Контактная сварка — технология, виды, обозначение
Контактная сварка – процесс создания монолитного сварного шва путем расплавления кромок свариваемых деталей электрическим током и последующей деформацией сжимающим усилием. Особое распространение технология получила в тяжелой промышленности и служит для беспрерывного производства однотипной продукции.
Данная технология является распространенной при серийном соединении тонколистового металла
Сегодня как минимум один аппарат контактной сварки имеется на каждом заводе, а все благодаря преимуществам технологии:
- производительность – сварная точка создается не дольше 1 секунды;
- высокая стабильность работы – однажды настроив устройство оно может работать долгое время без стороннего вмешательства, сохраняя качество работ;
- низкие затраты на обслуживание – это касается расходных материалов, рабочим элементом служат контактные электроды;
- возможность работы с машиной специалистов низкой квалификации.


Содержание
- 1 Технология контактной сварки
- 1.1 Сущность процесса
- 1.2 Подготовка поверхностей
- 1.3 Машины для контактной сварки
- 1.4 Электроды для контактной сварки
- 2 Дефекты сварки и контроль качества
- 3 Разновидности контактной сварки
- 3.1 Точечная контактная сварка
- 3.2 Рельефная сварка
- 3.3 Шовная сварка
- 3.4 Стыковая сварка
- 4 Обозначение контактной сварки на чертеже
Технология контактной сварки
Простая, на первый взгляд, технология контактной сварки состоит из ряда процедур, обязательных к выполнению. Достичь качественного соединения можно только в случае соблюдения всех технологических особенностей и требований процесса.
Сущность процесса
Для начала стоит разобраться, как работает данная система?
Суть электроконтактной сварки это два неразрывных физических процесса – нагрев и давление. При прохождении через зону соединения электрического тока выделяется тепло, которое служит для расплавления металла.
Процесс соединения связан с локальным нагревом заготовок с одновременным их прижатием
При правильной организации процесса сами детали практически не подвержены нагреву, так как их сопротивление минимально. По мере создания монолитного соединения сопротивление уменьшается, а вместе с тем и сила тока. Подверженные нагреву электроды сварочного аппарата охлаждаются внедренной технологией с применением воды.
Подготовка поверхностей
Существует множество технологий, которые позволяют обработать поверхность перед использованием контактной сварки. Сюда относят:
- зачистку от грубых загрязнений;
- обезжиривание;
- снятие оксидной пленки;
- сушку;
- пассирование и нейтрализацию.

Порядок и сами технологии обуславливаются конкретным процессом и видом заготовок.
В целом, перед началом сваривания поверхность должна:
- обеспечивать минимальное сопротивление между деталью и электродом;
- обеспечивать равное сопротивление на всей протяженности контакта;
- свариваемые детали должны иметь гладкие поверхности без выпуклостей и впадин.
Машины для контактной сварки
Оборудование для контактной сварки бывает:
- неподвижным;
- передвижным;
- подвешенным или универсальным.
Разделяют сварки по роду тока на постоянного и переменного тока (трансформаторные, конденсаторные). По способам сваривания бывают точечные, шовные стыковые и рельефные, о которых мы поговорим чуть ниже.
Оборудование может быть как стационарным, так и переносным
Все сварочные устройства точечной сварки состоят из трех частей:
- электросистемы;
- механической части;
- водяного охлаждения.

Электрическая часть отвечает за расплавление деталей, контроль циклов работы и отдыха, а также устанавливает текущие режимы. Механическая составляющая представляет собой пневматическую или гидравлическую систему с различными приводами. Если установлен только привод сжатия, то перед нами точечная разновидность, шовные имеют еще и ролики, а стыковые систему сжатия и осадки изделий. Водяное охлаждение состоит из первичного и вторичного контура, разводящих штуцеров, шлангов, вентилей и реле.
Электроды для контактной сварки
В данном случае электроды не только замыкают электрический контур, но и служат отводом тепла от сварного соединения, передают механическую нагрузку, в ряде случаев помогают передвигать заготовку (роликовые).
