технология кузнечной сварки металла ковкой. Флюс и бура для кузнечной сварки, необходимое оборудование
Кузнечная сварка — один из самых старых способов соединения металлов, известных человечеству. Необходимое оборудование, флюс и бура для неё и сегодня вполне доступны для приобретения. О том, чем отличается технология кузнечной сварки металла ковкой, какие у неё есть особенности и сферы применения стоит поговорить более подробно.
Особенности
Один из видов горячей обработки металла — кузнечная сварка – представляет собой процесс деформации заготовок под ударными нагрузками.
Кузнечная сварка не меняет свойств стали, поскольку при нагреве основа лишь становится пластичной, без перехода в жидкое агрегатное состояние. Это обусловлено правильным выбором точки нагрева. При использовании торцевой технологии можно добиться улучшения структуры металла, уплотнить её, обеспечить уковку пустот.
Разновидности
Сварка ковкой предусматривает использование разных способов обработки в зависимости от формы, размера, типа изделия. Вот наиболее популярные.
Вот наиболее популярные.- В обхват/внахлёст/встык. Каждый из 3 методов предусматривает соприкосновение краёв изделия — для этого их изначально делают выпуклыми. Основные отличия между ними связаны с углом и наклоном, выбираемым для ударов молотом.
- В расщеп. Этот способ хорош для работы с плоскими заготовками из листового металла. Заготовки оттягиваются по краям, расщепляются на некотором расстоянии от них, соединяются по надрезам, а затем подвергаются нагреву.
- С шашками. Метод предусматривает использование накладок, повторяющих форму концов деталей. Этот способ распространён при работе с крупноформатными изделиями.
Это основные методики. Также встречается кузнечная сварка с клёпкой, в паз, впритык — когда деталь крепится перпендикулярно основе.
Применение
Основное применение кузнечной сварки в современных условиях — обработка низкоуглеродистой стали и производство изделий из неё. При помощи этого метода создают кольца и полосы из листового металла, делают обручи, подковы для лошадей, изготавливают ножи. За 2000 лет своего существования технология не раз доказывала свою эффективность.
При помощи этого метода создают кольца и полосы из листового металла, делают обручи, подковы для лошадей, изготавливают ножи. За 2000 лет своего существования технология не раз доказывала свою эффективность.
Более того, для выполнения работ не требуется подключение к электроэнергии, что по-прежнему актуально для сельской местности и отдалённых регионов.
Области деятельности, в которых востребована эта технология.
- Художественная ковка. При помощи кузнечной сварки создаются арт-инсталляции и небольшие изделия для жилых интерьеров с интересным визуальным эффектом.
- Изготовление деталей в сфере авторемонта. Если запасные части невозможно подобрать или приобрести, их просто создают заново по лекалам и чертежам.
- Создание сельскохозяйственного инвентаря. Там, где вспахивание земель по-прежнему ведётся с применением лошадей и другой живой силы, именно этот тип сварочных работ даёт возможность создавать прочные плуги.
 Для рубки леса изготавливают топоры, также в ходу домашний инвентарь, созданный из металла вручную.
Для рубки леса изготавливают топоры, также в ходу домашний инвентарь, созданный из металла вручную. - Создание нестандартных водосточных труб, желобов. Редкий пример отрасли, где заменить кузнечную сварку очень сложно.
- Оружейное дело. При создании многослойных ножей и мечей из дамасской стали именно сварка ковкой даёт нужную плотность соединения металла. Всё остальное зависит уже от умений мастера.
 Для рубки леса изготавливают топоры, также в ходу домашний инвентарь, созданный из металла вручную.
Для рубки леса изготавливают топоры, также в ходу домашний инвентарь, созданный из металла вручную.Оборудование
Для выполнения работ, связанных с соединением низкоуглеродистых сталей методом пластической деформации, необходим определённый комплект инструментов. В первую очередь это источник открытого пламени. Им может стать кузнечный горн или печь, первый вариант предпочтительнее, поскольку позволяет раскалить детали до 1500 градусов. Для отбивки заготовок понадобится наковальня. Вести работу с раскалённым металлом можно только при помощи клещей. Заключительная работа ведётся исключительно молотами — их у мастера сразу несколько, от пневматического до слесарного.
Вести работу с раскалённым металлом можно только при помощи клещей. Заключительная работа ведётся исключительно молотами — их у мастера сразу несколько, от пневматического до слесарного.
Технология процесса
Упрощённо технология кузнечной сварки выглядит так: металл проходит предварительную обработку, нагрев, и после этого начинается сварочный процесс при помощи молота и наковальни или других инструментов в зависимости от выбранного метода. Лучше понять особенности поможет пошаговое рассмотрение всех этапов.- Зачистка поверхности. Она нужна, чтобы удалить с металла следы окислов и других загрязнений.
- Разогрев металла. В горне или печи можно использовать только топливо, содержащее малое количество серы — это позволит обеспечить высокую прочность шва. Лучшим вариантом считается каменный уголь, каменноугольный кокс. Нагрев осуществляется до белого каления: 1350-1370 градусов для низкоуглеродистых сталей, 1150 градусов – для марочных, типа У7, где содержание углерода выше.
- Порядок каления
- Применение флюса. Чтобы избежать образования окалины, при достижении температуры от +950 до +1050 градусов её покрывают флюсом, исключающим пережог металла. Наиболее часто используется смесь 10% тетрабората натрия, также известного как бура, с 90% речного песка, предварительно прокалённая для удаления лишней влаги. Также можно применять соединение силикатно-песчаных смесей с содой или молотый бой стекла. В чистом виде буру используют при работе с металлами с более низкими температурами нагрева, может использоваться отдельно и речной песок, в который погружают заготовку.
- Сварка. Как только заданная температура достигнута, металл раскалился добела, его можно соединять методом ковки, предварительно очистив от шлака. Уложенные вместе детали легко отбивают лёгкими и частыми ударами молота так, чтобы все остатки флюса и загрязнения оказались снаружи шва. Далее ведутся сильные и частые удары от центра деталей к краям в месте соединения. Это исключит формирование непроваренных областей и других дефектов. Проковке также подвергаются участки вокруг области стыка.

 Уложенные вместе детали легко отбивают лёгкими и частыми ударами молота так, чтобы все остатки флюса и загрязнения оказались снаружи шва. Далее ведутся сильные и частые удары от центра деталей к краям в месте соединения. Это исключит формирование непроваренных областей и других дефектов. Проковке также подвергаются участки вокруг области стыка.
Уложенные вместе детали легко отбивают лёгкими и частыми ударами молота так, чтобы все остатки флюса и загрязнения оказались снаружи шва. Далее ведутся сильные и частые удары от центра деталей к краям в месте соединения. Это исключит формирование непроваренных областей и других дефектов. Проковке также подвергаются участки вокруг области стыка.Важно учесть, что до момента разогрева деталей температура в горне должна достигнуть довольно высоких значений. Это позволяет выжечь всю серу из топлива. Стали с повышенным содержанием углерода при накаливании приобретают не чистый белый, а жёлтый цвет. При выборе металла важно знать, что содержание магния до 0,8% от общего объёма благотворно сказывается на ковкости металла, а вот хром, медь, кремний, вольфрам, фосфор, сера ухудшают её, объёмы углерода тоже не должны превышать 0,4%.
Это основные моменты, которые нужно знать о кузнечной сварке.

Особености и технология процесса кузнечной сварки приведены в следующем видео.
описание, технология выполнения работ и необходимые инструменты
Кузнечная сварка – это, пожалуй, самый старинный способ связи металла. Кузнечное дело являлось единственным методом обработки стали в течение нескольких тысячелетий, пока в XIX веке специалисты не освоили литейное производство.
А в XX столетии получил развитие технологический прогресс, в результате которого человечеству стали доступны иные прогрессивные способы связи металлов. Из-за этого ковка утратила свою актуальность. Сегодня это ремесло существует лишь формально, по желанию некоторых специалистов кустарного производства.
Основные принципы
Кузнечной сваркой называют производственный процесс, при котором создаются неразрывные соединения металлических составляющих с использованием высокой температуры и ударного прессования. Другими словами, металлические фрагменты раскаляют в специальной печи до текучего состояния и при помощи ударных инструментов на металлическом основании осуществляют их соединение. Весь процесс состоит из следующих этапов:
- предварительная подготовка соединяемых поверхностей;
- термический разогрев до заданной температуры;
- соединение при помощи ударных инструментов;
- финальная проковка, позволяющая установить требуемую форму.

Самым важным условием в данном деле является разогрев металла с применением высоких температур. Доведение металла до требуемой температуры контролируется благодаря изменению цвета раскаленной поверхности. Таким образом, достигая температуры 1300 градусов, железо становится ярко-желтого цвета. При увеличении разогрева до 1400 градусов, оно начинает становиться ярко-белым. При достижении необходимого температурного состояния соединение следует производить незамедлительно. В противном случае, качество изделия может пострадать из-за пережога материала, который сопровождается образованием чрезмерного слоя окалины.
Особенности
Податливость к соединениям, благодаря термической диффузии, с использованием высокого давления, при доведении материала до мягкого пластичного состояния, как правило, у разных наименований металлов и составляющих имеет существенные различия. Таким образом, податливыми к соединениям считаются низкоуглеродистые стали с процентным содержанием углерода, не превышающим 0,6 %. В случае увеличения процентного содержания, общая способность к сочетаниям ослабевает.
В случае увеличения процентного содержания, общая способность к сочетаниям ослабевает.
Плохо поддаются ковке легированные стали, а также цветные металлы, включая их сплавы. Кроме этого, все разновидности чугуна совершенно невозможно соединять данным путем. Основной преградой для процесса соединения в процессе термической диффузии является образование прослойки из окалины на разогретой поверхности. Эту прослойку формируют тугоплавкие окислы под наименованием FeO и Fe3O4, обладающие слабой способностью расплавляться при воздействии температуры, которой достаточно для ослабления основной поверхности метала.
Для снижения влияния окислов, создающих помехи, поверхность, которую предполагается подвергать процедуре, покрывают специальными флюсами для кузнечной сварки. Они носят кислотный характер. Чаще всего для этой цели используют поваренную соль или борную кислоту. Также может подойти прокаленная бура для кузнечной сварки. В иных случаях использование флюса замещается некоторыми подручными материалами. Таким, к примеру, может стать стеклянный бой, а также мелкий песок с речного берега, способный заменить кузнечную сварку бурой.
Таким, к примеру, может стать стеклянный бой, а также мелкий песок с речного берега, способный заменить кузнечную сварку бурой.
Данная сварка считается одним из сложных процессов в технологическом плане, так как требует от специалиста многих знаний и практических навыков. Для примера следует понимать, что способность к соединению металла появляется лишь при достижении определенной температуры. В случае недостаточного разогрева поверхности получится дефект, называемый непроваром. А если метал перегреть, то образуется прожог, который также не приведет изделие к качественной форме.
Способы
Встречается ряд несложных способов соединений, которые не требуют проведения длительных подготовительных действий при проведении кузнечной сварки. Используют следующие названия техник:
- внахлест;
- встык;
- в обхват.
Условия
Для выполнения действий с применением данных техник следует придерживаться только одного обязательного правила – торцы заготовок должны иметь выпуклую форму, а также иметь утолщения на своих концах. Такое условие необходимо соблюдать потому, что в процессе осуществления соединений методом кузнечной сварки во время разогрева заготовки на поверхности металла формируется шлаковая пленка. А если поверхность имеет выпуклости, то частицы шлака могут выдавливаться наружу. Утолщения, сформированные на концах заготовок, предназначенных для ковки, служат технологическим резервом в процессе приобретения требуемой формы.
Такое условие необходимо соблюдать потому, что в процессе осуществления соединений методом кузнечной сварки во время разогрева заготовки на поверхности металла формируется шлаковая пленка. А если поверхность имеет выпуклости, то частицы шлака могут выдавливаться наружу. Утолщения, сформированные на концах заготовок, предназначенных для ковки, служат технологическим резервом в процессе приобретения требуемой формы.
Иные технологии
Также существуют более сложные технологии кузнечной сварки, которые позволяют создавать изделия, играющие роль составляющих в сложных механизмах или представляют декоративные элементы в различных дизайнерских композициях:
- Одним из таких способов служит проверенная сварка в расщеп. Такую технику использовали раньше, соединяя полосы из стали, в процессе изготовления металлических шин, необходимых деревенским телегам.
- Следующий способ – это сварка с использованием шашек. Такая техника эффективна при соединении габаритных составляющих.

Для проведения сварки в расщеп обрабатываемые края полос проходят специальную подготовку. Их сперва оттягивают, а затем разрубают таким образом, чтобы перед проведением сварки появилась возможность соединения путем перекрытия. Только после этого фрагмент разогревается до достижения требуемой температуры и сваривается при помощи ковки. Второй способ кузнечной сварки стали предполагает использование дополнительного элемента. Данные элементы называются шашками.
Область применения
Кузнечная сварка сегодня уже не служит основным способом соединения металлов. Ее используют в основном для изготовления сложных металлических составляющих в затейливых узорах мастеров художественной ковки. Художественная сварка металлических фрагментов позволяет создавать самые невероятные формы, украшающие различные фасады.
Кроме этого, данный способ сварки иногда находит применение для изготовления некоторых ручных инструментов, необходимых в быту. А промышленное значение она утратила в связи с низкой производительностью на фоне иных способов соединений.
Минусы
К недостаткам этой технологии относят:
- низкую скорость нагрева;
- недостаточную прочность полученных соединений;
- существенную неоднородность прохождения процессов осадки;
- требования высокой квалификации от исполнителей.
Лишь единичные подразделения промышленности продолжают использование кузнечной сварки. В настоящее время помощью данной технологии продолжают изготавливать металлические водопроводные трубы, диаметр которых не превышает 100 мм. Создавая условия для проведения этой процедуры, полосовую сталь разогревают в специальных печах, а после прокатывают линейно через свертыши. Далее протаскивают волоком через оправки на высокой скорости. Таким путем происходит общая сварка шва водопроводной трубы под влиянием высокого давления.
Также в промышленном масштабе кузнечная сварка до сих пор используется при изготовлении сложных биметаллических пластин. Обычно для этого используют совместный прокат раскаленных заготовок через специальные вальцы или применяют метод прессования, с использованием термических печей, имея условия вакуума. Кузнечная сварка позволяет придавать многослойную структуру изделиям, что в некоторых случаях имеет большое значение.
Кузнечная сварка позволяет придавать многослойную структуру изделиям, что в некоторых случаях имеет большое значение.
Оборудование и материалы
Чтобы устроить небольшую кузницу для кустарного производства некоторых изделий или изготовления элементов художественной ковки, необходимо не так уж и много всего.
При наличии определенного оборудования и немногочисленных инструментов, можно запросто наладить собственное производство кузнечной сварки металла:
- В первую очередь, нужен один стационарный горн и один портативный. Это специальное приспособление, необходимое для разогрева свариваемых поверхностей. Портативным горном может вполне стать обычный бензиновый автоген.
- Дальше требуется группа наковален. Важно, чтобы обязательно была как большая, так и маленькая. К тому же недостаточно иметь только двурогую наковальню. Однорогая тоже должна присутствовать.
- Набор кузнечных клещей, составленный из как можно большего числа размеров.
- Набор кузнечных молотов, который позволит осуществлять основной процесс ковки.
- Две емкости, предназначенные для охлаждения материалов. Одну из них необходимо заполнить водой, а другую маслом.

Важно
Обязательно необходимо обеспечить кузницу всеми необходимыми средствами безопасности. Кроме этого, в комплектации следует иметь индивидуальные средства защиты – стеклянные очки, защитный кожаный фартук, плотные холщовые рукавицы.
Кузнечная сварка | Мир ковки
Кузнечной сваркой образуют неразъемное соединение в результате действия кузнечного ударного инструмента на металл, находящийся в пластическом состоянии. Кузнечной сваркой в основном выполняют неразъемные соединения из низкоуглеродистых конструкционных сталей с содержанием углерода до 0,3%, так как при большем содержании углерода свариваемость стали резко ухудшается.
Получить качественное неразъемное соединение кузнечной сваркой можно только при условии удаления с соединяемых поверхностей окисленных и других загрязняющих пленок к моменту ковки. Кузнечная сварка не обеспечивает высокой надежности сварного соединения, она малопроизводительна, пригодна для ограниченного количества металлов, требует высокой квалификации кузнеца и почти не применяется на заводах, где всегда имеются более эффективные методы сварки. Однако в полевых условиях при ремонте неответственных деталей машин и при ковке поковок ручной ковкой кузнечную сварку применяют достаточно часто.
Кузнечная сварка не обеспечивает высокой надежности сварного соединения, она малопроизводительна, пригодна для ограниченного количества металлов, требует высокой квалификации кузнеца и почти не применяется на заводах, где всегда имеются более эффективные методы сварки. Однако в полевых условиях при ремонте неответственных деталей машин и при ковке поковок ручной ковкой кузнечную сварку применяют достаточно часто.
Технология выполнения, кузнечной сварки следующая.
Нагрев заготовок для кузнечной сварки осуществляют в горнах или печах. При этом требуется, чтобы в очаге не было лишнего топлива, а пламя должно быть не окислительным. Наилучшими видами топлива для горна при нагреве заготовок под кузнечную сварку является древесный уголь и кокс, в которых почти отсутствует сера, снижающая прочность сварного шва. Однако в большинстве случаев применяют каменный уголь с содержанием серы не более 1% и золы до 7%. Уголь для нагрева заготовок под сварку должен быть отборным, т. е. некрупным и хорошо просеянным, так называемый «орешек». Горн нужно хорошо очистить и засыпать в него столько угля, чтобы хватило для нагрева одной заготовки под сварку. Заготовки следует загружать в очаг только после того, как уголь хорошо прогорит и большая часть серы из него уже выделится.
е. некрупным и хорошо просеянным, так называемый «орешек». Горн нужно хорошо очистить и засыпать в него столько угля, чтобы хватило для нагрева одной заготовки под сварку. Заготовки следует загружать в очаг только после того, как уголь хорошо прогорит и большая часть серы из него уже выделится.
Подготовленные к сварке концы заготовок нагревают до температуры, несколько большей температуры начала ковки. Чем меньше углерода в стали, тем выше должна быть температура ее нагрева. Например, низкоуглеродистую сталь нагревают до температуры 1350… 1370 ˚С. При этой температуре концы заготовок, подлежащие сварке, имеют ослепительно белый цвет. При сварке стали с повышенным содержанием углерода, например при сварке лезвия топора из стали У7 с основным телом топора заготовку нагревают до температуры 1150°С. При такой температуре заготовка будет иметь белый с желтоватым оттенком цвет каления.
