Лазерная сварка | Рудетранс
При лазерной сварке нагрев и плавление металла осуществляется лазерным лучом оптического квантового генератора (ОКГ).
Общепринятые обозначения лазерной сварки
LBW – Laser Beam Welding – сварка лазерным лучом
Сущность лазерной сварки
Лазерный луч по сравнению с обычным световым лучом обладает рядом свойств – направленностью, монохроматичностью и когерентностью.
Благодаря направленности лазерного луча его энергия концентрируется на сравнительно небольшом участке. Например, направленность лазерного луча может в несколько тысяч раз превышать направленность луча прожектора.
Если обычный «белый» свет состоит из лучей с различными частотами, то лазерный луч является монохроматичным – имеет определенную частоту и длину волны. За счет этого он отлично фокусируется оптическими линзами, поскольку угол преломления луча в линзе постоянен.
Благодаря вышеперечисленным свойствам лазерный луч может быть сфокусирован на очень маленькую поверхность металла и создать на на ней плотность энергии порядка 108 Вт/см2 – достаточную для плавления металла и, следовательно, сварки.
Для лазерной сварки обычно используются следующие типы лазеров:
- твердотельные и
- газовые – с продольной или поперечной прокачкой газа, газодинамические.
Лазерная сварка твердотельным лазером
Схема твердотельного лазера приведена на рисунке ниже. В качестве активного тела используется стержень из рубина, стекла с примесью неодима (Nd-Glass) или алюмо-иттриевого граната, легированного неодимом (Nd-YAG) либо иттербием (Yb-YAG).
Рисунок. Схема твердотельного лазера
По торцам активного тела размещены зеркала – отражающее и частично прозрачное. Луч лазера выходит через частично прозрачное зеркало, предварительно многократно отражаясь внутри рубинового стержня и таким образом усиливаясь. Мощность твердотельных лазеров относительно невелика и обычно не превышает 1–6 кВт.
Твердотельными лазерами в связи с их небольшой мощностью свариваются только мелкие детали небольшой толщины, обычно объекты микроэлектроники. Например, привариваются тончайшие выводы из проволок диаметром 0,01–0,1 мм, изготовленные из тантала, золота, нихрома. Возможна точечная сварка изделий из фольги с диаметром точки 0,5–0,9 мм. Лазерной сваркой выполняется герметичный шов катодов кинескопов современных телевизоров.
Катод представляет собой трубку длиной 2 мм, диаметром 1,8 мм, толщиной стенки 0,04 мм. К трубке приваривается донышко толщиной 0,12 мм, материал изделия – хромоникелевый сплав. Сварка таких мелких деталей возможна за счет высокой степени фокусировки луча и точной дозировки энергии путем регулировки длительности импульса в пределах 10-2–10-7 с.
К трубке приваривается донышко толщиной 0,12 мм, материал изделия – хромоникелевый сплав. Сварка таких мелких деталей возможна за счет высокой степени фокусировки луча и точной дозировки энергии путем регулировки длительности импульса в пределах 10-2–10-7 с.
Сварка газовым лазером
Более мощными являются газовые лазеры, в которых в качестве активного тела используют смесь газов, обычно СО2+N2+Не. Схема газового лазера с продольной прокачкой газа приведена на рисунке ниже. Газ из баллонов прокачивается насосом через газоразрядную трубку. Для энергетического возбуждения газа используется электрический разряд между электродами. По торцам газоразрядной трубки расположены зеркала. Электроды подключены к источнику питания. Лазер охлаждается водяной системой.
Рисунок. Газовый лазер с продольной прокачкой газа
Недостатком лазеров с продольной прокачкой газа являются их большие габаритные размеры.
Более компактны лазеры с поперечной прокачкой газа (см. рисунок ниже).
Рисунок. Газовый лазер с поперечной прокачкой газа
Они позволяют достичь общей мощности 20 кВт и больше, что дает возможность сваривать металлы толщиной до 20 мм с достаточно высокой скоростью, около 60 м/ч.
Наиболее мощными являются газодинамические лазеры (на рисунке ниже). Для работы используются газы, нагретые до температуры 1000–3000 К. Газ истекает со сверхзвуковой скоростью через сопло Лаваля, в результате чего происходит его адиабатическое расширение и охлаждение в зоне резонатора. При охлаждении возбужденных молекул CO
Рисунок. Газодинамический лазер
Схема процесса лазерной сварки приведена на рисунке ниже.
Рисунок. Схема процесса лазерной сварки
Лазерная сварка производится в атмосферных условиях, без создания вакуума, необходима защита расплавленного металла от воздуха. Обычно для защиты используются газы, в частности аргон. Особенностью процесса лазерной сварки является то, что вследствие высокой тепловой мощности луча на поверхности свариваемого изделия происходит интенсивное испарение металла. Пары ионизируются, что приводит к рассеиванию и экранированию луча лазера. В связи с этим при использовании лазеров большой мощности в зону сварки необходимо подавать, кроме защитного, так называемый плазмоподавляющий газ. В качестве плазмоподавляющего газа обычно используют гелий, который значительно легче аргона и не рассеивает луч лазера. Для упрощения процесса целесообразно применение смесей 50% Аг + 50% Не, которые выполняют плазмоподавляющую и защитную функции.
Рисунок. Конструкции сопел горелок для лазерной сварки
При лазерной сварке луч постепенно углубляется в деталь, оттесняя жидкий металл сварочной ванны на заднюю стенку кратера. Это позволяет получить «кинжальное» проплавление при большой глубине и малой ширине шва.
Высокая концентрация энергии в лазерном луче позволяет достигать высоких скоростей сварки, обеспечивая одновременно благоприятный термический цикл и высокую технологическую прочность металла шва.
Преимущества лазерной сварки
Важнейшим преимуществом лазерной сварки твердотельными лазерами является возможность очень точной дозировки энергии, поэтому удается обеспечить получение качественных соединений при изготовлении очень мелких деталей.
Для мощных газовых лазеров преимуществом является получение большой глубины проплавления при малой ширине шва.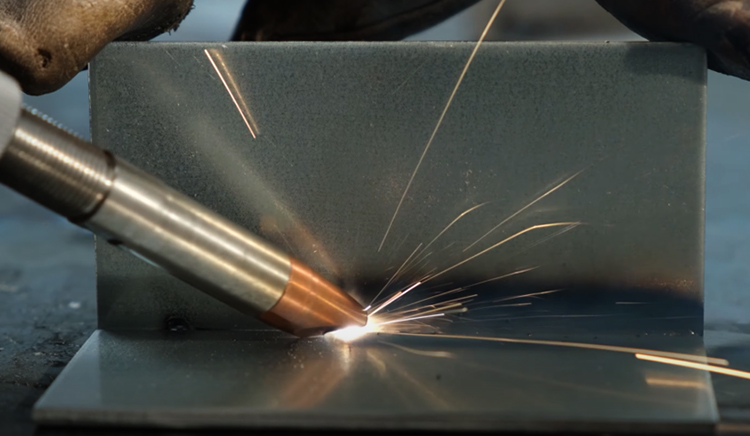 Это позволяет уменьшить зону термического влияния, сократить сварочные деформации и напряжения.
