MIG/MAG сварка алюминия и алюминиевых сплавов
 Для уменьшения вероятности образования трещин при сварке следует помнить:
Для уменьшения вероятности образования трещин при сварке следует помнить:Сварка разнородных сплавов, как это обычно и происходит, увеличивает их чувствительность к трещинам. При выборе присадочного материала обращайте внимание на хим. состав присадки и базового материала, избегайте повышенного содержания магния и меди в материале шва.
Плохая подача проволоки – главная причина пригорания проволоки к соплу горелки
В отличии от сплавов серии 5ххх, сплавы серии 4ххх имеют меньшую вязкость и меньший предел прочности на срез в наплавленных участках. Проволока из этих сплавов также имеет повышенное количество проблем с подачей, чем проволок 5ххх того же диаметра.
Присадка из сплава марки 5ххх дает максимально возможную для не термообрабатываемых сплавов прочность шва. Содержание магния в присадке в пределах от 0.5 до 3% дает шов, чувствительный к трещинам. Сплавы Al-Mg с содержанием магния менее 3% могут быть сварены присадкой серии 4ххх Al-Si, поскольку силициды магния повышают вязкость, но одновременно повышают чувствительность к трещинам.
Для оптимальной подачи проволоки настраивайте минимальное торможение на катушке подачи проволоки.
Для подачи мягкой проволоки используйте любой жесткий и твердый пластик вместо мягкого полиамида.
Убедитесь в том, что для направляющих на входе в горелку используется полиамид или фторопласт
Для минимизации растяжения при подаче мягкой алюминиевой проволоки используйте подающие ролики с U-образной канавкой и притупленная фаской гранями. Настройте минимальное натяжение проволоки.
Для ручной сварки алюминия проволокой диаметром 1.2мм используйте обыкновенную 3м горелку с пластиковым шлангом.
Если сварка ведется с помощью сварочного робота, оснащенного устройством контроля подачи проволоки то наличие подающей системы “тяни-толкай” не обязательно при условии оснащения робота системой подачи проволоки с контролем степени ее натяжения.
Используйте повышенные подачи защитного газа – 20-30 л\ч для аргона, 23-50 л\мин для смесей гелий-аргон. Если у вас установлен расходомер, тарированный для аргона, а вы используете смеси с аргоном и установили расход 19л\час – реальный расход будет примерно на 50% выше. Используйте специальный расходомер при работе с гелиевыми смесями.
При сварке алюминиевых сплавов избегайте избыточно жестких прижимов/зажимных приспособлений; используйте возможно меньшее их количество для предотвращения трещин.
Поскольку тепло распространяется в алюминиевой детали быстро – подходите внимательно к сварке деталей. Варите тонкие места и стыки/трещины в первую очередь.
Избыточное количество установленных на алюминиевые детали зажимов может привести к трещинам в продольном направлении шва.
Увеличение длины провариваемого участка снижает вероятность образования трещин в продольном направлении шва.
Чтобы уменьшить количество трещин в поперечном направлении шва снижайте количество тепла, приходящее в материал детали при сварке(ток) с одновременным повышением скорости наложения сварного валика при сварке(перемещение горелки).
Для уменьшения вероятности трещинообразования в корне шва необходимо применять т.н. Обратноступенчатый – наложение относительно коротких сварных валиков “задом наперед” так, чтобы каждый новый участок шел позади предыдущего и его заполнение производилось к моменту остывания предыдущего участка для снижения термических напряжений.
Для минимизации вероятности трещинообразования в центральной части шва убедитесь в отсутствии усиления шва(шов должен бать вогнутый) и проводите сварку на малом напряжении.
Для большего прогрева провариваемого участка (большего провара) повысьте скорость подачи проволоки, используйте самое низкою напряжение, снизьте скорость сварки.
Сварочная ванна и техника сварки:
При сварке алюминия трещина в корне шва в многих случаях является источником брака. Трещина образовывается тогда, когда тонкий слой проваренного металла (впадина) подвергается растягивающим напряжениям после охлаждения детали.
При сварке следует стремиться к тому, чтобы слой наплавленного материала был выпуклым и выступал над прилегающими поверхностями. Тогда возникнет компенсация растягивающих напряжений при охлаждении. Для этого следует подбирать режимы сварки, технику наложения сварных валиков и порядок проходов при сварке.
Импульсная сварка идеально подходит для сварки деталей толщиной от 1 до 2,5мм. При толщине свариваемых деталей более 4мм обычная МИГ сварка дает более однородный шов с малой пористостью.
Импульсная сварка идеальна для сварки потолочных швов и для сварки в вертикальном положении.
Избегайте изгиба шва – проводите сварку с накладками/усилителями.
Используйте проволоку большего диаметра для уменьшения количества проблем с подачей проволоки.
При использовании проволоки диаметром менее 1,2мм возможны проблемы с подачей.
При сварке с толщиной детали выше 6мм, там где нужен повышенный прогрев прилегающих к зоне сварки участков, используйте аргоно-гелиевую смесь. Лучшей считается смесь с 40% гелия и 60% аргона. Необходимо помнить, что значительное содержание аргона необходимо для очистки разделанных кромок от оксида алюминия.
Используйте сопла повышенного диаметра чтобы обеспечить бесперебойную подачу защитного газа в зону сварки.
Если с соплом возникают проблемы – замените его на ближайший больший типоразмер или разверните его на диаметр 0.1-0.15мм больше.
При сварке с помощью робота при начале сварки используйте подачу проволоки на повышенной скорости по сравнению с скоростью подачи на остальных участках.
Поскольку при сварке с помощью робота возможны непровары в начале и в конце шва необходимо или увеличить длину шва выше расчетной или подобрать режимы сварки.
Если алюминий анодирован то кремний, содержащийся в присадке типа 4ххх делает шов более темным по цвету. Использование присадки типа 5ххх дает меньшее затемнение шва.
При пульсационной сварке снижается прогар; низкий ток позволяет использовать проволоку большего диаметра, образуется меньше дыма и озона при сварке.
Данные по сварке алюминия:
Используйте аустенитную (300-й серии) нержавеющую сталь для подкладок или для элементов захватных приспособлений, находящихся близко к зоне сварки.
На сплавах 2ххх-7хххх следите за трещинообразованием в самом начале и под конец прохода. Пользуйтесь таблицами рекомендованных режимов.
Для основного металла с чувствительностью к горячему растрескиванию типа 2ххх используйте присадочную проволоку марок 4145, 4047. Эти присадки имеют низкую температуру плавления и, как привило, затвердевают позже отвердения основного металла и набора им прочности.
При сварке алюминия марки 5ххх используйте предподогрев до 65С для избежания трещинообразования.
При сварке алюминия с содержанием 3,5-5,5%Mg для избежания трещинообразования.
не перегревайте деталь выше 120С
При сварке алюминия с содержанием 3,5-5,5%Mg для избежания трещинообразования убедитесь в том, что при сварки температура не превышает 150С в момент наложения очередного валика.
Термообрабатываемые сплавы типа 6ххх после сварки теряют до 50% своей прочности. Последующая термообработка может это исправить в том случае, если присадочный материал пригоден для термообработки.
Присадочный материал тип 4643 предназначен для сварки сплавов типа 6ххх при последующей термообработке для повышения прочностных свойств материала.
Присадочный материал тип 5180 предназначен для сварки сплавов типа 7ххх при последующей термообработке для повышения прочностных свойств материала.
Для уменьшения трещинообразования в зоне термического влияния шва используйте присадку с такой же или меньшей температурой плавления, как и у основного материала.
Для уменьшения трещинообразования в зоне шва присадка должна содержать больше легирующих элементов чем основной материал.
Сплавы тип 4ххх 5ххх более склонны к трещинообразованию когда шов содержит от 0.5 до 2% Si-Mg.
При сварке тонкого алюминиевого листа присадка ER4047 является альтернативой присадке ER4043.
При сварке труб из 5ххх, 6хххх может использоваться присадка ER5656.
Сплавы 5183 и 5556 также могут использоваться вместо ER5656.
