Точечная сварка для аккумуляторов 18650 своими руками: контактная, аппарат для литиевых, как сделать?
Современные инструменты и приборы домашнего пользования очень часто оснащают аккумуляторами, которые обеспечивают свободу эксплуатации, без зависимости от домашней сети. В большинстве случаях применяют несколько элементов питания, соединенных между собой в блок посредством контактной сварки. Это единственный способ. Возможность пайки контактов исключается, ввиду высокого температурного воздействия на внутренние элементы, что недопустимо для источников питания.
Аппараты точеной сварки для сварки аккумуляторов – полезное приспособление, с помощью которого выполняют ремонт литий-ионных источников питания. Данные аппараты продают в специализированных магазинах, однако можно попытаться собрать устройство самостоятельно – это позволит сэкономить средства без потери производительности.
В качестве объекта для проведения восстановительных работ, предстоит столкнуться с аккумуляторами типа 18650.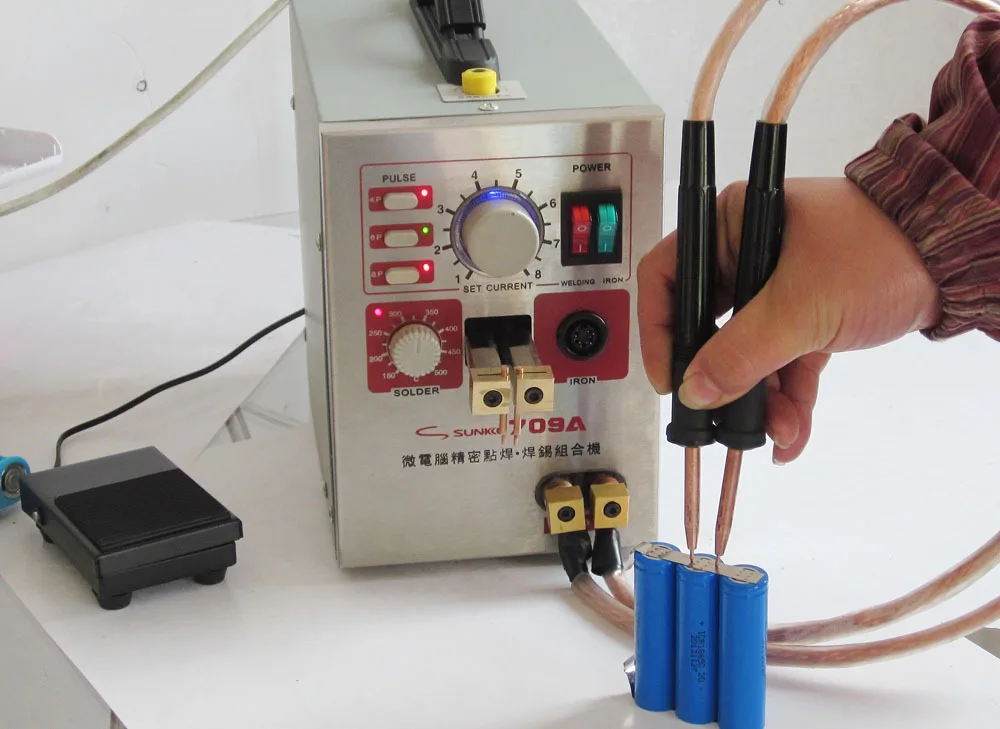
Устройство и принцип работы
Базовыми узлами оборудования для сварки аккумуляторов являются источник тока и механизмов управления. Рабочими элементами конструкции являются:
- Стержни из токопроводящего материала, выполняющие роль электродов.
- Сварочный трансформатор.
- Фиксирующий механизм, обеспечивающий рабочее давление на соединяемую поверхность.
Принцип действия аппарата основан на тепловом воздействии на металлическую поверхность. При этом металл расплавляется, соединяя заготовки. Температура повышается под действием электрического тока, генерируемого трансформатором.
Основная область применения приборов для точечной сварки – ремонт и техническое обслуживание батарей, производя соединение контактов.
Ремонтные мастерские по обслуживанию компьютерной техники не обходятся без данных устройств.
Обычные аппараты для дуговой сварки соединяют детали за счет действия постоянного тока. Основным отличием приборов для точечной сварки является кратковременность сварочного импульса. Его вполне достаточно для надежного скрепления. Ток воздействует лишь на маленький участок, который соприкасается с электродами, практически не затрагивая окружающую поверхность.
Достоинства и недостатки
Самостоятельно собранные приборы обладают рядом преимуществ, по сравнению с промышленными моделями, изготовленными надежными исполнителями. К основным достоинствам относят:
- Экономия. На сборку приспособления не придется тратить крупную сумму. Расходные материалы также не нанесут удара по кошельку.
- Удобство в обслуживании.
 Поскольку сборка осуществляется из подручных материалов, их замена не будет проблемой.
Поскольку сборка осуществляется из подручных материалов, их замена не будет проблемой. - Энергопотребление. Аппараты для контактной сварки потребляют очень мало электрической энергии.
- Работа с тонколистовыми элементами. Имеется возможность выполнять соединение контактов источников питания, толщина которых не превышает 1 мм. При этом исключается возможность прогара.
- Широкий диапазон рабочих параметров. Позволяет установить сварочные параметры, в зависимости от характеристик свариваемых изделий.
 Поскольку сборка осуществляется из подручных материалов, их замена не будет проблемой.
Поскольку сборка осуществляется из подручных материалов, их замена не будет проблемой.- Кустарный метод производства не позволяет использовать качественные материалы для наружной защиты корпуса от внешних воздействий.
- Рабочие характеристики регулируются недостаточно плавно, по сравнению с заводскими моделями.
- Эксплуатационные характеристики профессиональных моделей превышают параметры самодельных изобретений.

Cвоими руками
Рынок сварочного оборудования предлагает потребителям огромный выбор различных аппаратов, отличающихся как по габаритам, так и по цене.
Известные производители используют только качественные материалы, оснащая модели множеством приборов контроля, делая процесс выполнения работ не только комфортным, но и безопасным.
Самодельные приспособления не могут обеспечить заводское качество, однако вполне подойдет для выполнения ремонта литиевых аккумуляторов в домашних условиях.
На форумах можно найти множество схем и чертежей приспособлений, которые можно использовать в любых условиях.
Независимо от типа назначения, точечная сварка для аккумуляторов 18650 своими руками потребует следующих материалов для сборки:
- Аппарат для понижения напряжения электрического тока.
- Материал для станины с диэлектрическими свойствами.
- Бруски из дерева в качестве несущих элементов.
- Устройство для подачи питания.
- Медный провод с изоляцией в качестве материала для вторичной обмотки.
- Кабель для подключения к домашней сети.
- Электродные наконечники (отлично подойдут медные стрежни).
- Метизы для крепежа конструкции.
После подготовки всех комплектующих, приступают к сборке.
Дополнительная информация. Можно использовать обычный трансформатор из микроволновой печи. В этом случае его необходимо модернизировать, для соответствия сварочным параметрам. В качестве электронной начинки рекомендуем обратить внимание на модули ардуино (arduino).
Источник тока
Лучше всего будет использовать трансформатор из старого телевизора – на досках объявлений раритетные модели стоят сущие копейки. Обратите внимание, что для выполнения сварочных работ необходима мощность не менее 200 Вт. Параметры первичной обмотки должны соответствовать параметрам домашней сети – 220 В, 50 Гц.
В первую очередь необходимо полностью избавиться от вторичной обмотки с помощью слесарных инструментов – ножовки, молотка и зубила. Данную процедуру следует выполнять с особой осторожностью. Неаккуратные действия могут повредить первичную обмотку, после чего ее придется восстанавливать.
Данную процедуру следует выполнять с особой осторожностью. Неаккуратные действия могут повредить первичную обмотку, после чего ее придется восстанавливать.
Новую вторичную обмотку делают из толстого изолированного кабеля. Для получения необходимых параметров достаточно 4 витков. В этом случая параметр силы тока повысится до 300 А и снизит напряжение до безопасного, для здоровья человека, уровня.
Продолжительность воздействия сварочного тока на соединяемую поверхность регулируется с помощью устройства для подачи питания. Как правило, для качественного контакта, рабочий цикл должен длится не более 2 с.
Вышеописанная схема является самой простой из возможных. Если добавить в устройство конденсаторы и тиристор, ток будет подаваться импульсно, с четко отмеренной длиной. Таким образом, самоделка будет обладать свойствами споттера, автоматизируя рабочий процесс.
Рабочие элементы
Для безопасного выполнения сварки несущие элементы конструкции должны быть изготовлены из диэлектрических веществ
. Специалисты рекомендуют использовать следующие материалы:
Специалисты рекомендуют использовать следующие материалы:- фанера,
- оргстекло,
- дерево.
На один из углов станины устанавливают трансформатор. По другим сторонам устанавливают стойки, прикрепляя их к основе с помощью саморезов или болтов. В верхней части стоек необходимо сделать отверстие для механизма с электродными стержнями.
Главная часть рабочего узла – медные стержни, которые играют роль электродов. Их диаметр должен находиться в диапазоне от 1 до 5 мм. Стержни большего сечения можно подточить до нужной величины.
Торцевое расстояние не должно быть большим – агрегаты не предназначены для соединения толстых листов. Оптимальной считают удаленность 3-4 мм.
Подводящие кабели должны быть оснащены медными или алюминиевыми наконечниками, которые крепятся к рычагу с помощью болтов.
Устройство для подачи питания должно располагаться в удобном месте, в зоне свободного доступа – это упростит процесс эксплуатации.
Согласно требованиям техники безопасности все провода должны быть надежно заизолированы.
Аппарат из автомобильного аккумулятора
Мастера разработали простой способ сваривания тонколистовых деталей, который не требует длительной подготовки и применения трансформатора. Качество соединения не будет отличаться от вышеописанного метода.
Технологический процесс заключается в использовании аккумулятора легкового автомобиля, поэтому способ отлично подойдет водителям. Перед использованием АКБ необходимо зарядить до полного уровня.
Силы разряда, который возникает после замыкания клемм, более чем достаточно для обслуживания литиевых источников питания. Требования к электродам точно такие же, что и при трансформаторном оборудовании. Очень важно обеспечить надежную изоляцию всех токопроводящих частей.
Главным недостатком использования АКБ – высокий уровень напряжения. Бортовое напряжение современных автомобилей составляет 12 В. Если не обеспечить достаточное давление, можно прожечь заготовку.
Если не обеспечить достаточное давление, можно прожечь заготовку.
Некоторые трактора работают от аккумуляторов с напряжением 6В, однако стоимость такой модели будет сопоставима с затратами на изготовление трансформаторного аппарата.
Технология выполнения
После сборки следует провести штатные испытания – это самый надежный способ проверки качества результата. Алгоритм выполнения действий следующий:
- Литиевые аккумуляторы, которые требуют обслуживания, устанавливают на станину агрегата. Желательно расположить их в монтажном положении с помощью скотча или изоляционной ленты. Это облегчит их установку на штатное место после завершения работ.
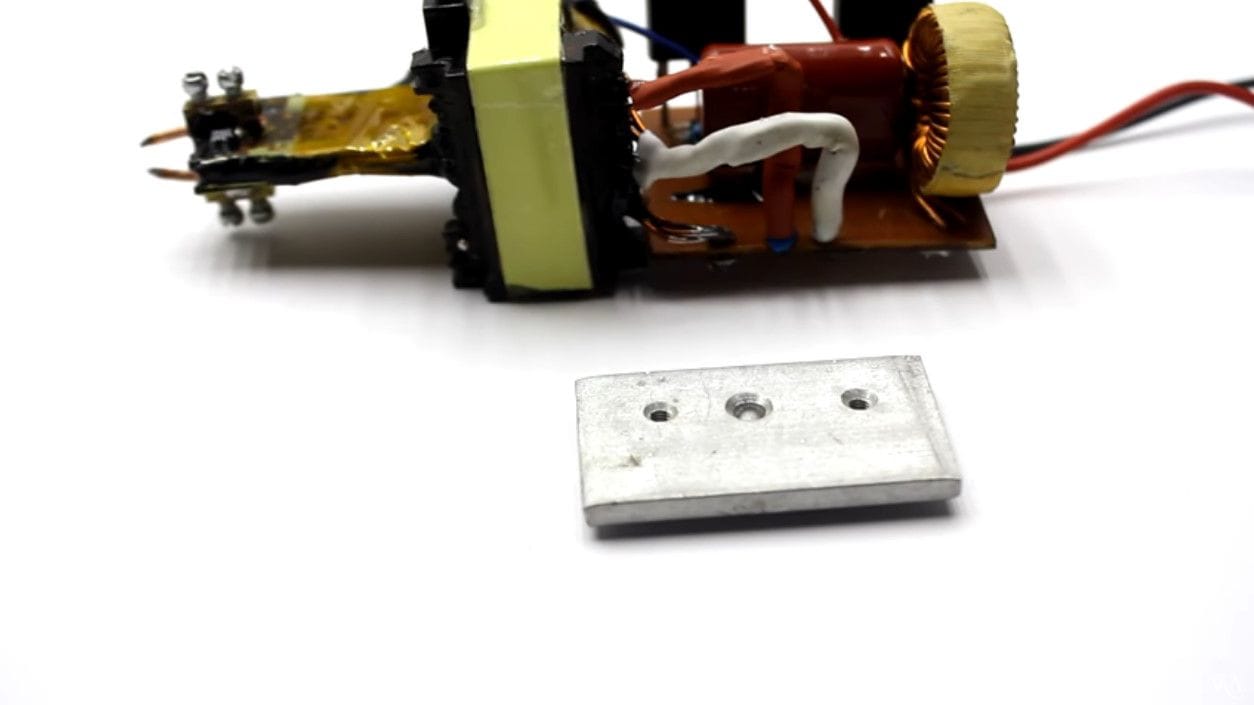
- К верхнему электроду прикладывают специальную пластину, проверяя правильность установки.
- Стержни прижимают к поверхности.
- Для каждого аккумулятора рекомендуют ставить три точки для более надежной фиксации.
- Электроды удаляют на безопасное расстояние, после чего осуществляют проверку качества батареи из аккумуляторов.
В случае использования АКБ вместо трансформатора, необходима особая внимательность, по причине постоянного напряжения на электродных стержнях. Неосторожность может привести к замыканию посторонних элементов.
Заключение
Сделать самодельный сварочный аппарат для точечной сварки не так уж и сложно. Это приспособление позволит не только обслужить литиевые аккумуляторы, но и отремонтировать различные бытовые приборы.
Данное устройство является прибором повышенной опасности, поэтому при работе с ним следует соблюдать требования техники безопасности.
Мастер по ремонту оргтехники Дегтярев Антон Михайлович Опыт работы 9 лет: «Ремонтом компьютеров я начал заниматься еще в институте, в качестве дополнительного источника дохода. Идея создать аппарат для точечной сварки возникла уже через месяц работы. Аппарат пришлось делать из подручных материалов, благо в техническом ВУЗе с этим проблем нет. Первый прибор помогли собирать аспиранты, они же и посоветовали добавить полупроводниковый блок для контроля импульсов. Его хватило на 3 года работы – замкнула обмотка на трансформатор. Следующий прибор я собирал сам. Он работает уже 6 лет».
Его хватило на 3 года работы – замкнула обмотка на трансформатор. Следующий прибор я собирал сам. Он работает уже 6 лет».
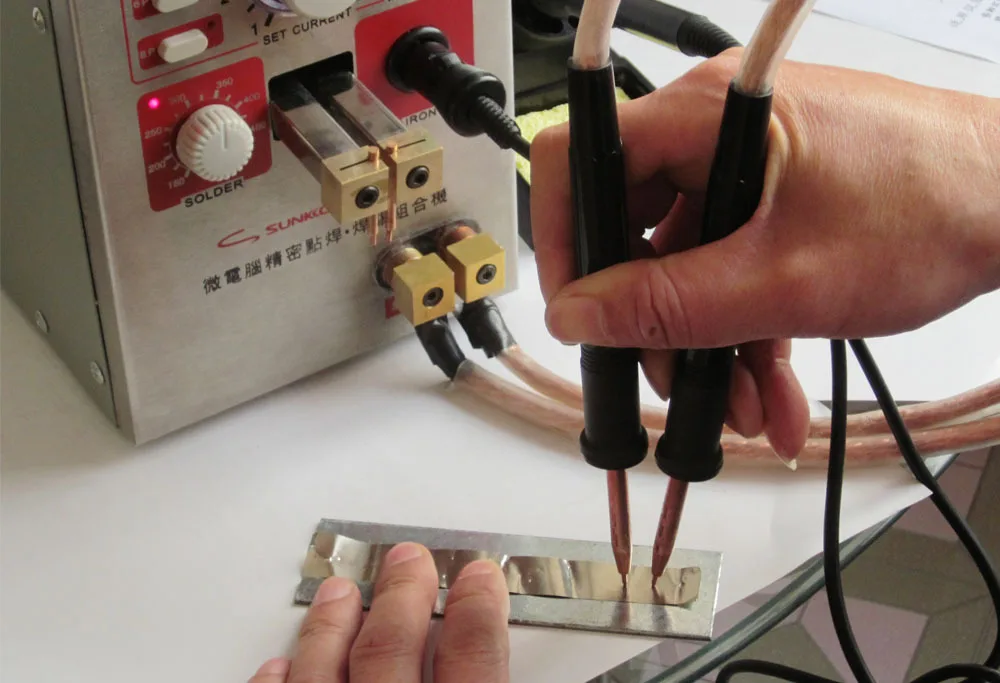
Контактная сварка – схема сборки аппарата точечной сварки своими руками + Видео
Сборка трансформатора
Основной частью аппарата для точечной сварки (как в принципе, и любого другого электроприбора) является трансформатор.
Именно он будет генерировать необходимое для нормальной работы напряжение. В связи с тем, что для сборки такого прибора своими руками вам может понадобиться устройство с большим коэффициентом трансформации, лучше всего позаимствовать трансформатор у микроволновки (на 700-800 Вт). Если такой найден не был, то оптимальным вариантом будет его аналог мощностью в 1 кВт.