Кузнечная (горновая) сварка — Ковка
Горновая сварка — древнейший вид сварки давлением. На протяжении почти трех тысячелетий человечество широко пользовалось железом, не умея его расплавить, поэтому к железу нельзя было применять давно известную литейную сварку и была изобретена горновая сварка, способ, как бы предназначенный для железа. Расцвету и развитию горновой сварки чрезвычайно способствовал и сам способ производства железа, существовавший на протяжении тысячелетий до второй половины XIX столетия.
На протяжении почти трех тысячелетий человечество широко пользовалось железом, не умея его расплавить, поэтому к железу нельзя было применять давно известную литейную сварку и была изобретена горновая сварка, способ, как бы предназначенный для железа. Расцвету и развитию горновой сварки чрезвычайно способствовал и сам способ производства железа, существовавший на протяжении тысячелетий до второй половины XIX столетия.
При горновой сварке сталь нагревают до перехода в пластическое состояние, нагретый металл подвергают сдавливанию в процессах ковки (кузнечная сварка), прокатки, прессования, волочения и т. д. Сталь нужно нагревать до температуры 1100-1300° С, Всяком случае выше точки превращения alpha-gamma.
Рассмотрим кратко основные процессы, происходящие в металле с повышением его температуры, остановившись для примера на углеродистых сталях. С повышением температуры по достижении критической точки Ас3 обычное alpha-железо переходит в gamma-железо, хорошо растворяющее углерод в больших количествах. При этом цементит и перлит стали исчезают, углерод распределяется равномерно по объему металла, который переходит в однородный аустенит. При дальнейшем повышении температуры наблюдается рост зерен металла, т.е. границы между зернами исчезают, несколько мелких зерен срастаются в одно крупное зерно, стремясь уменьшить общую свободную поверхность. При этой температуре и начинается сварка, т.е. образование в пограничной зоне новых кристаллических зерен, заимствующих материал для своего роста от обеих соединяемых частей, что ведет к уничтожению физической границы раздела между частями.
При этом цементит и перлит стали исчезают, углерод распределяется равномерно по объему металла, который переходит в однородный аустенит. При дальнейшем повышении температуры наблюдается рост зерен металла, т.е. границы между зернами исчезают, несколько мелких зерен срастаются в одно крупное зерно, стремясь уменьшить общую свободную поверхность. При этой температуре и начинается сварка, т.е. образование в пограничной зоне новых кристаллических зерен, заимствующих материал для своего роста от обеих соединяемых частей, что ведет к уничтожению физической границы раздела между частями.
Прочность сварки растет с увеличением температуры и давления в известных пределах. При чрезмерном повышении температуры могут наступить явления перегрева металла и расплавление отдельных структурных составляющих, что ведет к снижению прочности сварного соединения.
Свариваемость давлением в пластическом состоянии весьма различна у различных металлов. Отличной свариваемостью обладает низкоуглеродистая сталь. С повышением содержания углерода свариваемость быстро падает, и стали с содержанием углерода свыше 0,7% плохо свариваются давлением. Плохо свариваются также многие легированные стали, цветные металлы. Чугун практически не сваривается давлением в пластическом состоянии.
С повышением содержания углерода свариваемость быстро падает, и стали с содержанием углерода свыше 0,7% плохо свариваются давлением. Плохо свариваются также многие легированные стали, цветные металлы. Чугун практически не сваривается давлением в пластическом состоянии.
Место сварки можно нагревать различными источниками тепла. Особенно высоких температур не требуется, и необходимый нагрев может быть получен в различных печах и горнах, отапливаемых твердым, жидким или газообразным горючим. Большинство обычных горючих материалов при сжигании их с воздухом в печах надлежащего устройства обеспечивает достаточный нагрев.
Поверхности свариваемых деталей, даже тщательно зачищенные предварительно, в процессе нагрева обычно значительно окисляются, слой окислов делает сварку невозможной. Для очистки поверхности сварки от окислов необходимо прибегать к химической очистке, применяя флюсы, образующие с окислами металла легкоплавкие соединения, легко выдавливаемые из стыка в процессе осадки и, таким образом, позволяющие приводить в соприкосновение совершенно чистые поверхности металла.
При нагревании стали образуется железная окалина, состав которой колеблется между окислами FeO и Fe3O4, достаточно тугоплавкими и не расплавляющимися при температуре белого каления. Эти окислы имеют основной характер, поэтому для их офлюсования или ошлакования, т.е. перевода в легкоплавкие соединения, жидкие при температуре сварки, следует применять окислы кислотного характера, нелетучие и достаточно стойкие при температуре сварки. Флюсами при горновой сварке могут; служить: бура Na2B4O7, борная кислота В(ОН)3, поваренная соль NaCl, мелкий речной или кварцевый песок, бой оконного стекла, а также их смеси.
После нагрева и офлюсования места сварки выполняют операцию осадки. Осадка вызывает значительную деформацию металла, течение его вдоль поверхностей соединения, способствующее перемешиванию и взаимной диффузии частиц металла соединяемых частей. Величина необходимого удельного давления при осадке зависит от свойств свариваемого металла и температуры нагрева. Чем выше нагрев, тем меньшее требуется давление осадки.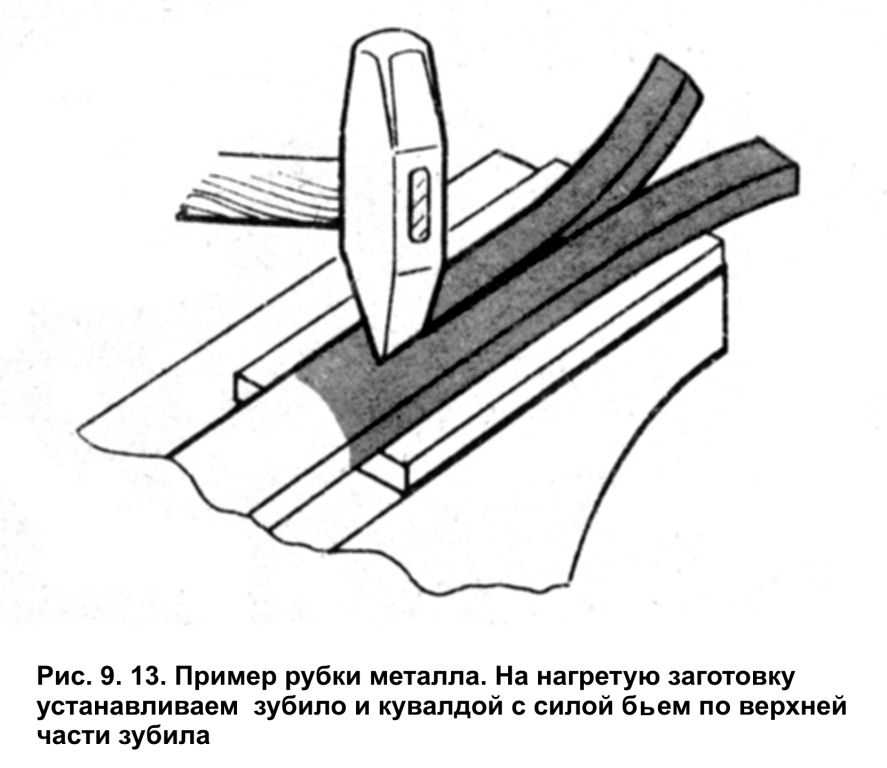 Осадка может производиться ручной или механической проковкой места — прессованием, прокаткой. Таким путем может быть получена, например, многослойная листовая сталь. Подобным же образом изготовляют биметалл посредством совместной прокатки разогретых заготовок, например стали и никеля, углеродистой стали и нержавеющей стали или меди и т. д.
Осадка может производиться ручной или механической проковкой места — прессованием, прокаткой. Таким путем может быть получена, например, многослойная листовая сталь. Подобным же образом изготовляют биметалл посредством совместной прокатки разогретых заготовок, например стали и никеля, углеродистой стали и нержавеющей стали или меди и т. д.
При горновой сварке всегда довольно велика вероятность оставления окислов, окалины и других загрязнений на поверхностях металла, подлежащих сварке. Нагрев до пластического состояния не обеспечивает удаления загрязнений в процессе осадки, в особенности при значительных размерах сечений сварки. Поэтому для повышения надежности горновой сварки стремятся увеличить поверхность соприкосновения соединяемых частей, с этой целью поверхность перед сваркой соответственным образом подготавливают и разделывают.
Если осадка производится, например, проковкой таким образом, что она уменьшает сечение металла места сварки, то прибегают к предварительной высадке соединяемых частей. Несмотря на относительную простоту процесса и отсутствие расхода дефицитных материалов, горновая сварка в настоящее время мало используется, отходя на второй план, уступая место современным, более совершенным и производительным способам сварки.
Несмотря на относительную простоту процесса и отсутствие расхода дефицитных материалов, горновая сварка в настоящее время мало используется, отходя на второй план, уступая место современным, более совершенным и производительным способам сварки.
Существенными недостатками горновой сварки являются: медленность нагрева металла и, следовательно, низкая производительность процесса; сложность процесса осадки, требующего значительной квалификации рабочих; недостаточная надежность получаемого сварного соединения. К этому присоединяется возможность значительного роста зерна, перегрева и пережога металла ввиду продолжительности процесса нагрева. Малая производительность делает горновую сварку дорогой, а прочность сварного соединения получается пониженной и колеблющейся в широких пределах. Эти причины и объясняют постепенное вытеснение горновой сварки в современном производстве.
Разновидностью горновой сварки являются способы, при которых изделие для нагрева не помещается в специальную печь, а место сварки нагревается специальными сварочными горелками. Методом подобного рода является газопрессовая сварка. Место сварки возможно нагревать более дешевыми промышленными газами, сжигаемыми в смеси с воздухом в специальных горелках. За горелками следует осадочное устройство в форме молотов, производящих проковку шва, прокатных вальцов, сварочных роликов, катящихся по шву, производящих осадку и осуществляющих таким образом сварку деталей, чаще всего стальных листов.
Методом подобного рода является газопрессовая сварка. Место сварки возможно нагревать более дешевыми промышленными газами, сжигаемыми в смеси с воздухом в специальных горелках. За горелками следует осадочное устройство в форме молотов, производящих проковку шва, прокатных вальцов, сварочных роликов, катящихся по шву, производящих осадку и осуществляющих таким образом сварку деталей, чаще всего стальных листов.
Имеются отрасли производства, где горновая сварка и сейчас сохраняет ведущее положение, например производство сварных газовых труб, преимущественно небольших диаметров, не свыше 100 мм. Полосы стали нагревают в печах, затем нагретая полоса со свертышем на конце протаскивается через волочильную оправку со скоростью несколько десятков метров в минуту, происходит свертывание полосы в трубу и заварка продольного шва. Производство таких труб имеет массовый характер, и они выпускаются тысячами километров для газовых, водопроводных сетей и пр.
Сохранила горновая сварка значение в производстве различного составного инструмента из поделочной и инструментальной углеродистой стали (топоры, ломы, кирки и т.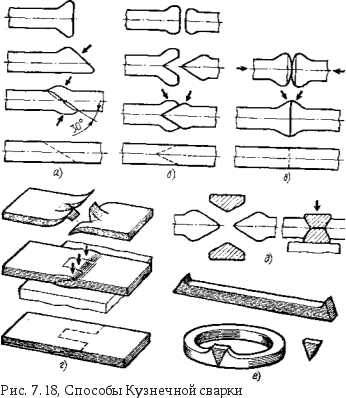 п.).
п.).
Видео: Кузнечная сварка якоря
Сообщение отредактировал Andrew: 04 Март 2015 16:46
Осторожно: горячо! | Время ОВК
№ 10 (апрель) 2019
О сколько нам открытий чудных…
Лишь только человечество обнаружило возможность применять в хозяйстве железо, золото, медь, как перед ним встал вопрос соединения мелких фрагментов в более крупные, пригодные для быта. Со временем люди научились ковать, плавить, отливать и обрабатывать. Пришло понимание, что ковкой с прогревом металла можно добиться удивительных результатов.
По мере развития литейного производства, когда начали выплавлять металл из руд, получать отдельные детали и элементы, мастера научились сваривать их вместе. Детали заформовывали, а шов заполняли расплавленным металлом. Затем были созданы специальные легкоплавкие сплавы. Так, логическим следствием литейной сварки стала пайка металлов.
Так, логическим следствием литейной сварки стала пайка металлов.
Доказательством служат золотые украшения с оловянной пайкой, найденные в египетских пирамидах, и свинцовые водопроводные трубы с поперечным паяным швом, обнаруженные при раскопках в древнеримском городе Помпеи. В древние времена была распространена и кузнечная сварка, при которой металлы разогревались до состояния пластичности, после чего спрессовывались в местах соединения.
Кузнечная сварка и пайка были ведущими процессами техники соединения металлов вплоть до конца ХIХ века. Открытие электрического дугового разряда позволило получить электродуговую сварку, актуальную до сих пор. Правда, путь к этому открытию длился целых восемь десятков лет.
В 1802 году профессор физики Санкт-Петербургской медико-хирургической академии Василий Петров обратил внимание на то, что при пропускании электрического тока через два стержня из угля или металла между их концами возникает ослепительно горящая дуга (электрический разряд), имеющая очень высокую температуру. Изучив и описав это явление в работе «Известие о гальвани-вольтовских опытах», он указал на возможность использования энергии электрической дуги для расплавления металлов и тем самым заложил основы дуговой сварки металлов и электроплавильных печей.
Изучив и описав это явление в работе «Известие о гальвани-вольтовских опытах», он указал на возможность использования энергии электрической дуги для расплавления металлов и тем самым заложил основы дуговой сварки металлов и электроплавильных печей.
До конца XIX века металлы соединяли путем кузнечной сварки и пайки
Только в 1882 году русский изобретатель Николай Бенардос для соединения металлов применил электрическую дугу, горящую между угольным электродом и металлом и питаемую электрической энергией от аккумуляторной батареи. Через три года он запатентовал способ соединения и разъединения металлов непосредственным действием электрического тока. В 1888 году русский инженер-металлург Николай Славянов впервые в мире провел дуговую сварку металлическим электродом под слоем флюса – до него применялись только угольные электроды, хотя Бенардос указывал, что проводящим веществом может выступать не только уголь.
Николай Славянов (в центре) в окружении рабочих Пермского пушечного завода |
На Всемирной выставке 1900 года в Париже Николай Бенардос продемонстрировал изобретенное им приспособление для автоматического регулирования длины дуги с помощью соленоида (это односложная катушка цилиндрической формы, витки которой намотаны вплотную, а длина значительно больше диаметра. – Прим. ред.). Еще он предложил варианты сварки наклонными металлическими электродами – устройствами, в которых подача электрода в зону дуги выполнялась за счет давления пружины, а также разнообразные виды автоматических устройств для сварки, выступившие прообразами современных сварочных автоматов и полуавтоматов.
– Прим. ред.). Еще он предложил варианты сварки наклонными металлическими электродами – устройствами, в которых подача электрода в зону дуги выполнялась за счет давления пружины, а также разнообразные виды автоматических устройств для сварки, выступившие прообразами современных сварочных автоматов и полуавтоматов.
С помощью дуговой сварки рабочие научились ремонтировать чугунные и бронзовые детали
Что касается Николая Славянова, то он не только изобрел дуговую сварку металлическим электродом, описал ее в своих статьях, книгах и запатентовал, но и сам широко внедрял в практику. Он специально обучил рабочих исправлять дуговой сваркой брак литья и восстанавливать детали паровых машин и различного крупного оборудования. Им были созданы первый сварочный генератор и автоматический регулятор длины сварочной дуги, разработаны флюсы для повышения качества наплавленного металла при сварке.
Внедрение сварки в производство проходило очень интенсивно. Только с 1890 по 1892 год было отремонтировано более 1,5 тыс. деталей, в основном чугунных и бронзовых, общим весом свыше 17 тыс. пудов (около 280 тыс. кг). Был даже разработан проект ремонта российского памятника литейного производства – знаменитого Царь-колокола, но эту работу провести не разрешили. Заложенные Бенардосом и Славяновым способы сварки стали основой методов электрической сварки металлов, получивших массовое распространение в XX веке. В 1920-х дуговую сварку стали внедрять при ремонте котлов и локомобилей – передвижных паровых двигателей, она нашла применение в железнодорожных мастерских. Сегодня такую разновидность сварки обозначают аббревиатурой ММА.
деталей, в основном чугунных и бронзовых, общим весом свыше 17 тыс. пудов (около 280 тыс. кг). Был даже разработан проект ремонта российского памятника литейного производства – знаменитого Царь-колокола, но эту работу провести не разрешили. Заложенные Бенардосом и Славяновым способы сварки стали основой методов электрической сварки металлов, получивших массовое распространение в XX веке. В 1920-х дуговую сварку стали внедрять при ремонте котлов и локомобилей – передвижных паровых двигателей, она нашла применение в железнодорожных мастерских. Сегодня такую разновидность сварки обозначают аббревиатурой ММА.
Не только в воздухе, но и под водой
В 1903 году французскими учеными Эдмоном Фуше и Шарлем Пикаром была сконструирована сварочная горелка, работающая на ацетилено-кислородной смеси и позволяющая получить температуру газового пламени 3150°С. Предложенная конструкция принципиально не изменилась до наших дней. В 1906-м появились первые надежные ацетиленовые генераторы, после чего началось промышленное использование данного вида сварки для монтажа газопроводов и другого оборудования.
В 1912 году было создано толстое электродное покрытие, которое представляло собой обертку из синего асбеста. Электроды с толстым покрытием, пропитанным жидким стеклом, нашли свое применение в военной промышленности и кораблестроении. Толстое флюсовое покрытие не только обеспечивало защиту от загрязнения, но и стабилизировало горение электрической дуги благодаря ионизируемым компонентам. Благодаря этому стало возможно создавать сварочные швы без дефектов, а плотность шва впервые стала такой же, как и плотность самого металла.
В конце 1920-х годов известный мостостроитель академик Евгений Патон, оценив перспективы электросварки в мостостроении и других отраслях, решил посвятить этому свою научную деятельность. В 1929 году он основал в Киеве первый в мире институт электросварки. Кроме того, им был разработан целый ряд новых и эффективных технологических процессов электросварки. В годы первых пятилеток СССР внедрение сварочного оборудования и передовой по тому времени технологии сварки способствовало успешному строительству Днепрогэса, «Магнитки», «Уралмашзавода» и других важнейших объектов страны.
Первый пригодный для практического применения способ сварки под водой был создан в Московском электромеханическом институте инженеров железнодорожного транспорта в 1932 году под руководством К.К. Хренова. Дуга в воде горит устойчиво, охлаждающее действие жидкости компенсируется небольшим повышением напряжения дуги, которая плавит металл в воде так же легко, как и на воздухе. Сварка производится вручную штучным плавящимся стальным электродом с толстым (занимает до 30% толщины электрода) водонепроницаемым покрытием. Однако качество сварки в воде все-таки несколько ниже, чем на воздухе, а металл шва недостаточно пластичен.
