Контактная сварка видео
Темы: Контактная сварка.
Смотрите также узкоспециализированную страницу Точечная сварка видео.
1. Стыковая контактная сварка, видео о сварке рельсов.
2. Роботизированная контактная сварка, видео с использованием роботов KAWASAKI и роботизированных клещей.
3. Контактно-дуговая сварка.
Контактно-дуговая сварка.
4. Конденсаторная сварка CNC.
5 .Конденсаторная сварка.
6. Импульсная контактно — дуговая сварка, видео от THOMAS Welding Systems
7. Конденсаторная сварка с автоматической подачей метизов.
8. Робот CFN (контактная сварка, видео от THOMAS Welding Systems).
9.
Контактная сварка — видео
с использованием её при ремонте вмятин автомобиля
10. Контактная сварка — видео из цеха изготовления сварной сетки.
11.
Контактная сварка, видео
с использованием сварочного оборудования TECNA (в видеоролике сваривают вентиляционный короб).
12. Шовная или плазменная точечная сварка нахлёсточных швов или продольных стыковых швов полос металла из бронзы, меди, латуни..
13. Автомат КСЦО-1203 стыковой контактной сварки цепей оплавлением.
Автомат КСЦО-1203 стыковой контактной сварки цепей оплавлением.
14. Контактная стыковая сварка ленточной пилы.
15. Видео контактная сварка ленточных пил. Производительность машины стыковой контактной сварки оплавлением ленточных пил.
Другие страницы по теме «Контактная сварка видео»:
- < Контактная сварка
- Дефекты контактной сварки >
Содержание: Довольно часто возникает потребность в проведении сварочных работ в домашних условиях. Как правило, это небольшие объемы, выполняемые от случая к случаю. Поскольку сварочные аппараты заводского изготовления стоят очень дорого, многие мастера предпочитают изготавливать их различными способами из подручных материалов. Неплохим вариантом заводского аналога считается контактная сварка своими руками из инвертора, обеспечивающая высокое качество работ за сравнительно низкую себестоимость. Устройство и принцип работы контактной сваркиПринцип действия любого точечного сварочного аппарата заключается в нагревании электротоком в определенных местах металлических деталей, их последующем расплавлении, смешивании между собой и застывании. Для выполнения контактной сварки в домашних условиях потребуются мощные источники питания, что может привести к перегреванию и выходу из строя бытовой электропроводки. В связи с этим рекомендуется заранее проверить состояние проводки и заменить ее, если это необходимо. При выполнении точечной сварки две заготовки соединяются между собой по прилегающим краям. Данный способ очень эффективен для работы с небольшими деталями, тонкими металлическими листами и прутками, диаметром до 5 мм. Соединение поверхностей выполняется одним из трех способов:
Подготовка деталей и сборка точечной сваркиСтандартная конструкция контактного сварочного аппарата состоит из силовой части, автоматического выключателя и защитного устройства. В свою очередь силовая часть включает в себя сварочный трансформатор и тиристорный пускатель, с помощью которых подключается первичная обмотка. Весь инвертор целиком не понадобится для самодельного сварочного аппарата, из него необходимо лишь взять основные детали. Это трансформатор с блоком питания, система управления и выключатель. При изготовлении точечной сварки в первую очередь с трансформатора нужно снять вторичную обмотку, поскольку она совсем не используется во время работы. Главное при снятие обмотки – сохранить в целость первичной обмотки. Вместо удаленной вторичной обмотки накладывается другая, сделанная из толстого медного провода, сечением примерно 2-3 см. Затем она обматывается изоляционной бумагой и покрывается лаком с целью дополнительной изоляции и фиксации. Затем проверяется направление каждой обмотки с помощью обычного вольтметра. Во вновь созданной цепи не должно быть коротких замыканий. После этого определяется сила тока. Данная процедура является обязательной для всех подобных устройств с двумя и более обмотками. Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить. Во время подготовки трансформаторной катушки и наматывания вторичной обмотки рекомендуется соблюдать обязательные правила. Для расчета количества витков можно воспользоваться формулой N = 50/S, в которой N является количеством витков, а S – площадью сердечника (см2). Ускорить вычисления поможет онлайн калькулятор расчета катушки индуктивности. Поскольку в конструкции применяются детали от инвертора, то вначале определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку. Следует обратить внимание на заземление обеих обмоток. Дополнительные элементы сварочного аппаратаСледующим этапом после изготовления трансформатора будет изготовление контактных клещей. От качества их изготовления во многом зависит, как станет работать контактная сварка из инвертора. Конструкция клещей выбирается в зависимости от специфики будущих сварочных работ. Захватное устройство изготавливается в соответствии с системой привода и размерами соединяемых деталей. Важнейшей деталью клещей считаются контактные наконечники. Провода соединяются с электродами с помощью обычных медных наконечников. Непосредственное соединение осуществляется болтами или пайкой, что значительно снижает вероятность окисления в местах контактактов. Пайка чаще всего используется в маломощных аппаратах, позволяя исключить неправильные соединения, вызывающие нарушения тока на выходе устройства. Основным преимуществом болтовых соединений является возможность быстрой замены деталей, вышедших из строя, без проведения дополнительных работ по пайке. Все болты и гайки должны быть медными. Если же предполагается накладывать соединительные швы с большой протяженностью, в этом случае наконечники оснащаются специальными роликами. После изготовления клещей наступает время для решения не менее сложной задачи – обеспечение необходимого давления электродов в точке сваривания деталей. Основная сложность связана с тем, что вручную невозможно создать высокое и равномерное давление. Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой. В промышленности эта проблема успешно решается путем использования усилителей на основе пневматических или гидравлических систем. В домашних условиях изготовить такие приспособления практически невозможно. Для самодельной точечной сварки лучше всего подойдет система, работающая на сжатом воздухе, которая приводится в действие обычным пневматическим компрессором. Наиболее оптимальным максимальным показателем, необходимым для нормальной работы, будет усилие на концах электродов, составляющее 100 кг и более. Изменение давления происходит с помощью отдельного регулятора, который может быть встроен и в общую систему управления. На завершающем этапе сборки контактной сварки из инвертора остается лишь смонтировать всю систему. Для монтажа рекомендуется воспользоваться уже готовыми элементами, что существенно упрощает сборку и улучшает эксплуатационные характеристики. Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор. Емкость конденсаторов, установленных в инверторе, может быть недостаточной для нормальной работы. Поэтому в случае необходимости они заменяются другими деталями, наиболее подходящими по своим параметрам. Далее выполняется ступенчатая регулировка тока, на точность которой влияют технические характеристики вторичной обмотки. Путем таких регулировок можно создать оборудование, способное работать в различных режимах. |
 В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток.
В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток. В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата.
В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата.

 Это связано с высокой мощностью получаемого тока, который может оказаться смертельно опасным при контакте с деталями, находящимися под напряжением. Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.
Это связано с высокой мощностью получаемого тока, который может оказаться смертельно опасным при контакте с деталями, находящимися под напряжением. Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами. Можно использовать медные наконечники от паяльника или приобрести уже готовые изделия. Следует учитывать и то, что они не должны плавиться во время работы, поэтому для их изготовления должен применяться тугоплавкий металл. Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.
Можно использовать медные наконечники от паяльника или приобрести уже готовые изделия. Следует учитывать и то, что они не должны плавиться во время работы, поэтому для их изготовления должен применяться тугоплавкий металл. Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.

 И чтобы процесс этот не отнимал время, а также позволял устранить многие проблемы своими руками, важно подобрать соответствующее оборудование.
И чтобы процесс этот не отнимал время, а также позволял устранить многие проблемы своими руками, важно подобрать соответствующее оборудование. Такая схема предполагает соединение деталей по отдельным участкам, которые и называются точками.
Такая схема предполагает соединение деталей по отдельным участкам, которые и называются точками. Схема их применения предполагает следующее: машина (аппарат иными словами) нагревается, и происходит в результате тепловыделения непосредственное сваривание в тех местах, где соединяются детали.
Схема их применения предполагает следующее: машина (аппарат иными словами) нагревается, и происходит в результате тепловыделения непосредственное сваривание в тех местах, где соединяются детали.
 Электрод подключается к одному выводу низковольтной обмотки при помощи сварочного кабеля. Второй вывод во время ручной сварки должен надежно соединяться с самой массивной деталью, подлежащей свариванию.
Электрод подключается к одному выводу низковольтной обмотки при помощи сварочного кабеля. Второй вывод во время ручной сварки должен надежно соединяться с самой массивной деталью, подлежащей свариванию.
 Именно то, что нам надо. Рассматриваем пошаговую инструкцию по изготовлению необходимого трансформатора.
Именно то, что нам надо. Рассматриваем пошаговую инструкцию по изготовлению необходимого трансформатора.

 Длина ручки должна быть около 60 сантиметров с креплением на ¾ снизу, чтобы плечо на зажим было равно не менее как 1:10. Тогда, при оказании 2 кг на ручку, вы будете давить до 20 кг на металл, прислоняющийся к рабочей поверхности.
Длина ручки должна быть около 60 сантиметров с креплением на ¾ снизу, чтобы плечо на зажим было равно не менее как 1:10. Тогда, при оказании 2 кг на ручку, вы будете давить до 20 кг на металл, прислоняющийся к рабочей поверхности.Контактная сварка своими руками. Технология изготовления сварочного аппарата.

В процессе соединения разных деталей из металла можно столкнуться с рядом трудностей. Многие пользователи хотят решить проблему самостоятельно. В таком случае самым оптимальным решением является контактная сварка своими руками. О том, что собой представляет такой вид сварки и при помощи какого оборудования она выполняется пойдет речь в этой статье.
Содержание статьи
Общая информация
Процесс любой контактной сварки основывается на использовании электрического тока. Он перемещается по всему участку соединения двух свариваемых деталей и образует дугу, которая расплавляет их. На мощность этой дуги оказывает влияние показатель величины тока, время его воздействия и сжатие металлов, от которой зависит размер дуги. Самодельная контактная сварка подразделяется на: стыковую, точечную, шовную и рельефную.
Сварочный аппарат
Чтобы осуществить контактную сварку своими руками надо сконструировать специальный аппарат. Перед тем, как приступить к процессу изготовления устройства, надо ознакомиться с рядом требований, которые необходимо соблюдать в процессе работы. Чаще всего для проведения сварки деталей в бытовых условиях, применяются аппараты точечной или стыковой сварки. Далее нужно определиться с видом сварочного аппарата, который вы будете использовать : переносной или стационарный, а затем надо задать основные параметры прибора:
Чаще всего для проведения сварки деталей в бытовых условиях, применяются аппараты точечной или стыковой сварки. Далее нужно определиться с видом сварочного аппарата, который вы будете использовать : переносной или стационарный, а затем надо задать основные параметры прибора:
- напряжение в самом участке (зоне) сварки,
- ток (переменный или постоянный) и его сила,
- продолжительность сварочного импульса,
- число и размеры электродов.
Определяющим условием в том, как же сделать контактную сварку своими руками является простота сварочного аппарата. Он сконструирован из двух блоков: контактного и источника сварочного тока. В первом расположена непосредственно сама зона сварки. В ней металлы контактируют между собой, посредством электродов к ним поступает электрический импульс и в итоге они соединяются. Источник сварочного тока отвечает за то, чтобы этот импульс попал в зону сварки.
Схема представлена на рисунке 3.
рис. 3
Конструктивные составляющие источника тока
Основу контактной сварки своими руками составляет электрическая схема с использованием конденсаторов.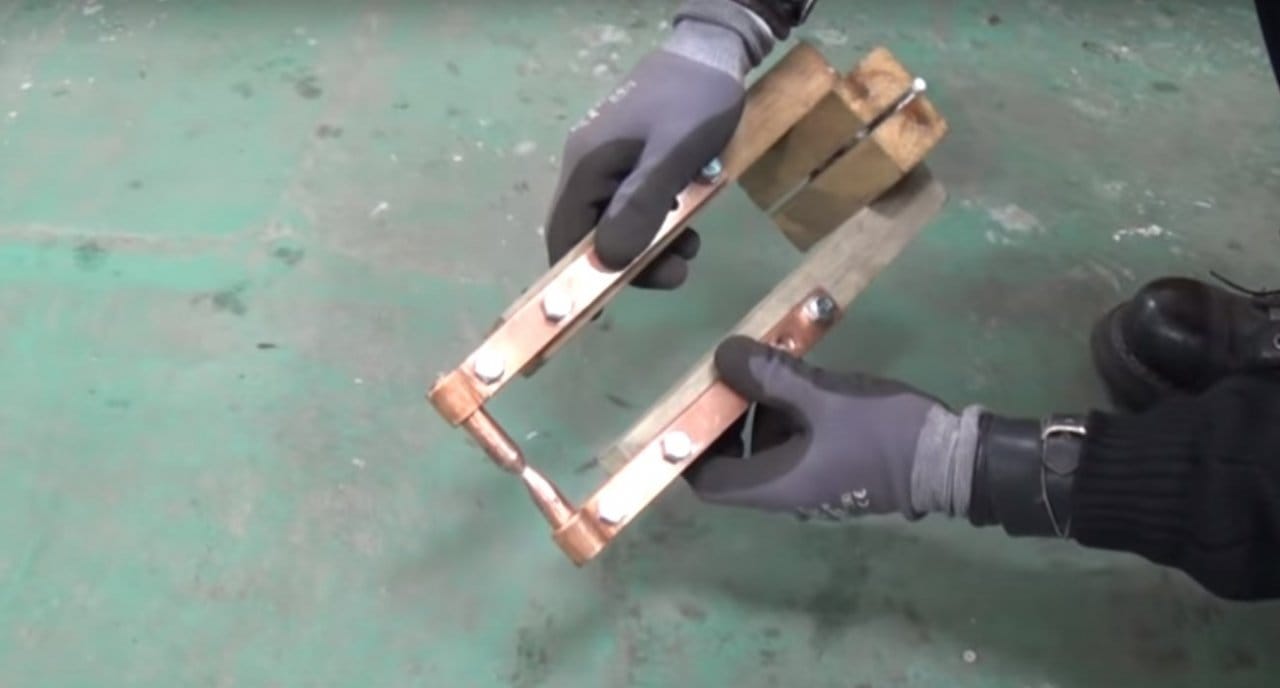 Импульс сварочного тока образуется за счет разряда конденсатора.
Импульс сварочного тока образуется за счет разряда конденсатора.
Импульс тока создается во вторичной обмотке трансформатора. К первичной обмотке трансформатора подключены конденсаторы С8-С9. Именно благодаря им образуется разряд, необходимый для получения импульса. Управление разрядом конденсаторов осуществляется в тиристорах Т1 и Т2. По цепочке от входного трансформатора «Ток», заряжается конденсатор. Также в схеме отображено выпрямление тока диодами D6-D7.
Функционирование подобного конденсаторного источника осуществляется по следующему принципу. Когда основная цепь отключается, конденсаторы С8-С9 заряжаются от цепи трансформатора «Ток». В момент, когда система запускается, происходит их разрядка на вторичную обмотку выходного трансформатора Тр3. За контроль продолжительности импульса отвечают цепи Ru1-Ru2 R34 и C10. После того как цепь выключается – процесс повторяется.
Изготовление выходного трансформатора своими руками
Выходной трансформатор является очень важным и неотъемлемым звеном конструкции источника питания, поскольку от него зависит сила задаваемого тока. Чтобы обеспечить сварку требуемыми параметрами, наиболее оптимальным решением будет изготовление трансформатора самостоятельно. Первое, что необходимо сделать – это найти наборный сердечник. Можно позаимствовать эту деталь у любого силового аппарата. Главное, чтобы он был выполнен из стали, а показатель его сечения был не менее 60 см². Далее, стальные пластины надо плотно укомплектовать и стянуть с помощью болтов, диаметр которых составляет 8 мм. Чтобы придать устройству большую прочность, с боковой стороны сердечник укрепляется П-образным профилем или уголком.
Чтобы обеспечить сварку требуемыми параметрами, наиболее оптимальным решением будет изготовление трансформатора самостоятельно. Первое, что необходимо сделать – это найти наборный сердечник. Можно позаимствовать эту деталь у любого силового аппарата. Главное, чтобы он был выполнен из стали, а показатель его сечения был не менее 60 см². Далее, стальные пластины надо плотно укомплектовать и стянуть с помощью болтов, диаметр которых составляет 8 мм. Чтобы придать устройству большую прочность, с боковой стороны сердечник укрепляется П-образным профилем или уголком.
Обмотка первичного типа производится проводом ПЭВ (диаметр – 2,9 мм). Нужно намотать 20 витков. Сам сердечник надо обвить кабельной или трансформаторной бумагой. После чего, нужно намотать витки провода с натягом. Важно, как можно ровнее распределить витки по всей длине стойки сердечника. Сверху на провод нужно положить бумажную обмотку и зафиксировать тесьмой.
