Что такое контактная шовная сварка?
Время чтения: ≈7 минут
Большинство более-менее опытных сварщиков слышало или даже применяло в своей практике контактную сварку. Возможно, это была точечная или рельефная сварка. Об этих технологиях наслышаны все, но немногие знают о такой разновидности контактной сварки как шовная сварка.

Контактная шовная сварка — что это такое? Чем она отличается от роликовой контактной сварки? Какие есть достоинства и недостатки у такой технологии соединения металлов? На эти, и многие другие вопросы мы ответим в небольшой статье.
Содержание статьи
Общая информация
Контактная шовная сварка — метод соединения металлов, разновидность контактной сварки. Суть метода заключается в использовании двух вращающихся роликов-электродов. Они формируют неразъемное соединение, состоящее из множества сварных точек. Точки могут частично перекрывать друг друга для большей герметизации шва.

Возможно, вы слышали также термин «контактная роликовая сварка». Многие новички часто спрашивают, чем роликовая сварка отличается от шовной. Ответ: ничем. Это одна и та же технология, которая имеет два названия. Поэтому допускаются оба. Можете называть такой метод как роликовым, так и шовным. Суть от этого не меняется.
Читайте также: Контактная стыковая сварка сопротивлением и оплавлением
Также существует конденсаторная контактная сварка, которую порой называют импульсной. Она считается разновидностью шовной (или роликовой) сварки. Выше мы упомянули, что при шовной сварке используются вращающиеся ролики-электроды. Это действительно так, но оборудование состоит не только из роликов, а еще из целого комплекса механизмов и систем. Поэтому такой аппарат принято называть станком для роликовой сварки.
Суть технологии крайне проста: металлическую деталь устанавливают между двумя роликами, которые затем прокатываются по металлу. При этом они не только сжимают, но и сваривают обе детали. Сварка осуществляется за счет прохождения тока через ролики и нагрева металла. Все это происходит одновременно. Как вы понимаете, с помощью такой технологии можно сварить только очень тонкие листы металла. Максимальная толщина, с которой справится станок — 3 миллиметра.
Ролики, применяемые в станках для шовной сварки, не простые. Ведь они не просто прокатывают и сжимают металл, а еще и выступают в роли электродов. Поэтому необходимо правильно подбирать их. В продаже существуют ролики различных диаметров. Мы рекомендуем диаметр от 150 до 20 сантиметров. У роликов меньшего диаметра обычно больший износ и меньший срок службы. Также обратите внимание, из какого металла изготовлен ролик. Оптимальный материал — медь и различные типы бронзы.
Достоинства и недостатки
Качество швов при роликовой сварке удивит каждого, кто впервые сталкивается с этой технологией. При этом сама сварка высокопроизводительна. Данную технологию можно приспособить к конвейерному производству. Также нет необходимости использоваться в сварочном процессе защитный газ, флюс или присадочные материалы.

Контактная роликовая сварка— это всегда высокий уровень культуры труда. Рабочим не приходится использовать комплектующие, загрязняющие одежду и рабочую зону. А мы напомним вам, что культура производства — это не просто термин из СССР. Это правила, прописанные в ГОСТах, которые действуют до сих пор. И их необходимо соблюдать.
Среди недостатков разве что невозможность сварки любых металлов друг с другом, невозможность сварки деталей толще 3 миллиметров. Еще один минус — необходимость применения дорогостоящего оборудования.
Технология
Исходя из описания выше могло сложиться впечатление, что контактная шовная сварка — это дело одной минуты. Достаточно просто прокатать детали через два ролика и шов готов. Но это не совсем так. Существует три основных технологии формирования шва на роликовом станке: непрерывная, прерывистая и шаговая. Давайте рассмотрим их подробнее.
Непрерывная сварка
Непрерывная сварка — это то, что мы как раз и представляем, когда слышим о шовной сварке. Детали устанавливают между двумя роликами и прокатывают, одновременно с этим на металл воздействует сварочный ток. Ток подается непрерывно, отсюда и название технологии. Казалось бы, все просто. И данная технология наверняка применяется повсеместно.