Размеры и форма электродов для контактной сварки различаются в зависимости от применяемого оборудования и свариваемого материала
Такое использование обуславливает ряд жестких требований, которым должны соответствовать электроды. Они должны выдерживать температуру свыше 600 градусов, давление до 5 кг/мм2. Именно поэтому их изготавливают из хромовой бронзы, хромциркониевой бронзы или кадмиевой бронзы. Но даже такие мощные сплавы не способны долго выдерживать описанные нагрузки и быстро выходят из строя, снижая качество работ. Размер, состав и другие характеристики электрода подбираются исходя из выбранного режима, типа сварки и толщины изделий.
Они должны выдерживать температуру свыше 600 градусов, давление до 5 кг/мм2. Именно поэтому их изготавливают из хромовой бронзы, хромциркониевой бронзы или кадмиевой бронзы. Но даже такие мощные сплавы не способны долго выдерживать описанные нагрузки и быстро выходят из строя, снижая качество работ. Размер, состав и другие характеристики электрода подбираются исходя из выбранного режима, типа сварки и толщины изделий.
Дефекты сварки и контроль качества
Как и при любой другой технологии, сварочные соединения должны подвергаться жесткому контролю, для выявления всевозможных дефектов.
Здесь применяются практически все методы неразрушающего контроля и прежде всего – внешний осмотр. Однако, из-за прижатия деталей, выявить подобным способом дефекты бывает очень сложно, поэтому часть изготовленной продукции отбирается и проводится разрез деталей вдоль шва для выявления погрешностей. В случае обнаружения дефекта партия потенциально дефектной продукции отправляется на переработку, а аппарат калибруют.
Разновидности контактной сварки
Технология создания сварного пятна обуславливает разделение процесса на несколько видов:
Точечная контактная сварка
В данном случае сваривание происходит в одной или одновременно в нескольких точках. Прочность шва состоит из множества параметров.
Точечный способ является самым распространенным методом
В этом случае на качество работ влияет:
- форма и размер электрода;
- сила давления;
- длительность работ и степень очистки поверхности.
Современные аппараты точечной сварки способны работать с эффективностью 600 сварных соединений в минуту. Подобная технология используется для соединения частей точной электроники, для соединения кузовных элементов автомобилей, самолетов, сельскохозяйственной техники и имеет еще множество других областей использования.
Рельефная сварка
Принцип работы одинаковый с точечной сваркой, но основное отличие заключается в том, что сам сварной шов и электрод имеют схожую, рельефную форму. Рельефность обеспечивается естественной формой деталей или созданием специальных штамповок. Как и точечная сварка, технология применяется практически повсеместно и служит дополняющей, способной сваривать рельефные детали. С ее помощью можно прикреплять кронштейны или опорные детали к плоским заготовкам.
Рельефность обеспечивается естественной формой деталей или созданием специальных штамповок. Как и точечная сварка, технология применяется практически повсеместно и служит дополняющей, способной сваривать рельефные детали. С ее помощью можно прикреплять кронштейны или опорные детали к плоским заготовкам.
Шовная сварка
Процесс многоточечной сварки, при которой несколько сварных соединений располагаются близко или с перекрытием, формируя единое монолитное соединение. Если между точками имеется перекрытие, то получается герметичный шов, при близком расположении точек шов не герметичен. Так как шов, с использованием расстояния между точками не отличается от созданного точечным швом, подобные аппараты используются редко.
В промышленности более популярным является перекрывающийся, герметичный шов, с помощью которого создают баки, бочки, баллоны и другие емкости.
Стыковая сварка
Здесь детали соединяют, прижимая друг к другу, а затем оплавляют всю плоскость контакта. Технология имеет свои разновидности и разделяется на несколько видов на основании типа металла, его толщины и нужного качества соединения.
Технология имеет свои разновидности и разделяется на несколько видов на основании типа металла, его толщины и нужного качества соединения.