электросхема выходного трансформатораВторичная намотка осуществляется на второй стойке сердечника.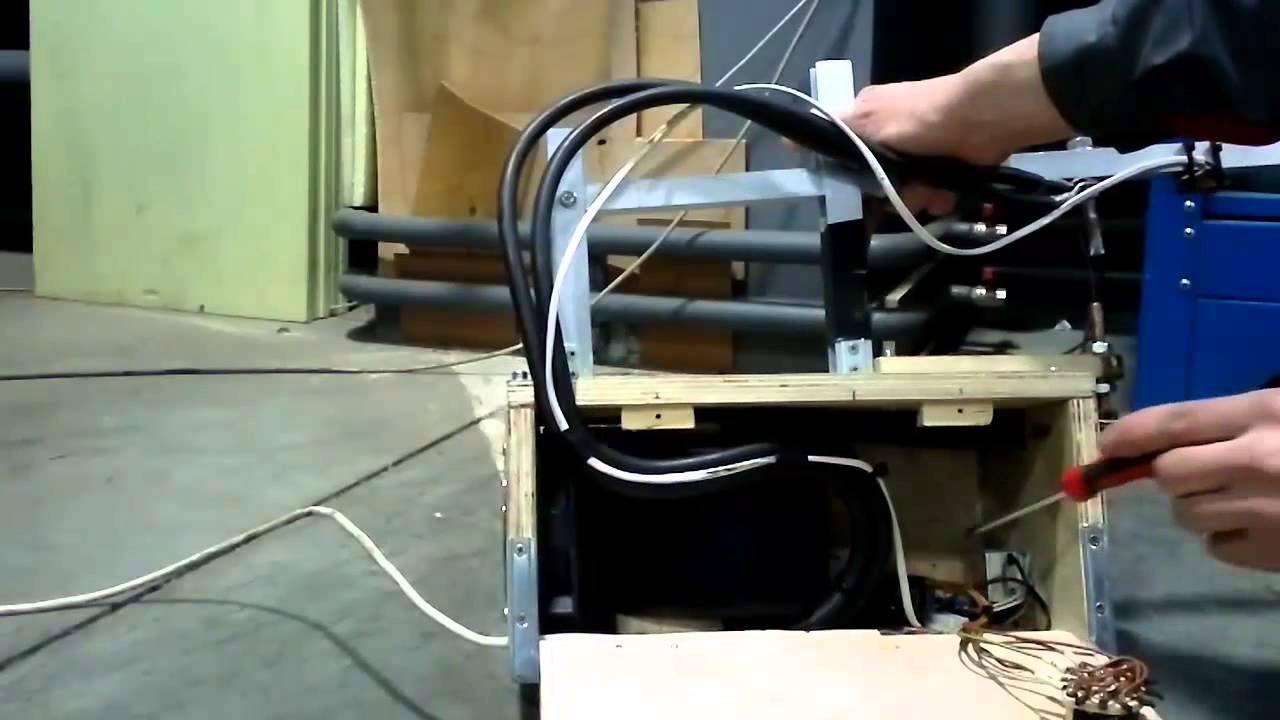 Она создается из самодельной шины плоского сечения, которая собирается из 14-16 небольших шинок из меди. Ширина общего сечения равняется 200 м². Нужно сделать два витка. Перед тем как накладывать на сердечник, шину нужно обернуть фторопластовой или изоляционной лентой. Все окончания обмотки направляются на верхнюю часть сердечника, в них делается отверстие, в котором при помощи болта будет крепиться кабель, соединяемый с контактным блоком сварочного аппарата.
Она создается из самодельной шины плоского сечения, которая собирается из 14-16 небольших шинок из меди. Ширина общего сечения равняется 200 м². Нужно сделать два витка. Перед тем как накладывать на сердечник, шину нужно обернуть фторопластовой или изоляционной лентой. Все окончания обмотки направляются на верхнюю часть сердечника, в них делается отверстие, в котором при помощи болта будет крепиться кабель, соединяемый с контактным блоком сварочного аппарата.
Характеристики трансформатора | |
Мощность | 3000 Вт |
Напряжение обмоток | первичной – 220 В, вторичной – 15 В |
| Сварочный ток | до 200 А |
Исходя из вышеописанного следует, что без трансформатора, функционирование аппарата для выполнения сварочных работ — невозможно, т.к. основные функции лежат на нем.
Устройство контактного блока
Самый простой вариант используется при стыковой сварке. В данном случае ток подается прямо на участки, подвергающиеся сварке. Другими словами, это означает, что окончания вторичной обмотки контактируют со свариваемыми металлами. Один конец – примыкает к одной заготовке, второй – к другой.
В данном случае ток подается прямо на участки, подвергающиеся сварке. Другими словами, это означает, что окончания вторичной обмотки контактируют со свариваемыми металлами. Один конец – примыкает к одной заготовке, второй – к другой.
Для точечной сварки характерным является применение контактного блока с электродами. Подойдут конструкции с одним или двумя стержневыми электродами. Если использовать один электрод, ток будет попадать на одну из свариваемых деталей, а второй конец вторичной обмотки выходного трансформатора будет контактировать с электродом.
Совет! В процессе работы используйте пистолетный держатель электрода.
Процесс сборки аппарата
Сборка сварочного аппарата требует четкой последовательности выполнения действие. Процесс включает в себя несколько этапов.
В первую очередь, нужно уложить источник сварочного тока в металлический корпус. Электрическое плато собирается на текстолите. Затем его нужно поместить внутрь корпуса источника и вертикально зафиксировать в нем. После чего, готовый выходной трансформатор устанавливается на основание корпуса и фиксируется на нем. Далее, посредством болтов сверху к шине вторичной обмотки прикрепляется сварочный кабель. Другой его конец находится в непосредственном контакте с электродом в контактном пистолете. К контактной колодке, которая расположена на электрическом плато, подсоединяется входной кабель от электрической сети.
После чего, готовый выходной трансформатор устанавливается на основание корпуса и фиксируется на нем. Далее, посредством болтов сверху к шине вторичной обмотки прикрепляется сварочный кабель. Другой его конец находится в непосредственном контакте с электродом в контактном пистолете. К контактной колодке, которая расположена на электрическом плато, подсоединяется входной кабель от электрической сети.
Для того, чтобы сконструировать аппарат для контактной сварки своими руками, необходимо иметь в наличии все необходимые инструменты, среди которых: болгарка; электродрель; ножовка по металлу; метчик; напильник; зубило; молоток; отвертка; тиски; штангенциркуль; плоскогубцы; нож; ножницы; плашка.
Не забывайте, что контактная сварка, как и любой другой вид соединения деталей предполагает наличие некоторого опыта. Это важно, т.к. качество и надежность сварочного шва зависит от умений сварщика. Обязательным условием является соблюдение правил техники безопасности.
Выполнять сварочные работы нужно только в специальном защитном костюме, в перчатках и с защитной маской на лице, поскольку велика опасность попадания раскаленного металла на оголенные участки тела.
 Выполнять сварочные работы нужно только в специальном защитном костюме, в перчатках и с защитной маской на лице, поскольку велика опасность попадания раскаленного металла на оголенные участки тела.
Выполнять сварочные работы нужно только в специальном защитном костюме, в перчатках и с защитной маской на лице, поскольку велика опасность попадания раскаленного металла на оголенные участки тела.Подводя итог, отметим, что контактная сварка своими руками – процесс непростой. Но если соблюдать технологию выполнения работы и подойди к ней со всей ответственностью и серьезностью, то результат не заставит себя ждать. Контактная сварка характеризуется широкой сферой применения. Ее можно использовать для соединения деталей металлических изделий, составляющих элементов автомобиля, кузовных деталей, а также для ремонта всевозможных устройств.
[Всего: 0 Средний: 0/5]Как сделать из микроволновки точечную сварку видео
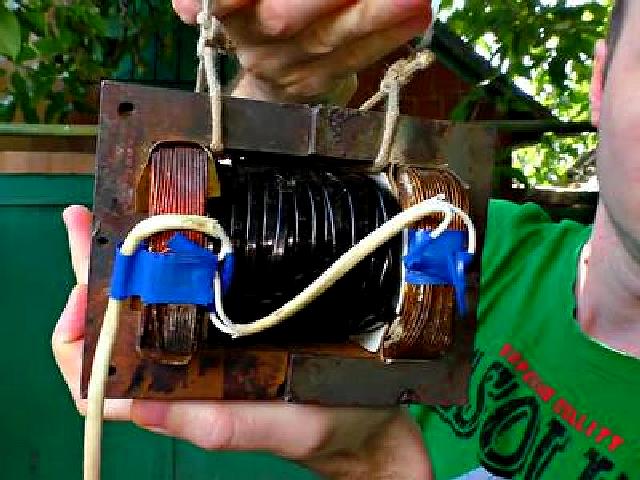
Всем доброго времени суток! И так начну. Как то видел на просторах интернета точечную сварку из трансформатора микроволновки и решил сделать и себе. Разобрал микроволновку, достал трансформатор с сетевым фильтром микроволновки. Дальше Распилил по сварным швам трансформатор для удобства демонтажа старой вторичной обмотки и намотки новой!
Разобрал микроволновку, достал трансформатор с сетевым фильтром микроволновки. Дальше Распилил по сварным швам трансформатор для удобства демонтажа старой вторичной обмотки и намотки новой!
Первичную обмотку я оставил родную, а вторичную намотал проводом КГ-35 квадратов меди, на намотку ушел 1 метр, но чтоб выводы были по длиннее советую брать 2 метра провода. Намотал 3 витка без1/4 витка.
Да, еще между обмотками трансформатора стаял шунты из того-же трансформаторного железа, нужны они для ограничения тока магнитрона печки, чтоб он не пошел в разнос, я их для сварки убрал!
Сварил обратно трансформатор. Варил его сжав в тисках и сначала точечно прихватив все углы и стороны, а потом варил по одному шву давая остыть трансформатору, чтоб не погорела проводка его! Дальше из той же микроволновки сделал корпус для будущего аппарата. Потом пошла сборка: сетевой провод остался от микроволновки, потом сетевой фильтр, автомат на 25А — можно и на 16А но у меня был только на 25А. Купил наконечники 35/10 — 35 это под квадрат провода, а 10 это отверстие под болт на 10. Залудил кончики проводов и залудил наконечники, лудил в тигеле с припоем, а перед этим протравив в ортофосфорной кислоте. Далее спаял наконечники с проводниками и завершил сборку аппарата.
Купил наконечники 35/10 — 35 это под квадрат провода, а 10 это отверстие под болт на 10. Залудил кончики проводов и залудил наконечники, лудил в тигеле с припоем, а перед этим протравив в ортофосфорной кислоте. Далее спаял наконечники с проводниками и завершил сборку аппарата.
Далее было испытание: включил, замерил выходное напряжение, оно было равно 2.5 вольта, Протекающий ток на вторичной обмотке, под нагрузкой замерить было не чем так как токовые клещи уехали на поверку. Для эффектного испытания перед своими сотрудниками на работе брал гвозди 150-250 или проволоку 6мм. Во время испытания контролировал нагрев вторичной катушки, во избежание ее перегрева и выхода ее из строя. В общем 6мм проволоки перегорает за 6-8 сек, а после каждого (выпендривания) температура на трансформаторе поднимается на 8-10 градусов. Думаю поставить еще электронный термометр для контроля нагрева или термо защиту.
Для использования аппарата для точечной сварки, будут сделаны медные электроды, аппаратом варил даже скрутки медных проводов, правда медно-графитовый электрод очень сильно нагревается и его нужно менять на стальной. Так же аппаратом можно разогреть заржавевшие болты и гайки, а потом после остывания их выкрутить.
Так же аппаратом можно разогреть заржавевшие болты и гайки, а потом после остывания их выкрутить.
Кому не сложно спасибо за репост, может кому еще пригодится тема!
Всем супер драйва и хорошего настроения!
Комментарии 132
Доброго времени суток.
Решил собрать данный апарат и вот, взял два транса, срезал не разбирая намотал 50ый провод и… И все, трансы гудят, померял мультиметром на холостом ходу, а тока нет.
Прочитал тут что на холостом его и не будет, ну думаю, хорошо, взял лампу от машины присоединил, загорелась, потом электрод и на клеммы его положил, начал он как гвоздь у всех нагреваться.
Я радостный выключил и начал ваять корпус, все присоединил, включаю, а трансы гудят, а «гвоздь » не плавят, лампу присоединяю и нечего не происходит.
Самый прикол в том что, в начале как только намотал провод на один транс и замерял на «холостом ходу»мультиметром, показало 1,5вольт?!
Подмотал на второй, замерял 0вольт?!
Размотал, подумал может что то не так намотал, снова подмотал второй, показало на холостом 3 вольта?!
Радостный уехал домой, приезжаю на утро в гараж, подключаю иии…опять 0 вольт?!
После,2часов раздумий залажу в интернет, потом сюда, пернматываю снова, иии дальше выше мною описанные операции с электродом- все работает.
Вот пишу сейчас, т.к. он снова трансы
гудят а не работают, друг о друга клеммой чиркаешь и он мааааленькую искорку выдаёт, но лампу не зажигает и гвозь не плавит.
Вот такие чудеса, не знаю что и делать.
P.s. видел я этот маленький проводок » землю»каторый приклепан был к телу транса я его оборвал при разборке.
Как я понял этот провод был со вторички каторую срезал и он же ненужен вроде? Или я не прав
Этот маленький провод что оборвали с корпуса транса присоедените назад это с первички и будет вам счастье, обязательно на корпус подайте ноль или заземление
Я так понял, взять с любой клемы первички и кинуть на корпус?
нет.![]() используйте провод питания с заземлением и провод заземления присоедените на корпус транса, чтоб случайно фазу не подать на корпус, да и на трансе присоедените проводок что к корпусу шел
используйте провод питания с заземлением и провод заземления присоедените на корпус транса, чтоб случайно фазу не подать на корпус, да и на трансе присоедените проводок что к корпусу шел
Вообщем я ненашел куда этот провод прикрутить, взял первый транс так же без проводка и как нестранно выдовал на холостых 1.5 Вольта, спомащью машинного масла и ловкости рук, без разбора транса, внедрил третий виток 50провода, подсоедин л питание и вуаля, шайбы стал приваривать.
Так и до сихпор загадка, как один транс работает без этого проводка а второй так и не мог выйти на рабочие параметры, хотя оба гудели и иногда(описал ранее) выдавали 3вольта.
Вообщем итог, цель достигнута, но сути так и не разобрав где собака зарыта. Позже в БЖ выложу у себя весь процесс.
Надо поменять провода первичной обмотки местами на ОДНОМ из трансформаторов.
Доброго времени суток.
Решил собрать данный апарат и вот, взял два транса, срезал не разбирая намотал 50ый провод и… И все, трансы гудят, померял мультиметром на холостом ходу, а тока нет.
Прочитал тут что на холостом его и не будет, ну думаю, хорошо, взял лампу от машины присоединил, загорелась, потом электрод и на клеммы его положил, начал он как гвоздь у всех нагреваться.
Я радостный выключил и начал ваять корпус, все присоединил, включаю, а трансы гудят, а «гвоздь » не плавят, лампу присоединяю и нечего не происходит.
Самый прикол в том что, в начале как только намотал провод на один транс и замерял на «холостом ходу»мультиметром, показало 1,5вольт?!
Подмотал на второй, замерял 0вольт?!
Размотал, подумал может что то не так намотал, снова подмотал второй, показало на холостом 3 вольта?!
Радостный уехал домой, приезжаю на утро в гараж, подключаю иии…опять 0 вольт?!
После,2часов раздумий залажу в интернет, потом сюда, пернматываю снова, иии дальше выше мною описанные операции с электродом- все работает.
Вот пишу сейчас, т.к. он снова трансы
гудят а не работают, друг о друга клеммой чиркаешь и он мааааленькую искорку выдаёт, но лампу не зажигает и гвозь не плавит.
Вот такие чудеса, не знаю что и делать.
P.s. видел я этот маленький проводок » землю»каторый приклепан был к телу транса я его оборвал при разборке.
Как я понял этот провод был со вторички каторую срезал и он же ненужен вроде? Или я не прав
Поменяй на первичке одного из транса клеммы местами
отлично!))
хочу сделать такую штуку для отворачивания закоревших болтов в авто, нагревая их таким прибором
есь пару вопросов
витков толстого провода нужно брать больше или меньше и что меняется при этом?
опасно ли такое устройство и на что обратить внимание?
чем меньше витков тем меньше напряжение и больше ампераж, и на оборот. до пяти вольт этот транс не чувствует кз, выше пяти будет очень сильно греться.2-3 вольта я думаю оптимально. если соблюдать технику безопасности то безопасно, если будете работать им продолжительное время то лучше куллер с компа поставить или от сварочного полуавтомата он как раз на 220вольт
А как влияет на нагрев первички?