Трансформатор из микроволновки
Чтобы изготовить трансформатор для прибора точечной сварки своими руками, необходимо следовать данному алгоритму:
- Сбить вторичную обмотку. Из-за того, что нам во время работы пригодится только первичная (находится внутри, обмотана более толстым проводом, но слой обмотки тоньше), для снятия вторичной можно использовать любой подвернувшийся под руку инструмент: зубило, стамеску, ножовку, молоток или даже электрическую дрель. Главное — не повредить первичную обмотку и не нарушить ее целостность.
- Наложить вторичную обмотку. Для этого нам потребуется жгут, изготовленный из медной проволоки (сечение от 2,5 до 3 сантиметров). Его необходимо обмотать изолентой. Каждый слой обмотки обкладывается изоляционной бумагой и смазывается лаком.
- Проверить направления обмоток. Это можно сделать самым обычным вольтметром. Помимо направлений обмоток, также стоит проверить наличие коротких замыканий в сети. Если таковых нет, можно переходить к следующему пункту.
- Проверить силу тока. Если в вашей конструкции задействовано 2 или больше трансформаторные обмотки, вам в обязательном порядке следует проверить силу тока на выходе. Если она составляет больше 2000 ампер, ее необходимо уменьшить. В противном случае это чревато серьезными перепадами напряжения.
 Главное — не повредить первичную обмотку и не нарушить ее целостность.
Главное — не повредить первичную обмотку и не нарушить ее целостность.Точечная сварка из трансформатора от микроволновки
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
Оборудование для машинной точечной сварки
Принцип работы конструкции
Для того, чтобы начать собирать сварку подобного типа своими руками, необходимо ознакомиться с принципом его работы. Весь процесс условно можно разделить на несколько ключевых моментов:
- Механическое соединение поверхностей ли деталей, которые следует скрепить.
- Механическая фиксация деталей при помощи щипцов или губ, в центре которых расположена площадка подачи электрического тока.
- Подача электрического разряда с последующим скреплением смежных поверхностей.
Принцип работы достаточно прост, и является единым для всех моделей точечных сварочных аппаратов. На практике могут быть модифицированы только наружные контуры конструкции (ручка для мастера, формы зажимов, корпуса).
Особенности аппаратуры
В основу этого вида сварки положен способ разогрева металлической детали (пластины) импульсом электротока. Для обеспечения эффекта сваривания детали (элементы) сильно прижимаются между собой.
В месте наибольшего сжатия производится точечное сваривание деталей путем прохождения электрического заряда между электродами прибора. На месте соприкосновения образуется расплавленная точка металла размером не более двенадцати мм.
Разновидности аппаратов точечной сварки
Самый простой аппарат точечной сварки управляется вручную, каждый раз выставляться сварочный ток и продолжительность работы. Требует опыта работы с конкретным аппаратом. Довольно простая конструкция, легко изготовить своими руками.
Требует опыта работы с конкретным аппаратом. Довольно простая конструкция, легко изготовить своими руками.
Аппараты бывают трех разновидностей:
- Автоматические системы позволяют выполнять качественную сварку даже неспециалистам. Что снижает количество бракованных изделий и трудозатраты.
- Механические приводы — самый популярный вариант аппарата точечной сварки, широко применяется во многих отраслях, изготовить своими руками не составит большого труда.
- Гидравлические и пневматические прижимные устройства используются в стационарных машинах на промышленных объектах.
Переносные устройства по своим характеристикам не уступают стационарным. Сварочный аппарат, сделанный в виде ручных клещей, способен соединить металл толщиной 5 мм. А с помощью ручного привода фиксации достигается усилие в 150 кг. Простота использования, высокое качество сварного шва, низкая цена, выделяет этот тип аппаратов среди конкурентов.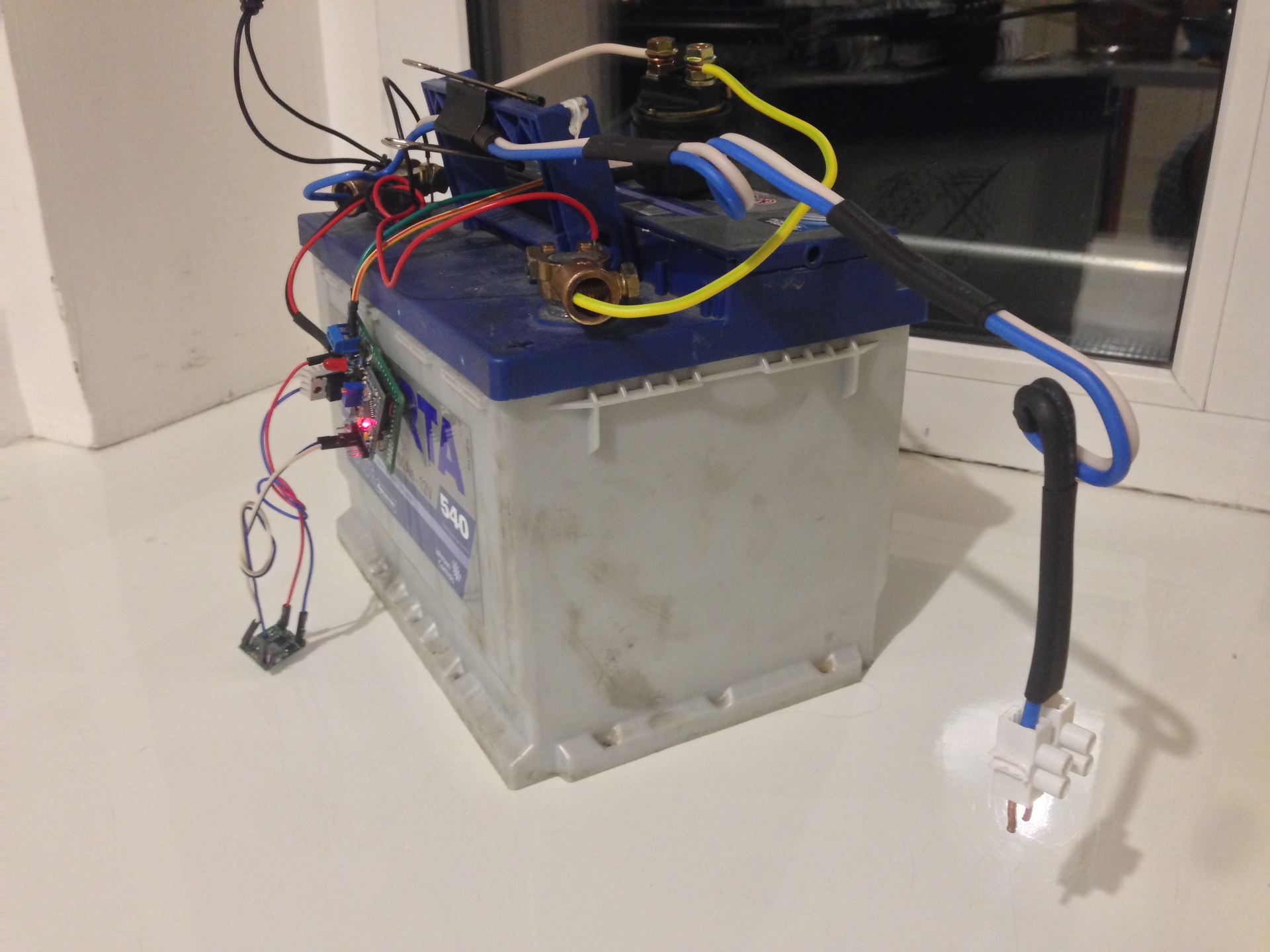
Инвентарные устройства имеют небольшие размеры, многофункциональность, легко подключаются к бытовой сети. И даже высокая цена не снижает их популярности.
Технология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Иллюстрация процесса точечной сварки
Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т. д.).
д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Сварка по шву
Используют подобный тип установки либо в профессиональных цехах, либо в частных мастерских, где обработке подвергают крупные агрегаты, детали, конструкции. Концевая часть сварочного аппарата представляет собой ролик, снабженный точечными электродами.
Движение ролика по поверхности сопровождается равномерной подачей электрических разрядов, что приводит к моментному расплавлению металла и образованию точки соединения. В результате получается оригинальный шов, состоящий из точечных стыков, но расположенных через равномерные промежутки.
Как сделать электроды
При изготовлении этих элементов учитывают следующие моменты:
- Диаметр электрода должен соответствовать сечению провода, к которому он подключается. В качестве стержней можно использовать медные прутки. Электроды для маломощных сварочных агрегатов изготавливают из жал паяльников.
- В процессе сварки электроды быстро изнашиваются. Для восстановления их рабочих параметров концы подтачивают. Со временем электроды заменяют новыми.
- Провод для подключения сварочного стержня должен иметь небольшую длину. В противном случае часть мощности прибора будет утрачена. Сила тока снижается и при наличии большого количества соединений в цепи электрод-трансформатор.
- На провода, к которым подключаются стержни, рекомендуют напаивать медные наконечники. Это повышает коэффициент полезного действия оборудования. Т. к. электроды являются съемными, места соединения с наконечниками не запаивают.

Аппарат точечной сварки своими руками
Осуществляя эксплуатацию, включая и выключая ток, нужно помнить, что электроды должны обязательно быть сжаты, потому что если этим пренебречь, они могут подгореть.
Лучше при эксплуатации аппарат специально охлаждать вентилятором. Если его нет, то необходимо следить за температурой агрегата и его элементов. Выключать его на время, давая передохнуть.
Выключать его на время, давая передохнуть.
Осторожно!
Следует обязательно позаботиться о том, чтобы обе обмотки были заземлены. Ведь полученная мощность тока будет очень высокой, и контакт с находящимися под напряжением деталями может оказаться смертелен.
Как использовать аппарат
К категории дополнительного оборудования можно, не думая, отнести рычаг и переключатели. Это обусловлено тем, что только хорошая сила сжатия сделает аппарат для точечной сварки, созданный своими руками, эффективным.
Это особенно актуально, если речь идет о сваривании толстых металлических изделий. На производстве сила сжатия рычага может варьироваться от 50 до 1000 килограмм. Однако для сваривания в домашних условиях достаточно будет и 30. Для этого вам потребуется достаточно длинный рычаг (без него управлять аппаратом точечной сварки своими руками будет неудобно).
Точечная сварка своими руками
С установкой выключателя все еще проще — необходимо монтировать его на первичную обмотку (так как на вторичной будет слишком сильный ток, мешать работе которого будет сопротивление аппарата).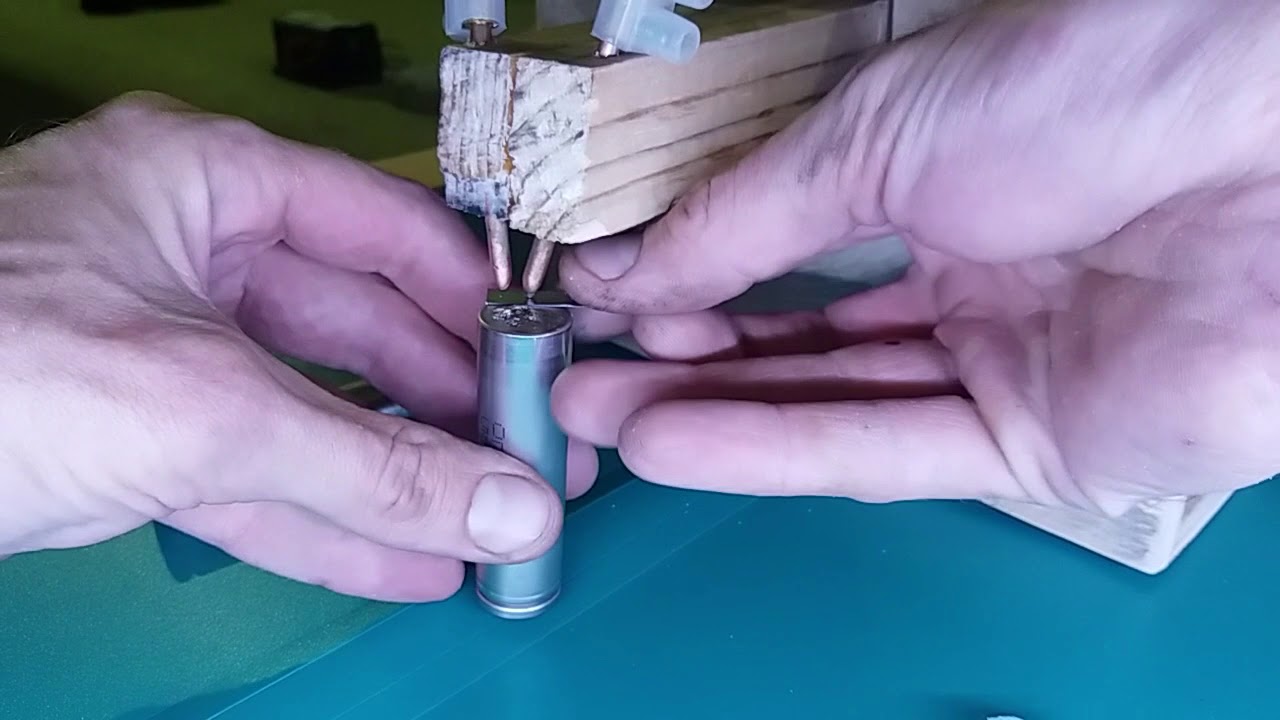 Воспользовавшись этим советом, вы получите возможность включать аппарат лишь после того, как металлы соприкоснулись между собой. Это ощутимо уменьшит затраты на электроэнергию и обеспечит надежную защиту от искр.
Воспользовавшись этим советом, вы получите возможность включать аппарат лишь после того, как металлы соприкоснулись между собой. Это ощутимо уменьшит затраты на электроэнергию и обеспечит надежную защиту от искр.
Теперь можно считать, что вы изготовили аппарат для точечной сварки своими руками, и он полностью готов к эксплуатации.
Его также потребуется испытать для выявления возможных дефектов конструкции. Такой аппарат подойдет для сваривания металла толщиной в 2—3 миллиметра (если мощность трансформатора — 1 киловатт) и пяти миллиметровых изделий в том случае, если было подсоединено два и больше трансформаторов.
Проводим испытание сварочного аппарата
Теоретическая и практическая помощь
Количество витков можно рассчитывать по этой формуле: N = 50/S. Где N — количество витков, S — площадь сердечника в см2. Для упрощения задачи рекомендуется воспользоваться уже готовой программой калькулятором. Их также можно найти в сети. Например, программа OER. Это поможет избежать ошибок и упростит задачу. Поскольку речь идёт о конструировании оборудования на базе уже готового инвертора, то следует сначала замерить параметры первичной катушки, произвести расчеты, и только потом приступать к изготовлению вторичной обмотки.
Например, программа OER. Это поможет избежать ошибок и упростит задачу. Поскольку речь идёт о конструировании оборудования на базе уже готового инвертора, то следует сначала замерить параметры первичной катушки, произвести расчеты, и только потом приступать к изготовлению вторичной обмотки.
Точечная сварка из аккумулятора
При создании, точечной сварки так же используют автомобильные аккумуляторные батареи. Такое приспособление применяют при спаивании батарей, и соединении мелких деталей при ремонте электроники. Конструкция контактного сварочного аппарата, состоит из источника питания, реле, специальной колодки и двух медных проводов. Рабочие концы проводов зачищают, они выступают в роли электродов.
Ремонт электроники, проведение сложных кузовных работ, подразумевают использование точечной сварки. Сварочный шов получается прочным, а небольшая рабочая область позволяет проводить контактную сварку мелких деталей. Однако серийный аппарат контактной сварки стоит достаточно дорого. Рентабельно создать точечную сварку из микроволновки или сварочного аппарата своими руками. При соблюдении всех нюансов конструирования и техники безопасности, получится работоспособное устройство, способное скреплять листы металла толщиной до 5 миллиметров.
Рентабельно создать точечную сварку из микроволновки или сварочного аппарата своими руками. При соблюдении всех нюансов конструирования и техники безопасности, получится работоспособное устройство, способное скреплять листы металла толщиной до 5 миллиметров.
Конденсаторный тип работы аппарата
Ещё одна модель, применяющаяся преимущественно в производственных условиях. Отличается наличием специализированных пластин, использующихся для подачи электрического тока.
Применяют подобные конструкции для сваривания очень тонких стальных листов, где нельзя оставлять следы прижигания металла, грубые стыки, деформирующие поверхность.
Аккумуляторный аппарат
Устройство для мини-точечной сварки своими руками делают, используя автомобильную аккумуляторную батарею. Ее мощности хватит, чтобы приварить контакт к другой, которая требует реставрации.
На колодке с клеммником из медного сплава крепят два латунных или бронзовых стержня, они изолируются в зоне контакта с рукой. Нужно учитывать, что во время сварки стержни сильно нагреются, изолятор-соединитель не должен плавиться.
Нужно учитывать, что во время сварки стержни сильно нагреются, изолятор-соединитель не должен плавиться.
Недостатком такого устройства считается отсутствие выключателя и высокая мощность аккумулятора. Работать с устройством надо осторожно, чтобы в зоне контакта не было прожогов.
Как обезопасить себя
При работе с аппаратом точечной сварки очень важно придерживаться правил техники безопасности. Неправильное или небрежное использование этого прибора чревато ударами током, ожогами различной степени тяжести, а также всевозможными травмами.
Первое, о чем нужно думать при создании аппарата искусственной сварки своими руками, это заземление. Наибольшую опасность представляет непосредственно сам трансформатор — его первичная обмотка. При работе с вторичной также нужно быть предельно осторожным. Все эти меры применимы и к работе с инвертором.
Нужно следить, чтобы работающий за аппаратом человек имел быстрый доступ к отключающим механизмам. Все напольное покрытие возле прибора должно быть абсолютно сухим. Также вам потребуется коврик из резины (особенно если аппарат установлен на полу).
Все напольное покрытие возле прибора должно быть абсолютно сухим. Также вам потребуется коврик из резины (особенно если аппарат установлен на полу).
Помимо прочего, желательно запастись специальной рабочей одеждой и хорошо проветрить помещение перед использованием аппарата для точечной сварки, сделанного своими руками.
