка сделанная своими руками, работает при следующей схеме последовательности действий:
- Нажимаем пусковую кнопку, она запустит временное реле;
- Трансформатор включается с помощью тиристоров, после реле отключается;
- Резистор используют для определения длительности импульса.
Как происходит процесс сварки
После того как конденсаторная сварка своими руками собрана по схеме, мы готовы приступить к работам. Для начала стоит подготовить детали, зачистив их от ржавчины и другой грязи. Перед тем как поместить заготовки между электродами, их соединяют в таком положении, в котором их нужно сваривать.
Затем запускается прибор. Теперь можно сжать электроды и прождать 1-2 минуты. Заряд, который скапливается в высокоемкостном конденсаторе пройдёт через приварной крепёж и поверхность материала. В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
Перед сварочными работами в домашних условиях, стоит приготовить такие материалы, как наждачная бумага, болгарка, нож, отвертка, любой зажим или пассатижи.
Итоги:
Конденсаторную сварку сделанную своими руками по схеме и описанию очень широко применяют как дома, так и в промышленности. Как мы видим, она очень удобна и проста в применении, плюс ко всему имеет большое количество преимуществ.
С помощью приведённой информации, Вы сможете вывести свои знания на новый уровень и удачно примените сделанную своими руками точечную сварку на практике.
Аппарат для микроточечной сварки с конденсаторным разрядом / Резак – PocketMagic
Представлено в Hack a Day:
Аппарат для микроточечной сварки с конденсаторным разрядом был представлен на HaD, см. его здесь . Спасибо вам, ребята!
его здесь . Спасибо вам, ребята!
Итоги работы:
08.02.2012, Первые тесты
09.02.2012, Выбор ЖК-дисплея 03-03, Электропитание и некоторые инновационные электроды
2012-03-18, Вольфрамовые электроды
15.07.2012, Исходный код и принципиальная схема
Часть 1: 8 февраля 2012 г.
Расплавленный материал прилипает к разрядным электродам, что затрудняет работу. Я планирую попробовать изготовить их из графита или вольфрама. Давайте посмотрим, какой из них работает лучше всего!
Этот проект находится в стадии разработки. Моя батарея конденсаторов составляет ок. 60000 мкФ, но мне нужно приблизиться к 1 Фараду, чтобы иметь достаточно энергии для правильной работы. Я, вероятно, буду использовать конденсатор Car Audio.
Я, вероятно, буду использовать конденсатор Car Audio.
Схемы, программное обеспечение микроконтроллера, макет печатной платы будет добавлен. Видео, показывающее точечную сварку, появится позже.
Некоторые фотографии конструкции:
В настоящее время инструмент работает в двух режимах
1) Микроточечная пайка
Предустановленный (uC+LCD+элементы управления) сильноточный импульс подается на два электрода при нажатии триггера кнопка нажата. Металлические проволоки или листы, зажатые между электродами, будут спаяны.
2) Резка
На электроды посылается серия коротких импульсов для создания плазмы и резки тонкой металлической фольги.
Длительность импульса, частота повторения настраиваются. Я получил лучшие результаты с парами импульсов. Длительность в диапазоне десятков – нескольких сотен микросекунд. При сварке первый импульс расплавляет материал, а второй закрепляет пайку. Для резки первый импульс наносит ущерб, а второй импульс помогает очистить электрод от расплавленного микропятна.
Можно добавить больше режимов работы, поэтому, пожалуйста, дайте мне идеи!
TODOs:
— Мне нужно найти лучшие электроды, которые не прилипают к материалу, я рассматриваю вольфрам или графит. Предложения?
— большая батарея конденсаторов: мне нужно больше мощности, и, вероятно, я выберу конденсатор на 1 фарад для автомобильного аудио. Те Sprague, которые я сейчас использую, недостаточны для бегущих строк.
– завершить и опубликовать ПО.
– опубликовать схемы и разводку печатных плат.
Часть 2: 9 февраля 2012 г.
Мне нужно решить, какой тип ЖК-дисплея использовать: 2-строчный ЖК-дисплей HD44780 или более крупный, 4-строчный. Код, который я написал, работает с обоими. Большой из них будет иметь то преимущество, что позволит отображать больше текста. Меньший, с другой стороны, более компактный, лучше подходит для моего маленького корпуса.
Часть 3: 22 февраля 2012 г.