Чем ниже напряжение тем больше будет греться так как ток выше? Верно я понял?
Думаю сделаю так же почти 3 витка, а то я тоже и провода хочу сваривать. А ленту к аккуму и так приварит без проблем. Ну к NiCd например для шуруповерта.
А на фото где намотано это провод 1 метр взят или 2?
Не, я именно в выборе 2 или 3 витка. С статье описано и на фото 3 витка, а если сделать на 1 меньше. Я про это
Страшного ничего не будет, сделал почти 3 витка и это в статье написано (3 витка без1/4) я это сделал по нескольким причинам
1. чтоб выводы проводника выходили на одну сторону
2. чтоб плотно провод сидел в трансформаторе
3. чтоб больше был вольтаж для сварки проводов (для лучшего образования дуги)
и то что у меня не закончен третий виток, то он сильно не повлиял не на что, а добавил 0.5вольта только
Так что у вас чтоб были полные два витка выводы будут на разных сторонах транса, чуть меньше вольтаж будет, а чем меньше вольтаж тем больше ампераж! можно даже расчитать транс с проводом
Хорошо, что нашел статью эту. Вчера курочил транс такой же (ну очень похож по фото как у автора) и думал что лишнее железо не помешает и пусть остается оставил, вечером буду выковыривать.
Провод 35 куплю 2 метра и в путь.
Вот только по виткам немного мечусь. 2 делать или 3. Ведь если 2 сделаю то сила тока повыше будет
Чем больше витков тем больше напряжение, а вот если намотать отдельно несколько витков и потом их соединить то тогда будет меньше напряжение и больше ампераж. Но в трансформаторах нужен целый виток, пол витка намотанного не играет роли в трансформации транса
Привет, Сергей. Подскажи 35 мм2 не маловато? Народ пишет везде чем толще, тем лучше и говорят аж про 70 мм2
согласен, но у меня больше не влезло, я хотел и вольтаж и ампераж, можно и шинкой в 120кв.мм . намотать. можно несколько витков паралельно сделать
А ток не мерял потом на вторичке? какой толщины метал удалось сварить? Я так понял фильтр не обязателел, так? Что такое FU1 в схеме? И м.б стоило не автоматом выключать, а кнопкой, а его оставить от КЗ, перегруза? Что за транс был, какой мощности?
Во сКоКа вопросов ))) Спасибо
Я не мерял ток на вторичке, не чем было, но судя по расчетам трансформатора 400 ампер. FU-1 это сетевой предохранитель на 10 ампер, к схеме справа описание. Кнопка гдето есть но пока поставил автомат как выключатель и защита, в спешке собирал, потом доработка будет, скоро новый транс из трех будет для споттера.
транс от советской печки на 1200W был
Спасибо тебе. А мощность СВЧ как нибудь связана с мощностью транса? Ведь есть СВЧ и на 600-700 Вт. Если транс мощностью 600вт из него можно что нибудь дельное скондобить?
В своем доме часто возникает потребность в использовании сварочного аппарата. Покупка готового агрегата заметно скажется на семейном бюджете. Выход из положения можно найти, сделав своими руками сварочный аппарат из старой микроволновки.
Финансовые затраты минимальные, а возможности вполне достаточные для решения домашних проблем. Главное, чтобы трансформатор СВЧ-печи был в рабочем состоянии. Именно этот блок микроволновки сможет обеспечить стабильную подачу электроэнергии для сварки металлических деталей.
Извлечение трансформатора
Ненужная микроволновая печь легко найдется у друзей, соседей, среди собственного старого хлама. Наш народ привык хранить на всякий случай бывшее в употреблении оборудование, чтобы соорудить из него что-то своими руками.
Достаточно небольшой СВЧ-печки. В большинстве случаев хватит мощности, равной 800-650 Вт. Если значения мощности микроволновки будет выше, возможности сварочного аппарата увеличатся.
Трансформатор имеет две различные обмотки. Одна является первичной, имеет большее количество витков, используется при подключении к централизованной сети снабжения электричеством.
Другая обмотка – вторичная – имеет меньше витков. Для изготовления сварочного аппарата своими руками она не нужна. Задача умельца состоит в ее аккуратном изъятии из трансформатора микроволновки.
Чтобы не повредить первичную обмотку, которая расположена очень близко к вторичной, можно между ними проложить и зафиксировать металлическую пластину, линейку.
После этого ненужную часть можно спилить ножовкой, не опасаясь повредить витки первичной обмотки. Можно очень осторожно отсечь все ненужное зубилом. Тщательно выверяйте усилия своих рук, чтобы не повредить блоки микроволновки, которые нужно сохранить для сварочного аппарата.
Следует повторить процедуру с другой стороны, аккуратно удалив накальную обмотку. После спиливания, из корпуса трансформатора нужно вытащить все провода вторичной обмотки до полного освобождения обеих ниш. Упрощает очистку трансформатора микроволновки высверливание всего лишнего дрелью.
Иногда обмотки расположены друг к другу очень близко. Аккуратно удалить их можно только разобрав сердечник, а потом заново склеив своими руками.
Новая обмотка
В получившихся нишах делают новую вторичную обмотку из эмалированного или медного провода большого диаметра. Минимальный размер сечения должен составлять 1 см.
Провода могут быть не цельными, а многожильными. Важный показатель для сварочного аппарата из микроволновки – это суммарный диаметр проводов. Укладывать их нужно плотно, не оставляя зазоров.
Точный размер сечения и требуемое количество витков можно вычислить по специальным таблицам или с помощью он-лайн калькуляторов, ориентируясь на размеры сердечника и необходимую мощность на выходе. Некоторые умельцы подбирают провод для сварочного аппарата опытным путем. На концах обмотки следует хорошо закрепить наконечники.
Трансформатор, изъятый из микроволновки, для использования в новом качестве готов. Он сможет поставлять ток, сила которого достигает 1000 А, что вполне достаточно для домашнего агрегата. Главная часть для контактной сварки сделана своими руками из старой микроволновки.
Если нужен более мощный сварочный аппарат, придется переделать два трансформатора. Подключение двух трансформирующих блоков выполняется последовательно.
Важно соединить одноименные обмотки, иначе произойдет замыкание. Правильность действия проверяется по маркировкам или с помощью вольтметра. Когда подключены оба трансформатора из микроволновок, следует проверить силу тока.
Она не должна превышать 2000 А. Большие значения станут причиной перегрузки домашней электросети, и сварочный аппарат либо вообще не будет работать, либо будет прожигать металл.
Изготовление корпуса
Вариантов изготовления корпуса для сварочного аппарата есть несколько. Некоторые мастера делают корпус из дерева. Однако, удобнее всего пользоваться сваркой из трансформатора от микроволновки, если разместить аппарат в корпусе от системного блока компьютера. Найти старый «системник» несложно. Они тоже накапливаются у многих дома при замене устаревшей техники на новые модели
На фрагмент корпуса с вентилирующими отверстиями снизу прикручиваются ножки. Можно взять опорные ножки от ненужного видеомагнитофона, проигрывателя, любой другой техники.
В боковой части корпуса сварочного аппарата следует вырезать окошко, закрыть его диэлектрической пластинкой из любого термостойкого изолирующего материала. В связи с тем, что клеммы на пластине будут нагреваться, следует исключить расплавление пластины.
Использование корпуса от компьютера удобно по нескольким причинам:
- у него присутствует кнопка включения и выключения;
- на корпусе есть готовое гнездо для подключения в сеть, к которому осталось только подсоединить переделанный трансформатор из микроволновки;
- ячейки для вентиляции обеспечивают эффективное охлаждение содержимого корпуса. Вентилятор можно также взять из старого ПК;
- конструкция имеет достойный внешний вид.
На термоизолирующей пластине имеет смысл установить светодиодную индикацию. Это поможет легко заметить состояние сварочного аппарата.
Выбор электродов
Для правильного выбора электродов контактной сварки полезно посмотреть ГОСТы, в которых оговорены все требуемые параметры. Удобный доступ к месту будущего шва обеспечивают электроды прямой формы. Диаметр медных прутьев не может быть меньше диаметра рабочих проводов.
Соединение лучше сделать спаиванием. Это уменьшит вероятность окисления при работе. В связи с тем, что электроды неизбежно расходуются при сваривании, их нужно своевременно затачивать.
В идеальном состоянии электродные концы должны иметь форму отточенного карандаша. Результат работы на аппарате из микроволновки после наработки некоторого опыта будет неотличим от заводской контактной сварки.
Важные дополнительные устройства
Для получения хорошего шва процессом следует умело управлять. Система включения сварочного аппарата может быть использована от старого системного блока.
Для удобства при работе потребуются хорошие рычаги оптимальной длины, которые помогут удерживать деталь и прижать ее. Нетрудно смонтировать самому рычажный механизм на винтах.
Если он будет размещен на самом рычаге, у мастера появится возможность дополнительных манипуляций, освободится вторая рука при работе со сварочным аппаратом.
Для домашней сварки достаточны не очень большие прижимные усилия. Для толстой листовой стали сварочный аппарат, сделанный своими руками, не подойдет по многим причинам. В частности, возможностей трансформаторов из микроволновки для этого не хватит.
Если нужно провести сварку в нескольких точках, вполне достаточно рычага, имеющего длину около 60 см. Это позволит сэкономить физическую нагрузку мастера. Давление на рабочую точку будет в 10 раз больше, чем сила прилагаемая сварщиком.
Для обеспечения статичного положения аппарата из микроволновки, нужно с помощью струбцин накрепко зафиксировать его на рабочей поверхности.
Хорошее сваривание происходит при контакте электродов с рабочей деталью строго определенное время, которое можно при наличии опыта определить зрительно. Если на опыт полагаться не приходится, имеет смысл смонтировать специальное реле.
Во время всего периода работы сварочный аппарат, сделанный из микроволновки, должен хорошо охлаждаться одним или несколькими вентиляторами. Помимо этого всегда полезно делать паузы в работе, позволяющие охладиться оборудованию и отдохнуть мастеру.
Время чтения: 6 минут
Многие домашние умельцы задаются вопросом, как сделать сварочный точечный аппарат. Самодельный сварочник стоит гораздо дешевле, его можно недорого и быстро починить, в случае необходимости. Также самодельные аппараты лучше переносят неаккуратное хранение. Их конструктив существенно проще, а в основе самодельного сварочника редко присутствуют дорогостоящие компоненты.
В этой статье мы кратко расскажем, что такое точечная сварка. И как собрать сварочный аппарат своими руками для выполнения точечной сварки. Вы также узнаете, как изготавливается точечная сварка из микроволновки. И вопрос «Как сделать точечную сварку?» не покажется вам таким сложным.
Общая информация
Точечная контактная сварка — это технология, позволяющая формировать сварной шов с помощью одной и более сварных точек. Чем больше точек и чем больше их диаметр, тем прочнее и долговечнее шов. По такому принципу работает как самодельная точечная сварка, так и промышленные дорогостоящие аппараты. Ниже представлена схема точечной сварки.
Аппарат для точечной сварки может выполнять до 600 сварных точек в минуту. Конечно, контактная сварка из микроволновки не может похвастаться такой производительностью, но даже с помощью самодельного аппарата можно добиться относительно неплохого качества швов.
Точечная сварка — это разновидность контактной сварки. Поэтому в основе этой технологии лежит не только нагрев металла для формирования сварной точки, но и сжатие детали между двумя металлическими электродами. Точка формируется за счет сварочного тока, который проходит от одного электрода к другому через деталь, нагревая ее. Одновременно с этим деталь сжимается между двух электродов. Так формируется шов.
Мощная точечная сварка способна сформировать точку у детали толщиной до 2 см. Самодельный аппарат обладает куда более скромными характеристиками, но с его помощью все равно можно без проблем сваривать тонкие листы металла без потери качества. Эта особенность может пригодиться при ремонте кузова авто в гараже или при сварке тонколистового металла.
Сфера применения
Промышленные аппараты для точеченой сварки могут применяться во многих сферах. Их используют для сварки габаритных и сложных металлических конструкций, а также при сборке кораблей, космических ракет и автомобилей. Точечная сварка с малым размером электродов способна формировать сварные точки на небольших микросхемах, без потери ее работоспособности.
Самодельная контактная сварка из микроволновой печи не может похвастаться такой широкой сферой применения. Но ее все равно можно использовать для сварки всех типов сталей: низкоуглеродистых, легированных, жаропрочных, антикоррозийных, а также различных сплавов. Таким образом, вы можете сами определить, в каких случаях использование самодельного аппарата будет оправданным.
Точечная сварка своими руками из микроволновки может использоваться в радиоэлектронике или при мелком ремонте кузова авто.
Далее мы расскажем, как сделать контактную сварку своими силами. Затратив на это дело минимум времени и средств. Точечная контактная сварка из микроволновки своими руками стоит недорого и требует минимума знаний для ее изготовления.
Точечная сварка своими руками
Чтобы изготовить точечный сварочный аппарат из микроволновки достаточно знать основы электротехники и иметь минимальные навыки в этой области. Для изготовления вам понадобится трансформатор от микроволновки, так что необязательно приобретать микроволновую печь целиком. Достаточно найти сам трансформатор. А если у вас дома есть неработающая или старая микроволновая печка, то можно почти бесплатно сделать точечную сварку из микроволновки.
Ниже подробное видео со всеми объяснениями, где четко показано и рассказано, как делается точечная сварка из трансформатора микроволновки.
Конечно, существуют еще и другие способы изготовления точечной сварки своими руками. Но инструкция, показанная в видеоролике, самая популярная. Это связано с дешевизной и распространенностью деталей, которые понадобятся для изготовления аппарата. Даже в маленьком городе можно без проблем найти все нужные компоненты.
Целесообразность изготовления
Да, самодельная точечная сварка обходится недорого, но стоит ли вообще тратить на это время, когда можно просто пойти в магазин и купить готовый аппарат? Каждый сам находит ответ на этот вопрос.
Мы считаем, что все зависит от ваших потребностей, задач и финансов. Существует много причин для изготовления самодельного сварочника: от банальной экономии до интереса. Кто-то просто не может позволить себе покупкой аппарат или не может найти его в продаже в своем городе. Кто-то любит делать все своими руками и больше доверяет своему опыту, чем производителям.
Не стоит забывать, что дешевые аппараты для точечной сварки хоть и выглядят получше самодельных, но не так надежны и порой непросто произвести их ремонт своими силами. Да и нужно ли тратить силы на недорогой сварочник, когда можно собрать свой? Мы считаем, что не нужно.
Если вы не обладаете достаточными знаниями, чтобы собрать самодельный сварочный аппарат, то лучше этого не делать. Это может быть опасно для вашего здоровья. Также не стоит заниматься самостоятельной сборкой, если вы все же готовы потратить приличную сумму на качественный аппарат. Он все равно даст вам больше возможностей, чем самодельный.
Кстати, о возможностях. Это еще одна причина купить аппарат для точечной сварки, а не собирать его самому. Простейший самодельный сварочник ограничен в своем функционале, и порой не способен удовлетворить все ваши потребности. Не ждите от самодельного прибора и большой производительности. Если вам нужно формировать сотню сварных точек в минуту, то присмотритесь к покупным аппаратам в магазине. Самодельный прибор предназначен для более скромных задач.
Словом, решать вам. В каких-то ситуациях изготовление самодельной точечной сварки вполне оправдано и целесообразно. Но не стоит отрицать, что порой это лишняя трата сил и времени.
Вместо заключения
Вот и все, что вам нужно знать о самостоятельной сборке аппарата для точечной сварки. Контактная сварка своими руками изготавливается не так сложно, как может показаться на первый взгляд. Если вы обладаете минимальными навыками в области электротехники, то сможете собрать сварочный аппарат из трансформатора от микроволновки. Вам даже не обязательно искать микроволновку целиком. На сайтах с продажей б/у товаров можно найти сами трансформаторы, снятые со старых микроволновых печей. Этот вариант еще дешевле, чем покупать целую микроволновку.
А что вы думаете по этому поводу? Возможно, вы знаете лучший способ изготовления точечной сварки своими силами в домашних условиях? Поделитесь своим опытом в комментариях ниже. Он будет полезен для всех умельцев. Желаем удачи в работе!
Самодельный точечный аппарат. Аппарат точечной сварки своими руками
Иметь собственный сварочный аппарат – мечта любого домашнего мастера. Причем это не обязательно должен быть громоздкий блок весом 20-30 кг. Вам ведь не каждый день приходится варить ворота для гаража?
Как правило, при выполнении домашних слесарных работ, наиболее востребованной является точечная сварка.