[democracy id=»5″]
[democracy id=»9″]
Автор: Баранов Виталий Петрович
Образование: среднее специальное. Специальность: автослесарь. Профессиональная диагностика, ремонт, ТО легковых авто зарубежного производства 2000-2015 г.в. Большой опыт работы с Японскими и Немецкими авто.
Тщательно изолируем и хорошо охлаждаем
Выполняя намотку проволоки на катушку, следует обязательно наносить на её поверхность изолирующий лак и укладывать витки как можно плотнее. В противном случае нельзя исключить межвитковые замыкания и перегорание проводов из-за перегрева. На первый план выходит охлаждение трансформатора. Об этом авторы многих статей почему-то умалчивают. Не исключено, что потребуется установка дополнительной системы охлаждения, состоящей из радиаторов и обдувающих их вентиляторов. Если об этом не позаботиться, оборудование просто выйдет из строя от перегрева или даже станет пожароопасным. Как вариант, возможна установка уже готовых систем охлаждения, применяемых в электрике и электронике.
Не исключено, что потребуется установка дополнительной системы охлаждения, состоящей из радиаторов и обдувающих их вентиляторов. Если об этом не позаботиться, оборудование просто выйдет из строя от перегрева или даже станет пожароопасным. Как вариант, возможна установка уже готовых систем охлаждения, применяемых в электрике и электронике.
Это важно!
Монтаж компонентов схемы следует производить с помощью пайки. Разъёмные соединения не способны обеспечить необходимый режим теплопередачи. Их использование имеет смысл только в тех случаях, когда предполагается частая замена каких-либо деталей.
Извлечение преобразователя из печи
Самый ответственный этап работы – это извлечение и подготовка трансформатора к работе. Доставать преобразователь необходимо крайне осторожно, ведь любое повреждение приведет к неисправности сварочного аппарата. Произвести демонтаж конструкции поможет болгарка и отвертки.
Инструкция, как сделать точечную сварку своими руками:
- Старую микроволновую печь располагают на рабочей поверхности.
- Болгаркой (с использованием средств защиты для лица и рук) аккуратно по шву вскрывают корпус печи.
- Снимают крышку корпуса.
- Далее необходимо найти небольшой блок с магнитной катушкой на заднем контуре.

Блок извлекают, внимательно осматривают на предмет наличия трещин и дефектов.
Фото-инструкция, как сделать аппарат точечной сварки
Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как собрать простой сварочный аппарат в домашних условиях
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Обзор лучших сварочных электродов
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях 😉
Несколько слов в завершение
Вот мы и рассмотрели, как сделать из микроволновки сварочный аппарат для домашней мастерской.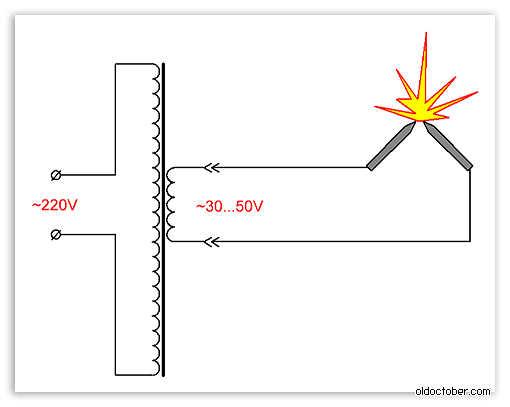 Это намного дешевле, чем приобретать такое оборудование заводского производства, и интереснее. Процесс вполне по силам любому человеку, имеющему минимальные знания в области электротехники. Этот прибор всегда пригодится в гараже, в домашней ювелирной мастерской, а так же тем, кто занимается ремонтом или созданием электронных приборов. Надеемся, что наша статья была для вас полезной, и вы оцените её в комментариях.
Это намного дешевле, чем приобретать такое оборудование заводского производства, и интереснее. Процесс вполне по силам любому человеку, имеющему минимальные знания в области электротехники. Этот прибор всегда пригодится в гараже, в домашней ювелирной мастерской, а так же тем, кто занимается ремонтом или созданием электронных приборов. Надеемся, что наша статья была для вас полезной, и вы оцените её в комментариях.
Предыдущая
Бытовая техникаКак заточить цепь бензопилы: способы, инструменты и приспособления
Следующая
Бытовая техникаВсё ещё в строю — стиральная машинка «Малютка», отзывы и обзор моделей
ВОЗМОЖНО ВАМ ТАКЖЕ БУДЕТ ИНТЕРЕСНО:
Сборка готовой конструкции
Перед монтажом наружной части контактного сварочного аппарата необходимо провести вторичную обмотку извлеченной катушки (несколько витков проводом с достаточным сечением). Далее ведут работу согласно инструкции, как сделать точечную сварку своими руками:
Следующим этапом готовят электроды, которые могут иметь самую различную конфигурацию.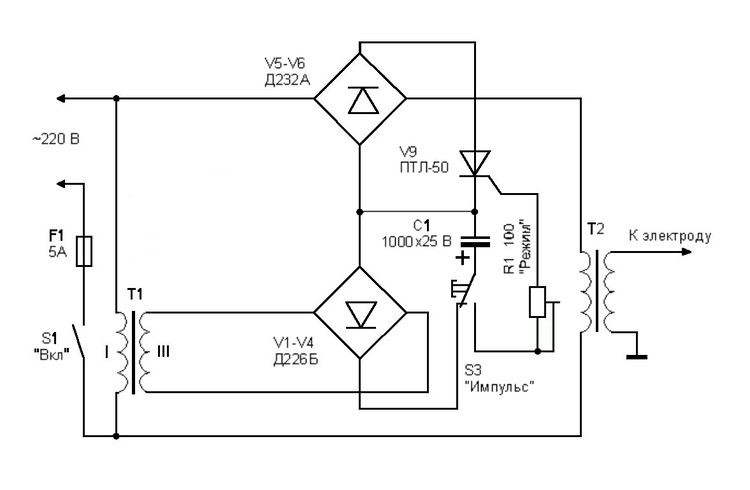 Зависит форма, размеры и диаметр наконечника от назначения сварочного агрегата, размеров и формы скрепляемых деталей.
Зависит форма, размеры и диаметр наконечника от назначения сварочного агрегата, размеров и формы скрепляемых деталей.
При решении изготовить электроды своими руками, следует воспользоваться ГОСТами, которые регулируют все требуемые параметры. В случае отсутствия опыта работы на токарном станке детали для подачи электрических разрядов можно приобрести в магазине.
Готовые, отшлифованные электроды приваривают к выведенным проводам. При выводе проводов следует проверять качество и правильность прокладки рабочих кабелей (используя вольтметр). Особенно, актуален данный вопрос для усиленных трансформаторов.
При сборке трансформатора обязательно монтируют конденсаторы, а на корпус выводят кнопки регулировки скорости и времени подачи электрического разряда. Подобный принцип позволяет регулировать процесс сварки деталей, не допуская перегревания металла и образования грубых швов.
Следующий шаг – это монтаж и сборка корпуса. Электроды «одевают» в корпуса ручек-зажимов, позволяющих надежно фиксировать обрабатываемые поверхности.
Клещи для аппарата точечной сварки можно сделать своими руками. Следом монтируют поворотный механизм, при помощи которого двигаются ручки с электродами.
Трансформатор также прячут в корпус, внутренняя поверхность которого обязательно обрабатывается антикоррозийным составом. Также наличие корпуса позволяет защитить центральную деталь от попадания пыли, искр, грязи и влаги.
Обработке антикоррозийными составами следует подвергнуть и все другие детали для сборки конструкции. Качество и срок эксплуатации изделия напрямую зависит от оптимального подхода к работе.
Окончательное формирование наружного контура зависит от пожеланий и умений мастера, его приспособленности к работе с инструментом (учитывается охват ладони, удобство удерживания аппарата в руке, общий вес конструкции и предполагаемая длительность проведения ремонтных работ). В работе поможет схема сборки точечной сварки из микроволновки своими руками.
Микросварка: нюансы создания и использования
Решив изготовить точечную сварку в кустарных условиях, нужно не забыть ряд нюансов её применения:
- Прежде, чем запускать устройство в первый раз, нужно провести проверку надёжности изоляции и соединения всех частей конструкции.
- Требуется организовать вспомогательную вентиляционную систему.
- Запрещается пользоваться аппаратом длительное время без перерывов.
- Наконечники электродов необходимо регулярно затачивать.
- Перед началом работ стоит произвести пробный пуск на низкой мощности.
Собрать точечную сварку своими руками по силам любому мастеру. Требуется лишь иметь минимум знаний в области электротехники. Самостоятельное создание сварочного аппарата намного выгоднее и занимательнее покупки промышленного инструмента.
Это оборудование неизменно пригодится в гаражном ангаре, а ещё тем, кто занимается изготовлением ювелирных украшений либо ремонтом электроники.
Споттер, его применение и конструкция
Такой инструмент используется для выравнивания вмятин автомобиля тогда, когда ремонт извне невозможен. Им можно нагреть часть металла, и при этом повреждения кузова будут незначительными.
В частности, он используется в таких целях:
- рихтовка кузова;
- выравнивание поверхности кузова без потребности его разборки.
Колоссальная и незаменимая польза от этого аппарата заключается в его использовании для выравнивания кузовных частей, когда доступ к определённым деталям ограничен из-за специфического строения автомобиля. При рихтовке повреждённых частей кузова специальный крепёж устройства приваривается к деформированной поверхности, а затем вытягивает её наружу. Также следует отметить, что споттер способен при работе нагревать металл, и это способствует быстрому выравниванию, получению жёсткости и нужной формы.
Существует несколько схем, по которым можно собрать устройство.
 Для таких целей может использоваться не только сварочный аппарат, но и старый аккумулятор, микроволновка, инвертор или трансформатор. Сварочный аппарат из аккумулятора своими руками сделать несложно.
Для таких целей может использоваться не только сварочный аппарат, но и старый аккумулятор, микроволновка, инвертор или трансформатор. Сварочный аппарат из аккумулятора своими руками сделать несложно.Работа такой конструкции заключается в точечном вытягивании повреждённой детали по принципу действия молотка.
Выглядит это следующим образом:
- обратный молоток аппарата закрепляется на кузове с помощью сварочного импульса;
- ручник устройства необходимо протянуть по направляющей к себе, при этом опорная шайба остаётся на месте.
Самый простой споттер имеет 2 режима:
- временный, когда на поверхности закрепляется кольцо;
- сварочный — применяется лёгкая сварка электрода с поверхностью, когда аппарат крепится к автомобилю.
Забота о надёжности и безопасности
Для эффективной работы оборудования, а также в целях обеспечения норм безопасности, все компоненты устройства должны быть тщательно закреплены и изолированы. В качестве основы рекомендуется использовать диэлектрические материалы, обладающие хорошей термостойкостью и механической прочностью. Необходимо позаботиться и о встраивании в электрическую схему защитных предохранителей. При работе на оборудовании важно соблюдать все рекомендованные меры безопасности.
В качестве основы рекомендуется использовать диэлектрические материалы, обладающие хорошей термостойкостью и механической прочностью. Необходимо позаботиться и о встраивании в электрическую схему защитных предохранителей. При работе на оборудовании важно соблюдать все рекомендованные меры безопасности.
Взвесьте всё как следует
Собираясь изготовить аппарат для контактной сварки своими руками. Сначала объективно оцените свои знания и возможности, а также весь объём предстоящих работ. Это позволит избежать напрасной траты времени и средств. Обидно будет осознать где-нибудь в середине пути, что всё было напрасно, и проще было бы купить уже готовое оборудование. Но если всё получится, наградой вам будет существенная денежная экономия и гордость от осознания того факта, что вы сумели справиться с непростой задачей.
Аппарат контактной сварки — даем вторую жизнь дорогим вещам
Вместо строчки только точки – мгновенное импульсное соединение.От начала бронзовых веков человечество неразрывно связано с металлом..jpg) На нем базируется наша промышленность, с его помощью мы строим дома, передвигаемся по земле, воде, воздуху. Даже засилье пластика, в последнее время все активнее продвигающегося на позиции лидера, не изменит нашей потребности в металле.
На нем базируется наша промышленность, с его помощью мы строим дома, передвигаемся по земле, воде, воздуху. Даже засилье пластика, в последнее время все активнее продвигающегося на позиции лидера, не изменит нашей потребности в металле.
Контактное соединение батарей
Главной задачей во все времена было надежное соединение разрозненных элементов в единую металлическую конструкцию. Именно этот процесс превращает безликие детали в единое целое, которое будет нам долго и надежно служить. Изобретение всевозможных способов сварки стало логичным и предсказуемым шагом эволюции.
Для этого процесса могут использоваться самые различные приспособления, в зависимости от поставленных задач, и одним из них является аппарат контактной сварки, который в первоначальном виде был опробован еще в 1856 году в Англии.
Принцип действия контактной сварки
Аппарат для контактной сварки преобразует стандартное напряжение в импульс, обладающей энергией свыше тысячи Ампер. Под воздействием этой силы тока, направленной в одну точку, происходит мгновенный нагрев поверхности свариваемых элементов практически до температуры плавления. Вызываемое при этом сопротивление, присущее всем металлам, дополнительно способствует повышению температуры. В результате в месте стыковки и узконаправленного воздействия возникает ядро однородного вещества, которое, при прекращении обработки, быстро застывает, кристаллизуясь и соединяя детали.
Вызываемое при этом сопротивление, присущее всем металлам, дополнительно способствует повышению температуры. В результате в месте стыковки и узконаправленного воздействия возникает ядро однородного вещества, которое, при прекращении обработки, быстро застывает, кристаллизуясь и соединяя детали.
Виды
Контактная сварка в промышленных масштабах относится к категории тепломеханического воздействия. Чтобы усилить процесс соединения заготовки подвергают физическому воздействию, их сдавливают. Сам контактный способ подразделяется на три вида:
- Стыковая сварка.
- Шовная сварка.
- Точечная сварка.
Ввиду сложности технологических процессов для бытового использования и выполнения контактной сварки своими руками подходит только точечная сварка. В разговорной речи эти понятия зачастую объединяют в одно, а сварочный аппарат для контактной сварки обозначают аббревиатурой – АКС.
Завершающий этап соединения аккумуляторов
Аппараты
Одними из самых популярных АКС считаются устройства АКС 2м и АКС ТОР. Они отличаются конструкционно, но работают по одной технологии: соединение выполняется точечно, а их количество и расстояние между ними зависит от размеров и предназначения конструкции. Такой способ позволяет значительно экономить время и энергию и просто незаменим, когда свариваемые элементы миниатюрного размера, как выводы аккумуляторов, которые иначе не обработать, а вариант контактной сварки, произведенный своими руками, в считанные минуты выполнит необходимое соединение.
Они отличаются конструкционно, но работают по одной технологии: соединение выполняется точечно, а их количество и расстояние между ними зависит от размеров и предназначения конструкции. Такой способ позволяет значительно экономить время и энергию и просто незаменим, когда свариваемые элементы миниатюрного размера, как выводы аккумуляторов, которые иначе не обработать, а вариант контактной сварки, произведенный своими руками, в считанные минуты выполнит необходимое соединение.
АКС 2м похож на обычный сварочный аппарат и представляет собой трансформатор с электродами и педалью. Он не предполагает в сварочном процессе одновременного силового воздействия на детали, а импульс управляется педалью.
АКС ТОР внешне совершенно не похож стандартный сварочный агрегат, и воздействие электродами при работе с ним дополняется давлением. Детали зажимаются между наконечниками во время сварки. При этом параметры и размерные пределы соединений у АКС 2м и у АКС ТОР примерно одинаковы. Эти агрегаты могут быть солидным подспорьем в быту: починка нержавеющей посуды, аккумуляторов, кузовные жестяные работы и многое другое. При полностью положительных данных у них весомый недостаток – стоимость. При этом, если ТОР еще можно купить, поднатужившись, да и то, сомнительно, 2м, вообще, не кусается, а загрызает.
При полностью положительных данных у них весомый недостаток – стоимость. При этом, если ТОР еще можно купить, поднатужившись, да и то, сомнительно, 2м, вообще, не кусается, а загрызает.
Самодельная модель АКС
Когда чего-то очень хочется, значит, обязательно получится. Если вам очень бы пригодился контактный сварочный аппарат, но лишних средств нет, то можно попробовать смастерить своими руками малобюджетную модель АКС, которая хоть и будет уступать своим заводским аналогам, но вполне справится с соединением мелких деталей, чего будет вполне достаточно для домашнего использования. Необходимые детали стоит поискать в гараже, кладовке, по знакомым. Люди редко выкидывают бывшие дорогими вещи, жалко. Остальное можно купить.
Что нам потребуется
- Трансформатор от старой микроволновой печи. Основной элемент всей конструкции. Оптимальный вариант – узел мощностью 1000 Вт. Получится, конечно, не АКС 2м, но его будет достаточно для сварки тонкого металла (до 0,5 мм. ).
- Кусок сварочного кабеля для вторичной обмотки.
- Выключатель.
- Кусок плоской деревянной доски для основы (пятидесятка будет самое оно).
- Деревянные бруски для клещей – 2 (бруски + трансформатор = длина основания + несколько сантиметров на расстояния).
- Медные наконечники для электродов – 2 (подойдут винтовые наконечники от MIG сварки или жала от мощных паяльников).
- Медные наконечники для кабеля – 2 (удобнее покупные луженые под пайку).
- Уголки, оцинкованные – 2.
- Крепеж (шайбы, саморезы).
 ).
).Внешний вид аппарата для соединения батареек
Сборка
Поэтапный процесс сборки своими руками аппарата для контактной сварки потребует немного терпения и старания, но в результате у вас не будет негодных аккумуляторов.
- Удаляем вторичную обмотку с добытого трансформатора. С этим хорошо справится болгарка и молоток. Спиливается верх обмотки, остальное постепенно выбивается и выламывается из трансформатора. Проще дополнительно поработать своими руками, чем склеивать распиленный сердечник.
- В освободившийся паз наматываем собственную вторичную обмотку из толстого сварочного кабеля. Для показателей в 5 В хватит четырех витков. Чем меньше будет длина кабеля, тем производительнее и надежнее будет аппарат.