Плавить металл в воде оказалось так же легко, как и на воздухе |
В 1940 году был впервые применен вольфрамовый электрод, электрическая дуга которого поддерживалась в гелии. Инертный газ обеспечивал самый высокий уровень стабилизации дуги и защиты от загрязнения. В наше время такая сварка известна под аббревиатурой TIG.
Развитие сварки позволило в годы Великой Отечественной войны быстро наладить производство самолетов, танков и других видов вооружения на заводах Урала и Сибири. Немалую лепту внес Евгений Патон, под руководством которого в кратчайшие сроки были разработаны автоматические стенды для сварки башен и корпусов танков, самоходных орудий, корпусов авиабомб.
С 1946 года для сварки реактивных металлов и алюминиевых конструкций стал использоваться аргон, который зарекомендовал себя как наиболее чистый, безопасный и относительно дешевый газ, химически инертный к расплавам указанных материалов. Сейчас этот метод сварки профессионалы называют MIG/MAG.
В 1960 году была разработана новая технология сварки – с использованием нескольких электродов. Суть ее в следующем: две или более сварочные проволоки под флюсом подаются в сварочную ванну, причем они могут использоваться в качестве присадки или находиться под напряжением. Данный технологический процесс позволяет существенно увеличить скорость плавления металла и улучшить его эксплуатационную гибкость.
На 1960-е годы приходится наибольшее количество разработок в области сварки. Именно тогда впервые изобрели сварку металлов с помощью порошкового электрода в инертном газе и без него, электрогазосварку и другие методы.
В конце 1970-х в Институте электросварки им. Е. Патона была осуществлена сварка под водой полуавтоматом, в котором в качестве электрода использовали так называемую порошковую проволоку (тонкую стальную трубку, набитую смесью порошков), непрерывно подаваемую в дугу. Порошок в этом случае является флюсом. Подводная сварка ведется на глубине до 100 м. Она получила распространение в судоремонтных и аварийно-спасательных работах.
Космические технологии
В наше время существует свыше 150 видов сварки. Широкое применение получили такие новые способы сварки, как порошковая, плазменная, контактная и электрошлаковая, под водой, в космосе и другие.
Весьма эффективна холодная сварка давлением: она дает сварное соединение, прочность которого иногда превышает прочность основного металла. К тому же в большинстве случаев при такой сварке не происходит значительных изменений в химическом составе металла, поскольку он практически не нагревается. Благодаря такой особенности данный способ сварки незаменим в ряде отраслей промышленности (например, космической, электротехнической, электронной).
К тому же в большинстве случаев при такой сварке не происходит значительных изменений в химическом составе металла, поскольку он практически не нагревается. Благодаря такой особенности данный способ сварки незаменим в ряде отраслей промышленности (например, космической, электротехнической, электронной).
Сварка давлением выполняется без применения нагрева, одним только приложением давления, создающим значительную пластическую деформацию (до состояния текучести), которая должна быть не ниже определенного значения, характерного для конкретного металла. Перед сваркой требуется тщательная обработка и очистка соединяемых поверхностей (осуществляется обычно механическим путем, например вращающимися проволочными щетками). Этот способ сварки пригоден для соединения многих металлических изделий (проводов, стержней, полос, тонкостенных труб и оболочек) и неметаллических материалов, обладающих достаточной пластичностью (смолы, пластмассы, стекло и т.п.).
Сегодня сваривать можно не только металлы, но и многие другие материалы
Не менее эффективна сварка взрывом. Это тоже холодная сварка, так как существенного нагрева детали после взрыва не наблюдается. Сваривание происходит за счет очистки поверхности соединяемых деталей кумулятивной струей и их сжатия давлением взрыва. Таким методом удобно сваривать разнородные металлы. Он незаменим для холодной плакировки – нанесения на массивную деталь тонкого слоя другого металла.
Это тоже холодная сварка, так как существенного нагрева детали после взрыва не наблюдается. Сваривание происходит за счет очистки поверхности соединяемых деталей кумулятивной струей и их сжатия давлением взрыва. Таким методом удобно сваривать разнородные металлы. Он незаменим для холодной плакировки – нанесения на массивную деталь тонкого слоя другого металла.
Кроме того, для сварки можно использовать механическую энергию трения. Детали зажимаются и сдвигаются до соприкосновения торцами. Затем электродвигатель приводит во вращение специальный стержень, который, подобно сверлу, внедряется в щель между свариваемыми пластинами и перемещается вдоль шва. В результате трения разогреваются и оплавляются поверхностные слои на торцах, вращение прекращается, и производится осадка деталей. Листы в месте стыка становятся пластичными, металл перемешивается и соединяется в сварном шве. Сварка трением с перемешиванием высокопроизводительна и экономична, используется в авиастроении и аэрокосмической промышленности.
Сварка трением с перемешиванием используется в авиастроении и аэрокосмической промышленности |
В наше время именно эту технологию применили в НПК «Объединенная Вагонная Компания» при постройке цистерн модели 15-6901 для перевозки концентрированной азотной кислоты. Ввиду крайней агрессивности груза его транспортировка требует особого подвижного состава, оснащенного алюминиевым котлом (содержание алюминия – 99,5%). При сварке такого котла и используется трение с перемешиванием. Этот способ по сравнению со сваркой плавлением намного продуктивнее. Он показывает низкую дефектность и не оказывает влияния на окружающую среду. Для подтверждения возможности применения данного способа сварки в транспортном машиностроении и проверки механических характеристик сварных образцов в АО «ВНИИЖТ» были выполнены механические испытания. В результате образцы сварного соединения показали рост временного сопротивления на 10% по сравнению c показателем материала в исходном состоянии.
Отечественный вагонный парк сегодня обновляется. На смену изношенным еще в прошлом веке вагонам приходят новые, с улучшенными эксплуатационными характеристиками и изготовленные по самым современным технологиям. А значит, и новейшие способы сварки будут неизменно востребованы российскими вагоностроителями.
Александр Рубцов
История сварного дела — ТЭК 360
Для того чтобы сделать любое изделие из металла, мало выплатить вещество. По сути, это только половина дела. Чтобы отливка стала готовым изделием, нужно придать ей требуемую форму с заданными техническими характеристиками. А для этой цели нужна сварка металлов. Интересно, что технологии сварного дела наиболее активно всегда развивались как раз в России.
К истокам
Технологии сварки использовались для соединения металлических частей с самых древних времен, примерно с IV тысячелетия до н. э. Как только мастера научились работать с железом, ковать его, возникла потребность в сварке, которую стали применять для объединения различных металлических поделок. Уже тогда сварка состояла из процесса давления, сдавливания и так называемой кузнечной сварки, последняя существует и в наши дни. Проще говоря, данная технология работает так: металлические поверхности соединяемых частей нагревают до необходимой температуры, а затем сжимают детали при помощи механического воздействия —ударами молота на наковальне.
Уже тогда сварка состояла из процесса давления, сдавливания и так называемой кузнечной сварки, последняя существует и в наши дни. Проще говоря, данная технология работает так: металлические поверхности соединяемых частей нагревают до необходимой температуры, а затем сжимают детали при помощи механического воздействия —ударами молота на наковальне.
Передовиком в освоении технологий сварки традиционно была наша страна. Безусловно, изначально «двигателем прогресса» являлась забота о собственной безопасности, поэтому все новые методы были направлены на совершенствование оружия и средств защиты (доспехов).
В IX–XIII веках на Руси активно развивалась плавка качественного железа и кузнечная сварка для соединения изделий из различных железных и цветных металлов. В музеях до сих пор хранятся уникальные образцы русского самозатачивающегося оружия из стального сердечника и приваренных к нему по бокам бронзовых пластин, острейшие боевые топорики, сверхпрочные стальные кольчуги с заваренными кольцами и многое другое. Всё это говорит о высоком уровне профессионализма русских кузнецов.
Всё это говорит о высоком уровне профессионализма русских кузнецов.
В эпоху татаро-монгольского ига сварное кузнечное дело было практически под запретом, точнее, под тотальным контролем Золотой Орды. С падением власти татаро-монголов кузнечное дело стало восстанавливаться, но уже на новом технологическом уровне, более совершенном. Во-первых, появились металлургические предприятия — рудни, которые занимались добычей руды, ее переплавкой, ковкой, сваркой. В конце XIV века возникла сварка литьем. Этим методом, к примеру, делали пушки. Впрочем, кузнечная сварка также продолжала развиваться, только с ее помощью стали изготавливать более крупные или более тонкие детали. Одним из достижений в развитии технологий кузнечной сварки является получение сварных железнодорожных рельсов, так как чугунные рельсы не оправдали себя с точки зрения прочности и экономичности.
В XIX веке произошел очередной рывок в развитии металлургии в целом и в сварном деле в частности.
Открытие неметаллургов
Дуговая сварка, применяющаяся сегодня повсеместно, действительно открытие ученых, не являющихся металлургами. Так, в 1802 году профессор физики Петербургской медико-хирургической академии Василий Петров открыл явление электрической дуги и продемонстрировал возможность ее использования для расплавления металлов и в конечном итоге для сварки.
Василий Петров обнаружил, что при пропускании электрического тока через два металлических стержня между их концами возникает как бы горящая дуга — электрический разряд, имеющий очень высокую температуру. Он изучил это свойство тока и металла, что привело его к возможности использовать высокую температуру для плавки металлов. Технология получила название дуговой сварки.
Правда, сразу это открытие не было воспринято должным образом и уж тем более не было применено в производстве. Просто техника и оборудование не были еще настолько развиты.
Сделать же это удалось в 1881 году. Тогда Николай Бенардос изобрел способ сварки горящей дугой, находящейся между двумя угольными электродами. Выглядело это следующим образом: между свариваемым изделием и угольным электродом пропускался ток, и возникала электрическая дуга. Она расплавляла поверхность изделия, а «присадочный» металл, вводимый в дугу в виде прутка, также расплавляясь в ней, заполнял место сварки. Ручную дуговую сварку Бенардос назвал «электрогефест». Позже он также открыл и другие методы сварки — сварку в атмосфере защитного газа, контактную точечную электросварку с помощью клещей, — а также создал и запатентовал специальное оборудование для сварки.
Несколько лет спустя, в 1890 году, другой ученый, Николай Славянов, предложил новый способ сварки — дуговой электрической сварки.
В этом случае в качестве второго полюса дуги вместо угольного стержня выступает сам присадочный металл, металлический пруток. Электрод и изделие последовательно включались в цепь специального сварочного электрогенератора постоянного тока. При этом работы осуществлялись горячим методом, с предварительным подогревом металлического изделия. Чтобы металл не растекался, изделие погружали в землю. Именно этот способ сварки получил более широкое распространение.
При этом работы осуществлялись горячим методом, с предварительным подогревом металлического изделия. Чтобы металл не растекался, изделие погружали в землю. Именно этот способ сварки получил более широкое распространение.
Славянов не только изобрел новый способ сварки, но и активно внедрял практику его применения. Так, он обучил команду рабочих-сварщиков дуговой сварке металлическим электродом, исправлял ею брак литья и восстанавливал детали паровых машин и различного крупного оборудования. Также этот ученый создал первый сварочный генератор и автоматический регулятор длины сварочной дуги, разработал флюсы для повышения качества наплавленного металла при сварке.
Современное сварное дело
Сварка — это процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и расплавлении или пластическом деформировании. Наивысшее развитие сварные технологии получили уже в годы СССР и в наше время.
В советский период отечественная промышленность перешла на автоматическую или полуавтоматическую сварку. На заводах активно применяли автоматическую дуговую сварку с принудительным формированием в вертикальном положении, электрошлаковую сварку, автоматическую сварку в атмосфере защитных газов и так далее.
Специальное оборудование для сварки начал выпускать в 30-е годы ленинградский завод «Электрик». Позже он также выпустил автоматическое оборудование для сварки под флюсом. Виктор Вологдин в начале 20-х годов стал активно развивать сварку по методу
Славянова на заводе имени Ворошилова во Владивостоке. Результатом стало создание специализированного сварочного цеха, где в 1931 году было построено первое электросварное судно — морской буксир. Успешный опыт Виктора Вологдина стали применять и на других заводах, в том числе на судостроительных предприятиях. Там строили сварные доки, теплоходы, другие суда, а в 1935 году даже был построен первый в СССР полусварной крупный морской пароход «Седов».
На сегодняшний день все вагоны, котлы, металлические строительные конструкции, гидротехнические сооружения, газо- и нефтепроводы и многие другие сложные конструкции выполняются только методом сварки. Также строят исключительно цельносварными морские и речные суда.
Сварка в древности
Сварка в древности
Из недр каменного века берут начало многие достижения человечества, в том числе и в области сварочной технологии.
Еще в глубокой древности при помощи каменного орудия из самородков золота, серебра, меди можно было обковывать пластинки, острые лезвия, скребки и т.п., которые для увеличения их размеров соединяли между собой. Нанося удары по сложенным вместе кускам металла, удавалось добиться их соединения. А это был уже один из видов сварки — сварка в холодном состоянии путем приложения деформирующих усилий. Способ холодной сварки совершенствуется до сих пор и находит эффективное применение в наше время.
За несколько тысячелетий до нашей эры некоторые племена научились добывать из руды медь. Но техникой литья они еще не овладели и, чтобы изготовить крупное изделие из меди, им приходилось прибегать к сварке отдельных подогретых кусков металла. Подогрев металла до пластического состояния облегчал схватывание, а процесс соединения напоминал ковку. Поэтому он и называется кузнечной сваркой.
Но техникой литья они еще не овладели и, чтобы изготовить крупное изделие из меди, им приходилось прибегать к сварке отдельных подогретых кусков металла. Подогрев металла до пластического состояния облегчал схватывание, а процесс соединения напоминал ковку. Поэтому он и называется кузнечной сваркой.
Появление нового материала — бронзы заставило древних умельцев приняться за разработку новых методов сварки. Дело в том, что бронза имела более высокую прочность, твердость, сопротивление истиранию по сравнению с медью. Однако ее пластичность была значительно ниже пластичности меди. Поэтому сварка бронзы методом пластической деформации, даже с подогревом, не обеспечивала образования соединения. Вероятно, древние мастера не раз наблюдали, как перегретые капельки расплавленной бронзы, попадая на бронзовые пластины, иногда прочно «схватывались» с ними. Вот этим свойством — схватываться, привариваться — и воспользовался безвестный изобретатель литейной сварки, сущность которой заключалась в том, что зазор между соединяемыми заготовками заполнялся расплавленным металлом и деформирование сварного соединения происходило в твердожидком состоянии. Этим способом, вероятно, были изготовлены бронзовые сосуды высотой 310 мм с толщиной стенок всего 0,5…0,7 мм в Древней Греции.
Этим способом, вероятно, были изготовлены бронзовые сосуды высотой 310 мм с толщиной стенок всего 0,5…0,7 мм в Древней Греции.
В III…II тысячелетиях до н. э. в различных районах земного шара начали получать железо. При этом в некоторых случаях масса изделий намного превышала то количество металла, которое можно было получить за одну плавку по существовавшей тогда технологии. Наиболее ярким примером является знаменитый памятник в Индии — колонна, выполненная из весьма чистого железа (99,97% Fe).
Рис. 1. Железный «столб счастья» в г. Дели (Индия).
По народному поверью, будет счастлив каждый, кто, прислонившись к этому столбу, охватит его руками.
Колонна весит около 6,5 тонн, имеет высоту 7,3 м при диаметрах у основания 416 мм, а у верха — 295 мм и относится она к 415 г. н. э. А ведь вплоть до начала XIX века не было известно способов получения температур, достаточных для расплавления железа и литья изделий из него. Горение обыкновенной древесины создает температуру 1000…1100 0С, достаточную для плавления меди и ее сплавов. Но чтобы выплавить чистое железо, нужна температура порядка 1550 0С. Нет печей и неизвестны методы создания такой температуры, причем понадобятся тысячелетия, прежде чем появятся технические возможности достижения ее.
Но чтобы выплавить чистое железо, нужна температура порядка 1550 0С. Нет печей и неизвестны методы создания такой температуры, причем понадобятся тысячелетия, прежде чем появятся технические возможности достижения ее.
Одной из гипотез, объясняющей создание этой колонны, является применение кричного метода получения железа с последующей ковкой заготовок (кузнечной сваркой криц) в нагретом состоянии. Сначала в горнах при температурах порядка 1000ºС восстановлением железной руды древесным углем получали крицу, имеющую вид губчатой массы и состоящую из зерен чистого железа и шлака. А затем крицу неоднократно проковывали в нагретом состоянии. При этом отдельные частицы железа соединялись — сваривались, образуя плотный металл. Такое железо называли сварочным. Для того, чтобы увеличить массу металла, отдельные заготовки разогревали до белого каления, складывали вместе и проковывали. Без кузнечной сварки железный век начаться не мог.
Высокого мастерства достигли кузнецы-сварщики в изготовлении орудий труда и оружия. Множество железных мечей хранится в различных музеях мира. Удивительны по своей конструкции мечи I-II вв., найденные на местах бывших римских крепостей, поднятые с затонувших кораблей. Клинки мечей неоднородны по толщине и представляют собой чередующиеся в определенной последовательности слои твердой стали и мягкого железа. Такие мечи обладали высокой прочностью и к тому же были самозатачивающимися.
Множество железных мечей хранится в различных музеях мира. Удивительны по своей конструкции мечи I-II вв., найденные на местах бывших римских крепостей, поднятые с затонувших кораблей. Клинки мечей неоднородны по толщине и представляют собой чередующиеся в определенной последовательности слои твердой стали и мягкого железа. Такие мечи обладали высокой прочностью и к тому же были самозатачивающимися.
Современными методами металлографии установлено, что один из клинков имел одиннадцать слоев. Такая работа требовала овладения всеми премудростями кузнечной сварки, огромного опыта, интуиции (о науке говорить было еще рано). Многослойные тонкие клинки с дифференцированными свойствами можно считать вершиной кузнечной сварки.
В античные времена высокого экономического и общественного развития достигла Эллада. Кузнечное ремесло было в таком почете, что, согласно греческой мифологии, им не погнушался заниматься один из олимпийских богов — Гефест, покровитель искусств и ремесел.
В железном веке использовалась и такая технология получения неразъемных соединений, как пайка.
Рано или поздно древние ювелиры должны были обнаружить, что для соединения металлов и сплавов методом заливки можно применять такие сплавы, которые плавятся при меньшей температуре, чем основной соединяемый металл. Так, стоило только в золото добавить медь или серебро, как образовывался сплав с меньшей, чем у исходных компонентов, температурой плавления. Спустя тысячи лет металловеды исследуют влияние составов сплавов на температуру их плавления, начертят диаграммы состояния всевозможных комбинаций металлов и, в частности, установят, что сплав 20% золота и 80% меди плавится при температуре 886 0С (тогда как температура плавления технически чистого золота 1064 0С, а меди — 1083 0С), сплав 70% серебра с 30% меди плавится при 780 0С (температура плавления чистого серебра 961 0С). Это свойство сплавов и было использовано для пайки.