Купил подходящий конденсатор. Окончательно! Это Pyramid Royal Blue, CAP160DBL 1,6 Фарад. Первым делом я разобрал бесполезную электронную часть и дисплей. Таким образом, новый размер идеально подходит для моего проекта. Для тех, кто жалуется, что этот тип конденсатора при использовании в автомобильных аудиосистемах не выключается и разряжает автомобильный аккумулятор, просто отвинтите разъемы, чтобы снять часть дисплея. Вам это все равно не понадобится :
Окончательно! Это Pyramid Royal Blue, CAP160DBL 1,6 Фарад. Первым делом я разобрал бесполезную электронную часть и дисплей. Таким образом, новый размер идеально подходит для моего проекта. Для тех, кто жалуется, что этот тип конденсатора при использовании в автомобильных аудиосистемах не выключается и разряжает автомобильный аккумулятор, просто отвинтите разъемы, чтобы снять часть дисплея. Вам это все равно не понадобится :
Цена на этот была прибл. 55 долларов США в местном магазине, и это делает его самым дорогим компонентом всего этого проекта, как и ожидалось.
Часть 4: 1 марта 2012 г.
Коробка проекта в окончательном виде готова. Мне пришлось напилить еще немного дерева, но это несложная задача, если использовать подходящие инструменты (на прошлое Рождество мне подарили красивую маятниковую пилу).
Для быстрого теста я попробовал использовать галогенный электронный трансформатор на 12 В. Это была пустая трата времени, так как эти вещи нестабильны и не работают должным образом (они почти не колеблются):
В коробке находится радиатор, стандартный разъем питания ПК и держатель предохранителя. Большой конденсатор установлен сверху, так как он выглядит красиво и в любом случае слишком велик, чтобы поместиться внутри.
Большой конденсатор установлен сверху, так как он выглядит красиво и в любом случае слишком велик, чтобы поместиться внутри.
Часть 5: 3 марта 2012 г.
Я сопротивлялся искушению выбросить этот галогенный электронный трансформатор в мусорку. Это была такая пустая трата времени! Вместо этого я нашел зарядное устройство от старого ноутбука. Это блок питания 90 Вт, 19,5 В SMPS идеального размера для моей коробки. Первоначальные тесты показали, что он способен заряжать конденсатор (с коротким первоначальным отключением электроэнергии) и даже поддерживать энергопотребление в режиме интенсивной дуговой резки. Поскольку это была еще одна китайская дешевка, некоторые дополнительные компоненты, такие как фильтр, конденсаторы и т. д., отсутствовали на печатной плате, и я добавил их в первую очередь. Затем я обновил радиатор, чтобы убедиться, что он будет работать непрерывно, пока мне нужно использовать инструмент:
Пока что это отличный выбор! Мое устройство теперь может питаться от розетки 110В-220В. В качестве альтернативы вы можете выбрать один из представленных здесь источников питания SMPS.
В качестве альтернативы вы можете выбрать один из представленных здесь источников питания SMPS.
Для панели управления мне понадобилось несколько потенциометров и несколько кнопок. Я использовал несколько горшков NOS Russian 47K, которые я получил на выставке Gintaras Ebay, KWTUBES. У нас вы можете приобрести качественные комплектующие по приемлемым ценам.
Некоторые контакты используются для соединения с плавающими кабелями, идущими от модулей печатных плат. Таким образом, я могу легко демонтировать и собрать все вместе. 92.
Конденсатор 1.6F, который я использовал, имеет ESR 0.0016 Ом.
Часть 6: 18 марта 2012 г.
Используемые компоненты:
В этом проекте задействовано много модулей, но я постараюсь упомянуть самые важные:
1] 5x IRFP 2907 21USD . Источник . Они использовались параллельно на большом радиаторе для включения и выключения разрядки конденсатора
2] 2x IRF2807 3USD . Источник . Один отвечает за зарядку, а другой за разрядку конденсатора, чтобы поддерживать его на заданном уровне напряжения.
Источник . Один отвечает за зарядку, а другой за разрядку конденсатора, чтобы поддерживать его на заданном уровне напряжения.
3] 1x ULN2803 5USD (упаковка из 10 шт.). Источник . ТРАНЗИСТОРНАЯ МАССИВ-8 NPN DARLINGTONS используется в плате управления транзисторами.
4] 1x Atmel ATMega 16-16PU 12 долларов США. Источник .
5] 1x 16×2 HD44780 символьный ЖК-дисплей 3USD . Источник .
6] 1 блок питания 19,5 В 4,5 А 13 долларов США. Источник . У меня было несколько таких адаптеров для ноутбуков, и кажется, что они хорошо подходят для моего инструмента для импульсной разрядки конденсаторов, как для сварки, так и для резки.
7] 1x 1.6F 20V Конденсатор 50USD . Источник: местный магазин автозвука.
8] 4x 47K Потенциометры 9долларов США (упаковка 50 шт.). Источник .
9] Другое 20 долларов США (Кварцевый резонатор 16 МГц, разъемы, переключатели, провода и т. д.)
Часть 7: 15 июля 2012 г.