Сварочный ток протекает через стык заготовок, расплавляет их и надежно соединяет
Самый простой способ – сварка сопротивлением, подходит для легкоплавких заготовок с малой площадью пятна контакта. Сварка с оплавлением и плавлением с подогревом подходит для более прочных металлов и огромного сечения. Таким способом сваривают части кораблей, якоря и тд.
Выше, описаны наиболее популярные и используемые, но есть и такие виды точечной сварки:
- шовно-стыковая осуществляется вращающимся электродом с несколькими контактами для замыкания цепи, протягивая заготовку через такой аппарат можно получить негерметичный сплошной шов, состоящий из множества сварных точек;
- рельефно-точечная деталь сваривается согласно текущего рельефа, однако шов состоит не из сплошного пятна контакта, а из многих точек;
- по методу Игнатьева в котором сварочный ток протекает вдоль свариваемых частей, поэтому давление не влияет на нагрев изделия и его сваривание.

Обозначение контактной сварки на чертеже
Согласно существующего стандарта условных обозначений точечная сварка имеет следующее обозначение на чертежах:
- Сплошной шов. Видимый сплошной шов на общем плане чертежа отмечают основной линией, остальные конструктивные элементы основной тонкой линией. Скрытый сварной сплошной шов обозначен штриховой линией.
- Сварные точки. Видимые сварные соединения на общем чертеже отмечают символом “+”, а скрытые не отмечают вовсе.
От видимого, скрытого сплошного шва или видимой сварной точки идет специальная линия с выноской, на которой отмечаются вспомогательные условные обозначения, стандарты, буквенно-цифровые знаки и т.д. В обозначении присутствует буква “К – контактная и маленькая буква “т”-точечная, указывающие на метод выполнения сварки и ее разновидность. Швы, не имеющие обозначения, отмечают линиями без полок.
ГОСТ 15878-79 Регламентирует размеры и конструкции сварных соединений контактной сварки
Вся основная информация подается на линии выноске или под ней, в зависимости от обращенной стороны (лицевая или оборотная). Вся необходимая информация о шве берется из соответствующего ГОСТа, что указывается на сноске или дублируется в таблицу швов.
Вся необходимая информация о шве берется из соответствующего ГОСТа, что указывается на сноске или дублируется в таблицу швов.
Преимущества контактной точечной сварки — новости и статьи
ЗНАКОМ ли Вам испытанный способ соединения материалов, простой в реализации и доступный для автоматического выполнения, не требовательный к точности соблюдения параметров свариваемых деталей, не загрязняющий окружающей среды и, помимо всего прочего, позволяющий выполнить соединение с контролируемым качеством и при минимальных затратах?
Какой способ сварки выполняется миллиард раз по всему миру каждый день, но при этом остается практически без внимания?
Этот способ – контактная сварка, способ давно известный и на первый взгляд даже несколько примитивный.
Практически всегда оставаясь скрытыми между соединяемыми металлическими листами, соединения, выполненные способом контактной сварки – будь то точечной, рельефной или роликовой (шовной) – за последние годы испытали хотя и на первый взгляд незаметный, но, тем не менее, значительный прогресс благодаря развитию используемых в них технологий. Благодаря этому прогрессу стало возможным не только выйти на новый уровень удовлетворения требований заказчика работ в отношении качества, надежности и производительности, но использовать в работе все более и более разнообразные варианты листовых конструкций и новых материалов.
Благодаря этому прогрессу стало возможным не только выйти на новый уровень удовлетворения требований заказчика работ в отношении качества, надежности и производительности, но использовать в работе все более и более разнообразные варианты листовых конструкций и новых материалов.
В основе развития этого универсального метода сварки лежит использование современных технологий. Это и улучшенное управление сварочным током за счет использования микропроцессоров и тиристорной коммутации, и повышенная удельная мощность за счет использования сварочных трансформаторов повышенной производительности, и вполне естественное улучшение качества сварки благодаря использованию более высоких частот подаваемого на трансформаторы сигнала, что стало возможным вследствие применения специальных электронных схем, и улучшенное управление подачей электродов и сварочным давлением за счет развития пневматических и гидравлических систем, и, возможно, в ближайшем будущем, использование электронных сервоприводов с числовым управлением.