- Обновленный трансформатор монтируем к основе на саморезы.
- Нижний брусок прикручиваем к основанию, чтобы между ним и трансформатором оставалось расстояние в пару сантиметров. К нему прикручиваем уголки с двух сторон.
- Чтобы проще было прикручивать вторую часть клещей, можно вставить между ними подобный брус. Это упростит манипуляции и позволит ровно соединить обе части. Верхний брусок будет одновременно выполнять роль рычага, для обеспечения необходимого сжатия поверхностей.
- Точно напротив закрепляем электроды.
- Зажимаем провода в наконечники. Если их дополнительно спаять, соединение будет надежнее и менее подвержено окислению.
- Соединяем провода с электродами. Их паять не стоит, в процессе работы они нуждаются в регулярном подпиливании своими руками, чтобы обеспечивать высокое качество соединения и быстро расходуются. Проблематично каждый раз при замене срывать пайку и делать новую. Достаточно прочно соединить элементы между собой.
- Выключатель располагают так, чтобы он находился недалеко от клещей и с левой стороны. Это объясняется технологией сварки: детали сначала зажимаются, а после щелкают тумблером буквально на секунду, за которую возникнет импульс и прибор нужно будет отключить. Тянуться левой свободной рукой к кнопке просто неудобно, а заранее включенный прибор просто сожжет поверхность, а не соединит. Встраивается выключатель в первичную обмотку.
 Проще дополнительно поработать своими руками, чем склеивать распиленный сердечник.
Проще дополнительно поработать своими руками, чем склеивать распиленный сердечник. Их паять не стоит, в процессе работы они нуждаются в регулярном подпиливании своими руками, чтобы обеспечивать высокое качество соединения и быстро расходуются. Проблематично каждый раз при замене срывать пайку и делать новую. Достаточно прочно соединить элементы между собой.
Их паять не стоит, в процессе работы они нуждаются в регулярном подпиливании своими руками, чтобы обеспечивать высокое качество соединения и быстро расходуются. Проблематично каждый раз при замене срывать пайку и делать новую. Достаточно прочно соединить элементы между собой.Получившийся аппарат не должен вызвать замыкания, но если ваша электросеть оборудована автоматами, хуже не будет. Техника безопасности в этом случае стандартная, ведь даже небольшой и не очень сильный сварочный агрегат, при небрежном отношении, может стать причиной больших неприятностей.

Изготовление точечной сварки для аккумуляторных батарей в домашних условиях
Аккумуляторы применяются во многих бытовых приборах и инструментах. Иногда, необходимо заменить один или несколько элементов. Они соединяются в блок определенного напряжения, и полюса привариваются между собой металлической полосой при помощи точечной сварки.
Метод пайки здесь не подходит, так как при таком способе соединения происходит сильный нагрев внутренней части батареи, что приводит к выходу ее из строя. Поэтому если требуется самостоятельно провести ремонт литий-ионных батарей, то нужно приобрести аппарат точечной сварки (споттер) или сделать его самому.
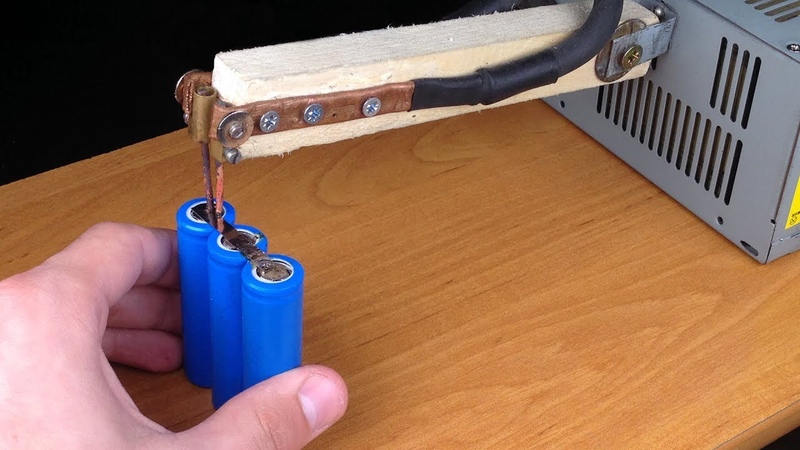
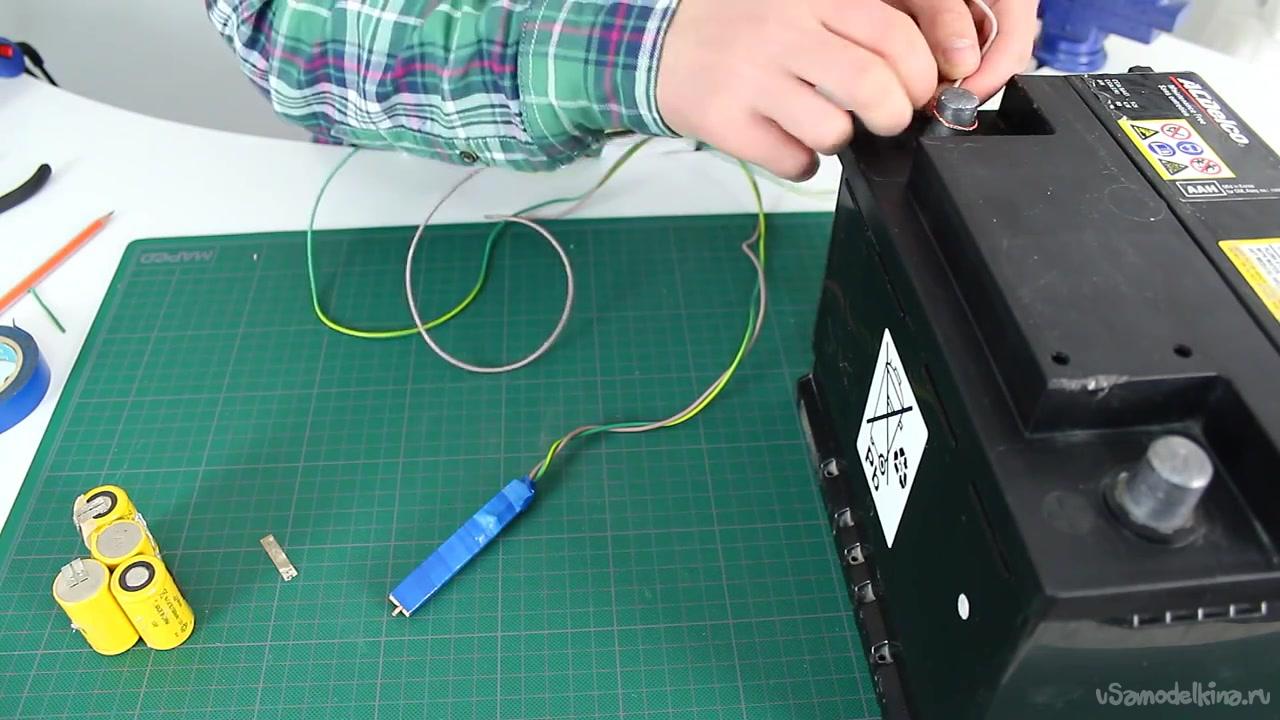
Простейший способ
Самый простой способ – это сварка аккумуляторов самой аккумуляторной батареей. Для этого потребуется:
В полевых условиях, чтобы приварить к батарее никелевую пластину, достаточно аккумулятора, проводов для зарядки, куска монолитного провода и изоленты.
Из провода делается два электрода. Их концы зачищают, выравнивают и фиксируют изолентой. Между концами проводов должно быть расстояние 2-3 мм, торцы находятся в одной плоскости.
Их концы зачищают, выравнивают и фиксируют изолентой. Между концами проводов должно быть расстояние 2-3 мм, торцы находятся в одной плоскости.
За другие концы монолитного провода цепляют с помощью зажимов кабеля для зарядки. Предварительно зарядный кабель присоединяется к клеммам рабочего аккумулятора. Полярность значения не имеет.
Точечная сварка готова. Никелевая лента устанавливается на литиевый аккумулятор. К ленте прижимают концы электродов, которые находятся под напряжением.
Произойдет короткое замыкание, и металл в точке соприкосновения расплавится. Электроды надо быстро убрать во избежание прожигания никелевой пластины.
Контактная сварка для аккумуляторов
Основной функцией контактной сварки является соединение аккумуляторных клемм с помощью небольших металлических пластинок. Для этого не требуется слишком большая мощность. Регулировка параметров тока выполняется в пределах от 400 до 1200 ампер, а действие импульса не превышает 450 миллисекунд.
Регулировка параметров тока выполняется в пределах от 400 до 1200 ампер, а действие импульса не превышает 450 миллисекунд.
Соединение деталей с помощью контактной точечной сварки осуществляется за счет тепловой энергии, выделяемой под действием электрического тока большой величины непосредственно в месте контакта. Действие тока носит импульсный характер и отличается короткими импульсами при высокой силе тока, достигающей сотен, а в некоторых случаях и тысяч ампер.
Контактная сварка может использоваться не только в промышленности, но и в домашних условиях. Она позволяет ремонтировать бытовую технику, надежно закреплять выводы аккумуляторных батарей. Особую актуальность такая сварка приобрела в условиях массовой замены аккумуляторов в ноутбуках и других аналогичных устройствах.
Точечная сварка для аккумуляторных батарей должна обладать определенными параметрами. В большинстве аппаратов существуют регулировки, позволяющие настраивать импульс продолжительностью от 50 450 мс и значение электросварочного тока от 400 до 1200 ампер.
Параметры могут быть обеспечены различными видами сварки:
- Конденсаторная сварка. В данном случае для накопления электроэнергии используется конденсатор с большой емкостью, заряжаемый через выпрямитель переменного тока. Во время разрядки электрическая энергия преобразуется в тепловую, обеспечивая нагрев места соединения. К основным преимуществам этого способа можно отнести точную дозировку выделяемой энергии, короткий импульс, низкую мощность, возможность сваривания тонких металлических листов.
- Точечная сварка с понижающим трансформатором. Основным элементом данного устройства служит сварочный трансформатор. Его конструкция состоит из магнитопровода с площадью поперечного сечения примерно 40 см2. В стандартной первичной обмотке содержится более 200 витков проводника, сечением 2,5 мм2. Вторичная обмотка состоит из 7-ми витков шинного провода сечением 50 мм2. Между обмотками укладываются изоляционные слои, повышающие электробезопасность аппарата. В результате подключения первичной обмотки к сети 220 вольт, во вторичной обмотке, замкнутой на сварку, возникает импульс тока большой мощности. Регулировка мощности импульса осуществляется с помощью резистора в сторону увеличения или уменьшения.
 Регулировка мощности импульса осуществляется с помощью резистора в сторону увеличения или уменьшения.
Регулировка мощности импульса осуществляется с помощью резистора в сторону увеличения или уменьшения.В домашних условиях
Для удобства и повышения качества сварки в домашних условиях применяют дополнительные элементы.
Многожильный силовой провод с помощью зажимов присоединяют к рабочему аккумулятору, а другие концы к нормально-разомкнутому контакту реле и к жалу паяльника.
Второй контакт реле подсоединяют ко второму жалу. В результате получается такая схема, что при замыкании контактов реле на концах жал (электродов) будет присутствовать напряжение рабочего аккумулятора.
Для управления реле используется конденсатор большой емкости, резистор и переключатель. Конденсатор и резистор соединяются последовательно. Один вывод конденсатора подключен к батарее. Общий вывод переключателя подсоединяется к резистору.
Один вывод конденсатора подключен к батарее. Общий вывод переключателя подсоединяется к резистору.
В исходном состоянии переключатель должен находиться в положении, когда он замкнут на рабочий аккумулятор. Конденсатор зарядится. Обмотка управления реле одним контактом подсоединяется к выводу емкости, соединенной с аккумулятором, а второй подсоединяется к свободному выводу переключателя.
При переключении напряжение с конденсатора поступает на управляющую обмоток. Пока емкость разряжается, реле замкнуто, и через него может проходить ток в случае замыкания цепи.
Для сварки достаточно на элемент литиевого аккумулятора поставить никелевую соединительную ленту, на нее два жала, прижать и нажать на переключатель. Контакты реле замкнутся, на электродах появится напряжение.
Так как они замкнуты через пластину, через нее потечет ток короткого замыкания, который вызовет расплавление металла между точками касания электродов. Сварка произведена.
С помощью резистора можно регулировать длительность управляющего импульса. Регулировку можно проводить опытным путем. Она необходима при изменении напряжения рабочего аккумулятора и толщины свариваемого материала.
Регулировку можно проводить опытным путем. Она необходима при изменении напряжения рабочего аккумулятора и толщины свариваемого материала.
Устройство и принцип работы
Чертеж устройства для сварки аккумуляторов.
В общем устройстве аппарата точечной сварки аккумуляторов своими руками присутствуют две части: механическая и электрическая. В механической части электроды проводят электричество, элементы для сжатия оказывают давление на заготовки. В заводских устройствах применяется гидравлика, но в домашних условиях все действия чисто механические.
В электрической части главный элемент – сварочный трансформатор, который связан с системой подачи электроэнергии и прерывателем первичной цепи. В этой части могут присутствовать элементы сложной электроники, но это касается лишь заводских моделей, в самодельных аппаратах такого нет.
Принцип действия аппарата для точечной сварки достаточно простой. Он основан на действии тепловой энергии. Вот как это происходит: электрический ток подается на электроды, которые находятся в тесном контакте с металлическими деталями.
В области образования сварочного ядра в месте соединения электроды подвергаются механическому воздействию и плотно прижимаются к свариваемым заготовкам. При поступлении тока детали нагреваются и привариваются друг к другу.
Этапы изготовления
Сварка аккумуляторов своими руками требует соблюдения важнейших правил: прежде всего это ювелирная тщательность исполнения каждого шага.
Точечная сварка для аккумуляторов.
Этапы производства аппарата следующие:
- Обновление конструкции старого трансформатора за счет удаления вторичной обмотки. Удаление можно произвести с помощью болгарки или обыкновенного молотка. Верхнюю часть обмотки лучше всего спилить, а оставшуюся часть обмотки можно попросту выломать или выбить из корпуса трансформатора. Последующее склеивание частей сердечника – дело непростое, сначала придется хорошенько все очистить.
- После тщательной очистки нужно освободить паз, в который следует намотать новую вторичную обмотку. Эту обмотку лучше и проще всего соорудить из сварочного кабеля большой толщины. Даже четыре витка такой обмотки дают отличный показатель в 5 В. Если взять это значение за основу, легко рассчитать все необходимые условия. Чем длиннее сварочный кабель, тем ниже производительность всей конструкции аппарата. Кроме того, с длиной кабеля снижается также и надежность агрегата.
- Теперь всю обновленную конструкцию сварочного трансформатора нужно прикрепить к основе с помощью саморезов. Если уголки прикручиваются к трансформатору с двух противоположных сторон, то основание крепится к нижнему бруску так, чтобы этот брусок был отдален от трансформатора на два сантиметра. Брусок также может быть установлен во второй части клещей. В этом случае и прикручивание, и остальные манипуляции будут значительно проще. Брус станет играть роль рычага, с помощью которого можно получить дополнительное сжатие соединяемых поверхностей.
- Электроды нужно закрепить в точности друг напротив друга, чтобы спаять вместе. Если все сделать точно, в дальнейшем не будет происходить никакого окисления.
- Соединение спаянных электродов с проводами. Пайка в данном случае нецелесообразна, так как такая мера будет излишней предосторожностью. Если электроды припаять, во время процесса сварки придется часто удалять напаянные части и вместо них припаивать новые.
- Очень важным является правильное расположение выключателя: нужно, чтобы он находился рядом с клещами и с левой стороны корпуса аппарата. Такая локализация объясняется особенностями процесса сварки. Перед ней заготовки сжимаются друг с другом самым плотным образом, после чего на секунду включается тумблер. Спаивание происходит вследствие немедленного импульса. Тумблер выключается, так как если держать аппарат долго включенным, есть риск пережигания детали.
 Даже четыре витка такой обмотки дают отличный показатель в 5 В. Если взять это значение за основу, легко рассчитать все необходимые условия. Чем длиннее сварочный кабель, тем ниже производительность всей конструкции аппарата. Кроме того, с длиной кабеля снижается также и надежность агрегата.
Даже четыре витка такой обмотки дают отличный показатель в 5 В. Если взять это значение за основу, легко рассчитать все необходимые условия. Чем длиннее сварочный кабель, тем ниже производительность всей конструкции аппарата. Кроме того, с длиной кабеля снижается также и надежность агрегата.
Вариант аппарата из автомобильного аккумулятора
Устройство сварочника для аккумуляторов.
Это, пожалуй, самый быстрый способ конструирования агрегата для сварки батарей, в котором нет необходимости специальной перемотки трансформатора. Это самодельная точечная сварка для аккумуляторов от автомобиля.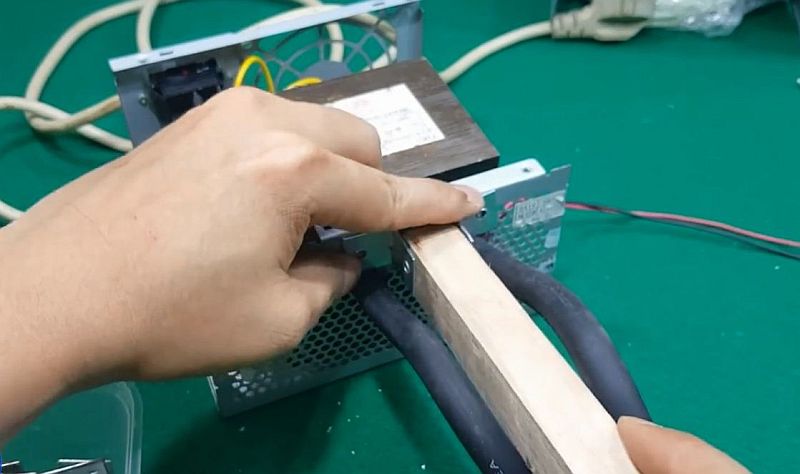 Этот вариант мини сварки отличается простотой комплектации и очень понятным принципом работы.
