КОНТАКТНАЯ СВАРКА ДОМА [из микроволновки, инвертора, сварочного аппарата]
[Контактная сварка своими руками] – очень полезный навык.
При наличии в свободной продаже любых моделей инвертора, человек, планирующий сваривать в домашних условиях, имеет выбор – приобрести готовый аппарат или сделать его самостоятельно.
В этой статье мы рассмотрим, что это такое, продемонстрируем учебное видео по контактной сварке, дадим пошаговую инструкцию, как самостоятельно проводить контактную сварку и как можно сделать самодельный сварочный аппарат контактной сварки своими руками из микроволновки и использованных автомобильных аккумуляторов.
Контактная сварка – технология и процесс
Владельцы частных домов, автомобилисты и не только нуждаются в проведении сварочных работ.
В домашних условиях или в условиях небольшой мастерской применение сварочного инвертора для соединения металлических частей вполне по силам.
Принцип его действия заключается в том, что при помощи электрического тока металл разогревается, расплавляется и застывает, образуя сварной шов.
Для фиксации и предотвращения сдвигания, свариваемые детали сжимаются при помощи электродов, по которым подается электрический ток.
Для работы в домашних условиях потребуются мощные источники питания, что влияет на перегрев бытовой проводки.
Перед проведением работ следует убедиться в качестве проводки и, по возможности, заменить ее на новую.
При контактной точечной сварке две заготовки соединяются по поверхности прилегающих краев.
Такая технология подходит для тонких листов, деталей маленького размера и металлических прутов толщиной до 5 мм.
Видео:
Используют три вида соединения поверхностей: с помощью сопротивления, прерывистого оплавления или непрерывного оплавления.
Для сварки сопротивлением подготовленные заготовки или листы фиксируют и нагревают сварочным током до плавления.
Способ применим для следующих металлов:
- низкоуглеродистая сталь;
- цветной металл;
- соединения меди с латунью и сталью.


Ввиду жестких требований к температурному режиму и отсутствию примесей в местах соединения, этот способ используется редко.
При непрерывном оплавлении заготовки, используются клещи или иные фиксаторы детали, соединяют при включенном токе, после плавки краев соединяемых деталей проводится осадка и выключение подачи тока.
Этот способ наиболее применим для труб с тонкими стенами. Допустимо соединение разных по структуре заготовок.
Основной плюс – высокая скорость работы, серьезный минус – вытекание и угар металла по сварному шву.
Прерывистое оплавление происходит при поочередном плотном и неплотном контакте заготовок во время включенного тока.
Клещи зажима обеспечивают замыкание сварочной линии в месте соприкосновения заготовок до достижения ими температуры 900-950 градусов по Цельсию.
Такой способ применяется в случае, если исходной мощности аппарата не хватает для обеспечения непрерывного оплавления.
Таким образом, контактная сварка состоит из следующих шагов:
- Подготовка поверхностей к соединению (зачистка, выравнивание контура).
- Совмещение краев и фиксация заготовок под сварочным аппаратом.
- Подача электрического тока.
- Прогревание и оплавление под его действием краев деталей.
- Осадка и выключение тока.

Рассмотренные выше способы контактной сварки отличаются фиксацией заготовок и подачей тока, в целом, процесс сварки схож.
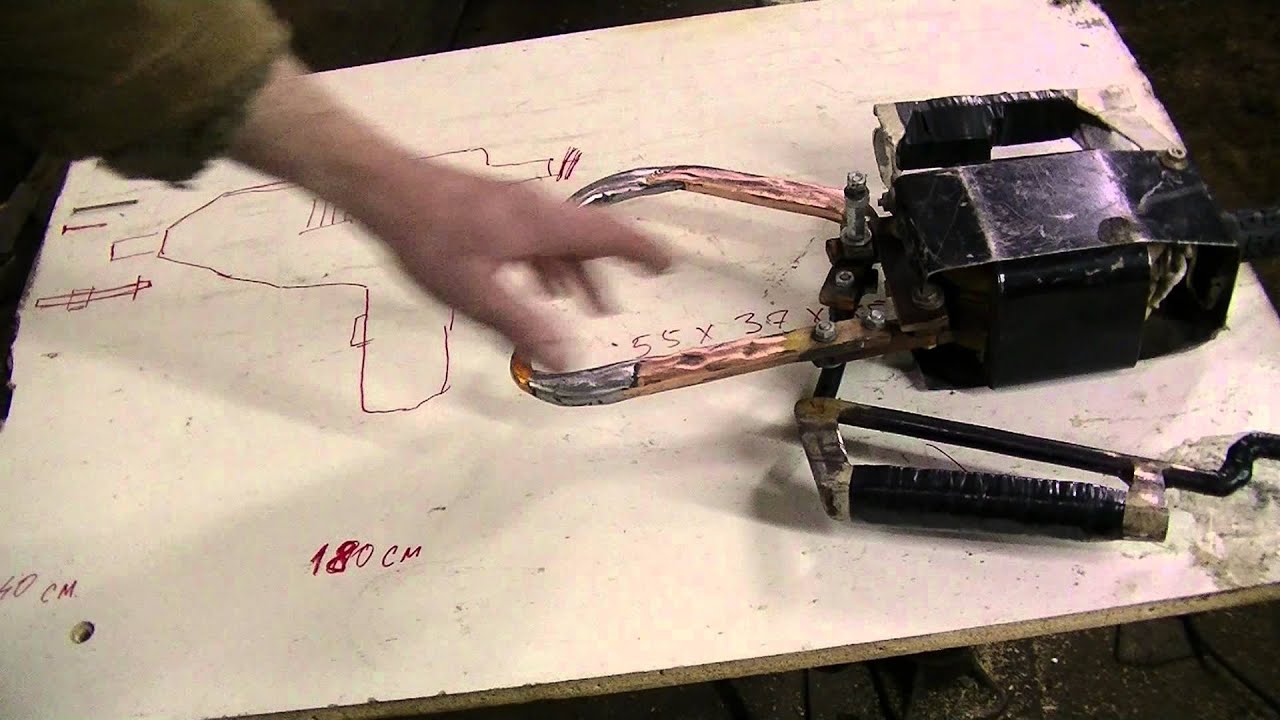
Для домашней контактной сварки можно сконструировать самодельный аппарат.
Видео:
Его основные рабочие узлы – сварочный зажим и блок подачи напряжения на конденсаторах, к низковольтной обмотке которого присоединяется электрод.
Второе крыло зажима служит опорой или соединяется (в зависимости от крепления аппарата) с заготовкой, имеющей больший размер.
Видео инструкция по контактной точечной сварке представлена выше.
Сварочный аппарат из микроволновки
Прибор для точечной контактной сварки можно изготовить самостоятельно, использовав трансформатор от микроволновки.
При изготовлении такого сварочного прибора нужно взвесить, что будет дешевле – осуществить покупку инвертора или сделать самостоятельно, применив трансформатор из ненужной микроволновки.
Трансформатор – самая дорогая деталь нашего будущего самодельного прибора. Все остальные расходники – провода, кожух и основа, на которую будет производиться крепление, будут практически в любой мастерской.
Нам потребуется мощность трансформатора не менее 1 кВт. С помощью сварочного аппарата, использующего такой трансформатор, реально делать точечную сварку листов до 1 мм.
Удвоение мощности трансформатора позволит работать с листами до 1,8 мм толщиной. Трансформатор современной микроволновки может быть мощностью до 3 кВт.
При необходимости можно использовать два и три трансформатора. Эта цепь позволит увеличить мощность подаваемого тока.
Требуется вынуть трансформатор из металлического кожура и избавится от шунтов для ограничения тока и вторичной обмотки.
Микроволновая печь использует высокое напряжение, поэтому на первичной обмотке трансформатора присутствует меньшее количество петель, чем на вторичной.
Из-за этого появляется разность потенциалов. Наша задача – изменить вторичную обмотку, приспособив ее под цели контактной сварки.
Тщательно зачистите трансформатор от остатков вторичной проводки и шунтов, при необходимости используйте металлическую щетку или длинный узкий предмет (например, отвертку).
Нетронутой останется только первичная обмотка, вторичную будем делать заново.
Учитывая высокое напряжение, берем многожильную электрическую проводку с сечением не менее одного квадрата.
Видео:
Если будет использоваться цепь из двух или более трансформаторов, то выводы всех вторничных обмоток от них сводим в одну.
Когда использован один трансформатор, то корпус для него можно приспособить из той же микроволновой печи, уменьшив ширину и длину.
Для системы трансформаторов кожух можно сделать из железного листа, снабдив его изолирующим слоем. Вторичная обмотка формируется 2-4 витками провода.
Однако, толстый слой изоляции, в которую упакован провод, не даст загнуть его по катушке.
Поэтому вынимаем провод из изоляции и в качестве изоляционного покрытия мы сможем применить обычную гибкую изоленту.
Двумя-тремя петлями провода мы добьемся напряжения в 2 Вт.
Для подвода тока к месту сварки создаем рычажный механизм, один рычаг которого жестко закреплен на основной поверхности (для удобства контактной сварки на этой же поверхности можно закрепить с помощью струбцин и трансформатор в кожухе).
Второй рычаг при опускании будет сдавливать детали. Выключатель вводим в цепь первичной обмотки и устанавливаем на верхний рычаг.
Это позволит одновременно сжимать деталь и пускать ток. Клещи в этом случае не используются, а сами наконечники предварительно паяются с проводами для предотвращения окисления.
При точечной сварке будем использовать стержни из меди толщиной больше, чем диаметр провода. В процессе работы их нужно подтачивать и при необходимости менять.
В ходе работы деталь зажимается с помощью рычагов между двумя электродами и пускается ток.
Сварочный аппарат из аккумуляторов
При сварочных работах с помощью электрического сварочного аппарата бытовые электросети терпят существенную перегрузку.
Длительная контактная сварка может привести к расплавлению электропроводки или выходу из строя бытовых приборов. Питание сварочного аппарата можно произвести от автономного источника электроснабжения.
Видео:
В этом качестве может выступать переносная станция (генератор, работающий на бензине или дизеле), что весьма накладно, а можно источник тока сделать самостоятельно.
Понадобится несколько автомобильных аккумуляторов, вполне допустимы бывшие в употреблении. Идеально, если они будут одной емкости.
Идеально, если они будут одной емкости.
Тогда сила тока будет рассчитываться, как 1/10 емкости аккумулятора. Если собраны приборы разной мощности, то для расчета понадобится самая маленькая емкость.
Сделаем цепь из последовательно соединенных аккумуляторов, скрепив соответствующие «плюсы» и «минусы» с помощью проводов и кусачек или, что еще лучше, проводами для прикуривания.
Можно использовать также любые клещи. От свободного «минуса» выводим провод на электрод, который зажимаем в клещи, а от свободного «плюса» на рабочую пластину, в цепь рекомендуется поставить реостат.
Получившийся сварочный аппарат для точечной сварки из автомобильных аккумуляторов готов и может быть использован вдали от источника электроэнергии.
К нему можно сделать самодельное устройство для зарядки. Данный вариант может быть успешно использован опытными сварщиками и не рекомендуется для получения навыков сварки.
Как показано в статье, точечная самодельная контактная сварка вполне доступна. Мы рассмотрели варианты и технологию контактной сварки.
Мы рассмотрели варианты и технологию контактной сварки.
Приведенная информация поможет получить начальные навыки контактной сварки и обеспечить создание сварочного инвертора для точечной сварки самостоятельно из подручных средств.
как собрать аппарат своими руками
Необходимость осуществления сварочных работ при кузовном ремонте не вызывает сомнений. И чтобы процесс этот не отнимал время, а также позволял устранить многие проблемы своими руками, важно подобрать соответствующее оборудование.
Ремонт кузова не мыслим без контактной сварки
Сварочный процесс при ремонте кузова
Абсолютное большинство работ при ремонте кузова автомобиля может произведено посредством контактной сварки. Этот вид, являясь довольно-таки специфическим, применяется преимущественно по причине своей простоты, отсутствия расходных материалов и высокого уровня производительности.
Подробнее о контактной сварке
Согласно техническому определению данная разновидность сварочных работ представляет собой процесс, в ходе которого образуется неразъемное соединение. Такое соединение есть следствие нагрева металла посредством проходящего электрического тока, а также пластический деформации самой зоны соединения (последнее происходит в результате сжатия).
Такое соединение есть следствие нагрева металла посредством проходящего электрического тока, а также пластический деформации самой зоны соединения (последнее происходит в результате сжатия).
Существует несколько способов осуществления контактной сварки своими руками, включая и точечный. Такая схема предполагает соединение деталей по отдельным участкам, которые и называются точками.
Для получения сварной точки свариваемые детали (предварительно тщательно зачищенные) собираются внахлестку, сжимаются с определенным усилием, после чего через место их контакта пропускается токовый импульс. На границе контакта свариваемых деталей машина образует место расплава, именуемое ядром точки. Когда течение тока будет завершено, это ядро закристаллизуется и образует весьма прочное соединение.
Высверливание перед соединением деталей
Существует ряд факторов, способных оказать влияние на качество, т.е. прочность точки и ее размер:
- Речь идет о таком параметре, как усилие сжатия;
- Определенную роль играет и показатель величины сварочного тока, который выдает машина;
- Важна также длительность токового импульса;
- Наконец, имеет значение диаметр контактной поверхности электродов.

Применяемые аппараты
Контактная сварка своими руками при кузовных работах осуществляется при помощи соответствующих сварочных аппаратов. Схема их применения предполагает следующее: машина (аппарат иными словами) нагревается, и происходит в результате тепловыделения непосредственное сваривание в тех местах, где соединяются детали.
Получается, что любой аппарат основан на принципе нагревания места сваривания током с одновременным воздействием давления.
Может быть использована стационарная машина, а также машина подвесная либо мобильная (для ручной работы). Каждый такой аппарат, в свою очередь, делится на определенные разновидности с учетом способа сварки.
Схема каждого аппарата предполагает наличие ряда частей: электрической, механической, гидросистемы, пневмосистемы (или же системы водяного охлаждения).
Аппарат для контактной сварки вполне может быть сконструирован своими руками, о чем мы и предлагаем поговорить подробнее.
Образец заводского шва
Самостоятельная сборка аппарата
Аппарат для осуществления контактной сварки состоит из двух узлов:
- Сварочный выносной пистолет;
- Блок питания.

Порядок ручной сборки хорошо демонстрируют многочисленные видео. Процесс изготовления пистолета начинается с того, что следует создать переходник и электроды. Для этого берется текстолитовый лист и из него вырезаются накладки (габариты определяются под собственную руку). Затем нужно просверлить каналы в ламподержателе для проводов. Эти провода будут вести к лампе подсветки.
К готовым накладкам крепится при помощи винтов и двух держателей микропереключатель. Из полосы оргстекла можно изогнуть распорные планки, учитывая при этом их расположение на накладках. Не следует забывать и о размещении проходящего через рукоятку сварочного кабеля.
Конец такого кабеля опаивается, потом вставляется в отверстие переходника и фиксируется винтом. Острые кромки накладок рекомендуется притупить. Важно обмотать рукоятку изоляционной лентой. Готовый вариант, опять же, отлично рассматривается на видео.
Что касается блока питания, то он собирается из реле на сварочном трансформаторе и на тиристоре. Электрод подключается к одному выводу низковольтной обмотки при помощи сварочного кабеля. Второй вывод во время ручной сварки должен надежно соединяться с самой массивной деталью, подлежащей свариванию.
Электрод подключается к одному выводу низковольтной обмотки при помощи сварочного кабеля. Второй вывод во время ручной сварки должен надежно соединяться с самой массивной деталью, подлежащей свариванию.
К сети первичная обмотка трансформатора подключается посредством диодного моста и включенного в его диагональ тиристора. При этом необходим и вспомогательный трансформатор для обеспечения управления тиристоров и лампой подсветки.
То есть самодельная контактная сварка вполне возможна. После окончания сборки сварочная машина должна быть протестирована. Готовый аппарат (как он выглядит, показывают видео) позволит выполнять многие работы.
Таким образом, при сборке своими руками соответствующего аппарата контактной сварки необходимо запастись вышеуказанными элементами для пистолета, а также для трансформатора. Поскольку именно трансформатор влияет на то, каким будет в итоге аппарат по размерам, именно с него и рекомендуется начать процесс сборки.
Контактная сварка своими руками | Строительный портал
Многие домашние мастера и автолюбители сталкиваются с потребностью проведения сварочных работ. Практике известно несколько методик, каждую из них можно самостоятельно освоить, имея определенные теоретические знания и навыки. Самодельная контактная сварка, которая используется для соединения разных элементов стальных труб, алюминиевых и медных проводов, не является исключением.
Содержание:
- Процедура контактной сварки
- Виды контактной сварки
- Устройство аппарата для точечной сварки
- Изготовление аппарата для точечной сварки
Процедура контактной сварки
Контактную сварку используют в большинстве случаев для производства серии однотипных изделий или для изготовления сварных соединений деталей, которые имеют большие размеры. Принцип процедуры заключается в разогревании металла с помощью тока, который проходит по нему, путь тока при этом является неоднородным.
Контактная сварка в домашних условиях требует использования мощнейших источников питания, чем в ситуации с электродуговой сваркой, потому что даже в небольших контактных машинах для подобных работ сила тока измеряется тысячами ампер, не вспоминая уже более крупные машины.
Данный технологический процесс производят с нагревом области сварки электрическим током, проходящим через заготовки, с использованием давления. Основными параметрами этого метода сварки являются ток, время протекания тока и сила сжатия. Зависимо от определенных значений этих показателей выделяют жесткий и мягкий режимы сварки.
Помимо этого, выделяют несколько разновидностей контактной сварки – стыковую, точечную и шовную. Поскольку процесс производится при помощи электродов, которые размещаются по-разному относительно заготовок, то также бывает одно- и двухсторонняя сварка.
Обычно технологию контактной сварки выполняют по точечному типу. Заготовки прижимают электродами, через которые идет в будущем высокоамперный ток.
При стыковой сварке ток пропускается через стык деталей примерно одинакового сечения, а после достижения сварочного жара в области сварки осуществляется осадка. Электроды, которые подводят к изделию ток и производят осадку, при шовной сварке имеют форму роликов, которые катятся по шву, поэтому данный способ сварки ещё называют роликовой сваркой.
Виды контактной сварки
Контактная сварка — это процедура, при которой соединение свариваемых деталей совершается по всей поверхности торцов, что стыкуются. Сварка может выполняться сопротивлением или оплавлением (прерывистым или непрерывным).
Сварка сопротивлением
Обработанные детали плотно прижимают между собой и включают сварочный ток. Ток выключают после того, как стыкуемые поверхности нагреты до пластического состояния и проведена осадка. Таким методом принято сваривать детали из низкоуглеродистой стали, которая имеет прямоугольное или круглое сечение площадью приблизительно до 1000 миллиметров квадратных, и легированной стали площадью до 21 миллиметра квадратного.
Цветной металл и его сплавы хорошо свариваются сваркой сопротивлением. Данным видом контактной сварки хорошо сваривать и разнородные металлы – латунь и медь, сталь с медью, разные сорта стали. Сварка сопротивлением нуждается в высокой чистоте свариваемых поверхностей и строгом контроле температуры нагрева. Поэтому данная методика не получила широкого использования.
Сварка непрерывным оплавлением
Сварку непрерывным оплавлением выполняют в такой последовательности. Детали, которые закреплены в зажимах машины, плавно приводят перемещением подвижного зажима в соприкосновение при включении сварочного тока. При этом осуществляется оплавление свариваемых торцов изделий. Потом проводят осадку на определенную величину и выключают ток.
Подобная методика ручной контактной сварки применяется при сварке тонкостенных труб, рельсов и листов. Допускается сварка разных металлов. Достоинством сварки металла непрерывным оплавлением выступает высокая производительность, а недостатком — существенные потери металла на разбрызгивание и угар.
Сварка прерывистым оплавлением
Сварку прерывистым оплавлением производят чередованием неплотного и плотного контакта свариваемых деталей при включенном токе сварки. Возвратно-поступательные движения зажима способны периодически замыкать сварочную цепь в области контакта деталей, пока их торцы не разогреются до температуры примерно 800—900 градусов по Цельсию.
Данная методика контактной сварки своими руками связана с дополнительными затратами металла, поэтому зачастую подогрев проводят способом сопротивления, включая при замкнутой сварочной цепи ток, а потом разводят детали и занимаются оплавлением и осадкой.
Устройство аппарата для точечной сварки
Самодельный аппарат для контактной сварки можно использовать для сваривания деталей из обычной и нержавеющей листовой стали, которая имеет толщину 0,08 — 0,9 миллиметра, или для соединения проволоки из стали толщиной до 1,5 миллиметра.
Аппараты для контактной сварки в своем составе содержат два функциональных узла — выносной сварочный пистолет и блок питания. Блок питания состоит из реле, что собран на тиристоре и сварочном трансформаторе. К одному выводу его низковольтной обмотки при помощи сварочного кабеля подключается электрод.