Это позволяет уменьшить зону термического влияния, сократить сварочные деформации и напряжения.
Кроме того, лазерная сварка обладает рядом преимуществ, не присущих другим способам сварки. Лазер может быть расположен на достаточно большом удалении от места сварки, что в ряде случаев дает существенный экономический эффект. Например, известна установка для лазерной сварки при ремонте трубопроводов, проложенных по дну водоема. Внутри трубы перемещается тележка с вращающимся зеркалом. Лазер же находится у конца секции трубопровода и посылает луч внутри трубы. Это позволяет осуществлять лазерную сварку, не снимая с трубопровода балласт и не поднимая его на поверхность.
Легкость управления лазерным лучом с помощью зеркал и волоконной оптики позволяет осуществлять сварку в труднодоступных, иногда не находящихся в пределах прямой видимости местах. Возможна также лазерная сварка нескольких деталей от одного лазера расщепленным с помощью призм лучом.
Недостатки технологии
Недостатками лазерной сварки являются высокая сложность и стоимость оборудования, низкий КПД лазеров.
ЛАЗЕРНАЯ СВАРКА — Blumenbecker
Продолжить.
Menu
- домашняя страница
- Промышленная автоматизация
- Промышленная робототехника
- Laser welding
Лазерная сварка в 8 раз быстрее, чем сварка ВИГ
Лазерный луч — это весьма эффективный инструмент для сварки благодаря концентрации энергии. С помощью наших роботизированных решений для лазерной сварки Вы можете осуществлять:
- сварку без дополнительного материала
- сварку с дополнительным материалом
- пайку
- наплавку
- удаление слоя металла (Абляцию)
- 3D-резку
- Лазерная сварка до 8 раз быстрее, чем дуговая сварка неплавящимся электродом
- Поступление энергии в деталь незначительно, поэтому отсутствует либо незначительно мала тепловая деформация, что исключает или значительно облегчает дополнительную обработку
- Благодаря гладкой поверхности сварного шва и отсутствию температурной окраски мала или не требуется последующая шлифовка
Преимущества лазерной сварки
- Высокая мощность в зоне удара — минимальная деформация материала
- Тепло передается в материал за очень короткое время — высокая скорость сварки
- Энергия лазерного луча способна расплавить любой известный материал
- Потребление тепла в материале проходит через несколько миллисекунд, что позволяет производить сварку вблизи термочувствительного материала (стекла, пластмассы)
- Сварные изделия имеют высокую прочность поверхности
- Эффективно глубокие сварные швы могут быть изготовлены с толщиной материала до 25 м
- Лазерный луч может сваривать в труднодоступных местах, которые иначе невозможно было бы сваривать
Наше предложение
Лаборатория лазерной сварки была создана на базе Научно-исследовательского института сварки Словакии в Братиславе и в тесном сотрудничестве с этим институтом. Он предлагает широкий спектр возможностей для клиентов, которые решили попробовать или использовать технологию лазерной сварки в своем производственном процессе. Мы можем предложить следующие услуги своим потенциальным клиентам в кооперации с компанией группы Блюменбекер — Blumenbecker Slovakia Ltd:
Он предлагает широкий спектр возможностей для клиентов, которые решили попробовать или использовать технологию лазерной сварки в своем производственном процессе. Мы можем предложить следующие услуги своим потенциальным клиентам в кооперации с компанией группы Блюменбекер — Blumenbecker Slovakia Ltd:
- Испытание на конкретных объектах, так что последующая реализация лазерной сварочной станции полностью функциональна с самого начала
- Если требуется, VUZ может сертифицировать качество сварного шва
- Лазерная сварка малого и среднего числа сварных швов в соответствии с Вашими требованиями
- Профессиональные консультации, техническая поддержка
- Поставка полной рабочей станции лазерной сварки, при необходимости с помощью робота — все из одного источника
- Обслуживание клиентов и гарантия
Наши услуги
Консультирование
У нас всегда есть время для Вас
В начале нашего сотрудничества с Вами мы всегда проводим комплексные консультации, во время которых мы анализируем Ваши потребности и вносим предложения по оптимизации. Учитывая заданные Вами параметры, мы создаем концепцию и затем конфигурируем приложения, максимизируя пользу для Вас.
Учитывая заданные Вами параметры, мы создаем концепцию и затем конфигурируем приложения, максимизируя пользу для Вас.
Проектирование и планирование
Комплексное проектирование — это больше, чем аппаратное обеспечение
Мы разрабатываем не только конкретное решение, но и его интеграцию в Ваш производственный процесс. Это облегчает планирование на ранней стадии. Вооруженные новейшим программным обеспечением для 3D-дизайна, наши инженеры умело планируют и моделируют роботезированые рабочие места и ячейки роботов.
Программирование
Больше, чем просто код
Мы программируем роботов, датчики и ПЛК с самым современным программным обеспечением. Это включает 3D проектирование рабочих ячеек роботов и проведение автономных симуляций перед тем, как их внедрять в производство. При таком подходе мы можем проектировать и тестировать производственные процессы в динамической 3D-среде, определять и проверять последовательность производственных процессов с реалистичным поведением, оптимизировать время цикла и имитировать первоначальный запуск производственных систем. Это позволяет заранее произвести виртуальную проверку концепций производства. Благодаря этому можно заранее устранить ошибки проектирования и контролировать обмен информацией между контроллером и роботами. Все это помогает быстрее запустить Вашу систему.
Это позволяет заранее произвести виртуальную проверку концепций производства. Благодаря этому можно заранее устранить ошибки проектирования и контролировать обмен информацией между контроллером и роботами. Все это помогает быстрее запустить Вашу систему.
Наш обширный опыт в программировании роботов дает нам инструменты для решения сложных задач автоматизации на промышленных объектах по всему миру.
Подробнее о программировании
Ввод в эксплуатацию
Непрерывное управление проектом до ввода в эксплуатацию
Мы назначим для Вас руководителя проекта для координации ведения проекта от консультаций до внедрения и после его окончания. Наши специалисты установят и запустят Вашу систему под наблюдением руководителя проекта.