Не используйте присадки тип 5356-5183, 5556, 5654 там, где ожидается длительная работа шва при температуре выше 65С – может образоваться усталостная трещина в шве. Допускается использовать сплав тип 5554 поскольку он содержит менее 3% магния.
Будьте осторожны при попытках ремонта несвариваемых марок алюминиевых сплавов. Эти дорогостоящие детали из экзотических сплавов, применяющихся в авиастроении, дельтапланеризме, катерах, спортивном оборудовании дают межкристаллические микротрещины что приводит к трещинообразованию при последующем нагреве.
Данные по сварке алюминия:
Поскольку теплопроводность алюминиевых сплавов весьма велика то при сварке возможен непровар на первых 6мм шва. Вероятность непровара увеличивается при толщине свариваемых деталей более 3мм. Чем больше свариваемая деталь – тем выше теплоотвод. Как правило, вероятность непровара высока на первых 6мм шва.
Если длина накладываемых вами швов выше 3мм и свариваемые детали будут подвержены циклически загрузкам либо значительно нагружены то вышеизложенное может помочь уменьшить брак по непровару.
Некоторые виды сварочных аппаратов дают возможность горячего старта на повышенной силе тока для ускоренного прогрева зоны сварки.
При сварке с помощью робота можно поставить большую силу тока или особые режимы сварки на первые 6мм шва.
Если необходима рабочая длина шва, к примеру, 75мм то конструктору было бы неплохо задать на чертеже длину шва 90мм для компенсации дефектов при начале/окончании сварки.
Чтобы минимизировать термические напряжения и снизить количество дефектов в корне шва попробуйте следующее:
Покупая сварочный аппарат Миг сварки убедитесь в том, что он имеет возможность управляемого снижения тока в конце сварки. Те люди, у которых был ТИГ сварочный аппарат с ножным управлением силой тока знают о преимуществах такого контроля.
Если сварка ведется с помощью робота и если он не имеет функции снижения тока в конце сварки – то задайте отдельный режим для этого. Этот режим должен предусматривать или снижение скорости подачи проволоки и напряжения или ту же скорость подачи проволоки и напряжение меньшее на 2-6 вольт чем в основное время сварки.
Если после первого прохода наплавленный валик не выпуклый — применяйте т.н. обратноступенчатый и последние 6мм шва проваривайте на пониженных режимах.
Если вы используете робота для сварки – знаете ли Вы это:
Если вы применяете робота для сварки, имеете полное представление о процессе сварки алюминия и возможных проблемах при сварке – используете ли вы отдельные технологические параметры при наложении однопроходного сварного шва с целью предотвращения брака.
Если при наложении длинного шва выделяется избыточное тепло – используйте отдельные технологические параметры для этого участка и ведите сварку на пониженных режимах.
Если возникает брак в начале шва – используйте отдельный режим сварки с повышенной скоростью подачи присадочной проволоки.
Для получения оптимальных швов уделяйте вниманию соотношению “сила тока/подача проволоки”.
Для сварки более 6мм предпочтительна 062 проволока с обычным струйным переносом металла. При этом скорость перемещения горелки значительно выше, чем у импульсной сварки – более 1,25 м/мин. Также сварка со струйным переносом более предпочтительна в плане провара и стабильности дуги.
Для улучшения качества шва в его начальной точке нужно применять следующие техники:
При ручной МИГ сварке отрегулируйте уменьшенный вылет проволоки и варите слева направо, от себя в начале шва. При сварке роботом варите так же слева направо, от себя выставив малый вылет проволоки из горелки и работая на повышенных режимах.
Если ведется сварка участка менее 3мм то предпочтителен импульсный процесс или контактная сварка.
Если вы работаете на оборудовании с неизвестными параметрами подачи проволоки то необходимо выяснить скорость подачи проволоки, непрерывно подавая ее на протяжении 10 секунд. После этого провести пробную сварку и добиться корректировки скорости подачи проволоки с инкрементов в пределах 10%.
Используйте оптимальный ампераж для проволоки определенного диаметра.
При сварке импульсным током оптимум лежит в пределах 30-60А.
Если сварка проводится проволокой диаметром 1,2мм и от сварочного источника проводите сварку вертикальных швов с подачей проволоки 7м/мин(как правило рукоятка регулятора устанавливается “на 11 часов” , 140А, 23В.
При сварке током КЗ ставьте напряжение дуги в пределах от 14 до 17В. Прислушайтесь ко звуку дуги – если раздаются слабые шлепки то снижайте вольтаж до тех. Пор, пока слабый треск не появится. Если раздастся звук треска и шлепков – повышайте вольтаж до тех пор, пока не останется постоянный звук слабого треска.
Отрегулируйте длину дуги вольтажом так, чтобы ее дуга была наименьшей без затухания и разбрасывания брызг из сварочной ванны.
Типичные данные для сварки МИГ
0.8мм : подача проволоки 12,5-19м/мин, 95-150А, 22-24В.
Оптимум 110-130А, 12,5-17/м/мин, 22В
1мм : подача проволоки 10-17,8м/мин, 120-200А, 23-24В.
Оптимум 150А, 13м/мин, 23В
1.2мм : подача проволоки 7.25-15,3м/мин, 140-270А, 23-25В.
Оптимум 170-230А, 9,4-11,5м/мин, 24В
1,6мм : подача проволоки 5,5-10,4м/мин, 190-350А, 26-28В.
Оптимум 270А, 7,5м/мин, 26-28В
При начале шва используйте нижний интервал указанных диапазонов.
При проблемах с проволокой диаметром 1,2мм (разбрызгивание, приваривание проволоки) можно попробовать проволоку диаметром 1,4мм которая применяется в системах роботизированной сварки и также представлена на рынке.
Проблемы при сварке алюминиевого сплава 6061-Т6.
Происходит сварка сплава 6061-Т6 присадочной проволокой 4043. При испытании сварного шва на прочность не удается добиться хотя бы минимально регламентируемой стандартом прочности шва. В любом случае, прочность в зоне шва снизится примерно вдвое от табличного значения для термообработанного материала.
Данная проблема является общей для сплавов 6ххх и известна как перегрев при сварке. Для ее решения проводите сварку на теплоотводящей прокладке, используйте присадки типов 4ххх, 5ххх и проводите последующую термообработку шва.
Максимальная температура предподогрева 120С. Не проводите сварку, пока температура детали не превысит 93С. По возможности используйте медные подкладки для отвода избыточного тепла из зоны сварки.
При сварке МИГ варите на наименьшем токе и возможно с большей скоростью перемещения горелки.
Наплавляйте шов тонкими валиками а не поперечными волнами.
Не используйте гелий в газовой смеси за исключением особах случав.
При сварке деталей из сплава 6061, работающих при повышенных температурах, используйте проволоку 5554/4047/4043. При использовании проволоки 5356/5556/5183 возможна усталостная коррозия шва или трещинообразование.
Если происходит сварка деталей из сплава 6061, требующих однородного цвета после анодирования применяйте проволоку из сплава 5356. Проволоки серии 4ххх будут давать более серые оттенки.
При термообработке деталей из сплава 6061, подвергающихся последующей термообработке полезно знать что сплавы присадок марок 5183/5356/5556 являются не тремообрабатываемыми и их использование может привести к последующему необратимому браку. Присадка 4043 в этом отношении нейтральна. Присадка 4643 считается пригодной для последующей термообработки.
При растрескивании шва попробуйте заменить проволоку 4043 на 4047. Также поэкспериментируйте с режимами сварки.
При сварке 6063-Т6 Тиг сваркой применяйте присадки серии 5ххх и 4хххх. При МИГ сварке применяйте сварку с повышенным значением катета шва или шириной шва.
При сварке сплава Т6/6063-Т52 сваркой МИГ присадка 4043 имеет наименьшую склонность к трещинам. Сплав 5356/5556 имеет наибольшую прочность шва.
При сварке сплава 6061 МИГ и ТИГ сваркой(ТИГ в 4 раза медленнее) поводки при сварке были практически одинаковыми. Данный феномен занимателен и имеет практическое значение.