При сварке второй вывод надежно соединяется с самой массивной свариваемой деталью. Первичную обмотку трансформатора подключают к сети при помощи диодного моста и включенного в его диагональ тиристора. Трансформатор вспомогательный малой мощности оказывает питание сети управления тиристора и лампы подсветки.
Сварочный пистолет собирают из двух одинаковых деталей по размеру и форме, которые вырезаны из гетинакса, текстолита или другого прочного изолятора. В передней части крепят ламподержатель, микропереключатель и переходник, в задней — размещают выключатель подсветки между держателями и накладками винтами.
Накладки соединяют между собой винтами, которые вкручиваются в ламподержатель, распорные планки и переходник.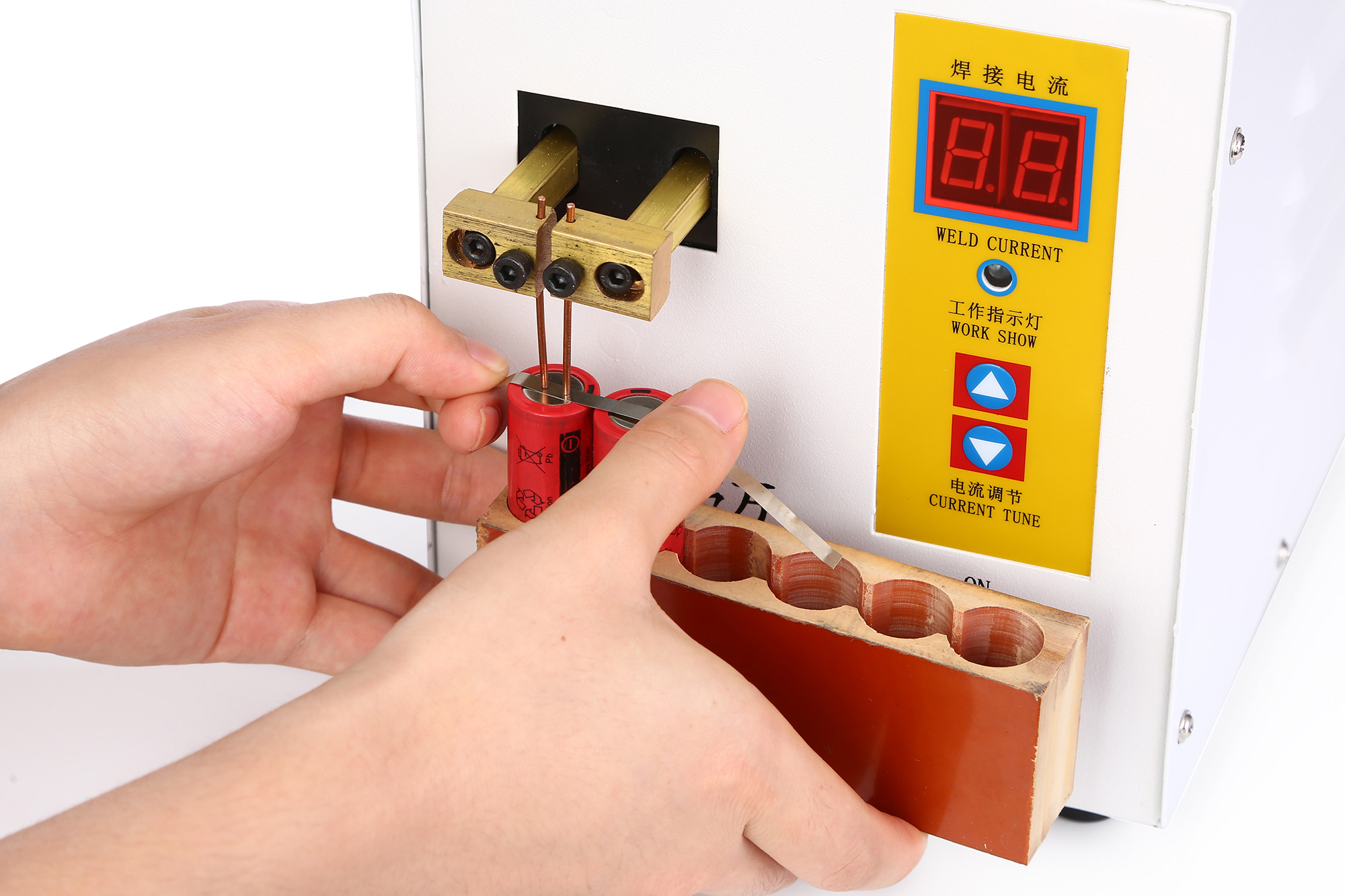 Между накладками размещается сварочный кабель, который соединяется с переходником с использованием контровочного винта. На сварочном кабеле фиксируются отправляющие провода и коммутируют переключатели.
Между накладками размещается сварочный кабель, который соединяется с переходником с использованием контровочного винта. На сварочном кабеле фиксируются отправляющие провода и коммутируют переключатели.
В отверстия переходников крепят сменные электроды, которые фиксируются при помощи контровочной гайки. На основании без изоляционной прокладки монтируют второй вывод обмотки трансформатора. Кабель, который подключен к данному выводу, снабжают зажимом любого типа, что предназначен для закрепления на свариваемой детали. Рекомендуемым типом зажима является струбцина.
Изготовление аппарата для точечной сварки
Для сборки оборудования для контактной сварки в домашних условиях рекомендуется использовать нижеследующие рекомендации. Размеры блока питания определяются габаритами трансформатора, поэтому сборку необходимо начинать с него.
Сборка трансформаторов
Особого значения не имеет конструкция трансформатора. Определяющим параметром служит сечение магнитопровода, оно должно быть больше 60 сантиметров квадратных. Магнитопровод вы можете использовать любой.
Магнитопровод вы можете использовать любой.
Намотайте первичную обмотку, которая содержит 160 — 165 витков, на круглом каркасе проводом ПЭТВ, который имеет диаметр 1,62 — 1,7 миллиметра, расположите на одной стороне магнитопровода и от него изолировать с помощью деревянных клиньев. Затем изогните петлей концы шины вторичной обмотки для дальнейшего крепления к ним сварочного кабеля болтами.
Изолируйте по всей длине шину перед намоткой лентой из фторопласта или аналогичного материала в один слой. Можете использовать изоленту, сложенную в несколько слоев. Изолируйте друг от друга такой же лентой слои первичной обмотки. Зафиксируйте ее выводы тесьмой. По схеме контактной сварки должны «вперекрышку» собираться пластины магнитопровода.
Стяжку магнитопровода необходимо производить болтами М8 и уголками. Для выпрямления пластин предварительно выполните стяжку. Верхнюю часть магнитопровода удалите после этого и поместите каркасы с обмотками на него. Затем поставьте на место пластины верхней части и выполните окончательную стяжку пластин. Относительно магнитопровода каркасы зафиксируйте деревянными клиньями.
Относительно магнитопровода каркасы зафиксируйте деревянными клиньями.
После этого выполните электрическую проверку трансформатора — включите в сеть 220 В и измерьте напряжение на вторичной обмотке, которое в идеале должно составлять 41 В, а обмотки при этом не должны перегреваться. После того, как трансформатор готов, необходимо вычислить габариты основания и вырезать из стали в листах. Детали электронного реле можете разместить на плате из листового текстолита или гетинакса, что имеет толщину 3 — 5 миллиметра.
Вспомогательный трансформатор бывает любого типа, он обеспечивает на вторичной обмотке напряжение в 6 и 15 Вольт. Самодельный вспомогательный трансформатор вы можете сделать на основе магнитопровода с сечением 1 сантиметр квадратный.
Первичная обмотка должна иметь 8000 витков провода ПЭТВ — 2, который имеет диаметр 0,06 миллиметров, вторичная — 800 витков, обмотка III — содержать 200 витков кабеля с диаметром 0,2 миллиметра. Обмотки между магнитопроводом и собой изолируйте фторопластовой лентой.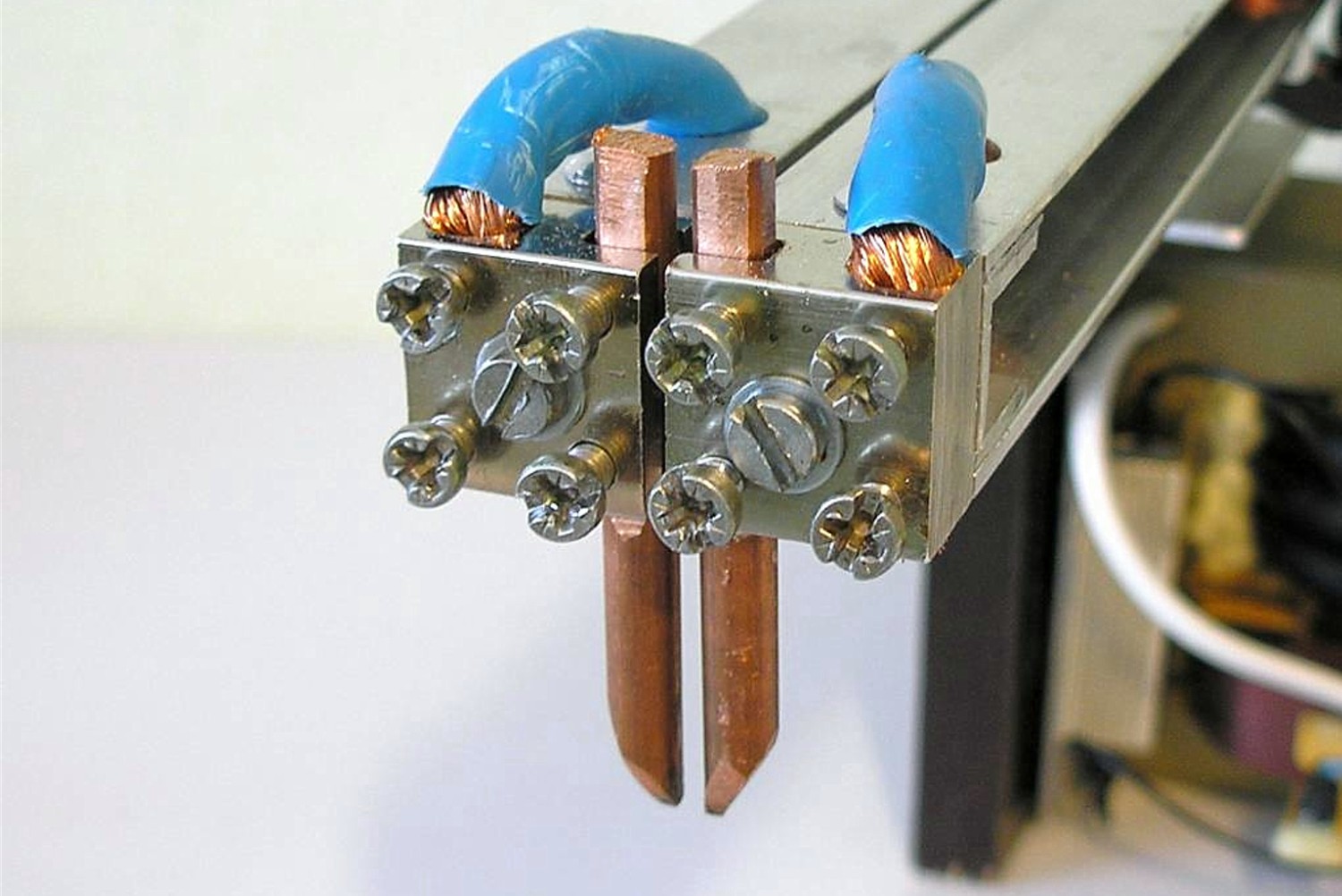
Сборка сварочного пистолета
Если вас интересует, как сделать контактную сварку, то запомните, что начинать следует со сварочного пистолета. Его изготовление начинается с создания переходника и электродов. Из листа текстолита вырежьте накладки, габариты которых можно изменять под собственную руку. В ламподержателе просверлите каналы для проводов, которые ведут к лампе подсветки.
С помощью двух держателей и винтов крепится к накладкам микропереключатель. Распорные планки вы можете изогнуть из полосы оргстекла с учетом размещения на накладках и сварочного кабеля, который проходит через рукоятку. Накладки скрепите винтами, что ввернуты в переходник и распорные планки.
Опаяйте конец сварочного кабеля, вставьте в отверстие переходника и зафиксируйте контровочным винтом. Рекомендуется применять для надежной фиксации накладок специальные клеящие мастики. Притупите острые кромки накладок, а рукоятку обмотайте изолентой.
Если вы выполнили правильно сборку, то аппарат контактной сварки начнет работать сразу же. Для оценки работы собранной электросварки можно поступить так. Приварите несколькими точками к очищенному стальному бруску полоску стального листа, что имеет ширину 10 — 12 миллиметров, а потом оторвите ее плоскогубцами.
Для оценки работы собранной электросварки можно поступить так. Приварите несколькими точками к очищенному стальному бруску полоску стального листа, что имеет ширину 10 — 12 миллиметров, а потом оторвите ее плоскогубцами.
В результате в точках соединения должны образоваться отверстия, которые называют вырывами, диаметром около 0,5 — 0,8 миллиметра. Отрегулируйте длительность сварного импульса при возможных отклонениях с помощью подстроечного резистора. Проверку необходимо производить при последовательном и параллельном включении конденсаторов.
Теперь можно перейти к использованию аппарата. «Заземляющий» кабель следует подсоединить к детали, к которой приваривается другая деталь. Затем необходимо включить аппарат, приложить соединяемые детали друг к другу, прижать их плотно электродом сварочного пистолета и нажать на кнопку. Через 1 — 1,5 секунды можно снять электрод с точки, а затем установить на следующую.
Вы ознакомились с технологией и оборудованием для контактной сварки. Напоследок запомните, что мастер, который работает с аппаратом контактной сварки, должен находиться на коврике из резины и использовать перчатки и защитные очки.
Самодельная контактная сварка
Легкий и мощный инвертор для контактной сварки своими руками
Доброго времени суток, уважаемые самоделкины!В данной самоделке AKA KASYAN показывает подробности изготовления аппарата контактной сварки.
Аппарат инверторного типа. Но само устройство весьма непростое (в плане режима работы).
У автора возникла потребность приварить никелевые пластины к литиевым аккумуляторам.
Именно эта проблема и явилась стартером данного проекта.
Многие самоделкины знакомы с устройствами контактной сварки, которые представляют из себя громоздкий трансформатор, во вторичной обмотке которого намотано несколько витков медной шины или провода.
Обычно их делают на базе трансформатора от микроволновой печи.

Чтобы получить высокие токи сварки в несколько сотен, а иногда и тысяч ампер.
Пример китайского сварочного аппарата. Максимальный ток 500А. Приобрести — пара сотен баксов.
А вот и авторский сварочник, при его небольшом весе в 200гр способен кратковременно создавать токи 200 — 220 ампер.
Инверторный режим работы в данном классе устройств немного необычен. Для контактной сварки такую технологию применяют редко. В своем варианте исполнения автор задействует простую в реализации импульсную схему.
Вот так она жжет!
Бонусом является низковольтное питание устройства. Данный аппарат Вы сможете подключить к источникам постоянного тока (например обычного компьютерного блока питания).
При использовании 12В аккумулятора — вообще получится автономная и портативная сварка. Диапазон питающих напряжений — до 24 вольт.
Внешний вид аппарата на данный момент не очень. Он пока-что не обзавелся корпусом. (цитирую автора).
Автор собрал его для испытаний, засим на внешний вид не будем обращать внимание.
Если работа устройства устроит автора, то он запилит несколько доработок, в особенности касающиеся различных степеней защиты. Перегрев, передержка и в этом духе.
Судя по фотографиям — прожигает лезвие от ножа навылет. Значит контакт такой сварки не подлежит сомнениям.
Двухтактная схема является очень популярной. Автогенератор, о котором у автора есть множество роликов уже нет смысла пояснять принцип его работы.
В описании к видео есть ссылки на некоторые авторские видео с различными способами применения этой схемы.
Данная схема устройства создана при помощи сервиса EasyEDA.
Материалы и инструменты:
Два мощных полевых ключа
Импульсный трансформатор от компьютерного блока питания.
Конденсатор резонансный 1-2uF Х 300+ Вольт.
Включение устройства производится слабенькой кнопкой.
Паяльник, канифоль, припой, текстолит.
Медные провода.
Дроссель.
Частота работы прибора зависит от индуктивности первичной обмотки
и емкости резонансного конденсатора.
Удовлетворительный диапазон частот — от 20 до 50 кГц. Само собой, если ниже 20К то попадаем в слышимый диапазон частот.
Чем больше будет емкость конденсатора, тем выше ток в первичной обмотке.
Автор не советует устанавливать конденсаторы емкостью выше двух микрофарад.
Тогда частота работы устройства попадет в звуковой диапазон.
Это приведет к противному свисту трансформатора.
Транзисторы IRFP150, можно использовать и аналоги, с током от 40А и напряжением более 50В.
Автор рекомендует применять ключи в корпусе TO247. Можно и TO220.
К транзисторам прикрепляем небольшой радиатор. В виде пластинки.
Сами ключи обязательно изолируем от радиатора.
Дроссель просто необходим. Мотается в две полуторамиллиметровые жилы.
Количество витков в диапазоне от 10 до 30 штук.
Силовой импульсный трансформатор конфискован из классического компьютерного блока питания ATX 450Ватт.
Заводские обмотки удаляем. Для этого рекомендую нагреть его строительным феном.
Для этого рекомендую нагреть его строительным феном.
Итак, перемотанная первичка состоит из двух петель по четыре витка каждая.
Наматывается жгутом 3-х проводов диаметром в 1 мм.
Суммарно квадратура первички должна составлять 2-4 квадрата. В принципе, можно мотать и из многожильного провода.
Сверху изолирует обмотку термостойким скотчем. Я бы делал лавсаном.
Вторичную петлю делает из медной шины 1,5мм Х 22мм
Медную ленту фиксирует эпоксидкой.
А к окончаниям обмотки припаивает клеммы,
Собственно в клеммы и вставляются одножильные 2-х миллиметровые медные электроды
Края электродов необходимо заострить.
Да, немного новшеств, вместо авторских медных электродов можно применить графитовые. Сделать их можно из строительного карандаша.
Корпус для автора пока не важен. После испытаний устройства корпус будет делаться из оргстекла или текстолита.
Посмотрим, на что способен агрегат.
Да уж, оторвать не получается.
Разве что лента рвется.
Питающие напряжения — от шести до 24 В. А это — автономность при наличии качественного аккумулятора с большим током на выходе.
Да хоть от шуруповерта аккум можно приколхозить.
Вопрос, возникающий у большинства читателей. Для чего же требуется схема, и почему нельзя варить прямо от аккумулятора? Ответ автора — схема понижает напряжение до 1,5 — 4В. Естественно и увеличивается ток сварки. А аккумулятор при работе на короткое замыкание — практически сразу превратится в хлам. Собственно это небезопасно.
Авторский вариант подходит по всем характеристикам.
Недавно автор изготовил похожий сварочный аппарат на основе конденсаторов.
Режимы работы устройства. На одну сварку — до двух секунд, после — перерыв 4 секунды.
Автор сжег несколько полевиков. Просто варил 5 секунд. Да и транзисторы были без охлаждающего радиатора.
Спасибо AKA KASYAN за проделанный труд!
Всем удачи и хороших идей!
Ссылка на оригинальное видео — под текстом кнопка «источник».
Источник Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
usamodelkina.ru
Аппарат точечной сварки своими руками — Сообщество «Сделай Сам» на DRIVE2
Многие просили меня поделиться информацией по этому полезному устройству. С удовольствием делюсь.
Хотел бы предупредить, что любые действия, которые вы делаете, при сборке данного устройства, Вы делаете на свой страх и риск. Автор не несет ответственно за любые действия или последствия сборки и использования данного устройства. Помните, что высокое напряжение опасно для вашего здоровья. Обеспечьте максимальную безопасность при сборке и эксплуатации этого устройства.
Продолжим.
Сразу скажу, что мой вариант сделан на скорую руку и очень топорно. Я и сам пока не определился, как же мне окончательно облагородить. Но это вполне рабочий вариант, с помощью которого я уже собрал 5 АКБ.
Вот результат работы данным устройством www.drive2. ru/c/2337026/.
ru/c/2337026/.
Для его изготовления понадобится:
1. Трансформатор от микроволновки мощностью 700 Вт минимум. Лучше от 1000 Вт микроволновки.
2. Провод сечением не менее 25 мм2. Я взял 32 мм2. — 1 метр. Вообще, чем короче по длине получится провод, тем меньше потерь будет.
3. Клеммники — 2 шт. Это по желанию. Можно и без них, если хорошо облудить концевики.
4. Кнопка. Рекомендую от той же микроволновки. Она выдерживает нагрузки и не горит.
5. Клеммники для питающего провода, чтобы аккуратно прицепиться к первичной обмотке.
6. Жала от 100 Вт. паяльника медные — 2 шт. для сварочных контактов.
Из инструмента:
1. Ножовка, стамеска для опиливания или вырубания вторичной обмотки.