Еще в египетских пирамидах археологи неоднократно находили предметы из золота и серебра, спаянные оловом. А в Помпее, погибшей при извержении Везувия, были обнаружены свинцовые водопроводные трубы, спаянные продольным швом.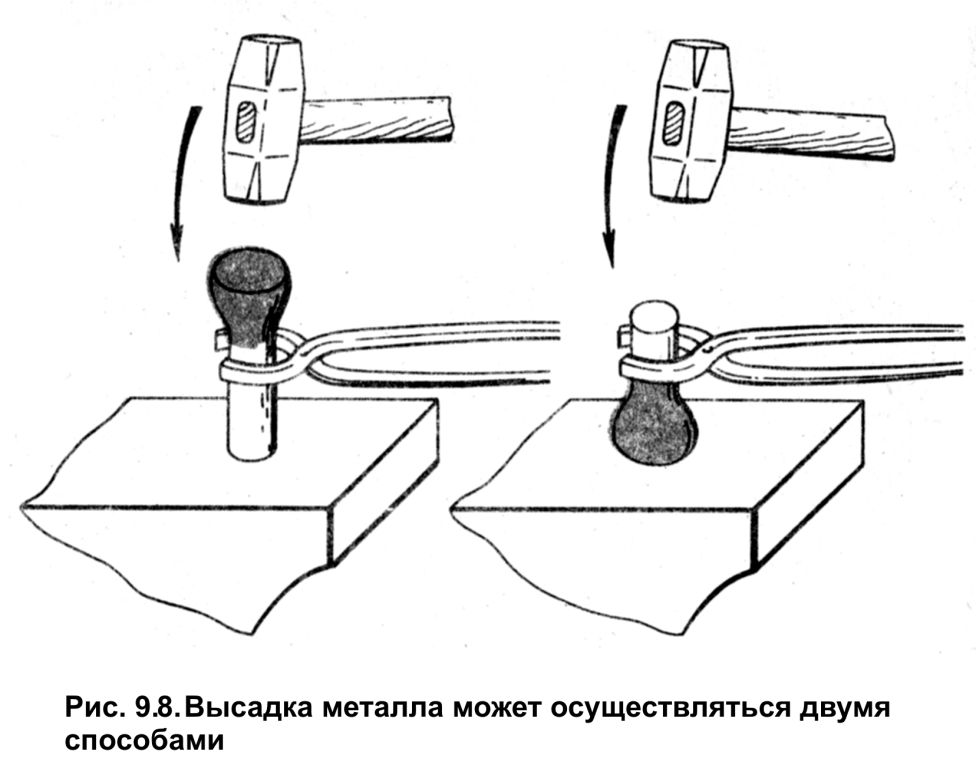
Многие золотые украшения и предметы быта, найденные в скифских курганах, сделаны с помощью пайки. Своей поразительной красотой шедевры древнего искусства обязаны не только таланту художников, но и мастерству умельцев, осуществлявших пайку, на многих изделиях даже невозможно заметить шов.
Кузнецы аланских племен, владевшие технологией кузнечной сварки стали и железа, в YIII…X вв. использовали для пайки деталей из бронзы, серебра и золота легкоплавкие свинцово-оловянистые припои.
Значительного успеха искусство металлообработки достигло в Киевской Руси в IX…XII вв. Уровень производства и обработки был достаточно высоким, чтобы изготавливать прекрасные ювелирные украшения (рис.2.3), вооружение и многочисленные орудия труда. Эти изделия отличались высоким качеством и чистотой сварных швов в местах соединений. Для изготовления мечей, наконечников копий применяли сталь и железо различных сортов. Часто из прочной стали делали только режущую кромку и наваривали на нее кузнечным способом сталь помягче. Кузнецы даже клеймили свои изделия, наваривая на металл буквы и знаки.
Кузнецы даже клеймили свои изделия, наваривая на металл буквы и знаки.
| Рис.2. Золотая бляха из Сибирской коллекции Петра I | Рис.3. Ювелирные украшения: а — ожерелье; б — колты; в — браслет. XII век, пайка |
Развитие производительных сил, подъем экономики на Руси, освободительная борьба русского народа против монголо-татарского ига подняли на новую ступень кузнечно-сварочное дело. В 1382 году против орды хана Тохтамыша использовали ковано-сварные пушки, при изготовлении которых железную крицу расковывали в лист, а затем его скручивали на железной оправке в трубу. Взаимно перекрывавшиеся кромки листа сваривали внахлестку продольным швом. Затем на эту трубу наворачивали еще один или два листа, следя за тем, чтобы сварные швы не совпадали. Получалась часть ствола. Несколько таких многослойных частей заготовок соединяли между собой. При этом сопрягаемые концы заготовок предварительно отковывали в виде внутреннего или наружного конуса, что позволяло их затем соединить внахлестку кузнечной сваркой.
Рис. 4. Схема элементов ствола пушки, получаемого кузнечной сваркой
В романе «Петр Первый» выдающимся писателем и знатоком русской истории А.Н. Толстым достаточно точно и ярко описан процесс приварки лапы к шестисоткилограммовому якорю.
Для того, чтобы изготовить крупное изделие (вал, длинную полосу), требовалась крупная заготовка. Такие заготовки получали из пакета мелких листов. Пакет, скрепленный оболочкой, нагревали в печи и проковывали-сваривали, придавая форму бруса. При необходимости несколько таких брусков, в свою очередь, сваривали между собой.
В XIX в. в России расширялось применение электрического привода на промышленных предприятиях, наблюдался подъем транспортного строительства, промышленность владела передовой технологией производства паровозов, вагонов, пароходов, резко увеличился выпуск паровых котлов и паровых машин и т. п. В этот период кузнечная сварка достигла своей вершины. Кувалде молотобойца приходит на смену молот. Крупные детали обжимают гидравлическими прессами. Улучшились конструкции печей для нагрева свариваемых заготовок. Однако во многих отраслях такая сварка сдерживала производство. Она была трудоемка, малопроизводительна, требовала создания громоздких печей и молотов, но главное — качество сварных швов было нестабильным и не удовлетворяло требованиям развивающейся техники: при большом числе свариваемых заготовок имели место дефекты — непровары, приводившие к расслоению металла и разрушению нагруженных деталей во время работы. Это было обусловлено тем, что основными технологическими параметрами процесса сварки являлись температура свариваемого металла и величина его деформации в зоне сварки (обусловленная ударами молота), которые трудно было выдерживать в требуемом достаточно узком диапазоне.
Улучшились конструкции печей для нагрева свариваемых заготовок. Однако во многих отраслях такая сварка сдерживала производство. Она была трудоемка, малопроизводительна, требовала создания громоздких печей и молотов, но главное — качество сварных швов было нестабильным и не удовлетворяло требованиям развивающейся техники: при большом числе свариваемых заготовок имели место дефекты — непровары, приводившие к расслоению металла и разрушению нагруженных деталей во время работы. Это было обусловлено тем, что основными технологическими параметрами процесса сварки являлись температура свариваемого металла и величина его деформации в зоне сварки (обусловленная ударами молота), которые трудно было выдерживать в требуемом достаточно узком диапазоне.
Широко применяемая в настоящее время сварка плавлением, когда происходит локальное расплавление свариваемых поверхностей, образование общей сварочной ванны с последующей кристаллизацией, требовала мощного источника тепла, способного локально расплавить металл. А такого источника тепла в то время не было.
А такого источника тепла в то время не было.
ЛИТЕРАТУРА
«СВАРКА — ВВЕДЕНИЕ В СПЕЦИАЛЬНОСТЬ» — В.В. Пешков, А.Б. Коломенский, В.А. Фролов, В.А. Казаков, под редакцией д-ра техн. наук В.А. Фролов Воронеж 2002
Кузнечная сварка – Пошаговое руководство – Код кузнеца
Знаете ли вы, что кузнечная сварка является одной из основных основ кузнечного дела? Теперь ты знаешь! Это один из тех процессов и техник, которые вам необходимо изучить, если вы хотите взяться за дело в качестве потенциального или профессионального кузнеца.
Кузнецы должны ознакомиться с несколькими процессами и методами. Помимо того факта, что эти методы важны во многих кузнечных процессах, они также имеют решающее значение для минимизации потерь ресурсов.
Обучение ковке стали и других материалов несомненно повысит вашу ценность как кузнеца!
Кузнечная сварка (FOW) может быть сложным навыком для изучения, но это важная кузнечная техника, и после ее изучения она становится бесценной. Кузнечная сварка не очень сложна в освоении; и исполнение не сложное.
Кузнечная сварка не очень сложна в освоении; и исполнение не сложное.
Концепция сварки так же стара, как само кузнечное ремесло. Сварка необходима для соединения небольших кусков металла вместе, чтобы сформировать более крупный кусок.Поэтому кузнецы должны создать способ соединения отдельных кусков металла, чтобы создать больший или более длинный кусок.
Требуется только отличная зрительно-моторная координация, а также скорость, дотошность и много практики. Кроме того, это требует от вас понимания температуры сварки материала, который вы используете. Кроме того, режим сварки будет зависеть от размера и железа, которое вы пытаетесь создать.
Кузнецам рекомендуется практиковаться в кузнечной сварке в свободное время, что очень похоже на физические упражнения, и тогда, когда у вас будет важная работа, постоянная практика окупится.Постоянная практика повысит ваш опыт, скорость и аккуратность вашей работы.
Быстрая обертка
Таким образом, FOW — это процесс сварки, используемый для соединения двух кусков металла вместе. Этот процесс осуществляется путем нагревания металлов до высокой температуры, а затем их сбивания. Это также облегчает ковку сварной стали.
Этот процесс осуществляется путем нагревания металлов до высокой температуры, а затем их сбивания. Это также облегчает ковку сварной стали.
Процесс кузнечной сварки является оригинальным методом соединения металлов, так как позволяет соединять как одинаковые, так и разные металлы.Гораздо проще научиться ковке сварных швов один на один, но при хорошей практике эта статья может помочь вам стать очень опытным в этом деле. Просто внимательно следуйте советам по кузнечной сварке.
Что такое кузнечная сварка и как она работает?
Сварка является важным аспектом в области машиностроения, а также в области механической обработки. В этом цифровом мире существует множество сварочных процессов, которые применяются на практике. Они могут быть ручными процессами или полностью автоматическими. Сегодня мы узнаем всю концепцию кузнечной сварки.Итак, следите за обновлениями.
Что такое кузнечная сварка? По сути, кузнечная сварка — это процесс сварки в твердом состоянии, при котором две металлические детали сначала нагреваются, а затем соединяются. Во время этой техники сварки также осуществляется процесс ковки. Считается старейшим методом сварки. В прошлом веке этот процесс сварки выполнялся в основном вручную. Но поскольку технология развивается день ото дня, была изобретена автоматическая кузнечная сварка.
Во время этой техники сварки также осуществляется процесс ковки. Считается старейшим методом сварки. В прошлом веке этот процесс сварки выполнялся в основном вручную. Но поскольку технология развивается день ото дня, была изобретена автоматическая кузнечная сварка.
Источник изображения
ИсторияЭтот метод сварки является первым типом процесса сварки, когда-либо открытым человеком. Он был основан около 1800 г. до н.э. в Анатолии. В современном мире Турция считается основным компонентом Анатолии.
Читайте также:
Процесс электронно-лучевой сварки – оборудование, принцип работы со схемой
Сварка взрывом – оборудование, типы, работа, преимущества и недостатки с приложением
Процесс термитной сварки – основные части, принцип работы с приложением
Принцип работыТочный принцип работы кузнечной сварки, который вы должны знать:
В этом методе сварки два куска металла нагреваются ниже их температуры плавления. Можно также сказать, что металлы нагревают таким образом, чтобы они достигли своего пластического состояния. Как правило, эта температура нагрева ниже 1000 ºC. Но для некоторых металлов эта температура нагрева может быть выше 1000 ºC. Эта температура нагрева может варьироваться от металла к металлу. Так вот, здесь следует позаботиться о том, чтобы нельзя было нагревать заготовки или металл выше его температуры плавления, а просто нагревать так, чтобы он достиг своего пластического состояния. Что после нагрева металлических частей? После того, как процесс нагрева завершен, выполняется процесс ковки.Металлические детали забиваются таким образом, что они подвергаются процессу диффузии. Иногда вместо ударов молотком к металлическим деталям прикладывается внешнее усилие, чтобы они идеально соединились. Независимо от того, применяете ли вы внешнюю силу или выполняете процесс ковки, следует позаботиться о том, чтобы на стыке образовался прочный сварной шов. Возможно, что при таком способе сварки может иметь место окисление на поверхности сварного шва.
Можно также сказать, что металлы нагревают таким образом, чтобы они достигли своего пластического состояния. Как правило, эта температура нагрева ниже 1000 ºC. Но для некоторых металлов эта температура нагрева может быть выше 1000 ºC. Эта температура нагрева может варьироваться от металла к металлу. Так вот, здесь следует позаботиться о том, чтобы нельзя было нагревать заготовки или металл выше его температуры плавления, а просто нагревать так, чтобы он достиг своего пластического состояния. Что после нагрева металлических частей? После того, как процесс нагрева завершен, выполняется процесс ковки.Металлические детали забиваются таким образом, что они подвергаются процессу диффузии. Иногда вместо ударов молотком к металлическим деталям прикладывается внешнее усилие, чтобы они идеально соединились. Независимо от того, применяете ли вы внешнюю силу или выполняете процесс ковки, следует позаботиться о том, чтобы на стыке образовался прочный сварной шов. Возможно, что при таком способе сварки может иметь место окисление на поверхности сварного шва. Итак, чтобы предотвратить это окисление, используется флюс.
Итак, чтобы предотвратить это окисление, используется флюс.
Изображение выше поможет понять, как именно работает этот метод сварки. Здесь вы можете видеть, что две металлические детали сначала нагреваются, а затем молоток используется для соединения двух металлических частей.
Для лучшего понимания кузнечной сварки посмотрите видео:
Ниже приведены некоторые температурные вариации для различных металлов:
- температура должна быть чуть ниже 1290 ºC
- Для высокоуглеродистой и легированной стали: Для этого температура должна быть в диапазоне от 1100 ºC до 1140 ºC
- Для мягкой углеродистой стали: Температура должна быть между от 1250 ºC до 1300 ºC.
. Сварка – принцип работы, преимущества, недостатки и применение
Процесс ультразвуковой сварки – принцип работы, детали, преимущества и недостатки и применение
Сварка сопротивлением – принцип, работа и применение
ПрименениеНекоторые из лучших применений кузнечная сварка
- Такой процесс сварки используется для изготовления коленчатого вала.
- Он играет важную роль в аэрокосмической промышленности. Большинство частей самолета соединяются кузнечной сваркой
- Многим из нас нравится форма, а также конструкция стволов дробовика. И этот метод сварки также используется при производстве стволов ружья.
- Велосипеды, на которых мы ездим каждый день, также изготавливаются с помощью этой технологии сварки.
- Как упоминалось выше, в настоящее время открыта концепция автоматической кузнечной сварки.Такая сварка используется в автомобильной промышленности. Все типы машин, связанных с сельским хозяйством, разрабатываются с помощью такой техники сварки.

Поскольку этот метод сварки широко используется, он имеет много преимуществ и недостатков. Давайте внимательно рассмотрим некоторые из его преимуществ:
Преимущества- Поскольку целью любого процесса сварки является получение сварного шва наилучшего качества в месте соединения, эта цель достигается с помощью этого процесса сварки. Это дает нам четкое соединение легко и быстро.
- Во время этого процесса создается небольшое количество шума, поэтому кузнечная сварка считается лучшей среди всех сварочных процессов.
- В отличие от других способов сварки, этот метод сварки не требует присадочного металла.
- Вы хотите получить сварные швы высокой прочности? Тогда это идеальный процесс сварки для вас. Это дает сварные швы более высокой прочности наряду с аккуратным и кристально чистым сварным швом.
 Это дает нам четкое соединение легко и быстро.
Это дает нам четкое соединение легко и быстро.Как у всего есть свои преимущества, так и свои недостатки. Кузнечная сварка имеет и свои недостатки:
- Во время этого процесса сварки необходимо иметь квалифицированную рабочую силу. Его работа довольно сложна, поэтому вы должны иметь соответствующие навыки для выполнения этого процесса.
- Этот процесс сварки считается медленным процессом сварки, так как выполнение этой сварки вручную занимает довольно много времени.
- Иногда существует вероятность загрязнения сварного шва коксом.Следует позаботиться о том, чтобы такого загрязнения не произошло.

Самая большая ошибка, которую совершают люди при использовании этого метода сварки:
При реализации этого процесса сварки люди не должны слишком сильно бить молотком. Так как слишком сильный удар молотком повлияет на весь процесс сварки, и вы не получите качественного сварного шва в месте соединения, которого хотели.
Это все о кузнечной сварке. В этой статье мы рассмотрим принцип, преимущества, недостатки, а также применение этой невероятной техники сварки.Надеюсь, вы поняли эту концепцию. Если у вас есть какие-либо сомнения, не стесняйтесь комментировать ниже. Мы всегда здесь, чтобы помочь вам!
сварка | Типы и определение
сварка , технология, используемая для соединения металлических деталей, обычно с применением тепла. Этот метод был открыт во время попыток придать железу полезную форму. Сварные клинки были разработаны в 1-м тысячелетии нашей эры, самые известные из них производились арабскими оружейниками в Дамаске, Сирия. В то время был известен процесс науглероживания железа для производства твердой стали, но полученная сталь была очень хрупкой.Техника сварки, которая включала прослойку относительно мягкого и прочного железа с высокоуглеродистым материалом с последующей ковкой в молоте, позволила получить прочное и прочное лезвие.
Сварные клинки были разработаны в 1-м тысячелетии нашей эры, самые известные из них производились арабскими оружейниками в Дамаске, Сирия. В то время был известен процесс науглероживания железа для производства твердой стали, но полученная сталь была очень хрупкой.Техника сварки, которая включала прослойку относительно мягкого и прочного железа с высокоуглеродистым материалом с последующей ковкой в молоте, позволила получить прочное и прочное лезвие.
В наше время совершенствование технологии производства железа, особенно внедрение чугуна, ограничило сварку кузнецом и ювелиром. Другие способы соединения, такие как крепление болтами или заклепками, широко применялись к новым изделиям, от мостов и железнодорожных двигателей до кухонной утвари.