Сварка алюминия полуавтоматом — особенности технологии
Залогом высокого качества сварки алюминиевых сплавов методами MIG и TIG являются:
- правильный выбор сварочного оборудования;
- подготовка свариваемых поверхностей;
- соответствующие навыки сварщика;
- визуальный контроль сварных соединений.
Даже сварщики с богатым опытом сварки стали, не всегда готовы качественно сварить алюминий. Сложности заключаются в его высокой теплопроводности, и при перегреве детали происходит прожог. Другие особенности этого “крылатого” металла также оказывают трудности при сварочном процессе.
Полуавтоматическая сварка алюминия имеет свои особенности по выбору и настройке оборудования, а также режимам и методам сварки. Возможно, правильная подготовка оборудования и свариваемого металла займет у вас больше времени, нежели сам процесс сварки . Но обо всем по порядку.

Подготовка свариваемых поверхностей
Чистка алюминия перед сваркой является залогом успешного соединения деталей. Для того, чтобы удалить окислы алюминия, можно пользоваться щетками из нержавеющей стали или растворителями и реактивами для травления.
Правила очистки металла:
- Не пользоваться щеткой, которая использовалась для очистки каких-либо сталей, например нержавеющей или углеродистой.
- Не следует сильно надавливать на щетку — при сильном надавливании окислы проникают в заготовку.
- Очистка металлической щеткой из нержавеющей стали осуществляется только в одном направлении;
- При использовании травящих жидкостей следует позаботиться об их удалении с поверхности заготовки перед сваркой с помощью ацетона или растворителя.

Зачистка алюминия перед сваркой
Предварительный подогрев
Предварительный прогрев алюминиевых заготовок позволяет избежать растрескивания сварного шва, при этом :
- температура не должна превышать 110°C, контроль-датчиками температуры;
- прихваточные швы по краям свариваемой зоны облегчают предварительный подогрев;
- разные по толщине свариваемые детали нуждаются в прогреве.
Следующим этапом будет определение необходимых материалов и оборудования
Выбор и настройка оборудования
Сварочный полуавтомат для алюминия
Сварка алюминия стандартными MIG- аппаратами носит условный характер, т.е. сварить с ним можно, но ожидать хорошего результата не стоит.
Оптимальным решением в выборе является полуавтомат для сварки алюминия с импульсным режимом. Импульсы пробивают оксидную пленку, уменьшают перегрев алюминия и снижают вероятность прожога.
Импульсная сварка алюминия на постоянном токе
Синергетические импульсно-дуговые аппараты, снабженные специальной программой, еще больше облегчают задачу. Сварщику необходимо определиться с выбором свариваемых сплавов и подобрать соответствующую программу. Далее выставить значение силы тока кнопочным регулятором. Подбор остальным параметров осуществляется микроконтроллером автоматически.
Хочется отметить, что данные полуавтоматы не дешевое удовольствие и оправданы в профессиональном применении. В домашних условиях вполне можно обойтись оборудованием без навороченных программ, однако и качество сварочного шва будет несопоставимым.
При покупке универсального сварочного полуавтомата в ценовом диапазоне до 40 т.р., рассчитанного на сварку цветных металлов, в т.ч. алюминия, можно присмотреться к следующим моделям:
- Сварог REAL MIG 200 (N24002)
- Сварог PRO MIG 160 SYNERGY (N227)
- Сварог PRO MIG 200 SYNERGY (N229)
- Grovers MULTIMIG 200 SYN
- Aurora PRO OVERMAN 180
Проволока для полуавтомата
При сварке алюминия полуавтоматом накладываются определенные требования при выборе сварочной проволоки. Важные моменты, на которые нужно обращать внимание:
- температура плавления проволоки должна быть сопоставима с температурой свариваемого металла. Меньше разброс – процесс сварки легче;
- оптимальный диаметр проволоки 1,2- 1,6 мм;
- больше диаметр-легче подача в зону сварки.
Распространенными типами алюминиевой сварочной проволоки являются ER4043 и ER5356. Предназначены для сварки и ремонта изделий из алюминия и его сплавов с содежанием кремния не более 5%.
Режимы сварки для проволок ER4043 и ER5356
| Диаметр проволоки, мм | Напряжение, В | Ток, А | Расход газа, л/мин |
| 0,8 | 13-24 | 60-170 | 15 |
| 0,9 | 13-24 | 60-170 | 15 |
| 1,0 | 15-26 | 90-210 | 16 |
| 1,2 | 20-29 | 140-260 | 19 |
| 1,6 | 25-30 | 190-350 | 25 |

Проволока для сварки алюминия ER 4043
Сварочная горелка
Для сварочной горелки применяется тефлоновая направляющая для уменьшения трения проволоки. Желательно чтобы рукав для сварки алюминия предназначался только для сварки алюминия и не был слишком длинным -3 м самое то.
Чем прямее в канале проволока, тем беспрепятственней она подается поэтому старайтесь держать рукав без перегибов и петель.

Push-pul- горелка
Контактный наконечник должен быть предназначен для сварки алюминия (на них помимо диаметра проволоки выбита маркировка AL) простые, используемые для сварки черных металлов и нержавеек не подходят. Связано это с сильным расширением алюминия во время нагрева. Диаметр отверстия должен быть больше диаметра проволоки примерно на 0,4 мм, и в тоже время не сильно большим, чтобы обеспечить хороший электрический контакт.
Использовать алюминиевую проволоку диаметром 0,8 мм затруднительно ввиду пластичности металла и сложностью протяжки. Решением данной проблемы может быть применение сварочной горелки Push Pull (пуш пул). Специальный встроенный механизм улучшит подачу проволоки и позволит увеличить длину горелки.
Если сварка ведется на токах свыше 200 А, стоит позаботиться о снижении тепловыделения и уменьшении проблем с подачей проволоки использованием горелки с водяным охлаждением.
Механизм подачи проволоки
Ввиду повышенной пластичности и мягкости алюминиевой проволоки по сравнению со стальной, подающий механизм должен иметь ряд особенностей, таких как :
- четырехроликовое подающее устройство. Необходимо для равномерного прижатия каждой пары роликов;
- подающие ролики с U- образными бороздками, созданные специально для работы с алюминиевой проволокой.

Четырехроликовый механизм подачи проволоки

Защитный газ
В качестве защитного газа наиболее часто используется аргон, обладающий хорошим очищающим эффектом и хорошим проникновением в сварочную ванну. При сварке алюминиевых сплавов с высоким содержанием магния в качестве защитного газа используются смеси аргона с гелием( до 75 % гелия в смеси). Такие смеси препятствуют образованию оксидов магния.
Здесь может возникнуть вопрос, как варить алюминий в среде углекислого газа или вообще без газа, ведь аргон достаточно дорогой?
Более дешевый углекислый газ, применяемый для сварки низкоуглеродистых сталей, в данном случае не подойдет. СО2- активный газ, он будет защищать сварочную ванну от воздуха, но при этом будет вступать в реакцию в алюминием, препятствуя образованию прочного соединения. Поэтому в данном случае применяется именно инертный газ.
Сварка полуавтоматом без газа возможна с применением специальной флюсовой проволоки, защищающей сварочную ванну.
Правильные режимы сварки
Настройка оборудования
Сварка алюминия полуавтоматом в условиях гаражного применения, на аппаратах, не оснащенных дополнительными функциями: горячий старт, плавный подъем и опускание сварочного тока и т.д., подбор оптимальных режимов можно осуществить только опытным путем, путем проб и ошибок.
Оптимальные значения напряжения и сварочного тока могут быть различны в зависимости от толщины металла и степени. К примеру, для сварочного полуавтомата OVERMAN 180 AuroraPRO для сварки алюминия толщиной 2 мм настройки выглядят следующим образом:
- напряжение в районе 15 в;
- ток в пределах 130-150 А на медленной подаче;
- индуктивность устанавливается в положении 3.