2. Паяльник 100 Вт, чтобы пропаять концы или припой и газовая горелка, для тех же целей.
Первым этапом нужно избавиться от вторичной обмотки. Ее отпиливаем и выбиваем. Можно конечно распилить по линии сварки корпус трансформатора, вынуть целиком вторичку и потом склеить эпоксидкой корпус, но после этого, говорят, корпус будет издавать треск.
Напомню, в стандартном трансформаторе от микроволновки первичная обмотка идет внизу, а вторичная вверху. Между ними есть шунты. Их нужно оставить.
При демонтаже вторичной обмотки не повредите первичную.
Теперь просовываем наш толстый провод на место вторичной обмотки, чтобы получилось 1-2 витка. Больше и не нужно. Т.к. чем больше витков, тем больше напряжение. А повышать его смысла нету.
После этого выравниваем концы отходящие от трансформатора нашей новой вторичной обмотки. Важно, чтобы они были одинаковой длины.
Лудим, пропаиваем концы провода и одеваем клеммники на концы нашего толстого провода.
Теперь обжимаем клеммники на проводах, которые будут питать первичную обмотку. Т.е. тот провод, который будет вставляться в обычную розетку.
На одном из проводов в разрыв ставите кнопку от микроволновки. Ставить ее лучше в месте, до которого удобно дотянуться.
А дальше уже идет полет фантазии, как сделать контактную группу, которая и будет у нас сваривать.
Я у знакомого взял контактные группы от 200 или 300 А предохранителей. Они медные и медь хорошая. Раздобыть можно в старых электрощитах.
Переделал их под держатели контактных электродов. Получилось не плохо. Контакт получается надежный. Не греется.
Всю конструкцию разместил на доске, толщиной 50. Что под руку подвернулось.
Замеры показали напряжение холостого хода 1,5 В. В режиме короткого замыкания 1,2 кажется.
К сожалению мои токовые клещи рассчитаны на ток до 400А, поэтому использовал расчетную методику.
По расчетам, ток в рабочем режиме должен быть в районе 1000-1200А.
Рекомендации по сварке. Контакты нужно прижимать плотно, чтобы не было зазора между привариваемой пластиной и корпусом батареи. В противном случае, пластину может прожечь, а также корпус батареи. Сильно давить тоже не стоит, т.к. тогда будет просто нагрев.
Контакты специально сведены к центру, чтобы расстояние между точками сварки было не больше 5 мм. На картинке они закорочены, т. к. находятся ниже высоты стандартной батареи 18650.
к. находятся ниже высоты стандартной батареи 18650.
Также в архиве привожу дополнительные материалы, которые собрал в сети по этой теме. Пользуйтесь. Мне не жалко. cloud.mail.ru/public/Q5mM/rDJRumHLG
Если моя запись была Вам полезна, то нажмите Нравится.
Спасибо.
www.drive2.ru
как собрать прибор в домашних условиях (инструкция и схема)
Изготовить самодельную точечную сварку несложно самостоятельно.
Производятся похожие механизмы в нескольких вариациях:
- Портативные
- Компактные
- Габаритные
Содержание статьиПоказать
Сварочный процесс: схема изготовления
При самостоятельной сборке аппарата необходимо учитывать закон Джоуля-Ленца (Q=I² Х R Х t), в котором говорится: тепловая энергия выделяется в проводниках в определённом количестве пропорционально их сопротивлению, коэффициенту силы тока во времени и в квадрате.
Специалисты советуют уделять должное внимание самодельному механизму, учитывать большую потерю энергии в тонких проводах, использовать электроцепь высокого качества.
Виды контактной сварки:
- Шовная
- Точечная
- Стыковая
В точечной сварке технология аппарата основана на тепловом воздействии тока. Это обеспечивает сварку детали как в одной, так и в нескольких точках.
Размер и особенности структуры контактной поверхности электрода имеют отличия. Это влияет на уровень прочности соединений.
Перечислим несколько существующих ступеней в технологии точечной сварки:
- Совмещаемые компоненты соединяются и размещаются между электродами устройства. Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса.
- Следующий шаг — нагревание деталей. Они становятся термопластичны, что даёт возможность их видоизменения. Сделать сварку высокого качества возможно в домашних условиях, главное – соблюдать ключевые принципы технологии: поддерживать скорость движения электродов, постоянную величину давления и плотное соединение всех частей.
 Сделать сварку высокого качества возможно в домашних условиях, главное – соблюдать ключевые принципы технологии: поддерживать скорость движения электродов, постоянную величину давления и плотное соединение всех частей.
Сделать сварку высокого качества возможно в домашних условиях, главное – соблюдать ключевые принципы технологии: поддерживать скорость движения электродов, постоянную величину давления и плотное соединение всех частей.При прохождении тока образуется импульс, который обеспечивает нагревание сварочного аппарата и позволяет расплавить металл в точках соприкасания с электродами.
Затем образуется общее ядро жидкой консистенции 4-12 мм в диаметре. После воздействия тока на детали, они будут надёжно держаться до охлаждения ядра и его дальнейшей кристаллизации.
Бытовая эксплуатация самодельной точечной сварки позволяет обеспечить машинальную прочность металлических швов без больших расходов, но создать герметичные швы не позволяет.
Государственный стандарт регламентирует технику безопасности, рабочий процесс и сварочное оборудование.
Сварочный аппарат в домашних условиях
Самодельное устройство можно собрать из подручных материалов
На большую мощность самодельного аппарата точечной сварки располагать не стоит: устройство может работать с металлической проволокой 0,3 мм в диаметре; со стальным листом 0,2 мм в толщину.
Конфигурация позволяет приварить наиболее тонкие составляющие из фольги и совершать сварку термопар.
Производят электрод из пистолета с лёгким усилием, что необходимо для прижима объектов небольших габаритов.
Технология производства самодельной точечной сварки не сложная: электрод подключается податливым кабелем ко вторичной трасформаторной обмотке, при этом к нижнему концу следует подключить наиболее массивную часть.
Здесь потребуются выпрямительные мосты, тиристор подключается ко второй детали моста. Открытие первой детали благоприятствует достаточному напряжению у трансформатора к первичной обмотке.
Сварочные клещи заменяются пистолетом, и первый элемент соединяется с концом вторичной обмотки на трансформаторе. При этом второй конец надёжно крепится к аппарату.
Однофазный или трёхфазный ток питает клещи, что позволяет им функционировать. Трансформатор, питающий клещи, снабжает током в несколько кА.
Управляется тиристор нажатием кнопки на рукоятке пистолета. Конденсатор заряжается при подключении к сети добавочного источника (выпрямительных мостов или трансформаторов).
Конденсатор заряжается при подключении к сети добавочного источника (выпрямительных мостов или трансформаторов).
Тиристор закрывается, механизм включается и остаётся открытым до тех пор, пока конденсатор не разрядится.
Отрезок времени, за который конденсатор может разрядиться, регулируется переменным резистором. Кнопка нажимается — формируется следующий импульс и конденсатор заряжается. При повторном нажатии кнопки процесс запускается сначала.
Продолжительность процесса в самодельном устройстве не превышает 0,1 секунду из-за номинала резистора и конденсатора, сила сварочного тока —300-500 Ампер, при этом мощность невелика — 5-10 Ватт. Этих параметров хватит для работы с объектами небольших габаритов.
Самодельная точечная сварка может быть создана из стального трансформатора с толщиной набора 70 мм. При первичной обмотке используется провод ПЭВ-2 0,8 с 300 витками, при вторичной — многожильный провод 4мм в диаметре.
Производство сварочного оснащения: инструкция.

Простейшая самодельная точечная сварка
По мнению экспертов, в качестве основы оборудования следует выбрать трёхфазный понижающий трансформатор.
С катушки снимаются вторичные обмотки, первичные провода и сердечник оставить в первостепенном виде, среднюю проводку обвернуть тем же материалом с 8-10 витками на выходе.
Для самостоятельного производства сварочного оборудования нужен кабель 25 м, медная труба 10-12 мм в диаметре, диск по металлу и болгарка.
Необходимо обеспечить заполнение обоих катушек, находящихся по краям, осторожно намотав вторичную обмотку, используя силовой многожильный трёхфазный кабель. Гибкий провод проводит намотку без надобности разборки оборудования.
Параметры проводов в кабеле — 6-8 мм в диаметре. Один из них должен быть более тонким, но с хорошей изоляцией и устойчивым к мощности тока. Для производства устройства 25 м кабеля. По надобности его можно поменять на провода с меньшим сечением.
Эту работу эффективнее проделывать вдвоём: один человек займётся протягиванием провода, второй – укладкой витков. Для изготовления клеммы нужна труба из меди длиной 30-40 мм и 10-12 мм в диаметре.
Для изготовления клеммы нужна труба из меди длиной 30-40 мм и 10-12 мм в диаметре.
Одна её часть разнимается, что образует пластину, в которой проделывается отверстие до 10 мм в диаметре; в другую часть вставляются заранее зачищенные провода. Эксперты советуют обжать провода молотом.
Контакт улучшится, если на наружной стороне трубы проделать несколько насечек.
Новые крепёжные элементы с резьбой М10 заменяют имеющиеся в верхней части трансформатора винты и гайки, к которым далее прикрепляются клеммы от вторичной обмотки.
В текстолитовой плате необходимо проделать 11 отверстий (не более 6 мм в диаметре) для винтов с гайками и шайбами; и основательно прикрепить её к поверхности трансформатора. Данные составляющие обеспечат вывод первичной обмотки.
Электродержатель производится из ¾ трубы 25 см в длину. По углам необходимо сделать выемки, а к держателю приварить кусочек проволоки из металла небольшого размера.
На обратной стороне проделывается отверстие и присоединяется отрезок кабеля, как при вторичной обмотке. Затем нужно изолировать трубу резиновым шлангом.
Затем нужно изолировать трубу резиновым шлангом.
Электроды для точечной сварки
Сделанная в домашних условиях самодельная точечная сварка годится для небольшого объёма работы. Аппарату рекомендуется дать остыть поработав с 10-14 электродами.
Отличие многоточечного оборудования от его аналогов –работа с металлическими заготовками определённой формы и размера.
Многоточечные аппараты встречаются редко, но универсальны для контактного спаривания элементов. Переналадить его под силу только экспертам.
Контактное сваривание деталей невозможно при отсутствии электродов из сплавов, имеющих высокий уровень теплопроводности.
Электроды благоприятствуют сжатию металлов и проводят ток на поверхность элементов. Уровень концентрации тепла зависит от наконечников – тонкие механизмы спешно изнашивают себя и нуждаются в постоянной подточке.
Имеется несколько форм выпускаемых наконечников.
Продолжить срок наконечников возможно, следуя нижеперечисленным советам:
- Электроды подбирают, соответствуя критериям используемого в
работе металла; - Максимально обеспечить их сохранность;
- Для тяжёлой сварки использовать более массивные
наконечники; - Использовать водяную рубашку.
Эксперты советуют не подпиливать наконечники по причине возникновения неровностей, что в целом отрицательно повлияет на качество работы.
prosvarku.info
Мощная контактная сварка — Сообщество «Электронные Поделки» на DRIVE2
Постройкой данного аппарата занялся очень давно, еще в начале 2000-х. Нашел подходящую статью в журнале Радиоаматор №11. 2001, все устроило. Собрал трансформатор…
Собрал трансформатор…
Это, конечно не он)))
Сверил со схемой и изготовил печатную плату и корпус для всей электроники. Стал проверять и настраивать электронную часть, оказалось, что она не работает. Не работает не из-за моих ошибок в разводке платы и не из-за неисправных деталей. Причиной были многочисленные ошибки в принципиальной схеме. Это я уже понял. После неудачных попыток исправить все, по нехватке знаний в цифровой технике, насколько смог, добился от устройства нескольких выдержек времени. Этого мне пока хватало, а переделывать все не было никакого желания. Да и острая необходимость в контактной сварке отпала сама собой. Аппарат был успешно взгромоздён на полку в подвале и забыт надолго.
Потом была пара подтоплений в подвале, уровень воды поднимался до пояса и все, что нажито непосильным трудом, разом пришло в негодность.
Теперь снова возникла потребность в этой сварке. Достал, начал проверять и после вскрытия обнаружил испорченные «кишки» всей электроники, кроме некоторых элементов и соответственно самого силового трансформатора.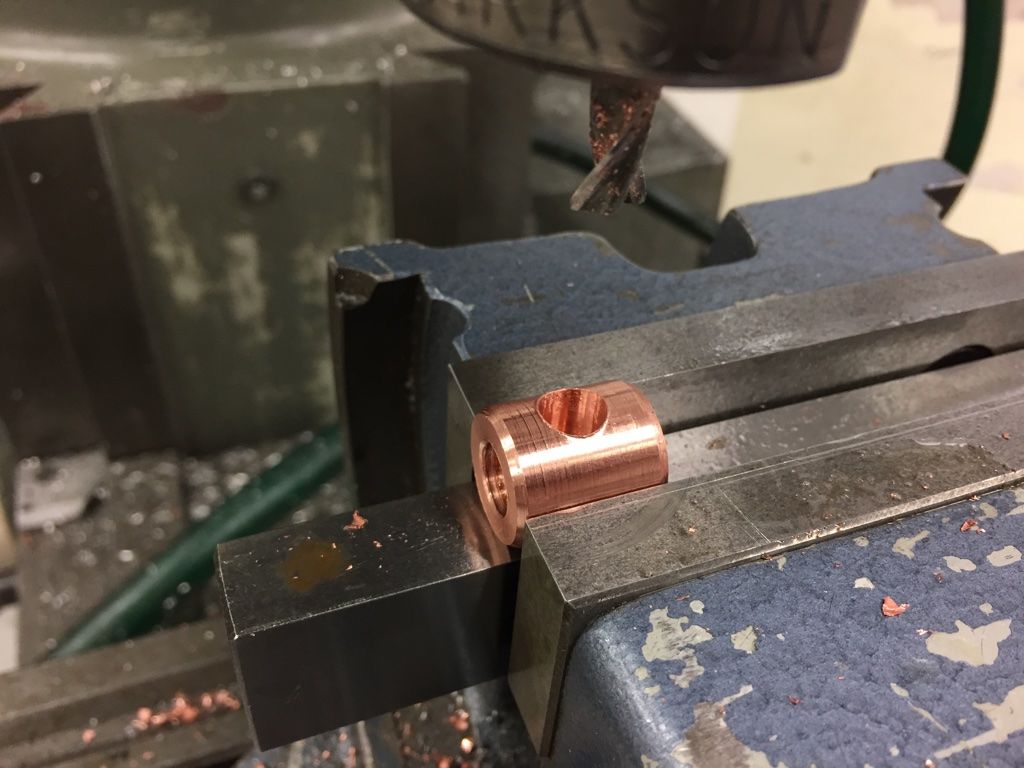
Взялся за повторение проекта и с учетом прошлых ошибок начал проверять правильность схемы в первоисточнике. Было выявлено еще несколько ошибок в схеме. Потом здесь в сообществе просил помочь мне прогнать схему в Протеусе, т.к. я с ним совсем не работал и представления не имею как это делать. Некоторые просто давали советы, некоторые на словах (глядя на мою схему) описывали как должно все работать. Некоторые вообще были возмущены такой дерзкой просьбой и и моей попыткой отнять у них драгоценнейшее время. Посоветовали мне собрать все на макетной плате для Ардуино и в таком виде проверить работоспособность устройства. «Ведь 21 век на дворе» есть такая «чудо-плата», на ней и проверяй». А на мою просьбу проверить все в Протеусе так никто и не откликнулся.
Ну, это все лирика и вступление, хватит букв — к устройству…
Трансформатор на первой фотографии — «стёб» — это «диванным теоретикам».
Вот транс, который был намотан на шести сердечниках ТС-270, провод первичной обмотки диаметром 3,2 мм, вторичка намотана 4 витка кабелем от промышленной дуговой сварки (сечение я к сожалению не знаю). Напряжение холостого хода во вторичной обмотке 6 вольт:
Напряжение холостого хода во вторичной обмотке 6 вольт:
Полный размер
Вот…
Полный размер
И вот, но уже с корпусом таймера…
Еще раз проверил схему и сравнил каждую мелкосхему с даташитом, как оно должно работать (в теории). Вот первоначальная схема, кстати и она немного подправлена на предмет лишних соединений :
Полный размер
Все-таки нашел в своем городе человека, владеющего Протеусом и он проверил работоспособность схемы в программе. «Вылизал» все «косяки» и уже получилась нормальная, работоспособная схема.
Вот она:
Полный размер
Все вроде складывалось. Сделал «печатку», запаял детальки и принялся настраивать. И здесь не обошлось без мелких неприятностей. Генератор на микросхеме DD4.1-DD4.3 выдавал импульсы с частотой 100 Гц, но у сигнала была слишком большая амплитуда и установленная выдержка работала 1 раз из 20 — 30 попыток. Пришлось опытным путем (методом «научного тыка») подобрать задающие элементы на входе генератора (R9, C2). Причем установка простого резистора на 5 кОм вместо R1 не дала результата. Установил еще и конденсатор…
Причем установка простого резистора на 5 кОм вместо R1 не дала результата. Установил еще и конденсатор…
Да, чуть не забыл, в качестве управляющего элемента для силового трансформатора был использован сдвоенный оптосимистор МТОТО 80, специально раздобытый для данного устройства. Запас по току у него огромный, даже с избытком…
Полный размер
МТОТО 80
Вот несколько фотографий по ходу сборки:
Полный размер
ПП
Полный размер
Полный размер
Полный размер
Это уже в сборе.
Полный размер
Это уже в корпусе…
Полный размер
Полный размер
Этот разъем для подключения внешней педальки управления, если руки заняты.
В результате получил мощнячий аппарат для контактной сварки металлов толщиной до 2 мм. Выдержка времени сварки от 1 микросекунды до 9,9 секунд. Два гвоздя «150-ка» пробовал сварить крест-накрест, при большой выдержке времени — пережигает. При подборе параметров — свариваются друг с другом на пол-диаметра, разорвать не возможно. Ток короткого замыкания во вторичной обмотке у меня померять нечем, поэтому ничего не могу сказать о параметрах трансформатора. Единственное — ток холостого хода первички около 200 мА.
Ток короткого замыкания во вторичной обмотке у меня померять нечем, поэтому ничего не могу сказать о параметрах трансформатора. Единственное — ток холостого хода первички около 200 мА.
Много смотрел и читал материалов по точечной сварке из трансформатора от микроволновой печки, даже один транс попробовал в качестве силового элемента, но он греется даже в холостом ходу. Эту идею пока отбросил…
Файлы печатной платы в .LAY, проект в Протеусе и все остальные фотографии и файлы не знаю как прицеплять к данному посту, поэтому — кому будет интересно, пишите в личку, все расскажу и отправлю файлы почтой.
Всем удачи и добра!
П.С. Ходовые испытания пока проводил без нормальных контактов-зажимов, но позже это будет все изготовлено и дополню данный пост.
В последствии планируется сделать сменные оснастки пистолетного типа, как в статье-источнике и такие…
Образец для идеи, взят из Интернета
И такие.
Полный размер
Полный размер
Полный размер
Полный размер
www. drive2.ru
drive2.ru
Аргонная сварка, контактная: своими руками из микроволновки
Общие понятия
Что же такое сварка? Это процесс, при котором получаются неразъемные соединения деталей за счет создания межатомных связей в шве сварки. Возникают подобные связи под воздействием общего или местного нагрева свариваемых деталей или при воздействии пластической деформации либо того и другого вместе. Чаще всего сварка применяется для скрепления между собой двух элементов в основном металлов. Одним из популярных и очень удобных видов является аргонная сварка. Она применяется для соединения различных цветных металлов, таких как:
Процесс получения неразъемного металлического соединения- медь;
- бронза;
- титан;
- алюминий и другие.
В отличие от обычной сварки тут применяется газ аргон. А сделать какую-либо работу, используя подобный вид сварки, будет очень прибыльно, ведь готовая продукция стоит гораздо дороже. В основе аргонно-дуговой сварки лежит смешивание электрической (дуговой) и аргонной. Дуга производит термическое воздействия на края металлов, а плазма, которая получается в процессе отщепления от аргона электронов, при своей высокой ионизации, плавит материал. Кроме этого, аргон является защитной средой, который предохраняет соединяемые металлы от различных примесей воздуха, благодаря чему делает сварочный шов не только очень ровным, но и прочным.
Дуга производит термическое воздействия на края металлов, а плазма, которая получается в процессе отщепления от аргона электронов, при своей высокой ионизации, плавит материал. Кроме этого, аргон является защитной средой, который предохраняет соединяемые металлы от различных примесей воздуха, благодаря чему делает сварочный шов не только очень ровным, но и прочным.
Контактная сварка, она же точечная, относится к термомеханическому классу. В данном процессе детали предварительно совмещаются друг с другом в нужном положении, после этого помещаются между электродов сварочной машины, после чего прижимаются друг к другу. Далее следует нагрев до состояния пластичности и дальнейшая совместная пластическая деформация. Процесс нагрева деталей осуществляется при подаче кратковременного импульса сварочного тока. Этот импульс в зоне сварочного электрода обеспечивает расплавление металла, вследствие чего образовывается общее жидкое ядро. После окончания импульса детали удерживаются между собой под давлением в течение некоторого времени для кристаллизации расплавленного ядра и остывания.