Они проконтролируют процесс запуска, проверят наличие и оптимизируют процессы, чтобы быстро интегрировать оборудование в Ваш производственный процесс. Наши услуги включают в себя надзор со стороны наших инженеров, а также обучение операторов и сотрудников ремонтно-технической службы.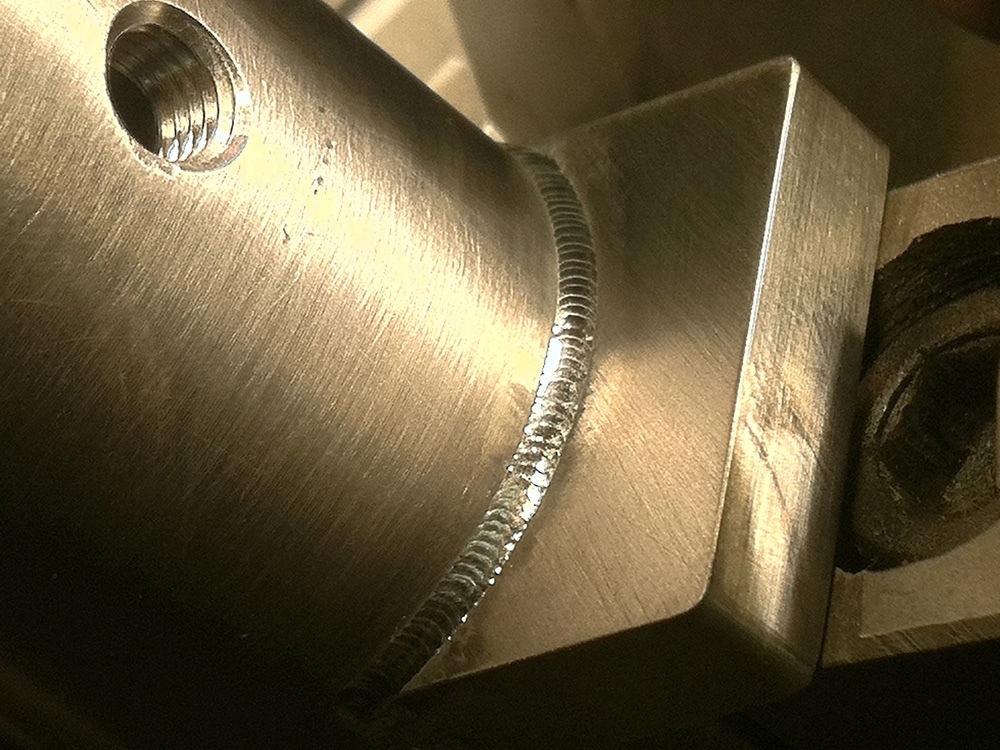
Монтаж / демонтаж
Сборка в области промышленной робототехники требует высокой квалификации и гибкости. Команда наших квалифицированных рабочих, мастеров, техников и инженеров заботится о Ваших потребностях. При необходимости мы также демонтируем или заменим старые системы.
Обучение
Мы делимся нашими знания
Мы можем предложить курсы обучения и повышения квалификации в учебных центрах в Чехии, Словакии, Польше, Германии, на Украине, возможность организации курсов в Калуге, чтобы помочь нашим клиентам максимально эффективно использовать решения в области робототехники.
В компаниях нашей группы ежегодно проводится более 100 курсов по таким темам, как:
- Общее обучение операторов системы
- Обучение обслуживанию роботов
- Обучение программированию роботов
- Обучение программному обеспечению для программирования робота Blumenbecker
Обслуживание
Мы предлагаем Вам индивидуальное и независимое от поставщика техническое обслуживание и ремонтные работы, в случае необходимости.
Модернизация
Решили модернизировать или перестроить Ваше оборудование? Можете рассчитывать на нашу помощь на каждом этапе проекта — от предварительного консультирования и разработки проектной документации до программирования и исполнения.
Мы модернизируем старые системы автоматизации, такие как центральные системы Simatic S5, заменяя их новыми системами, такими как Simatic S7 с распределенными модулями. С Нами модернизация в хороших руках.
Послепродажное обслуживание
Обеспечение бесперебойной работы
Наш комплексный подход к обслуживанию обеспечивает высокую удовлетворенность клиентов и отличную производительность машин. При необходимости мы можем предоставить комплексное послепродажное обслуживание наших решений для робототехники по всему миру. Мы не только выполняем текущее техническое обслуживание, но также поставляем детали и аксессуары для механических и электрических систем и при необходимости перепрограммируем или модифицируем машины.
Наши квалифицированные специалисты проводят регулярное техническое обслуживание роботов — независимо от того поставляли мы их и устанавливали или нет.
Наши услуги включают следующее:
- Регулярное обслуживание роботов
- Поставку и установку запасных частей
- Изменение дизайна и функций робота
- Перепрограммирование и переоборудование
Мы также можем решить непредвиденные проблемы с Вашими роботами. Мы быстро реагируем и используем проверенные способы устранения неполадок, чтобы быстро запустить Ваше производство.
Вам нужны индивидуальное решение и профессиональный совет?
Найти контактное лицо
Вас также может заинтересовать
Лазерная сварка
Сварка лазерным лучом (или просто лазерная сварка) представляет собой метод термического соединения металлов и пластмасс. Как правило, при лазерной сварке инженерных конструкций применяется метод глубокого проникновения с проплавлением в форме замочной скважины.
 Лазерный луч фокусируется на поверхности материала либо на точке, расположенной немного ниже поверхности. Под воздействием сфокусированного луча высокой удельной мощности (более 106 Вт/см2) металл в области «замочной скважины» начинает испаряться, луч перемещается вдоль соединения, и расплавленная масса поступает в заднюю часть «замочной скважины». Затем расплавленный материал отвердевает, формируя сварное соединение. Лазерная сварка отличается от лазерной резки тем, что расплавленный материал не выдувается, а наоборот – сохраняется в атмосфере защитного газа низкого давления.
Лазерный луч фокусируется на поверхности материала либо на точке, расположенной немного ниже поверхности. Под воздействием сфокусированного луча высокой удельной мощности (более 106 Вт/см2) металл в области «замочной скважины» начинает испаряться, луч перемещается вдоль соединения, и расплавленная масса поступает в заднюю часть «замочной скважины». Затем расплавленный материал отвердевает, формируя сварное соединение. Лазерная сварка отличается от лазерной резки тем, что расплавленный материал не выдувается, а наоборот – сохраняется в атмосфере защитного газа низкого давления.