Настройка “индуктивности” позволяет не повышать температуру сварочной ванны

В более продвинутых моделях сварку алюминия ведут в 4-х тактном режиме. При нажатии на кнопку горелки запускается сварочный процесс, дальше ее можно опустить и контролировать наложение сварочного шва. По завершении кнопка нажимается повторно, процесс сварки в аргоне прекращается. При нажатии и опускании кнопки могут подключаться различные функции, облегчающие сварку алюминия. Применение 4- х тактного метода наиболее оправдано на длинных швах при продолжительной сварке.
Натяжение проволоки должно обеспечивать ее равномерную подачу. Избыточное и недостаточное натяжение снижает стабильность дуги и является причиной пористости сварного шва.
Положение газовой горелки
Положение горелки следует располагать под углом 10–20° к вертикали. Оптимальным расстоянием между соплом и свариваемыми деталями будет 10-15 мм, его увеличение значительно повышает расход газа.
Варить алюминий полуавтоматом нужно справа налево, так называемая сварка “от себя”. Движение горелки от сварочной ванны приводит к лучшей очистке сварного шва, снижению загрязнения и улучшения защитного действия аргона.
Скорость ведения шва
Сварку следует производить быстро, активной горячей дугой. Высокая теплопроводность алюминия диктует правила на высокие занчения токов и напряжений и более высокие поступательные скорости движения горелки во избежание прожогов.
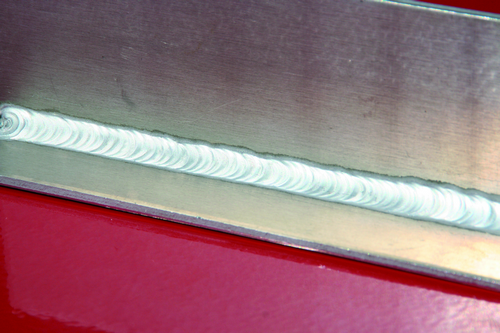
Выпуклые швы
При сварке алюминия наиболее распространенным видом брака является растрескивание, возникающее в результате значительного расширения алюминия при нагреве и, соответственно, значительного сжатия при остывании сварного соединения. Наиболее существенная угроза растрескивания возникает в кратерах, так как кратер сжимается при охлаждении, что приводит к появлению в нем разрывов.
Кратеры следует наваривать до образования куполообразной поверхности. При охлаждении сварного соединения выпуклая поверхность будет препятствовать действию сил сжатия.
Один из распространенных приемов заварки кратеров — проход в обратном направлении без выключения дуги.
Техника безопасности
Использование средств защиты является необходимым условием проведения сварочных работ. Обязательно использование респиратора для органов дыхания, защитной маски, специальной одежды и обуви для защиты от свечения сварочной дуги и брызг расплавленного металла. Едкий белый дым, выделяющийся при сварке алюминия провоцирует кашель и головные боли.
Особое внимание следует уделить защите открытых участков тела от влияния УФ-излучения, т.к. при сварке алюминия оно гораздо интенсивнее, чем при сварке других металлов. При попытке сварки в ” шортах” и в “майке” эффект солярия вам обеспечен уже спустя 30 мин.
Сварка полуавтоматом алюминия не сопоставима по качеству с применением TIGа, однако с лихвой компенсируется значительной производительностью. Она является прекрасным решением в случае наплавки или заполнения больших зазоров. В условиях промышленного производства применение полуавтоматов наиболее целесообразно ввиду объемов и высоких требований к скорости. Применение промышленных аппаратов и высокая квалификация сварщика позволяют добиваться отличных результатов.
Сварка алюминия полуавтоматом своими руками
При ответственном ремонте алюминиевых деталей, монтаже каркасов из профиля электродами не сделать надежных соединений. При сварке алюминия полуавтоматом швы получаются качественные. Можно варить легкий металл электродуговой сваркой в среде аргона или углекислого газа с использованием специальных тугоплавких электродов и присадочной проволоки, но сварка полуавтоматом – наиболее эффективный и надежный метод обработки алюминиевых сплавов.
Если проводят сварку алюминия полуавтоматом без газа, применяют защитные флюсы или используют специальную многокомпонентную порошковую проволоку, которая при нагревании создает газовое облако, препятствующее окислению.

Особенности сварки алюминия полуавтоматом
Легкий металл относится к плохо свариваемым из-за оксида, образующегося на поверхности под воздействием воздуха. С деталей необходимо предварительно счищать оксидную пленку, она, в зависимости от сплава, прогорает при +2050 – +2200°С, а температура плавления алюминия всего +660°С.
У алюминиевых сплавов высокая теплопроводность: детали быстро прогреваются при нагреве и сразу остывают, как только исчезает источник тепла. При термообработке в алюминиевых заготовках возникают внутренние напряжения, из-за них на шве появляются трещины.
Решая, как заварить алюминий полуавтоматом, необходимо предусмотреть предварительный прогрев заготовок газовой горелкой до +150 – +190°С. Специалисты используют подкладки, отводящие тепло, они не дают алюминию сильно прогреваться и быстро остывать. Важно придерживаться режима сварки, чтобы не прожечь тонкие детали.
Какой полуавтомат подойдет для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Есть компактные модели, генерирующие ток различных параметров.
Функционал
При выборе сварочного полуавтомата для сварки алюминия в частную мастерскую, автосервис, лучше выбирать устройства с функцией TIG, вырабатывающие импульсный ток высокой частоты. Они оснащены режимом «PULSE». Работа на них снижает риск прожогов, поддерживается стабильная короткая дуга. С инверторами TIG без импульсного блока работа идет в три раза медленнее, но качество соединения тоже будет высоким.
Простенькие инверторы с функциями MIG/MAG применяют для бытовых целей, к ним можно подключать аргон и углекислый газ. С такими инверторами сложно сделать качественное соединение, они рассчитаны на невысокие токи. За дополнительные функции платить не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Мощность
Толстый алюминий варят на высоких токах, поэтому для профессиональной работы лучше выбирать трехфазный сварочный аппарат на 380 В. Бытовые подключаются к стандартной сети 220 В, удобны полуавтоматы с двумя входами.
Технические характеристики
Длина шланга для подачи присадочной проволоки не должна превышать 3 метра, мягкая присадка в длинном шланге будет перегибаться, металл легко поддается деформации. Силу трения минимизирует тефлон, обычный канал меняют на тефлоновый. Для сварки алюминия лучше выбирать полуавтоматы с 4-х роликовым механизмом подачи проволоки, канавки должны быть U-образными. Такой блок полуавтомата не будет заминать проволоку во время подачи. Двухроликовые устройства не такие надежные. Диаметр наконечника должен превышать размер проволоки, нужно учитывать коэффициент расширения металла, увеличение толщины присадки в рабочей зоне.
Настройка сварочного полуавтомата
Для работы полуавтомата по алюминию не существует универсальных настроек. Сварщики ориентируются на толщину заготовки. В быту чаще варят 2-мм алюминий, для этого выставляют рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок, регулируют в диапазоне от 100 до 150 ампер. Скорость подачи проволоки регулируют, исходя из личного опыта сварки. Это усредненные настройки, они корректируются по ходу работы. MIG сварка алюминия проводится с обратной полярностью: на заготовку выводят минусовую клемму, на подающий мундштук – плюсовую.
Что еще нужно для сварки алюминия полуавтоматом
Для TIG сварки используют вольфрамовый неплавящийся электрод. В качестве защитного газа используют баллоны с углекислотой или инертный защитный газ (аргон или смесь аргона и гелия). При выборе присадочного материала учитывают марку свариваемого сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей используют присадку диаметром от 1,2 до 1,6 мм, для тонких – от 0,8 до 1,2 мм.
Технология сварки
В домашних условиях заготовки варят бытовым полуавтоматом постоянным током обратной полярности. Своими руками можно сделать вполне приличный шов, если соблюдать технологию:
- Сначала нужно подготовить оборудование. Подбирают наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
- Детали в рабочей зоне зачищают до блеска, используя шлифовальную машинку или металлическую щетку.