Так какие же преимущества контактной сварки существуют?
Изначально речь идет о сварке одинаковых металлов, при которой свариваемые металлы плавятся самостоятельно без дополнительного присадочного материала. Сварочная ванна, в которой сосредоточен расплавленный металл, образующий ядро сварной точки, в значительной степени локализована и предотвращает окисление сварочной ванны под воздействием окружающей среды, что позволяет избежать необходимости усложнения методики за счет использования внешней защитной атмосферы.
Дисперсия тепла в толще свариваемых листов материала в случае контактной сварки незначительная по сравнению с другими видами сварки, такими, как дуговая или газопламенная, при этом температура сварочной ванны лишь незначительно и на непродолжительное время превышает температуру плавления материала. Такой способ позволяет минимизировать остаточные напряжения и деформацию внутренней структуры металла, при условии, что электроды поддерживают усилие сжатия деталей в процессе термического расширения, расплавления и затвердевания металла.
В случае большинства обычных материалов, пригодных для сварки точечным способом, использование данного способа приводит лишь к незначительному структурному изменению материала (небольшое увеличение размера зерен).
Данный способ сварки позволяет сохранить привлекательный внешний вид готовых изделий, а именно, металлической мебели, изделий для железнодорожной промышленности, а также аэрокосмической промышленности.
Этот способ сварки надежен и обеспечивает высокую прочность соединения. Сварная точка, выполненная при оптимальных условиях сварки, имеет значительную механическую прочность, как при переменных изгибах, так и при постоянном сжатии или даже при высокочастотной вибрации. Сварные точки не подвержены или мало подвержены старению (на уровне ядра).
Процедура контактной сварки может применяться с минимальной подготовкой изделий, либо вообще без какой-либо подготовки (арматура для железобетонных изделий).
Еще одним преимуществом точечной контактной сварки является ее себестоимость. Сварочные машины для контактной сварки относительно недешевы, но за счет длительного срока службы они обеспечивают повышенную производительность с возможностью автоматизации (роботизации и использования специальных машин). Для работы сварочных машин необходимы значительные объемы электропитания, но фактически потребление мощности ими невелико. Кроме того, техническое обслуживание таких машин – достаточно простая и дешевая процедура.
Контактная сварка — ИвКонструктив
Сварка углекислым газом и аргонодуговая сварка Порошковая окраска
Контактная сварка — способ сварки соединений, основанный на воздействии на поверхность детали высоковольтного тока и большого механического давления. В основном применяется в машиностроении, радиоэлектронике, строительстве, производстве каркасов и других производственных сферах.
Техника контактной сварки
Электрический ток, воздействующий на поверхность металлического компонента, преобразуется в тепловую энергию. Одновременно на свариваемую поверхность воздействует высокое давление, в результате чего происходит пластическая деформация металла. В результате образуется высокопрочное и надежное соединение с ровной поверхностью.
Одновременно на свариваемую поверхность воздействует высокое давление, в результате чего происходит пластическая деформация металла. В результате образуется высокопрочное и надежное соединение с ровной поверхностью.
Применение контактной сварки актуально при работе с черными и цветными металлами; метод подходит для обработки полуфабрикатов и деталей из нержавеющей стали, а также сварки элементов из разнородных сплавов.
С учетом особенностей техники сварки и применяемого оборудования можно выделить три вида контактной сварки:
- Точечная сварка;
- Выступающая сварка;
- Сварка швов.
Наиболее востребована точечная контактная сварка. По названию понятно, что в процессе сварки детали соединяются в одной или нескольких точках. Этот метод широко используется в авиастроении, машиностроении и радиоэлектронике.
Выступающая контактная сварка на самом деле является разновидностью точечной сварки. Используется для фиксации листовых компонентов различных функциональных элементов. Например, в автомобильной промышленности используется для крепления кронштейнов на капоте, дверных петель и т. д.
Например, в автомобильной промышленности используется для крепления кронштейнов на капоте, дверных петель и т. д.