Этот вариант мини сварки отличается простотой комплектации и очень понятным принципом работы.
Источником электрического тока в данном случае является заряженный аккумулятор от машины. Он должен быть достаточно мощным, в противном случае он может расплавиться от значительного нагрева электродов. Для того, чтобы приварить контакт из клемм на батарее, достаточно эти клеммы замкнуть.
Два медных электрода зафиксированы в электрической колодке. Электроды покрыты по всей длине изоляцией. Для соблюдения постоянства расстояния между ними крепится специальный соединитель.
Как только провода от АКБ зафиксируются в клеммнике колодки, сварку от автомобильного аккумулятора можно проводить.
Единственный серьезный риск при такой технологии – прожиг пластины вследствие высокого напряжения при ее неполном контакте с поверхностью.
Хорошим решением по минимизации этого риска будет подточка электродов надфилем для максимально плотного контакта.
Проверка качества работы самодельного аппарата
Мы уже писали выше, что параметры работы самодельного аппарата не могут сравниться с заводскими аналогами, что вполне понятно и приемлемо для домашних работ. Но данный факт вовсе не означает, что качество работы и соответствие требованиям можно не проверять.
Но данный факт вовсе не означает, что качество работы и соответствие требованиям можно не проверять.
Технический тест следует проводить с ненужной деталью. Сначала процесс контактной сварки из аккумулятора своими руками можно осуществить на малой мощности. Если он прошел нормально, вторым тестом можно сделать пробную сварку с максимальной мощностью.
Из трансформатора
Точечную сварку для аккумуляторов можно сделать своими руками из трансформатора. Ею можно сваривать не только батареи, но и любые тонкие металлические изделия.
Для сварки аккумуляторов трансформатор большой мощности не требуется, на 300-500 Вт достаточно. Главное, чтобы была возможность перемотать вторичную обмотку.
Первичная обмотка должна быть на 220В 50 Гц. В качестве намоточного провода на вторичную обмотку нужно применить изолированный медный провод большого диаметра. Требуется сделать три-четыре витка.
Корпус аппарата точечной сварки можно сделать из оргстекла или фанеры.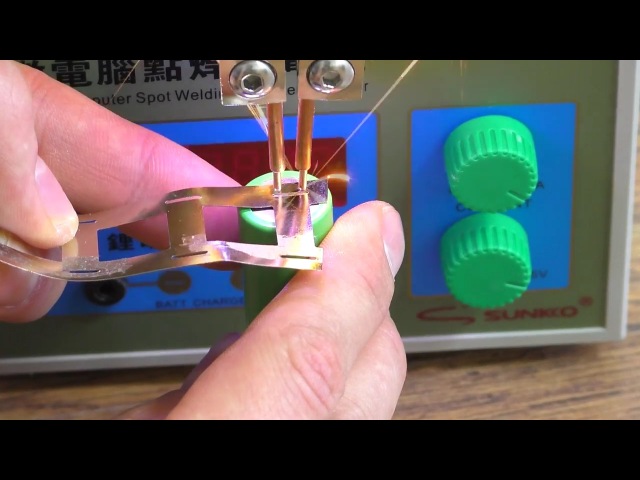 Оргстекло конечно предпочтительней. Основание корпуса должно быть такого размера, чтобы вмещался трансформатор с соединительными проводами, кнопка и рычаг с электродами.
Оргстекло конечно предпочтительней. Основание корпуса должно быть такого размера, чтобы вмещался трансформатор с соединительными проводами, кнопка и рычаг с электродами.
Рычаг крепится на оси между стойками из алюминиевого уголка, которые в свою очередь саморезами закрепляются к основе прибора. Длина рычага делается с таким расчетом, чтобы электроды, закрепленные на нем, доходили до рабочей площадки основания устройства. Диаметр электродов должен быть 3-5 мм. Их концы подтачивают и выравнивают торцы.
Вторичная обмотка трансформатора подключается к электродам с помощью многожильного медного провода сечением не менее чем сечение электродов. Длина проводов от вторичной обмотки до рабочей части должна быть минимальной. Соединения лучше проварить для уменьшения сопротивления цепи или соединять через клеммные колодки под винт.
Рабочая кнопка устанавливается на одном из выводов вторичной обмотки. На рычаге и кнопке устанавливаются пружины. Они нужны для их быстрого возвращения в исходное состояние.
Чтобы установить определенную длительность сварочного импульса, вместо кнопки можно использовать тиристор или силовое реле, управляемое RC цепью. Резистор должен быть переменным, а емкость конденсатора достаточно большой, чтобы позволял менять длительность импульса в пределах от десятков до сотен миллисекунд.
Имеется большое количество схемных реализаций точечной сварки для аккумуляторов. Многое зависит от имеющихся материалов. Схемы могут меняться для увеличения функциональности устройства, улучшения его потребительских свойств, но суть остается прежней.
https://youtu.be/tISthYl3-QU
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.
Электроды для точечной сварки
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Точечный сварочник своими руками — Сделай сам
Мне очень понадобился аппарат для точечной сварки и я решил его сделать своими руками из старой микроволновой печи, в этой статье я опишу подробный процесс его создания.
В основном он нужен для спайки между собой тонких листовых металлов, например для скрепления между собой аккумуляторных батарей используя шину из тонкого металла, так как они боятся перегрева то паять их просто паяльником нельзя.
Данная точечная сварка из трансформатора от микроволновки способна выдавать ток до 800 Ампер.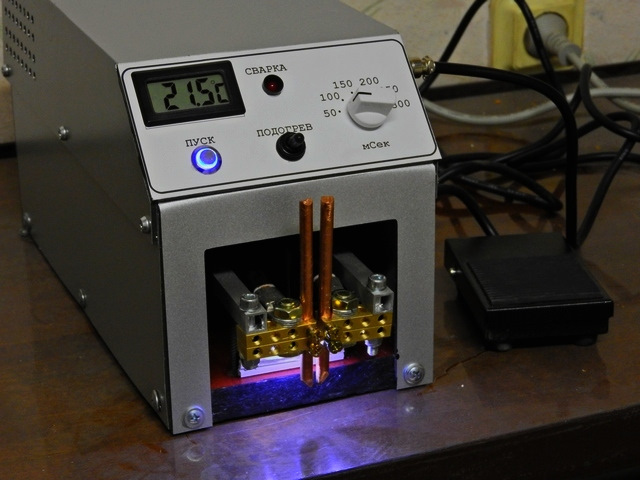
Точечная сварка своими руками
Детали и инструменты:
- Старая ненужная микроволновка, а точнее трансформатор от неё;
- Клеммная колодка;
- Кусок медного провода диаметром 1,7 мм;
- Силовой многожильный кабель диаметром 8 мм;
- Модуль таймера;
- Адаптер питания на 12 В и 0,5 А;
- Компьютерный БП, а точнее его металлический корпус;
- Выключатель на 220В;
- Кнопка без фиксации;
- Деревянная рейка;
- Пружина.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Как сделать точечную сварку своими руками, пошаговая инструкция:
Шаг 1
Нам нужна будет старая ненужная или нерабочая (ну естественно с рабочим трансформатором) микроволновая печь, чем крупнее она будет тем мощнее трансформатор может там стоять. Итак, достаём с неё эту необходимую нам деталь, у меня попался трансформатор на 800 Ампер.
Итак, достаём с неё эту необходимую нам деталь, у меня попался трансформатор на 800 Ампер.
Затем разбираем компьютерный БП, оставляем только железный корпус, и разъём питания 220В, в него мы разместим всю начинку точечной сварки.
Точечная сварка своими руками
Точечная сварка своими руками
Размещаем в корпусе трансформатор, плату таймера и адаптер питания, примеряем и размечаем все необходимые отверстия которые нужно будет в дальнейшем просверлить.
Шаг 2
Нам нужно будет избавится от вторичной обмотки (та, обмотка у которой более тонкий провод) трансформатора микроволновки и намотать силовым кабелем свою новую обмотку.
Для того, чтобы не разбирать пластины трансформатора то обмотку можно сначала с одной стороны срезать стамеской ударяя по ней молотком, затем проделать тоже самое с другой стороны.
Потом просто выбить оставшиеся волоски проволоки, я это делал с помощью сверла.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Шаг 3
Теперь вместо старых обмоток наматываем новые силовым кабелем, у меня получилось 2 витка. Ставим этот трансформатор в корпус, там, где решётка проделываем два отверстия под выводы катушки, продеваем их, делаем также отверстия в дне корпуса под крепления транса.
Ставим этот трансформатор в корпус, там, где решётка проделываем два отверстия под выводы катушки, продеваем их, делаем также отверстия в дне корпуса под крепления транса.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Далее нам нужно закрепить на передней панели модуль таймера и чуть ниже продеваем светодиод в просверленное отверстие выпаянный за ранее из этой платы и удлинили его проводками.
Точечная сварка своими руками
Точечная сварка своими руками
На заднюю панель добавляем выключатель питания.
Точечная сварка своими руками
Покажу полную схему подключения всех частей:
Точечная сварка своими руками
У адаптера питания отпиливаем вилку, так как она занимает лишнее место и мы припаяемся к разъёму питания напрямую проводками.
Припаиваем все части будущей точечной сварки проводками, от таймера к трансформатору я присоединился клеммами. К таймеру я подключил кнопку без фиксации.
С помощью переменного резистора таймера выставляется время импульса для сваривания, подходящее время подбирается уже при сваривании деталей.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Шаг 4
С помощью металлических уголков крепим деревянную рейку к корпусу сварочника.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Достаём с клеммной колодки клеммники с винтиками и надеваем на зачищенные контакты кабеля, зажимаем винтами. Прикручиваем теперь их шурупами к рейке.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Спусковую кнопку размещаем тоже в этой же рейке для удобства, просверлив под него отверстие.
Точечная сварка своими руками
Из медной проволоки диаметром 1,7 мм делаем электроды, скручивая таким образом (но если есть толстая проволока то можно выточить из них более красивые контакты), обтачиваем из конец чтобы они были острыми:
Точечная сварка своими руками
Закрепляем их в клеммниках:
Точечная сварка своими руками
Точечная сварка своими руками
Шаг 5
Теперь нам нужно добавить пружину, которая будет возвращать контакты аппарата контактной сварки на место. Для этого прикрутим к верхней крышке ещё одну деревянную рейку.
Для этого прикрутим к верхней крышке ещё одну деревянную рейку.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Всё, наша точечная сварка готова, этот аппарат довольно мощный и чтобы в тонких металлах не прожигалось отверстие то нужно выставлять меньшее время срабатывания на таймере. Аппарат для точечной сварки сделанный своими руками получился достаточно компактный и много места не будет занимать в Вашей мастерской.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Забрать к себе:
Источник: http://bestdiy.ru/tochechnaya-svarka-svoimi-rukami.html
Как сделать аппарат точечной сварки: технология контактной сварки и схемы сборки
Точечные сварные работы являются подвидом контактной сварки. При этом виде сварных работ металлические элементы скрепляются в одной или нескольких местах.
Этот метод сварки поверхностей обладает высокой технологией производства и разнообразием применения в различных областях промышленности и может применяться как при производстве электронных приборов, так и автомобилей, морских и воздушных судов и в других областях промышленного производства.
При использовании этого вида сварки, достигается очень высокая прочность соединения деталей конструкции между собой. Степень прочности в месте соединения определяется усилиями по стискиванию поверхностей скрепляемых элементов и физических силы электротока устройства.
В современном производстве используются разные варианты этих приборов от стационарных станков до легко транспортируемых аппаратов. В качестве примера на картинке представлено фото ручного аппарата точечной сварки.
Особенности аппаратуры
В основу этого вида сварки положен способ разогрева металлической детали (пластины) импульсом электротока. Для обеспечения эффекта сваривания детали (элементы) сильно прижимаются между собой.
В месте наибольшего сжатия производится точечное сваривание деталей путем прохождения электрического заряда между электродами прибора. На месте соприкосновения образуется расплавленная точка металла размером не более двенадцати мм.
Методы точечного сваривания
Это вид сварки условно подразделяются на два метода: мягкий и жесткий.
Мягкий режим. В этом режиме при сваривании происходит постепенный разогрев деталей с использованием тока небольшой силы. На сваривание металлических поверхностей в этом режиме необходимо около трех секунд времени.
В этом режиме мощность потребления тока станком (прибором) уменьшается. Режим, как правило, используется при сваривании металлов обладающих свойствами закаливания.
Жесткий режим. Определяется кратковременной длительностью большой силы электротока и мощным стискиванием свариваемых элементов в точке сваривания. Плотность потребляемого электротока в этом режиме достигает 300А на 1мм2. На производство процесса сваривания затрачивается до полутора секунд.
Главный недостаток этого метода – большая потребность электроэнергии (станков) и большие перегрузки промышленной сети. Преимущество – минимальное время сваривание поверхностей.

Этот режим, как правило, используют при сваривании поверхностей с хорошей теплопроводностью, высоколегированной стали или скреплении поверхностей разной толщины.
Варианты сварочных работ
Виды точечной сварки определяются количеством единовременно образуемых пикселей соединения. В производстве используются: одноточечный, двухточечный и многоточечный виды.
Одноточечный вид используют при соединении нескольких листов, при этом качество сваривания уменьшается с каждым слоем листов (деталей). Двухточечный вид сваривания применяют при соединении деталей обладающих широкими поверхностями.
Многоточечный вид используют для скрепления различных штампованных конструкций. Он может быть двусторонним и односторонним, все зависит от размещения электродов по отношению к скрепляемым узлам.
Этот вид сварки может различаться и циклами прохождения электроимпульсов. Цикличность зависит от толщины свариваемых деталей.
При толщине металлической поверхности до пяти миллиметров достаточно и одного импульса электротока, а при большой толщине необходимо несколько кратковременных электрических импульсов. При сваривании металлических элементов большой толщины и твердости применяются циклы с повышенным стискиванием.
При сваривании металлических элементов большой толщины и твердости применяются циклы с повышенным стискиванием.
Способы сваривания
Существует несколько способов точечного сваривания:
Точечный – сваривание элементов происходит в одном или многих местах. Применяется в приборостроении, автомобилестроении постройке морских, речных и авиационных судов.
- Обеспечивает сварку стальных листов до двадцати миллиметров толщиной.
Рельефный способ – элементы конструкции свариваются в одном или нескольких подготовленных местах. Отличие между этого способа от предыдущего обусловлена формой скрепляемых элементов в месте сваривания.
Шовный способ – свариваемые элементы скрепляются рядом сварочных швов. Шов может состоять из отдельных пикселей сварки или перекрывающих друг друга. Используется для изготовления различных резервуаров нуждающихся в обеспечении высокой степени герметичности.
Стыковочный – элементы свариваются по прилегающей площади соприкосновения под воздействием высокой температуры. Применяются при прокладке трубопроводов, изготовлении якорные цепи кораблей.
Применяются при прокладке трубопроводов, изготовлении якорные цепи кораблей.
Особенности конструкции
Большие возможности точечной сварки востребованы в промышленном производстве. Для их реализации созданы производственные станки и ручные переносимые агрегаты.
- Решая задачи сваривания металлических элементов нужно помнить, что этот процесс зависит от металла из которого изготовлено изделие и его плотности.
- Требования к технологии выполнения этого вида работ:
- обеспечение низкого напряжения, не более 10Вт;
- обеспечения короткого времени прохождения электрического импульса в точке сваривания;
- обеспечения большой силы электротока в месте сваривания;
- обеспечение min области расплава в местах скрепления конструкции;
- обеспечение высокого качества прочности сварочного шва.
Современный аппарат для точечной сварки может иметь различную конструкцию. В современном производстве применяются трансформаторные или конденсаторные станки точечной сварки.
Трансформаторные станки должны осуществлять высокую температуры подогрева свариваемых поверхностей. Работоспособность сварочного оборудование в быту может обеспечиваться силой электротока до 5 кило ампер, а промышленного от трехсот до пятисот кило ампер.
В станках промышленного производства применяются мощные трансформаторы. Основным недостатком таких приборов является отсутствие однородной нагрузки, что приводит к большим перегрузкам промышленной сети и частым поломкам.
Конденсаторные станки электрические сети нагружают размеренно. Использование конденсаторов в станках позволяет избежать резких перегрузок промышленной электросети.
Конденсаторные аппараты ручной сварки имеет min габариты и широко применяются для решения бытовых вопросов. Их преимущества – малые габариты и работоспособность при подключении к бытовой электросети.
Достоинства:
- нет необходимости приобретать сварочные материалы;
- простота в изготовлении;
- удобство при управлении;
- чистота и опрятность швов или сварных точек;
- соблюдение требований экологии;
- min расход электроэнергии;
- высокая производительность.

Изготавливаем сварку сами
Инструмент этого вида сварки не является дешевым инструментом. Практичнее сделать аппарат точечной сварки своими руками.
Главный элемент такого аппарата – трансформатор (применяется в различных бытовых приборах). Для обеспечения необходимого электрического тока для этого вида работ нужно осуществить перемотку его обмоток. Во время создании 1-й обмотки подготавливаются и промежуточные выводы. Провод на обмотках обязательно пропитывается лаком и обматывается специальной бумагой.
Составные части прибора подбираются под параметры трансформатора. Его конструкция зависит от деталей (поверхностей) над которыми предстоит работать. Электрические элементы должны быть исполнены с высокой степенью надежности.
Клещи могут быть двух типов: стационарные и выносные. Стационарные – более просты при изготовлении, они прочно скрепляются между собой и надежно изолируются. Выносные – более приспособлены для использования при выполнении различных работ. Они свободно устанавливаются и снимаются. Их удобно поднести к месту непосредственного сваривания.
Они свободно устанавливаются и снимаются. Их удобно поднести к месту непосредственного сваривания.
При использовании выносных клещей необходимо обеспечить их надежное соединении с самим аппаратом и их гидроизоляцию. Для изготовления электродов, возможно использование медных прутьев, бронзы или старого жала паяльника.
- Электрическую схему подключения такого устройства можно с легкостью найти в интернете.