Но нет. Непрерывная сварка — самая невостребованная и непопулярная разновидность шовной сварки. А все потому, что ролики-электроды часто перегреваются, соединение получается некачественным и такой метод подходит только для работы с деталями толщиной до 1 миллиметра.
Прерывистая сварка
А вот прерывистая сварка на деле оказалась самой популярной и востребованной. Здесь, как не трудно догадаться, детали все так же прокатываются между двумя роликами. Только ток поступает прерывисто. Чтобы соединение получилось герметичным необходимо грамотно настроить частоту импульсов тока и скорость вращения роликов. В идеале сварные точки должны немного перекрывать друг друга.
Шаговая сварка
Метод шаговой сварки заключается в том, что детали так же расположены между роликами, но во время подачи тока не используется прокатка. Т.е., деталь остается неподвижной, когда с помощью тока формируется сварочная точка. Затем деталь прокатывают на небольшое расстояние, чтобы сделать следующую точку.
Шаговая сварка используется редко. Но она просто незаменима, когда нужно сварить алюминий методом шовной сварки, поскольку нагрев металла будет незначительным. При шаговой сварке и ролики, и сама деталь практически не нагреваются. А при сварке алюминиевых сплавов это большое преимущество.
Вместо заключения
Контактная шовная сварка — это быстрый и простой метод соединения тонкостенных металлов. А благодаря разнообразию технологий можно сварить любой металл: от низколегированной стали до алюминиевых сплавов. Чтобы выполнить такую сварку качественно не обязательно обладать высокой квалификацией. Достаточно пройти короткое обучение и немного попрактиковаться.
что это такое, принцип работы, где используется
На примере точечного либо рельефного видов, контактная сварка знакома многим сварочным специалистам.
Эти две технологии получили широкое распространение, в отличие от шовного типа.
Далее будет рассказано:
- что называют контактной шовной сваркой;
- ее отличия от роликового вида контактной сварки;
- достоинства и недостатки шовного сваривания металлов;
А также дана более подробная информация о процессе и технологических видах работы.
Содержание статьиПоказать
Общая информация
Контактной шовной сваркой называется тип сваривания, при котором используются два вращающихся электродных ролика.
Эти электроды создают большое количество сварных точек, способных отчасти перекрывать воздействие друг друга.
Создается неразъемное соединение, которое отвечает за повышенную герметичность шва.
Сварщики, которые только осваивают профессию, часто спрашивают, в чем разница между шовным типом и роликовым.
Разгадка здесь проста – это единая техника обработки металла, имеющая два разных названия.
Ее можно называть и роликовой, и шовной, оба варианта будут верны. Ведь варианты названия не изменяют сущность процесса.
Типом шовной обработки считается также конденсаторное (импульсное) контактное сваривание.
При шовном методе действующим механизмом сваривания являются электроды-ролики. Однако весь рабочий аппарат – это более сложная система механизмов.
Его принято называть «Станок для роликовой сварки».
Такая техника обработки металла довольно проста. Необходимые детали помещаются между двумя роликами, которые сжимают и с силой прокатываются по поверхности металла.
Процесс соединения происходит благодаря проходящему в роликах току, который нагревает поверхность детали.
Правда, такая методика оптимальна только для тонких металлических листов до трех миллиметров толщиной.
Применяемые для шовной технологии сваривания ролики, кроме сжимания деталей, функционируют как электроды, а потому требуют точного выбора.
В ассортименте встречаются образцы разного диаметра. Рекомендуется использовать варианты от 150 до 20 см в диаметре.
Ролики более маленьких диаметров быстро изнашиваются, требуют частой замены. Важная роль также у материала, из которого была произведена деталь.
В этом вопросе подходящими будут медь, либо бронза всех ее типов.