Схемы:
Плату Eagle PCH можно скачать здесь.
Схема печатной платы:
Если вам нужно распечатать печатную плату для своей платы, используйте этот PDF-файл.
Программное обеспечение, выпущенное под лицензией GPL:
Вот моя собственная программная реализация с библиотекой C++ LCB, которую я описал в предыдущей статье:
Hex-файл и полный исходный код
Другие ресурсы:
Вы также можете увидеть сварочный аппарат Иржи Питтнера, представленный здесь.
Ждем ваших вариантов этого крутого проекта!
Вот несколько вариантов, созданных моими читателями
Аппарат для точечной сварки с разрядом конденсатора Дэвида
Дэвид отлично справился с созданием этого инструмента, с очень красивым футляром и педалью в качестве курка
Производство: лазер с ЧПУ, гидроабразивная резка, плазма, сварка | добавление конденсаторов к сварочному аппарату | Практик-механик
Билл D
Алмаз
- #1
Мне было интересно, улучшит ли дешёвый сварочный аппарат столетия добавление выходных конденсаторов. Любая идея о том, сколько добавить? Много статей в Интернете о добавлении их к проволочным сварочным аппаратам, но ничего о сварочных аппаратах.
Bill D.
PS: конечно только dc
Марк Рэнд
Алмаз
- #2
Хитрые сварочные аппараты — это устройства постоянного тока, а не постоянного напряжения. Добавление индуктивности, скорее всего, поможет.
Марк Рэнд
Алмаз
- #3
Марк Рэнд сказал:
Сварочные аппараты Trick— это устройства постоянного тока, а не постоянного напряжения. Добавление индуктивности, скорее всего, поможет.
Нажмите, чтобы развернуть…
Палка, а не трюк. Я, должно быть, устал
левие
Чугун
- #4
По моему опыту, обычная проблема низкоуровневых сварочных аппаратов заключается в плохом регулировании. Часто они представляют собой не более чем малогабаритный трансформатор с ответвлениями. Добавление значительной катушки индуктивности может помочь, но я не вижу никакой пользы в добавлении емкости.
Часто они представляют собой не более чем малогабаритный трансформатор с ответвлениями. Добавление значительной катушки индуктивности может помочь, но я не вижу никакой пользы в добавлении емкости.
Адама
Алмаз
- #6
Другой вариант — вложить средства в сварочный инвертор. Сварка стержнем на постоянном токе намного лучше. В равной степени инверторные сварочные аппараты также намного эффективнее.
Конденсаторы изменят фазовый угол, добавление некоторых поможет в некоторой степени, так как сварщики в основном индуктивная нагрузка. Измерение тока само по себе не позволяет определить мощность переменного тока. Добавьте слишком большую емкость, и все будет так же плохо, как и было, или еще хуже, только в противоположном направлении.
Добавьте слишком большую емкость, и все будет так же плохо, как и было, или еще хуже, только в противоположном направлении.
машина лунного света
Алмаз
- #7
Время и деньги, потраченные на этот пост, лучше потратить на настоящего сварщика.
ДэйвКэмп
Титан
- #8
Время и деньги, потраченные на этот сварочный аппарат, превышают то, что потребуется для приобретения чего-то вроде Miller SRH-333 и использования конденсаторов для преобразования его в однофазный. .. и после этого никогда не будет СНОВА нужен любой другой сварочный источник постоянного тока.
.. и после этого никогда не будет СНОВА нужен любой другой сварочный источник постоянного тока.
Добавление выходной индуктивности или коррекция коэффициента мощности могут несколько повысить производительность, но в действительности вы НИКАК не повлияете на рабочий цикл, а прирост производительности будет недостаточным для перехода к более высокому режиму металлообработки.
DDoug
Алмаз
- #9
Диаметр 1/8 дюйма. 7014 на переменном токе — ваш друг.
Научитесь управлять им.
ДэйвКэмп
Титан
- #10
5/32″ 7014 на полном ходу — это взрыв… (наденьте кожу!) 😉
DDoug
Алмаз
- #11
ДэйвКэмп сказал:
5/32″ 7014 на полном ходу — это взрыв… (носите кожу! 😉
Нажмите, чтобы развернуть…
1/8 «диаметр 7014 на переменном токе будет делать толстые вещи, делать тонкие вещи (в разумных пределах) будет делать это плоско, вверх по стене,
на потолке . … вы называете это.
… вы называете это.
Научитесь управлять им.
Установка системы сварки конденсаторным разрядом Блог
Стенограмма:
Разряд конденсатора, который для краткости часто называют сваркой CD, характеризуется использованием повседневного питания от обычной электрической розетки на сто десять вольт. Этот процесс является частью более крупного семейства методов крепления, известных как приварка шпилек или приварка штифтов.