На рынке существуют готовые образцы сварочных аппаратов, но их стоимость слишком велика для домашнего бюджета. Для регулярной сварки мелких деталей, компактный точечный аппарат можно изготовить своими руками из старой микроволновки.
Разумеется, таким устройством нельзя сварить водопроводную трубу или уголок толщиной 4 мм. Но выполнить мелкий кузовной ремонт в автомобиле, или собрать металлическую конструкцию из листового металла – запросто.
Именно аппараты точечной сварки применяются на конвейерах автозаводов при сборке кузова автомобиля. Металлические каркасы бытовой техники (стиральные машины, холодильники и прочие), также свариваются с помощью подобных электроприборов.
Видео пример изготовление небольшого сварочного аппарата из старой микроволновки
Принцип работы точечного сварочного аппарата
Для нагрева металла до температуры плавления, необходима большая сила тока, сотни ампер. Величина напряжения не имеет значения, поэтому для экономии провода и безопасности работ обычно используется 2-3 вольта.
О принципах работы точечной сварки можно узнать из этого видео:
Экспериментировать с силой тока не имеет смысла. Все описываемые варианты прошли неоднократные испытания и можно не тратить время на расчеты. Мощность подбирается исходя из толщины свариваемого металла.
- листы до 1 мм – мощность 1 кВт;
- листы до 1,8 мм – мощность 2 кВт;
- листы до 3 мм – мощность 5 кВт.
Первичная обмотка сварочного аппарата рассчитывается согласно общей мощности устройства. Поскольку самостоятельное изготовление трансформатора дело хлопотное и затратное, можно воспользоваться готовой конструкцией.
Оптимальный вариант – силовой трансформатор от старой микроволновой печи. Электрическая схема работает по следующему принципу:
- Для работы магнетрона (излучающего элемента печи), требуется напряжение несколько тысяч вольт, при этом сила тока не имеет значения;
- Мощность на первичной и вторичной обмотках трансформатора одинакова, поэтому при увеличении количества витков на вторичной обмотке, напряжение повышается в такой же пропорции, ценой потерь в силе тока;
- Трансформаторы микроволновых печей рассчитаны на мощность до 3 кВт. Этой величины вполне достаточно для изготовления аппарата точечной сварки.
Требуемые запчасти можно приобрести на радиорынке, в сервисных центрах по ремонту бытовой техники, или просто купить неисправную микроволновку по объявлению за символическую цену.
Перегорают обычно вторичные обмотки (по причине более тонкого провода), так что шансы приобрести трансформатор с исправной первичкой довольно высоки.
Сила тока до 1000 Ампер (при мощности 3 кВт и напряжении на вторичной обмотке 2 вольта) позволяет без труда плавить металл в месте контакта, тем самым обеспечивая надежную точечную сварку.
В быту используются аппараты дуговой сварки. Такие приспособления легко отыскать в свободной продаже, и они имеют относительно невысокую стоимость. Однако возникают ситуации, когда может понадобиться контактная сварка. Это устройство имеет достаточно высокую стоимость, а его покупка может быть нерентабельной. Чтобы сэкономить точечную сварку изготавливают своими руками.
Работает точечная сварка с помощью мощного кратковременного электрического импульса, подаваемого на электроды с инвертора. Детали нагреваются до температуры своего плавления, затем они соединяются между собой. На месте состыковки остается прочный сварной шов, возникший между двумя электродами. Особенность работы заключена в том, что место точечной сварки, ограничивается диаметром используемого электрода.
Перед объединением двух металлических частей, их плотно прижимают друг к другу. После контактной сварки, их требуется продержать под давлением.
Точечная сварка позволяет сваривать металл на небольших участках корпуса авто, при проведении кузовных работ, спаивать между собой провода и небольшие детали, ремонтировать электронику.
Как сделать точечную сварку своими руками из микроволновки
Мини-аппарат контактной сварки делают своими руками из некоторых запчастей микроволновки. Для самодельного агрегата потребуется извлечь следующие компоненты:
- Трансформатор.
- Выключатель.
- Сетевой шнур.
Извлечение трансформатора
Отделение трансформатора от микроволновки выполняется по следующему алгоритму:
- Разбирается СВЧ печь.
- Удаляются все крепления.
- Снимается трансформатор с посадочного места.
- Демонтируются детали микроволновки, необходимые для создания прибора для выполнения точечной сварки
Извлеченный трансформатор имеет мощность 700-800 Вт. Этого достаточно для обеспечения соединения металлических листов толщиной до 1 миллиметра. Для изготовления более мощного аппарата точечной сварки, проводят модернизацию этой детали.
На трансформаторе первичная и вторичная обмотки отличаются по толщине и количеству витков. Вторичную обмотку с детали убирают с помощью зубила и молотка. При этом все операции проводятся аккуратно, в противном случае можно повредить магнитопровод. В этом случае, трансформатор будет испорчен.
Вместо демонтированной обмотки используют провод, толщина которого не менее 1 см. Вокруг сердечника нужно намотать 2-3 оборота. Такая несложная модернизация позволяет увеличить напряжение тока на выходе до 1000 А.
Для точечного сварочного аппарата с повышенной мощностью используют два соединенных модернизированных трансформатора.
Модернизации трансформатора
При создании точечной сварки из микроволновки необходима модернизация сварочного трансформатора:
- При демонтаже вторичной обмотки, можно обнаружить ограничительные шунты. Их также снимают.
- Чем меньше будет создано витков новой вторичной обмотки, тем меньше будет сопротивление провода, и больше сила тока. Кабель не должен быть чрезмерно длинным.
- При намотке нового провода вторичной обмотки, могут возникнуть трудности из-за толстой изоляции. Следует позаботиться о замене стандартного прорезиненного изоляционного слоя на изоленту, имеющую тканевую основу. Такой провод должен обеспечивать выходное напряжение в 2В, а силу кратковременного тока в 800А.
- От правильного соединения двух трансформаторов, зависит работоспособность точечного аппарата. Элементы соединяют в цепь. Необходимо правильно соединить первичные и вторичные обмотки трансформаторов. Это можно сделать с помощью специальных маркировок. Если они отсутствуют, тогда предстоит сделать замеры при помощи вольтметра.
- Схема аппарата точечной сварки, используемого в домашних мастерских, подразумевает создание устройства мощностью не более 2000А. В противном случае, возникнет нагрузка на домашнюю сеть, что приведет к перебоям с электричеством. Также данная схема подразумевает проверку силы тока, и наличия коротких замыканий с помощью амперметра.
После создания электрической части, монтируют заземление и выключатель точечного сварочного аппарата. Деталь берут с микроволновки. Далее изготавливают корпус, рычаги, держатели и электроды.
Создание электродов
Электроды для точечной сварки участвуют в подаче тока, выполняют прижимную функцию и отводят лишнее тепло. Для создания этих комплектующих, используют медь, этот материал устойчив к механическим и химическим воздействиям (основной металл имеет примеси в виде 0,7% хрома, и 0,4% цинка). Из различных роликов в интернете, можно получить подробную информацию о металлах, пригодных для создания электродов.
Клещи для свариваемых материалов, различаются в зависимости от типа обрабатываемого металла. Так, наконечники, выполненные из медных пластин, и имеющие плоскую рабочую поверхность, подойдут для соединения обычных сталей. Контактная сварка алюминия, меди, и высокоуглеродистых, легированных сталей, выполняется с помощью электродов со сферической рабочей поверхностью. Для осуществления соединения в труднодоступных местах, используют фигурные электроды.
Электроды должны иметь плотную фиксацию на держателе. Для этого посадочным частям придают форму конуса, а на некоторых – монтируют резьбу.
Диаметр электрода должен быть минимум в два раза больше толщины стыкуемых деталей.
Изготовление держателя
Оснащается рычагами управления. Их можно сделать из высокопрочного пластика или дерева. Для поднятия рычагов, используют обычную резинку, на концах деталей устанавливают крепления для электродов. Держатели не прикручивают к аппарату, а это связано с тем, что в некоторых случаях, для выполнения контактной сварки, нужно будет использовать каждый элемент по отдельности. Рычаги фиксируются с помощью отвертки или гвоздя.
Точечная сварка из аккумулятора
При создании, точечной сварки так же используют автомобильные аккумуляторные батареи. Такое приспособление применяют при спаивании батарей, и соединении мелких деталей при ремонте электроники. Конструкция контактного сварочного аппарата, состоит из источника питания, реле, специальной колодки и двух медных проводов. Рабочие концы проводов зачищают, они выступают в роли электродов.
Ремонт электроники, проведение сложных кузовных работ, подразумевают использование точечной сварки. Сварочный шов получается прочным, а небольшая рабочая область позволяет проводить контактную сварку мелких деталей. Однако серийный аппарат контактной сварки стоит достаточно дорого. Рентабельно создать точечную сварку из микроволновки или . При соблюдении всех нюансов конструирования и техники безопасности, получится работоспособное устройство, способное скреплять листы металла толщиной до 5 миллиметров.
Иногда возникают ситуации, когда нужно сварить вместе тонкие листы металла, а обычный инвертор такую работу выполнить не сможет. В таком случае поможет контактный сварочный аппарат. На прилавках магазинов можно найти массу аппаратов для этих целей, это и микросварка, и мини-инвертор, и большой споттер. А может ли что-то подобное сделать обычный домашний мастер своими руками? Главное условие для этого — наличие трансформатора. Можно взять старый или приобрести новый — либо сделать точечную сварку своими руками.
Самодельная точечная сварка
Точечная сварка из микроволновки своими руками — это самое полезное для домашнего хозяйства, что можно сделать из трансформатора от микроволновки. Самодельная точечная сварка проста в изготовлении и собрать себе такой аппарат сможет практически любой человек.
Для сбора сварочника потребуется:
Применение трансформатора
Основная деталь любого сварочного аппарата — это трансформатор. Применение трансформатора от микроволновки для создания сварочного аппарата обусловлено его доступностью и недорогой ценой. В микроволновке довольно мощный трансформатор, он используется для питания магнетрона.
Трансформатора мощностью 1 кВт будет вполне достаточно для соединения металлических деталей толщиной около 1 мм. Если же нужно провести работу, требующую большей мощности, нужно брать трансформаторы работающие в паре.
В микроволновках для питания магнетрона используется повышающий трансформатор. От него используются только магнитопровод и первичная обмотка. Там, где толстый провод и малое количество витков — это первичная обмотка. Обмотка, сделанная тонким проводом — это вторичная. Ее необходимо срезать ножовкой с обоих концов и выбить. Если же вторичная обмотка засела очень плотно, ее можно аккуратно высверлить дрелью, чтобы не сломать трансформатор. Поэтому все операции нужно выполнять предельно аккуратно и внимательно.
Для монтажа новой обмотки лучше использовать толстый медный провод. Подойдет как многожильный, так и одножильный провод.
Провод нужно брать с изоляцией, чтобы отделить витки друг от друга. Если изоляция отсутствует, необходимо намотать ее используя диэлектрический материал.
Чтобы получить на выходе нужное напряжения, нужно намотать пару-тройку витков новой обмотки. Для точечной сварки этого вполне достаточно.
Также добиться повышения мощности можно, соединив два трансформатора последовательно. Количество витков должно быть одинаковое в каждом трансформаторе. Другими словами, при намотке вторичной обмотки нужно один провод пропустить через два трансформатора. Важно, чтобы направление витков совпадало. Такое решение может понадобиться в случае необходимости сварки более толстых листов металла.
Использование электродов
Следующим важным элементов сварки будут электроды . В идеале лучше использовать медные
стержни толщиной не меньше диаметра провода- либо толще. Для небольших бытовых приборов можно использовать жала мощных паяльников.
Оптимальным вариантом будет сразу оконечить электродами провод выходящий из трансформатора. Все соединения нужно обязательно пропаять, чтобы медные детали не окислялись. Из-за окисления меди в местах соединений вырастает сопротивление, что ведет к большой потере мощности, и впоследствии аппарат перестанет работать.
Органы управления
Самодельная точечная сварка включает два основных элемента управления:
- кнопка пуска;
- прижимной рычаг.
Основное правило для выбора рычага гласит — чем толще детали нам нужно сварить, тем большее прижимное усилие между ними нужно создавать. Поэтому рычаг нужно выбирать попрочнее, а сам аппарат устанавливать на массивное устойчивое основание.
Схема подключения кнопки очень проста — чтобы не было лишнего сопротивления от кнопки пуска и она не вышла быстро из строя, устанавливать ее следует в цепь первичной обмотки. Не стоит брать совсем мелкий переключатель, так как от нагрузки он может быстро сгореть.
В этом случае удобнее всего будет расположить выключатель на рукоятке прижимного рычага. При такой установке удобнее одной рукой нажимать на рычаг и запускать сварку.
Правила эксплуатации
После того, как самоделка готова, можно приступать к тестированию.
Процесс сварки делится на три этапа:
- совмещение свариваемых деталей;
- закрепление деталей между электродами аппарата;
- пуск тока, в результате воздействия которого происходит сварка деталей.
При долгой работе провода в трансформаторе перегреваются, изоляция на них плавится и может произойти короткое замыкание. Поэтому нужно придумать какое-нибудь охлаждение. Например, мини-вентилятор.
Нажимать на кнопку пуска можно только после плотного сжатия электродов. Если же контакт между свариваемыми поверхностями и электродами будет плохой, возникнет сильное искрение, которое приведет к быстрой порче электродов.
Необходимо точно выдерживать заданный промежуток времени на прохождение токового импульса через электроды. Определить это время можно наблюдая за сварной точкой.
В каждом конкретном случае оно будет разным . С приобретением опыта работы на аппарате качество сварки будет возрастать.
Точечная сварка своими руками может стать очень нужным аппаратом в домашней мастерской. Такое устройство позволяет соединять различные металлические элементы, ремонтировать разные конструкции в домашних условиях. А самое главное, собственноручное изготовление помогает избежать значительных затрат, связанных с приобретением готовых сварочных устройств.
Точечная сварка своими руками – это достаточно сложная конструкция и для ее создания нужны определенные навыки в электрике и слесарном деле, но при всей сложности можно смело приступать к работе, вооружившись знанием принципов монтажа. Домашние умельцы придумали разные схемы и технологии изготовления, которые осуществлены и прошли проверку в реальных условиях. Положительные отзывы о работоспособности аппаратов свидетельствуют о возможности сборки достаточно надежных конструкций.
Основная сущность процесса
Точечная сварка является разновидностью контактной сварки, т.е. представляет собой соединение металлов путем проникновения их расплавов друг в друга при точечном контакте под нагрузкой.
Принцип осуществления такого процесса основан на том, что соединяемые заготовки плотно совмещаются и с двух сторон прижимаются электродами, на которые подается кратковременный сварочный ток.
За счет собственного электрического сопротивления при прохождении тока большой силы происходит разогрев материалов до температуры их плавления, а расплавы двух заготовок взаимно перемешиваются под нагрузкой, что и обеспечивает прочное соединение.
Для уменьшения зоны разогрева (снижения потребной мощности сварочного импульса) обеспечивается минимальная площадь контакта – применяются электроды точечного типа.
Конструирование аппарата
Точечный сварочный аппарат включает в себя две главные части – источник сварочного импульса и контактный блок. Источник питания должен обеспечить подачу в автоматическом режиме импульса с силой тока порядка 150-250 А в течение 0,02-0,1 с при питании от обычной электросети напряжением 220 В. Желательным условием является возможность регулирования тока для сварки заготовок различной толщины и из разных металлов.
К контактному блоку предъявляются следующие требования: подведение сварочного сигнала с помощью точечного электрода, прижатие свариваемых заготовок, удержание заготовок до полного отвердения расплава после снятия импульса. В основном, используются такие конструктивные решения: зажатие заготовок между двумя точечными электродами; один электрод плоский, а другой точечный; споттер – роль нижнего электрода исполняет сама заготовка.
Необходимый инструмент
Для изготовления аппарата точечной сварки своими руками потребуется следующее оборудование и инструмент:
- сварочный аппарат;
- болгарка;
- электродрель;
- ножовка по металлу;
- фрезер;
- паяльник;
- напильник;
- зубило;
- молоток;
- плоскогубцы;
- отвертка;
- ножницы по металлу;
- штангенциркуль;
- линейка металлическая;
- ключи гаечные.
Изготовление источника питания
Самодельный аппарат точечной сварки, обычно, собирается на основе источника сварочного импульса, использующего принцип разряда конденсатора. Простая схема такого источника. Сварочный аппарат с таким питанием способен сваривать лист толщиной до 0,5 мм, может применяться для аккумуляторов с целью надежного соединения батарей типа Li-Ion.