После окончания импульса детали удерживаются между собой под давлением в течение некоторого времени для кристаллизации расплавленного ядра и остывания.
Сварочные технологии достигли высокого развития в современном мире, работы проводятся не только на производстве, но теперь возможно проводить их на открытом воздухе и даже под водой. Но чтобы не искать выход для решения технических вопросов по сварочным работам, теперь каждый может самостоятельно сделать для себя сварочное оборудование.
Собираем аргонно-дуговую сварку
Не каждый может позволить себе купить готовое оборудование для сварки, хотя рынки дают огромный выбор того или иного оборудования, на любой вкус и для выполнения различных видов работ. Но благодаря небольшой смекалке и желанию достичь нужного результата всегда можно выгодно найти выход из трудной ситуации. А ответ этому — контактная и аргонная сварка своими руками.
Сварка в среде инертного газа аргонаДля собственного создания сварочного оборудования необязательно обладать великими знаниями в области электроники или самой сварки, достаточно следовать предложенным инструкциям и результат не даст себя долго ждать. Для начала следует определиться с видом сварки, которое наиболее необходимо и требуется для выполнения предложенных работ. Для начала рассмотрим принцип сборки сварочного аппарата с помощью газа аргона. Необходимые материалы:
Для начала следует определиться с видом сварки, которое наиболее необходимо и требуется для выполнения предложенных работ. Для начала рассмотрим принцип сборки сварочного аппарата с помощью газа аргона. Необходимые материалы:
- Источник тока. Для этого подойдет стандартный трансформатор, возможно, для ручной сварки, с переменным или постоянным током.Редуктор для газового баллона
- Баллон с газом аргона. Желательно с наличием манометра.
- Газовый редуктор.
- Специальная аргоновая горелка.
- Газовый клапан.
- Осциллятор, который преобразует электрический ток в высокочастотные импульсы, для поджигания сварочной дуги. Для этого нежелательно касания с рабочей поверхностью из-за слишком низкой ионизации, при которой слабо вырабатывается искра. При этом электрод может окислиться и загрязниться.
- Сварочная маска.
Газовая горелка подключается к трансформатору и редуктору, параллельно источнику питания подключается осциллятор. Масса подается, как и при любом другом виде сварки.
Главное не забывать, что при ручной сборке аргонной сварки необходимо особое внимание уделить технике безопасности. Во время сборки собственной конструкции выключите из сети все элементы питания.
Все используемые агрегаты должны быть исправлены, на накидных гайках присутствует рабочая резьба, шланг, через который подается газ, должен быть надежно присоединен, так же как и редуктор. На всем оборудовании должно быть надежное заземление кабелем, у которого сечения не менее 25 мм.
Аргоновая горелкаЧтобы сварочные работы велись правильно нужно обратить внимание на некоторые моменты:
- при включении аргон имеет малое шипение
- поверхности, которые задействованы в сварке, должны быть обезжирены и зачищены
- переключатели тока возможны не только ручные, но и педальные (при ручных переключателях не предусмотрено использование обеих рук в процессе сварки)
- движение горелки по шву должно быть только продольное, что будет гарантировать высокое качество при сварке.

Данный тип сварки является универсальным и незаменимым во многих случаях, который позволяет выполнять широкий спектр операций. А тот факт, что есть возможность собрать его своими руками, чувствительно сэкономит средства, которые были бы потрачены на покупку подобного оборудования в специализированных магазинах.
Собираем точечную сварку
Для домашней мастерской контактная сварка своими руками будет неотъемлемым помощником в решении многих производственных вопросов. Следует понимать, что точечная сварка, в зависимости от материала, его теплопроводности, геометрических размеров деталей, а также мощности, которая используется для сваривания, должна проходить при следующих параметрах:
Точечная сварка- в силовой сварочной цепи должно быть низкое напряжение — 1 — 10 В
- время должно быть очень малым — от 0,01 до нескольких секунд
- ток сварочного импульса должен быть большой — от 1000 А или выше
- зона расплавления должна быть маленькой
- место сварки должно подвергаться большим сжимающим усилиям, от десяток до сотни килограмм.

От соблюдения всех этих характеристик будет зависеть качество сварного соединения.
Процессов создания этой сварки может быть очень много, но самый простой и распространенный — это контактная сварка из микроволновки. Из этого прибора нам понадобится повышающий трансформатор. Неважно, будет он рабочий или нет. В данном трансформаторе нужна только первичная обмотка, а, как правило, при сгорании портится вторичная обмотка, которую нужно будет аккуратно удалить.
Трансформатор из микроволновкиПри этом важно не повредить первичную обмотку. Для создания вторичной обмотки подойдет толстый медный кабель с сечением более 100 мм2 и диаметром более 1 см. Длина провода должна быть как можно меньше, чтобы избежать дополнительного сопротивления. Надо сделать два или три витка, при этом на выходе напряжение будет около 2В. В зависимости от увеличения витков, будет увеличиваться и напряжение, при этом ток будет дольше. Также, чтобы увеличить мощность аппарата, можно увеличить количество трансформаторов, но только если для этого позволяет электрическая сеть.
Контактная сварка своими руками из микроволновки очень практична в использовании. Электродами служат медные стержни и чем толще они будут, тем лучше, главное, чтобы электрод не был меньше диаметра провода. Если аппарат выдает небольшую мощность, то могут подойти жала от мощных паяльников. Электроды со временем использования теряют свою форму и их требуется подтачивать, но в итоге все равно придется менять. В работе точечной сварки единственными органами управления служат выключатель и рычаг. Выключатель обязательно подключать к первичной обмотке, так как на вторичной проходит очень большой ток, при этом он будет создавать большое сопротивление и контакты в выключателе могут просто расплавиться. Чтобы создать наибольшее усилие можно использовать рычажные и рычажно-винтовые зажимы, хотя имея широкую фантазию можно придумывать и другие способы для максимального усилия прижима.
Данный тип сварки подходит в основном для работы с такими металлами:
- листовой металл, с толщиной не более 1 мм
- прутки и проволоки с диаметром не более 4 мм
При увеличении мощности можно работать с более толстыми металлами, но всегда нужно знать меру и перед тем, как над чем-либо экспериментировать следует детально разобрать все технические вопросы и возможные проблемы. Включать и выключать ток нужно только при полностью сжатых сварочных электродах. Если не выполнять данное правило, то электроды будут искрить, что приведет их к подгоранию. Внимательно следите за температурой аппарата и используйте принудительное охлаждение с помощью вентилятора. Греться могут электроды, провода, трансформатор, а перерыв всегда будет полезен не только сварщику, но и аппарату.
Включать и выключать ток нужно только при полностью сжатых сварочных электродах. Если не выполнять данное правило, то электроды будут искрить, что приведет их к подгоранию. Внимательно следите за температурой аппарата и используйте принудительное охлаждение с помощью вентилятора. Греться могут электроды, провода, трансформатор, а перерыв всегда будет полезен не только сварщику, но и аппарату.
Производственная необходимость
Контактная сварка из трансформатора для микроволновкиТочечная или контактная сварка всегда была и есть практичным ответом на многие производственные вопросы. Она будет не менее полезна и в домашних условиях для ремонта автомобиля или бытовой техники. Простота конструкции и универсальность собственной сборки делает её незаменимым помощником в любых технических и производственных процессах. Благодаря короткому времени для образования прочного соединения, в отличие от сварки плавлением, она обеспечивает более высокую производительность при меньшей порче деталей. Широкую популярность в промышленности данный тип сварки получил благодаря возможности соединять много однотипных деталей и за короткий промежуток времени. Эффективность и экономичность такого аппарата стоит того, чтобы сделать его самому и использовать во всех производственных решениях.
Широкую популярность в промышленности данный тип сварки получил благодаря возможности соединять много однотипных деталей и за короткий промежуток времени. Эффективность и экономичность такого аппарата стоит того, чтобы сделать его самому и использовать во всех производственных решениях.
Видео: Контактная сварка своими руками
Точечная контактная сварка своими руками: как собрать самодельный аппарат?
В домашних условиях иногда требуется надежно соединить две небольшие металлические детали. Лучше всего это сделать с помощью контактной точечной сварки (КТС).
Принцип действия
Соединение деталей с помощью КТС осуществляется за счет воздействия на материалы электрической энергии. Эта энергия, преобразуясь в тепло, расплавляет небольшой участок металла. После его затвердевания образуется сварное соединение (шов).
Для осуществления КТС необходимы:
Источник электроэнергии для точечной сварки имеет:
- Низкое выходное напряжение (1- 3 В).
- Большую величину сварочного тока (>200 А).

При этом длительность импульса тока не превышает 1-2 секунды, а зона расплавления металла должна быть минимальной.
Устройство прижима обычно совмещается с электродами, по которым протекает ток сварки.
Трансформатор
В качестве источника тока для КТС обычно используется трансформатор, преобразующий высокое напряжение сети в низкое напряжение сварки. При конструировании самодельного сварочного аппарата для точечной сварки часто используются мощные трансформаторы от уже отработавших электрических приборов. В частности, могут быть использованы трансформаторы от микроволновых печей или сварочных аппаратов.
Основным требованием к таким устройствам является то, что они должны иметь достаточную мощность (не менее 1 кВт). При этом для сварки более массивных деталей требуются более мощные трансформаторы. В любом случае трансформаторы требуют доработки.
Доработка состоит в удалении имеющейся вторичной обмотки и намотки поверх первичной обмотки (220 В) дополнительно одного или нескольких витков толстого медного провода.
В некоторых случаях производят замену обеих обмоток. Для мощных аппаратов, например, первичную обмотку выполняют более толстым проводом, а вторичную обмотку выполняют в виде одного витка, выполненного из алюминиевой шины.
Возможен вариант намотки нескольких витков толстого провода непосредственно на тороидальный сердечник трансформатора старого сварочного аппарата.
Устройство прижима
В процессе сварки значение имеет не только наличие сварочного тока, но и создание усилия прижатия свариваемых деталей.
С этой целью обычно используется рычаг, при нажатии на который электроды с двух сторон сжимают свариваемые детали. Для возврата рычага в исходное положение применяют пружину. Если требуется более сильный прижим, то дополнительно используется винтовая стяжка.
Рычаги могут быть выполнены из металла или дерева. При этом металлические рычаги необходимо изолировать.
Управление
В процессе ручной сварки производится кратковременное включение аппарата. Для этого в цепь питания трансформатора вводится выключатель. В простейшем случае он представляет собой кнопочный выключатель, который подключает первичную обмотку к сети. Иногда действие выключателя совмещается с положением рычага, и при его опускании на место сварки замыкается электрическая цепь, и происходит точечная сварка.
Электроды
КТС производится с помощью электродов. Электроды представляют собой медные цилиндрические детали различной формы, с помощью которых устройство прижима сдавливают свариваемые детали. Через электроды подводится сварочный ток. Диаметр электродов выбирается в зависимости от мощности аппарата. При этом провода, по которым подводится ток к электродам, должны иметь сечение, соответствующее проходящему по нему току. В противном случае, из-за влияния сопротивления относительно тонких проводов будет уменьшаться сварочный ток. В худшем случае провода, имеющие малое сечение, будут греться и могут сгореть.
В противном случае, из-за влияния сопротивления относительно тонких проводов будет уменьшаться сварочный ток. В худшем случае провода, имеющие малое сечение, будут греться и могут сгореть.
Электроды можно купить готовые, а можно сделать самостоятельно. Для этого используется медный пруток. Если аппарат предназначен для сварки тонких материалов, и его мощность невелика, то можно в качестве электродов использовать медные наконечники от обычных паяльников.
В некоторых случаях любители выполняют электроды из медных пластин.
Видео самодельная контактная сварка на конденсаторах
Главная › Новости
Опубликовано: 09.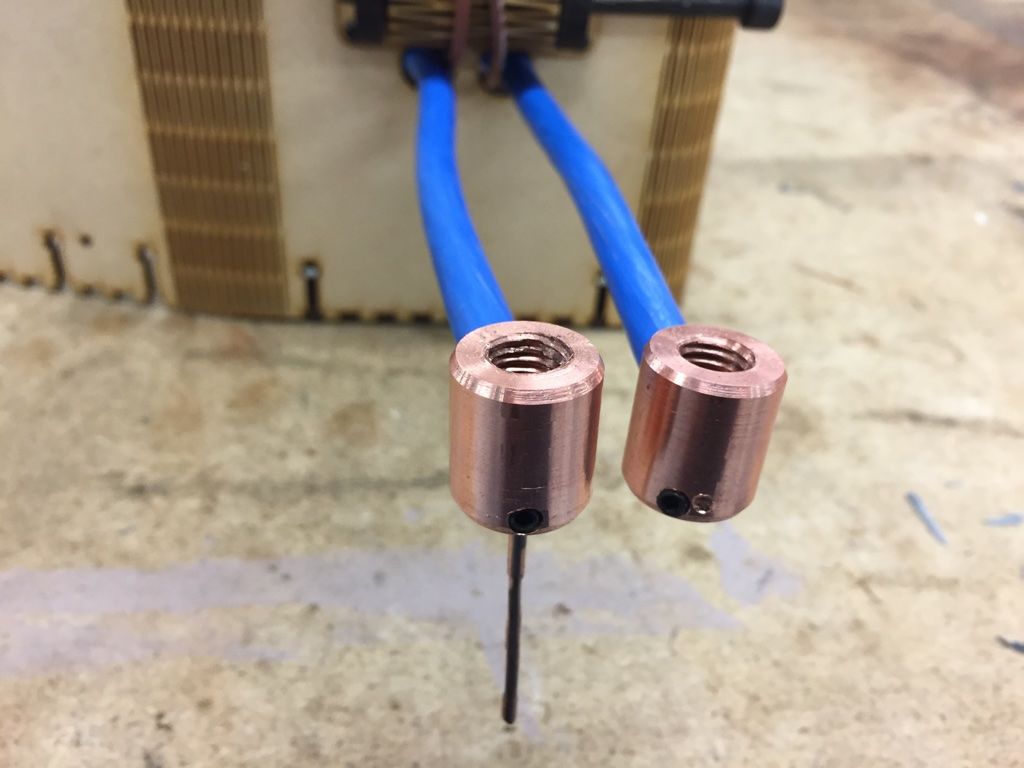 09.2017
09.2017
Приветствую всех читателей сайта «Вольт-Индекс», иногда делая те или иные проекты на основы литиевых аккумуляторов, многие читатели часто критикуют, что литиевые батарейки нельзя паять. Это конечно так, но если паять очень быстро и не нагревать чрезмерно – можно, перейдите самодельная контактная сварка на конденсаторах. Входе этой статьи мы постараемся сделать аппарат для контактной сварки конденсаторного типа.
На самом деле в интернете очень много вариантов построения таких аппаратов, но мы остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка, чтобы потом не путаться хочу сказать, что трансформатор на нашей схеме.
Такие аппараты называют трансформаторными.
В отличие от обычных аппаратов контактной сварки, у которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки. Это особенно хорошо для пайки аккумуляторов.
Это особенно хорошо для пайки аккумуляторов.
В схеме S3 подключается на массу. В архиве на схеме, все исправлено.
Принцип работы следующий.
Напряжение с сетевого трансформатора выпрямляется двухполупериодным выпрямлителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости.
Конденсаторная точечная сварка своими руками: Сборка (Часть 1)
Портативная конденсаторная сварка своими руками
Конденсатор
— Как сделать небольшой точечный сварочный аппарат для сварки катушек электронной сигареты?
Представьте себе слабое контактное сопротивление для сварки (замыкание переключателя после точечной сварки). Первый сварной шов прост: каждый последующий сварочный ток разделяется на каждый предыдущий сварной шов по мере приближения зазора.
Первый сварной шов прост: каждый последующий сварочный ток разделяется на каждый предыдущий сварной шов по мере приближения зазора.
Никель-хромовая проволока немного упрощает получение стойкого сварного шва, значительно меньшего, чем сопротивление между сварными швами.
- Сплошной никель-хром R = 200 мОм, высота = 1/4 диаметра или 50 мОм
- площадь контактной поверхности сварного шва по высоте должна составлять 100%, в противном случае возникнут горячие точки, где ток во время работы имеет большее сопротивление и меньший путь для распределения.
Это означает, что сварной шов должен быть непрерывным по высоте фольги, что включает в себя 90-градусную намотку вокруг клеммного провода SS.
Представьте себе только 10 точек вместо 20 или 40 точек. Для того чтобы сопротивление каждого сварного шва было ниже, чем у нагревателя, оно должно быть менее 50 мОм / 10 или 5 мОм, которое должно быть достигнуто на участке 1 мм².
Итак, какая энергия требуется, чтобы поднять пятно Ni-хрома на 1 мм³ значительно выше температуры плавления 1400 ° C, чтобы диффундировать в SS с аналогичной точкой плавления?
10 Джоулей? (крошечный точечный шов) 100 Джоулей? 300 Джоулей?
Поскольку энергия конденсатора равна \ $ E = ½CV² = I²ESR \ $, а максимальный ток должен быть намного больше, чем средний ток связи, имеет ESR, которое падает с V, поэтому это не просто I = V / R и ограничено Cap СОЭ массива.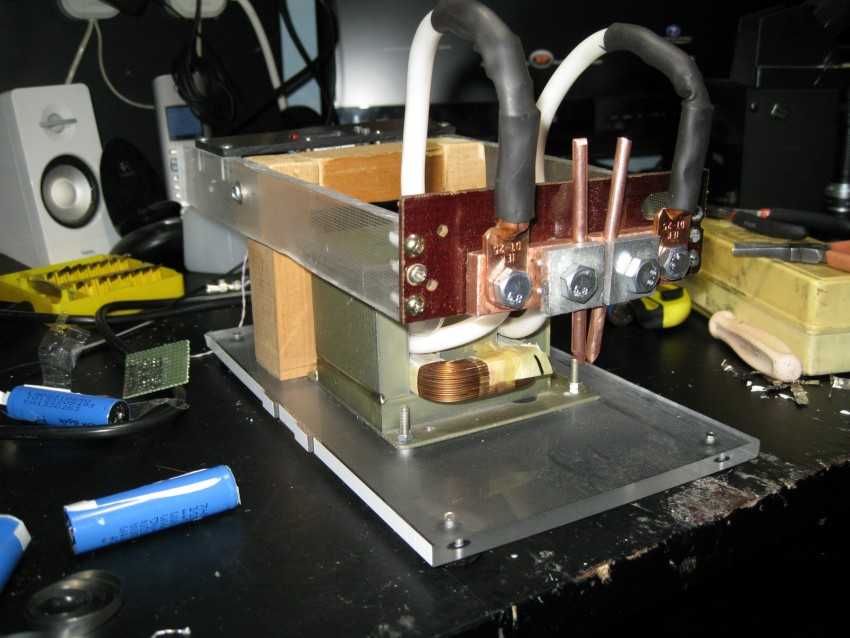 Скорее, массив крышек должен быть намного меньше, чем ESR точечной сварки, чтобы не поглощать большую часть накопленной энергии, теряемой при нагревании.
Скорее, массив крышек должен быть намного меньше, чем ESR точечной сварки, чтобы не поглощать большую часть накопленной энергии, теряемой при нагревании.
Предположим, что колпачки должны быть взрывобезопасными и должны быть пластиковыми самовосстанавливающимися колпачками типа Y или выше. Что лучше с высоким V или с высоким C? Это зависит от ESR каждой части системы (крышки, нержавеющая сталь, нихром и существующие точечные сварные швы)
Начните с 100 Дж или C = 2 x 100 [Дж] / В² и примите CAP ESR <5 мОм и T = ESR * C минимум
При 1 В, C = 200 Фарад, T = 1 секунда и I = 200 А макс. = 1 В / 5 мОм
При 10 В, C = 2 фарада с T = 10 мс и I = 2,000 A макс.
При 100 В, C = 20 мФ, T = 100 мкс и I = 20 000 А макс. (Не подходит для небольших массивов)
Если вы сможете подключить вольфрамовые электроды и массив L-ионных ячеек параллельно для подачи 200 А в течение нескольких секунд, вы можете получить некоторые практические результаты. Но в идеале вы хотите максимизировать ток, но при этом иметь достаточное напряжение для зажигания дуги. (при 1 кВ / мм необходимо, чтобы шероховатость поверхности была <1 мкм, чтобы дуга при 1 В и не была покрыта углеродом с первой попытки.) 1 мкм нереально.
Но в идеале вы хотите максимизировать ток, но при этом иметь достаточное напряжение для зажигания дуги. (при 1 кВ / мм необходимо, чтобы шероховатость поверхности была <1 мкм, чтобы дуга при 1 В и не была покрыта углеродом с первой попытки.) 1 мкм нереально.