Достоинства и недостатки

Впервые встречая результат роликового сваривания металлов, люди испытывают приятное удивление.
Сам процесс отличается высокой производительностью и подходит для использования в конвейерных производствах.
Плюсом технологии является факт, что работа на таком станке не требует защитных газов, флюсов и материалов для присадки.
Культура труда – основная характеристика контактной роликовой сварки, ведь эта технология не требует применения комплектующих, приводящих к загрязнению одежды и рабочей зоны.
Можно считать, что это термин, свойственный лишь времени Советского Союза.
Но культура производства – это стандарты ГОСТов, действующие по сей день, и требующие соблюдения правил рабочих процессов.
Недостатков у такого вида сваривания всего три. Он не подходит для сваривания разных металлов в одну деталь. Работает на тонких листах до 3 мм. А также требует наличия оборудования высокой стоимости.
Технология

Однако контактная шовная сварка происходит не моментально. Чтобы получить шов, не достаточно провести деталь между двумя роликовыми электродами.
Этот процесс гораздо более сложный. Встречаются несколько основных методов создания шва на таком станке:
- непрерывный;
- прерывистый;
- шаговый.
Далее эти виды работы станка будут рассмотрены детальнее.
Непрерывная сварка

Такой тип производства – это то, что приходит в голову первым при попытках представить, как должна работать данная методика. Детали помещаются между роликовыми электродами и прокатываются, пока к ним применяется ток.
Он подается без перебоев, непрерывно, что легло в основу названия техники обработки металла. Глядя на описание, можно прийти к выводу, что это – самая популярная технология. Однако это не так.
Причина в том, что рабочие детали – электроды – получают сильную нагрузку во время производства. Происходит перегрев, и шов теряет свое качество. Поэтому такая методика рекомендована для обработки листов до 1 мм в диаметре.
Прерывистая сварка

Эта методика соединения металлических элементов признана более востребованной. При таком типе работы детали прокатываются между двумя электродами.
Однако подача тока происходит с перерывами. Здесь важна точная настройка частоты электрических импульсов. Вместе с вращающей скоростью сварочных элементов она отвечает за герметичность шва.
Оптимальным вариантом можно назвать работу, при которой сварные точки перекрывают друг друга.
Шаговая сварка

Техника такого производства основана на отсутствии прокатки. Металлические листы помещаются между роликовыми электродами, но во время формирования сварочной точки они остаются на месте. Движение происходит только на расстояние между контактами, то есть до следующей точки.
Шаговая разновидность применяется в редких случаях. Однако для обработки таким способом алюминия она остается лучшим вариантом.
При задействовании шаговой сварки нагрев и металла, и сварочных элементов незначителен. Это ключевое преимущество технологии в отработке алюминия.
Вместо заключения
Контактную шовную сварку смело можно назвать достаточно быстрым и простым способом обработки тонкостенных элементов.
Наличие разновидностей технологий позволяет использовать ее для разных металлов: как низколегированной стали, так и алюминиевых сплавов.
Качественное выполнение такой работы не требует высококвалифицированной специализации. Для нее хватит и короткого обучения с долей практики.
Шовная контактная сварка
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Технологические особенности процесса
Шовная сварка во многом подобна точечной и отличается тем, что в качестве электрода используют вращающиеся ролики, обеспечивающие возможность последовательной сварки точек без снятия давления с электродов. При вращении роликов и перемещении между ними деталей сваривается последовательно сплошной ряд точек, перекрывающих одна другую и образующих сплошной шов.
Шовной сваркой наиболее часто выполняют нахлесточные соединения и по отбортовке аналогично применяемым при точечной сварке.
Для шовной сварки используют дисковые (роликовые) электроды диаметром от 40 до 400 мм с плоскоцилиндрической рабочей поверхностью при сварке сталей и со сферической поверхностью при сварке цветных и легких металлов и их сплавов.