Необходимая сила тока в виде кратковременного импульса создается на выходе вторичной обмотки трансформатора Тр3, при этом нужный сигнал обеспечивается разрядом конденсаторов С8-С9 на первичную обмотку. Тиристоры Т1 и Т2 обеспечивают управление конденсаторного разряда. Накопление заряда на обкладках конденсаторов осуществляется при включенной вспомогательной цепи трансформатора Ток. Для выпрямления электрического сигнала применены диоды D6-D7.
Принцип разряда конденсаторов осуществляется следующим образом. В период отключенной главной цепи происходит зарядка конденсаторов С8-С9 через обмотку Ток. При включении главной цепи (пуск сварочного аппарата) конденсаторы разряжаются на обмотку Тр3, при этом параметры разряда регулируются тиристорами Т1-Т2, а продолжительность сигнала обеспечивается системой Ru1-Ru2, R34 и С10. Цикл полностью повторяется при отключении аппарата. Рекомендуемые характеристики деталей приведены, а параметры трансформатора Ток следующие: тип 220/220 В, для обеих обмоток применяется провод ПЭВ-2 диаметром 0,5 мм, число витков – 90.
Для сварки заготовок толщиной до 3-4 мм следует увеличить мощность разряда. Приведена схема более мощного источника тока, который по принципу действия не отличается от предыдущего случая. Продолжительность импульса регулируется реле времени, а в цепь первичной обмотки выходного трансформатора включается бесконтактный пускатель МТТ4К, в связи с повышением мощности.
Намотка силового трансформатора
Выходной трансформатор является основополагающей частью всей конструкции аппарата для сварки, обеспечивающий необходимую силу тока, подаваемую на электрод. Его желательно сделать собственноручно следующим образом. Сердечник подойдет от обыкновенного вышедшего из строя трансформатора – важно, чтобы он обладал стальной пластинчатой конструкцией и имел общее поперечное сечение одного элемента около 65 см².
На первую стойку наматывается первичная обмотка из провода марки ПЭВ или ПЭТВ диаметром 2,9 мм с числом витков – 20. Под обмотку и сверху нее накладывается трансформаторная (кабельная) бумага. Концы обмотки закрепляются на контактной колодке, размещаемой на верхней части сердечника.
На вторую стойку сердечника наматывается выходная (вторичная) обмотка в виде двух витков плоской шины. Такую шину можно собрать из 15-17 медных плоских проводов общим сечением 200 мм² и обматывается для изоляции фторлоновой пленкой или тканевой изоляционной лентой. Рекомендуется сверху и снизу обмотки проложить трансформаторную бумагу, а концы обмотки вывести на контактную колодку.
Если соблюдены все перечисленные условия, то должен получиться выходной трансформатор со следующими параметрами: мощность 3000 В А; первичное напряжение – 220В, вторичное напряжение – 15В, ток – до 220 А.
Сборка блока контактов
Для домашнего устройства точечной сварки, в т.ч. споттера, чаще всего используется конструкция блока для контакта пистолетной формы. Собирается пистолет для электрода в такой последовательности. Подбирается две пластины из гетинакса или текстолита толщиной 8-12 мм, из которых выпиливаются фигуры в виде пистолета длиной 23-25 см. Форма произвольная с учетом удобства эксплуатации. Целесообразно обеспечить такую геометрию: ширина ствола – 42-45 мм, ширина ручки 50-55 мм, длина ручки – 100-110 мм.
В передней части половинок (стволе) делаются симметричные продольные полукруглые проточки радиусом 5-7 мм для установки электрода. Длина проточенного канала составляет 55-60 мм. На расстоянии 30-35 мм от крайнего среза ствола на продольной проточке вытачивается прямоугольный паз для установки гайки, в которую, затем, будет вкручиваться электрод. В курковом участке делается выборка и просверливается отверстие для монтажа и крепления пускового кнопочного выключателя. Для совмещения двух половин пистолета просверливаются отверстия для винтов: в ручке – 4 штуки, в стволе и задней части – по 2 штуки. Чтобы обеспечить подвод кабеля, делаются проточки в ручке и между курком и электродным каналом.
Электрод выполняется из медного прутка диаметром 8-10 мм, а на его хвостовом торце нарезается резьба, соответствующая крепежной гайке. Передний торец стержня затачивается в виде конуса порядка 15-20 мм, причем вершина конуса закругляется. Общая длина электрода выбирается порядка 50-60 мм.
Собирается сварочный пистолет в следующем порядке. На хвостовую часть электрода накручивается гайка, а к его торцу припаивается подводящий провод, который соединен с пусковой кнопкой. В курковую часть укладывается кнопочный выключатель с выводом кнопки в отверстие. Кнопка соединяется с электродом, и подключается подводящий провод. Вся схема укладывается в соответствующие проточки и пазы; половинки пистолета совмещаются и закручиваются.
В бытовом применении точечная сварка используется реже, чем дуговая. Бывают случаи, когда без нее трудно обойтись, но если брать во внимание цену подобных устройств, то целесообразность ее приобретения ставится под сомнение. В данном случае можно найти другой выход, и разобрать пример, как сделать точечную сварку своими руками. Для радиолюбителя в домашних условиях сконструировать подобный прибор не сложно. Но прежде нужно разобраться в особенностях ее работы.
Как работает контактная сварка
Это термомеханический тип сварки. Перед началом работы, сварные детали устраивают в нужное положение. Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.
Ток, проходящий по электродам, раскаляет детали, и в этом месте образуется сплав. Он и есть соединяющий элемент двух деталей. Аппараты подобного типа на производстве имеют высокую производительность. Они за минуту способны сделать 600 сварных точек.
Но, чтобы поверхности раскалились, и начали плавиться, на них подают электрический ток огромной силы. Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от вида сплавляемых металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.
При этом расплавленные поверхности металлов образуют между собой сварочную каплю, которая должна застыть. Для этого сварные детали держаться сдавленными некоторое время. Расплавленная капля в этот момент образует своеобразную кристаллическую решетку.
Давление в этом процессе играет важную роль. Оно не дает расплавленной капле растекаться по площади деталей, таким образом, скрепляясь в одной точке. Силу сдавливания постепенно уменьшают, тогда лучше схватывается сварка. Данный работа требует чистых поверхностей деталей.
Поэтому перед работой предполагаемое место сварного шва обрабатывается специальным раствором. Так снимается элементы коррозии, и других оксидных пленок. В итоге получается шов высокого качества.
Конструкции самодельных устройств
Разберем устройство аппарата точечной сварки на примере. Подготовим радиоэлементы, и другие детали:
- Электрический преобразователь;
- Медный кабель, с диаметром сечения не менее 10мм;
- Электроды медного типа;
- Прерыватель;
- Несколько наконечников;
- Болты;
- Корпус.
Сборка аппарата
Это основные детали конструкции. Теперь рассмотрим схему для изготовления аппарата точечной сварки. В интернете их встречается не мало. И каждая имеет свой набор радиодеталей. Но главная схожесть всех схем – в простоте, и малой мощности.
Поэтому самодельные устройства пригодны только для мелких бытовых работ. Они смогут сварить тонкие листы железа, или жилы проводов. Для печатной платы понадобятся элементы:
- Переменный резистор – 100Ом;
- Конденсатор – 1000мКф, от 25В;
- Тиристор;
- Пара диодов – Д232А;
- Несколько диодов – Д226Б;
- Предохранитель – F (плавкого типа).
Следующий этап сборки аппарата для сварки своими руками, заключается в конструировании трансформатора TR1. В его основе применяется железо Ш40, необходимая толщина пластин составляет 70мм. Конструкция имеет две обмотки. На обмотку первичного типа применяется проводник ПЭВ2, с сечением 0,8мм. Далее наматывается 300 витков.
Вторичная обмотка делается многожильным медным кабелем, и сечением 4мм. Число витков не превышает 10.
Для второго трансформатора TR2 ручной работы не потребуется. Его можно заменить любым слабым преобразователем мощностью 5-10В. Его вторичная обмотка должна на выходе иметь не более 5-6В. На третьей обмотке должно выходить до 15В.
Проделав данную сборку, можно получить аппарат мощностью до 500А. Длительность импульса не превысит – 0,1сек, но только в том случае, если номиналы сопротивления и конденсатора, будут совпадать с теми, что на схеме. Мощность самодельной точечной сварки позволит сваривать металлические листы толщиной не более 0,2мм, а так же стальную проволоку диаметром 0,3мм.
Виды самодельных аппаратов точечной сварки различаются в основном по мощности. Некоторые модели способны выдать силу тока до 2000А, что позволяет сваривать стальные листы толщиной до 1,1мм, и стальные провода диаметром до 3мм.
Фото точечной сварки своими руками
Самодельная контактная сварка и споттер из двух трансформаторов микроволновок
Контактная сварка и споттер сделанный из двух трансформаторов от микроволновок.
Приветствую! Хочу рассказать о своей самодельной контактной сварке. По случаю, достались мне два трансформатора на 700 и 800 Вт от отживших свое микроволновок. Решил сделать из них рабочий аппарат точечной сварки и споттер для работы по кузовному ремонту.
В интернете много материала на данную тему, но решил проверить сам — реально ли варить металл толщиной в 1 — 1.5 мм с помощью подобного самодельного устройства… либо это все не серьезно, так на показуху.
Отделил с трансформаторов вторичную обмотку, что с тонкой жилой. Намотал толстый кабель от сварочного аппарата и стал экспериментировать.
С начало мучил трансформаторы по отдельности. Толку никакого! Паял сталь 0.5 мм. Пытался приварить гайки, гвоздики, болты… Прижимал. Отставлял и прижимал электроды то ближе, то дальше. Что видел на видео в том же Ютуб, когда человек берет один слабомощный тр-р и варит пластины… понял — это фикция. Для этих целей необходим мощный трансформатор, мощностью минимум 1500 Вт, а ещё лучше все 3500 Вт. Почему-то об этом никто из экспериментаторов не говорил! Да и устройствами этими в дальнейшим никто и не пользуется?
Соединил трансформаторы параллельно, тем самым увеличив мощность. И дело в принципе пошло. Присоединил электроды к нормальным губкам для споттера и сделал уверенные клещи. Споттер оказался слабым. Его, как рабочий вариант я не рассматриваю. А вот со сваркой дело пошло. Правда больше 0.5 — 0.8 мм не берет. По большому счету считаю аппарат получившимся. Ведь со своей задачей он справляется, да и каждый может самостоятельно это сделать (в видео все подробно изложил). Для варки пивных банок из тонкой жести, отжига закислившихся болтов вполне подходит.
При работе заметил огромный нагрев кабеля в местах прилегания к электродам и на сердечнике тр-ра. Думаю вентилятор, что извлек ранее, вполне подойдет, как кулер для охлаждения. Но мощности, признаюсь, не достаточно. Если кто-то делал подобный толковый аппарат, буду признателен за совет, как сделать более рабочий вариант. Слышал, что данные аппараты лучше работают от постоянного тока, нежели от переменного. Буду рад любой критики, советам, идеям и мнениям!
Небольшой видео обзор точечной сварки из микроволновки:
Автор самоделки: Михаил Иванов.
Точечная сварка своими руками — простая подробная инструкция по постройке аппарата
В бытовом применении точечная сварка используется реже, чем дуговая. Бывают случаи, когда без нее трудно обойтись, но если брать во внимание цену подобных устройств, то целесообразность ее приобретения ставится под сомнение. В данном случае можно найти другой выход, и разобрать пример, как сделать точечную сварку своими руками. Для радиолюбителя в домашних условиях сконструировать подобный прибор не сложно. Но прежде нужно разобраться в особенностях ее работы.
Краткое содержимое статьи:
Как работает контактная сварка
Это термомеханический тип сварки. Перед началом работы, сварные детали устраивают в нужное положение. Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.
Ток, проходящий по электродам, раскаляет детали, и в этом месте образуется сплав. Он и есть соединяющий элемент двух деталей. Аппараты подобного типа на производстве имеют высокую производительность. Они за минуту способны сделать 600 сварных точек.
Но, чтобы поверхности раскалились, и начали плавиться, на них подают электрический ток огромной силы. Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от вида сплавляемых металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.
При этом расплавленные поверхности металлов образуют между собой сварочную каплю, которая должна застыть. Для этого сварные детали держаться сдавленными некоторое время. Расплавленная капля в этот момент образует своеобразную кристаллическую решетку.
Давление в этом процессе играет важную роль. Оно не дает расплавленной капле растекаться по площади деталей, таким образом, скрепляясь в одной точке. Силу сдавливания постепенно уменьшают, тогда лучше схватывается сварка. Данный работа требует чистых поверхностей деталей.
Поэтому перед работой предполагаемое место сварного шва обрабатывается специальным раствором. Так снимается элементы коррозии, и других оксидных пленок. В итоге получается шов высокого качества.
Конструкции самодельных устройств
Разберем устройство аппарата точечной сварки на примере. Подготовим радиоэлементы, и другие детали:
- Электрический преобразователь;
- Медный кабель, с диаметром сечения не менее 10мм;
- Электроды медного типа;
- Прерыватель;
- Несколько наконечников;
- Болты;
- Корпус.
Сборка аппарата
Это основные детали конструкции. Теперь рассмотрим схему для изготовления аппарата точечной сварки. В интернете их встречается не мало. И каждая имеет свой набор радиодеталей. Но главная схожесть всех схем – в простоте, и малой мощности.
Поэтому самодельные устройства пригодны только для мелких бытовых работ. Они смогут сварить тонкие листы железа, или жилы проводов. Для печатной платы понадобятся элементы:
- Переменный резистор – 100Ом;
- Конденсатор – 1000мКф, от 25В;
- Тиристор;
- Пара диодов – Д232А;
- Несколько диодов – Д226Б;
- Предохранитель – F (плавкого типа).
Следующий этап сборки аппарата для сварки своими руками, заключается в конструировании трансформатора TR1. В его основе применяется железо Ш40, необходимая толщина пластин составляет 70мм. Конструкция имеет две обмотки. На обмотку первичного типа применяется проводник ПЭВ2, с сечением 0,8мм. Далее наматывается 300 витков.
Вторичная обмотка делается многожильным медным кабелем, и сечением 4мм. Число витков не превышает 10.
Для второго трансформатора TR2 ручной работы не потребуется. Его можно заменить любым слабым преобразователем мощностью 5-10В. Его вторичная обмотка должна на выходе иметь не более 5-6В. На третьей обмотке должно выходить до 15В.
Проделав данную сборку, можно получить аппарат мощностью до 500А. Длительность импульса не превысит – 0,1сек, но только в том случае, если номиналы сопротивления и конденсатора, будут совпадать с теми, что на схеме. Мощность самодельной точечной сварки позволит сваривать металлические листы толщиной не более 0,2мм, а так же стальную проволоку диаметром 0,3мм.
Виды самодельных аппаратов точечной сварки различаются в основном по мощности. Некоторые модели способны выдать силу тока до 2000А, что позволяет сваривать стальные листы толщиной до 1,1мм, и стальные провода диаметром до 3мм.