Современные процессы сварки плавлением являются результатом необходимости получения непрерывного соединения на больших стальных пластинах.Было показано, что клепка имеет недостатки, особенно для закрытого контейнера, такого как котел. Газовая сварка, дуговая сварка и контактная сварка появились в конце 19 века. Первая реальная попытка широкомасштабного внедрения сварочных процессов была предпринята во время Первой мировой войны. К 1916 г. кислородно-ацетиленовый процесс был хорошо разработан, и используемые тогда методы сварки используются до сих пор. С тех пор основные улучшения коснулись оборудования и безопасности. Дуговая сварка с использованием плавящегося электрода также была введена в этот период, но первоначально использовавшаяся неизолированная проволока приводила к хрупким сварным швам.Решение было найдено путем обматывания оголенного провода асбестом и обвивкой алюминиевой проволокой. Современный электрод, представленный в 1907 году, состоит из неизолированной проволоки со сложным покрытием из минералов и металлов. Дуговая сварка не использовалась повсеместно до Второй мировой войны, когда острая потребность в средствах быстрого строительства для судоходства, электростанций, транспорта и сооружений стимулировала необходимые опытно-конструкторские работы.
Газовая сварка, дуговая сварка и контактная сварка появились в конце 19 века. Первая реальная попытка широкомасштабного внедрения сварочных процессов была предпринята во время Первой мировой войны. К 1916 г. кислородно-ацетиленовый процесс был хорошо разработан, и используемые тогда методы сварки используются до сих пор. С тех пор основные улучшения коснулись оборудования и безопасности. Дуговая сварка с использованием плавящегося электрода также была введена в этот период, но первоначально использовавшаяся неизолированная проволока приводила к хрупким сварным швам.Решение было найдено путем обматывания оголенного провода асбестом и обвивкой алюминиевой проволокой. Современный электрод, представленный в 1907 году, состоит из неизолированной проволоки со сложным покрытием из минералов и металлов. Дуговая сварка не использовалась повсеместно до Второй мировой войны, когда острая потребность в средствах быстрого строительства для судоходства, электростанций, транспорта и сооружений стимулировала необходимые опытно-конструкторские работы.
Сварка сопротивлением, изобретенная в 1877 году Элиу Томсоном, была принята задолго до дуговой сварки для точечного и шовного соединения листов.Стыковая сварка для изготовления цепей и соединения стержней и стержней была разработана в 1920-х годах. В 1940-х годах был внедрен вольфрамово-инертный газовый процесс с использованием неплавящегося вольфрамового электрода для выполнения сварных швов плавлением. В 1948 году в новом процессе в среде защитного газа использовался проволочный электрод, который изнашивался при сварке. Совсем недавно были разработаны электронно-лучевая сварка, лазерная сварка и несколько твердофазных процессов, таких как диффузионная сварка, сварка трением и ультразвуковое соединение.
Основные принципы сварки
Сварной шов можно определить как слияние металлов, полученное путем нагревания до подходящей температуры с приложением давления или без него, а также с использованием или без использования присадочного материала.
При сварке плавлением источник тепла выделяет достаточно тепла для создания и поддержания ванны расплавленного металла требуемого размера. Тепло может подаваться электричеством или газовым пламенем. Сварку электрическим сопротивлением можно рассматривать как сварку плавлением, потому что образуется некоторое количество расплавленного металла.
Тепло может подаваться электричеством или газовым пламенем. Сварку электрическим сопротивлением можно рассматривать как сварку плавлением, потому что образуется некоторое количество расплавленного металла.
Твердофазные процессы производят сварку без плавления основного материала и без добавления присадочного металла. Всегда используется давление, и обычно обеспечивается некоторое количество тепла. Теплота трения выделяется при ультразвуковом соединении и соединении трением, а нагрев в печи обычно используется при диффузионном соединении.
Электрическая дуга, используемая при сварке, представляет собой сильноточный низковольтный разряд, обычно в диапазоне 10–2000 ампер при напряжении 10–50 вольт. Столб дуги сложен, но, вообще говоря, состоит из катода, испускающего электроны, газовой плазмы для проведения тока и анодной области, которая становится сравнительно более горячей, чем катод, из-за бомбардировки электронами. Обычно используется дуга постоянного тока (DC), но могут использоваться дуги переменного тока (AC).
Суммарное потребление энергии во всех процессах сварки превышает количество энергии, необходимой для изготовления соединения, поскольку не все выделяемое тепло может быть эффективно использовано.Эффективность варьируется от 60 до 90 процентов, в зависимости от процесса; некоторые специальные процессы сильно отклоняются от этой цифры. Тепло теряется за счет теплопроводности через основной металл и за счет излучения в окружающую среду.
Большинство металлов при нагревании вступают в реакцию с атмосферой или другими металлами поблизости. Эти реакции могут быть чрезвычайно вредными для свойств сварного соединения. Например, большинство металлов быстро окисляются в расплавленном состоянии. Слой оксида может помешать правильному соединению металла. Капли расплавленного металла, покрытые оксидом, захватываются сварным швом и делают соединение хрупким.Некоторые ценные материалы, добавленные для определенных свойств, так быстро реагируют на воздухе, что осажденный металл не имеет того же состава, что и изначально. Эти проблемы привели к использованию флюсов и инертных атмосфер.
Эти проблемы привели к использованию флюсов и инертных атмосфер.
При сварке плавлением флюс играет защитную роль, облегчая контролируемую реакцию металла, а затем предотвращая окисление за счет образования покрытия над расплавленным материалом. Флюсы могут быть активными и помогать в процессе или неактивными и просто защищать поверхности во время соединения.
Инертные атмосферы играют такую же защитную роль, как и флюсы. При дуговой сварке металлическим электродом в среде защитных газов и дуговой сварке вольфрамовым электродом в защитных газах инертный газ — обычно аргон — вытекает из кольцевого пространства, окружающего горелку, непрерывным потоком, вытесняя воздух вокруг дуги. Газ не вступает в химическую реакцию с металлом, а просто защищает его от контакта с кислородом воздуха.
Металлургия соединения металлов важна для функциональных возможностей соединения. Дуговая сварка иллюстрирует все основные особенности соединения.В результате прохождения сварочной дуги образуются три зоны: (1) металл шва, или зона сплавления, (2) зона термического влияния и (3) незатронутая зона. Металл шва – это та часть соединения, которая расплавилась во время сварки. Зона термического влияния – это область, прилегающая к металлу шва, которая не подвергалась сварке, но претерпела изменение микроструктуры или механических свойств под действием тепла сварки. Незатронутый материал — это тот, который не был нагрет достаточно, чтобы изменить свои свойства.
Металл шва – это та часть соединения, которая расплавилась во время сварки. Зона термического влияния – это область, прилегающая к металлу шва, которая не подвергалась сварке, но претерпела изменение микроструктуры или механических свойств под действием тепла сварки. Незатронутый материал — это тот, который не был нагрет достаточно, чтобы изменить свои свойства.
Состав металла шва и условия, при которых он замерзает (затвердевает), существенно влияют на способность соединения соответствовать эксплуатационным требованиям. При дуговой сварке металл шва состоит из присадочного материала и расплавленного основного металла. После прохождения дуги происходит быстрое охлаждение металла шва. Однопроходный шов имеет литую структуру со столбчатыми зернами, простирающимися от края ванны расплава к центру сварного шва. При многопроходном сварном шве эта литая структура может быть изменена в зависимости от конкретного свариваемого металла.
Основной металл, прилегающий к сварному шву или зоне термического влияния, подвергается ряду температурных циклов, и изменение его структуры напрямую связано с пиковой температурой в любой заданной точке, временем воздействия и охлаждением. ставки. Типов основного металла слишком много, чтобы обсуждать их здесь, но их можно сгруппировать в три класса: (1) материалы, не подверженные воздействию тепла сварки, (2) материалы, упрочненные структурными изменениями, (3) материалы, упрочненные процессами осаждения.
ставки. Типов основного металла слишком много, чтобы обсуждать их здесь, но их можно сгруппировать в три класса: (1) материалы, не подверженные воздействию тепла сварки, (2) материалы, упрочненные структурными изменениями, (3) материалы, упрочненные процессами осаждения.
Сварка создает напряжения в материалах.Эти силы вызываются сжатием металла шва и расширением, а затем сжатием околошовной зоны. Ненагретый металл накладывает ограничения на вышеперечисленное, а поскольку преобладает усадка, металл шва не может свободно сжиматься, и в соединении накапливаются напряжения. Это обычно известно как остаточное напряжение, и для некоторых критических применений его необходимо устранить путем термической обработки всего изготовления. Остаточные напряжения неизбежны во всех сварных конструкциях, и если их не контролировать, произойдет изгиб или деформация сварного соединения.Контроль осуществляется методом сварки, приспособлениями и приспособлениями, технологиями изготовления и конечной термической обработкой.
Существует большое разнообразие сварочных процессов. Некоторые из наиболее важных обсуждаются ниже.
Огневая сварка
Огневая сварка| Проблема | ||||||||
Огневая сварка; также называемый молотковая сварка , кузнечная сварка сварка давлением или контактная сварка
сварка, является наиболее важной технологией в обработке железа и стали до тех пор, пока
вы не можете расплавить материал.Впервые он используется, когда цветение уплотнено, и
после этого в ковке почти всего, что когда-либо было сделано из твердого железа
или сталь. Примерно до 1000 г. н.э. мечи или другие крупные изделия из железа/стали использовались
почти всегда производится
укладка,
т.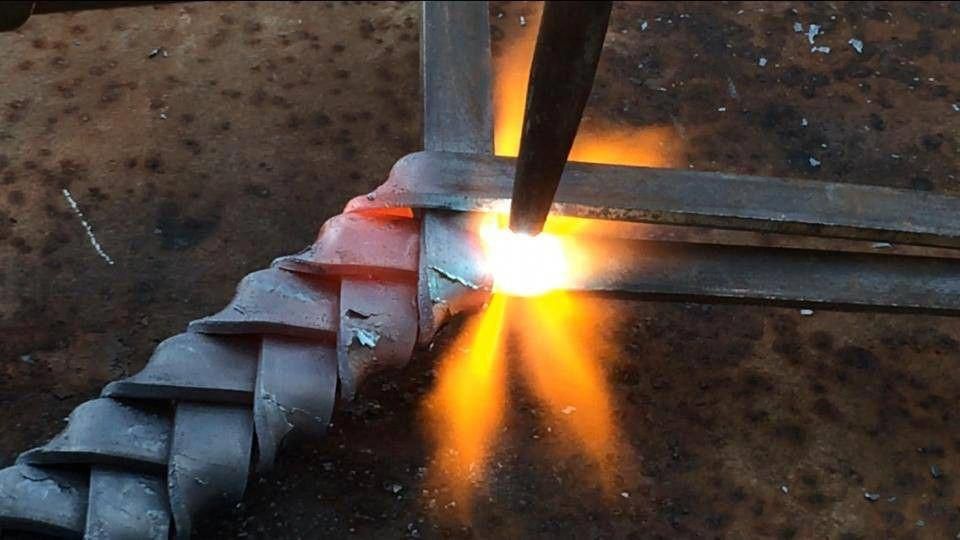 е. огневой сваркой нескольких кусков железа/стали. Примерно после 1000 г. н.э. мечи
мог быть сделан из одной заготовки стали, но этот кусок был
педик и, таким образом, подвергался
также обширная огневая сварка. Однако мы мало что знаем об этом. е. огневой сваркой нескольких кусков железа/стали. Примерно после 1000 г. н.э. мечи
мог быть сделан из одной заготовки стали, но этот кусок был
педик и, таким образом, подвергался
также обширная огневая сварка. Однако мы мало что знаем об этом.Я дал вам уже целый модуль о «Сварке с помощью молота и огня». Я думаю, там довольно ясно описано, что происходит. Так почему у меня проблемы огневой или молотковой сваркой теперь , маркировка на нем уже здесь или там? Моя нынешняя проблема, или «проблема», довольно проста: слишком много вопросы возникают, как только кто-то более внимательно смотрит на огневую сварку. В суть, все они касаются того, как избавиться от окислов, покрывающих поверхности быть сварены.Как правило, это должно происходить либо за счет уменьшения оксидов в восстановительной атмосфере при высоких температурах и/или сжижением оксид, образуя жидкий фаялит (Fe 2 SiO 4 ) или какой-либо другой шлак с добавлением «песок», что означает по существу SiO 2 .  Сжижение фаялита
требуется температура не менее 1200 o C (2192 °F). Сжижение фаялита
требуется температура не менее 1200 o C (2192 °F). Я допускаю, что некоторое количество оставшегося оксида может не быть большой проблемой, поскольку удары молотком разобьют его на мелкие части.Но эти маленькие частицы будут обнаружены в районе сварного шва, и вы не сможете иметь слишком много без ущерба для качества продукта. Учитывая, что сварка огнем происходила все время в железе и стали технологии, очевидно, это не так уж сложно сделать. Шлак, оксид и Частицы «флюса» действительно обнаруживаются в сварных швах довольно часто. можно было ожидать. Так в чем проблема? Проблема в том, что слишком много вопросов, не имеющих четкого и убедительные ответы.Один-два открытых вопроса — ОК. Не переживай, будь счастлив. Ты может не знать ответов, но кто-то другой, вероятно, знает, и это станет ясно рано или поздно. Теперь посмотрите на мой длинный список: | ||||||||
| ||||||||
| ||||||||
| На снимке современная огневая сварка восьми
большие плоские простыни с плотным прилеганием. Насколько твердые или даже жидкие вещества могут стать
между пластинами мне непонятно. Да, я знаю, что капиллярное действие может
всосать его, но такое же капиллярное действие сделало бы выходную часть
довольно сложно. Также весьма маловероятно, что заготовка имеет температуру 1200 o C. температура. В то время как нужно быть осторожным с воспроизведением цветов на экраны, он конечно не полностью белый как требуется при такой температуре. Там также не является восстановительной атмосферой, конечно.  Тем не менее — процесс
работает. Тем не менее — процесс
работает. | ||||||||
 Ранние кузнецы обычно не могли достичь 1200 o C в своих примитивных дырах в земле очагов. 1200 или С
ведь в хорошей плавильне уже высокая температура, а плавильни
всегда намного горячее, чем открытый очаг.
Ранние кузнецы обычно не могли достичь 1200 o C в своих примитивных дырах в земле очагов. 1200 или С
ведь в хорошей плавильне уже высокая температура, а плавильни
всегда намного горячее, чем открытый очаг. г.
вот, напомнить
Зачем.
г.
вот, напомнить
Зачем.
 Инст. für Pfälzische Geschichte und Volkskunde;
2008
Инст. für Pfälzische Geschichte und Volkskunde;
2008 | Чем мы занимаемся Знать? | ||
| Давайте копнем немного глубже, взглянув на кое-что из того, что было написано о огневой сварке в контексте вопросы выше.Хороший способ начать — это знаменательная книга Бухвальда: Железо и стали в древности. | ||
Ван Бухвальд посвящает несколько страниц
своей книги «Искусство молотковой сварки». Он по существу следует
логика, изложенная выше, но с небольшими противоречиями: сварка молотком требует
температуры при «1100 — 1250 o С» или требует «нагрева
примерно до 1100 o C в восстановительной атмосфере». Образование оксида
о горячем железе обсуждается довольно подробно, и Бухвальд указывает, что
«они (оксиды)
легко достигают толщины 0.2 мм за считанные минуты при высокой
температур». Похоже, Бухвальд полагает, что некоторые
вюстит неизбежен и что все сварные швы должны содержать некоторые
вещи. Несколько изображений иллюстрируют это, показывая сварные швы с включениями.
оксида (вюстит, FeO) или иногда даже SiO 2 зерен.
Тем не менее, в других местах есть много фотографий, на которых виден идеально чистый сварной шов.
швы без или с очень небольшим количеством оксидных включений, Он по существу следует
логика, изложенная выше, но с небольшими противоречиями: сварка молотком требует
температуры при «1100 — 1250 o С» или требует «нагрева
примерно до 1100 o C в восстановительной атмосфере». Образование оксида
о горячем железе обсуждается довольно подробно, и Бухвальд указывает, что
«они (оксиды)
легко достигают толщины 0.2 мм за считанные минуты при высокой
температур». Похоже, Бухвальд полагает, что некоторые
вюстит неизбежен и что все сварные швы должны содержать некоторые
вещи. Несколько изображений иллюстрируют это, показывая сварные швы с включениями.
оксида (вюстит, FeO) или иногда даже SiO 2 зерен.
Тем не менее, в других местах есть много фотографий, на которых виден идеально чистый сварной шов.
швы без или с очень небольшим количеством оксидных включений, | ||
На более детальном уровне Бухвальд утверждает, что
Процесс окисления приведет к обезуглероживанию углерода и обогащению фосфором.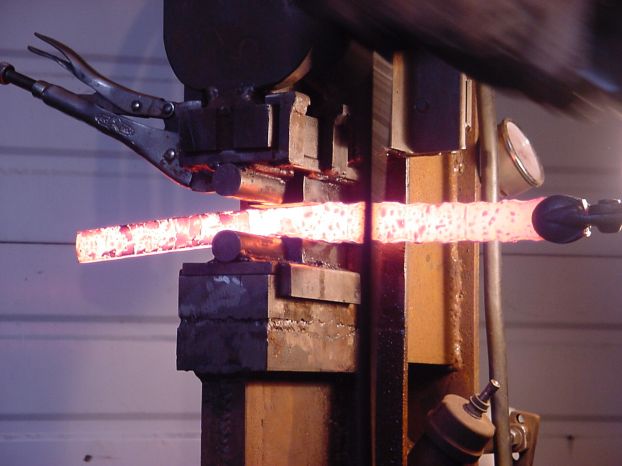 поверхностном слое и, следовательно, в сварном шве с различной концентрацией примесей.
от массы.Возможно, так и было, и это наблюдалось, но
это не обязательно следует из предоставленных аргументов. поверхностном слое и, следовательно, в сварном шве с различной концентрацией примесей.
от массы.Возможно, так и было, и это наблюдалось, но
это не обязательно следует из предоставленных аргументов. Действие «флюса» SiO 2 двоякое. Во-первых, фаялитовый «шлак», образующийся в результате реакции с оксидом, защищает железо /steel от кислорода воздуха и, таким образом, препятствует дальнейшему окислению. Второй, разжиженное вещество можно «выдавить» или заставить убежать постукивание по заготовке, обеспечение чистоты поверхностей. Бухвальд упоминает, что бура также работает как «флюс», но не говорит как. | ||
Он также добавляет новый пункт: «как любопытство,
песок/кварц не вступает в реакцию с поверхностными оксидами на горячекованом железе , если только железо не окружено восстановительной атмосферой, так что
поверхностный оксид FeO». Это вполне может быть правдой. Мы только что получили новую проблему:
если посыпать утюг песком, то в редукционном режиме это сделать довольно сложно.
атмосферу, так как во время орошения он явно подвергается воздействию воздуха.Ты
можно посыпать песком, а затем вернуть железо и песок обратно в восстановительную
часть своего очага (т.е. «под» углями), конечно, и надежда на
лучший. Это вполне может быть правдой. Мы только что получили новую проблему:
если посыпать утюг песком, то в редукционном режиме это сделать довольно сложно.