В Midwest Fasteners мы знаем, что экономия времени имеет решающее значение для всех типов операций. Простая в использовании, портативная приварка шпилек может использоваться для установки многих видов крепежных изделий.
Поскольку настройка оборудования имеет решающее значение для надлежащего выполнения работы, давайте посмотрим, как может помочь компания Midwest Fasteners.
Сварочные системы CD используют легко доступное, повседневное электричество, и это лишь одна из особенностей, которые делают их:
- очень портативными
- состоят из простых, легких деталей,
- короче говоря, способны работать, низкотемпературные, циклы сварки,
- и используются на материале толщины листового металла для создания высокопрочных сварных креплений многих типов.

Таким образом, благодаря простому процессу мы получаем мощность, скорость и надежность.
Приварка шпилек разряда конденсатора происходит в 4 мгновенных этапа.
- Контакт
- Зажигание
- Размещение шпильки (или «закрытие зазора»)
- и «склеивание» сварного шва
Для более подробного изучения настройки C.D. шпилька или штифт, «сварщик», мы будем использовать стандартную портативную систему конденсаторного разряда Midwest Fasteners.
Во-первых, основной блок называется блоком питания или «контроллером». Он подключается к стовольтовой или «настенной электросети». Некоторые устройства имеют съемные шнуры питания, некоторые поставляются с подключенным кабелем питания.
Затем пистолет для разрядки конденсаторов подключается к блоку питания с помощью сварочного и контрольного кабелей. Эти соединения передают сигнал на устройство от горелки и пропускают сварочный заряд во время фактического цикла сварки.
Каждая система приварки шпилек с конденсаторным разрядом также имеет кабель заземления, который необходим для «завершения» цепи цикла сварки.
Наконец, для подготовки пистолета к сварке крепежа определенного типа и размера необходимы соответствующие принадлежности.
Эти компоненты составляют «контактную» систему приварки шпилек разрядом конденсатора, предусмотренную для всех портативных компакт-дисков MIDWEST Fasteners.
Теперь более подробно рассмотрим, как подключить аппарат для приварки шпилек с конденсаторным разрядом.
Не забывайте о безопасности при работе с оборудованием StudWelding и всеми типами энергетического оборудования. Всегда соблюдайте местные и связанные с работой правила техники безопасности и помните, что это электрическое оборудование, способное производить значительную мощность и напряжение. Обязательно ознакомьтесь с руководствами для вашего оборудования и ознакомьтесь с торговыми рекомендациями, чтобы узнать о передовых методах работы в любых условиях.
Подсоедините кабель заземления к блоку в соответствии с маркировкой блока, нанесенной на блоке управления.
Также обратите внимание, что некоторые устройства имеют специальные «разъемы» для заземления в зависимости от выполняемой сварки, что-то вроде «CD» или «Cuphead». Если это так, следуйте этим маркировкам.
Если это так, следуйте этим маркировкам.
У вас также будет простой единственный порт заземления.
Завершите «заземление работы», подключив зажим заземления к свариваемому металлу. Следите за тем, чтобы это соединение всегда было плотным и «чистым».
В большинстве случаев приварка шпилек выполняется с «прямой» полярностью, при этом заземление является «положительным», а горелка обеспечивает «отрицательный» полюс для потока сварного шва. Обратная полярность также является доступным подключением и может использоваться в некоторых приложениях. Если вам нужно узнать больше, обратитесь к своим поставщикам ссылок и сварки шпилек.
Затем пистолет подключается к блоку питания двумя кабелями:
- сварочным кабелем,
- и линией управления
Опять же, производители предоставляют маркировку, помогающую правильно установить и подключить. В каждом случае убедитесь, что соединения прочные и плотные, а также должным образом «заблокированы» с помощью разъема.
Наконец, подключите питание с помощью шнура питания.
Помните, простота подключения и портативность позволяют вам «использовать» систему компакт-дисков практически где угодно, и для «повседневного» электричества требуется всего сто десять вольт.
Наконец, выберите и правильно установите нужные аксессуары на компакт-диске. Это делается в зависимости от типа и размера крепежных изделий, которые необходимо приварить с помощью системы CD. Все соединения здесь должны быть герметичными и полными; так же, как с кабельными соединениями раньше.
Выполнив эти простые шаги, вы можете включить контроллер, и ваша система разряда конденсатора будет готова к сварке шпилек или штифтов.
Просто:
- Загрузка
- Контакт
- Weld
Благодаря этому вы получаете быструю установку, надежные результаты и высококачественный сварной шов.
Сварной шов, прочный даже при значительных нагрузках за счет связи, которая образуется немедленно и разрушается в крепежном элементе ДО того, как он разрушится в испытательном сварном шве.