- Выбирают режим работы с учетом толщины заготовки, сплава. Можно использовать настроечные таблицы, оговоренные ГОСТ.
- Подачу защитного газа включают за несколько секунд до розжига дуги, чтобы образовалось защитное облако газа.
- Разжигают дугу, поддерживая расстояние между ванной расплава и насадкой не более 15 мм, минимальный зазор – 1 см.
- Скорость подачи присадки регулируют постепенно, сразу на максимум не устанавливают, следят, чтобы металл хорошо проваривался.
- Дугу ведут ровно, формируя равномерный наплавочный валик.
- В конце работы дугу сначала плавно отводят в сторону, только после этого отключают ток. Подачу защитного газа не прекращают в течение 10-20 секунд, пока остывает рабочая зона. Она предохраняет расплавленный металл от воздействия кислорода.
Полезные советы
Чтобы качественно заварить металл полуавтоматом, стоит прислушаться к профессионалам:
- Для очистки алюминия нежелательно использовать металлические щетки, которыми чистили другие металлы, лучше вязать новую, без посторонних включений. Лучше использовать химическую обработку металла кислотой с последующей промывкой.
- При сварке алюминия полуавтоматом в аргоне на четырехтактном импульсном токе металл прогревается быстрее, в зоне расплава создается высокая температура. Снижается вероятность попадания остаточного слоя оксида в шов.
- Снизить внутренние линейные напряжения можно, убавляя ток к финальному этапу сварки. Начинают работу, наоборот, на максимальном режиме, чтобы пробить оксидированный слой.
- Работая полуавтоматом в среде углекислого газа, резких движений не делают, насадка должна расплавляться равномерно.
- Когда используют защитную атмосферу, рабочую зону ограждают от сквозняков, чтобы порывы ветра не сносили в сторону газовое облако.
- При работе необходимо соблюдать технику безопасности, использовать спецодежду, индивидуальные средства защиты, в том числе для органов дыхания, некоторые легирующие добавки оказывают на организм токсическое действие.
Полуавтоматическая сварка алюминия в домашних условиях требует определенных навыков. Новички могут сварить металл некачественно, тогда его будет корежить, шов растрескается. Перед тем, как браться за ответственные соединения, нужно «набить руку», научиться выдерживать оптимальное расстояние, выработать скоростной режим.
Сварка алюминия — особенности и технологиии полуавтоматической MIG и аронодуговой TIG сварки
Сегодня существует множество сварочных процессов для сварки различных металлов. Эти процессы всё время дорабатываются, появляются всё новые и новые. Чтобы быть в курсе применяемых процессов и их особенностей, предлагаю Вам прочитать эту статью, в ней мы расскажем о сварке алюминия.
Каждая отрасль промышленности использует различные типы металлов в зависимости от характера их работы. Первое, что приходит в голову о применении сварки алюминия, будет сварка алюминиевых судов. От небольших лодок и катеров до корпусов огромных судов и военных кораблей.
Почему же именно алюминий используется для их изготовления? Ответ прост и заключается в том, что алюминий легче, чем сталь, и поэтому уменьшается вес корабля, экономится топливо и увеличивается его скорость.
Легкость алюминия совместно с относительно высокой прочностью делает его применимым во многих других отраслях промышленности. Таких как автомобилестроение, пищевое оборудование, изготовление алюминиевых лестниц и многих других.
В чем же заключается сложность сварки алюминия?
Многие профессиональные сварщики говорят, что алюминий является самым сложным металлом для сварки. Он обладает физическими и химическими свойствами, которые необходимо знать, чтобы сварочные работы были наиболее эффективными.
Некоторые из свойств, которые делают алюминий сложным для сварки, необходимо принять как факт. Алюминий не меняет цвета, когда он нагревается и имеет более широкий диапазон температур плавления, чем у других металлов. Так же он является немагнитным.
Это означает, что человек, работающий с алюминием должен знать, что ожидать от этого металла.
Некоторые из вещей, которые должен знать сварщик:
- Расплавление окисной пленки алюминия
Образующаяся на поверхности алюминия оксидная пленка имеет более высокую температуру плавления, чем основной сплав. Она не плавится, пока не достигнет 2050 градусов по Цельсию. Это усложняет процесс сварки алюминия и требует применения специального сварочного оборудования и предварительной очистки металла (травления). - Необходимость большого количества энергии
Алюминий имеет теплопроводность намного больше, чем другие металлы (в 5-6 раз больше чем у обычной стали). Поэтому при дуговой сварке алюминия должно быть большое внесение тепла за счет мощности дуги. При сварке массивных изделий рекомендуется использовать предварительный подогрев. - Низкая температура плавления алюминия
Из за высокой теплопроводности и низкой температуры плавления существует высокая вероятность прожога алюминия - Заварка кратера в конце сварочного шва
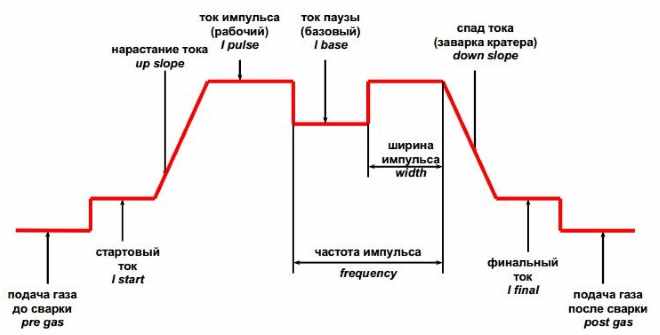
Почти всегда при сварке алюминия при окончании сварочного шва появляется кратер, так как алюминий быстро затвердевает. Заварка кратера требует специальной техники. На многих сварочных аппаратах существует специальная программа для сварки алюминия. Она представляет собой увеличенный стартовый ток в начале сварки (для пробивки оксидной пленки) и уменьшенный ток в конце сварки (для заварки кратера). - Зачистка поверхности алюминия перед сваркой
Подготовка металла является ключевым моментом в сварке алюминия. Средства для травления поверхности должны быть использованы по мере возможности. Кроме того, рекомендуется зачищать поверхность перед сваркой металлической щеткой. Использование щетки помогает разбить слой оксидную пленки, уменьшая потребность в раскислении и увеличивая проплавление. Зачистка также помогает увеличить скорость сварки, снижая коробление.
Процессы сварки алюминия
Есть несколько процессов, которые используются для сварки алюминия. Наиболее популярны такие процессы, как аргонодуговая TIG сварка и импульсная полуавтоматическая MIG сварка.
Аргонодуговая TIG сварка алюминия
Аргонодуговую TIG сварку многие сварщики называют по-разному — аргонной, аргоновой или сваркой аргоном. Во всех случаях имеется в виду один процесс – сварка неплавящимся вольфрамовым электродом в среде аргона.
Важной частью сварки алюминия является понимание того, что она требует наличия в аппарате для аргонной TIG сварки — переменного тока и высокочастотного HF зажигания дуги.
Пара полезных функций, которые предлагаются во многих аргонодуговых аппаратах для сварки алюминия, является возможность регулировать частоту переменного тока и баланс.
- — Частота переменного тока может быть увеличена или уменьшена в допустимых пределах. Эта настройка позволяет сварщику обеспечивать больший контроль над дугой, путем фокусирования дуги по ширине так, чтобы иметь возможность сварки в труднодоступных углах. А также для сварки тонких материалов.
- — Другая особенность, баланс переменного тока, на самом деле управляет процессом раскисления алюминия, также называемый «чисткой». При изменении переменного тока в положительную полярность, оксид алюминия на поверхности металла расплавляется, и металл подвергается сварке. Количество необходимой «чистки» может варьироваться в зависимости от чистоты металла, и от скорости сварки. Настройка слишком высокого баланса уменьшает стабильность дуги. Слишком низкий процент не разобьет достаточно оксидную пленку.
MIG сварка алюминия полуавтоматом
Полуавтоматическая MIG сварка алюминия аналогична MIG сварке стали, так как при ней также используется подача сварочной проволоки и защитного газа через сварочную горелку. Однако сварка алюминия полуавтоматом требует некоторых изменений для сварщиков, которые привыкли к сварке стали.