атмосферу, так как во время орошения он явно подвергается воздействию воздуха.Ты
можно посыпать песком, а затем вернуть железо и песок обратно в восстановительную
часть своего очага (т.е. «под» углями), конечно, и надежда на
лучший. | ||
| Все, что пишет Бухвальд, делает смысле — но на самом деле не отвечает на мои вопросы сверху. Итак, давайте посмотрим, как современные практики описывают процесс огневой сварки. | ||
Проверил несколько «мануалов» на предмет
начинающие кузнецы о том, как сварить огнем.Они все согласились, что вы должны положить
некоторый «флюс» на свариваемых поверхностях: «Когда полосы становятся ярко-оранжевыми, с полосами
оставшись в огне, возьмите свои грабли и сделайте отверстие в огне над
шарфы (детали для сварки), поэтому флюс может быть
сыпали на лицо платки». Также рекомендуется две соединяемые поверхности делать слегка выпуклыми. Тогда они соприкасаются только в центре, и вы можете сваривать их молотком с центр наружу, позволяя жидкому шлаку / флюсу отходить по мере того, как вы продолжить. | ||
Существует также общее соглашение о
следующие пункты:
| ||
| Все нормально и рецепты учитывая явно работу.Но я придерживаюсь своего мнения и утверждаю, что большая часть моего вопроса выше толком не ответили. И не забывайте, что ситуация сейчас отличается от того, что было 2000 лет назад. Современный кузнец может легко дойти до 1200 o C, возможно, даже в редуцирующей части его огня, просто провернув увеличьте мощность своего воздушного (или, возможно, кислородного) вентилятора. Древний кузнец бы у него было гораздо больше проблем при этом, если он вообще мог это сделать. | ||
До пункта 10
касается моего списка вопросов, я просто отсылаю вас к некоторым современным писаниям
— по этой ссылке. Кроме того я просто указываю, что есть некоторые подозрения, что римляне использовали
железо-мышьяковый сплав, т.е. вариант « шпейс «, с
низкая температура плавления в качестве «флюса» для соединения железа со сталью. Что означает, что
фактически они не выполняли огневую или молотковую сварку, а
спаян
или спаял частей вместе. То
мышьяк будет диффундировать из «припоя» в железо и конечный
Результатом является соединение железо-железо, окруженное областью с высоким содержанием мышьяка (As).и
с низким содержанием углерода. Кроме того я просто указываю, что есть некоторые подозрения, что римляне использовали
железо-мышьяковый сплав, т.е. вариант « шпейс «, с
низкая температура плавления в качестве «флюса» для соединения железа со сталью. Что означает, что
фактически они не выполняли огневую или молотковую сварку, а
спаян
или спаял частей вместе. То
мышьяк будет диффундировать из «припоя» в железо и конечный
Результатом является соединение железо-железо, окруженное областью с высоким содержанием мышьяка (As).и
с низким содержанием углерода. | ||
| Давайте остановимся здесь. Есть много
возможные комментарии и пояснения к моим вопросам сверху. я мог бы продолжить
в течение довольно долгого времени, но мы просто никуда не доберемся. Факты таковы, что огневая сварка довольно сложна и ее нелегко выполнить новички в кузнечном деле.  Это не особо сложная работа для
опытный кузнец, однако. Несомненно, что в общих чертах огневая сварка
происходит более или менее так, как описано, но я также не сомневаюсь, что
это несколько проще, чем должно быть по теории (хорошо!,)
и что детали происходящего еще не до конца изучены. Это не особо сложная работа для
опытный кузнец, однако. Несомненно, что в общих чертах огневая сварка
происходит более или менее так, как описано, но я также не сомневаюсь, что
это несколько проще, чем должно быть по теории (хорошо!,)
и что детали происходящего еще не до конца изучены. | ||
 «Необходимо соблюдать осторожность, чтобы не допустить перегрева
металл до такой степени, что он испускает искры от быстрого окисления
(сожжение)».
«Необходимо соблюдать осторожность, чтобы не допустить перегрева
металл до такой степени, что он испускает искры от быстрого окисления
(сожжение)».| 1) | Г. Беккер: «Нидриг schmelzende Eisen-Arsen-Legirungen als Hilfsmittel für den Verbund römischer Schwertklingen». Arch. Eisenhüttenwes. 32, (1961), стр. 661 — 665. | |
С рамкой
Глоссарий
Книги и другие основные источники
11.2.2 Металлургия кельтских мечей
Критический путеводитель по музею: Метрополитен-музей, Нью-Йорк
.
Местонахождения раннего железа: Хаттуса
Античные тексты о железе
11.3 Шаблонная сварка 11.3.1 Общие сведения о шаблонной сварке
Большие изображения 1
пидор
Места для меча: Луристан
6.2.3 Сварка огнём или молотом
Большие изображения, глава 11.4
11.6.4 Металлургия японского меча
Металлография мечей и саксофонов 8-9 веков
Анализ ковки меча «Викинг»
Крупные изображения — Глава 11.2
Кельты
Крупные изображения — Глава 11.1
Уловки кузнецов
Клепка, пайка, жидкостная сварка плюс склеивание и завинчивание
Разногласия по исследованию истории железных технологий
Моравские мечи 9 века
11.3.4 Металлография шаблонных сварных мечей
11.6.2 Изготовление японского меча — часть 1
Англо-саксонское кладбище в Довер-Бакленде, Кент, Великобритания, и технологии
некоторых изделий из железа.
Проект Луристан — Большие изображения
Вурмбунте Клинген. Studien zu Konstruktion, Herstellung und Wertigkeit der frühmittelalterlichen Spatha в Вестфалии
© H. Föll (скрипт Iron, Steel and Swords)
Техники кованого железа | Кузнечная сварка
Техника кованого железа | Кузнечная сваркаТехнологии обработки кованого железа: Кузнечная сварка
Многие изделия из кованого железа изготавливаются методом кузнечной сварки .Кузнечная сварка — это процесс, который определяется нагревом железа в кузнечной или другой печи, в которой сварка выполняется путем приложения давления или ударов.
Сварные швы из кованого железа Сварные швы из кованого железа создаются путем нагревания железа в кузнице, а валки используются для приложения давления. Сварные штампы из кованого железа Сварные швы из кованого железа создаются путем нагревания железа в кузне, а штампы используются для приложения давления. Молотковая сварка из кованого железа Сварные швы из кованого железа создаются путем нагревания железа в кузне, а удары молота используются для приложения давления. Кузнечная сварка из кованого железа Кузнечная сварка кованого железа, выполняемая кузнецом, на сегодняшний день является самым старым процессом соединения кусков металла, но ручная кузнечная сварка больше не используется широко из-за развития кислородно-ацетиленовой и электродуговой сварки. Однако это эффективный процесс, который позволяет создавать уникальные изделия из кованого железа. Применение для кузнечной сварки кованого железа При кузнечной сварке кованого железа куски железа нагреваются в горне с использованием топлива, такого как уголь, кокс или древесный уголь.Соединяемые детали из кованого железа нагревают до тех пор, пока поверхность железа не изменит цвет и не станет похожей на пластик. Когда это условие достигнуто, куски кованого железа быстро накладываются друг на друга, и сварка производится давлением или молотком.
Молотковая сварка из кованого железа Сварные швы из кованого железа создаются путем нагревания железа в кузне, а удары молота используются для приложения давления. Кузнечная сварка из кованого железа Кузнечная сварка кованого железа, выполняемая кузнецом, на сегодняшний день является самым старым процессом соединения кусков металла, но ручная кузнечная сварка больше не используется широко из-за развития кислородно-ацетиленовой и электродуговой сварки. Однако это эффективный процесс, который позволяет создавать уникальные изделия из кованого железа. Применение для кузнечной сварки кованого железа При кузнечной сварке кованого железа куски железа нагреваются в горне с использованием топлива, такого как уголь, кокс или древесный уголь.Соединяемые детали из кованого железа нагревают до тех пор, пока поверхность железа не изменит цвет и не станет похожей на пластик. Когда это условие достигнуто, куски кованого железа быстро накладываются друг на друга, и сварка производится давлением или молотком. Забивание может производиться как вручную, так и машинным способом. Сила удара молотком или давления зависит от размера и массы соединяемых деталей. При этом на соединяемых поверхностях не должно быть посторонних предметов. В некоторых случаях используется флюс (обычно песок или бура, посыпанные на соединяемые поверхности) непосредственно перед тем, как металл достигает температуры сварки, чтобы удалить оксид и грязь.Флюс распространяется по металлу, предотвращает дальнейшее окисление, не пропуская воздух, снижает температуру плавления окалины и делает ее жидкой, чтобы ее можно было выдавить из сварного шва при ударе по металлу. Различные типы кузнечных сварных швов показаны на рис. 12-48. Из-за развития машинной кузнечной сварки скорость сварки и размер свариваемых деталей из кованого железа значительно увеличились. Могут быть выполнены длинные швы в трубах, сваренных внахлест или встык. Качество сварного шва таково, что его местоположение практически невозможно обнаружить.Этот процесс требует использования газового пламени или другого подходящего метода нагрева, чтобы довести кромки металла до температуры сварки.
Забивание может производиться как вручную, так и машинным способом. Сила удара молотком или давления зависит от размера и массы соединяемых деталей. При этом на соединяемых поверхностях не должно быть посторонних предметов. В некоторых случаях используется флюс (обычно песок или бура, посыпанные на соединяемые поверхности) непосредственно перед тем, как металл достигает температуры сварки, чтобы удалить оксид и грязь.Флюс распространяется по металлу, предотвращает дальнейшее окисление, не пропуская воздух, снижает температуру плавления окалины и делает ее жидкой, чтобы ее можно было выдавить из сварного шва при ударе по металлу. Различные типы кузнечных сварных швов показаны на рис. 12-48. Из-за развития машинной кузнечной сварки скорость сварки и размер свариваемых деталей из кованого железа значительно увеличились. Могут быть выполнены длинные швы в трубах, сваренных внахлест или встык. Качество сварного шва таково, что его местоположение практически невозможно обнаружить.Этот процесс требует использования газового пламени или другого подходящего метода нагрева, чтобы довести кромки металла до температуры сварки. Давление прикладывается валками, которые прижимают друг к другу края кусков расплавленного кованого железа до тех пор, пока другой набор валков не приедет к свариваемым деталям вдоль линии сварки.
Давление прикладывается валками, которые прижимают друг к другу края кусков расплавленного кованого железа до тех пор, пока другой набор валков не приедет к свариваемым деталям вдоль линии сварки.Поделиться:
Древние методы кузнечного дела, которые до сих пор используются в производстве
Многие современные промышленные предприятия по производству металлов моделируют свои методы кузнечного дела и ковки металлов из средневекового и древнего мира.Аспекты плавки, ковки, манипулирования свойствами металлов и использования материалов из сплавов зародились как примитивные практики, уходящие корнями в доиндустриальные цивилизации по всему миру.
Именно благодаря этому прошлому производство металлов стало тем, чем оно является сегодня. Когда мы оглядываемся в прошлое, легко увидеть логистические процессы, используемые для развития и развития искусства обработки металлов.
Несмотря на то, что технологические ресурсы и возможности изготовления и обработки металлов значительно продвинулись вперед, все еще существуют базовые элементарные методы, которым отрасль обязана своим процветанием. Изготовители и производители должны постоянно стремиться воздать должное этим древним методам, которые проложили путь современным методам и знаниям в области изготовления металлов.
Изготовители и производители должны постоянно стремиться воздать должное этим древним методам, которые проложили путь современным методам и знаниям в области изготовления металлов.
Металлические манипуляции 101
Манипуляции с металлами были обнаружены во всем мире примерно в 3300-600 гг. до н.э., сформировав то, что сейчас обычно называют бронзовым веком.
Хронологически следуя каменному веку, производители металлов и торговцы бронзового века, как известно, добывали и плавили свинец и медь, сплавляя олово, мышьяк и другие металлы для создания бронзы, материала сплава, который предлагал повышенную прочность и ценность.Именно этот ранний процесс плавки, сплавления и ковки помог ускорить глобальную человеческую культуру в различных регионах Европы, Азии и Африки.
В то время свинец и олово были первыми металлами, которые начали плавить. Свинцовые слепки были найдены в современной Турции примерно с 6500 г. до н.э., хотя их производство остается загадкой, поскольку изобретение письма произошло позже, оставив этот процесс окутанным спекуляциями.
Как правило, свинец плавили в костре, что мало повлияло на древний мир.Он использовался в качестве раствора, гибкого металла для удержания воды и для трубопроводов в Древней Греции и Риме. Затем пришла медь, а вместе с ней и печь из-за температур, необходимых для плавления металла.
Плавка
Процесс выплавки является формой добывающей металлургии, что означает, что его основное применение заключается в отделении неблагородного металла от его руды. Традиционная плавка, которая до сих пор используется в производстве металлов, требует источника тепла и химического восстановителя для разложения руды, обычно это источник углерода, такой как древесный уголь или кокс.Этот углеродный элемент удаляет кислород из руды, оставляя после себя сам металл. Поскольку большинство руд являются нечистыми, для удаления шлака из руды также используется флюс или химический чистящий агент, такой как известняк.
Эта химическая реакция объединяет окисляющие материалы, чтобы высвободить металл из руды.
Печи для обжига медных гончарных изделий, использовавшиеся в качестве примитивных плавильных заводов, были впервые использованы около 5000 г. до н.э., так как костры, использовавшиеся для плавления и размягчения свинца, имели температуру примерно на 200°C ниже, чем требуется для плавления меди.
Комбинируя расплавленную медь с оловом или мышьяком для получения бронзы, древние кузнецы и манипуляторы металла могли увеличить прочность меди и использовались для изготовления оружия, щитов и бронежилетов, а также инструментов, таких как долота, пилы, горшки, котлы, и швейные иглы.
Выплавка железа восходит к 900 г. до н.э. и ранним римским временам. Плавка железа в Древнем Египте и Западной Африке могла случайно обнаружить свойства, аналогичные свойствам углеродистой стали, благодаря сложным методам предварительного нагрева. Это означало возможность контролировать источник тепла около 3650 градусов по Фаренгейту, чтобы заставить железную руду плавиться в жидкость, которая будет легко течь.
Большинство ранних процессов выплавки железа подразумевало использование плавильного станка или низкое продолжительное нагревание, которое не плавило металл, а только смягчало его до тех пор, пока его нельзя было отбить молотком.Блюмери был заменен доменной печью, еще одним инструментом в процессе создания работоспособного пруткового железа.
Термическая обработка
Основные методы термообработки разделены на четыре отдельных метода:
– Закалка
– Отжиг
– Закалка
– Цементация
Закалка — это когда металл нагревают до вишнево-красного цвета и погружают в холодную воду, закаливая металл. Прямое погружение металла в воду обеспечивает минимальную деформацию.Если хрупкость или деформация продолжают оставаться проблемой, добавление соли или масла в воду повышает температуру кипения, замедляя процесс охлаждения.
Отжиг — это нагревание металла до вишнево-красного цвета с последующим медленным охлаждением. Основная цель отжига состоит в том, чтобы изменить химические свойства металла, чтобы повысить его ковкость и уменьшить его твердость, чтобы он стал более пригодным для формовки, штамповки и штамповки.
Основная цель отжига состоит в том, чтобы изменить химические свойства металла, чтобы повысить его ковкость и уменьшить его твердость, чтобы он стал более пригодным для формовки, штамповки и штамповки.
Закалка используется для придания хорошей твердости кромке куска металла, что позволяет инструменту или детали выдерживать сильные удары.Он включает в себя полировку лицевой стороны металла до блеска, а затем медленный повторный нагрев детали, увеличивая температуру там, где требуется прочность. Полированная часть заставляет металл менять цвет, при этом павлин является идеальной твердостью после отпуска. Закалку можно повторять снова и снова для увеличения прочности.
Закалка — это редко используемый метод увеличения содержания углерода, при котором длительное воздействие тепла (более 10 часов) сочетается с упаковкой изделия в порошкообразный древесный уголь или вещество, богатое углеродом.После этого необходимо завершить закалку.
Эти обработки металлов для повышения прочности со временем использовались для создания металлов, предназначенных для различных целей. В зависимости от их предполагаемого использования им может потребоваться один или несколько из этих методов, точно так же, как определенные размеры и прочность стали или другого металла могут потребоваться современной производственной компании для модульного или конструкционного использования. Например, модульная конструкция требует более прочных сварных швов, поскольку детали транспортируются полностью или частично в собранном виде.Металлы для этих целей могут выиграть от отпуска и закалки, в зависимости от множества факторов.
В зависимости от их предполагаемого использования им может потребоваться один или несколько из этих методов, точно так же, как определенные размеры и прочность стали или другого металла могут потребоваться современной производственной компании для модульного или конструкционного использования. Например, модульная конструкция требует более прочных сварных швов, поскольку детали транспортируются полностью или частично в собранном виде.Металлы для этих целей могут выиграть от отпуска и закалки, в зависимости от множества факторов.
Использование сплавов
Сплав представляет собой смесь металла и другого элемента. Сплав, характеризующийся металлической связью, может быть изготовлен из раствора твердых элементов или смеси металлических фаз. Используемые в различных областях в наше время, сплавы использовались в древние времена для придания металлам практических свойств.
Примерами сплавов чаще всего являются сталь, алюминиевый сплав (связанный с медью, магнием, марганцем, кремнием, оловом или цинком), припой, латунь, олово, бронза и амальгамы.
традиционно использовались для упрочнения, облегчения и повышения обрабатываемости некоторых металлов для определенных применений. Например: сталь, сплав, состоящий из железа и других элементов, таких как углерод, широко использовалась в металлизации и оружии после ее изобретения около 1800 г. до н.э.
В настоящее время использование сплавов почти такое же. Одной из особенно популярных современных итераций исследования сплавов являются автомобили Ford, которые решили использовать алюминиевые сплавы, смешанные с магнием и кремнием, а также высокопрочную сталь, где это применимо, для увеличения прочности и снижения веса пикапов.
Ковка/сварка
Соединение двух кусков металла с помощью современной сварки или традиционной кузнечной сварки на протяжении тысячелетий было одним из основных способов производства и манипуляций с металлом.
Самый типичный древний метод соединения металлов — их нагревание и ручная ковка. Соединения, известные как кузнечная сварка, могут быть получены несколькими способами, в частности, с помощью сварки внахлестку или V-образной сварки, при которой концы обрабатываются и подготавливаются для удара молотком.
Сварку можно разделить на две области: сварка плавлением и диффузионная сварка. В современной газовой или электрической сварке широко распространено плавление, тогда как диффузия основана на соединении металлов без их плавления в твердом состоянии. В древние и средневековые времена кузнечная сварка использовалась для создания всего, от сельскохозяйственных орудий до оружия, ворот и тюремных камер.