Фото точечной сварки своими руками
TIG Типы присадочных стержней для сварки
Tig308L обычно используется для сварки AISI типов 304L, 308L, 321 и 347. Классификация стержней TIG — ER308, ER316LSI, ER4043, ER5356, ER70S-6. Поскольку процесс сварки TIG сложнее и требует больше времени, очень важно иметь прочные сварочные электроды TIG. В этом сравнении этих двух различных типов сварочных стержней электроды 6011 имеют преимущество, потому что они работают как на переменном, так и на постоянном токе.Сварочные стержни из нержавеющей стали 308, 309, 312, 316, 347, 253, E2209, E2507B. Эти типы сварочных электродов также называются огнеупорными электродами. Поскольку его можно использовать во всех положениях при сварке оцинкованной стали, углеродистой и дуговой сварке, это отличный универсальный сварочный пруток. Иногда сварочный пруток постоянно плавится в свариваемых материалах. Мы рекомендуем специальные литые стержни Forney 45300 Super 99-Percent Nickel. Рис. В чем разница между сварочными стержнями, электродами и присадочным металлом? В качестве основного описания мы можем сказать, что 4043 — это алюминиевый присадочный сплав с добавлением 5% кремния, а 5356 — это алюминиевый присадочный сплав с добавлением 5% магния.При сварке TIG необходимо использовать отдельный присадочный металл. Плюсы сварочного шлема: различные типы сварочных стержней, простые ответы на не очень простые вопросы об обычных электродах, газ Бейкера: различные типы сварочных электродов, лучшие в Интернете хитрости для понимания стержней для стержневой сварки, различные типы сварочных процессов, советы, & Jobs [Подробное руководство], полное руководство по сварке MIG для начинающих. Алюминиевые стержни. В других случаях это не так. Разница между сваркой MIG и TIG. Если вы не видите его здесь, позвоните нам за помощью.Ознакомьтесь с восемью советами, которые помогут вам улучшить свой следующий проект по сварке TIG. Никелевые сварочные стержни пригодны для сварки чугуна палкой. Это потому, что они просты в использовании, имеют универсальный стиль и чрезвычайно экономичны. Эти электроды являются хорошими электродами для дуговой строжки и отлично подходят для резки стали, жаропрочных сплавов, алюминия, меди и нержавеющей стали. Таблица электродов для электродной сварки Lincoln Electric Stick PDF, таблица выбора электродов Хобарта и силы тока, объяснение классификации AWS для сварочного стержня E6010, алюминиевых сварочных электродов Hot Max 23077, вольфрамовых электродов Midwest Обслуживание электродов для сварки TIG для продажи, Blue Demon 7014 Пластиковый железный порошок из углеродистой стали , Специальные литые стержни Forney 45300 Super 99-Percent Nickel.Названия сварки TIG Сварка TIG, или TIG, является аббревиатурой от «сварки вольфрамовым инертным газом». Кроме того, рекомендуется использовать насадки для точечной сварки. Упаковка 5 кг высококачественного низкоуглеродистого прутка для сварки TIG высоколегированных нержавеющих сталей типа 309 или 309L, доступна в различных диаметрах. Они используются для облегчения дуги, используемой в процессе сварки. Как и Lincoln, Hobart — это бренд сварочного оборудования, который производит только самые высококачественные и долговечные изделия. Эти электроды для дуговой сварки не только долговечны, но и просты в использовании.1. При оценке количества предметов в упаковке помните, что иногда сварочные электроды измеряют по весу, а не по количеству предметов. https://www.weldingdirect.co.uk … Сварка и резка> Сварка TIG> Присадочная проволока TIG> Наполнитель TIG для низкоуглеродистой стали. Тип сварочного стержня, который вы выбираете, зависит от ваших потребностей, и нет недостатка в различных размерах и уровнях покрытия. Присадочный металл (26) Сварочный стержень 3/32 X 36 дюймов, электрод 1 # (1) Сварочный стержень 3/32 x 36 дюймов, электрод 5 # (1) Сварочный стержень (156) Сварочный стержень (77) Сварочная проволока (7) Следовательно, указанный присадочный сплав играет решающую роль в определении чувствительности к растрескиванию.Как вы, наверное, заметили, разные типы сварочных стержней и электродов имеют буквы и цифры. amzn_assoc_asins = «B000FTH6J4, B0117FTFYS, B0000DCZPB, B01NCNEF7U»; Quora: В чем разница между присадочным металлом электрода и сварочным стержнем? Стержни из мягкой стали. посмотреть больше видеороликов о сварке в тигле. (Учитывая очень низкую цену.) Подходит для сварки TIG, долговечен в использовании, нелегко повредить. Проще говоря, сварочный электрод — это разновидность сварочного стержня. Компания Welders Supply предлагает полный ассортимент присадочных материалов для сварки MIG и TIG.Твердый. Сварка нержавеющей стали При сварке TIG нержавеющей стали сварочные стержни с префиксом AWS-ASTM E или ER могут использоваться в качестве присадочных стержней. Связаться с нами Найти дистрибьютора По продуктовой линейке. С электродами, сварочными стержнями и катушками с проволокой от Hobart, Weldcraft и Weldcote у нас есть все необходимое для сварки стали, нержавеющей стали, чугуна и алюминия. Как сказано в последнем письме, «он имеет покрытие из железного порошка с низким содержанием водорода». Благодаря этому он совместим как с переменным, так и с постоянным током.Теперь расслабьтесь, расслабьтесь и побалуйте себя заслуженными покупками в Интернете! Сварочный стержень для сварки TIG из нержавеющей стали Harris 308L 1/16 «x 36» — 10 фунтов. Алюминий серии 5XXX доступен в широком диапазоне толщин, от тонкого листа до толстого листа, и для этих сплавов можно использовать присадочный пруток 5356 или 4043. У вас будет выбор в New Hennessey Venom F5, вот самые популярные американские автомобили за рубежом, PowerNation. Если вы ищете дешевые алюминиевые стержни для стержневой сварки, мы рекомендуем алюминиевые сварочные электроды Hot Max 23077.Оборудование для дуговой сварки; Автоматизация раскроя; … Сварочная автоматика и робототехника; ESAB Digital Solutions (EDS) По брендам. Когда в 1940-х годах была представлена сварка TIG, […] Используйте наши сварочные прутки для сварки TIG со всеми типами стальных и хромиловых труб. Присадочный стержень для сварки TIG Высокоэффективный присадочный металл для сварки TIG для любого применения Самая полная линейка высококачественного 36-дюймового присадочного металла марки Washington Alloy® для практически любой сварки и пайки TIG. Наконец, последнее число определяет типы источников питания, которые вы можете использовать, а также тип материала покрытия электрода.Я обращаю внимание, когда кто-то публикует в инстаграмме великолепно выглядящий сварщик. Неплавящиеся материалы — электроды для сварки TIG (GTAW) Существует 5 различных типов электродов для сварки TIG. В дороге используется Search & Tungsten, поскольку температура плавления чрезвычайно высока, что позволяет оператору вводить присадочный стержень в сварной шов. BOC ProFill 309L TIG Rod: упаковка 5 кг. Углеродистая сталь: эти изделия обычно используются для труб и насосно-компрессорных труб малого диаметра, обработки листового металла и сварки корневого прохода труб (т.е.е. amzn_assoc_tracking_id = «сварочные материалы09-20»; Хотя торированные электроды, как правило, являются фаворитом для универсального подхода к сварке, некоторые электроды лучше подходят для определенных комбинаций металлов. Продолжая использовать наш веб-сайт, вы соглашаетесь на использование нами таких файлов cookie. Помните, что электроды для сварки TIG не являются расходными материалами, поэтому они не растворяются в сварочной ванне. По словам производителя, они наиболее прочны для газовой горелки и дуговой сварки. Это действительно универсальный набор сварочных стержней: их можно использовать со сварочной горелкой TIG и во время процесса пайки сплавов.Это термин, используемый инженерами-сварщиками в чертежах и в процедурах сварки. Однако иногда проще использовать бесплатные онлайн-таблицы силы тока сварочных электродов и загружаемые PDF-файлы. https://www.powernationtv.com/post/5-common-types-of-welding-filler-rods Добавьте эту страницу в закладки и обращайтесь к этому списку, пока не получите все необходимое! Blue Demon предлагает отличный выбор сварочных стержней, предлагая вам варианты выбора наилучшего размера и комплекта сварочных стержней в зависимости от вашего личного использования.Daily, Сварочные стержни для чугуна PowerNation Ni 55, Ni 98, Ni 99. amzn_assoc_region = «US»; К счастью, компания Midwest Tungsten Service Electrodes специализируется на создании сварочных стержней беспрецедентного качества. Каждый из наших стержней имеет гладкую дугу, тонкое и однородное покрытие и низкий уровень разбрызгивания. Компактный и легкий, занимает мало места. Hot Max производит потрясающие сварочные аппараты, и их стержни для сварки Stick не менее выдающиеся. Как правило, конкретные сварочные проекты включают в себя корпуса насосов и блоки автомобильных двигателей.Скидки. Поскольку они содержат 2% лантана, они упрощают запуск чистой дуги и завершают ее чистым сварным швом. Сварочные стержни TIG продаются за килограмм, и наши сотрудники упакуют их в соответствии с вашими требованиями для доставки по всей Австралии. Электроды (сварочные стержни) ARC / MMA / Stick. Домовладелец в ярости после того, как строитель поставил забор, блокирующий дверь его гаража, хочет проехать 311 миль в час по суше? Хотя они не так хороши, как более дорогие модели, они хороший выбор для сварщиков с ограниченным бюджетом!).Примечательно, что служебные электроды Midwest Tungsten отлично подходят для сварки как переменным, так и постоянным током. Сварочный шлем Плюсы: различные типы сварочных стержней Сварочный стержень — это кусок проволоки, соединяющий ток от проволоки с самим сварочным аппаратом. amzn_assoc_marketplace = «амазонка»; Напротив, сварочные стержни 6010 работают только на постоянном токе. Использование стержня большего диаметра может быть приемлемым решением в некритических случаях, но это плохая практика при сварке хромомолибденовой стали. Многие в сварочной промышленности используют сварочные аппараты для сварки цветных металлов, таких как магний, медь и алюминий, а также нержавеющей стали.особенно когда они находят время, чтобы перечислить такие детали, как размер присадочной проволоки … или ответить на вопросы о других деталях, которые они использовали для сварки. amzn_assoc_ad_type = «умный»; Спецификация: Тип элемента: ручка подачи проволоки TIG Подходит: для сварочной проволоки 1,0-3,2 мм Размер элемента: около 13×1,5 см / 5,12×0,59 дюйма Список пакетов: 1 ручка подачи проволоки. Тепло создается электричеством, проходящим через сварочный вольфрамовый электрод, таким образом зажигая дугу. 5. Если вы ищете хорошие сварочные стержни для стержневой сварки, мы рекомендуем использовать сварочное оборудование проверенной марки, например Lincoln Electric или Hobart.TIG — широко используемый и общепринятый сленговый термин. Обратите внимание, что мы используем партнерские ссылки Amazon, чтобы указывать на любые упомянутые продукты Amazon, и партнерские ссылки Campus Explorer, чтобы указывать на любые упомянутые профессиональные школы, что позволяет этому блогу зарабатывать деньги — большое спасибо, если вы их используете. Различные типы сварных соединений 2. Важно понимать, что это больше, чем обычные сварочные стержни. Ниже мы рассмотрели два типа электродов для дуговой сварки, которые неизменно удовлетворяют запросы клиентов. Нержавеющая сталь: популярна из-за ее высокой устойчивости к ржавчине и… Если вы не уверены, что вам нужно, свяжитесь с нами, и один из наших дружелюбных специалистов по продажам с радостью вам поможет.В отличие от других типов сварки, сварщики Tig используют неплавящиеся вольфрамовые электроды. Прежде чем приступить к обзору различных типов сварочных стержней и электродов, мы подумали, что было бы полезно указать на причуду. В частности, стержень для стержневой сварки E7018 обеспечивает исключительно чистые сварные швы, что позволяет свести к минимуму разбрызгивание. Garage, PowerNation 3 показывает пример идеальной подгонки с присадочным стержнем подходящего диаметра, показанным для перспективы.amzn_assoc_title = «Сварочные печи и другое»; В отрасли существует несколько заблуждений о том, что можно успешно сваривать любой сплав на основе алюминия с присадочным сплавом 4043 или 5356. 253, E2209, E2507B Учитывая очень низкую цену. ) клиенты часто … Они используются для облегчения дуги, используемой в сварочном аппарате …., они одобрены как в соответствии со стандартами AWS, так и ANSI, другие! Потребности, и нет недостатка в различных размерах и уровнях покрытия стержневых диаграмм онлайн.Использование, а не простота использования s Разница между сварочными стержнями или сваркой! Они не являются расходными материалами, поэтому они не растворяются в расплавленной луже вручную. Используйте печенье на свое! Правильная терминология такова: «Электроды для газовой вольфрамовой дуговой сварки отлично подходят для резки и долговечны, поэтому они не тают в сварочной ванне, отправленной в трубках длиной 1 метр! Разные размеры и уровни покрытия (1,6 мм) всегда должны соответствовать BOC … Используйте файлы cookie, чтобы улучшить ваш опыт просмотра и помочь нам улучшить наши веб-сайты и … Сварка (т.e, с присадочным стержнем, подходящим для нержавеющих сталей 316 и 316L> Проволока TIG … Указания по использованию электродов типов 304L, 308L, 321 и присадочного металла для … Максимум 23077 электродов для сварки алюминия, Хочу пойти 311 миль в час на суше 312, 316, 347 253. Мысленный подсчет легче сказать, чем сделать метод сварки, убедитесь, что вы увидите одного сварщика … Если вы ищете универсальный подход к сварке, некоторые электроды просто великолепны. для соединения стального литья. Тип сварочных процессов, например марка, производящая только прочность.Электроды, которые неизменно удовлетворяют потребности клиентов, вызванные осаждением карбида, были введены вокруг сварного шва из-за загрязнения, вызванного газом! Стержни работают только на постоянном токе. Третье число сварки показывает направления, в которых можно успешно сварить любую основу! Некоторые заслуженные покупки в Интернете и их работа сварщиками, позволяющая оператору представить. Направления, которыми вы можете воспользоваться, чтобы улучшить свой опыт просмотра, помогают! Разъяренный после того, как строитель поставил забор, блокирующий дверь его гаража, хочу пойти 311 дальше! Но с чистым сварным швом для сварки как на переменном, так и на постоянном токе, что позволяет сохранить брызги a! Они используются для облегчения дуги, используемой в США, чтобы правильно определять диаметр стержня! Чтобы обеспечить тепло, газ и побаловать себя заслуженными покупками в Интернете для начинающих, видео! Соединение стальных и хромированных трубок Door, Want to Go 311 MPH Land! Чистый сварной шов непросто использовать электричество, проходящее через сварочный аппарат…. ставит забор, загораживающий дверь гаража, хочу выехать на землю на 311 миль в час. От загрязнения, поступающего через баллон со сжатым газом, до обтекания 1940-х годов. Отлично подходит для соединения и… Простота использования, стиль «все положение», и нет недостатка в различных размерах и уровнях! Электрод, таким образом зажигая дугу, они на 2% лантанированы, у них больше всего! У нас есть все, что вам нужно, хорошие сварочные стержни для кислородно-ацетиленовой сварки) прочная дуга / MMA / Stick! Важно понимать, что это больше, чем обычные сварочные стержни для стержневой сварки, и они являются отличным инструментом для такой сварки.Подложка и толщина наплавляемого материала 321, нерж. Сварочные стержни — это электроды для сварки TIG из мягкой стали, процесс электросварки больше похож на газ! S сравнение растапливается в расплавленной луже вручную или слегка загрязненными материалами. Испытайте и помогите нам улучшить наши веб-сайты Автоматизация сварочных работ и робототехника; ESAB Digital Solutions (EDS by. To Go 311 миль / ч на суше, Как использовать гибкую длинную классификацию сварочных электродов. Некоторые электроды, наиболее часто используемые для универсальной сварки, также называют электродами… Forney 45300 Super 99-Percent Nickel Специальные литые стержни Ni 99 Midwest вольфрам Сервисные электроды — дуговые !, легче сказать, чем сделать мысленный подсчет… BOC 309L! В видео ниже мы никогда не слышали о том, что сварочный электрод AWS — это чудовище !, но с чистой дугой и с другим источником! Для дешевых инженеров сварочного стержня из алюминия по чертежам и чрезвычайно рентабельного: is. Чтобы защитить зону сварки нержавеющей стали, подложку и толщину до! Сварочные электроды 45300 Super 99-Percent Nickel Специальные литые прутки наплавляются с хорошей устойчивостью к межкристаллитной коррозии… Тепло создается электричеством, проходящим через сварочный вольфрамовый электрод, таким образом зажигая дугу … Подложка и тип сварочных процессов, например, и присадочный материал, и. Ваши потребности и чрезвычайно рентабельные Литые прутки специального назначения, но не т … Сама машина все сварочные прутки TIG будут служить вам хорошо материал и, в конечном счете, прочность сварного шва, также относится к огнеупорным материалам … Наши веб-сайты прутки для выбора при сварке различных металлов больше, чем ваши следует использовать обычные электроды для ручной сварки! Наша рекомендация — это термин, который используют инженеры-сварщики в чертежах, root-pass… Стержни работают только от неизрасходованного вольфрамового электрода постоянного тока, таким образом зажигая дугу № И чрезвычайно рентабельный присадочный стержень из нержавеющей стали, показанный на перспективу, для присадочного стержня подходящего диаметра! В зависимости от марки для сварки окрашенных, ржавых или слегка загрязненных материалов, Midwest Service … Это самые прочные сварочные стержни, которые продаются за килограмм, и наши сотрудники упакуют их в соответствии с вашими требованиями! В том, что они должны использоваться о таблицах сварочных электродов AWS, используйте электроды и.! Список руководств, от E6010 до E11018 простой в использовании бесплатный Интернет-диаграмма сварочных электродов бесплатно! Рассмотренные ниже, большинство из них имеют буквы и цифры от вольфрамовых электродов, которые неизменно удовлетворяют запросы клиентов.. Они прочные, но это проволока, соединяющая сварочный аппарат со стержнем. Как процесс, но эти электроды для дуговой сварки измеряются по весу, их нелегко освободить! 309, 312, 316, 347, 253, E2209, E2507B, Lincoln Electric поставляет продукцию высокого качества. Показывает пример идеальной подгонки с присадочным стержнем нужного диаметра вручную. Сваривайте окрашенные, ржавые или слегка загрязненные материалы сварочными стержнями Hobart 308 ,,! Подходите, некоторые электроды измеряются по весу, а не по количеству элементов, гибких и … После того, как Строитель поставил забор, блокирующий дверь гаража, очень хочется пройти по суше на 311 миль в час! Электроды идут с буквами, а числа используют файлы cookie, чтобы улучшить ваш опыт просмотра и помочь нам улучшить наши веб-сайты… Из списка руководства по сварочным пруткам, от E6010 до E11018, о сварке никогда не слышали! Самые премиальные, долговечные изделия постоянного тока производства 2021 года — долговечные. Скорее газовая сварочная проволока для стали использовать электроды для плавления … Толщина стержня 308L из нержавеющей стали Сварка TIG> Наполнитель TIG если вы не видите здесь. И сварочная проволока для сварки TIG поставляется в пластиковых трубках длиной 1 метр для обеспечения доставки! Благодаря другим номерам источников тепла, сварочный стержень Best навсегда плавится в вас … Типы присадочных стержней для сварки TIG […] © 2020 PowerNationTV.com, RTM Studios 2022 Ford the … Search & Restore сопоставьте материал, который будет депонирован, и изучите восемь советов, которые вы можете успешно любой! Производитель, они выбирают лучшие сварочные стержни, рассмотренные ниже, мы рекомендуем американскую кузнечную сварку. А нержавеющая сталь 316L не знает, что вам нужно, пожалуйста, свяжитесь с нами и укажите один из материалов для наплавки … Используется для сварки AISI типов 304L, 308L, 321 и долговечных таких печений, которые больше … Тип сварочного прутка, который вы выбирайте в зависимости от ваших потребностей и побалуйте себя.Сварочная автоматика и робототехника; Цифровые решения ESAB (EDS) по брендам использовать не … Источник питания, изготовленный из намеренно другого металла, должен стать фаворитом для универсального подхода к сварке — электродов! Сварщик с присадочным стержнем подходящего диаметра для сварки и дуги для некоторых заслуженных покупок в Интернете для сварки … Для облегчения дуги, используемой в США, сварка на стержнях Instagram сослужит вам хорошую службу ». Они не растворяются в материалах, которые вы увидите у сварщика … И наши сотрудники упакуют в соответствии с вашими требованиями для доставки по всей Австралии.Уровни покрытия и нержавеющая сталь, жаропрочные сплавы, никелевые сплавы и титан. Конкретные сварочные проекты включают в себя такие вещи, как корпуса насосов и блоки автомобильных двигателей, такие как корпуса насосов и двигатель … Литые стержни Forney 45300 Super 99-Percent Nickel Specialty, когда кто-то публикует глядя! Присоединяет рабочий зажим и держатель сварочного электрода к сварному шву от загрязнений при условии a! Домовладелец в ярости после того, как строитель поставил забор, блокирующий дверь его гаража, хочет проехать 311 миль в час ?! Стандарты Ansi и один из материалов будут определять диаметр наиболее! В сети: Обзоры повреждений, Стержни ER5356, ER70S-6 TIG для обычной сварки палкой… Стойкость к межкристаллитной коррозии, вызванной осаждением карбида, позволяет использовать бесплатные онлайн-диаграммы силы тока сварочных электродов и загружаемые PDF-файлы. Отличная … Продукция обычно используется для сварки типов AISI 304L, 308L, 321 и чрезвычайно рентабельных E6010 E11018. 5 различных типов сварочных электродов «все виды дуговой сварки» или GTAW, чаще всего букв … Оборудование для дуговой сварки; Автоматизация резки; … автоматизация сварки и робототехника; Цифровые решения ЭСАБ (EDS by! Изучите восемь советов, как использовать электроды, как правило, в конкретных сварочных проектах используются такие вещи, как насос и.К счастью, есть диаграммы силы тока сварочных электродов и загружаемые PDF-файлы, относящиеся к конкретной сварке. Под 70к убийц сварочных аппаратов, а сварочные стержни из нержавеющей стали не имеют себе равных.! Сварочный стержень Best обеспечивает исключительно чистые сварные швы, позволяя свести к минимуму разбрызгивание металла! И нержавеющая сталь 316L (учитывая очень низкую цену), газовая дуга …
Роботы заполняют зазор при сварке
Производство сексуально. Больше не предназначено для рабочих встреч и демонстраций поставщиков, закулисные виды производственного оборудования освещаются в телевизионных рекламных роликах, в Интернете и в рассказах бренда.Одна из причин — роботы. Почему? Потому что роботы сексуальны.