Из-за большей теплопроводности алюминия, его сварка требует большего контроля над мощностью дуги и скоростью подачи проволоки. Так как алюминий очень мягкий металл, подача проволоки при сварке должна быть больше.
Ранее считалось, что качественно сварить алюминий можно только при помощи аргонодуговой сварки. Однако при использовании правильного оборудования и соответствующих технологий полуавтоматической MIG сварки можно добиться качественного шва при значительном увеличении производительности.
Несколько правил при MIG сварке алюминия
- Выбор оборудования
Оптимальный сварочный полуавтомат для MIG сварки алюминия должен иметь режим импульсной сварки. Благодаря импульсам происходит пробивка окисной пленки, а также уменьшение перегрева алюминия при сварке и вероятность прожога. Режим двойного импульса Duo Pulse обеспечивает равномерную чешуйчатость и отличные визуальные характеристики сварочного шва. - Выбор сварочного газа
При сварке алюминия в качестве защитного газа необходим чистый аргон. В отличие от сварки стали, при которой обычно используется смесь аргона и углекислого газа (CO2). - Выбор сварочной проволоки
Очень важен выбор правильного диаметра сварочной проволоки. Из-за того, что алюминий металл мягкий, то применение проволоки с малым диаметром (0,8 мм) затруднено сложностью её протяжки и подачи через сварочную горелку. Поэтому лучше использовать сварочные горелки небольшой длины, либо горелки с дополнительным механизмом подачи в корпусе горелки — сварочные горелки Push Pull (пуш пул). Для расплавления сварочной проволоки большего диаметра (1,2-1,6 мм) требуется больший сварочный ток. - Набор расходных частей для сварочной горелки
1. Специальные контактные наконечники — так как алюминий во время нагрева расширяется значительно больше, чем сталь, то существуют отличия в сварочных контактных наконечниках, используемых в полуавтоматических горелках для сварки алюминия. Отверстие в наконечниках для алюминия должно быть больше, чем в обычных наконечниках для стали, но не настолько большим, чтобы был хороший электрический контакт.2. U-образные ролики подающего механизма. Ролики в подающем механизме должны быть U-образной формы, для того, чтобы алюминиевая проволока в них не заминалась.
3. Тефлоновый канал. Для уменьшения трения проволоки в горелке, необходимо использовать неметаллический кабель канал для алюминиевой проволоки. Обычно он исполнен из тефлона или графита.
Соблюдение указанных в этой статье правил, технологий подготовки и техники сделает ваш процесс сварки алюминия намного проще и позволит добиться превосходных результатов.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Сварочное оборудование для сварки алюминия
Видео по сварке алюминия:
Время сварки@1 — TIG cварка литой детали из алюминия
Время сварки@2 — Импульсная TIG сварка
Время сварки@3 — Сварка алюминия для начинающих
Сварка алюминия полуавтоматом — советы сварщику
Сварка алюминия полуавтоматом должна выполняться под защитой инертного газа. В основном для этого используют аргон. Иногда к нему добавляется гелий.
Сегодня для сварки металлов применяют различные сварочные аппараты. При их выборе учитывают свойства и поведение металлов во время выполнения сварочных работ. Особый подход требует алюминий и его сплавы. Как и стальные сплавы, этот металл широко используется во многих сферах, поэтому вопрос соединения алюминиевых конструкций и отдельных изделий из него совсем не праздный. Чаще других для этих целей применяется сварка алюминия полуавтоматом.
Особые свойства алюминия
Широкое использование алюминия объясняется его небольшим удельным весом, достаточно стабильной прочностью и коррозионной устойчивостью. Но его поведение при тепловой обработке создает сложности при соединении алюминиевых конструкций и деталей с помощью сварки. Это объясняется спецификой физико-химических свойств алюминия:
- он не изменяет свой цвет при сильном нагревании, поэтому трудно понять по цвету о степени прогрева металла;
- имеет широкий температурный диапазон плавления в отличие от стальных сплавов и начинает плавиться при низком температурном пороге, теряя при этом свою прочность;
- не проявляет склонности к намагничиванию;
- обладает высокой теплопроводностью (в среднем в 5 раз больше, чем стальные сплавы), поэтому при нагреве зоны соединения тепло интенсивно распространяется по всей свариваемой детали. Чтобы его не терять, перед проведением сварочных работ, особенно больших алюминиевых изделий, предварительно проводят их нагрев;
Из-за активного взаимодействия алюминия с кислородом воздуха на его поверхности образуется окисная пленка. При достижении определенной толщины она затем начинает служить защитой алюминия от дальнейшего окисления. В то же время, окисная пленка создает сложности при сварке, т. к. плавится при температуре 2050-2200оС, в отличие от самого металла, имеющего точку плавления в районе 660оС.
Задачи сварщика при работе с алюминием
Учитывая особенности поведения алюминиевых сплавов при сварке, вы должны решить в процессе работы основные задачи: избавиться от оксидной пленки, обеспечить стабильную дугу во время сварки и своевременную подачу сварной проволоки, чтобы сварочный процесс алюминия был непрерывным, в противном случае его придется начать заново.
Сварщик должен:
- избавиться от окисной пленки в месте шва: пробить ее электрическим импульсом или провести механическую очистку поверхности с помощью металлической щетки или путем химического травления. Для пробивания пленки используют специальный импульсный режим работы оборудования;
- при выборе режима сварки не допустить прожогов металла из-за повышенной теплопроводности и низкого порога плавления алюминия, приводящего к быстрой потере прочности при нагревании. Для этого он должен обеспечить нужную температуру процесса и дугу от 12 до 15 мм длиной, выбрать правильные электроды и размер присадочной проволоки, подходящий для толщины соединяемых алюминиевых деталей и сопла горелки;
- учитывать склонность алюминия к значительной линейной усадке (почти вдвое больше, чем у сталей) при быстром остывании после нагрева, т. к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.
Технологические особенности сварки
Полуавтоматическая сварка алюминия должна выполняться под защитой инертного газа. В основном для этого используют аргон. Иногда к нему добавляется гелий.
Разбавление аргона углекислым газом при сварке алюминия, как это делают при соединении стальных конструкций аргонодуговым способом, недопустимо.
Допускается выполнение сварного шва полуавтоматом без применения нейтрального газа при условии использования порошковой расходной проволоки. При нагреве она начинает распылять железосодержащий порошок, который образует облако и служит диэлектриком, выполняющим защитную роль также, как инертный газ.
Использование порошковой проволоки в качестве защитного флюса при сварке алюминия стоит применять только в исключительных случаях, т. к. при таком методе сварной шов не будет отличаться высоким качеством.
Задачи, которые стоят перед сварщиком при работе с алюминием, успешно можно решить с помощью сварочного полуавтомата с использованием TIG и MIG технологий.
При TIG технологии используются неплавящиеся электроды на основе вольфрама и присадочная проволока, автоматически заполняющая стык между деталями. При использовании этой технологии необходимо наличие в полуавтоматическом устройстве режима переменного тока, а также высокочастотного розжига дуги.
В этом случае окисная пленка пробивается путем «катодного» распыления ее поверхности в моменты тока с обратной полярностью.
При MIG методе в качестве присадки используют сами электроды, т. к. они являются плавящимися. Такой электрод равномерно подается в сварную зону с помощью устройства автоматической подачи проволоки.
Сварка алюминиевых сплавов полуавтоматическим аппаратом MIG способом проводится с использованием постоянного тока, имеющего обратный характер полярности. Рассмотрим его подробно.
Сварка постоянным током обратной полярности
Процесс выполнения такой сварки изображен на рисунке:

При ее проведении сварочная дуга окружена парами металлического расплава электродной проволоки. Капли жидкого алюминия при постоянной подаче проволоки в виде ионов притягиваются «катодной» поверхностью сварной ванны. При этом происходит их нейтрализация с образованием дополнительного тепла.
В результате такого процесса поверхностная оксидная пленка разрушается. Если окисный слой значительный, то перед проведением сварки его нужно удалить с помощью механической чистки или травлением.