Кузнечная сварка все еще практикуется сегодня, обычно с помощью механизированного процесса, включающего нагретый пресс, который сжимает перекрывающиеся металлы вместе, создавая сварной шов.Современные стальные трубы часто свариваются кузнечной сваркой в процессе производства с использованием ролика особой формы для непрерывного прессования и формирования сварных швов или соединений в непрерывный шов. Многие сплавы и современные материалы можно сваривать ковкой, например, углеродистая сталь и даже алюминиевый сплав. Титан обычно сваривают в кузнице из-за его способности создавать прочный сварной шов в расплавленном твердом состоянии, а не в жидком состоянии.
Что готовит будущее
Изучая прошлое, мы можем видеть, что манипуляции с металлом посредством кузнечного дела, плавки, появления и использования сплавов, а также методов сварки/ковки поддерживали постоянный прогресс с момента их появления сотни, если не тысячи лет назад.
Во всяком случае, мы можем точно предсказать, что эти стихийные практики будут только увеличиваться в своем использовании, силе и практичности с течением времени. Мы можем рассчитывать на открытие и оттачивание новых сплавов путем комбинирования различных комбинаций металлов и других элементов; мы можем ожидать дальнейшего развития сварочных процессов, повышающих подвижность и прочность металлов. Мы также можем быть уверены, что увидим переосмысление использования металлов в новых приложениях.
Что интересно, так это то, что все эти процессы, хотя и являются новыми и продвинутыми по своему масштабу, восходят к некой форме древнего знания, которое поставило человечество на путь развития, как никогда раньше. Именно это осознание того, что мы должны уважать наших предков за то, что они раскопали эти основные принципы и передали их нам, чтобы мы могли использовать, адаптировать, модифицировать и совершенствовать.
Именно это осознание того, что мы должны уважать наших предков за то, что они раскопали эти основные принципы и передали их нам, чтобы мы могли использовать, адаптировать, модифицировать и совершенствовать.
курсов/регистрация – Desert Metal Craft
Небольшие группы и частные занятия
Если у вас есть группа друзей или команда, заинтересованная в совместном изучении новых задач, вы можете записаться на небольшое приватное занятие, чтобы завершить свой проект! Цены варьируются в зависимости от размера группы и типа проекта.Напишите нам по адресу [email protected], чтобы организовать ваше индивидуальное мероприятие.
Классы сгруппированы ниже:
- Открытые события
- Bladesmithing
- BlacksMithing
- Сварка
- Metal Art / Science
Если вы не можете найти то, что вы ищете, пожалуйста, напишите нам по Info @ Desertmetalcraft. org, и мы будем рады помочь.
org, и мы будем рады помочь.
Open Forge (отменено до дальнейшего уведомления)
Присоединяйтесь к нам в Desert Metal Craft на нашем ежемесячном дне открытых дверей, чтобы увидеть, как мы работаем, и узнать, какие классы для вас. БЕСПЛАТНОЕ мероприятие для всего сообщества! Если вы уже зачислены в класс DMC или являетесь бывшим студентом, не стесняйтесь принести проект для работы в кузнице. Если вы еще не студент, посмотрите демонстрацию и познакомьтесь с местными кузнецами и мастерами по металлу.
Загляните в магазин и поработайте над своими металлическими проектами. Полдень до 8 вечера. Должен быть нынешним или бывшим студентом. Пожалуйста, сначала купите часы работы магазина в Интернете и напишите нам о предпочтительном рабочем времени.
Наши инструкторы:
Пожалуйста, найдите минутку, чтобы просмотреть нашу страницу сообщества, чтобы узнать, кто ваши инструкторы.Большинство наших инструкторов были с нами с самого начала, и мы считаем, что это говорит о нашей приверженности сообществу художников здесь, на юго-западе. Кроме того, если вы художник/инструктор и хотели бы провести с нами урок в Desert Metal Craft , пожалуйста, свяжитесь с нами и сообщите, как мы можем работать вместе, чтобы лучше служить обществу.
Кроме того, если вы художник/инструктор и хотели бы провести с нами урок в Desert Metal Craft , пожалуйста, свяжитесь с нами и сообщите, как мы можем работать вместе, чтобы лучше служить обществу.
Это первые занятия в Desert Metal Craft. Мы предлагаем вам лучшее, что может предложить мир в области искусства металла всех видов, поэтому заходите почаще, чтобы увидеть, что мы можем предложить.
Чтобы получить доступ к магазину в любое время, просто нажмите любую из кнопок «Зарегистрироваться»
Кованая фрикционная папка Класс
Инструктор: Ник Росси
На этом трехдневном семинаре каждый учащийся изготовит 100% кованый фрикционный фальц с лезвием из высокоуглеродистой стали, кованой ручкой из мягкой стали и клепаной конструкцией. Развитые навыки включают в себя основные методы ковки, дизайн фрикционных папок, основы металлургии, как заставить нож «ходить и говорить», текстурирование и отделку. Этот мастер-класс идеально подходит для начинающих или средних кузнецов. Сделайте карманный нож, который можно носить каждый день!
Этот мастер-класс идеально подходит для начинающих или средних кузнецов. Сделайте карманный нож, который можно носить каждый день!
- 4–6 марта 2022 г. (ежедневно с 9:00 до 17:00)
Приходите и сделайте нож своей мечты своим и нашим героем, НИК РОССИ! $650.00
Складной нож Slip Joint Master Class
Инструктор: Джон Уик
Научитесь делать этот классический складной нож, который миллионы людей носят с собой на протяжении многих лет. Навыки и приемы, полученные на этом занятии, можно использовать в ряде других проектов и дисциплин.Не упустите шанс поучиться у нашего собственного Джона Уика!
- 10–12 декабря 2021 г. (с 9:00 до 17:00 каждый день)
Идеальный карманный нож для небольшой карманной царапины! $795,00
Изготовление ложек
Инструктор: Момоко Окада
Сделаем единственную в своем роде медную ложку! На этом трехчасовом мастер-классе вы создадите свою собственную ложку ручной работы, выковав медь. Это веселый и быстрый мастер-класс по изготовлению ложек, который станет отличным подарком для новорожденных и друзей.Варианты серебряных ложек ограничены, но доступны при предварительном уведомлении. Вы можете пройти несколько сеансов, чтобы создать набор ложек или больше!
Это веселый и быстрый мастер-класс по изготовлению ложек, который станет отличным подарком для новорожденных и друзей.Варианты серебряных ложек ограничены, но доступны при предварительном уведомлении. Вы можете пройти несколько сеансов, чтобы создать набор ложек или больше!
- 19 марта 2022 г. (сб) с 9:00 до 12:00
- 19 марта 2022 г. (сб) с 13:30 до 16:30
- 20 марта 2022 г. (вс) с 9:00 до 12:00 :30–16:30
Приходите и сделайте ложку своей мечты! $125.00
Шеф-повар Дон Нгуен Мастер-класс
Инструктор: Дон Нгуен
Учитесь у Дона Нгуена, мастера по изготовлению ножей для шеф-поваров, чтобы от начала до конца изготовить нож для шеф-повара.На занятии будут рассмотрены основы геометрии изготовления ножей, шлифовки, термообработки, изготовления рукояток и заточки. Узнайте секреты идеальной подгонки и отделки поварского ножа от мастера!
- 17 февраля – 20 февраля 2022 г. (с 9:00 до 17:00 каждый день)
 (с 9:00 до 17:00 каждый день)
(с 9:00 до 17:00 каждый день) вернулся и острее, чем когда-либо, не сомневайтесь, этот класс будет быстро распродан! $1400.00
Изготовление серебряных булавок
Инструктор: Лиз Камерон
В этом 4-часовом мастер-классе под руководством женщины вы создадите красивую серебряную булавку, научившись отливать и прессовать серебро в готовые штампы на ваш выбор! Затем вы научитесь распиливать, одевать, паять все вместе и завершать все тонкой полировкой или отделкой цвета серы для более глубокого контраста! Этот класс отлично подходит для начинающих, желающих попробовать себя в ювелирном деле! Для женщин от женщин!
- март.18 2022 (пт) с 17:00 до 21:00
приходите и сделайте булавку своей мечты! $75.00
Класс повышения квалификации в японском и западном стиле
Инструктор: Момоко Окада
Техника подъема — это простой и повторяющийся процесс ковки для создания чаши или чашки из плоского листа металла. На этом уроке вы создадите свой собственный медный стакан или миску! Вы научитесь основным методам поднятия ставок, используя ставки в японском стиле, а затем оловянные или металлические листы внутри стакана или миски.Вы познакомитесь как с японскими, так и с западными техниками рейза.
На этом уроке вы создадите свой собственный медный стакан или миску! Вы научитесь основным методам поднятия ставок, используя ставки в японском стиле, а затем оловянные или металлические листы внутри стакана или миски.Вы познакомитесь как с японскими, так и с западными техниками рейза.
Сделай себе чашку и тоже пей из нее!
Традиционная японская инкрустация
Инструктор: Момоко Окада
Окунитесь в искусство японской инкрустации. В этом быстро развивающемся мастер-классе вы начнете с создания собственного набора специализированных японских металлических стамесок. Затем изучите процесс инкрустации японскими точками (Ten-zogan) и инкрустации линиями (Sen-zogan) и приобретите навыки использования различных японских сплавов, таких как Shibuichi.Будет рассмотрен традиционный процесс патинирования (ни-иро). Этот класс отлично подходит как для начинающих, так и для опытных производителей, он охватывает основы, но также предлагает возможность оттачивать навыки.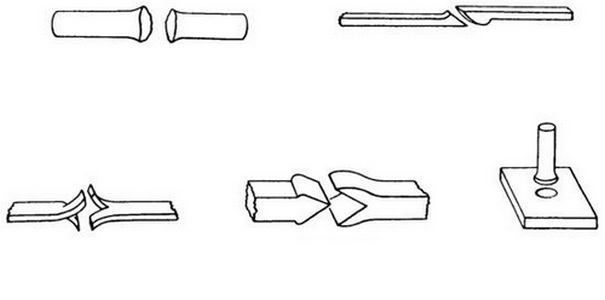
Приходи и научись наносить удивительные линии и узоры на свои любимые проекты!
Стоимость обучения включает, но не ограничивается:
• Молоток Отафуку (импортирован из Японии)
• Пустые зубила x 3
• Лист сибуичи — Нами-Сибуичи (1.5 мм) и Kuro-Shibuichi (1,2 мм) — (импортировано из Японии)
• Тонкая серебряная проволока 22ga. (1 фут)
• Медная проволока 22ga. (1 фут)
• Медный лист 18ga.
• Сверло (#72/22ga.)
• Японская черная смола ручной работы на деревянной доске
• Японские материалы для патинирования
Формирование складок с Джонатаном Уиком
Инструктор: Джон Уик
Опытный кузнец Джон Вик, который выковал клейморовый меч в S2E3 Forged in Fire, ведет этот мастер-класс по формовке меди, которую можно использовать со всеми цветными металлами. Эту технику можно использовать для самых разных проектов, от украшений до ножен для ножей
Эту технику можно использовать для самых разных проектов, от украшений до ножен для ножей
Складывай, формируй и переворачивай вместе с Джоном Уиком!
Серебряные черепа на Хэллоуин
Инструктор: Спенсер Эдгертон
Изучите мощную ювелирную технику и сделайте несколько жутких готических украшений! Мастер-класс по черепам на Хэллоуин / Allsouls учит студентов использовать методы прокалывания и наложения, чтобы сделать пару дополнительных рисунков черепа из меди и стерлингового серебра.Методы включают сверление, пиление, напильник, пайку и полировку. Добавление булавки на спину позволяет носить черепа по отдельности или в комплекте.
Спускайтесь вниз и повеселитесь перед парадом!
Серебряное дело, смешанный уровень
Инструктор: Спенсер Эдгертон
Хотите знать, что делать со всеми великолепными драгоценными камнями, которые вы купили на выставке драгоценных камней в Тусоне? Научитесь устанавливать камни и делать серебряные украшения! День 1: Знакомство с серебром, короткая лекция и обзор безопасности инструмента. Научитесь использовать газовую горелку, чтобы сделать серьги и простые кольца из проволоки. День 2: Установка камня и пайка. Сделайте подвески с безелем в форме чашки, а затем усовершенствованную подвеску с перфорацией и нестандартной безелем. Пт с 17:00 до 21:00 Сб с 10:00 до 18:00 Вс с 10:00 до 18:00. Этот класс подходит для студентов разного уровня, чтобы вы могли работать в своем темпе и работать над проектами, которые вам интересны!
Научитесь использовать газовую горелку, чтобы сделать серьги и простые кольца из проволоки. День 2: Установка камня и пайка. Сделайте подвески с безелем в форме чашки, а затем усовершенствованную подвеску с перфорацией и нестандартной безелем. Пт с 17:00 до 21:00 Сб с 10:00 до 18:00 Вс с 10:00 до 18:00. Этот класс подходит для студентов разного уровня, чтобы вы могли работать в своем темпе и работать над проектами, которые вам интересны!
- 29 апреля – 1 мая 2022 г. (пт. 17:00-21:00, сб. 10:00-18:00 и вс. 10:00-18:00). 495 долларов.00
Изготовление щипцов
Инструктор: Стивен Фишер
Научись делать свой первый набор щипцов! Начинающие и продолжающие приветствуются в этом классе, чтобы начать или расширить свою коллекцию инструментов для кузнечного дела или кузнечного дела!
- 19-20 ноября 2021 г. (пт. 17:00-21:00, сб. 9:00-14:00)
- 7-8 января 2022 г. (пт. 17:00-21:00, сб. 9:00-14:00)
Научитесь делать инструменты ты Юль! $225.
00Изготовление молодежных ножей
Инструктор: Рич Гринвуд
На этом двухдневном занятии подростки (12-15 лет) узнают, как безопасно ковать, шлифовать, термообрабатывать и отделывать свой собственный нож, как они это делают в популярном телешоу Forged In Fire! Это тяжелая работа, но оно того стоит и научит немного всему, что мы предлагаем здесь, в Desert Metal Craft.Обязательно возьмите с собой обед и выпейте много воды, так как занятия проходят с 9:00 до 17:00. оба дня (суббота и воскресенье).
- 5–6 февраля 2022 г. (с 9:00 до 17:00 каждый день) с обедом в полдень каждый день.
- 9–10 апреля 2022 г. (с 9:00 до 17:00 каждый день) с обедом в полдень каждый день.
Здесь начинается ваш путь к мастеру! $425.00
Кузнечное дело 100
Инструктор: Марио Эрнандес
Студенты встречаются два раза в неделю на двоих.5 часов за занятие в рамках этого 8-недельного курса, который знакомит с основами кузнечного дела.
Начните с безопасности в магазине и обзора инструментов, а затем перейдите к основным методам ковки, чтобы создать свой собственный нож. Студенты изучают методы, необходимые для ковки, шлифовки, термообработки, полировки и заточки ножей.- 4 января – 24 февраля 2022 г. вт/чт 18:00-20:30
- 22 марта – мая. 12th, 2022 T/Th 18:00-20:30
Попробуйте себя в роли кузнеца, которым вы знаете себя! 695 долларов
Кузнечное дело 200 / Кованый поварской нож
Инструктор: Майкл Серонде
ранее назывался Bladesmithing 200, в этом классе ученики встречаются два раза в неделю по 2.5 часов за занятие на этом 8-недельном промежуточном курсе, посвященном изготовлению поварского ножа в японском стиле со скрытым хвостовиком и трехкомпонентной конструкцией рукоятки. Студенты уже должны хорошо разбираться в основных методах ковки и отделки лезвий, поэтому обязательным условием для этого класса является Bladesmithing 100 или эквивалент.
- 10 января – 2 марта 2022 г. Пн/Пт 18:00–20:30
Освежите в памяти то, что вы узнали в классе 100, изучая новые трюки! $795
Мастерская дамасской стали
Инструктор: Рич Гринвуд
На этом двухдневном занятии вы будете делать дамасскую сталь, которая на протяжении тысячелетий высоко ценилась кузнецами древнего мира, а теперь используется искусными оружейниками и ювелирами для изготовления коллекционных ножей и других произведений искусства.Предоставляется сталь.
- 26 февраля (9:00-14:00) – 27 февраля (9:00-13:00) 2022 года
- 12 марта (9:00-14:00) – 13 марта (9:00-13:00) 2022 года
Дорога в Дамаск начинается здесь . 375 долларов
Мастерская по заточке лезвий
Инструктор: Дон Нгуен
На этом однодневном занятии учащиеся работают со всемирно известным производителем поварских ножей Доном Нгуеном, чтобы узнать об инструментах и методах заточки лезвий до оптимального состояния для их предназначения.
Получите преимущество, о котором всегда мечтали!
часов открытой кузницы.
Инструктор: Рич Гринвуд
Приходите со своими текущими проектами по изготовлению ножей, кузнечными и кузнечными работами или проблемными проектами и получите помощь от Рича Гринвуда, Forged in Fire Alum из сезона 1, эпизода 1 и сезона 3, эпизода 2. Подумайте об открытии кузницы с большой помощью друга, размер класса ограничен четырьмя.
- 16 января 2022 г. (вс) с 9:00 до 17:00 через два часа
позвольте мне помочь вам решить эту сложную проблему, с которой вы боролись.$70.00/2 часа.
Кузнечное дело 100 интенсив
Инструктор: Рич Гринвуд
Этот интенсив охватывает почти весь материал из нашего 8-недельного курса начального уровня «Кузнечное дело 100» и занимает 32 часа в течение четырех дней!
Класс завершен. Пожалуйста, заходите почаще на новые даты.
Нож за день
Инструктор: Рич Гринвуд
Выковать вручную базовый нож из высокоуглеродистой стали.Проведите день, придавая лезвию форму, плоское шлифование и снятие фасок, закалку и отпуск, а также чистовую обработку и заточку, чтобы изготовить цельный кузнечный нож.
Класс завершен. Пожалуйста, заходите почаще на новые даты.
Кузнечное дело для начинающих
Инструктор: Мэтт Марцольф
Если вы никогда не нагревали металл в горне и не размахивали молотом, чтобы придать ему форму на наковальне, то этот урок для вас! Изучите абсолютные основы кузнечного дела на нашем полудневном курсе.Познакомьтесь с безопасностью, инструментами и методами этого древнего искусства. Покиньте магазин, уверенный в своих силах и держащий в руках свое первое кованое стальное творение.
Даты занятий
- 8 января (сб) (с 16:00 до 20:00)
- 15 января (сб) с 15:00 до 19:00 (возраст 12–17 лет) 2022
- 25 февраля (пятница) с 17:00 до 21:00 (взрослые) 2022
- 23 апреля (сб) с 15:00 до 19:00 (возраст 12–17 лет) 2022
Пожалуйста, выберите нужный класс, когда вы попадете в наш интернет-магазин.
225 долларов Научитесь делать специализированные ручные инструменты, необходимые для практики векового кузнечного мастерства по лепке из раскаленного металла фигур животных и людей (и мифических фигур). Студенты будут работать со специальными инструментальными сталями и научатся их термической обработке, шлифовке и шлифовке, а затем используют их для изготовления волшебной открывалки для бутылок, разработанной инструктором.