Шовной сваркой выполняют протяженные швы следующими основными способами:
непрерывной сваркой — при непрерывном вращении роликов (электродов) и непрерывном действии сварочного тока;
прерывистой сваркой — при непрерывном вращении роликов и прерывистым (импульсным) действием сварочного тока;
шаговой — с периодической остановкой роликов после поворота их на заданный угол и подачей тока в моменты остановки.
Первые два способа обеспечивают возможность получения герметических швов.
Процесс непрерывной шовной сварки весьма неустойчив, так как по мере действия тока происходит возрастающий разогрев металла, сопровождающийся глубоким внедрением в него роликов. Способ используется для сварки металла толщиной до 1 мм.
При прерывистой шовной сварке получаются отдельные сварные точки (в моменты действия тока), которые, перекрывая одна другую, образуют непрерывный шов. При этом обеспечивается устойчивый процесс сварки без перегрева металла.
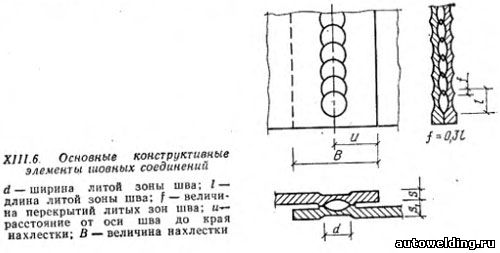
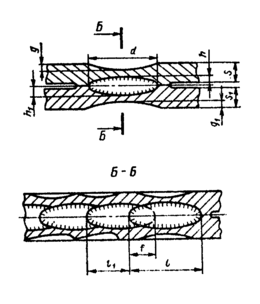
Большинство конструктивных элементов (рис. XIII.6) сварных соединений шовной сварки имеют обозначения, аналогичные принятым для соединений точечной сварки.
Для получения плотного шва величина перекрытий f должна быть не менее 0,3 l.
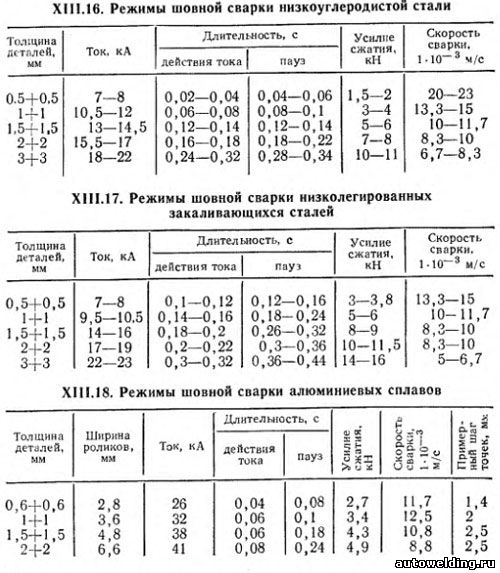
Режимы сварки
Режимы шовной прерывистой (многоимпульсной) сварки сталей приводятся в табл. XIII.16 и XIII.17; сварки алюминиевых сплавов — в табл. XIII.18.
Малышев Б.Д. Сварка и резка в промышленном строительстве т.1. -M. 1989
См. также: Контактная сварка, Требования к сварным конструкциям при точечной и шовной сварке, Контроль качества соединений точечной и шовной сварки, Промышленное применение точечной и шовной сварки, Механизация и автоматизация точечной и шовной сварки
Шовная контактная сварка — это… Что такое Шовная контактная сварка?
Шовная контактная сварка, также встречается название Роликовая сварка — сварочный процесс, при котором детали соединяются швом, состоящим из ряда отдельных сварных точек (литых зон), частично перекрывающих или не перекрывающих одна другую. В первом случае шов будет герметичным. Во втором случае шовная сварка выполненная отдельными точками без перекрытия практически не будет отличаться от ряда точек, полученных при точечной сварке. Процесс шовной сварки осуществляется на специальных сварочных станках с двумя (или одним [1]) вращающимися дисковыми роликами-электродами, которые плотно сжимают, прокатывают и сваривают соединяемые детали. Толщина свариваемых листов колеблется в пределах 0,2—3 мм[1][2]. Применяется при изготовлении различных емкостей, где требуются герметичные швы — бензобаки, трубы, бочки, сильфоны и др.