И, наконец, шовно-контактная сварка образует композитные швы, устойчивые к различным воздействиям окружающей среды (давление, температура). Метод применяется при изготовлении герметичных емкостей: топливных баков, камер бытовой техники, радиаторов.
Среди разновидностей контактной сварки также можно выделить сварку встык. Используется для фиксации двух металлических элементов по всей плоскости контакта. Например, при прокладке трубопровода соединяются стальные трубы.
Контактная сварка имеет ряд преимуществ :Рабочий процесс контактной сварки имеет ряд преимуществ:
- Обеспечивает сварку деталей различной толщины;
- Демонстрирует высокую эффективность без потери качества;
- Обеспечивает идеальную точность сварки компонентов;
Автоматизированный процесс позволяет значительно сэкономить время и трудозатраты. Качество контактной сварки определяется параметрами сварного соединения и регламентируется ГОСТ 15878-79..
Качество контактной сварки определяется параметрами сварного соединения и регламентируется ГОСТ 15878-79..
Контактная сварка в ООО «Ивконструктив»
Компания «Ивконструктив» предлагает услуги по контактной сварке с использованием современного сварочного оборудования. В наличии две модели: аппарат точечной сварки Tecna Via Grieco 27 – 40024 Castel S. Pietro Terme и аппарат контактной сварки РКС 073-6. Второй блок оборудования имеет большую мощность и позволяет сваривать алюминиевые элементы.
Выполняем контактную сварку по предварительно утвержденным требованиям и срокам. Для получения дополнительной информации о сроках, ценах и других условиях сотрудничества, пожалуйста, свяжитесь с нами по телефону или электронной почте.
СО2 и аргонно-дуговая сварка Порошковая окраска
Разместить заказ
Отправьте нам запрос, и мы свяжемся с вами в ближайшее время
Разместить заказ
Разместить заказ
900 менеджер свяжется с вами в ближайшее время!
Консультация
Оставьте контактные данные, и наш менеджер свяжется с вами в ближайшее время!
Свяжитесь с нами
Оставьте контактные данные, и наш менеджер свяжется с вами в ближайшее время!
 youtube.com/embed/cje5lvTPZCo» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/cje5lvTPZCo» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Процесс электроконтактной сварки | Норстан Инк.
СБОРКА ДЛЯ ЛЕНТОЧНОЙ СВАРКИ
Система резки проволоки Mitsubishi
Модель MV1200R
Макс. размеры заготовки 810 мм x 700 мм x 215 мм
Макс. площадь горения проволоки 400 мм x 300 мм x 215 мм Диаметр проволоки 0,1–0,3 мм
Возможность 4 осей
Новейшая технология прожига проволоки
Процесс автоматической сварки проволоки создает металлургическую связь между частью драгоценного металла (проволокой) и подложкой (терминалом). Сварка может быть выполнена горизонтально или вертикально. Количество драгоценного металла, используемого для конечного продукта, может быть значительно уменьшено, поскольку общая высота контакта может быть достигнута путем тиснения подложки (терминала) до определенной толщины. Наиболее важным ограничением для сборок с проволочной сваркой является диаметр размера контакта. Кроме того, в настоящее время к подложкам можно приваривать только сплавы, чистый металл и никель-серебро, изготовленные методом порошковой металлургии. Нет оксида серебра, кадмия или оксида олова. Время установки и производительность отлично подходят для цитирования.
Наиболее важным ограничением для сборок с проволочной сваркой является диаметр размера контакта. Кроме того, в настоящее время к подложкам можно приваривать только сплавы, чистый металл и никель-серебро, изготовленные методом порошковой металлургии. Нет оксида серебра, кадмия или оксида олова. Время установки и производительность отлично подходят для цитирования.