Описание метода
При использовании исключительно лазерной сварки заполнитель ввиде сварочного расходного материала не применяется. Главной особенностью лазерной сварки стальных компонентов является то, что шов имеет те же свойства, что и базовый металл. В некоторых случаях лазерную сварку выполняют с добавлением присадочной проволоки – холодной либо нагретой индукционным способом для уменьшения температурного воздействия на расплавленный материал. Гибридная сварка – ещё один часто используемый метод, сочетающий лазерную и дуговую сварку плавящимся электродом. В этом случае требуется более высокое тепловложение, чем при сварке исключительно лазером, однако значительно меньшее по сравнению с методом традиционной дуговой сварки плавящимся электродом. Гибридная сварка отличается более высокой скоростью и допускает использование материала большей толщины.
Гибридная сварка – ещё один часто используемый метод, сочетающий лазерную и дуговую сварку плавящимся электродом. В этом случае требуется более высокое тепловложение, чем при сварке исключительно лазером, однако значительно меньшее по сравнению с методом традиционной дуговой сварки плавящимся электродом. Гибридная сварка отличается более высокой скоростью и допускает использование материала большей толщины.
Лазерная сварка практически не имеет альтернативы в условиях автоматизированного серийного производства. При этом скорость проходки находится в диапазоне от 1 до 5 метров в минуту. В настоящее время на сварочных линиях массового производства всё ещё используется традиционный лазер на углекислом газе, однако на более современных сварочных линиях приобретает популярность оптоволоконный лазер, который является единственной опцией для передового роботизированного производства трёхмерных конструкций. Лазерная и гибридная сварка являются стандартными технологическими процессами в судостроении, автомобильной и железнодорожной отрасли. Всё большую популярность они получают в сфере производства сельскохозяйственного оборудования, самосвальных кузовов и контейнеров.
Всё большую популярность они получают в сфере производства сельскохозяйственного оборудования, самосвальных кузовов и контейнеров.
На протяжении многих лет автопроизводители используют в каждом автомобиле изготовленные с помощью лазерной сварки компоненты различной толщины, которые производятся под заказ из целого ряда марок стали. Это подрамники, компоненты подвески и системы обеспечения безопасности, элементы жёсткости и т.п. Ежегодно на роботизированных линиях производства трёхмерных конструкций на заказ изготавливаются сотни миллионов компонентов с использованием лазерной сварки.
Благодаря низкому тепловложению и узкому шву с полным проникновением обеспечивается улучшенная эстетика конечного результата. Нередко лазерная сварка представляет собой единственный метод, который позволяет избежать термической деформации материала при соединении больших элементов листовой стали. Лазерная сварка наилучшим образом подходит для сохранения таких свойств базового материала, как прочность и твёрдость.
Особенности лазерной сварки
Преимущества
- Превосходные механические свойства
- Чрезвычайно узкая околошовная зона
- Чрезвычайно высокая эффективность
- Очень хорошие показатели износостойкости
- Низкий уровень термической деформации (превосходная плоскостность)
- Обработка листовой стали большой длины и ширины с возможностью адаптации толщины и характеристик в соответствии с потребностями
- Высокая экономичность в сравнении с традиционными методами
- Возможность сварки листовой стали различных марок и размеров
Недостатки
- Требуются большие инвестиции по сравнению с традиционными методами
- Ограниченная толщина материала (в настоящее время максимальная толщина при использовании гибридной сварки – 25 мм)
Рекомендации
Лазерная сварка рекомендуется для соединения компонентов небольшой толщины, а также высокопрочных и износостойких сталей.
Наше предложение
В рамках программы «SSAB Shape» заказчикам предлагаются услуги по сварке листовой стали – в том числе большой длины и ширины – для производства выполненных под заказ заготовок большого размера.
- Длина: до 20 000 мм
- Ширина: до 5 000 мм
- Толщина: до 6 мм (в некоторых случаях – до 8 мм)
Чтобы обеспечить надлежащую обработку крупногабаритных компонентов, лазерная сварка может быть дополнена такими процессами, как фасонная резка (плазменная или лазерная) и гибка на гибочном прессе.
Качество лазерной сварки отвечает требованиям стандарта EN 13919-1 C (уровень B – по запросу)
Лазерная сварка: процесс, области применения и преимущества
От автомобильной до аэрокосмической — лазерная сварка подходит для самых разных областей применения. Решающими преимуществами процесса являются высокая скорость сварки и низкое тепловложение.
Лазерная сварка: что это такое?
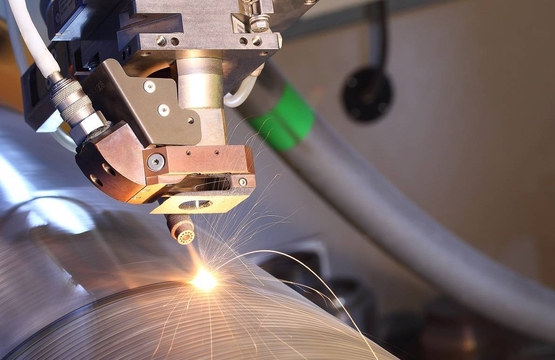
Лазерная сварка — это процесс соединения сфокусированным лазерным лучом , который используется во многих отраслях промышленности благодаря высокой точности . Энергия для сварки вырабатывается высокопроизводительный лазер . В роботизированных приложениях высокоэнергетический лазерный луч обычно направляется к месту обработки с помощью гибких оптических волокон. Здесь мощность лазера фокусируется на небольшом фокусном пятне с помощью оптики. В результате высокая плотность энергии расплавляет заготовку и сваривает компоненты.
Процесс подходит для материалов и компонентов, которые должны быть сварены на высокой скорости с узким сварным швом и низкой тепловой деформацией . В результате лазерная сварка используется для высокоточных применений в самых разных отраслях, включая автомобильную, аэрокосмическую и медицинскую.
KUKA предлагает широкий спектр лазерных технологий
Лазерные технологии используются в KUKA для лазерной сварки, лазерной резки, лазерной пайки и лазерной наплавки различных материалов.
Все из одних рук с KUKA
Идеальное оборудование для экономичной лазерной сварки
Более короткие жизненные циклы продуктов становятся все более распространенными в эпоху Индустрии 4. 0. Наши роботы и предварительно сконфигурированные ячейки идеально подходят для динамичной производственной среды и могут быть как настроены, так и переоснащены за очень короткое время.
Оптимально согласованные и адаптированные компоненты
С прикладным программным обеспечением KUKA.LaserTech для конкретных технологий компания KUKA предлагает индивидуальное решение для роботизированных лазерных приложений. Кроме того, мы предлагаем компоненты, специально адаптированные для лазерных применений — от роботов до предварительно сконфигурированных сварочных модулей и широкого спектра периферийного оборудования для роботов.