Технология
Шовная сварка является разновидностью контактной сварки, поэтому в основу ее технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей. Существует три способа выполнения шовной сварки: непрерывная, прерывистая и шаговая.
Непрерывная шовная сварка осуществляется при непрерывном движении деталей и непрерывном протекании сварочного тока. Толщина свариваемых листов, как правило, не превышает 1 мм[2]. Применяется редко из-за перегрева сварочных роликов и свариваемых деталей, невысокого качества сварки и относительно низкой стойкости электродов. Используется для сварки неответственных изделий из малоуглеродистых сталей.
Прерывистая шовная сварка осуществляется при непрерывном движении деталей и прерываемом включении сварочного тока. Герметичность швов, обеспечиваемая перекрытием литых ядер сварных точек, достигается сбалансированным соотношением скорости вращения роликов и частоты импульсов тока. Толщина свариваемых листов — до 3 мм[2]. Способ прерывистой шовной сварки получил наибольшее распространение[1][2] благодаря меньшему перегреву роликов и заготовок.
Шаговая шовная сварка осуществляется в ходе прерывистого движения деталей (на шаг), с помощью больших величин сварочного тока, включаемого в момент остановки роликов. Характеризуется наименьшим перегревом роликов и заготовок. Толщина свариваемых листов — до 3 мм[2]. Применяется для сварки алюминиевых сплавов и плакированных металлов.
Желательный диаметр электродов 150—200 мм, так как при меньшем диаметре увеличивается их износ. При сварке металлов толщиной менее 0,5 мм применяют электроды диаметром 40—50 мм. Для изготовления электродов для точечной и роликовой сварки используется медь марки М1, кадмиевая, хромистая, берилиевая бронзы и другие сплавы[2].
Примечания
Ссылки
Контактная шовная сварка | Мир сварки
Контактная шовная сварка
Шовная сварка – способ контактной сварки, при котором соединение деталей выполняется внахлестку в виде непрерывного или прерывистого шва вращающимися дисковыми электродами (роликами), к которым подведен ток и приложено усилие сжатия.
На рисунке 1 представлена принципиальная схема шовной сварки.
Рис.1. Схема контактной шовной сварки |
Применяют три способа шовной сварки:
- непрерывную;
- прерывистую с непрерывным вращением роликов;
- шаговую с периодическим вращением роликов.
Непрерывная шовная сварка выполняется сплошным швом при постоянном давлении роликов на свариваемые поверхности и при постоянно протекающем сварочном токе в течение всего процесса сварки. При этом способе большое значение имеют тщательная зачистка свариваемых поверхностей, равнотолщинность соединяемых листов и однородность состава металла.
Прерывистая сварка с непрерывным вращением роликов также выполняется при постоянном давлении роликов, но в этом случае сварочная цепь периодически замыкается и размыкается. Шов формируется в виде перекрывающих друг друга сварных точек и отличается более высоким качеством.
Шаговая шовная сварка осуществляется при постоянном давлении роликов; при этом сварочная цепь замыкается в момент остановки роликов. Такой способ обеспечивает более рельефный шов, за счет качественного формирования сварной точки. Однако машины для реализации шагового способа сварки с периодическим вращением роликов отличаются сложностью конструкции и малой производительностью.
В тех случаях, когда невозможно подвести ролики к свариваемому изделию с двух сторон, применяют одностороннюю шовную сварку (рис.2).
Рис.2. Односторонняя контактная шовная сварка |
Шовно-стыковая сварка – разновидность шовной сварки, применяется для соединения труб с продольным сварным швом.