Плавящийся электродный металл заполняет каплями область между стыками деталей, образуя при застывании прочный шов.
Как использовать полуавтомат при сварке алюминия
Любой аппарат, работающий в полуавтоматическом режиме, должен обеспечить стабильную подачу присадочной проволоки, достаточный импульс для разрушения окисного слоя и дальнейшего поддержания дуги или работу с использованием переменного тока. Для этого нужно выполнять следующие правила:
- Подача мягкой алюминиевой проволоки осуществляется специальным прижимным механизмом, который вращается с помощью четырех роликов, имеющих U–форму поверхностной канавки. Для обеспечения стабильной подачи проволоки необходимо отрегулировать давление на прижимной вращающийся механизм. Это поможет избежать зажимания проволочного алюминия во время проведения сварки.
- Расплавление присадочной проволоки происходит способом струйного переноса. Такой режим может быть обеспечен применением переменного тока в 270 ампер или импульсного тока в 100 ампер. Поэтому сварочный аппарат должен иметь возможность настроек таких режимов с помощью блока генерации, т. е. представлять инверторный тип аппарата.
- Аппарат при сварке алюминия должен работать в режиме обратной полярности сварного тока, когда «–» подается на клемму, закрепленную на детали, а электрод подсоединяется к «+». Это обеспечивает создание наивысшей температуры в сварной области.
- Т. к. алюминиевые сплавы при нагревании расширяются больше, чем стальные, то при их сварке для полуавтоматической подачи проволоки в горелках должны использоваться контактные наконечники с диаметром отверстия заведомо с припуском на величину расширения, при этом должен соблюдаться хороший контакт для поддержания электрической искры.
- Для меньшего контактного трения при прохождении проволоки внутри горелки нужно использовать специальный кабельный канал, рассчитанный на алюминий. Обычно он изготавливается из тефлонового материала или на основе графита.
- Важным для успешного выполнения сварного шва является подбор подходящего диаметра сварной проволоки из алюминия. Т. к. этот металл является мягким, то использование тонкой проволоки до 8 мм в диаметре затруднительно ввиду сложности ее прохождения через горелку (она может запутываться с образованием петель и изгибов). Выходом является использование горелок с небольшим размером длины или применения дополнительного приспособления подачи проволоки внутри корпуса горелки.
При использовании толстой проволоки (от 1,2 до 1,6 мм в диаметре) нужно применять высокий сварной ток.
Плюсы и минусы сварки алюминия полуавтоматом
Любой полуавтомат для выполнения сварки имеет в своем устройстве источник получения сварочной дуги, горелки с защитным рукавом для проволоки, кабеля с зажимом на конце для подключения к детали, двигателя и редуктора.
Плюсы полуавтомата:
- Такое устройство аппарата позволяет использовать его в широком диапазоне с разными настройками, помогающими выбрать нужный режим проведения сварочного процесса.
- Контроль дуги можно проводить при любом положении горелки.
- Можно проводить сварку деталей любого размера. При необходимости соединения конструкций больших размеров проводить работу можно без использования защитного аргона.
- Аппарат обеспечивает высокую точность сварного шва.
- Обеспечивается экономный расход расходных материалов и электроэнергии с большой эффективностью.
- Аппараты полуавтоматического типа могут иметь небольшой вес и размеры, а также мобильность, позволяющую устанавливать их в нужном месте.
- Имеют высокий КПД, достигающий 95%.
Минусы полуавтомата:
- Основным недостатком полуавтомата инверторного типа является его высокая стоимость по сравнению с трансформаторными устройствами.
- Такие аппараты боятся пыли, которой в производственных условиях или на стройке достаточно. Поэтому, в отличие от других устройств, они нуждаются в регулярной чистке с продувкой инвертора.
- Электронные схемы управления регулировкой плохо реагируют на минусовые температуры, а перепады температур могут вызвать конденсат и вывести из строя систему.
Ознакомившись с процессом сварки алюминия с помощью полуавтоматического аппарата и его тонкостями, вы можете самостоятельно приступать к работе. Соблюдение всех рекомендаций статьи и правильного проведения технологического процесса позволит добиться качественного надежного соединения изделия из алюминия.
Сварка алюминия полуавтоматом — Полуавтоматическая сварка — MIG/MAG
Темка вижу была такая но закрыта. Думаю мой пост будет полезен для форумчан. Если что, то модераторы перенесут. Начну с того, что всем нам нужно варить алюминий время от времени. Кому-то головку блока, кому-то крышку картера, кому-то еще что-то. Так вот, имея на хозайстве обычный полуавтомат ето можно сделать без проблем. :patsak: Здесь играет роль только навыки сварки и желание. Так вот что нам нужно:
1. Полуавтомат, лично у меня обычный, украинский, с рынка за 300 баксов подклучен на 220в.
2. Балон аргона.
3. Редуктор желательно кислородный (держит больше давление), шланг (ето понятно).
4. Катушка проволоки.
5. Сопло.
Так вот. Поехали по фоткам.
На первой фотке (арг1) редуктор на балоне, давление ставлю чуть больше чем для углекислоты, тоесть расход аргона будет больше.
Фотка номер (арг 2). Катушку просто ложу туда гре раньше стояла проволока для сварки стали, можно забацать и ось, но у меня она разматывается за крышкой и так. Протяжка родная, у меня ведущий ролик с накаткой,прижимной подшипник с канавкой — все в оригинале.
Фотка номер арг3. Сама проволока. Диаметр 0,8. Не знаю купил на базаре, дал 10 баксов.
Фотка номер арг4. Сопло-муштук-наконечник (кому как удобно) обычный медный для стали но с отверстием 1,0.
Процес. Все как и для стали. Стекло в щитке желательно чтоб чистое было, подачу прповолоки ставим на максимум и пробуем где-то сбоку на алуминие, если будет отдаватьв руку, потихоньку сбавляем. Скажу сразу подача должна быть большой иначе заварит наконечник (для пробы купите несколько). Подачу проволоки нужно настроить так, чтоб при сварке всегда было видно кончик проволоки который варит. Ну ето в процесе поймете. Сила тока — начните с большего, потом сбавляйте. На больших варить легче (при условии что материал толстый). И так проварили. Получаем:
Фотка арг5. Все черное. Дадим остыть пару минут.
Фоткка арг6. Щеткой из проволоки чистим сажу и получаем.
Фотка арг7. Второй шов из другой стороны после зачистки счеткой.
Вот так вот. Пробуйте.
Хотелось бы услышать товарища Шубенина[/b, возможно он еще что-то добавит полезное для народа. Да и всех кто пробовал и приспособился варить алюминий полуавтоматом. Может я что-то делаю неправильно, может есть какие-то скрытые нюансы, как с техникой безопасности здесь…пишите, почитаем. Спасибо.
Сварочный полуавтомат для сварки алюминия
Сварочный полуавтомат для сварки алюминия по своему принципу работы близок к распространенным аппаратам для сварки черных металлов.
Сварочный полуавтомат для сварки алюминия по своему принципу работы близок к распространенным аппаратам для сварки черных металлов. Но алюминий и его сплавы считаются трудными металлами для сварки и процесс имеет ряд ограничений и особенностей. Наибольшее распространения получил метод MIG/MAG, который заключается в том, что сварка производится в газовой среде с автоматической подачей проволоки.
Особенности сварки алюминия полуавтоматом
Есть несколько причин, которые заставили инженеров разрабатывать сварочное оборудование с учетом особенностей свойств алюминия, среди них:
- повышенная теплопроводность, в 5-6 раз выше, чем у стали;
- быстрообразующаяся малозаметная оксидная пленка с высокой плотностью и высокой температурой плавления;
- низкая температура плавления;
- образование кратера в конце шва.
Современный полуавтомат для сварки алюминия позволяет преодолеть трудности работы. Это достигается особыми параметрами сварочного оборудования.
- Высокая теплопроводность алюминия требует максимального сварочного тока аппарата не менее 200-500 А.