Техника безопасности
Для обеспечения собственной безопасности работнику необходимо знать и соблюдать требования инструкции по технике безопасности для точечной сварки:
- для недопущения удара электрическим током производить заземление агрегата;
- до начала работы обязательно осуществлять проверку его исправности;
- использовать индивидуальные средства защиты для рук, глаз и тела;
- исключить подачу высокого напряжения к элементам управления аппаратом
- применять в приборе только провода установленного сечения;
- работы производить в помещении с хорошо оборудованной вентиляцией или использовать специальные маски для защиты органов дыхания.
- блокировки и тумблера (кнопки) включения или отключения должны быть исправны, хорошо видимыми и легко доступными;
- при производстве работ область зажимных механизмов должна быть закрыта щитком.
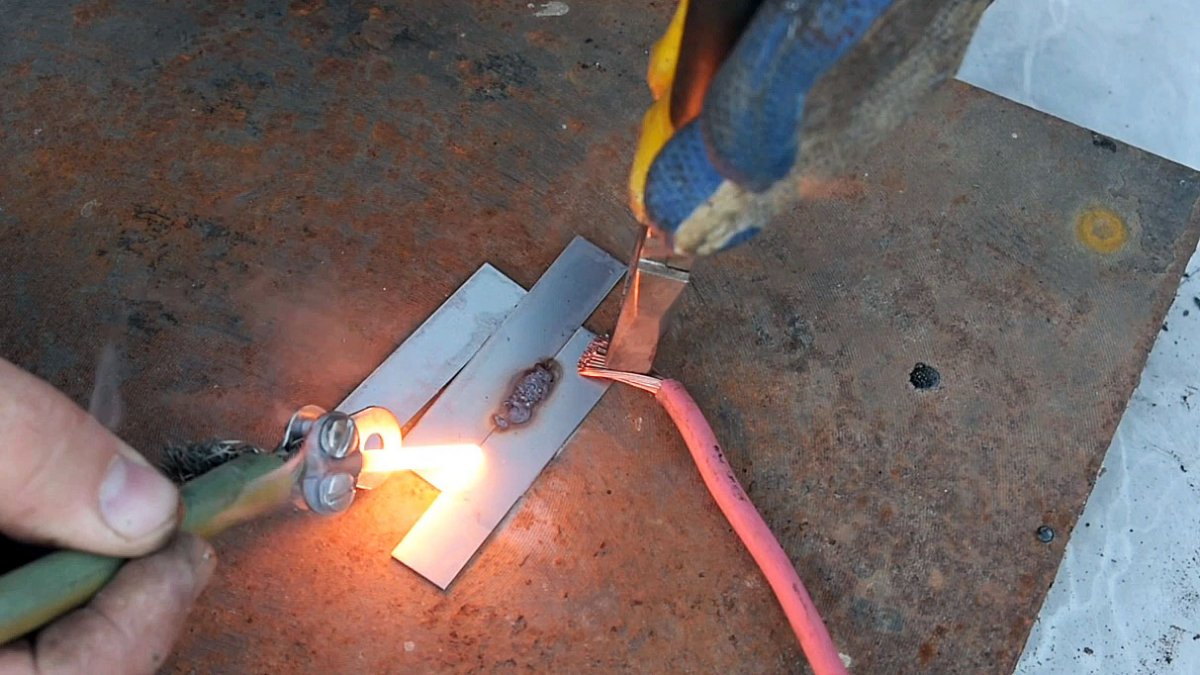
- Соблюдение этих мер безопасности обеспечит сохранение здоровья работника и окружающих, позволит выполнить необходимый объем работы точно и в срок.
Фото-инструкция, как сделать аппарат точечной сварки
- Также рекомендуем просмотреть:
Помогите сайту, поделитесь в соцсетях 😉
Источник: https://instrumentgid.ru/instrukciya-kak-sdelat-apparat-tochechnoj-svarki/
Точечная сварка своими руками — простая подробная инструкция по постройке аппарата
В бытовом применении точечная сварка используется реже, чем дуговая. Бывают случаи, когда без нее трудно обойтись, но если брать во внимание цену подобных устройств, то целесообразность ее приобретения ставится под сомнение.
В данном случае можно найти другой выход, и разобрать пример, как сделать точечную сварку своими руками.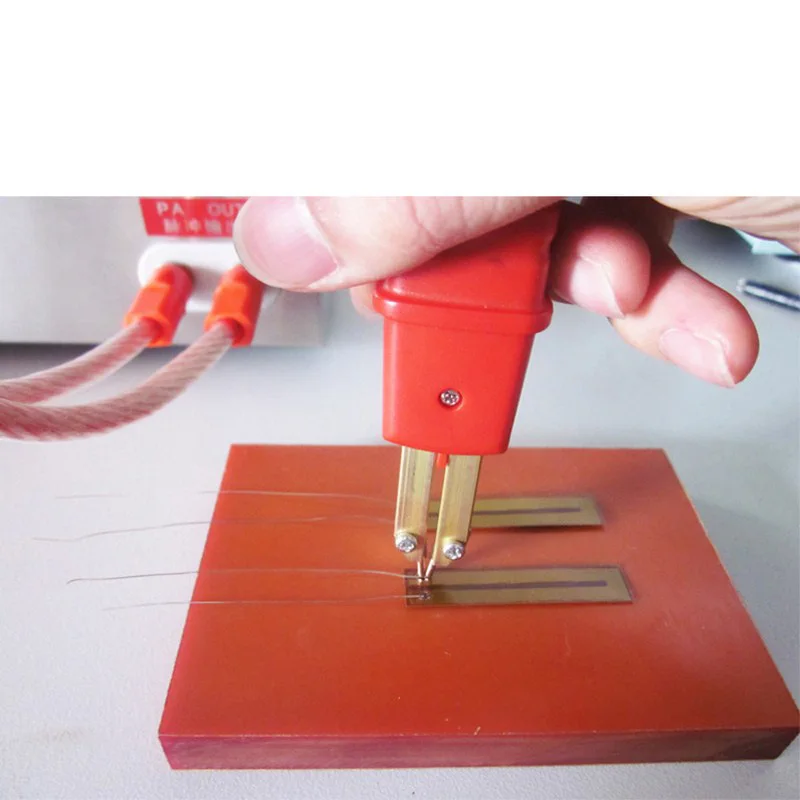 Для радиолюбителя в домашних условиях сконструировать подобный прибор не сложно.
Для радиолюбителя в домашних условиях сконструировать подобный прибор не сложно.
Но прежде нужно разобраться в особенностях ее работы.
Как работает контактная сварка
Это термомеханический тип сварки. Перед началом работы, сварные детали устраивают в нужное положение. Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.
Ток, проходящий по электродам, раскаляет детали, и в этом месте образуется сплав. Он и есть соединяющий элемент двух деталей. Аппараты подобного типа на производстве имеют высокую производительность. Они за минуту способны сделать 600 сварных точек.
Но, чтобы поверхности раскалились, и начали плавиться, на них подают электрический ток огромной силы. Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от вида сплавляемых металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.
При этом расплавленные поверхности металлов образуют между собой сварочную каплю, которая должна застыть. Для этого сварные детали держаться сдавленными некоторое время. Расплавленная капля в этот момент образует своеобразную кристаллическую решетку.
Для этого сварные детали держаться сдавленными некоторое время. Расплавленная капля в этот момент образует своеобразную кристаллическую решетку.
Давление в этом процессе играет важную роль. Оно не дает расплавленной капле растекаться по площади деталей, таким образом, скрепляясь в одной точке. Силу сдавливания постепенно уменьшают, тогда лучше схватывается сварка. Данный работа требует чистых поверхностей деталей.
Поэтому перед работой предполагаемое место сварного шва обрабатывается специальным раствором. Так снимается элементы коррозии, и других оксидных пленок. В итоге получается шов высокого качества.
Конструкции самодельных устройств
Разберем устройство аппарата точечной сварки на примере. Подготовим радиоэлементы, и другие детали:
- Электрический преобразователь;
- Медный кабель, с диаметром сечения не менее 10мм;
- Электроды медного типа;
- Прерыватель;
- Несколько наконечников;
- Болты;
- Корпус.

Сборка аппарата
Это основные детали конструкции. Теперь рассмотрим схему для изготовления аппарата точечной сварки. В интернете их встречается не мало. И каждая имеет свой набор радиодеталей. Но главная схожесть всех схем – в простоте, и малой мощности.
Поэтому самодельные устройства пригодны только для мелких бытовых работ. Они смогут сварить тонкие листы железа, или жилы проводов. Для печатной платы понадобятся элементы:
- Переменный резистор – 100Ом;
- Конденсатор – 1000мКф, от 25В;
- Тиристор;
- Пара диодов – Д232А;
- Несколько диодов – Д226Б;
- Предохранитель – F (плавкого типа).
Следующий этап сборки аппарата для сварки своими руками, заключается в конструировании трансформатора TR1. В его основе применяется железо Ш40, необходимая толщина пластин составляет 70мм. Конструкция имеет две обмотки. На обмотку первичного типа применяется проводник ПЭВ2, с сечением 0,8мм. Далее наматывается 300 витков.
Вторичная обмотка делается многожильным медным кабелем, и сечением 4мм. Число витков не превышает 10.
Для второго трансформатора TR2 ручной работы не потребуется. Его можно заменить любым слабым преобразователем мощностью 5-10В. Его вторичная обмотка должна на выходе иметь не более 5-6В. На третьей обмотке должно выходить до 15В.
Проделав данную сборку, можно получить аппарат мощностью до 500А. Длительность импульса не превысит – 0,1сек, но только в том случае, если номиналы сопротивления и конденсатора, будут совпадать с теми, что на схеме. Мощность самодельной точечной сварки позволит сваривать металлические листы толщиной не более 0,2мм, а так же стальную проволоку диаметром 0,3мм.
Виды самодельных аппаратов точечной сварки различаются в основном по мощности. Некоторые модели способны выдать силу тока до 2000А, что позволяет сваривать стальные листы толщиной до 1,1мм, и стальные провода диаметром до 3мм.
Фото точечной сварки своими руками
Источник: http://tytmaster.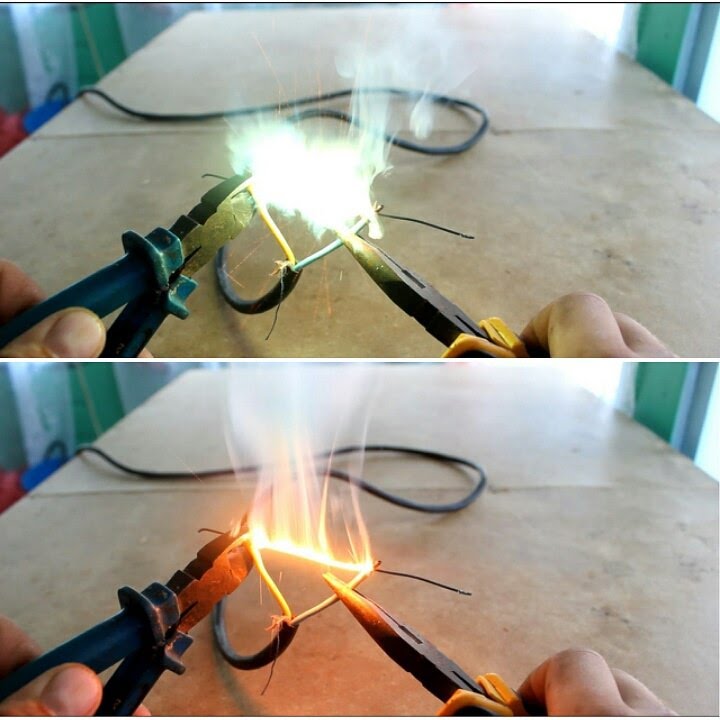 ru/tochechnaya-svarka-svoimi-rukami/
ru/tochechnaya-svarka-svoimi-rukami/
Точечная сварка своими руками: схемы, принцип
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Бытовой аппарат для точечной сварки CBA-1,5AK
Выход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.

Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
Оборудование для машинной точечной сварки
Технология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Иллюстрация процесса точечной сварки
Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т. д.).
д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
Пример принципиальной схемы аппарата
Для реализации нам понадобятся следующие радиодетали:
- R — переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм2. Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.

Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
Схема аппарата с силой импульса до 2 кА
Перечислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см2;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
Используемый за основу автотрансформатор
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм2. Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.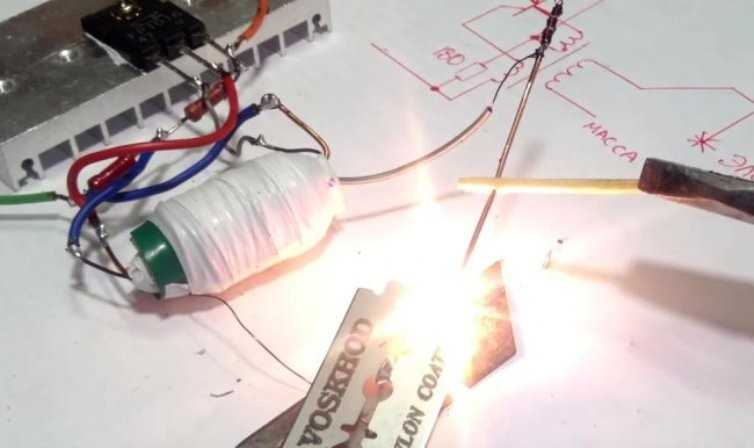
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Источник: https://www.asutpp.ru/tochechnaya-svarka-svoimi-rukami.html
Аппарат точечной сварки своими руками из старого телевизора
Время чтения: 8 минут
У многих из нас в гараже, на балконе или на даче есть старые ламповые телевизоры советского производства. Не спешите выбрасывать их. Ведь если телевизор вышел из строя, это еще не значит, что его детали тоже не нужны.
Из старого телевизора вполне можно смастерить какие-нибудь приборы. Например, аппарат для точечной сварки. Точечный сварочный аппарат может понадобиться любому умельцу. Наш самодельный прибор способен сваривать металл толщиной до 0.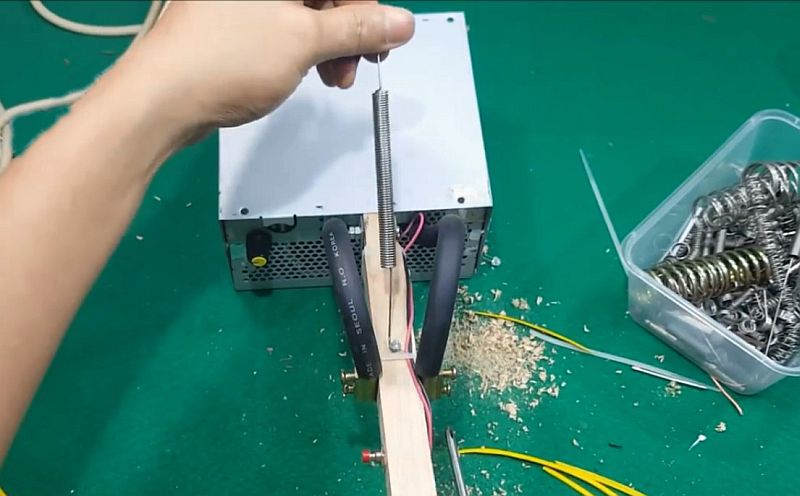 8 мм.
8 мм.
Так что вы сможете выполнять несложный ремонт, в том числе кузовной.
У самодельного аппарата для точечной сварки много преимуществ перед заводскими моделями. Он прост и надежен, его ремонт не отнимет много времени и средств. Он неприхотлив к хранению и долго служит, если сделать все правильно при сборке. К тому же, его себестоимость существенно ниже покупного аппарата. Даже, если вы не найдете у себя многих деталей и вам придется их покупать.
В этой статье мы подробно расскажем, что из себя представляет точечная сварка и как смастерить аппарат точечной сварки своими руками в домашних условиях. Вам понадобится набор простых деталей, которые несложно найти у себя в гараже или купить с рук. В статье приведены все необходимые схемы и чертежи, которые могут понадобиться для сборки как силовой части, так и блока управления.
Общая информация
Прежде чем вы приступите к сборке аппарата, необходимо разобраться в технологии самой точечной сварки. Точечная сварка — это метод соединения металлов, когда сварной шов формируется благодаря множеству так называемых сварных точек.
Точечная сварка — это метод соединения металлов, когда сварной шов формируется благодаря множеству так называемых сварных точек.
Сварная точка формируется в тот момент, когда детали помещаются между двумя металлическими электродами, и они сжимают металл, одновременно нагревая его. Весь процесс занимает секунду, если использовать ручной аппарат.
Промышленные аппараты способны сформировать несколько сотен точек в минуту.
Прочность сварного шва при точечной сварке напрямую зависит от размера точки и ее формы. Чем больше сварная точка и чем больше их количество, тем прочнее соединение.
Также на прочность шва влияет сила сжатия и температура нагрева. Точечная сварка может применяться как для сварки ультратонких деталей, так и для работы с толстыми металлами.
Но это справедливо по отношению к профессиональным аппаратам.
Наша самодельная точечная сварка не обладает такими впечатляющими характеристиками. Но она способна варить любой тонколистовой металл. Это может быть стальная бочка, кузов авто или тонкостенная труба.
Это может быть стальная бочка, кузов авто или тонкостенная труба.
Что такое аппарат точечной сварки?
Естественно, не стоит предъявлять к такому аппарату много требований и надеяться, что сварная точка не будет уступать по качеству заводскому шву. Также учитывайте, что самодельный аппарат не очень производителен.
Скорость его работы будет напрямую зависеть от вас. Не стоит ожидать много от самодельного прибора. Он точно не заменит профессиональный аппарат в мастерской. Зато станет отличным и недорогим помощником в быту.
Как сделать точечную сварку
Чтобы сделать наш самодельный аппарат точечной сварки, понадобится время и терпение. Контактная сварка своими руками из подручных материалов потребует от вас силовых трансформаторов типа ТС-270, которые как раз и можно достать из телевизора. Трансформаторов нужно не менее 6 штук. Также вам понадобятся петли размагничивания кинескопа.
Если у вас нет нужных трансформаторов, их можно найти на онлайн-досках объявлений. Стоят недорого, только раскупают очень быстро. Есть даже отдельные объявления с покупателями, которые готовы скупить все трансформаторы типа ТС-270. Подробнее о необходимых деталях мы расскажем чуть позже. Пока сконцентрируемся на конструктиве аппарата.