Узлы для сварки лентой также образуют металлургическую связь между выступающей частью сварки ленты и подложкой (терминал). Ленты могут иметь различную геометрию профиля, что значительно снижает количество драгоценного металла, используемого для изготовления готовой продукции. Материал основы профильной ленты будет иметь интегральное влияние на способность устройства рассеивать тепло через рабочие органы. Профильные ленты обычно состоят из привариваемого участка, прикрепленного к драгоценному металлу. Как правило, основа ленты состоит из материала с низкой проводимостью, такого как никелированная сталь или медные сплавы с очень низкой проводимостью.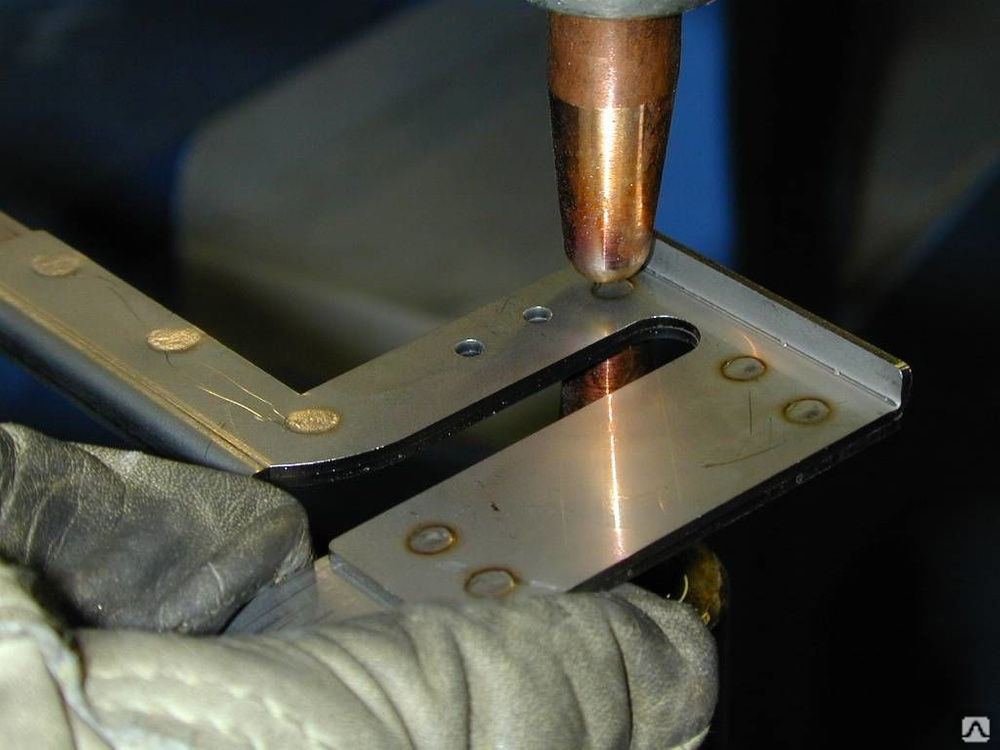 Это необходимо для достижения металлургической связи между лентой и подложками. Красота ленточных сварных узлов заключается в интригующей форме, позволяющей уменьшить количество драгоценных металлов, таких как золото и палладиевый сплав, почти до точки. Ленты для сварки профилей широко используются в приложениях, где упаковка очень мала, например, в телекоммуникациях и медицине. Время наладки и производительность такие же, как и для сборок с проволочной сваркой.
Это необходимо для достижения металлургической связи между лентой и подложками. Красота ленточных сварных узлов заключается в интригующей форме, позволяющей уменьшить количество драгоценных металлов, таких как золото и палладиевый сплав, почти до точки. Ленты для сварки профилей широко используются в приложениях, где упаковка очень мала, например, в телекоммуникациях и медицине. Время наладки и производительность такие же, как и для сборок с проволочной сваркой.
Каждый конкретный проект необходимо обсудить с заказчиком, чтобы определить наилучший порядок действий, безусловно, сварка проволокой и сборка с автоматическим креплением являются наиболее экономически эффективным процессом, но уникальные формы для изготовления профильных лент могут иногда обеспечивать значительные преимущества при упаковке. требования ограничений должны быть соблюдены.
Услуги по сварке проволокой и лентой В Norstan, , мы специализируемся на сварке проволокой и сварке лентой.