Следовательно, вам нужно немного более высокое напряжение около 4 В, чтобы получить> 100 А в течение> 1 секунды.
Другие могут внести и вычислить объем металла 1 мм² и энергию для повышения температуры до 1600 ° C.
Или решите, вызывает ли повышение сопротивления в SS до 800% или около того локализацию тепла для непрерывного шва.
Анекдотический
Но я все еще думаю, что это делается с помощью аппаратов для ультразвуковой сварки. Для разряда 1-точечной крышки это просто. Но сварить шов не так-то просто. В 1979 году я разработал прибор для контроля диффузионного связывания циркониевой прокладки внутри двух труб из монелевой стали при ~ 10 кА * 4В. Она охлаждалась струей воды по мере того, как труба вращалась, и мощность должна была увеличиваться, поскольку R уменьшался по окружности.
Параметры трансформатора от СВЧ. Самодельная точечная сварка из СВЧ
Самая простая конструкция для самостоятельного изготовления имеет сварочный аппарат, основанный на принципе контакта или работы.Более того, такая точечная сварка руками микроволновки будет самой доступной технологией не только с точки зрения необходимых знаний, но и с точки зрения затрат на достижение цели.
Контактная точечная сварка — это метод соединения заготовок в виде листового проката или приварки к конструкциям различных штучных изделий: болтов, шайб, заклепок и др. Эта технология контактной сварки нашла самое широкое применение в таких отраслях, как автомобилестроение, авиастроение и приборостроение.
Владение аппаратом для точечной сварки дает ряд преимуществ и дополнительных возможностей, а именно:
- возможность сварки изделий из листового металла небольшой толщины;
- способность сваривать легкоплавкие металлы;
- аккуратный и прочный сварной шов.
Главное преимущество контактной точечной сварки заключается в том, что вы можете научиться работать с ней самостоятельно, имея лишь базовый уровень знаний. Для этого нужно немного потренироваться и вы сможете добиться высокой производительности при работе на таком устройстве, при относительно невысоких расходах на расходные материалы и электричество.
Трансформатор
Основным элементом любого сварочного аппарата, использующего электрический ток для процесса термического соединения различных металлов, является силовой трансформатор, если не брать в расчет современное электронное инверторное сварочное оборудование. Более того, будущий сварочный трансформатор должен иметь большой коэффициент трансформации, чтобы он мог генерировать большие сварочные токи.
Процесс точечной электросварки основан на законе Ленца-Джоуля, который гласит, что электрический ток при протекании через проводник выделяет количество тепла, равное квадрату силы электрического тока, умноженному на сопротивление сечение этого проводника в единицу времени:
Q = I ** 2 x R x t.
То есть при токе, например, 1000 ампер, большое количество тепловой энергии будет выделяться на небольшой площади контакта. В зависимости от продолжительности прохождения электрического тока, сначала будет достаточно тепловой энергии, чтобы расплавить зону контакта плавких алюминиевых листов, а при длительном контакте — расплавить стальной лист до точки.
Отсюда одним из лучших кандидатов для изготовления будет силовой трансформатор, взятый из старой сломанной микроволновки. Как правило, мощность таких повышающих трансформаторов от СВЧ колеблется от 700 ватт до 1.5 киловатт, что вполне достаточно.
Имейте в виду, что в качестве сварочного трансформатора можно взять любой подходящий силовой трансформатор мощностью около 1 кВт, но наиболее удобным, на наш взгляд, является преобразователь напряжения от СВЧ, его проще переделать. .
Пошаговая инструкция
В первую очередь, для этого нам понадобится минимум инструментов и приспособлений, которые есть, пожалуй, в любом хозяйстве, а именно:
- Угловая шлифовальная машина малая с отрезным кругом по металлу;
- электродрель или шуруповерт со сверлами;
- молоток и зубило;
- Набор слесарного инструмента в виде плоскогубцев, различных отверток и т. Д.
 Д.
Д.Итак, приступаем:
Важно! Ни в коем случае не повредите первичную обмотку, это основной элемент будущего сварочного трансформатора. Его нельзя удалить из ядра.
- Мы производим вторичную обмотку будущего сварочного трансформатора. Для этого нам понадобится кусок изолированного медного провода сечением примерно 50 мм2 или диаметром примерно 8-10 мм (визуально толщиной в палец) и длиной 70-100 сантиметров.Главное условие выбора такой проволоки — она должна быть новой и целой.
Мы наматываем этот медный проводник на центральный магнитопровод стального сердечника нашего трансформатора так, чтобы у нас было два или три полных витка. Причем делать это нужно таким образом, чтобы витки на магнитопроводе приходились на середину медного проводника, а остальные концы были примерно одинаковой длины.
- Собираем сварочный трансформатор. Для этого мы ставим разобранные части стального магнитопровода на место в точности так, как они были, прежде чем предварительно смазать места контакта эпоксидной смолой или другим подходящим для этого клеем. Зажмите всю конструкцию тисками и дождитесь полного высыхания клея.
 Зажмите всю конструкцию тисками и дождитесь полного высыхания клея.
Зажмите всю конструкцию тисками и дождитесь полного высыхания клея.Конечно, если есть возможность, можно сварить эти части магнитопровода, но при этом необходимо надежно защитить обмотки трансформатора от возможных повреждений расплавленным металлом или искрами.
- Крепим сварочный трансформатор, сделанный на платформе; для этого лучше всего взять какую-нибудь утепленную основу в виде цельной пластиковой плиты, деревянной доски или толстой фанеры.Размеры составляют примерно 150 мм в ширину и от 300 до 700 мм в длину, что определяет глубину свариваемой детали.
Сам трансформатор должен быть накрыт защитным коробом, в котором необходимо установить вентиляционные отверстия для естественного охлаждения.
- Далее делаем приварку контактов. Причем один из них должен быть закреплен и выдерживать большие нагрузки, поэтому делаем его из прочного кронштейна, который жестко закреплен на основании трансформатора. К этой скобе с помощью медного наконечника подключаем один из концов провода вторичной обмотки.

Другое Контакт необходимо сделать подвижным, чтобы он мог равномерно блокироваться с неподвижным, но в нерабочем состоянии быть нормально разомкнутым. Для этого делаем конструкцию второго контакта в виде рычага, который закреплен на основании и подпружинен с помощью эластичной резинки или стальной пружины. На рычаге закрепляем скобу сварочного контакта, к которой подключаем второй, оставшийся провод вторичной обмотки сварочного трансформатора.
Сварочные контакты проще всего сделать из медного прутка диаметром 10-20 мм, сделав на концах конусообразные точки. Можно, конечно, использовать специально разработанные для контактной сварки стержни из вольфрама или сплавов на основе бериллиевой бронзы с цирконием.
- В заключение делаем электрическую часть, то есть подключаем первичную обмотку к 220 В. Для этого также можно использовать шнур питания с вилкой от нашей разобранной СВЧ печи, тем более он уже не нужен Там.
Для автоматизации процесса сварки необходимо включить переключатель. Лучше всего для этих целей так называемый микрик или выключатель нажимного типа, его тоже можно взять из микроволновки, он будет в цепи блокировки открывания дверцы.
Лучше всего для этих целей так называемый микрик или выключатель нажимного типа, его тоже можно взять из микроволновки, он будет в цепи блокировки открывания дверцы.
Микровыключатель настроен на разрыв первичной обмотки, то есть сети 220 В, и удобнее всего его расположить, закрепив на рычаге подвижного контакта.
Внимание! Все контакты и открытые части электрической цепи 220 В нашего сварочного аппарата необходимо тщательно изолировать лентой из ПВХ.
- Все, точечная сварка из СВЧ готова. Вам остается приступить к практике, чтобы понять, как протекают основные процессы сварки разных металлов в зависимости от формы и толщины изделий. Но после этого вы можете приступить к практическому использованию вашего аппарата для контактной сварки по прямому назначению.
Споттер своими руками из микроволновки
Мы описали изготовление своими руками одного из вариантов конструкции точечной контактной сварки.Хотя с такой же легкостью на базе того же силового трансформатора от СВЧ можно изготовить и другие схемы, в том числе корректировщик для кузовных сварочных работ на автомобиле. Для этого вместо неподвижных прижимных контактов делаем удлиненные гибкие контакты из того же медного изолированного провода диаметром сечения 50 мм, но уже длиной не менее 2 метров на каждый сварочный электрод.
Для этого вместо неподвижных прижимных контактов делаем удлиненные гибкие контакты из того же медного изолированного провода диаметром сечения 50 мм, но уже длиной не менее 2 метров на каждый сварочный электрод.
Один из контактов будет массовым, в виде медной клеммы с большой площадью контакта.Второй электрод будет непосредственно привариваться и выполнен в виде металлического стержня с прочной опорой, на конце которого сделан специальный заостренный медный контакт для простой точечной сварки.
Но для изготовления этого споттера, не уступающего промышленным образцам, потребуется помимо выполнения хотя бы контроля электрической цепи и формирования сварочного импульса, а также придется прилично потратиться на различные комплектующие и расходные материалы по полной кузовной ремонт.
Если у вас есть собственный опыт изготовления и использования самодельных аппаратов для контактной сварки, то поделитесь им в блоке комментариев.
Так что насчет сварки? Ставить сварщика дядю Васю каждый раз? Но в Германии дядю зовут не Вася, и он принимает не алкоголь, а деньги. И плохо. Купить готовый сварочный трансформатор? Можно, но пару сотен евро, а потом использовать раз в год? Нет … Осталось сделать самому. Но накрутить полностью, собрать железо… С одной этой единственной мыслью исчезают все желания. Осталось переделать из чего-нибудь готового и недорогого.
И плохо. Купить готовый сварочный трансформатор? Можно, но пару сотен евро, а потом использовать раз в год? Нет … Осталось сделать самому. Но накрутить полностью, собрать железо… С одной этой единственной мыслью исчезают все желания. Осталось переделать из чего-нибудь готового и недорогого.
С некоторого времени начал накапливать силовые трансформаторы от микроволновых печей. Собственно собирал на мощные (2 … 3 кВт). Но у PA есть двойные трансформаторы. А непарные остаются ждать, пока им не найдется пара. По закону подлости у многих пар нет. А из-за этих разноразмерных трансформаторов скопилось много, и возник вопрос: что с ними делать? Оказалось, что можно сделать сварочный трансформатор.
Для изготовления сварочного трансформатора (СТ), работающего с электродами диаметром до 3 мм (то есть с максимальным током дуги 80А), необходимы три силовых трансформатора от микроволновых печей (ДМВ). Не обязательно такой же, и не обязательно из мощных печей. Пойдет даже самый маленький из них, от печей с выходной мощностью 700 Вт. Это ведь мощность микроволн 700 Вт. И, в лучшем случае, КПД магнетрона не превышает 70%, а потому ток частоты СВЧ мощности даже от самой маленькой печки дает более 1 кВт.Другой вопрос, что это не непрерывно: время работы печи не должно превышать 30 минут, затем обязательная пауза для охлаждения трансформатора.
Это ведь мощность микроволн 700 Вт. И, в лучшем случае, КПД магнетрона не превышает 70%, а потому ток частоты СВЧ мощности даже от самой маленькой печки дает более 1 кВт.Другой вопрос, что это не непрерывно: время работы печи не должно превышать 30 минут, затем обязательная пауза для охлаждения трансформатора.
Итак, одна СВЧ система питания может дать 1кВт (если бы печь была мощной, на 900Вт, то до 1,4кВт). А для горения дуги нужно 40..50 вольт. То есть (при токе 80А) требуется мощность три-четыре киловатта. Из этого логически следует, что нам нужно взять три системы УВЧ. Но они должны это переделать.
1.Во-первых, для каждой СВЧ-системы необходимо удалить высоковольтную обмотку и филаментную обмотку (несколько витков толстого провода) магнетрона (она находится либо над высоковольтным, либо рядом с ним). Обычно TFT имеет конструкцию, показанную на рисунке. Обмотка высокого напряжения (+ нить накала) отделена от первичных магнитных шунтов (пакеты железных пластин в окне между сетью и вторичными обмотками показаны на рисунке желтым цветом). Зазор между обмотками составляет несколько миллиметров.
Зазор между обмотками составляет несколько миллиметров.
Проще всего снять высоковольтную обмотку, удерживая систему питания СВЧ в тисках (она сварена, ничего плохого при этом нет) и ножовкой по металлу, отрезав ее половину, выступающую из ядро. Линии разреза показаны красными пунктирными линиями внизу изображения. Чтобы не повредить сетевую обмотку, временно проложите между ней и обрезным высоковольтным листом лист пластика высокого напряжения.
Затем повернув трансформатор в тисках окошком вверх с подходящей по размеру стальной прутком, выбейте обрезку высоковольтной обмотки, оставшуюся в окнах.УВЧ хорошо заливается, поэтому процедура очень сложная и требует мощных ударов. Но не переусердствуйте — не смещайте при этом магнитные шунты.
Также будьте осторожны, чтобы не повредить сетевую обмотку — во многих системах UHSS она намотана алюминиевым проводом, и устранить повреждение будет очень сложно.
2. После первого этапа у вас будут три системы УВЧ без вторичных обмоток. Их придется наматывать. Обычно в UHRT это один виток на вольт (под нагрузкой), но есть и 0.8 и 1,1 витка на вольт. Ваша задача — воткнуть 13 … 18 витков толстого провода (сечение 10 … 20 квадратных миллиметров) провода в пустое окно вторичной обмотки. Задача непростая — окно имеет небольшие размеры от 14..18 мм в ширину и 28 … 35 мм в высоту (по крайней мере, окна всех попавшихся мне УВЧ систем находились в этих пределах).
Их придется наматывать. Обычно в UHRT это один виток на вольт (под нагрузкой), но есть и 0.8 и 1,1 витка на вольт. Ваша задача — воткнуть 13 … 18 витков толстого провода (сечение 10 … 20 квадратных миллиметров) провода в пустое окно вторичной обмотки. Задача непростая — окно имеет небольшие размеры от 14..18 мм в ширину и 28 … 35 мм в высоту (по крайней мере, окна всех попавшихся мне УВЧ систем находились в этих пределах).
Я использовал двухжильный провод, который используется для подключения мощных динамиков с усилителем низких частот. Оба провода были соединены параллельно, общее сечение было 2 х 8 = 16 мм 2.Прошло три штуки по 5 метров. Этот провод хорош тем, что он ближе к шине в сечении (при этом обе жилы соединены параллельно), что упрощает намотку. К тому же у него тонкая изоляция (толстая нам ни к чему — напряжение низкое), и ее можно лить. То есть, помещая слой, затем прижимайте и расплющивайте проволоку плоской стальной пластиной, чтобы она плотно заполняла пустоты. Это важно — в окошке места мало, а последний слой придется встряхивать, запоминая сильные выражения.Смазка поверхности проволоки маслом поможет облегчить эту головоломку (перетаскивая последний слой, а не вспоминая выражения).
Это важно — в окошке места мало, а последний слой придется встряхивать, запоминая сильные выражения.Смазка поверхности проволоки маслом поможет облегчить эту головоломку (перетаскивая последний слой, а не вспоминая выражения).
Можно использовать шину или любой подходящий одиночный провод. Выбор провода определяется не столько тем, что вы можете его достать, сколько тем, что вы можете протолкнуть необходимое количество раз через окно жилы.
Если у вас есть трансформаторы очень разных размеров по мощности, то намотайте на несколько витков меньше на менее мощный, чем на более мощный, чтобы загрузить каждый трансформатор в соответствии с его возможностями.
3. После второй ступени у вас будет по три трансформатора с вторичной обмоткой 13 … 18 В / 80 А (при напряжении холостого хода напряжение будет на 25..30% выше) на каждом из них. Чтобы получить ТТ, осталось только разместить эти три трансформатора в подходящем корпусе, а сетевые обмотки соединить параллельно, а вторичные — последовательно (разумеется, с соблюдением фазировки).
Собственно сварочный трансформатор готов. Осталось всего несколько нюансов.
Первая из них — сетевая обмотка ТБСТ выполнена таким образом, что трансформаторное железо работает в режиме насыщения.И поэтому ток холостого хода (без нагрузки на вторичную обмотку) одного ДВЧ лежит в пределах 2 … 3,5А. Поэтому даже на холостом ходу через полчаса очень сильно греется железо сердечника (градусов до 60 … 70).
Следовательно, чтобы предотвратить перегрев, ТТ следует включать по первичным обмоткам, чтобы предотвратить длительный холостой ход. Также на каждом из трех трансформаторов необходимо установить нагнетательный вентилятор.
Установил дополнительный небольшой (несколько ватт) обычный трансформатор, который постоянно подключен к сети.Его вторичная обмотка питает три вентилятора, обдувающих три мощных трансформатора (если у вас есть вентиляторы 220В, то дополнительный трансформатор не требуется).
Включение на сварку осуществляется подачей 220В на три мощных трансформатора. То есть: включено и через полчаса можно готовить как обычно. Затем вам нужно сделать паузу на 30 минут, пока вентиляторы охлаждают трансформаторы.
То есть: включено и через полчаса можно готовить как обычно. Затем вам нужно сделать паузу на 30 минут, пока вентиляторы охлаждают трансформаторы.
Второй нюанс — в случае с трансформаторами необходимо иметь автоматический выключатель на ток 16… 20 А.
16А может не хватить для работы с электродами толщиной более 2 мм, но не каждая сеть выдерживает 20 А — ориентируйтесь на свои условия.
О безопасности
Напряжение на электродах на холостом ходу может достигать 60..70 В. Это, скорее всего, не убьет, но тянуть может быть крайне больно. Капли горячего металла и окалины могут прожечь в вас серьезные дыры — необходимы перчатки и защитный костюм. Работа без маски 100% вреда для зрения (ультрафиолет!).Если у вас нет опыта в сварке, не учитесь наугад. Лучше спросите кого-нибудь, кто знает, как вас научить. Более дешевая стоимость. Во всех смыслах.
МОТ. Трансформатор для микроволновой печи. Большой железный трансформатор от СВЧ. Пожалуй, самый известный источник высокого напряжения среди тех, кто любит высокое напряжение. Это железный параллелепипед размером примерно 8x10x10 сантиметров (размеры варьируются от модели к модели). Примерное выходное напряжение — 2000-2200 вольт. Мощность — порядка 500-800 Вт. Он обитает внутри старых мертвых микроволновок, на рынках, в ремонтных мастерских и во многих других местах.Часто это предмет похоти новичков ХВшников (впрочем, как насчет похоти). Подходит для множества развлечений, от пусковых дуг (ололо! Электрическая дуга! Смотри, смотри!) До питания небольших катушек, особенно если взять пару или даже три, или зарядить импульсные конденсаторные батареи.
Это железный параллелепипед размером примерно 8x10x10 сантиметров (размеры варьируются от модели к модели). Примерное выходное напряжение — 2000-2200 вольт. Мощность — порядка 500-800 Вт. Он обитает внутри старых мертвых микроволновок, на рынках, в ремонтных мастерских и во многих других местах.Часто это предмет похоти новичков ХВшников (впрочем, как насчет похоти). Подходит для множества развлечений, от пусковых дуг (ололо! Электрическая дуга! Смотри, смотри!) До питания небольших катушек, особенно если взять пару или даже три, или зарядить импульсные конденсаторные батареи.