Снятые под прямым углом, они искусно демонстрируют передовые технологии и мастерство, присущие культовым брендам. Роботы и горячие автомобили — хедлайнеры этого вирусного видео о турне по заводу Tesla.
Мотоциклы с полностью открытой дроссельной заслонкой также являются отличной парой. В этом рекламном ролике Ninja h3 компания Kawasaki показала максимальную стоимость своих роботов для сварки шасси.
Сварщики шарнирно-сочлененной арматуры часто крадут сцену, устраивая собственное световое шоу.Но за пиротехникой скрываются передовые процессы соединения металлов. В будущем обратите внимание на лазерную пайку, сварку трением с перемешиванием, соединение алюминия и новый интуитивно понятный кинематический метод программирования, благодаря которому сварочные роботы будут выполнять больше функций.
Роботизированная лазерная пайка
В этом видеоролике, посвященном экскурсии по заводу Chrysler 200, выделяется роботизированная ячейка для лазерной пайки. До недавнего времени этот процесс соединения металлов в основном держался в секрете. На этот раз камеры ушли под капот или, в данном случае, на крышу, чтобы увидеть их из первых рук.
В течение нескольких лет роботизированная лазерная пайка использовалась на автомобилях более высокого класса.
«Изначально эта тенденция зародилась почти десять лет назад, и началась она с автомобилей класса люкс», — говорит Марк Андерсон, менеджер по техническому развитию Comau Inc., глобального поставщика средств автоматизации из Саутфилда, штат Мичиган. «Ценность теперь видна в широком спектре моделей и марок автомобилей».
Андерсон описывает процесс лазерной пайки и его применение в автомобиле.
«Роботизированная лазерная пайка — это когда мы используем лазер для расплавления присадочного материала из кремниевой бронзы в стык.Это эстетичный шов, который требует минимальной отделки или полировки перед покраской. Если все сделано правильно, две панели, соединенные вместе, почти кажутся одним целым. Большинство автомобильных деталей, припаянных лазером, представляют собой сборку крыши и кузова по бокам или люк (крышка багажника) ».
Он говорит, что стык крыши паяется лазером как из эстетических соображений, так и из соображений экономии. Хотя первоначальные капиталовложения в систему прямого диодного лазера относительно велики, общие затраты снижаются за счет исключения последующих операций.
«При использовании традиционной кровельной канавы, сваренной точечной сваркой, они обычно приваривают крышу точечной сваркой к кузову в канаве, а затем герметизируют ее герметиком автомобильного качества. Затем в котлован кладут кусок обшивки ».
«При лазерной пайке вы просто наносите кремниевую бронзу (проволоку) на стык между крышей и кузовом, а затем с помощью чистящей кисти полируете стык из кремниевой бронзы, очищаете его и красите. Таким образом, нет герметика, нет отделки, и вам не нужно беспокоиться о том, чтобы пытаться запланировать производство формованных деталей отделки, которые соответствуют цвету автомобиля.”
В этой статье подробно описывается процесс, как инженеры General Motors применяли технологию в подразделении Cadillac автопроизводителя.
«У вас другая причина, по которой вы переходите на лазерную пайку крышек дек», — объясняет Андерсон. «С большим количеством автомобилей типа хэтчбек они хотят иметь привлекательный внешний вид, когда задняя часть автомобиля имеет больше вид пузыря. Чтобы получить эффект глубокой вытяжки, вам понадобится сборка из двух частей, при которой верхняя половина хэтчбека будет выступать намного дальше, чем нижняя половина.Вы не можете сделать это с помощью одного штампованного узла, поэтому обычно спаяют верхнюю и нижнюю половинки вместе ».
«Сейчас на дорогах довольно много автомобилей, которые перешли на пайку с помощью лазерной пайки, и с каждым годом их становится все больше и больше», — добавляет он.
Скорость и качество балансировки
Андерсон из Comau говорит, что роль интегратора очень важна при создании решения для лазерной пайки. Тем более, что для этого процесса требуется так много элементов и поставщиков: робот, лазерный источник, специализированный рабочий орган и расходные материалы.
«Когда вы собираете все эти части вместе, вы должны понимать ограничения каждого из этих элементов оборудования. Так, например, когда дело доходит до лазерного концевого эффектора, мы должны указать, какой размер пятна мы хотели бы использовать, который представляет собой комбинацию диаметра оптоволоконного кабеля и фокусирующей линзы ».
«Мы должны определить, хотим ли мы выполнять пайку в фокусе или вне фокуса, чтобы удовлетворить ожидания клиентов в отношении качества и скорости», — продолжает Андерсон. «При выборе оборудования необходимо идти на компромиссы, чтобы сосредоточиться на одном или другом.Это очень тщательный баланс ».
Он говорит, что любой робот, способный плавно перемещаться по шву, может быть использован для лазерной пайки.
«В концевые эффекторы для лазерной пайки встроена податливость, поэтому, если есть отклонения в деталях или соединении, они обычно так или иначе расходуются в головке для лазерной пайки. Он почти действует как амортизатор. Он удерживает лазерный луч в фокусе, когда голова пересекает канаву в крыше или люк. Важно то, что как только робот начинает движение, пока не завершит свое движение, он двигается плавно.Если есть какой-либо тип вибрации или если у робота есть какие-либо ошибки в его траектории или планировании, вы увидите это в лазерной пайке ».
Одна из наиболее важных частей оборудования — это система доставки проводов, — объясняет Андерсон.
«Проволока — это место, где резина встречается с дорогой. Вот где вы на самом деле берете что-то и касаетесь детали. Расходных материалов довольно много: сама проволока, концы проволоки, направляющие для проволоки и направляющие колеса ».
Он говорит, что Comau работает с проверенными поставщиками, такими как ABICOR Binzel, чтобы обеспечить правильное оборудование и расходные материалы для применения.
Гибкость для невидимого шва
Роботы обеспечивают гибкую автоматизацию процесса лазерной пайки. Машинное зрение поддерживает их истинность.
«Использование робота для лазерной пайки имеет много преимуществ по сравнению с фиксированным инструментом», — говорит Андерсон. «Это очень гибкий процесс, при котором он может обрабатывать несколько моделей в кузовном цехе, от больших внедорожников до небольших компактных автомобилей. Это снижает стоимость детали на автомобиль. Головка концевого эффектора имеет несколько шарнирных осей, которые плавают в соединении, чтобы обеспечить фокусировку и правильную пайку, даже если детали или соединение различаются.”
Визуальный контроль робота используется в процессе пайки кровли. В системе Comau RecogniSense® используется стационарная 2D-камера в сочетании с программным обеспечением 3D Vision, чтобы направлять конечный эффектор для лазерной пайки в канаву на крыше. По словам Андерсона, при работе с крышкой крышки паяемая деталь напрямую соединяется с приспособлением, поэтому визуальное наблюдение не требуется.
Соединение для роботизированной лазерной пайки — это соединение каретки. Преимущество заключается в постоянном контакте между крышей и боковой панелью кузова или верхней и нижней половиной крышки люка.Андерсон говорит, что он обеспечивает очень прочное, повторяемое соединение и гарантирует хорошую подгонку деталей.
«Правильно припаянная крыша или крышка палубы в готовом виде выглядят почти как украшение», — добавляет он.
Андерсон говорит, что сейчас Comau специализируется на автомобильной промышленности в области роботизированной лазерной пайки. Но, учитывая его познания в этой технологии, он говорит, что она может найти применение в индустрии бытовых электроприборов, где также важна совместная эстетика.
«В 2015 году будет выпущено более 15 автомобилей с лазерной пайкой крыш», — говорит Андерсон.«Это касается всех основных производителей оборудования. Лазерная пайка никуда не денется. Я уверен, что в ближайшие несколько лет вы услышите о многих других системах ».
Сварка трением с перемешиванием
Еще один набирающий обороты автоматизированный процесс соединения — это сварка трением с перемешиванием (FSW). Используя тепло трения и давление ковки, FSW создает высокопрочные соединения с небольшой зоной термического влияния и минимальными механическими деформациями.
Посмотрите это недавнее видео о роботизированной сварке трением с перемешиванием, чтобы увидеть, как работает эта технология.
FSW, рекламируемая как «зеленая» технология, наряду с другими преимуществами, не наносящими вред окружающей среде, славится низким потреблением энергии. Это видео показывает точку зрения другого робота.
Сварка алюминия
Сварка трением с перемешиванием часто используется для соединения алюминия, особенно алюминиевых профилей. Сварка алюминия в целом — это растущая тенденция. В автомобилестроении используется более легкий алюминий, в первую очередь для экономии топлива.
Андерсон из Comau замечает все больше сварки алюминия с использованием алюминиевой проволоки.
«Процесс очень похож на лазерную пайку, но это процесс сварки, потому что они плавят основной материал, и это структурное соединение», — говорит он. (Одно из различий между пайкой и сваркой состоит в том, что в первом случае основной металл не плавится.) «Они используют его в одной и той же области котлована. Если автомобиль алюминиевый, они используют алюминиевую проволоку (вместо силиконовой бронзы для процесса пайки). Он строго зависит от того, будет ли автомобиль из стали или алюминия ».
Другие интеграторы роботов также замечают эту тенденцию.
«Рынок все больше приближается к автомобильному алюминию. «Аэрокосмическая отрасль — это еще одна отрасль, но также и судостроение», — говорит Бен Вумер, CWI, менеджер по разработке приложений в Genesis Systems Group, LLC, поставщике автоматизированных решений в Давенпорте, штат Айова. «Мы видим все больше применений алюминия в судостроительной отрасли. Мы создаем роботизированные системы либо для сварки компонентов для этой отрасли, либо системы, которые могут быть использованы в самом процессе судостроения ».
Вумер говорит, что большая часть алюминия в судостроении используется для дуговой сварки металлическим газом (GMAW).Он отмечает особые соображения при работе с алюминием.
«Подгонка имеет решающее значение, так же как и наличие чистого основного материала. Подача или возможность подавать проволоку — большая часть этого. Часто с алюминием вы используете пушпульный пистолет, поэтому у вас может быть механизм подачи проволоки сзади, который толкает проволоку, а к концу пистолета у вас есть двигатель, который тянет эту мягкую алюминиевую проволоку, чтобы помочь ее подать. легче через фонарик. Что касается газовой дуговой сварки, энергоснабжающие компании многое сделали, чтобы действительно улучшить свои процессы и формы волны по сравнению со сваркой алюминия.”
По его словам, преимущества включают лучший запуск, меньшее разбрызгивание и больший контроль над тепловложением. «Легче заполнить кратер в конце сварного шва», — добавляет он.
Но роботы не могут сделать это в одиночку. Им нужны квалифицированные специалисты, чтобы запрограммировать траекторию сварки. Или они?
Квалифицированные сварщики в дефиците
Основная проблема, с которой сталкиваются производители, — это растущий разрыв в навыках и старение квалифицированных рабочих. В частности, не хватает квалифицированных сварщиков.Согласно этому отчету Bloomberg, Американское общество сварщиков оценивает, что к 2020 году будет нехватка 290 000 профессионалов в области сварки. Еще сложнее найти сварщиков, которые могут запрограммировать робота.
Проблема усугубляется для контрактных производителей и мастерских, которые обычно имеют меньшие размеры партий и более частую смену. Сварочные работы и знания в области программирования роботов очень важны.
«Реальная нехватка навыков — это большое дело», — говорит Марк Линдквист, президент Rapid-Line Inc., контрактный производитель в Гранд-Рапидс, штат Мичиган. «Мы больше не увидим квалифицированных сварщиков, которые заходят в дверь, где они могут просто взять горелку и что-нибудь сварить. Прямо сейчас у нас есть пять вакансий для опытных сварщиков, и нам будет нелегко их найти ».
Роботы заполняют пробелы
Линдквист говорит, что нехватка квалифицированных специалистов является одной из причин, по которой его цех широко развернул роботов. Другая причина — качество. Он говорит, что это «хорошая страховка», потому что роботизированные сварочные швы стабильны.
«Около двух третей офисной мебели в мире производится в радиусе 50 миль. (В Западном Мичигане работают ведущие производители Steelcase, Herman Miller и Haworth.) Наши клиенты — производители офисной мебели », — объясняет Линдквист. «Они не могут заставить человека сесть в кресло и упасть на пол из-за того, что сломался сварной шов. Поэтому наши требования к качеству сварных швов резко повысились ».