Лазерная оптика
От сварочной оптики до порошковой оптики и сварочной головки: мы предлагаем все компоненты, необходимые для лазерной сварки.
Узнать больше.
Портал для лазерной резки
Благодаря выдающейся динамике наш портал для лазерной резки KUKA KR70 LP особенно подходит для лазерной резки сложных компонентов.

Узнать больше.
Периферийное оборудование робота
Дополните свое производственное решение подходящим периферийным оборудованием для роботов. Выбирайте из множества вариантов здесь.
Узнать больше.
KUKA.LaserTech
С помощью этого программного обеспечения приложения для лазерной сварки и лазерной резки могут быть легко запрограммированы и быстро реализованы.
Узнать больше.
Исключительная точность и максимальная универсальность
Основные преимущества инновационного процесса лазерной сварки по сравнению с обычным процессом сварки заключаются в следующем:
Преимущества
Максимальная лазерная безопасность с KUKA LaserSpy 4.0
Идеальная защита от лазерных лучей: KUKA LaserSpy — это лазерный датчик безопасности, сертифицированный TÜV, который в электронном виде активно контролирует лазерную защитную стену. Выходящие лучи обнаруживаются немедленно, и лазер останавливается до того, как он причинит какой-либо вред, что обеспечивает оптимальную лазерную безопасность для вашей системы и персонала.
Выходящие лучи обнаруживаются немедленно, и лазер останавливается до того, как он причинит какой-либо вред, что обеспечивает оптимальную лазерную безопасность для вашей системы и персонала.
Активная защита от лазера: KUKA LaserSpy обеспечивает повышенную лазерную безопасность в сварочных камерах.
Сварка лазером: два самых мощных процесса
При сварке лазером форму и качество сварного шва можно варьировать и, таким образом, при необходимости адаптировать к поставленной задаче. При лазерной сварке широко применяются следующие технические процессы:
Какие материалы можно соединять с помощью лазерной сварки?
Широкий спектр материалов можно соединять с помощью лазерной сварки. Сталь и алюминий часто сваривают с использованием этого процесса. Однако медных соединений, медь-медь, а также медь-алюминий , которые часто необходимы при производстве аккумуляторов, также можно сваривать с помощью новейших источников лазерного луча и адаптированных длин волн, например в зеленом или синем спектре.
Переведите свое производство на процесс лазерной сварки
Вместе мы найдем правильную концепцию.
Свяжитесь с нами прямо сейчас!
Благодаря идеальному сочетанию прочности и легкого веса алюминий играет важную роль в электромобильности. В процессах сварки и соединения алюминий предъявляет высокие требования к используемым технологиям. Благодаря комплексному ноу-хау и подходящей продукции компания KUKA готовит вас к технологической трансформации в сторону электромобильности. Пример батарейного отсека показывает, как роботы позволяют производить алюминиевые компоненты в соответствии с высочайшими стандартами качества.
Узнайте, что важно для сварки алюминия в секторе электромобилей
Скачать информационный документРуководство по лазерной сварке | Titanova, Inc.
Опубликовано John Haake на | Комментарии к записи Руководство по лазерной сварке
отключеныЧто такое лазерная сварка?
Чтобы понять лазерную сварку, мы должны сделать шаг назад и в общих чертах описать, что такое сварка. Сварка – это соединение одинаковых материалов разной формы и с одинаковой температурой плавления. Эти материалы обычно представляют собой один и тот же материал. В процессе сварки тепло концентрируется на границе раздела, чтобы расплавить края и при затвердевании создает структурно прочное соединение, создавая новую форму. Этими материалами могут быть любые материалы от пластмасс до металлов. Сварка отличается от других методов соединения, в которых используется материал с более низкой температурой плавления, добавляемый к соединениям форм с высокой температурой плавления, таких как пайка и пайка. Сварка — относительно недавнее изобретение человека, появившееся в начале 20-х годов 9-го века.0129-й 90-й 130-й век с изобретением и доступом к рафинированному топливу, сжатым газам и электричеству.
ЛАЗЕРНАЯ сварка (усиление света за счет стимулированного излучения) — это производственный процесс, в котором используется концентрированный пучок фотонов (света) для соединения металлов или термопластичных материалов (лазерная сварка пластмасс). Поскольку лазерная энергия представляет собой чистую энергию (фотоны), которую можно сфокусировать, гораздо лучше концентрировать тепло на сварном шве. Такая концентрация света обеспечивает высокоэффективный процесс. Эффективность связана с тем, что для сварки требуется меньше тепла (энергии).
Свяжитесь с нами
Услуги лазерной сварки
Может использоваться для формирования сварных швов на тонких материалах на высоких скоростях, а также для узких и глубоких стыковых швов между компонентами с прямоугольными кромками на толстых материалах. В обоих случаях он очень эффективен, требуя лишь части необходимого тепла по сравнению с более традиционными методами сварки.
Лазеры существуют с 1960-х годов, а промышленность использует лазер в производстве для сварки с 19-го века.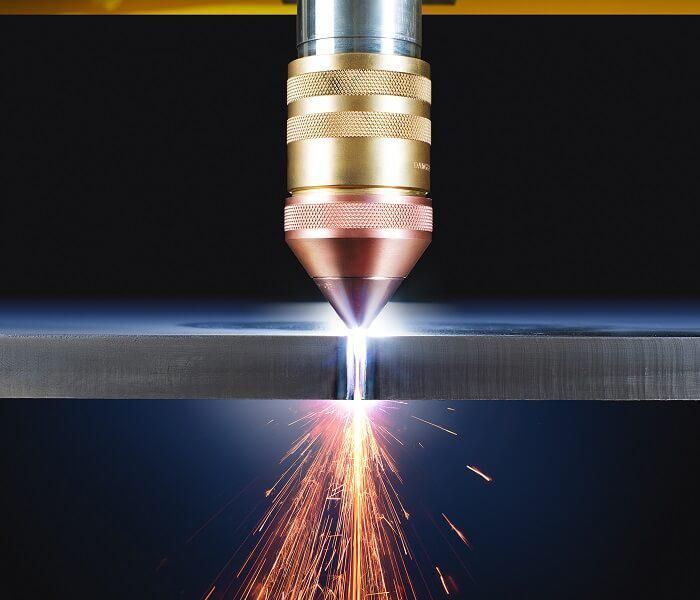 Однако в 70-х годах эти лазеры были гигантами на основе электронных ламп, которые требовали огромного количества электроэнергии. С появлением сверхэффективных и небольших полупроводниковых лазеров в 1980-х годах возможность производить лазерный свет и управлять им стала революционным эквивалентом перехода от электронных ламп к транзисторам. В конце 20-го века основатель Titanova Джон Хааке ранее был соучредителем Nuvonyx, Inc, которая была первой компанией в США, продававшей многокиловаттные промышленные полупроводниковые (ISL) лазеры. Эти лазеры более известны как диодные лазеры. Эти диодные лазеры излучают свет с длиной волны, которая намного эффективнее поглощается всеми металлами, выделяя тепло для сварки. Это, наряду с эффективностью диодной системы, обеспечивает повышение общей эффективности сварки в 50-100 раз. Это, наряду с присущей ему способностью точно контролировать энергию лазера, как в пространстве, так и во времени, привело к революции в технологии лазерной сварки. Эти неотъемлемые качества делают лазеры популярными технологиями для производства различных деталей и изделий.