Типичный представитель семейства мотов в одиночку не очень полезен (за исключением советских мотов от отечественных микроволновок — больших жестких вещей со слегка закругленным железом, которые намного мощнее и надежнее китайского хлама).Учитывая, что он, будучи зажат обеими лапами, как и положено, легко может послать свисток на тот свет (для этого достаточно надул его), это не лучшая игрушка для новичков.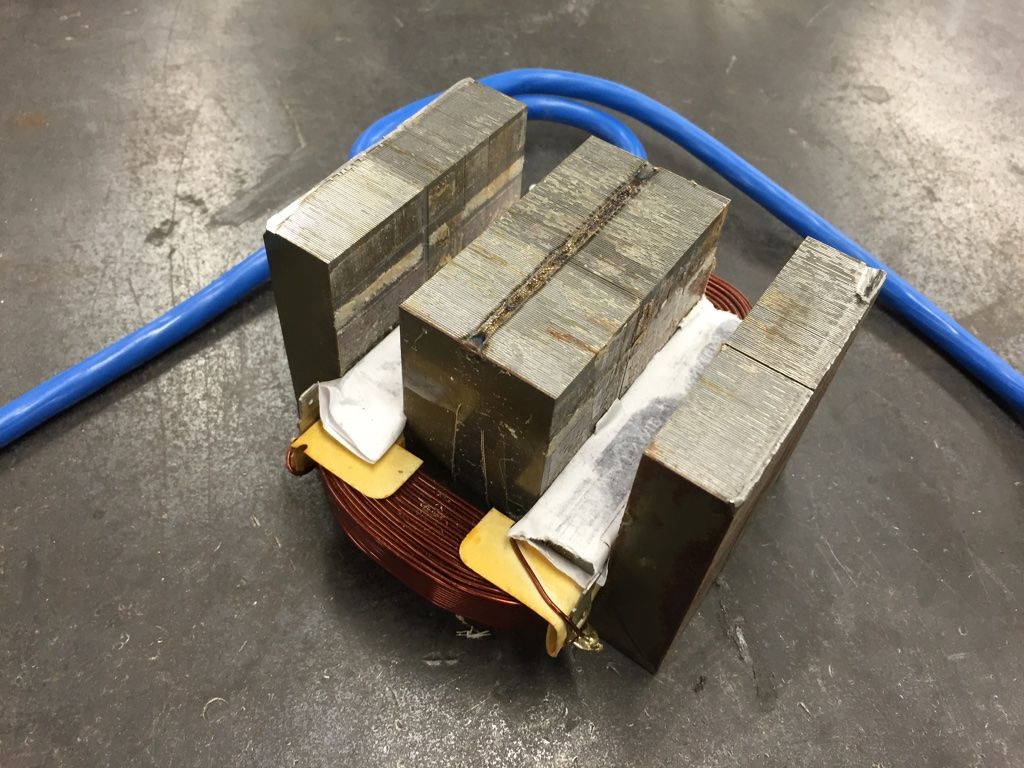 Но при соблюдении элементарных правил безопасности он становится для гостей простым и приятным испугом. На всякий случай напомню: у нормальной китайской моты три клеммы в виде клемм и два толстых красных провода. Красные провода (их обмотка расположена посередине, между первичной и вторичной) смело откусывают: это свечение магнетрона и для наших целей он ни в чем не нуждается.Те из выводов, которые расположены рядом друг с другом в нижней части, — это сетевая обмотка, та, что торчит в великолепной изоляции (иногда в нее можно впаять провод, как на верхнем рисунке) — это горячий конец. Второй конец обмотки высокого напряжения посажен на железо, поэтому корпус мотора во время работы тоже лучше не трогать. Для зажигания дуги лучше всего иметь стержень из диэлектрика с винтом на дальнем конце, провод от которого соединяется с горячим стержнем мота.
Но при соблюдении элементарных правил безопасности он становится для гостей простым и приятным испугом. На всякий случай напомню: у нормальной китайской моты три клеммы в виде клемм и два толстых красных провода. Красные провода (их обмотка расположена посередине, между первичной и вторичной) смело откусывают: это свечение магнетрона и для наших целей он ни в чем не нуждается.Те из выводов, которые расположены рядом друг с другом в нижней части, — это сетевая обмотка, та, что торчит в великолепной изоляции (иногда в нее можно впаять провод, как на верхнем рисунке) — это горячий конец. Второй конец обмотки высокого напряжения посажен на железо, поэтому корпус мотора во время работы тоже лучше не трогать. Для зажигания дуги лучше всего иметь стержень из диэлектрика с винтом на дальнем конце, провод от которого соединяется с горячим стержнем мота.
Короче втыкаем мотор в розетку и начинает радостно гудеть. Их потребление на холостом ходу обычно чрезмерно и может составлять до трех ампер. А если из него провести дугу, то ток смело может перевалить за шкалу на 10А, то есть трансформатор, который имеет мощность пятьсот ватт, съедает аж два киловатта. Естественно, при таком количестве мощности бессильно уходящий жар мот очень быстро и бодро нагревается, поэтому необходимо делать значительные перерывы в течении дуги.
А если из него провести дугу, то ток смело может перевалить за шкалу на 10А, то есть трансформатор, который имеет мощность пятьсот ватт, съедает аж два киловатта. Естественно, при таком количестве мощности бессильно уходящий жар мот очень быстро и бодро нагревается, поэтому необходимо делать значительные перерывы в течении дуги.
Mota также имеет шунты — железные пластины сечением примерно 0,5×1,8 см, расположенные между обмотками по всей толщине трансформатора. Они ограничивают ток в обмотках, предотвращая перегрев трансформатора сверх меры. Если аккуратно поднять их отверткой (работать придется молотком — не повредите обмотку!), Мощность мота значительно возрастет, но и нагрев возрастет.
От моты можно запитать малогабаритный.Однако из-за низкого напряжения работы начальный зазор придется сделать очень маленьким, в связи с чем рекомендую увеличить его минимум до шести-восьми миллиметров и поджечь лестницу с помощью пламени свечи снизу. .
Плазма дуги превосходно окрашена за счет солей соответствующих элементов: бор-барий — зеленый, стронций — красный, натрий — желтый. Кроме того, наличие в дуге ионов того же натрия значительно увеличивает ее максимальную длину.В этом легко убедиться, попробовав начертить дугу тряпкой, обильно смоченной солью.
Кроме того, наличие в дуге ионов того же натрия значительно увеличивает ее максимальную длину.В этом легко убедиться, попробовав начертить дугу тряпкой, обильно смоченной солью.
Есть подборка рам дуг с плазмой и плазмой из них.
Джек Дэвис | Сварщик из микроволновки своими руками
14 фев DIY Сварщик для точечной сварки из микроволновой печи
Отправлено в 22:58 в без категории ДжекЭтот проект представляет собой схему того, как построить установку для точечной сварки сопротивлением, используя детали старой микроволновой печи.Я использую его для приваривания никелевых язычков к аккумуляторным элементам 18650, но в зависимости от того, как вы располагаете рычаги, его можно использовать для сварки листового металла и других металлических предметов. Приступим к сварке!
Шаг 1. Спасите микроволновую печь
Краткое предупреждение!
Внутри микроволновки довольно опасно. Большой конденсатор может быть заряжен и может вызвать неприятный или даже смертельный удар, поэтому убедитесь, что вы разряжаете его как можно скорее, прикоснувшись к клеммам металлическим стержнем, например отверткой, чтобы разрядить его.
Большой конденсатор может быть заряжен и может вызвать неприятный или даже смертельный удар, поэтому убедитесь, что вы разряжаете его как можно скорее, прикоснувшись к клеммам металлическим стержнем, например отверткой, чтобы разрядить его.
Хорошо, откройте корпус микроволновой печи, чтобы увидеть электронные детали. Разрядите этот конденсатор и приступайте к снятию деталей. Вы должны найти трансформатор, который должен быть очень похож на тот, что изображен на фотографиях. Снимите гайки, и он должен легко выскользнуть. Я сохранил несколько концевых выключателей, которые мы будем использовать позже, и некоторые кабели удобны для подключения питания.
Шаг 2: Снимите вторичную катушку
Мы собираемся перемотать вторичную обмотку трансформатора, так как нам нужно больше ампер и меньше вольт.Первичная обмотка — это то место, где подается питание, а вторичная обмотка имеет более тонкие проволочные обмотки с присоединенными красными проводами.
Меньшее количество витков провода увеличивает силу тока, но снижает напряжение, а большее количество витков увеличивает напряжение при уменьшении силы тока. Нам не нужна вторичная обмотка, поэтому ее можно снять, отрезав или зачистив сварной шов на корпусе трансформатора и вытащив его. Будьте осторожны, чтобы не повредить первичную катушку, так как мы будем ее хранить.
Шаг 3: Добавьте новую обмотку
Новая обмотка будет обеспечивать ток, необходимый для сварки.Используя действительно толстый кабель, мы можем сократить тысячи витков до пары, которая обеспечит нагрузку в ампер. Необходим толстый кабель, поскольку сопротивление приведет к его нагреву и расплавлению изоляции, если она будет слишком тонкой. Не хорошо!
Сначала вставляется первичная обмотка, затем 2 шунта с каждой стороны и, наконец, провод низкого калибра (синий кабель) наматывается на пару витков. Не забудьте оставить кабель достаточной длины, который будет прикреплен к сварочным электродам.
Шаг 4: Завершите Трансформатор
Наш сверхмощный трансформатор почти готов.Нам просто нужно приварить верхнюю часть, чтобы запечатать ее. Вы также можете использовать двухкомпонентную эпоксидную смолу, чтобы наклеить ее. Варианты хороши, выберите тот, который вам удобнее. 🙂
Шаг 5: Клеммы электродов
Теперь нам нужно прикрепить концы наших кабелей к медным штырям, которые мы будем использовать для сварки. Я обработал несколько медных клемм, но вы можете использовать медные зажимы из хозяйственного магазина. Я также приложил файл САПР для изготовленного мною зажима электрода.Вот ссылка на Fusion360. http://a360.co/1Loyh2j
Шаг 6: Сварочный рычаг
 instructables.com/id/DIY-Spot-Welder-From-Microwave/step6/Welding-Arm/»>
instructables.com/id/DIY-Spot-Welder-From-Microwave/step6/Welding-Arm/»>Я использую его для приваривания никелевых выступов к элементам батареи, поэтому я расположил два сварочных электрода рядом, хотя вы можете легко установить их напротив друг друга, как на традиционной машине. Я спроектировал и вырезал с помощью лазера простой корпус из МДФ для руки, в которой находится переключатель для работы и зажимы электродов.
Шаг 7. Упакуйте его
В трансформатор поступает опасное электричество 230 В, поэтому важно, чтобы он был закрыт.Этот футляр для лазерной резки должен отлично справиться со своей задачей. Просто убедитесь, что все содержится, так как это будет выглядеть намного лучше и безопаснее. Бонус!
По проводке все довольно просто. Просто подключите фазу и нейтраль к первичной обмотке трансформатора, используя существующие плоские клеммы, я бы рекомендовал добавить переключатель между одним из силовых кабелей, чтобы упростить включение и выключение. Я вытащил это из микроволновки.
Я вытащил это из микроволновки.
Вот и все, готово! Удачи со своим новым сварщиком!
СвязанныеСварщик для точечной сварки DIY
Сварщик для точечной сварки Кремона, август 2018.Вернуться на главную страницу.
Привет,
это краткий обзор с некоторыми замечаниями о том, как сделать точечный сварочный аппарат из СВЧ трансформаторы (ТО).
Ничего нового по сравнению с другими онлайн-учебниками, за исключением того, что в нем есть:
- Две параллельные MOT для большей мощности;
- Полупроводниковое реле для синхронизации, для простоты управляется Arduino.
ВНИМАНИЕ! Этот проект касается высокого и среднего напряжения.Это опасно и небезопасно. Я никоим образом не отвечаю за любой ущерб, который вы можете причинить (даже самому себе).
Введение
Есть много-много учебных пособий по точечной сварке. В основном люди используют трансформаторы для микроволновых печей (ТО), снимая высокое напряжение. вторичный и заменив его всего за несколько оборотов.
Я использую два параллельно включенных МОЛ для увеличения выходного тока.
вторичный и заменив его всего за несколько оборотов.
Я использую два параллельно включенных МОЛ для увеличения выходного тока. Этого достаточно для простого сварочного аппарата, но возможность контролировать время сварки.Также люди говорят, что короткий импульс перед сваркой размягчает материал и, таким образом, создает лучший электрический контакт (он же лучшая сварка). В моем случае я использую arduino для реализации простого контроллера времени. В любом случае, контроллер может быть отключен переключателем, чтобы управлять точечной сваркой в прямой режим.
Трансформаторы
Вот изображение двух трансформаторов микроволновой печи (МОТ), полученное из микроволновой печи.Будьте осторожны, микроволновые печи — очень опасные предметы. Там есть высоковольтный конденсатор, сохраняющий высокое напряжение долгое время после того, как духовка была отключенные и опасные химикаты в магнетроне.Люди говорят, что сделают тебя слепым.
ТО наверху все еще требует доработки. Вторичная обмотка высокого напряжения (более тонкий провод, намного больше витков) должна быть отключена и
заменены на несколько витков толстого провода.
Магнитные шунты следует удалить.
Магнитные шунты снижают эффективную мощность трансформатора, так как они замыкают накоротко.
часть магнитного потока.
Вторичные заменены на 3 витка толстого провода (в моем случае я использовал два провода в
параллельно, чтобы иметь большую секцию, поэтому вы увидите 6 витков вместо 3).
Вторичная обмотка высокого напряжения (более тонкий провод, намного больше витков) должна быть отключена и
заменены на несколько витков толстого провода.
Магнитные шунты следует удалить.
Магнитные шунты снижают эффективную мощность трансформатора, так как они замыкают накоротко.
часть магнитного потока.
Вторичные заменены на 3 витка толстого провода (в моем случае я использовал два провода в
параллельно, чтобы иметь большую секцию, поэтому вы увидите 6 витков вместо 3).
Электроды
Электроды обычно делают из меди (а не из латуни, люди говорят, что она прилипнет во время сварки). Я нашел несколько медных заклепок с большим сечением, они работают нормально. Две короткие ручки держат электроды импровизированным образом, а несколько пружин удерживают руки открытыми. Подключите электроды, добавьте переключатель и все смонтируйте.
Трансформаторы необходимо подключить параллельно (обратите внимание на фазу !!), примерно так:
На этом этапе базовый сварочный аппарат готов и уже может работать.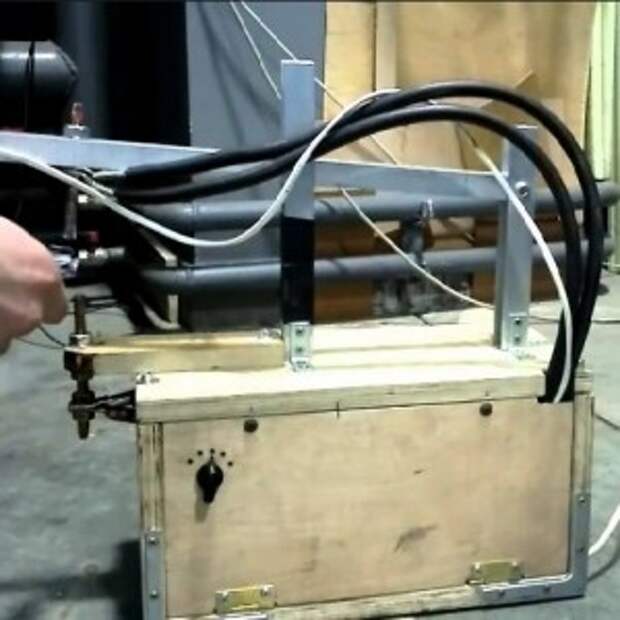 Измеренное напряжение между электродами составляет 2,72 В переменного тока.
Измеренное напряжение между электродами составляет 2,72 В переменного тока.
В следующем разделе я создам контроллер для настройки времени сварки.
Контроллер (электроника)
Трансформаторы могут управляться напрямую от сети 220В (прямой режим) или по таймеру. Решил использовать Arduino в качестве таймера, управляя дешевым твердотельным реле (их 3 с ebay, всего за 5 евро). Твердотельные реле включают (обычно) демпфер, что очень важно при высокой индуктивности. приложения (например, трансформаторы !!) Обычные реле могут залипнуть при резком прерывании высоких токов.Пока дешевое твердотельное реле работает нормально.Идея твердотельного реле на самом деле очень проста: вы подаете небольшое напряжение на вход (в моем случае напрямую на выходной контакт Arduino) и выход становится замкнутой цепью для переменного (220В) напряжения.
Схема для Arduino выглядит примерно так (извините, я знаю, что грубовата ..)
В любом случае, полезно добавить еще один переключатель, чтобы можно было обойти твердотельное реле и
сварочный аппарат можно использовать в прямом режиме, как показано ранее. Сборка ТО обсуждалась на предыдущем снимке.
Сборка ТО обсуждалась на предыдущем снимке.
Три подстроечных резистора — просто делители напряжения (470k должно работать отлично). Рычаг переключателя имеет три положения (центр отключен) и обсуждается в программе. При нажатии другой кнопки начинается сварка.
Простая программа Arduino в цикле выполняет следующие действия:
- Проверить состояние маленького рычажного переключателя;
- Переключатель IF находится в первом положении, затем выполняется автоматическая сварка (время регулируется) при нажатии кнопки;
- Если переключатель находится во втором положении, установите время предварительной сварки, паузы и времени сварки с помощью трех триммеры;
- Если переключатель находится в третьем положении (ручной режим), затем проверьте состояние кнопки и если он толкается, сваривайте, пока он не освободится.
Я слышал, что вы сказали! Какая ужасная простыня! В любом случае ..
Если вам нужно вдохновение, вы можете найти мой сценарий ЗДЕСЬ.
 Для этого также необходима библиотека LiquidCrystal_I2C для управления дисплеем.
Для этого также необходима библиотека LiquidCrystal_I2C для управления дисплеем. Хорошо, на этом этапе создайте верхний уровень сварочного аппарата, поместите охлаждающий вентилятор (и металлический
сетку на задней панели, чтобы воздух мог выходить через ТО) и добавить электронику.
Наконец, нам понадобится панель для триммеров, дисплей и некоторые кнопки.
Вот и все, ребята!
Есть комментарии? Не стесняйтесь писать мне!
Ура,
Стефано
Вернуться на главную страницу.
🎈 Общественная лаборатория: сварочный аппарат емкостным разрядом
Я работал над этим
В основном не связанные и относительно опасные
Проектза последнюю неделю построил небольшой сварочный аппарат емкостного разряда.
Предыстория
Привет, меня зовут Кина, и я занимаюсь разработкой датчиков и регистраторов данных для Университета Аляски в Фэрбенксе.Я работал с людьми над некоторыми проектами по физиологии деревьев, о которых я опубликую позже в другой заметке. Я только начал работать над созданием сенсоров Sap Flux для измерения скорости потока жидкости в дереве. Я собираюсь использовать метод Гранье, который требует, чтобы в дерево были встроены два датчика температуры и небольшая спираль нагревателя. Затем расход можно рассчитать по разнице температур между нагретым датчиком и датчиком окружающей среды. В этом методе используются крошечные термопары из 0.Проволока диаметром 005 дюймов внутри игл 18 калибра. … так что нам нужно сделать термопары.
Я только начал работать над созданием сенсоров Sap Flux для измерения скорости потока жидкости в дереве. Я собираюсь использовать метод Гранье, который требует, чтобы в дерево были встроены два датчика температуры и небольшая спираль нагревателя. Затем расход можно рассчитать по разнице температур между нагретым датчиком и датчиком окружающей среды. В этом методе используются крошечные термопары из 0.Проволока диаметром 005 дюймов внутри игл 18 калибра. … так что нам нужно сделать термопары.
Что такое термопара?
В мире существует множество различных датчиков температуры. Здесь обычно упоминаются термисторы, сопротивление которых зависит от температуры. Термопары отличаются тем, что они представляют собой соединение между двумя разными типами металлических сплавов, которые генерируют небольшой электрический потенциал при изменении их температуры. Прикрепленный к специальному усилителю, вы можете получать точные показания температуры в очень широком диапазоне.Они также могут быть сделаны из проводов меньше человеческого волоса (которые очень быстро реагируют на изменения температуры), и поскольку они работают из-за эффекта Зеебека, их можно использовать для охлаждения, если на них подается заряд. Аккуратно!
Аккуратно!
Так почему сварщик?
Ну, паять провода термопары — дело не самое лучшее. Припой не любит прилипать к ним, он также добавляет присадочный металл, который влияет на реакцию соединения и добавляет к нему тепловую массу, и если вы пытаетесь измерить температуры выше точки плавления припоя…. да, это не сработает. Так что сваривать их — это идеальный вариант … но сварочные аппараты для термопар стоят тысячи долларов, и все, что они, по сути, представляют собой батарею конденсаторов, несколько больших МОП-транзисторов для их разряда и микроконтроллер для измерения времени разряда.
Сварщик
Я быстро погуглил. Для самодельных сварочных аппаратов с термопарами не так много, но наверняка есть аппараты для сварки емкостным разрядом для приварки контактов к батареям. И это одно и то же. У Hackaday есть несколько хороших проектов, но у Instructables есть один проект, который хорошо документирован.Там же я получил большую часть бета-версии этого проекта.
Вся система довольно проста и состоит из 2 частей.
Накопитель энергии
Накопитель энергии представляет собой конденсаторную батарею, которая заряжается от настольного источника переменного тока. Я использовал 24 конденсатора емкостью 47000 мкФ 25 В, сгруппированных в 8 групп по 3. Конденсаторная батарея разряжается через 16 силовых полевых МОП-транзисторов (по 2 на группу) в некоторые изготовленные мной алюминиевые шины. МОП-транзисторы контролируются системой управления.
Система управления
Система управления — это ардуино (я использовал pro mini, который у меня был), кнопка, поворотная ручка, маленький экран и микросхема драйвера MOSFET. Система управления питается от настенной бородавки 9 или 12 В, которую я лежал (здесь есть тема). Кнопка запускает запуск разряда, а Arduino контролирует его время. Довольно просто.