Стоят недорого, только раскупают очень быстро. Есть даже отдельные объявления с покупателями, которые готовы скупить все трансформаторы типа ТС-270. Подробнее о необходимых деталях мы расскажем чуть позже. Пока сконцентрируемся на конструктиве аппарата.
Эскиз аппарата
Ниже вы можете видеть эскиз нашего самодельного аппарата. Мы можете нарисовать свой эскиз, необязательно использовать указанный нами.
Каркас и вторичная обмотка
Каркас мы будем делать из гетинакса. Возьмите листы толщиной 2.5 миллиметра и соберите каркас на основе чертежа ниже. После на каркас намотайте провода из 3-4 проводов. Их диаметр должен быть 0.9 мм. Провода можно взять от сетевых обмоток трансформаторов.
При наматывании считайте витки. Их должно быть около 150. Не забывайте класть бумагу от трансформаторов между слоями. Когда будете наматывать последние витки, кладите сразу несколько слоев бумаги.
Далее нужно сделать вторичную обмотку. Для этого разберите петли размагничивания и намотайте 350 проводов..jpg) Провода можно брать от того же трансформатора. В конечном итоге нужно, чтобы намотанный вами жгут имел сечение 100 кв.мм.
Провода можно брать от того же трансформатора. В конечном итоге нужно, чтобы намотанный вами жгут имел сечение 100 кв.мм.
Затем намотанный жгут нужно обмотать тесьмой и полиэтиленом. Намотайте так же, как наматывали петли. Теперь нужно зачистить концы жгута, скрутить по 10 жил друг с другом и все спаять. Теперь этот жгут можно намотать на изготовленный заранее каркас. Достаточно 4-5 витков. Соберите трансформатор, используя стяжки от самих трансформаторов.
Блок управления
Точечная сварка из трансформаторов от телевизора еще не закончена. Вам понадобится сделать дополнительное устройство управления. Ниже его схема.
Давайте подробнее остановимся на схеме. Как видно, устройство состоит из сварочного трансформатора (T1), блока питания (Т3), VD1-VD4 на микросхеме (D6). Также есть формирователь импульса запуска (D5.2-D5.3), устройства выдержки (D4.1-D4.3, D1-D3, D5.1, D4.5).
Схема работает так. Сначала автоматом (SA4) включается питание. Напряжение подается на первичную обмотку нашего трансформатора (Т3). Затем диодный мост (VD2-VD5) выпрямляет напряжение вторичной обмотки.
Затем диодный мост (VD2-VD5) выпрямляет напряжение вторичной обмотки.
Обратите внимание, что фильтрующая часть разделена с помощью диода (VD6). По этой причине частота в 100 Гц подается на резистивные делитель, прямо на вход формирователя импульсов (DD4.1-DD4.3).
А с формирователя подается на вход десятичного счетчика.
Если на входе ЕС и на входе R есть логический ноль, то счетчик начинает считать. Логический ноль происходит тогда, когда нажата кнопка SB1.
Чертеж платы
После того, как вы собрали устройство управления, его нужно поместить на печатную плату. Плата односторонняя, ее размер составляет 215 на 60 мм. Ниже чертеж платы.
Подробнее о деталях
Пару подробностей об используемых деталях. Как мы уже указали выше, вам понадобятся не любые трансформаторы из телевизора. Они должны быть типа ТС-270. Часто мастерам попадаются трансформаторы ТСА-270. Они не подходят, потому что у них обмотки сделаны из алюминиевых проводов, которые не годятся. Но железо от этих трансформаторов вполне может подойти.
Они должны быть типа ТС-270. Часто мастерам попадаются трансформаторы ТСА-270. Они не подходят, потому что у них обмотки сделаны из алюминиевых проводов, которые не годятся. Но железо от этих трансформаторов вполне может подойти.
Подобранный нами трансформатор отличается напряжением на вторичной обмотке около 20 Вольт. При этом ток потребляется крайне мало, всего около 50 миллиампер.
В принципе, под эти характеристики подходит практически любой трансформатор для контактной сварки из телевизоров.
Хорошо себя зарекомендовал трансформатор для точечной сварки типа ТВК-110ЛМ который можно найти во многих черно-белых телевизорах.
Также используются тиристоры без радиаторов типа VS1-VS2 , но вместо ним можно использовать Т142-50. Еще можно взять один симистор типа ТС2-80.
Трансформатор нужно намотать на кольцевой ферритовый сердечник. Подойдет марка M2000НМ. Оптимальный размер сердечника — К20х12х6. Первичная обмотка должна содержать около ста витков провода. Провод должен быть типа ПЭЛШО, а его диаметр — 0.15. Не забудьте изолировать обмотки и сердечник с помощью лакоткани.
Провод должен быть типа ПЭЛШО, а его диаметр — 0.15. Не забудьте изолировать обмотки и сердечник с помощью лакоткани.
Что касается переключателей, то мы использовали наборные, взятые из станков ЧПУ. Отлично подходят выключатели от станков ПМП-10200ПУ3, ПП10. Но не столь важно, какие именно переключатели вы будете использовать.
Главное, чтобы у них была одна группа на десять позиций. В качестве кнопки (на схеме SB1) используется микропереключатель МП11. Также можно использовать КМ1-1. Также мы использовали выключатель-автомат (на схеме SA4) типа А63. Он на 20 Ампер.
Часто такой можно встретить в многоквартирных домах в электрощитках.
Вместо заключения
Вот и все. Теперь вы точно знаете, как сделать аппарат для точечной сварки своими руками, используя детали из старого телевизора. Такой прибор будет полезен для дачников, домашних умельцев и тех, кто хочет сэкономить.
Аппарат полноценно сваривает все типы металлов. Главное, чтобы толщина детали не превышала 0. 8 мм. Сварочные точки достаточно прочные и надежные, швы более-менее долговечные. Конечно, качество работ несравнимо с заводским аппаратом.
8 мм. Сварочные точки достаточно прочные и надежные, швы более-менее долговечные. Конечно, качество работ несравнимо с заводским аппаратом.
Но оно и не нужно от самодельного прибора.
Конечно, это не единственный способ, как можно сделать аппарат точечной сварки. Также возможна точечная сварка своими руками из сварочного аппарата или из старой микроволновки.
В интернете есть множество схем, которые пригодятся вам при сборке самодельного аппарата. Они абсолютно бесплатны. Так что действуйте. И не забудьте поделиться своим мнением в х ниже.
Желаем удачи в работе!
Источник: https://svarkaed.ru/oborudovanie-dlya-svarki/apparaty/samodelnye/apparat-tochechnoj-svarki-svoimi-rukami-iz-starogo-televizora.html
2 способа сделать аппарат точечной сварки
Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей.
Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Точечная сварка своими руками предполагает, что на 1 мм2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм2. При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган — два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки.
После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния.
После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.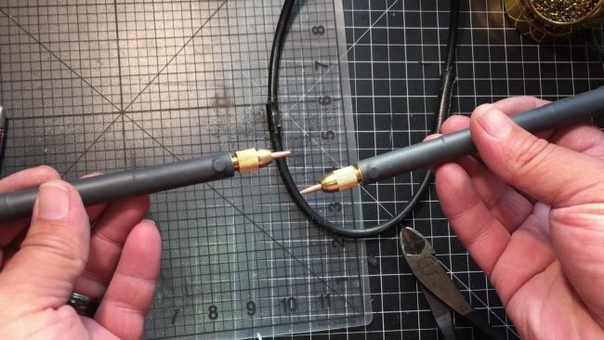
Схема сваривания выглядит так:
Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А.
Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке.
Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Точечная сварка из старого сварочного аппарата
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки.
После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Сечение провода вторичной обмотки должно быть не менее 1,8 см2. Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов.
На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А.
Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования.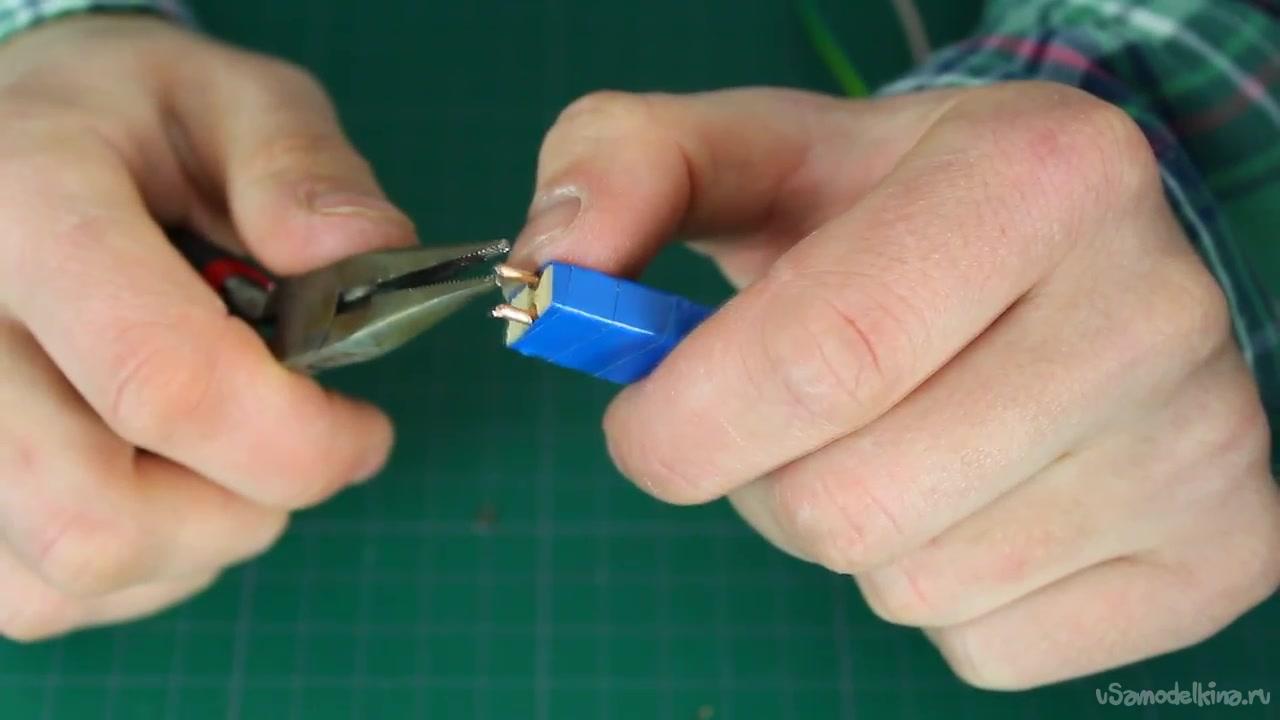 При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.
Электроды для точечной сварки
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Точечная сварка из аккумулятора
В интернете встречается информация о том, как сделать точечную сварку своими руками, используя обычный автомобильный аккумулятор на 12 В. Выполнять с ее помощью можно соединение небольших деталей, которые обычно соединяются пайкой. Но во многих случаях сварка дает лучший результат по прочности и более удобна для соединения разнородных металлов.
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.

Простенькое приспособление для выполнения сварочных работ состоит из двух медных проводков сечения не менее 1,5 мм2, закрепленных в контактной колодке.
Расстояние между зачищенными концами электродов 2-3 мм. Конечно, как и в любой самодельной конструкции, вариантов может быть множество, но как базовый лучше всего использовать именно этот тип конструкции.
Как работает такая мини установка показано на видео :
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
Источник: https://WikiMetall.ru/oborudovanie/tochechnaya-svarka-svoimi-rukami.html
Беспроводной сварочный аппарат MicorStick 160
В городе Эссен, который находится на западе Германии, в сентябре 2013 года проходила всемирная выставка Schweissen & Schneiden.
На ней был впервые представлен компанией ООО «Шторм-Лорх» (ООО «Шторм», г. Верхняя Пыжма, Россия и «Лорх Швайсстехник» ГмбХ, Ауэнвальд, Германия) беспроводной сварочный аппарат MicorStick 160. Он предназначен для ручной дуговой сварки. Электропитание сварочный аппарат получает от аккумуляторного блока MobilePower 1. По информации немецкого отраслевого журнала «M&T Metallhandwerk», сварочный аппарат MicorStick 160 победил в номинации: «Трансформирующие, соединительные и разделительные технологии». В этой версии, помимо MicorStick 160, было заявлено еще 5 конкурирующих продуктов.
Особенности рабочего места электросварщика
Рабочее место электросварщика всегда должно быть оборудовано источником электропитания: должна быть стационарная электросеть или дизельный электрогенератор (далее – генератор).
Это создавало большие неудобства:
- крупные конструкции не всегда возможно переместить близко к источнику электропитания, и приходилось использовать электропроводку большой длины;
- напряжение питания не везде соответствовало нормам технических требований и при нагрузке резко уменьшалось, что ухудшало качество сварки.
Сварочный аппарат Micor Stick 160 с аккумуляторным блоком Mobile Power 1 решает эти проблемы.
Сварочный аппарат MicorStick 160
Инвертор сварочного аппарата сконструирован с учётом новых технологий:
- «Micor»;
- «Accu ready».
Технология «Micor» позволяет:
- с нивелировать колебания напряжения в электросети в пределах от -40% до +15%;
- использовать электрокабели длиной до 200 м;
- эффективно работать при электропитании от генератора.
Технология « Accu ready» делает возможным:
- автоматически определить источник питания: электросеть, генератор или аккумуляторная батарея;
- автоматически произвести настройки, обеспечивающие получение устойчивой и мощной дуги.

Сварочный аппарат версии MicorStick 160CEL дает возможность выполнять сварку электродами с целлюлозным покрытием.
Инвертор имеет небольшую массу (4,9 Кг).
Его конструкция обеспечивает защиту при падении с высоты 0,8 м.
Для удобства транспортировки сварочного аппарата предусмотрено несколько решений:
- стандартный ремень для переноски на плече;
- ручка;
- специальный рюкзак.
Такая компоновка оборудования даёт сварщику высокую мобильность и неограниченные возможности для организации рабочего места.
Аккумуляторный блок MobilePower 1
Аккумуляторный блок MobilePower 1 (далее – аккумулятор) оснащен Li-ion батареями большой электрической ёмкости.
Это позволяет без подзарядки использовать:
- 21 электрод диаметром 2,5 мм;
- 9 электродов диаметром 3,2 мм.
Для удобства работы на передней панели аккумулятора имеется индикатор уровня заряда батареи. Это дает возможность сварщику правильно спланировать своё рабочее время и в нужное время выполнить её подзарядку.
Длительность автономной работы может быть увеличена при использовании дополнительных аккумуляторных батарей.
Масса аккумулятора 6 Кг.
Где можно купить беспроводной сварочный аппарат MicorStick 160
Компания ООО «ШТОРМ-ЛОРХ»;
- сайт: ООО «ШТОРМ-ЛОРХ»;
- адрес: Свердловская область, г. Верхняя Пышма, ул. Бажова, дом №28;
- телефон: +7 (343) 283-00-50, +7 (343) 379-29-75;
- почта: [email protected].
Компания продаёт беспроводной сварочный аппарат MicorStick 160. Заказ через обратную связь на сайте.
Источник
Точечная сварка для аккумуляторов | Главный механик
Зачем нужна точечная сварка для аккумуляторов
Современные электротехнические устройства трудно представить без источника автономного питания. Они используются в ноутбуках, шуруповёртах, скутерах и даже современные пылесосы работают на аккумуляторных батареях. Наука не стоит на месте, производство выпускает новые типы аккумуляторных элементов из которых составляется батареи. Так, например, Са – Ni элементы заменяются на современные
Так, например, Са – Ni элементы заменяются на современные
Li – Ion с большей емкостью.
При ремонте возникает необходимость заменить один или несколько неисправных элементов в сборке. В конструкции аккумуляторного элемента для предотвращения перезарядки в верхней части встроен контроллер, который нагревать нельзя, по этой причине пайка элементов категорически запрещена.
Для соединения элементов в батарею применяется контактная сварка, которая приспособлена для приварки проводника к контактной поверхности элемента и происходит это действие за секунду.
Для работы контактной сварки с элементами в батареях, промышленность производит специальные сварочные аппараты, а у кого есть привычка всё делать своими руками, используют самодельные устройства. Точечную сварку для аккумуляторов купить можно на интернет ресурсах, набрав в поисковой строке название, или в дилерских центрах по продаже сварочного оборудования.
Рассмотрим некоторые промышленные аппараты:
Sunkko 787A
[content-egg module=GdeSlon template=item offset=0 limit=1]
Предназначен для приварки контактных пластин к контактным поверхностям элементов батарей, а также для зарядки сборок от 4. 2В от 12В. Потребление аппарата 15А при напряжении 220В. На выходе 6 В. Регулировка тока от 50 до 80 А. Сверху на крышке находится винт регулятора, который регулирует механическое усилие прижатия подвижных
2В от 12В. Потребление аппарата 15А при напряжении 220В. На выходе 6 В. Регулировка тока от 50 до 80 А. Сверху на крышке находится винт регулятора, который регулирует механическое усилие прижатия подвижных
Рис. 1 сварочный трасформатор Sunkko 787A с функцией зарядки батареи.
рычагов держателей электродов, регулировка нажатия от 300 до 750 гр. На лицевой панели – красной кнопкой подключение к сети, зелёной – подключение зарядного устройства, которое расположено внизу корпуса. Зарядное устройство регулируется напряжением от 4,2 до 12В /0,1 – 2А.
Примерный расчет величины тока для зарядки литий-ионного аккумулятора -3,6 В. На панели регулятором необходимо поставить зарядное напряжение 4,2В. Величина установки тока рассчитывается исходя из начальной ёмкости аккумулятора, например, на 1000 мА/час. выставляется 0,5А., и когда зарядный ток упадет до 0,5мА. аккумулятор считается заряженным.
Внимание! Если производится замена аккумуляторов в батарее, необходим подбор каждого элемента по вольт/амперной характеристике, особенно это касается аккумуляторов китайской сборки.