Однако в 70-х годах эти лазеры были гигантами на основе электронных ламп, которые требовали огромного количества электроэнергии. С появлением сверхэффективных и небольших полупроводниковых лазеров в 1980-х годах возможность производить лазерный свет и управлять им стала революционным эквивалентом перехода от электронных ламп к транзисторам. В конце 20-го века основатель Titanova Джон Хааке ранее был соучредителем Nuvonyx, Inc, которая была первой компанией в США, продававшей многокиловаттные промышленные полупроводниковые (ISL) лазеры. Эти лазеры более известны как диодные лазеры. Эти диодные лазеры излучают свет с длиной волны, которая намного эффективнее поглощается всеми металлами, выделяя тепло для сварки. Это, наряду с эффективностью диодной системы, обеспечивает повышение общей эффективности сварки в 50-100 раз. Это, наряду с присущей ему способностью точно контролировать энергию лазера, как в пространстве, так и во времени, привело к революции в технологии лазерной сварки. Эти неотъемлемые качества делают лазеры популярными технологиями для производства различных деталей и изделий.
Как работает лазерная сварка?
Диодные лазерыизлучают концентрированный свет, направляемый через линзы, зеркала и волоконную оптику. Этот свет передается через сварочную оптику на сварной шов. Свет поглощается материалом заготовки, в данном случае металлом. Металл мгновенно нагревается, и интенсивность света (Вт на площадь поверхности – Вт/см 2 ) определяет, плавится ли металл. Размер, форма, скорость сканирования или плотность энергии лазера — все это важные переменные, определяющие размер и глубину сварочной ванны. Как и во всех сварочных процессах, свойства материала, чистота, защитный газ, положение сварного шва и т. д. являются факторами, определяющими качество сварного шва. Из-за быстрого нагрева и высоких скоростей вся лазерная сварка полностью автоматизирована и обычно выполняется с помощью роботов.
Существует большое разнообразие процессов лазерной сварки. Их можно разделить на два основных класса: аутогенные и неаутогенные. При автогенной сварке весь расплавленный материал возникает или получается из заготовки, т. Е. Присадочный материал отсутствует. Неавтогенный — это когда присадочный металл одновременно вводится в лазерный луч. Этот наполнительный материал может иметь различные формы, но, как правило, это либо проволока, либо порошок. Существует еще одна дифференциация автогенной лазерной сварки, а именно лазерная сварка в режиме проводимости и в режиме замочной скважины. Есть много условий процесса, которые определяют, находится ли он в режиме проводимости или в режиме замочной скважины, но основным атрибутом является интенсивность лазера (Вт/см 2 ).
Е. Присадочный материал отсутствует. Неавтогенный — это когда присадочный металл одновременно вводится в лазерный луч. Этот наполнительный материал может иметь различные формы, но, как правило, это либо проволока, либо порошок. Существует еще одна дифференциация автогенной лазерной сварки, а именно лазерная сварка в режиме проводимости и в режиме замочной скважины. Есть много условий процесса, которые определяют, находится ли он в режиме проводимости или в режиме замочной скважины, но основным атрибутом является интенсивность лазера (Вт/см 2 ).
Типы автогенной лазерной сварки
Существует два основных типа автогенной лазерной сварки: режим проводимости и сварка с замочной скважиной. Они различаются по плотности/интенсивности лазерной мощности при заданной скорости сканирования по заготовке.
Теплопроводная сварка
Сварка теплопроводностью обычно используется для операций, где удельная мощность менее 100 000 Вт/см 2 . В нем используются лазерные лучи с низкой плотностью мощности, которые достаточно интенсивны, чтобы нагревать металлы до температуры выше их точки плавления, но не до точки кипения. Это кипение или испарение металла является причиной замочной скважины.
В нем используются лазерные лучи с низкой плотностью мощности, которые достаточно интенсивны, чтобы нагревать металлы до температуры выше их точки плавления, но не до точки кипения. Это кипение или испарение металла является причиной замочной скважины.
Поскольку лазерные лучи поглощаются поверхностью заготовки, а не проникают в нее, образующиеся сварные швы обычно имеют высокое отношение ширины к глубине. Хотя сварные швы гладкие и эстетичные, их легче выполнить при плохой посадке сварных швов. Требования к зазору и толщине обычно в 3–5 раз более щадящие, чем при сварке с замочной скважиной, но не такие щадящие, как при традиционном процессе сварки. Таким образом, лазерная сварка в режиме проводимости является методом выбора для сварки тонких материалов.
Сварка замочной скважины
Сварка с замочной скважиной используется для операций, требующих глубокого провара при минимально возможном нагреве. Плотность мощности составляет >10 6 –10 7 Вт/см 2 , что соответствует размерам пятна менее 0,010 дюйма (250 микрон) в диаметре. В этот момент высокосфокусированный лазерный луч расплавляет и испаряет материал в целевой области. Он проникает в заготовку, образуя полость, известную как замочная скважина. Замочная скважина вызвана силами отдачи от испарения металла. Когда лазерный луч сваривает шов поверхностным натяжением, расплавленный материал на передней кромке замочной скважины течет к задней части, где он закрывает отверстие, охлаждается и затвердевает, образуя сварной шов.
В этот момент высокосфокусированный лазерный луч расплавляет и испаряет материал в целевой области. Он проникает в заготовку, образуя полость, известную как замочная скважина. Замочная скважина вызвана силами отдачи от испарения металла. Когда лазерный луч сваривает шов поверхностным натяжением, расплавленный материал на передней кромке замочной скважины течет к задней части, где он закрывает отверстие, охлаждается и затвердевает, образуя сварной шов.
Сформированные сварные швы имеют большое отношение глубины к ширине. Это качество и небольшой размер лазерного луча впоследствии требуют гораздо более плотной подгонки. Требование зазора к толщине материала обычно требовало запрессовки деталей и очень точного механического контроля.