Из стальной ленты необходимой ширины (рис.3) специальными формирующими роликами подготавливают трубную заготовку 3 с верхним расположением стыка 4 кромок заготовки. Заготовка подается стыком под сварочные ролики 2, к которым подводится сварочный ток от трансформатора 1. Давление прижима передается заготовке через нажимные ролики 5. После заварки шва производится его обработка фрезой, правка и разрезка заготовки на трубы заданных размеров. Этим способом изготовляют трубы диаметром 14…600 мм с толщиной стенок 0,5…12,5 мм.
Рис.3. Принцип шовно-стыковой сварки |
ЛИТЕРАТУРА
- Оборудование для контактной сварки / Под ред. В.В. Смирнова. – СПб.: Энергатомиздат. 2000. – 848с.
- Технология и оборудование контактной сварки / Б.Д. Орлов, А.А. Чакалев, Ю.В. Дмитриев и др.; Под общ. ред. Б.Д. Орлова. – М.: Машиностроение. 1986. – 352с.
- Сварка на контактных машинах / Н.С. Кабанов. – М.: Высшая школа. 1979. – 215с.
- Основы сварочного дела / В.Г. Геворкян. – М.: Высшая школа. 1991. – 239с.
- Сварка, резка и пайка металлов / К.К. Хренов. Машиностроение. 1952. 384с.
- Справочник сварщика / Под ред. В.В. Степанова. М., Машиностроение, 1974, 520с.
- Оборудование для контактной сварки: Справочное пособие / Под ред. В.В. Смирнова. – СПб.: Энергоатомиздат. 2000. – 848с.
Шовная контактная сварка — Википедия. Что такое Шовная контактная сварка
Материал из Википедии — свободной энциклопедии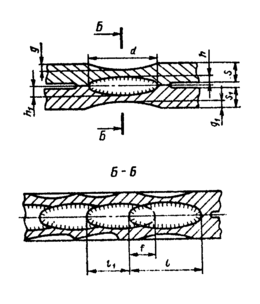 Конструктивные элементы сварных соединений, выполненных контактной шовной сваркой: s и s1 — толщина детали; d — расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h1 — величина проплавления; g и g1 — глубина вмятины; l — длина литии зоны шва; f —величина перекрытия литых зон шва; l1 — длина не перекрытой части литой зоны шва;
Конструктивные элементы сварных соединений, выполненных контактной шовной сваркой: s и s1 — толщина детали; d — расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h1 — величина проплавления; g и g1 — глубина вмятины; l — длина литии зоны шва; f —величина перекрытия литых зон шва; l1 — длина не перекрытой части литой зоны шва;Шо́вная конта́ктная сва́рка, также встречается название Роликовая сварка — сварочный процесс, при котором детали соединяются швом, состоящим из ряда отдельных сварных точек (литых зон), частично перекрывающих одна другую и образующих герметичный шов.
Общие сведения
Шовная сварка осуществляется на специальных сварочных станках с двумя (или одним[1]) вращающимися дисковыми роликами-электродами, которые плотно сжимают, прокатывают и сваривают соединяемые детали. Толщина свариваемых листов колеблется в пределах 0,2—3 мм[1][2]. Применяется при изготовлении различных емкостей, где требуются герметичные швы — бензобаки, трубы, бочки, сильфоны и др.
Частным случаем этого вида сварки является шовная конденсаторная сварка.
Технология
Шовная сварка является разновидностью контактной сварки, поэтому в основу её технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей.
Существует три способа выполнения шовной сварки: непрерывная, прерывистая и шаговая.
- Непрерывная шовная сварка осуществляется при непрерывном движении деталей и непрерывном протекании сварочного тока. Толщина свариваемых листов, как правило, не превышает 1 мм[2]. Применяется редко из-за перегрева сварочных роликов и свариваемых деталей, невысокого качества сварки и относительно низкой стойкости электродов. Используется для сварки неответственных изделий из малоуглеродистых сталей.