Сборка
Общая стоимость запчастей, которых у меня не было, составила около 300 долларов.В основном это конденсаторы и полевые МОП-транзисторы.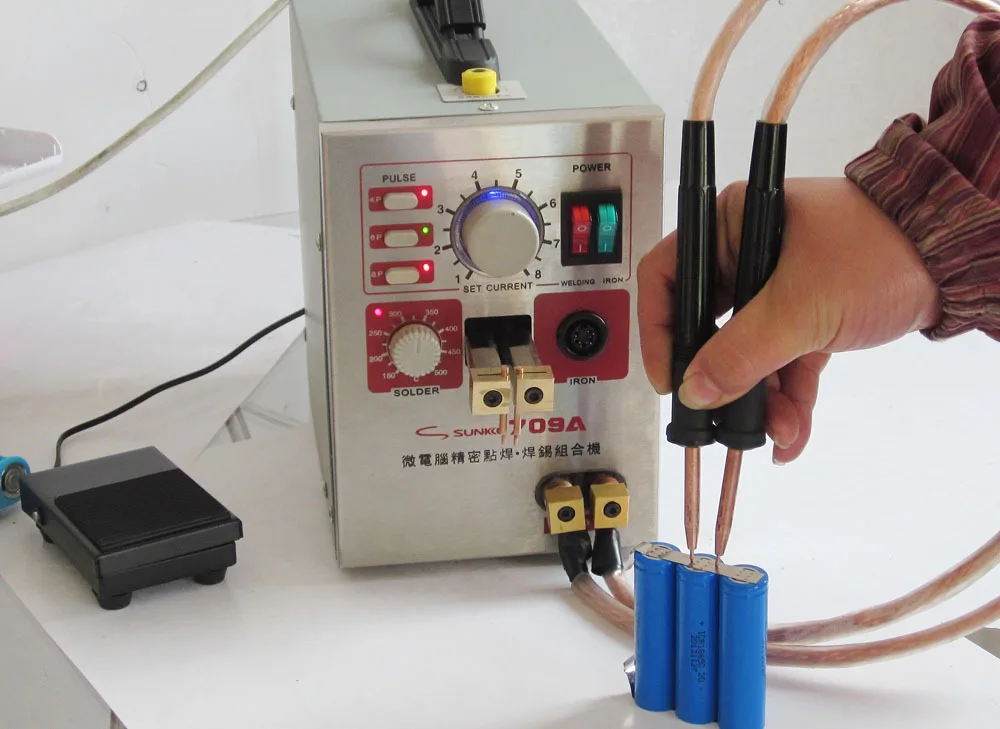
Я смог сделать свои собственные печатные платы, потому что у меня есть несколько модных игрушек (например, небольшая фрезерная машина с ЧПУ), что сделало этот проект немного дешевле.
Buss Bars были изготовлены из квадратной алюминиевой ложи 0,5 дюйма с просверленными и резьбовыми отверстиями, соответствующими монтажным платам.
МОП-транзисторы между автобусами красиво. Каждая плата подключается к следующей, передавая сигнал запуска и балансируя заряд батареи конденсаторов.
Это остальные платы конденсаторов, готовые к сборке.
Это собранная конденсаторная батарея. Маленькая плата на конце представляла собой массив диодов для защиты от обратного напряжения из-за разряда огромных всплесков тока через индуктивную нагрузку. Возможно, я спроектировал это неправильно или что-то в этом роде, потому что это вызвало странные проблемы смещения с МОП-транзисторами, и в итоге я просто удалил его. Я проверил скачки напряжения с помощью осциллографа и не обнаружил никаких проблем, так что все в порядке. Также был большой резистор для разряда конденсаторной батареи, когда все выключено, чтобы уменьшить неожиданные поражения электрическим током.
Также был большой резистор для разряда конденсаторной батареи, когда все выключено, чтобы уменьшить неожиданные поражения электрическим током.
Это заключительный этап тестирования … Только не трогайте искрящиеся части, и все будет в порядке. Положительный вывод зачищен и прикреплен лентой к круглому углеродному стержню, а отрицательный вывод зачищен и прикреплен к набору фиксирующих кровоостанавливающих зажимов, которые, угадайте, у меня были!
В итоге я просто бросил все это в картонную коробку и пока горячо приклеил плату управления вверх.У меня нет времени на причудливые случаи, и я не чувствую, что это не так уж и опасно.
Результаты
Положительны. Он сваривает. И он действительно сваривает довольно хорошие термопары, которые действительно работают! Я тестировал провод 0,015 дюйма с отличными результатами.
VID_20160712_111719 от Кины Смит на Vimeo.
Другое применение
С другими электродами это было бы волшебством при сварке язычков батарей. Он отлично подходит для отпаривания отверток (ой).Крис Фасти также предположил, что это может быть действительно полезно для использования со спектрометром #spectrometer для анализа содержания металлов путем создания электрической дуги на металле и снятия с нее спектров.
Документация
Код и файлы печатной платы находятся на Github. Если вы хотите попробовать создать это, дайте мне знать. Я был бы рад предоставить более качественные схемы системы и техническую помощь.
Подставка для сварочного оборудования DIY
В этом выпуске мы отвечаем на два видео-запроса, первый — о том, как построить сварочный стенд, второй — о том, чего ожидать от местных поставщиков стали.Это основано на приспособлении, которое я построил, когда только начал преподавать.
В школе, в которой я начал, не было ничего приспособленного, чтобы ученики могли сваривать без положения. Я достаю несколько стендов, но цены на 10 из них выходят за рамки бюджета школы. Мне нужно было хотя бы одну стойку на будку. Итак, как сварщик, а теперь как педагог, я подумал про себя: почему бы студентам не построить их? Я могу превратить это в план урока и научить их, как разрабатывать проект, снимать материалы, заказывать материалы и расходные материалы, подбирать, изготавливать и сваривать различные формы.Это был бы отличный урок и имел бы практическое применение. Я так и сделал.
Стенд на видео является копией стендов, которые мои студенты построили для этого проекта. Я использовал тот же план уроков во второй школе, в которой преподавал, и снова превратил его в план уроков. Дизайн великолепен, потому что он настолько универсален. Он прост в изготовлении и подходит для студентов-левшей и правшей любого роста. Кроме того, вы можете использовать его для пипетки и пластины в любом положении, а также для некоторых новых.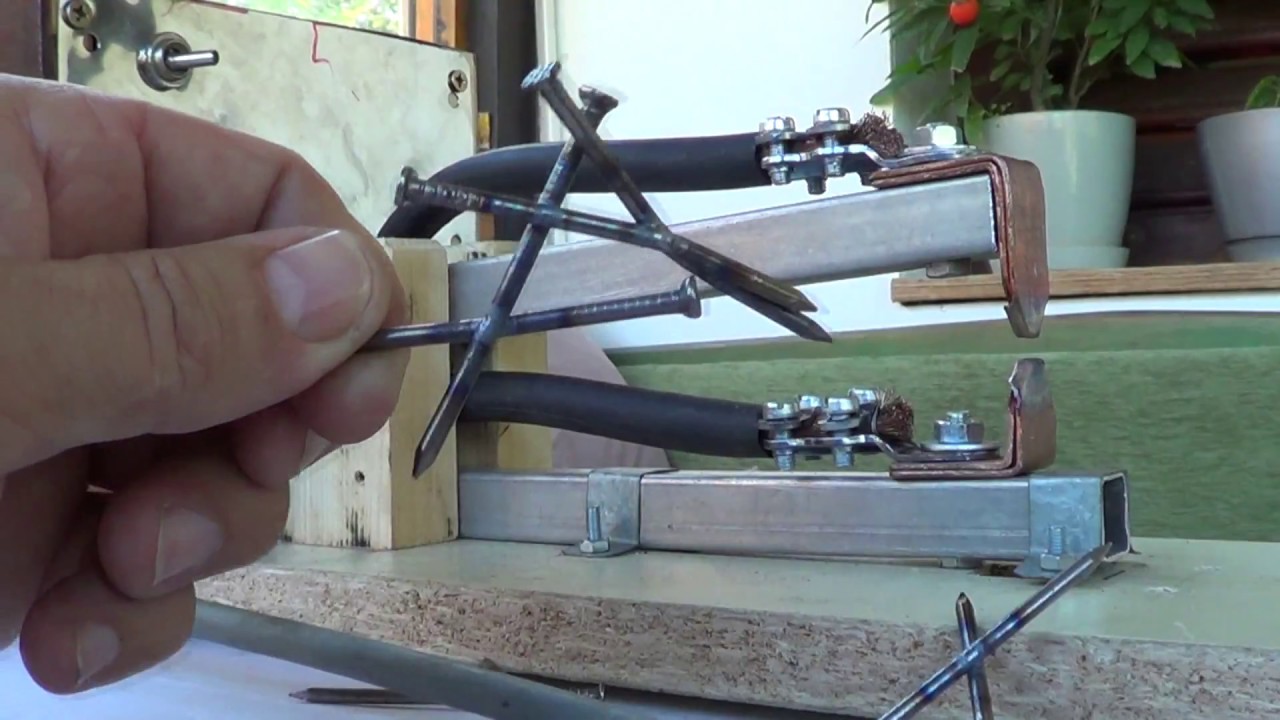 Самое приятное то, что для каждой регулировки используется Т-образная рукоятка, поэтому нет необходимости в специальных инструментах, которые могут потеряться или сломаться. Он также легкий, но очень прочный.
Самое приятное то, что для каждой регулировки используется Т-образная рукоятка, поэтому нет необходимости в специальных инструментах, которые могут потеряться или сломаться. Он также легкий, но очень прочный.
Если вы хотите сделать подставку для дома, магазина или даже школы, попробуйте сделать один из них. Они работают, мы сделали эту подставку, используя детали и детали, которые мы нашли в мусорных баках и секции обрезков у нашего местного поставщика стали, а также несколько болтов из магазина товаров для дома. Сообщите нам, если вы решите сделать это, в разделе комментариев ниже.А если у вас есть видео, которое вы хотели бы посмотреть, пришлите нам информацию через веб-сайт. Удачи в сборке, и до следующего раза сделайте каждый сварной шов лучше, чем последний!
Контактная сварка — как самому сделать оборудование и клещи? Самодельные сварочные автоматы и аппараты Точечная сварка от латра 9 ампер.
При проектировании или ремонте техники, бытовой техники часто возникает проблема: как сварить те или иные детали. Купить сварочный аппарат не совсем просто, а сделать самому…
Купить сварочный аппарат не совсем просто, а сделать самому…
В этой статье вы можете ознакомиться с несложным самодельным сварочным аппаратом, выполненным по оригинальной схеме.
Сварочный аппарат работает от сети 220 В и имеет высокие электрические характеристики. Благодаря использованию магнитопровода новой формы вес устройства составляет всего 9 кг при габаритных размерах 125 x 150 мм. Это достигается за счет использования ленты трансформаторного железа, свернутой в форме тора, вместо традиционного пакета W-образных пластин.Электрические характеристики трансформатора на тормозной магистрали примерно в 5 раз выше, чем у W-образного, а электрические потери минимальны.
Чтобы избавиться от поиска дефицитного трансформаторного железа, можно приобрести готовый ЛАТР на 9 А или использовать тормозной магнитопровод от сгоревшего лабораторного трансформатора. Для этого снимаем ограждение, фурнитуру и снимаем перегоревшую обмотку. Освободившийся магнитопровод необходимо изолировать от будущих слоев обмотки электрокартоном или двумя слоями лакированной ткани.
Сварочный трансформатор имеет две независимые обмотки. В качестве первичного использован провод ПЭВ-2 1,2 мм, длиной 170 м. Для удобства можно использовать челнок (деревянная рейка 50 х 50 мм с прорезями на концах), на которую предварительно наматывается вся проволока. Между обмотками помещается изоляционный слой. Вторичная обмотка — медный провод с ватой или стеклянной изоляцией — имеет 45 витков над первичной. Внутри провода к катушке помещается катушка, а снаружи с небольшим зазором — для равномерного расположения и лучшего охлаждения.
Удобнее работать вдвоем: один аккуратно, не касаясь соседних витков, чтобы не повредить изоляцию, тянет и укладывает провод, а помощник придерживает свободный конец, не давая его перекрутить. Изготовленный таким образом сварочный трансформатор будет вырабатывать ток 50 — 185 А.
Если вы приобрели Latr 9А и при осмотре выяснилось, что его обмотка цела, то дело сильно упрощается. Используя готовую обмотку в качестве первичной, можно за 1 час собрать сварочный трансформатор, выдающий ток 70 — 150 А.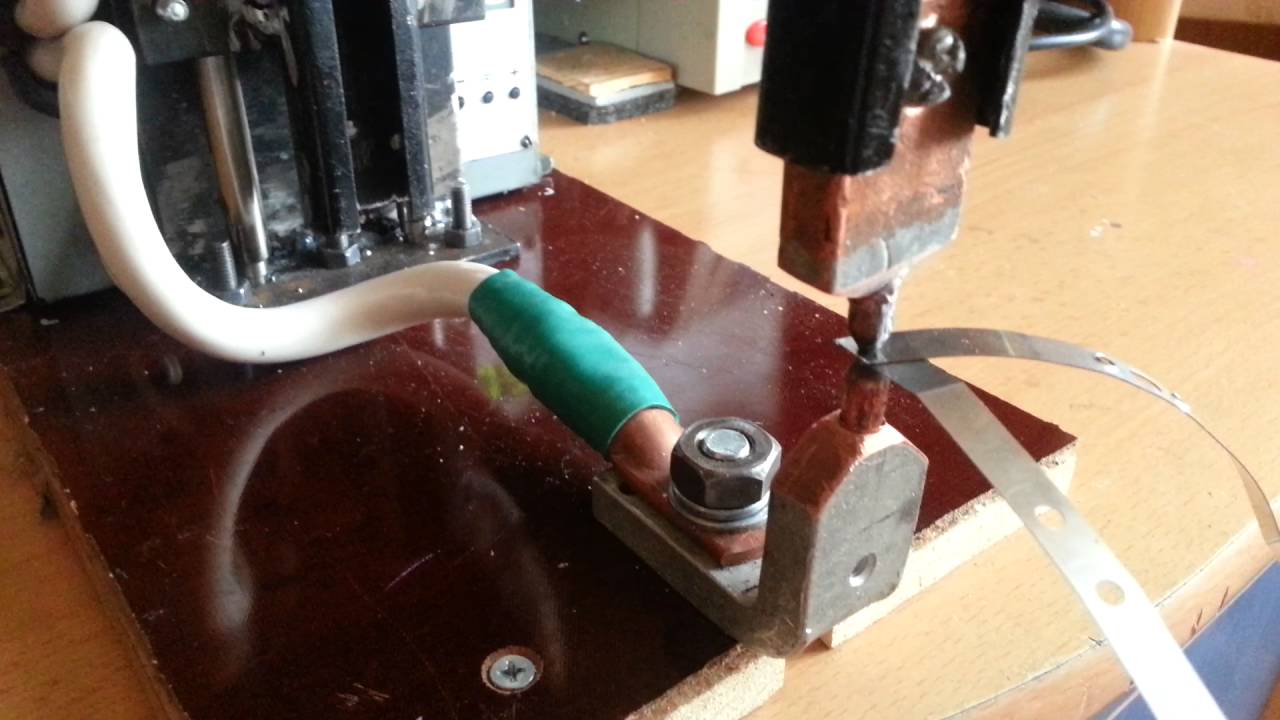 Для этого нужно снять ограждение, токоприемник и крепежную арматуру. Затем определить и разметить выводы на 220 В, а оставшиеся концы, надежно изолированные, временно прижать к магнитопроводу, чтобы не повредить их при работе со вторичной обмоткой. Монтаж последнего осуществляется так же, как и в предыдущем варианте, при этом используется медный провод того же сечения и длины.
Для этого нужно снять ограждение, токоприемник и крепежную арматуру. Затем определить и разметить выводы на 220 В, а оставшиеся концы, надежно изолированные, временно прижать к магнитопроводу, чтобы не повредить их при работе со вторичной обмоткой. Монтаж последнего осуществляется так же, как и в предыдущем варианте, при этом используется медный провод того же сечения и длины.
Трансформатор в сборе помещается на изолированную площадку в предыдущем кожухе, предварительно просверлив в ней отверстия для вентиляции.Провода первичной обмотки подключаются к сети 220 В кабелем ШРПС или ВРП. В цепи должен быть предусмотрен автоматический выключатель.
Выводы вторичной обмотки подключаются к гибким изолированным проводам ПРГ, к одному из них крепится электрододержатель, а к другому — свариваемая деталь. Этот же провод заземлен для безопасности сварщика.
Регулировка тока обеспечивается последовательным включением в проволочную цепь держателя балластного электрода — нихромовой или константановой проволоки диаметром 3 мм и длиной 5 м, намотанной змейкой, прикрепляемой к асбестоцементному листу. Все соединения проводов и балласта выполняются болтами M10. Методом выделения, перемещая точку крепления провода по змейке, установите необходимый ток. Возможен вариант регулировки силы тока с помощью электродов разного диаметра. Для сварки используются электроды диаметром 1 — 3 мм.
Все соединения проводов и балласта выполняются болтами M10. Методом выделения, перемещая точку крепления провода по змейке, установите необходимый ток. Возможен вариант регулировки силы тока с помощью электродов разного диаметра. Для сварки используются электроды диаметром 1 — 3 мм.
Все необходимые материалы для сварочного трансформатора можно приобрести в розничной сети. А человеку, знакомому с электротехникой, сделать такой аппарат не составит труда.
При работе во избежание ожогов необходимо использовать оптоволоконный защитный экран, оснащенный светофильтром Е-1, Е-2. Также обязательны головной убор, комбинезон и варежки. Берегите сварочный аппарат от влаги и не допускайте его перегрева. Примерный режим работы с электродом диаметром 3 мм: для трансформатора с током 50 — 185 А — 10 электродов, а с током 70 — 150 А — 3 электрода, после чего прибор необходимо отключить от сети. в сети не менее 5 минут.
Самодельная схема сварочного аппарата собрана на базе девятиамперного лабораторного регулируемого автотрансформатора. В его конструкции предусмотрена возможность регулировки сварочного тока. Наличие диодного моста в цепи данного сварочного аппарата позволяет производить сварку на постоянном токе.
В его конструкции предусмотрена возможность регулировки сварочного тока. Наличие диодного моста в цепи данного сварочного аппарата позволяет производить сварку на постоянном токе.
Режим работы сварочного аппарата задается переменным сопротивлением R5. Тиристоры VS1 и VS2 открываются только в течение своего полупериода поочередно из-за фазового сдвига на радиокомпонентах R5, C1 и C2.
За счет этого возможно изменение входного напряжения на первичной обмотке в диапазоне от 20 до 215 вольт. В результате преобразования на вторичной обмотке будет пониженное напряжение, позволяющее легко зажигать сварочную дугу на выводах X1 и X2 при сварке переменным током и на контактах X3 и X4 при сварке в режиме постоянного тока. Сварочный аппарат подключается к сети переменного тока стандартной вилкой. В качестве тумблера SA1 можно использовать сдвоенный автомат на 25А.
Для начала аккуратно снимаем с автотрансформатора защитный кожух, электрический контакт и откручиваем фиксатор. Далее на имеющуюся обмотку на 250 вольт наматывается хорошая изоляция, на которую намотано 70 витков вторичной обмотки медным проводом с площадью сечения 20 мм 2.
Далее на имеющуюся обмотку на 250 вольт наматывается хорошая изоляция, на которую намотано 70 витков вторичной обмотки медным проводом с площадью сечения 20 мм 2.
Если такого провода под рукой нет, его можно намотать из нескольких проводов меньшего сечения. Модернизированный автотрансформатор размещен в самодельном кожухе с вентиляционными отверстиями.Также необходимо установить схему регулятора, мешок, а также контакты для сварки постоянным и переменным током.
При отсутствии автотрансформатора можно сделать это самому, намотав обе обмотки на стальной сердечник трансформатора.
Диодный мост, состоящий из мощных выпрямительных диодов, подключен на выходе вторичной обмотки в соответствии со схемой сварочного аппарата. На самодельные радиаторы необходимо устанавливать диоды.
Для этой схемы сварочного аппарата рекомендуется использовать многожильный медный провод в резиновой изоляции сечением не менее 20 мм 2.
Основа первой конструкции сварочного аппарата — лабораторный трансформатор ЛАТР на 9 А. С него снимается кожух и вся арматура, на сердечнике остается только обмотка. В трансформаторе сварочного аппарата он будет первичным (сетевым). Эта обмотка изолирована двумя слоями изоленты или лакированной ткани. Поверх изоляции наматывается вторичная обмотка — 65 витков провода или набора проводов общим сечением 12-13 мм2. Обмотка армируется изолентой.Трансформатор устанавливается на изоляционном стенде из текстолита или гетинакса внутри кожуха из листовой стали или дюралюминия толщиной не более 3 мм. В крышке кожуха, на задней и боковых стенках сделаны отверстия диаметром 8-10 мм для вентиляции. Сверху усилена стальная ручка.
С него снимается кожух и вся арматура, на сердечнике остается только обмотка. В трансформаторе сварочного аппарата он будет первичным (сетевым). Эта обмотка изолирована двумя слоями изоленты или лакированной ткани. Поверх изоляции наматывается вторичная обмотка — 65 витков провода или набора проводов общим сечением 12-13 мм2. Обмотка армируется изолентой.Трансформатор устанавливается на изоляционном стенде из текстолита или гетинакса внутри кожуха из листовой стали или дюралюминия толщиной не более 3 мм. В крышке кожуха, на задней и боковых стенках сделаны отверстия диаметром 8-10 мм для вентиляции. Сверху усилена стальная ручка.