Преимущества лазерной сварки
Лазерная сварка имеет ряд уникальных преимуществ по сравнению с традиционными сварочными процессами, например:
- Более высокая точность и прецизионность. Лазерная сварка обеспечивает высокую точность и точность. Эти качества позволяют сваривать между собой даже самые мелкие детали, не вызывая их повреждения или чрезмерной термической деформации.
- Улучшенная консистенция. Лазерная сварка позволяет создавать стабильные и воспроизводимые сварные швы, что помогает повысить эффективность производства за счет снижения доли брака.
- Снижение риска деформации. Технология лазерной сварки представляет собой бесконтактный процесс соединения, в котором используются низкие уровни тепла, что сводит к минимуму вероятность термических и механических деформаций.
- Более высокая скорость сварки. Лазерная сварка — это гораздо более быстрый процесс, обеспечивающий большую производительность.
- Расширенные возможности сварки. В процессе лазерной сварки можно использовать несколько конфигураций сварных соединений. От аутогенного к неаутогенному. От тонких до толстых материалов. Он также может работать с разнородными сварочными материалами, оцинкованными металлами и даже намагниченными материалами.
 Эти качества позволяют сваривать между собой даже самые мелкие детали, не вызывая их повреждения или чрезмерной термической деформации.
Эти качества позволяют сваривать между собой даже самые мелкие детали, не вызывая их повреждения или чрезмерной термической деформации.
Сравнение лазерной сварки и традиционной сварки
Сварка — это общий термин для производственных процессов, в которых используется тепло для соединения двух или более отдельных компонентов. Он включает в себя различные способы обработки, в том числе традиционные методы сварки (например, сварку TIG, сварку MIG и точечную сварку) и новые методы сварки (например, лазерную сварку) 9.0003
В то время как популярность новых методов сварки распространяется, традиционные методы сварки все еще используются. Каждый вариант предлагает уникальные преимущества и недостатки, которые делают их подходящими для различных производственных операций. Например:
- Традиционные методы сварки , такие как сварка вольфрамовым электродом в среде инертного газа (TIG), металлическим инертным газом (MIG) и точечная сварка, уже давно используются производственным сообществом. В результате их хорошо понимают. Кроме того, они подходят для менее точных и точных заготовок, требуют меньших первоначальных капиталовложений и легко поддерживают как ручные, так и автоматизированные операции.
- Новые методы сварки , такие как лазерная сварка, основаны на последних технологических достижениях. Лазерная сварка обеспечивает меньшую зону термического влияния (ЗТВ), меньший риск макропрогибов и деформаций, более быстрое время обработки и большую пригодность для тонких металлов.

Для получения дополнительной информации о различиях между традиционной сваркой и лазерной сваркой ознакомьтесь с этим блогом «Традиционная сварка против лазерной сварки».
Услуги лазерной сварки на Титанова
В Titanova мы предоставляем широкий выбор нережущих лазерных услуг клиентам в широком спектре коммерческих отраслей. Одним из основных направлений нашей деятельности является лазерная сварка. В основном мы предлагаем автогенную сварку в режиме проводимости, но мы также предлагаем неавтогенную сварку с подачей проволоки.
Обратитесь к экспертам Titanova, если вам нужна лазерная сварка
В то время как традиционные процессы сварки по-прежнему широко используются в обрабатывающей промышленности, профессионалы-производители все чаще используют лазерную сварку в своей повседневной работе. Превосходная точность, точность, универсальность и эффективность процесса делают его идеальным для производства многих деталей и изделий. Вот почему его используют специалисты Titanova!
Превосходная точность, точность, универсальность и эффективность процесса делают его идеальным для производства многих деталей и изделий. Вот почему его используют специалисты Titanova!
Для получения дополнительной информации о наших возможностях лазерной сварки посетите нашу страницу обслуживания или свяжитесь с нами сегодня.
Последние сообщения
- Лазерная наплавка и наплавка для нефтегазовой промышленности
- Лазерная сварка с подачей горячей и холодной проволоки и лазерная наплавка
- Что такое наплавка?
- Сварка, пайка и пайка
- Термическое напыление в сравнении с лазерной наплавкой
Архив:
- август 2022
- Май 2022
- Октябрь 2021
- июль 2021
- Май 2021
Категории:
- Лазерная наплавка
- Методы обработки
- Лазерная наплавка
- Без категории
Лазерная сварка меди | ЭБ Индастриз
При сварке меди возникает множество проблем. Инженеры и техники компании EB Industries имеют многолетний опыт сварки меди как с помощью электронного луча, так и с помощью лазеров. На этой странице описываются трудности лазерной сварки меди и то, как мы в EB Industries работаем с этим конкретным материалом.
Инженеры и техники компании EB Industries имеют многолетний опыт сварки меди как с помощью электронного луча, так и с помощью лазеров. На этой странице описываются трудности лазерной сварки меди и то, как мы в EB Industries работаем с этим конкретным материалом.
Проблемы сварки меди
Медь используется в самых разных областях, поскольку она податлива и отлично проводит электричество и тепло. Его теплопроводность составляет примерно 385,0 Вт/м·К, а температура плавления — 1984°F / 1085°C.
Медь хорошо отражает лазерный свет, особенно инфракрасный. Следовательно, для соединения меди требуется большое количество энергии. Однако по мере повышения температуры повышается и ее способность поглощать тепло, а при температуре плавления медь становится очень поглощающей, и вероятность выброса и разбрызгивания резко возрастает. Из-за высокой теплопроводности меди очень легко деформировать и повредить деталь, применяя слишком много тепла. Способы избежать этого включают использование лазеров с более короткими длинами волн или определенных цветов (зеленый), а также осторожное изменение интенсивности лазерной мощности.
Чтобы сварной шов был ровным, необходимо, чтобы ванна расплава была гладкой и ровной по мере затвердевания. Медь, однако, имеет низкую вязкость расплава — намного ниже, чем у стали или алюминия — и склонна к ряби и движению. Медь также быстро затвердевает, в результате чего сварные швы имеют неправильную морфологию по сравнению с другими материалами, такими как сталь, и плохое заполнение сварочного зазора. В случае с медью сам лазер создает волны и потоки в ванне расплава, которые, в свою очередь, вызывают повсюду турбулентность. В EB Industries мы разрабатываем медные сварные швы с длинной расплавленной ванной овальной формы, так что перед затвердеванием турбулентность в задней части ванны уменьшается. Это труднодостижимо и требует точного контроля скорости нагрева и подачи.