- Прерывистая шовная сварка осуществляется при непрерывном движении деталей и прерываемом включении сварочного тока. Герметичность швов, обеспечиваемая перекрытием литых ядер сварных точек, достигается сбалансированным соотношением скорости вращения роликов и частоты импульсов тока. Толщина свариваемых листов — до 3 мм[2]. Способ прерывистой шовной сварки получил наибольшее распространение[1][2] благодаря меньшему перегреву роликов и заготовок.
- Шаговая шовная сварка осуществляется в ходе прерывистого движения деталей (на шаг), с помощью больших величин сварочного тока, включаемого в момент остановки роликов. Характеризуется наименьшим перегревом роликов и заготовок. Толщина свариваемых листов — до 3 мм[2]. Применяется для сварки алюминиевых сплавов и плакированных металлов.
Желательный диаметр электродов 150—200 мм, так как при меньшем диаметре увеличивается их износ. При сварке металлов толщиной менее 0,5 мм применяют электроды диаметром 40—50 мм. Для изготовления электродов для точечной и роликовой сварки используется медь марки М1, кадмиевая, хромистая, бериллиевая бронзы и другие сплавы[2].
Примечания
Ссылки
Шовная контактная сварка — Википедия
Материал из Википедии — свободной энциклопедии
Конструктивные элементы сварных соединений, выполненных контактной шовной сваркой: s и s1 — толщина детали; d — расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h1 — величина проплавления; g и g1 — глубина вмятины; l — длина литии зоны шва; f —величина перекрытия литых зон шва; l1 — длина не перекрытой части литой зоны шва;Шо́вная конта́ктная сва́рка, также встречается название Роликовая сварка — сварочный процесс, при котором детали соединяются швом, состоящим из ряда отдельных сварных точек (литых зон), частично перекрывающих одна другую и образующих герметичный шов.
Общие сведения
Шовная сварка осуществляется на специальных сварочных станках с двумя (или одним[1]) вращающимися дисковыми роликами-электродами, которые плотно сжимают, прокатывают и сваривают соединяемые детали. Толщина свариваемых листов колеблется в пределах 0,2—3 мм[1][2]. Применяется при изготовлении различных емкостей, где требуются герметичные швы — бензобаки, трубы, бочки, сильфоны и др.
Частным случаем этого вида сварки является шовная конденсаторная сварка.
Технология
Шовная сварка является разновидностью контактной сварки, поэтому в основу её технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей.
Существует три способа выполнения шовной сварки: непрерывная, прерывистая и шаговая.
- Непрерывная шовная сварка осуществляется при непрерывном движении деталей и непрерывном протекании сварочного тока. Толщина свариваемых листов, как правило, не превышает 1 мм[2]. Применяется редко из-за перегрева сварочных роликов и свариваемых деталей, невысокого качества сварки и относительно низкой стойкости электродов. Используется для сварки неответственных изделий из малоуглеродистых сталей.
- Прерывистая шовная сварка осуществляется при непрерывном движении деталей и прерываемом включении сварочного тока. Герметичность швов, обеспечиваемая перекрытием литых ядер сварных точек, достигается сбалансированным соотношением скорости вращения роликов и частоты импульсов тока. Толщина свариваемых листов — до 3 мм[2]. Способ прерывистой шовной сварки получил наибольшее распространение[1][2] благодаря меньшему перегреву роликов и заготовок.
- Шаговая шовная сварка осуществляется в ходе прерывистого движения деталей (на шаг), с помощью больших величин сварочного тока, включаемого в момент остановки роликов. Характеризуется наименьшим перегревом роликов и заготовок. Толщина свариваемых листов — до 3 мм[2]. Применяется для сварки алюминиевых сплавов и плакированных металлов.
Желательный диаметр электродов 150—200 мм, так как при меньшем диаметре увеличивается их износ. При сварке металлов толщиной менее 0,5 мм применяют электроды диаметром 40—50 мм. Для изготовления электродов для точечной и роликовой сварки используется медь марки М1, кадмиевая, хромистая, бериллиевая бронзы и другие сплавы[2].