Световой индикатор, выключатель на 220 В, 9 А и выводы вторичной обмотки вынесены на лицевую панель — к одному из них прикреплен кабель с электрододержателем, к другому подключен кабель, другой конец которого прижат к свариваемой детали во время сварки.Кроме того, эта последняя клемма должна быть заземлена во время работы. Индикаторная лампа переменного тока типа Ч-1, Ч-2, М. Н-5 сигнализирует о включении аппарата.
Н-5 сигнализирует о включении аппарата.
Электроды для этого аппарата должны иметь диаметр не более 1,5 мм.
Для сварочного аппарата второй конструкции (рис. 126) необходимо изготовить трансформатор. Из трансформаторного железа W-образной формы собирают сердечник сечением около 45 см 2, на него намотана первичная (сетевая) обмотка — 220 витков 1.Провод ПЭЛ 5 мм. Отводы делают с 190-го и 205-го витков, после чего обмотку изолируют двумя-тремя слоями изоленты или лакированной ткани.
Вторичная обмотка намотана поверх изолированной первичной обмотки.
Содержит 65 витков провода или комплекта проводов с общим сечением 25-35 мм 2. В комплекте лучше всего использовать провода ПЭЛ или ПЭВ 1,0-1,5 мм. Как и в первой конструкции, готовый трансформатор закрепляется на изолирующей опоре и помещается в кожух.Стенки корпуса должны находиться на расстоянии не менее 30 мм от трансформатора. На лицевой панели, кроме света, переключателя и клемм, вынесен переключатель, регулирующий силу тока.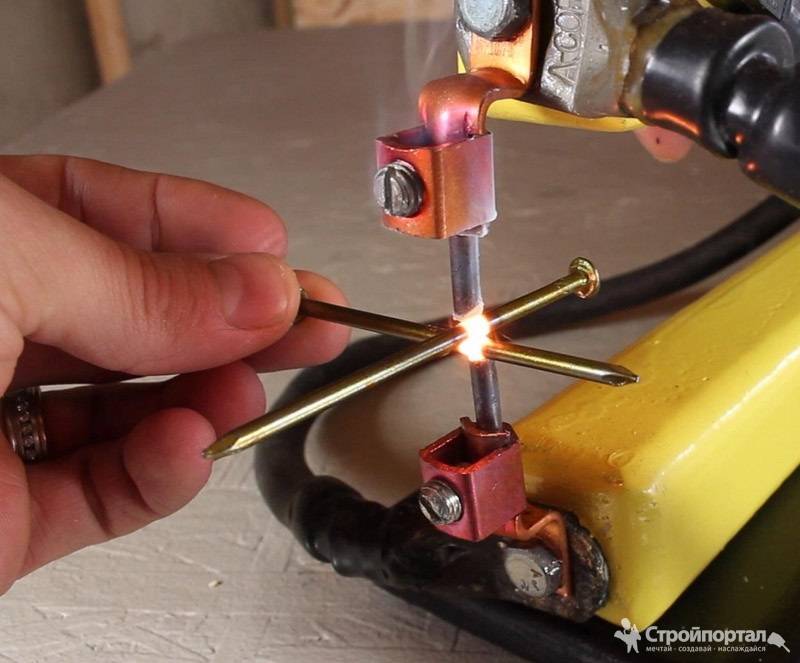
В сварочном аппарате данной конструкции можно использовать электроды диаметром 1,5 и 2 мм.
При работе надевайте маску. Подключить это устройство к домашней сети нельзя, так как оно потребляет около 3 кВт. Устройство можно использовать в мастерской при наличии электрической сети, к которой разрешено подключать устройства мощностью до 5 кВт.
Внимание! Перед началом работы проверьте заземление.
Во время сварки надевайте сухую брезентовую одежду и перчатки. Подложите резиновый коврик под ноги. Не работайте без маски.
Сварочное оборудование своими руками
В основе этого устройства — легко модернизируемый лабораторный автотрансформатор на 9 ампер LATR 2 и самодельный тиристорный минирегулятор с выпрямительным мостом. Они позволяют не только безопасно подключаться к бытовой осветительной сети переменного тока с напряжением 220В, но и изменять Uw на электроде, а значит, выбирать необходимое значение сварочного тока.
Режимы работы устанавливаются с помощью потенциометра. Вместе с конденсаторами С2 и С3 он образует фазосдвигающие цепочки, каждая из которых, срабатывая в течение своего полупериода, открывает соответствующий тиристор на определенный период времени. В результате на первичной обмотке сварки Т1 появляются регулируемые 20-215 В. Преобразовывая во вторичную обмотку, необходимые -U св позволяют легко зажигать дугу для сварки на переменном (клеммы X2, X3) или выпрямленном (X4, X5) токе.
Схема преобразования ЛАТР в сварочный аппарат
Сварочный трансформатор на основе широко распространенного ЛАТР2 (а), его подключение к принципиальной схеме самодельного регулируемого устройства для сварки переменным или постоянным током (б) и диаграмма напряжения, поясняющая работу транзисторного контроллера электрического дуговой режим горения.
Резисторы R2 и R3 шунтируют цепи управления тиристоров VS1 и VS2. Конденсаторы С1, С2 снижают до приемлемого уровня радиопомехи, сопровождающие дуговый разряд. Неоновая лампа с токоограничивающим резистором R1 используется в роли светового индикатора HL1, сигнализирующего о включении прибора в бытовую электросеть.
Для подключения «сварщика» к квартирной проводке используется обычный штекер Х1. Но лучше использовать более мощный электрический разъем, который принято называть «евровилка-евророзетка».А в качестве переключателя SB1 подойдет «мешок» VP25, рассчитанный на ток 25 А и позволяющий размыкать сразу оба провода.
Как показывает практика, нет смысла устанавливать на сварочный аппарат какие-либо предохранители (предохранители). Вот с такими токами придется бороться, при превышении обязательно сработает защита на вводе сети в квартиру.
Для изготовления вторичной обмотки из цоколя ЛАТР2 снимают кожух, ползун токоприемника и крепежную арматуру.Затем на имеющуюся обмотку на 250 В (отводы на 127 и 220 В остаются невостребованными) накладывается надежная изоляция (например, из лакированной ткани), поверх которой ставится вторичная (понижающая) обмотка. А это 70 витков изолированной медной или алюминиевой шины диаметром 25 мм2. Допускается выполнение вторичной обмотки из нескольких параллельных проводов одинакового общего сечения.
Намотка удобнее для двоих. При этом один, стараясь не повредить изоляцию соседних витков, аккуратно вытягивает и укладывает провод, другой удерживает свободный конец будущей обмотки, предохраняя ее от перекручивания.
Модернизированный ЛАТР2 помещен в защитный металлический кожух с вентиляционными отверстиями, на котором размещена монтажная плата из 10-мм гетинакса или стеклопластика с пакетным переключателем SB1, тиристорный регулятор напряжения (с резистором R6), световой индикатор HL1 для подключение аппарата к сети и выходные клеммы для сварки на переменном (X2, X3) или постоянном (X4, X5) токе.
При отсутствии базового ЛАТР2 его можно заменить на самодельный «сварщик» с магнитопроводом из трансформаторной стали (сечение сердечника 45-50 см 2).Его первичная обмотка должна содержать 250 витков провода ПЭВ2 диаметром 1,5 мм. Вторичный ничем не отличается от того, что используется в модернизированном LATR2.
На выходе обмотки НН установлен выпрямительный блок с силовыми диодами VD3-VD10 для сварки постоянным током. Помимо этих вентилей вполне приемлемы более мощные аналоги, например, Д122-32-1 (выпрямленный ток — до 32 А).
Силовые диоды и тиристоры устанавливаются на радиаторах, радиаторах, площадь каждого из которых не менее 25 см 2.Ось регулировочного резистора R6 вынесена из корпуса. Под ручкой помещается шкала с делениями, соответствующими конкретным значениям постоянного и переменного напряжения. А рядом — таблица зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и от диаметра сварочного электрода (0,8-1,5 мм).
Конечно, допустимы и самодельные электроды из углеродистой стали «катанка» диаметром 0,5–1,2 мм. Заготовки длиной 250-350 мм покрывают жидким стеклом — смесью силикатного клея и измельченного мела, оставляя незащищенными 40-мм концы, необходимые для подключения к сварочному аппарату.Покрытие тщательно просушивают, иначе при сварке оно начнет «стрелять».
Хотя для сварки можно использовать как переменный (клеммы X2, X3), так и постоянный (X4, X5) ток, второй вариант, по отзывам сварщиков, предпочтительнее первого. Причем полярность играет важную роль. В частности, при нанесении «плюса» на «массу» (свариваемый объект) и, соответственно,
, когда электрод подключен к клемме со знаком минус, имеет место так называемая прямая полярность.Для него характерно выделение большего количества тепла, чем при обратной полярности, когда электрод подключен к положительному выводу выпрямителя, а «масса» — к отрицательному. Обратная полярность используется, когда необходимо уменьшить тепловыделение, например, при сварке тонких металлических листов. Практически вся энергия, выделяемая электрической дугой, расходуется на формирование сварного шва, и поэтому глубина проплавления на 40-50 процентов больше, чем при токе такой же величины, но прямой полярности.
И еще несколько очень важных особенностей. Увеличение тока дуги при постоянной скорости сварки приводит к увеличению глубины проплавления. Причем, если работа ведется на переменном токе, то последний из названных параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности. Сварочное напряжение мало влияет на глубину проплавления. Но ширина шва зависит от U св: она увеличивается с увеличением напряжения.
Отсюда важный вывод для тех, кто занимается, скажем, сваркой при ремонте кузова автомобиля из тонколистовой стали: наилучшие результаты дает сварка постоянным током с обратной полярностью при минимальном напряжении (но достаточном для стабильного горения дуги).
Дуга должна быть как можно короче, тогда электрод расходуется равномерно, а глубина проплавления свариваемого металла максимальна. Сам шов получается чистым и прочным, практически без шлаковых включений. А от редких брызг расплава, которые сложно удалить после остывания изделия, можно обезопасить себя, протерев поверхность термообработки мелом (капли будут скатываться, не прилипая к металлу).
Возбуждение дуги осуществляется (предварительно приложив к электроду и «массу» соответствующую -U св) двумя способами.Суть первого заключается в легком прикосновении электрода к свариваемым деталям с последующим удалением его на 2-4 мм в сторону. Второй метод похож на чеканку спички над коробкой: скользя электродом по свариваемой поверхности, он сразу же уносится на небольшое расстояние. В любом случае нужно уловить момент дуги и только потом, плавно перемещая электрод по сразу образовавшемуся шву, поддерживать его спокойное горение.
В зависимости от типа и толщины свариваемого металла выбирается тот или иной электрод.Если, например, есть стандартный ассортимент на лист Ст3 толщиной 1 мм, подойдут электроды диаметром 0,8-1 мм (это в основном рассматриваемая конструкция). Для сварки проката толщиной 2 мм желательно иметь более мощный «сварщик» и более толстый электрод (2–3 мм).
Для сварки украшений из золота, серебра, мельхиора лучше использовать тугоплавкий электрод (например, вольфрамовый). С помощью защиты от углекислого газа можно сваривать металлы, менее устойчивые к окислению.
В любом случае работа может выполняться как с вертикально расположенным электродом, так и с наклоном вперед или назад. Но искушенные профессионалы говорят: при сварке углом вперед (имеется в виду острый угол между электродом и готовым швом) обеспечивается более полный провар и меньшая ширина самого шва. Сварка с обратным углом рекомендуется только для стыков внахлест, особенно когда приходится иметь дело с профильным прокатом (уголком, двутавром, швеллером).
Важно сварочный кабель. Для рассматриваемого устройства лучше всего подойдет медный многопроволочный (общее сечение около 20 мм 2) в резиновой изоляции. Необходимое количество — две полутораметровые секции, каждая из которых должна быть оснащена тщательно обжатым и припаянным наконечником для подключения к «сварочному аппарату». Для прямого соединения с «массой» используется мощный зажим «крокодил», а с электродом — держатель, напоминающий вилку с тремя зубьями. Также можно использовать автомобильный прикуриватель.
Также необходимо позаботиться о личной безопасности. При электродуговой сварке старайтесь обезопасить себя от искр, а тем более от брызг расплавленного металла. Рекомендуется носить свободную брезентовую одежду, защитные перчатки и маску, защищающую глаза от резкого излучения электрической дуги (солнцезащитные очки здесь не подходят).
Конечно, нельзя забывать о «Правилах безопасности при работе с электрооборудованием в сетях напряжением до 1 кВ».Электричество беспечности не прощает!
М. ВЕВИОРОВСКИЙ, Московская область
Конструктор макета 2000 №1
Режимы работы устанавливаются с помощью потенциометра. Вместе с конденсаторами С2 и С3 он образует фазосдвигающие цепочки, каждая из которых, срабатывая в течение своего полупериода, открывает соответствующий тиристор на определенный период времени. В результате первичная обмотка сварки Т1 получается регулируемой на 20-215 В. Преобразуя во вторичную обмотку требуемые -Usv позволяют легко зажигать дугу для сварки на переменном (клеммы Х2, Х3) или выпрямленном. (X4, X5) ток.
Рис. 1. Самодельный сварочный аппарат на основе ЛАТР.
Сварочный трансформатор на основе широко распространенного LATR2 (а), его подключение к принципиальной схеме самодельного регулируемого сварочного аппарата переменного или постоянного тока (б) и диаграмма напряжения, поясняющая работу транзисторного контроллера электродуговый режим горения.
Резисторы R2 и R3 шунтируют цепи управления тиристоров VS1 и VS2. Конденсаторы С1, С2 снижают до приемлемого уровня радиопомехи, сопровождающие дуговый разряд.Неоновая лампа с токоограничивающим резистором R1 используется в роли светового индикатора HL1, сигнализирующего о включении прибора в бытовую электросеть.
Для подключения «сварщика» к квартирной проводке используется обычная вилка Х1. Но лучше использовать более мощный электрический разъем, который принято называть «евровилка-евророзетка». А в качестве переключателя SB1 подойдет «мешок» VP25, рассчитанный на ток 25 А и позволяющий размыкать сразу оба провода.
Как показывает практика, нет смысла устанавливать на сварочный аппарат какие-либо предохранители (предохранители). Вот с такими токами придется бороться, при превышении обязательно сработает защита на вводе сети в квартиру.
Для изготовления вторичной обмотки из цоколя ЛАТР2 снимаем кожух, ползун токоприемника и крепежную арматуру. Затем на имеющуюся обмотку на 250 В (отводы на 127 и 220 В остаются невостребованными) накладывается надежная изоляция (например, из лакированной ткани), поверх которой ставится вторичная (понижающая) обмотка.А это 70 витков изолированной шины из меди или алюминия диаметром 25 мм2. Допускается выполнение вторичной обмотки из нескольких параллельных проводов одинакового общего сечения.
Намотка удобнее для двоих. При этом один, стараясь не повредить изоляцию соседних витков, аккуратно вытягивает и укладывает провод, другой удерживает свободный конец будущей обмотки, предохраняя ее от перекручивания.
Модернизированный ЛАТР2 помещен в защитный металлический кожух с вентиляционными отверстиями, на котором размещена печатная плата из 10-мм гетинакса или стеклопластика с пакетным переключателем SB1, тиристорный регулятор напряжения (с резистором R6), световой индикатор HL1 для подключение аппарата к сети и выходные клеммы для сварки на переменном (X2, X3) или постоянном (X4, X5) токе.
При отсутствии базового ЛАТР2 его можно заменить на самодельный «сварщик» с магнитопроводом из трансформаторной стали (сечение сердечника 45-50 см2). Его первичная обмотка должна содержать 250 витков провода ПЭВ2 диаметром 1,5 мм. Вторичный ничем не отличается от того, что используется в модернизированном LATR2.
На выходе обмотки НН установлен выпрямительный блок с силовыми диодами VD3-VD10 для сварки постоянным током. Помимо этих вентилей вполне приемлемы более мощные аналоги, например, Д122-32-1 (выпрямленный ток — до 32 А).
Силовые диоды и тиристоры устанавливаются на радиаторах, радиаторах, площадь каждого из которых не менее 25 см2. Ось регулировочного резистора R6 вынесена из корпуса. Под ручкой помещается шкала с делениями, соответствующими конкретным значениям постоянного и переменного напряжения. А рядом — таблица зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и от диаметра сварочного электрода (0,8-1,5 мм).
Конечно, допустимы и самодельные электроды из углеродистой стали «катанка» диаметром 0,5–1,2 мм. Заготовки длиной 250-350 мм покрывают жидким стеклом — смесью силикатного клея и измельченного мела, оставляя незащищенными 40-мм концы, необходимые для подключения к сварочному аппарату. Покрытие тщательно просушивают, иначе при сварке оно начнет «стрелять».
Хотя для сварки можно использовать как переменный (клеммы X2, X3), так и постоянный (X4, X5) ток, второй вариант, по отзывам сварщиков, предпочтительнее первого.Причем полярность играет важную роль. В частности, когда «плюс» приложен к «земле» (свариваемому объекту) и, соответственно, электрод подключен к выводу со знаком «минус», возникает так называемая прямая полярность. Для него характерно выделение большего количества тепла, чем при обратной полярности, когда электрод подключен к положительному выводу выпрямителя, а «масса» — к отрицательному. Обратная полярность используется, когда необходимо уменьшить тепловыделение, например, при сварке тонких металлических листов.Практически вся энергия, выделяемая электрической дугой, расходуется на формирование сварного шва, и поэтому глубина проплавления на 40-50 процентов больше, чем при токе такой же величины, но прямой полярности.
И еще несколько очень важных особенностей. Увеличение тока дуги при постоянной скорости сварки приводит к увеличению глубины проплавления. Причем, если работа ведется на переменном токе, то последний из названных параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности.Сварочное напряжение мало влияет на глубину проплавления. Но ширина шва зависит от Усв: с увеличением напряжения она увеличивается.
Отсюда важный вывод для тех, кто занимается, скажем, сваркой, при ремонте кузова автомобиля из тонколистовой стали: наилучшие результаты дает сварка постоянным током с обратной полярностью при минимальном напряжении (но достаточном для стабильного горения дуги) .
Дуга должна быть как можно короче, тогда электрод расходуется равномерно, а глубина проплавления свариваемого металла максимальна.Сам шов получается чистым и прочным, практически без шлаковых включений. А от редких брызг расплава, которые сложно удалить после остывания изделия, можно обезопасить себя, протерев поверхность термообработки мелом (капли будут скатываться, не прилипая к металлу).
Возбуждение дуги осуществляется (после приложения соответствующих -Usv к электроду и «массе») двумя способами. Суть первого заключается в легком прикосновении электрода к свариваемым деталям с последующим удалением его на 2-4 мм в сторону.Второй метод похож на чеканку спички над коробкой: скользя электродом по свариваемой поверхности, он сразу же уносится на небольшое расстояние. В любом случае нужно уловить момент дуги и только потом, плавно перемещая электрод по сразу образовавшемуся шву, поддерживать его спокойное горение.
В зависимости от типа и толщины свариваемого металла выбирается тот или иной электрод. Если, например, есть стандартный ассортимент на лист Ст3 толщиной 1 мм, электроды диаметром 0.Подойдут 8-1 мм (это в основном рассматриваемая конструкция). Для сварки проката толщиной 2 мм желательно иметь более мощный «сварщик» и более толстый электрод (2–3 мм).
Для сварки украшений из золота, серебра, мельхиора лучше использовать тугоплавкий электрод (например, вольфрамовый). С помощью защиты от углекислого газа можно сваривать металлы, менее устойчивые к окислению.
В любом случае работа может выполняться как с вертикально расположенным электродом, так и с наклоном вперед или назад.Но искушенные профессионалы говорят: при сварке углом вперед (имеется в виду острый угол между электродом и готовым швом) обеспечивается более полный провар и меньшая ширина самого шва. Сварка с обратным углом рекомендуется только для стыков внахлест, особенно когда приходится иметь дело с профильным прокатом (уголком, двутавром, швеллером).
Важно сварочный кабель. Для рассматриваемого устройства как нельзя лучше подойдет медный многопроволочный (общее сечение около 20 мм2) в резиновой изоляции.Необходимое количество — две полутораметровые секции, каждая из которых должна быть оснащена тщательно обжатым и припаянным наконечником для подключения к «сварочному аппарату». Для прямого соединения с «массой» используется мощный зажим «крокодил», а с электродом — держатель, напоминающий вилку с тремя зубьями. Также можно использовать автомобильный «прикуриватель».
Также следует позаботиться о личной безопасности. При электродуговой сварке старайтесь обезопасить себя от искр, а тем более от брызг расплавленного металла.Рекомендуется носить свободную брезентовую одежду, защитные перчатки и маску, защищающую глаза от резкого излучения электрической дуги (солнцезащитные очки здесь не подходят).
Конечно, нельзя забывать о «Правилах безопасности при работе с электрооборудованием в сетях напряжением до 1 кВ». Электричество беспечности не прощает!