Сварные швы меди обычно мягкие по сравнению с основным материалом, поскольку медь неаллотропна и фазовых превращений не происходит. Расплавленная медь затвердевает с грубой микроструктурой, которая может быть подвержена растрескиванию.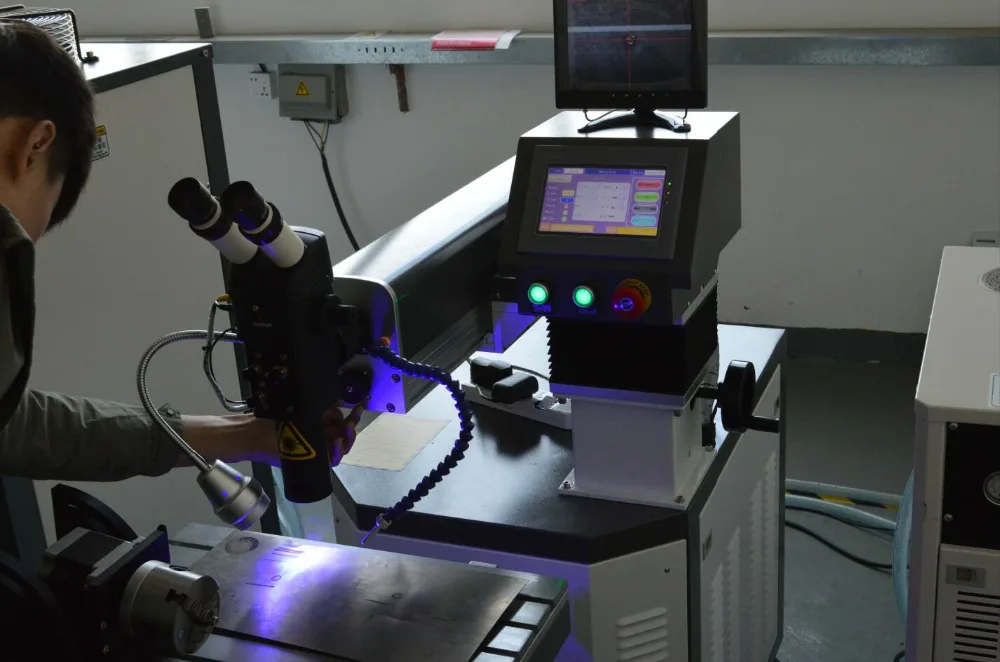 Проблема усугубляется в зависимости от количества кислорода в меди. Оксиды меди могут реагировать с водородом с образованием пара, который может вызвать межкристаллитное растрескивание. Использование бескислородной меди (OFC) или бескислородной меди с высокой теплопроводностью (OFHC) может смягчить растрескивание. Осторожное использование защитных газов и контроль среды сварки также могут помочь смягчить растрескивание и повысить качество сварного шва.
Проблема усугубляется в зависимости от количества кислорода в меди. Оксиды меди могут реагировать с водородом с образованием пара, который может вызвать межкристаллитное растрескивание. Использование бескислородной меди (OFC) или бескислородной меди с высокой теплопроводностью (OFHC) может смягчить растрескивание. Осторожное использование защитных газов и контроль среды сварки также могут помочь смягчить растрескивание и повысить качество сварного шва.
Электронно-лучевая или лазерная сварка?
Принятие решения о том, какой процесс лучше подходит для вашего проекта, требует учета множества факторов — от материалов до экономической эффективности. Мы составили подробное руководство, полное информации, необходимой для принятия разумного решения. Загрузите его сейчас. См. этоПодготовка материала и подготовка соединения
Медные детали, подлежащие сварке, должны быть чистыми и свободными от углеводородов и оксидов на поверхности. Объем предсварочной подготовки во многом зависит от состояния свариваемых медных деталей. Состояние деталей часто зависит от условий хранения и чистоты машинных процедур, используемых для изготовления детали до сих пор. Необходимо соблюдать особую осторожность при механической обработке, очистке и сборке, чтобы поддерживать состояние меди.
Состояние деталей часто зависит от условий хранения и чистоты машинных процедур, используемых для изготовления детали до сих пор. Необходимо соблюдать особую осторожность при механической обработке, очистке и сборке, чтобы поддерживать состояние меди.
- Следует избегать методов обработки, при которых остается шлифованная или смазанная поверхность. Например, ленточная пила будет размазывать металл вдоль пути лезвия. Этой проблемы можно избежать, обработав или обработав стыковую кромку постобрезкой.
- По возможности избегайте шлифовки или шлифовки, так как эти процессы могут привести к включению песка в медь. Продукты Scotch Bright особенно не подходят для работы с медью, подлежащей сварке. Если невозможно избежать шлифовки, используйте круговой диск.
- Углеводородный остаток на медных деталях обычно можно удалить с помощью растворителей на основе ацетона или спирта. Избегайте использования хлорированных растворителей в зоне сварки, поскольку при нагревании они могут образовывать токсичные газы.
- При очистке поверхности растворителями используйте чистые ткани, такие как марля или бумажные полотенца. Не используйте ветошь, которая может быть загрязнена остатками масла.
- Не используйте сжатый заводской воздух для удаления мусора из области соединения. Сжатый воздух содержит влагу и масляные загрязнения. Если деталь необходимо продуть, используйте баллонный газ, такой как азот или аргон.
- Используйте проволочную щетку из нержавеющей стали для очистки соединения только после очистки растворителем, чтобы избежать попадания углеводородов или других веществ в медь. Используемые щетки из нержавеющей стали должны строго использоваться для меди, чтобы избежать перекрестного загрязнения.
- Часто очищайте все проволочные щетки и режущие инструменты.

Крепление
Лазерная сварка требует точного соединения, чтобы сохранить допустимый зазор и избежать несоответствия. Качество крепления сварного шва важно для точного размещения лазерного луча. Таким образом, лазерная сварка и резка по своей сути являются процессами, управляемыми машиной, а сварка меди не является ручной задачей.
Таким образом, лазерная сварка и резка по своей сути являются процессами, управляемыми машиной, а сварка меди не является ручной задачей.
Типы соединений
- Стыковое соединение:
Желателен допуск на посадку в размере 10% от толщины материала. Допускаются срезанные края, если они прямые и квадратные. Несоосность и неровность деталей должны быть менее 10 % толщины материала. - Соединение внахлест (прожог или шов):
Воздушные зазоры между деталями, подлежащими сварке внахлестку, сильно ограничивают проникновение сварного шва и/или скорость подачи. Для круглых сварных швов в меди недопустимо отсутствие зазора, если не поддерживается покрытие инертным газом по всей площади сварного шва. - Угловое соединение:
Эта конфигурация соединения особенно удобна из-за высокой степени усадки меди. Квадратные края и хорошая подгонка также необходимы.
Рекомендуемые лазеры для сварки меди
Длина волны света, излучаемого лазером, может иметь большое влияние на эффективность и качество сварки при работе с медью.