Инструктор: Стивен Фишер
- 22-24 апреля 2022 г. (пт.17:00-21:00, сб. 9:00-14:00, вс. 9:00-14:00)
Стань волшебником, будь волшебником! $425.00
Создайте собственный походный гриль
Инструктор: Мэтт Марцольф
На этом восьмичасовом занятии вы будете выковывать свой собственный гриль для походного костра с Мэттом, одним из наших замечательных кузнецов здесь, в DMC. Он покажет вам, как выковать и центрировать кольца на треноге, чтобы сверлить отверстия в трамвае.
сохраняя вещи центрированными и сбалансированными.это занятие на целый день, поэтому обязательно съешьте шпинат и приготовьтесь к работе.Класс завершен. Пожалуйста, заходите почаще на новые даты.
Выковать вешалку с тремя крючками
Инструктор: Мэтт Марцольф
Приходи и научись ковать вешалку с тремя крючками вместе с Мэттом, в процессе ты научишься пользоваться раскаленными зубилами, пробойниками и даже просверливать дырки в раскаленной стали! Это идеальный класс для новичков, которые хотели бы сделать хороший проект для входа в свой дом.
- 20 ноября 2021 г. (сб) 15:00–19:00
- 18 декабря 2021 г. (сб) 15:30–19:30
Сделайте идеальную вешалку, о которой всегда мечтали. $265.00
Кузнечные инструменты
Инструктор: Стивен Фишер
Существует почти бесконечное количество пробойников, долот, выемок, выколоток, горячих резов, прочных инструментов, долов, чертей, обезьяньих инструментов и так далее.
Узнайте, как ковать, придавать форму, термообрабатывать и отделывать собственные инструменты из прочной закаленной инструментальной стали.Создание пользовательских инструментов для пользовательских заданий. 395 долларов
Среднее кузнечное дело: ботанические формы
Инструктор: Стивен Фишер
Ковка листьев, цветов и других природных форм требует кропотливости и детализации, но результаты могут быть впечатляющими, если все сделано правильно. Опытный кузнец Стивен Фишер познакомит студентов со специальными методами, необходимыми для изготовления реалистичных декоративных изделий из железа.
Класс завершен.Пожалуйста, заходите почаще на новые даты.
Сварка для начинающих
Инструктор: Деннис Джонсон
Изучите основные процедуры и методы дуговой сварки металлическим электродом (GMAW). Класс включает в себя технику безопасности и охраны окружающей среды, терминологию сварки, оборудование GMAW, надлежащие процедуры сварки, положения сварки, пять сварных соединений, подготовку соединения, работу сварочного оборудования и методы сварки, защитные газы и сварку низкоуглеродистой стали.
- 29 января (с 17:00 до 21:00) – 30 января (с 9:00 до 17:00) 2022
Рекомендуется знание электроинструментов и рабочих процедур. 495 долларов
Часы работы в открытом режиме
Инструктор: Рич Гринвуд
Вы должны пройти у нас урок сварки или изготовления, чтобы записаться на открытый магазин. Во время открытого сварочного цеха вы можете работать над своими личными проектами по сварке и плазменной резке, чтобы отточить свои навыки на том же оборудовании, которое вы использовали на занятиях, которые вы посещали у нас.Оборудование и газ предоставляются, но расходные материалы, такие как наждачная бумага, шлифовальные круги и диски, а также материалы, такие как сталь для ножей и металлы, необходимо будет принести с собой или можно приобрести у нас, если они есть в наличии здесь, в магазине. Пожалуйста, не стесняйтесь, присылайте нам электронное письмо по адресу info@desertmetalcraft.
org, если у вас есть какие-либо вопросы о времени работы магазина. Продается блоками по 2 часа на время работы магазина. Возврат средств не производится, если вам отказали из-за отсутствия квалификации для открытия магазина, если вы посещали занятия до открытия магазина.- Узнавайте даты в ближайшее время!
выходи и работай над своими сварочными навыками вместе с Деннисом! $110.00/2 часа Блок
ВИГ 100
Инструктор: Лиз Камерон
Вы когда-нибудь хотели научиться сварке TIG? Думаете о том, чтобы участвовать в проектах с алюминием, нержавеющей сталью или специальными сталями? Вот с чего вы хотите начать! Этот класс будет охватывать несколько типов настроек машины, безопасность, технику сварки плавлением и то, как добавить присадочную проволоку к вашим сварным швам.*Этот класс является обязательным условием для класса TIG 200*
- 15 апреля (с 17:00 до 21:00) – 16 апреля (с 9:00 до 17:00) 2022
Вольфрамовый инертный газ, да, вот что это значит! приходите и TIG на сварку! $495.
00ТИГ 200
Инструктор: Деннис Джонсон
Этот 12-часовой курс научит вас использовать присадочную проволоку на нескольких типах аппаратов TIG, начиная со стандартной геометрии сварки, чтобы вы могли приступить к изготовлению! Этот класс предназначен для студентов, которые прошли курс TIG 100 или эквивалентный уровень квалификации.
- 6 мая (17:00-21:00) – 7 мая (9:00-17:00) 2022
TIG 200, всего в 100 раз сложнее, чем в первый раз! $495.00
Инструктор: Деннис Джонсон
Применить основные процедуры и методы дуговой сварки металлическим электродом в среде защитного газа (GMAW) для изготовления идеального квадрата. Класс включает в себя технику безопасности и охраны окружающей среды, терминологию сварки, оборудование GMAW, правильные процедуры сварки, положения сварки, сварные соединения, подготовку шва, работу сварочного оборудования и методы сварки, защитные газы и сварку низкоуглеродистой стали, чтобы применить свои навыки к вашему первому производственному проекту.
.Вы сможете сделать идеальные квадраты и прямоугольники для своих домашних проектов, будь то дверная рама, ящик для цветов, стол, каркас кровати, стойка для приседаний или простая подставка.- 25 марта (17:00–21:00) — 26 марта (9:00–17:00) 2022
Проверьте свои навыки новичка! 495 долларов
Производство 100
Этот курс рекомендуется для студентов-сварщиков до или после курса «Сварка для начинающих»/«Сварка для женщин».Этот класс также предназначен для тех, кто хочет научиться правильно строить базовые фигуры, такие как квадраты и прямоугольники. Звучит проще, чем на самом деле! Вы научитесь всем навыкам и всем необходимым инструментам, которые вам понадобятся для изготовления красивой квадратной, ровной мебели или скульптур, которые будут выглядеть профессионально. Если вы когда-либо строили что-либо и чувствуете, что этому не хватает профессионального качества, этот курс для вас!
- 11 февраля (с 17:00 до 21:00) — 12 февраля (с 9:00 до 17:00) 2022
Потрясающее время! приходите и творите с лучшими! 495 долларов.
00Начальная сварка и изготовление
В этом кратком введении в сварку и изготовление металла учащиеся вырезают, шлифуют, куют и сваривают — и изготавливают — декоративный металлический проект. Это краткое, но всеобъемлющее руководство по изготовлению изделий из металла, специально разработанное для начинающих.
Класс завершен. Пожалуйста, заходите почаще на новые даты.
200 долларов
Мастерская художественной сварки
Этот однодневный мастер-класс включает в себя сварку вашего индивидуального дизайна.Отправьте нам рисунок и расскажите о своем видении, и мы будем работать с вами, чтобы выковать и воплотить его в жизнь. Студенты знакомятся с различными методами базового проектирования, изготовления, резки, формовки, ковки и сварки MIG.
- 13 ноября 2021 г. (сб) 9:00–17:00 2021
- 1 апреля (17:00–21:00) — 2 апреля (9:00–14:00) 2022
Все классы идентичны.
295 долларов Дуговая сварка и изготовление на месте
Узнайте все, что вам нужно знать, чтобы начать работу сварщиком/производителем, всего за неделю на вечерних занятиях, посвященных сварке под флюсом (FCAW) и дуговой сварке (SMAW), кислородно-ацетиленовой резке, типам оборудования, электродов, настройке и использованию сварочных аппаратов. и горелки, ручные инструменты и средства безопасности, а также сварочные позиции.Этот курс, разработанный для новичков и проводимый экспертами, подготовит вас к широкому спектру сварочных проектов и даст вам навыки и знания для выбора и использования сварочного оборудования, которое вам больше всего подходит.
Класс завершен. Пожалуйста, заходите почаще на новые даты.
Сварка для женщин
Инструктор: Лиз Камерон
Двухдневный курс повышения квалификации только для женщин. Студенты работают по 4 часа в день над своим индивидуальным дизайном изготовленной металлической скульптуры.
Курс охватывает основные концепции проектирования, изготовления, резки, формовки и сварки MIG. Студенты могут привезти металлолом для своей скульптуры.- 21–22 января (с 17:00 до 9:00, с 9:00 до 13:00) 2022
Женщины, трансгендеры и женщины приветствуются. 295 долларов
Кольцо мокуме-гане Класс
Инструктор: Тед Макдонна
Мы очень рады снова приветствовать Тедда Макдонаха в DMC. Тед — один из ведущих художников страны по мокумэ-гане, древней японской технике, которая позволяет создавать ламинат из смешанных металлов с характерными многослойными узорами.Это редкая возможность для студентов сделать красивые украшения из заготовки собственного дизайна. Весь курс будет посвящен созданию уникального кольца.
- 21–23 мая (пятница с 12:00 до 17:00, суббота и воскресенье с 9:00 до 17:00). $675
Серебряное дело для начинающих
Инструктор: Джонатан Уик
Хотите знать, что делать со всеми великолепными драгоценными камнями, которые вы купили на выставке драгоценных камней в Тусоне? Научитесь устанавливать камни и делать серебряные украшения! Этот 5-дневный класс включает в себя; знакомство с серебром, обзор безопасности инструментов, научиться использовать газовую горелку для изготовления серег, простых проволочных колец, закрепки камня, пайки, изготовления подвесок с безелем в форме чашки, затем расширенной подвески с перфорированной работой и индивидуальной безелем.
- 7–11 марта (с 17:00 до 21:00 каждый день) 2022
Начните свой путь к Bling! 200 долларов
Цех бронзолитейного производства
Инструктор: Спенсер Эдгертон
Трехдневный семинар, на котором студенты изучают навыки, необходимые для изготовления небольших предметов из бронзы. Используя метод литья в зеленый песок, учащиеся проектируют и создают функциональные и декоративные рукояти и навершия для ножей и мечей или другие предметы искусства, не относящиеся к оружию, аналогичного размера.Включает в себя введение в литье в зеленый песок; изготовление моделей, изготовление козырьков и перетяжек, подготовка печи и пола; заливка бронзы и отделка металла.
- 19 июня 2021 г. (10:00–15:00) – 20 июня 2021 г. (10:00–15:00)
- 18–19 декабря 2021 г. (10:00–15:00 каждый день)
Бронируйте заранее — этот класс является любимым . 495 долларов
Японский Нуномэ Зоган
Инструктор: Момоко Окада
Нуномэ Зоган (наложение текстуры ткани) — одна из традиционных японских техник инкрустации.
Класс завершен. Пожалуйста, заходите почаще на новые даты. История японской техники инкрустации нуномэ начинается в Дамаске, Сирия. Техника, получившая название «Дамаскин», попала в Японию по Шелковому пути. В наиболее распространенном процессе нуномэ зоган используется золотая или серебряная фольга на стали или железе. На этом уроке вы будете изучать дзоган Школы Нуномэ. Этот метод заключается в инкрустации цветного металла, такого как серебро, латунь или японский медный сплав (шибуити и сякудо), вместо стали; однако этот процесс можно использовать для стали. Этот класс начнет делать ваше собственное долото Nunome и ручку молотка.Также будет рассмотрен традиционный японский процесс патины. Этот курс отлично подходит как для начинающих, так и для опытных мастеров, он охватывает основы, но также предлагает возможность отточить навыки для более продвинутых студентов. Этот класс требует оплаты материалов в размере 200 долларов США в первый день занятий
Совместная работа DMC и Sonoran Glass School на Хэллоуин в смешанной технике.Sonoran Glass Mixed Media
Создайте произведение искусства из металла и стекла в смешанной технике! Студенты сначала работают в Desert Metal Craft над компонентом из кованой стали, а затем переводятся в школу стекла Соноран, чтобы интегрировать стеклянный компонент и завершить дизайн.
Класс завершен. Пожалуйста, заходите почаще на новые даты.
Мы так взволнованы этим сотрудничеством в смешанной технике!
Медная ковка
Инструктор: Спенсер Эдгертон
Ковкость медии привлекательный цвет делают ее идеальной для ковки, особенно в летние месяцы, когда использование кузницы при температуре 2000 градусов (что требуется для стали) может превратить работу в цеху в испытание на выносливость. Медь подходит для ковки таких разнообразных предметов, как посуда, пряжки для ремней и ножны, а также амулеты, браслеты и ожерелья.
Быстрая термическая обработка с помощью небольшого источника пламени создает радугу цветов закалки и создает винтажную патину.- 14 ноября 2021 г. (с 10:00 до 18:00)
- 21 ноября 2021 г. (с 10:00 до 18:00)
Зарегистрируйтесь заранее, это ЖАРКО! $225.00
Основы термообработки
Инструктор: Лиз Камерон
(Это занятие теперь «виртуальное» и проводится в Zoom)
Компания Smiths подвергает сталь термообработке для изменения ее микроструктуры и придания металлу желаемых физических и механических характеристик.Мало что расстраивает кузнецов больше, чем закалка, которая портит часы или недели ковки.
Догадок недостаточно. Понимание микроструктуры стали и процессов термообработки дает кузнецам детальный взгляд изнутри на металл, с которым они работают, и помогает им управлять своей сталью и предсказывать, как она будет себя вести. Это действительно место, где искусство встречается с наукой.
Преподаватель Лиз Камерон работала в сталелитейной промышленности и имеет степень магистра в области материаловедения и инженерии. Она обладает экспертными знаниями в области термической обработки и того, как она влияет на прочность, твердость, ударную вязкость и пластичность стали.
- 13 августа 2021 г. (пт) с 17:00 до 20:00
- 12 ноября 2021 г. (пт) с 17:00 до 20:00
Мелкий шрифт
Возврат денег за покупки старше 60 дней невозможен, но вы все равно можете получить кредит, если соблюдены следующие критерии. За четыре или более недель до начала занятий плата за занятие возвращается на 100 % или 100 % уплаченной суммы может быть использовано в качестве кредита для будущих занятий (в зависимости от наличия мест и за исключением мастер-классов). Плата возвращается в размере 50 %, если отмена происходит за 2–4 недели до начала занятий, а 50 % уплаченной суммы можно использовать в качестве кредита для будущих занятий (в зависимости от наличия мест и за исключением мастер-классов).
 00
00 Начните с безопасности в магазине и обзора инструментов, а затем перейдите к основным методам ковки, чтобы создать свой собственный нож. Студенты изучают методы, необходимые для ковки, шлифовки, термообработки, полировки и заточки ножей.
Начните с безопасности в магазине и обзора инструментов, а затем перейдите к основным методам ковки, чтобы создать свой собственный нож. Студенты изучают методы, необходимые для ковки, шлифовки, термообработки, полировки и заточки ножей.


 225 долларов
225 долларов  сохраняя вещи центрированными и сбалансированными.это занятие на целый день, поэтому обязательно съешьте шпинат и приготовьтесь к работе.
сохраняя вещи центрированными и сбалансированными.это занятие на целый день, поэтому обязательно съешьте шпинат и приготовьтесь к работе. Узнайте, как ковать, придавать форму, термообрабатывать и отделывать собственные инструменты из прочной закаленной инструментальной стали.
Узнайте, как ковать, придавать форму, термообрабатывать и отделывать собственные инструменты из прочной закаленной инструментальной стали.
 org, если у вас есть какие-либо вопросы о времени работы магазина. Продается блоками по 2 часа на время работы магазина. Возврат средств не производится, если вам отказали из-за отсутствия квалификации для открытия магазина, если вы посещали занятия до открытия магазина.
org, если у вас есть какие-либо вопросы о времени работы магазина. Продается блоками по 2 часа на время работы магазина. Возврат средств не производится, если вам отказали из-за отсутствия квалификации для открытия магазина, если вы посещали занятия до открытия магазина. 00
00 .Вы сможете сделать идеальные квадраты и прямоугольники для своих домашних проектов, будь то дверная рама, ящик для цветов, стол, каркас кровати, стойка для приседаний или простая подставка.
.Вы сможете сделать идеальные квадраты и прямоугольники для своих домашних проектов, будь то дверная рама, ящик для цветов, стол, каркас кровати, стойка для приседаний или простая подставка. 00
00 295 долларов
295 долларов  Курс охватывает основные концепции проектирования, изготовления, резки, формовки и сварки MIG. Студенты могут привезти металлолом для своей скульптуры.
Курс охватывает основные концепции проектирования, изготовления, резки, формовки и сварки MIG. Студенты могут привезти металлолом для своей скульптуры.
 История японской техники инкрустации нуномэ начинается в Дамаске, Сирия. Техника, получившая название «Дамаскин», попала в Японию по Шелковому пути. В наиболее распространенном процессе нуномэ зоган используется золотая или серебряная фольга на стали или железе. На этом уроке вы будете изучать дзоган Школы Нуномэ. Этот метод заключается в инкрустации цветного металла, такого как серебро, латунь или японский медный сплав (шибуити и сякудо), вместо стали; однако этот процесс можно использовать для стали. Этот класс начнет делать ваше собственное долото Nunome и ручку молотка.Также будет рассмотрен традиционный японский процесс патины. Этот курс отлично подходит как для начинающих, так и для опытных мастеров, он охватывает основы, но также предлагает возможность отточить навыки для более продвинутых студентов. Этот класс требует оплаты материалов в размере 200 долларов США в первый день занятий
История японской техники инкрустации нуномэ начинается в Дамаске, Сирия. Техника, получившая название «Дамаскин», попала в Японию по Шелковому пути. В наиболее распространенном процессе нуномэ зоган используется золотая или серебряная фольга на стали или железе. На этом уроке вы будете изучать дзоган Школы Нуномэ. Этот метод заключается в инкрустации цветного металла, такого как серебро, латунь или японский медный сплав (шибуити и сякудо), вместо стали; однако этот процесс можно использовать для стали. Этот класс начнет делать ваше собственное долото Nunome и ручку молотка.Также будет рассмотрен традиционный японский процесс патины. Этот курс отлично подходит как для начинающих, так и для опытных мастеров, он охватывает основы, но также предлагает возможность отточить навыки для более продвинутых студентов. Этот класс требует оплаты материалов в размере 200 долларов США в первый день занятий 
 Быстрая термическая обработка с помощью небольшого источника пламени создает радугу цветов закалки и создает винтажную патину.
Быстрая термическая обработка с помощью небольшого источника пламени создает радугу цветов закалки и создает винтажную патину.