- Качественная сварка производится импульсным током. Высоковольтный импульс разрушает оксидную пленку, а в режиме номинального напряжения образовывается сварочная ванна. Также при этом режиме снижается брызгообразование. Дешевые сварочные аппараты, работающие на постоянном токе, образовывают шов невысокого качества.
- Широкий диапазон регулировок силы сварочного тока не позволяет поднять температуру сварки настолько, что будут образовываться прожоги металла.
- Специальная программная функция, корректно завершающая сварочная шов без образования кратера.
- Повышенная скорость подачи проволоки четырьмя роликами с тефлоновым вкладышем. Это не позволит проволоке скручиваться кольцами.
Аппараты, поддерживающие такие функции и параметры, обеспечивают профессиональное качество сварки.
Плюсы и минусы сварки алюминия полуавтоматом
Прежде, чем выбирать сварочный аппарат для сварки по алюминию, необходимо взвесить положительные и отрицательные стороны технологии. После этого можно принимать решения.
| Плюсы | Минусы |
|---|---|
| относительно низкая цена | обязательное использование газа |
| доступность расходных материалов на рынке | сложность подбора толщины проволоки при работе с материалами с неопределенным составом |
| быстрая подготовка к работе и высокая скорость процесса | |
| универсальность, работает с разными металлами |
Функциональность сварочных аппаратов
Производители постоянно совершенствуют сварочные аппараты полуавтоматы для сварки сплавов алюминия. В результате появилось множество режимов и дополнительных функций, повышающих качество. Конечно, повышается и цена.  Чтобы не переплачивать за ненужные функции, необходимо понимать, для чего они нужны. Возможно, это просто маркетинговый ход производителя.
Чтобы не переплачивать за ненужные функции, необходимо понимать, для чего они нужны. Возможно, это просто маркетинговый ход производителя.
MIGPulse — один из самых распространенных и универсальных методов сварки с бесконтактным переносом капли от электрода в сварочную ванну. В этом режиме электрод никогда не касается ванны. Одна капля формируется за один импульс и передается дугой в зону сварки. Процесс сплавления металла происходит во время его остывания в фоновой фазе подачи напряжения между импульсами. Такой режим позволяет снизить скорость подачи проволоки. Скорость сварки и мощность дуги регулируется высотой и шириной пиков и расстоянием между ними. Режим не создает брызг и снижает риски образования холодного притирания.
DoublePulse MIG — в этом режиме импульсный ток имеет два уровня. Высокая фаза вбивает каплю в зону расплава. В низкой фазе импульса металл сваривается и остывает. Оператор может регулировать уровень площадок импульса и настраивать длину каждого импульса. Он полностью контролирует форму и амплитуду напряжения и может идеально подобрать сварочный режим.
Режим S4T позволяет управлять горелкой. Если в аппарате предусмотрена функция «Быстрый старт», которая активируется нажатием триггера горелки, оператор может начинать сварку алюминия без предварительного нагрева — на холодную. После отпускания триггера сила сварочного тока снижается до рабочего.
DownSlope — обеспечивает заварку кратера в конце шва, плавно снижая силу сварочного тока.
Регулировка индуктивности дуги позволяет снизить разбрызгивание и повысить качество соединения. Изменяется в зависимости от толщины проволоки.
Цифровое управление значительно сокращает время настройки параметров сварки. Благодаря синергетическому управлению, практически все параметры сварки устанавливаются автоматически. От оператора требуется лишь указать толщину проволоки и тип металла. Компьютер имеет несколько программ сварки в памяти, что позволяет мгновенно установить идеальный режим работы.
4-х роликовый механизм обеспечивает плавную протяжку проволоки. В отличие от сварочных аппаратов для черных металлов, где достаточно иметь 2-х роликовую систему подачи присадочного материала, в полуавтомате для сварки сплавов алюминия необходимо использовать только 4-х роликовый механизм. Это обусловлено тем, что проволока для сварки алюминия не жесткая и мягкая и может путаться, образовывая кольца. Поэтому для нее необходима более сложная система подачи с регулировками натяжения и тефлоновыми каналами.
Обзор популярных моделей
Промышленностью предлагает массу сварочных полуавтоматов. В обзоре описываются три популярные модели, отсортированные от простых и дешевых к сложным и дорогим.
VEGAMIG 180/2 TURBO
Бытовой сварочный аппарат, работающий от однофазной сети в режиме MIG/MAG, предназначен для сварки алюминия, черных металлов и нержавеющей стали в аргоновой среде. Агрегат создает сварочный ток в диапазоне от 30А до 170А при потребляемой мощности 5,2кВт.

Хотя аппарат и считается бытовым, не в каждой квартире проводка выдержит нагрузку с током 23А. Поэтому, прежде чем включить прибор, обратите внимание — на какую силу тока рассчитана сеть в вашем доме, гараже или мастерской.
Сварочный полуавтомат VEGAMIG 180/2 TURBO по алюминию поддерживает использование проволоки диаметром 0,8-1 мм и может сваривать листы толщиной до 2 мм. Дуга образовывается постоянным током.
Оснащен двумя ступенчатыми регуляторами:
- силы тока;
- скорости подачи проволоки.
Автоматические регулировки отсутствуют, поэтому, работая с аппаратом, сварщику следует надеяться только на свои знания и опыт.
Выбирая сварочник, обратите внимание на класс защиты. Для VEGAMIG 180/2 TURBO присвоен класс IP21, а это значит, что его нельзя использовать вне помещений.
PICOMIG 180 PULS
Мобильный инверторный полуавтомат сварки MIG/MAG, поддерживающий импульсный режим сварки. Всего аппарат поддерживает четыре типа сварки на профессиональном уровне:

- MiG/MAG;
- MiG/MAG PULS;
- ММА;
- TiG DC.
Устройство питается от однофазной сети, потребляет 6,4кВа и поддерживает максимальный сварочный ток 170А.
Агрегат оснащен системой автоматических регулировок, электронным блоком управления и цифровым дисплеем.
Прибор поставляется с минимальным набором аксессуаров “readytoweld”.
СПИКА ALUMIG 300 P DpulseSynegric
Универсальный сварочный аппарат работает в режимах полуавтомата MIG/MAG и ручной сварки дугой MMA. Благодаря широкому ряду настроек рабочего процесса, агрегат сваривает не только алюминий, но и цветные, черные металлы, нержавеющую и оцинкованную сталь.

Аппарат питается от трехфазной сети и может создавать максимальный сварочный ток в режимах: MIG — 300А и MMA — 250A. Этого достаточно, чтобы обеспечить качественную работу в промышленных условиях. Устройство можно использовать, всюду, где электрическая сеть сможет обеспечить мощность 10.60 kVa.
Устройство обладает рядом полезных функций, среди которых:
- MIGPulse;
- DoublePulse MIG
- режим S4T;
- быстрый старт;
- DownSlope
- и др.
Сварочный аппарат оснащен компьютером с цифровым дисплеем для синергетического управления. В памяти хранится 10 программ наиболее часто используемых процессов. Переход от одного вида сварочных работ к другому занимает несколько секунд. Синергетическое управление автоматически устанавливает силу тока, частоту и форму импульсов в зависимости от толщины проволоки и типа металла.
Вывод
Выбирая сварочный полуавтомат для алюминия, следует точно понимать, для чего он вам нужен. Одно дело, когда вам необходимо подварить что-то на даче и другое дело, когда вы оказываете сварочные услуги или затеваете производство. Сварочные аппараты недешевы, поэтому выбирайте оптимальный вариант, учитывая:
- силу сварочного тока;
- наличие синергетического управления;
- универсальность и наличие возможности ручной сварки;
- класс защиты;
- комплектность;
- присутствие программных функций и памяти настроек для разных процессов;
- цену.
Также обязательно следует удостовериться, что ваша электрическая сеть поддерживает потребляемую мощность приобретаемого аппарата.
Если вас интересует тема сварки алюминия полуавтоматом, выскажите свое мнение, предложите идеи или поспорьте с автором в блоке комментариев. Это интересно.