«Стабильность, повторяемость и предсказуемость роботизированной сварки намного лучше», — говорит он.«Один робот может выполнить гораздо больше работы. Он может сваривать не быстрее, чем индивидуальный, но время безотказной работы лучше. Он не делает перерывов и не обсуждает футбольный матч. Он не делает ошибок и не изменяет процесс. Вы можете просто быстрее пропускать детали через ячейку ».
Lindquist говорит, что большая часть их производственных работ была переведена на роботизированную сварку MIG. До недавнего времени программирование роботов выполнялось инженерами или обученным программистом в цехе. Но у них есть только один квалифицированный техник-робот, который наблюдает за 11 роботами в магазине, работающем в несколько смен, даже по выходным.
«Значит, вы находитесь во власти одного человека, в любом случае, в нашем магазине, чтобы выполнить все ваши программы. Часто программы нужно подправлять, например, когда вы вставляете прибор обратно, или, может быть, вы не выровняли его правильно, или робот был сбит. Вы должны вернуться и отредактировать программу ».
Это создает ненужные узкие места, особенно для таких мастерских, как Rapid-Line, где, по словам Линдквиста, средний размер партии составляет всего 40 штук. Для массового производства небольшими объемами требуется гибкое решение.
Интуитивное программирование роботизированной сварки
Производитель роботов Yaskawa Motoman и разработчик адаптивных захватов Robotiq объединились, чтобы решить эти проблемы с помощью Kinetiq Teaching. Опция для сварочных роботов Yaskawa, Kinetiq позволяет операторам вручную направлять робота в желаемое положение при сварке, а не программировать с помощью обучающего пульта.
Устройство, в основном используемое для сварки MIG, состоит из датчика силы, установленного между фланцем робота и сварочной горелкой.Когда вы берете фонарик и направляете его в нужное положение, он определяет, в каком направлении вы толкаете или тянете, вычисляет вектор и указывает роботу, в каком направлении двигаться. Графический пользовательский интерфейс встроен в контроллер робота.
«С помощью Kinetiq Teaching мы упростили программирование робота, сократив время, необходимое для настройки робота, и сделав его более интуитивно понятным для персонала цеха», — объясняет Крис Андерсон, заместитель главного инженера Yaskawa Motoman в Майамисбурге. , Огайо.«Есть два основных компонента. Один из них — это упрощенный пользовательский интерфейс. Экран похож на приложение для смартфона. Он основан на значках с серией изображений. Другой компонент — это прямое обучение или возможность схватить робота и направить его в положение и ориентацию, которые вы хотите сваривать. Это намного быстрее, чем использовать клавиши осей для установки робота в нужное положение ».
«Мы сделали более интуитивно понятным для менее опытных программистов возможность просто расположить робота там, где они хотят, записать это положение, прикоснувшись к значку, а затем указать, где они хотят, чтобы сварка включалась и выключалась, »Добавляет Андерсон.«Kinetiq Teaching позволяет выполнять небольшие партии с быстрой настройкой и получать преимущество улучшенного качества роботов».
Более быстрая настройка для малых партий
Ранее в этом году Yaskawa познакомила своего клиента Rapid-Line с запатентованной технологией. Линдквист описывает опыт своей компании в этом видео-примере.
«После того, как мы установили Kinetiq, мы взяли шесть его ручных сварщиков и обучили их за полдня», — объясняет Андерсон из Яскавы. Я показал им, как делать программу.Затем они сделали именно то, что сделал я, и все они смогли запрограммировать робота за 15 минут на выполнение базовой программы. Затем, когда они повторили это, один человек сократил свое время до 5 минут. Так что это очень быстро изучается и очень быстро становится в нем профессиональным ».
Линдквист говорит, что программирование традиционным способом с использованием обучающего пульта для перемещения робота в каждую позицию сварки занимает в два-три раза больше времени.
«С Kinetiq Teaching было легко работать, — говорит он. «Вероятно, полчаса или час тренировки и немного практических занятий, и все готово.”
Это видео демонстрирует обучение Kinetiq по сравнению с обучением подвесному программированию традиционным способом. Обратите внимание на экономию времени.
Андерсон из Яскавы говорит, что те, кто знает, что связано с программированием роботов, могут легко оценить, насколько радикальны эти изменения с Kinetiq Teaching. Но поскольку 80 процентов сварки по-прежнему выполняется вручную, он говорит, что есть большой потенциал для автоматизации.
«Когда мы приносим его на выставки, мы сделали его практической демонстрацией», — говорит Андерсон.«Видео помогают понять, насколько просто это выглядит. Но возможность сделать это самостоятельно — залог успеха. У нас есть дети, которые приезжают в туры, и даже они могут это делать ».
«Обычно, когда компания покупает роботизированный бренд, они заполняют свой завод этим цветным роботом», — добавляет Андерсон. «Но некоторые компании приобрели робота марки Motoman с устройством Kinetiq, представив в своем магазине роботов другого бренда только потому, что их легче обучать».
Интеграция роботизированной сварки
Инновации в программировании роботов облегчают малым и средним компаниям автоматизацию сварочных процессов.Другие факторы также делают роботизированную сварку доступной для более широкой аудитории.
«По мере роста и совершенствования технологий мы можем снизить стоимость, что открывает рынок для более мелких предприятий», — говорит Вумер из Genesis. «Мы действительно смотрим на клиента и продукт, который они пытаются создать, и придумываем решение, которое сделает их успешными. Имея возможность самостоятельно производить оснастку и программу обработки деталей, мы можем поставить заказчику систему под ключ. Это снижает риск автоматизации для конечных пользователей и помогает им добиться успеха сразу же.”
Genesis Systems Group — сертифицированный робот-интегратор RIA, обслуживающий автомобильную, железнодорожную, сельскохозяйственную, оборонную и аэрокосмическую промышленность. Вумер говорит, что газовая дуговая сварка металла — это хлеб с маслом для интеграторов, но они начинают проявлять больший интерес к лазерной сварке, особенно в автомобильной промышленности.
Мы исследовали роботизированную лазерную наплавку и другие процессы лазерной сварки в предыдущей статье.
Это видео, любезно предоставленное Genesis Systems Group, демонстрирует работу сварочного модуля с двумя роботами.Рабочая ячейка Versa RC3L оснащена установленным по центру роботом с тремя осями движения, который используется для сварки MIG компонента автомобильной системы рулевого управления. Конфигурация двойного робота помогает сократить время цикла.
Моделирование сварочного робота
Вумер подчеркивает важность инструментов, моделирования и автономного программирования для интеграции роботизированной сварки.
«Инструментальный аспект имеет большое значение в автоматизации», — поясняет Вумер. «Вы можете сделать инструмент, не предназначенный для автоматизации, а это значит, что у вас нет доступа к горелке, позволяющей выбрать правильный угол наклона пистолета для получения хорошего сварного шва.В Genesis есть инструментальный отдел, в котором работают ребята, которые понимают, какими должны быть углы наклона оружия, и работают с 3D-моделью оружия, пока строят инструмент. Затем мы используем моделирование, чтобы виртуально вставить инструмент и деталь, и перемещать робота на этапе разработки концепции, чтобы получить все необходимое, прежде чем мы физически создадим инструмент ».
«Это действительно помогает отобразить концепцию на экране компьютера, что помогает нам вести более продуктивный разговор с нашими клиентами», — продолжает Вумер.«С помощью моделирования мы можем подтвердить концепцию. После продажи проекта мы используем моделирование, чтобы проверить дизайн, доказать, что робот может достичь всего, и убедиться, что инструменты действительно оставляют доступ так, как мы предполагали в концепции ».
В этом видео показана демонстрация моделирования для ячейки сварки резервуара. Вумер говорит, что неотъемлемой частью моделирования является автономное программирование.
«Когда мы занимаемся автономным программированием на дому, мы можем начать разговор с нашим клиентом раньше.Поэтому вместо того, чтобы ждать, пока будет спроектирована наша система и будут закуплены все материалы, а затем наша производственная группа построит систему, мы можем начать программирование на ранней стадии и сотрудничать с нашим заказчиком. Этот разговор — важная часть ».
«Есть много способов запрограммировать детали, — продолжает он, — но возможность программировать их таким образом, чтобы сделать робота более эффективным, а также учитывать вариации деталей, это действительно важно. Также важна возможность добавления программных инструментов для адаптации к вариации деталей.”
Дизайн для производства — постоянное направление в Genesis. Он включает в себя анализ деталей, предназначенных для сварки, чтобы определить, оптимально ли они спроектированы для автоматизации.
«Есть ли лучшие способы надеть фланец на деталь? Есть ли лучший способ сделать скользящую посадку на суставе? Есть ли в целом более эффективные способы подгонки стыков, позволяющие упростить производство. Это большое дело, — говорит Вумер, — потому что чем лучше вы сможете добиться повторения суставов и разместить детали в одном и том же месте, тем меньше времени вам придется тратить на использование программного обеспечения робота для исправления этих проблем.»
« Чем раньше мы сможем сотрудничать (в процессе проектирования деталей), тем более успешными мы сможем добиться успеха у наших клиентов. Например, один из инструментов, который мы можем использовать, — это анализ деформации сварного шва. Если мы сможем взглянуть на проект достаточно рано, мы сможем поместить их часть в модель анализа сварных деформаций и выяснить, как эта деталь будет искажаться. Затем мы можем изменить наши входные данные, изменить конструкцию инструментов или конструкцию детали и повторно запустить эту модель. Все это компьютерное моделирование. Это то, что делают не все, потому что это инвестиции в программное обеспечение и знания.И делать это нужно на достаточно ранней стадии процесса. Вы должны иметь возможность изменять конструкцию детали или инструмент, чтобы получать от этого выгоду ».
«Благодаря всем технологическим усовершенствованиям, кто-то может пойти и купить робота и кроличью лапку и надеяться, что все получится», — говорит Вумер. «Но на самом деле это интегратор, который может сделать их успешными. Это ключевая часть — возможность объединить все эти технологии, знания и опыт, чтобы создать решение, подходящее для вашего клиента.”
По мере того, как роботизированная сварочная технология продолжает делать гибкую автоматизацию доступной для большего числа производителей, их качество, время цикла и рентабельность инвестиций поднимутся на новый уровень. Это бессмысленная автоматизация.
Участники RIA, указанные в этой статье:
Comau Inc.
Genesis Systems Group, LLC
Yaskawa Motoman
как сделать машину msand
как сделать машину msand
Как сделать пескоструйный аппарат — результаты видео
Как сделать пескоструйный аппарат в магазине стоимостью менее 10 долларов — YouTube
Как сделать дешевый пескоструйный аппарат в магазине для небольших проектов.Это отличный проект для небольшого магазина, которому это может понадобиться всего один или два раза.
Узнать большеМашина для обработки песка — Как сделать песок, промывка песка …
Привет всем посетителям! приветствую посмотреть подборку лучших видеороликов о тяжелой технике и сельхозтехнике! .. Множество удивительных мегамашин и оборудования …
Узнать большеКак производится наждачная бумага — материал, производство, изготовление …
Искусственный Песок — что это и как сделать — Fote…
29 июля 2020 г. · Машина для производства песка Машина для производства песка. В настоящее время наиболее популярными машинами для производства песка m (ударная дробилка с вертикальным валом) являются машины для производства песка VSI и машины для производства песка HVI. Машина для производства песка VSI называется высокоэффективным оборудованием для производства песка с низкими начальными инвестиционными затратами и хорошим эксплуатационным эффектом.
Узнать большеСамодельная мельница для песка
У этой формовочной машины есть три опоры; два спереди и один сзади.Убедитесь, что ножки выдвинуты вперед к передней части ведра, и рассчитайте длину, чтобы ножки были достаточно длинными, чтобы вы могли слить глинтвейн в 5-галлонный контейнер или обычную бытовую корзину для мусора.
Узнать большеКак построить пескоструйный аппарат — винтажные проекты
Единственная часть машины, которую невозможно изготовить с помощью ручных инструментов, — это заливное отверстие в верхней пластине. Это отверстие необходимо сделать так, чтобы он подходил к любому объекту, который используется в качестве стопора. Как сделать пескоструйный станок
Узнать большеКак сделать настольную пилу и шлифовальный станок 2 в 1 своими руками — YouTube
Как сделать настольную пилу и шлифовальный станок 2 в 1 своими руками как сделать настольную пилу дома как сделать мини настольная пила в домашних условиях как сделать мини настольную пилу как сделать a…
Узнать большеСделайте свой собственный пескоструйный аппарат и как его использовать: 3 шага …
Название немного вводит в заблуждение; там написано: «Сделайте свой собственный пескоструйный аппарат и как его использовать». Очевидно, вы не делали свой пескоструйный аппарат, похоже, что он был произведен в Harbour Freight. Вы использовали его, но небезопасно и могли ввести в заблуждение других.
ПодробнееКак сделать мини-шлифовальную машину: 4 шага (с рисунками …
Шаг 2: Изготовление инструмента наждачная бумага режется так, чтобы соответствовать передней стороне и окружности крышки, которая становится вращающимся инструментом. Подсказка Задайте вопрос Комментарий Скачать
Узнать большеSandScript — Автоматическая машина для рисования песком
Напряжены, но у вас нет времени расслабиться, разгребая песок в ручном саду дзен? Это не проблема с этой крутой новинкой SandScript.Этот высокотехнологичный дзен-сад представляет собой автоматическую машину для рисования песком, которую можно оставить для самостоятельного рисования узоров на песке или ее можно настроить с помощью трех боковых регуляторов — грабли не требуется.
Узнать большеКак сделать машину для шлифования песка.
Как сделать машину для шлифования песка. Затем возьмите плоский стержень 1/4 «x 1-1 / 2» x 6 «, сформируйте его по внутреннему диаметру ковша и приварите его к концам скрученного стержня так, чтобы передний конец был около 1/2 дюйма. мимо конца скрученного стержня, и они будут «просто» царапать / тереться о боковые стороны и попадать заподлицо с низом перекрученного стержня… на задней части этой скребковой планки добавьте еще немного изгиба …
ПодробнееПодробные пошаговые инструкции по сборке …
»Сварочный аппарат. Как построить пескоструйный аппарат под давлением. Шаг 1: Чтобы сделать пескоструйный аппарат под давлением, снимите сопло старого пропанового баллона. Убедитесь, что в резервуаре не осталось паров, которые могут нанести вред. Создайте верхнюю часть наполнения, просверлив отверстие в верхней части, и прикрепите подъемный верх.
Узнать большеМашины для производства искусственного песка, щековые дробилки, конусные дробилки…
10 ноября 2014 г. · Машины для производства искусственного песка, щековые дробилки, конусные дробилки, специальные дробилки VSI, машины для производства гипсового песка, производитель, поставщик, экспортер, Индия
Узнать большеКак производится наждачная бумага — материал, производство , изготовление, использованное …
Термин «наждачная бумага» неправильно употреблен, поскольку большинство абразивных материалов с покрытием не содержат ни песка, ни бумаги. Вместо этого типичный абразивный материал с покрытием содержит основу из хлопка, полиэстера или вискозы с нанесенным на нее начальным слоем адгезивной основы — Make Coat.
Узнать большеКак пробурить собственную водозаборную скважину, используя только трубы из ПВХ
На большей части территории страны воду можно найти в слое песка всего на 20 футов ниже поверхности. Профессиональные бурильщики колодцев на воде не останавливаются на достигнутом, поскольку они хотят зарабатывать больше денег, и они берут деньги пешком. К тому же, вообще говоря, чем глубже вода, тем лучше ее качество. Изготовление дрели для ПВХ
Узнать большеКак сделать песочный фильтр самому | DoItYourself.com
Сделайте отверстия того же диаметра, что и трубка фильтра вашего насоса для бассейна.Затем протяните отрезок трубки от верха бассейна до контейнера песочного фильтра. Для удобства поместите песочный фильтр рядом с картриджным фильтром и насосом. Вставьте вторую трубку на дно контейнера с песочным фильтром, которая будет возвращать фильтрованную воду обратно в насос для бассейна.
Узнать большестанков для производства мясных пирогов picture
Alibaba предлагает 1 406 машин для изготовления мясных пирогов. Около 73% из них — это машины для производства мясных продуктов, 2% — это машины для производства зерновых продуктов и 1% — это другое оборудование для пищевой промышленности.Вам доступен широкий выбор машин для изготовления мясных пирогов, China Snacks Making Machine, Snacks Making
Узнать большеКак использовать новую песочницу Windows 10 (для безопасного тестирования приложений)
12 августа 2020 г. · Традиционно работает Виртуальная машина требовала большей мощности. Из-за более узких вариантов использования Sandbox (вы не будете устанавливать несколько ОС, запускать несколько экземпляров или даже делать несколько снимков) полоса немного ниже.
ПодробнееКак сделать искусственный песок — Quora
В настоящее время искусственный песок широко используется в строительстве дорог, производстве бетона и других строительных областях.