В нижней части подвижных рычагов, в месте установки электродов, имеется светодиодная подсветка. Подача импульса тока, для приварки контактной пластины, производится нажатием на рычаг электрододержателя кверху. В комплекте имеются кабеля для выносного держателя электродов. Подачу тока можно осуществить педалью, кабель питания педали подключается в желтый разъем на лицевой панели.
Индикаторный экран несет два функционала: первые две цифры – мощность сварки в процентах (%), третья – количество импульсов. Регулируются кнопками, расположенными под индикатором. Первые две для увеличения мощности, третья для увеличения количества импульсов.
Максимальная толщина свариваемого металла 0,2 мм.
Аппарат для точечной сварки аккумуляторов купить по низкой цене предлагают оптовые дилерские центры или специализированные магазины. Опасайтесь подделки.
Комплект поставки:
- «евро» переходник;
- контактные провода;
- четыре электрода;
- плавкий предохранитель на 20 А. ;
- контейнер для укладки аккумуляторов 18650;
- комплект оцинкованных полосок для приварки;
- ключ – шестигранник для смены электродов;
педаль для подачи импульсов нажатием ногой. Педаль укомплектована снизу резиновыми присосками, сверху резиновая накладка, чтобы нога не соскользнула при нажатии. Также имеется инструкция по применению на английском языке.
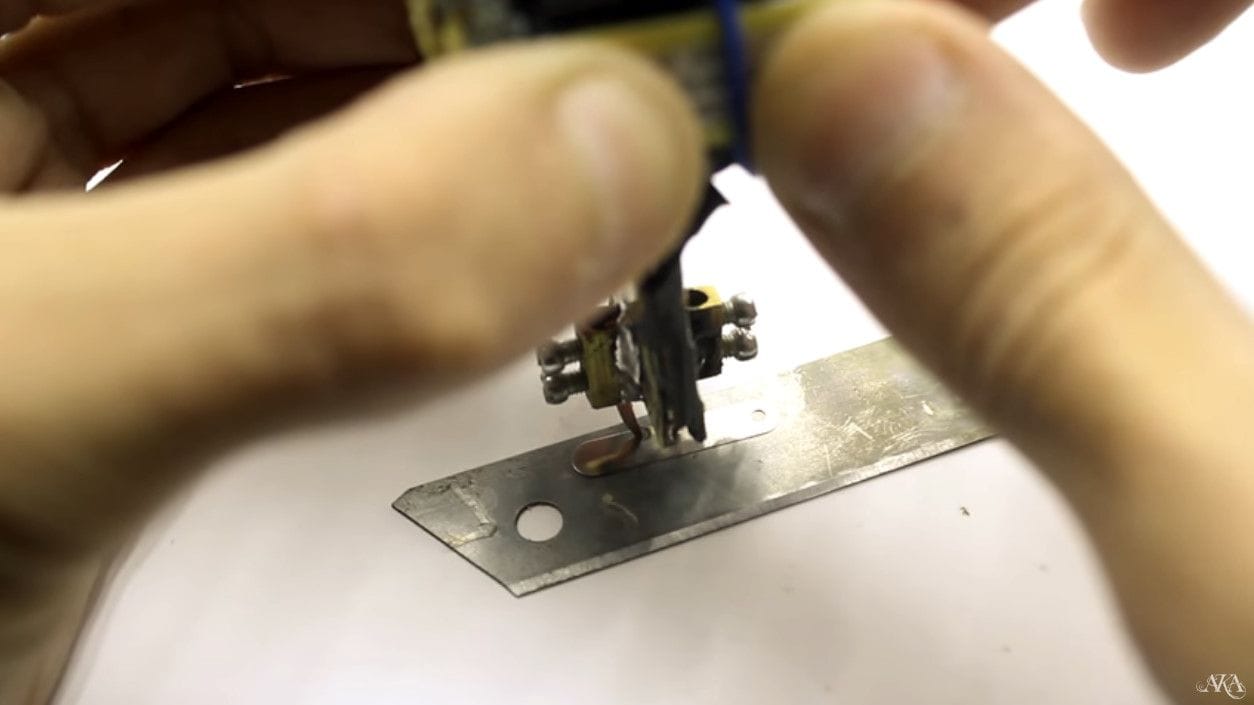 ;
;Производство аппарата – Китай.При смене элементов в батарее необходим специальный подбор элементов, поэтому лучше всего, если – это сделают специалисты сервисного центра. Услуги специалиста по точечной сварке аккумуляторов в Москве осуществляются в специализированных мастерских или пунктах ремонта электроинструмента. Для наглядного представления предлагаем посмотреть видео фильм.
Отзывы
Вадим: Аппарат хороший, но уж очень дорогой для быта. В ремонтные мастерские – это да.
Сергей: Накопилось много техники с неисправной батареей: ноутбук, две от шуруповерта.
 Приобрел для переборки. Стоимость отбил только на домашних батареях, а сейчас хоть дело открывай – просят со всей округи.
Приобрел для переборки. Стоимость отбил только на домашних батареях, а сейчас хоть дело открывай – просят со всей округи.Простой способ точечной сварки своими руками для литиевых и других аккумуляторов
Рис.3. Точечная сварка из автомобильного аккумулятора.Если переборка батареи не постоянна и носит единичный характер, то одним из эффективных и простых способов является прибор, собранный буквально из подручных материалов:
- автомобильного аккумулятора;
- клеммных зажимов;
- гибкого провода диаметром не менее 5 мм;
- жёсткого провода диаметром не менее 2,5 мм;
- колодочки для держателя
Все приспособление для состоит из обыкновенного автомобильного аккумулятора, напряжением чем ниже, тем, лучше, например, 12В лучше, чем 24В. Через клеммы аккумулятора к нему подсоединены гибкие кабеля сечением не менее 5 мм. Колодочка нужна для подсоединения проводов с электродами. Электроды можно выполнить из сетевого медного провода, сечением не менее 2,5 мм. Края провода необходимо жестко зафиксировать на расстоянии 2,5 мм. Контактные поверхности можно зачистить под конус.
Через клеммы аккумулятора к нему подсоединены гибкие кабеля сечением не менее 5 мм. Колодочка нужна для подсоединения проводов с электродами. Электроды можно выполнить из сетевого медного провода, сечением не менее 2,5 мм. Края провода необходимо жестко зафиксировать на расстоянии 2,5 мм. Контактные поверхности можно зачистить под конус.
Как производится процесс точечной сварки литиевых аккумуляторов можно узнать из видео ролика ниже.
Отзывы:
Николай: «Удивительно просто, дешево и сердито».
Сергей: «Все гениальное – просто».
Точечная сварка для li – ion аккумулятора с использованием трансформатора
Рис.5. Намотка вторичной обмотки на силовом трансформаторе от микроволновой печи.Если в хозяйстве имеется трансформатор мощностью до 5 кВт, то он вполне подойдет для изготовления аппарата точечной сварки. Только теперь вместо аккумуляторной батареи источником тока будет служить вторичная работка трансформатора.
Только теперь вместо аккумуляторной батареи источником тока будет служить вторичная работка трансформатора.
Наиболее простым в изготовлении является переделка трансформатора от микроволновой печи. Он наиболее хорошо подходит по габаритам и мощности.
Для того, чтобы получить 5 – 6В на вторичной обмотке достаточно аккуратно убрать вторичную обмотку оригинального прибора и намотать несколько витков медной шины или толстого кабеля сечением 10-15 мм2 в освободившееся от обмотки пространство. Все остальное оборудование как в предыдущем описании. И все, точечная сварка для li – ion аккумулятора или других подобных элементов готова.
На заметку! При просмотре отзывов по предложенной схеме, некоторые предлагают в цепь вторичной обмотки включить диодный мост. Но большинство, кто пробовал сравнить работу аппарата с диодным мостом и без него, отмечают, что особой разницы не заметили, а заморочек с установкой выпрямителя больше.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Сварочный аппарат с конденсаторным разрядом для микро-точечной сварки с открытым исходным кодом, хобби-конструирование
Устройство, которое может быть полезно различным любителям, — это микро-точечный сварочный аппарат, работающий от разряда большого конденсатора. Профессиональные устройства такого типа (Powerstream, MTI Microwelding, Spotco, MacGregor и т. Д.) довольно дороги, так что здесь есть смысл самоваренной конструкции, например, отремонтировать аккумуляторы самостоятельно.
Контактная точечная сварка на первый взгляд может показаться тривиальной, однако я могу только посоветовать вам забыть о простых конструкции на основе тиристора, которые можно найти в Интернете.Выбор времени импульса (ов) важен для получения хорошего и воспроизводимого Результаты. Если сбросить сразу всю энергию конденсатора через тиристор, то либо ее будет мало и стык будет недостаточно прочным или слишком большим, и вы прожигете отверстие в материале (и, возможно, обожжетесь каплями жидкого металла :-)). С другой стороны, для хобби точно не нужно точное формирование импульса, предлагаемое профессиональными устройствами высокого класса. поэтому следующая конструкция кажется мне разумным компромиссом между простотой и стоимостью по сравнению с функциональностью.
Я нашел в Интернете красивую конструкцию, однако она управлялась микроконтроллером PIC,
в то время как я предпочитаю работать с Atmel из-за поддержки GCC для этой архитектуры.
Примечание: этот веб-сайт некоторое время был отключен, поэтому для вашего удобства я привожу здесь схемы и спецификацию материалов сварочного аппарата Ultrakeet, которые я скачал оттуда.
Однако заметьте также, что для новой конструкции некоторые улучшения должны быть сделаны в силовой части, ср.примечания ниже и на страницах других людей, которые занимались разработкой подобных сварочных аппаратов, ссылки на которые приведены здесь.
В своей конструкции я по существу скопировал силовую часть вышеуказанного проекта со следующими незначительными изменениями, перечисленными ниже (я даже не рисовал новую схему и использовал универсальную печатную плату для прототипирования для сборки устройства):
Вместо автомобильного конденсатора Hi-Fi я использовал 20 штук 47000uF / 35V параллельно, чтобы иметь возможность
перейти на более высокое напряжение, имея около 600 Джоулей энергии, доступной для более тяжелой работы.Конденсаторы защищены стабилитроном от случайного перенапряжения (они недешевы!), А истекающий резистор 2 кОм медленно разряжает их, когда они не работают.
Я добавил резистор 1 кОм / 1 Вт между электродами, чтобы клеммы истока полевых транзисторов имели определенный потенциал, когда сварочный электрод отключен.
Я использовал 6 IRFP2907 параллельно, а не 4, чтобы управлять током.
Запитываю прибор от лабораторного блока питания, так как в коробке было так полно конденсаторов
и радиаторы, не оставляя места для собственного источника питания.3А достаточно для сварки, резки
для повторяющихся импульсов потребуется больше. В цепях управления есть дополнительный конденсатор на 10000 мкФ после диода для
мост через периоды более низкого входного напряжения из-за высокой нагрузки источника питания при зарядке основного конденсатора.
5В для логики получаются с помощью LM2575-5, подключенного согласно паспорту.
Atmel ATmega16, синхронизируемый кристаллом (с соответственно запрограммированными битами предохранителя), с байпасным конденсатором 100 нФ, используется для управления устройством и отображения статуса на дисплее.
На задней панели (на фото не видно) находится разъем для программирования ISP и RS232 уровня TTL — мелочь, но довольно удобная при разработке прошивки.
Кодер вращения
использует выводы прерывания Atmel, потенциометры подключены к выводам аналого-цифрового преобразователя (см. Комментарии в исходном коде).
Электроды изготовлены из медных стержней диаметром 8 мм, заостренных на одном конце, изолированных термоусадочной трубкой с вырезом обмотки M8 на другом конце.
Они вкручиваются в шляпообразные латунные гайки, к которым припаяны кабели диаметром 6 мм, и затягиваются другой гайкой M8.
Сильноточные соединения внутри устройства выполнены из медного провода диаметром 6 мм, сдвоенного, если это механически возможно.
Стоимость материалов для строительства должна составлять около 300 долларов США (и их можно снизить, если вы используете конденсаторы более низкого напряжения — 12 В достаточно для сварки аккумуляторной батареи),
на порядок ниже, чем цена бюджетного профессионального устройства.
Результат можно увидеть ниже, а здесь вы можете скачать
опубликовано под лицензией GPLv3. В исходном коде перечислены подключения контактов ATmega к управляющей и силовой части.В зависимости от версии avr-gcc и заголовков вам может понадобиться заголовок backward.h
Если вы просто хотите собрать его без кросс-компиляции исходного кода, вот шестнадцатеричные файлы для ATMega16 и ATMega32. NEW: Кто-то попросил у меня гексагон с большей длительностью второго импульса, он здесь для ATMega16 . Предполагается, что внешний кристалл 14,7456 МГц, поэтому не забудьте также соответствующим образом запрограммировать биты предохранителей (я использовал fuse_l = 0x2f и fuse_h = 0xf9).
Цифры на дисплее: напряжение внешнего источника питания, заданное напряжение, текущее напряжение конденсатора в первой строке;
время первого импульса, задержка между импульсами, время второго импульса в миллисекундах на второй строке.
Ротационный кодер с нажимным переключателем выбирает напряжение конденсатора (и в будущем микропрограммное обеспечение переключения между различными режимами работы через меню может быть легко реализовано),
три потенциометра определяют время.
После срабатывания триггера фактическая энергия импульса (включая потери на внутреннем сопротивлении) вычисляется и отображается до тех пор, пока педаль триггера не будет отпущена.
Фото внутри и детали электродов здесь.
Советы по микро-точечной сварке аккумуляторной батареи с помощью этого самодельного устройства:
Используйте 0.Полосы из нержавеющей стали толщиной от 075 до 0,12 мм. Рекомендуемые для этого никелевые
может быть трудно получить на месте
а зарубежные почтовые расходы будут стоить как минимум вдвое дороже материала …
После долгих поисков я нашел листы нержавеющей стали подходящей толщины, производимые www.ksmetals.com, в местном магазине для любителей моделизма. Из этого материала легко вырезать полоски.
Сделайте электроды очень острыми и плотно прижмите их к соединительной планке, лежащей на верхней части аккумуляторного элемента.
Для толщины 0,075 мм, 6 В и первого импульса 0,5 мс, задержка 2 мс, второй импульс 4 мс подходят для меня лучше всего. Это, конечно, может отличаться в зависимости от того, какое внутреннее сопротивление сварщика вам удастся достичь в своей конструкции.
Схема и печатная плата для точечной сварки
Недавно (2010 г.) коллега из Великобритании построил подобное устройство и согласился опубликовать его схемы и дизайн печатной платы здесь. Вы можете скачать PDF-файл, или файл SCHDOC дизайнера Altium и файл печатной платы.(Если кто-нибудь знает, как преобразовать формат Altium Designer в Eagle, дайте мне знать.) Эта конструкция немного отличается от моей конструкции (в основном блоком питания), но должен быть полностью совместим с моей прошивкой. Однако печатная плата не тестировалась. Также он предложил усовершенствовать конструкцию силовой части, разместив разрядные и сварочные выводы на нижней стороне нагрузки (исток на GND, сток на один электрод, другой электрод на Vcap) и использование P-канального полевого транзистора для зарядки конденсатора.
Другая схема (в Eagle) была добавлена Францем (Tauchsport-Tschur на web.de), Вы можете скачать это здесь; он должен быть совместим с моей прошивкой.
В ноябре 2011 года Тим О’Брайен опубликовал на своей веб-странице конструкцию сварочного аппарата для компакт-дисков, вдохновленную, в частности, этой конструкцией. Он также предложил некоторые улучшения, среди прочего, это лучший способ управления затворами MOSFET для снижения рассеиваемой мощности и обеспечения более коротких и более точно управляемых импульсов. Особенно полезен его опыт работы с автомобильными конденсаторами нескольких производителей, которые часто продают продукцию гораздо худшего качества, чем рекламируется.Его страница очень подробная, содержит много полезной информации и ее определенно стоит прочитать, если вы подумываете о создании аналогичного проекта.
В 2012 году была опубликована конструкция аппарата для точечной сварки, вдохновленная этим дизайном. от Radu Motisan на его веб-странице, а также на hackaday.com. Он опубликовал схемы и дизайн печатной платы, переписал мою оригинальную прошивку на C ++ и реализовал режим резки. См. Также статью здесь.
Кроме того, если вас интересуют более тяжелые работы, чем может выдержать конденсаторное устройство, то вам подойдет трансформаторный сварочный аппарат для точечной сварки. лучший выбор.Очень интересная модификация старинного ручного точечного сварочного аппарата производства ГДР. Хенрик Хафтманн, добавивший управляющую электронику на основе ATtiny, можно найти здесь (на немецком языке), включая схемы с открытым исходным кодом и исходный код прошивки.
В 2014 году Георгий Белев построил сварочный аппарат на основе этой прошивки и опубликовал красивое видео о его работе на youtube.
Вернуться на страницу моей электроники
Вернуться на страницу моего хобби
Моя главная страница с электронной почтой
TOP
Сварщик для точечной сварки своими руками
Я разработал D.I.Y. точечной сваркой, потому что мне нужен был специальный сварочный аппарат для сборки моего солнечного велосипеда Maxun One. Оказалось, что установку для точечной сварки строят многие люди во всем мире, поэтому я опубликовал здесь весь проект здания.
Плата контроллера точечной сварки
Поскольку собрать электронику было непросто, я сделал плату контроллера для точечной сварки, которая продается вместе с некоторыми другими деталями.
Характеристики аппарата для точечной сварки
Аппарат для точной точечной сварки — одно из немногих устройств, где собрать самому дешевле, чем купить.Уже опубликовано много самодельных точечных сварочных аппаратов, у этого есть некоторые уникальные особенности:
- Может использоваться в двух сварочных операциях: в противоположной и в последовательной конфигурации.
- Конструкция очень проста.
- Точная регулировка силы электрода.
- Имеет прочный электрододержатель, состоящий из зажима заземления радиатора.
- Микроконтроллер Arduino используется для точной установки времени сварки.
- Создает двойной импульс, улучшающий зажим.
- Ток можно уменьшить для сварки чувствительных деталей.
Сварщик для точечной сварки своими руками, конструкция очень проста (старое изображение без контроллера)
Техника безопасности при ремонте микроволновой печи
Работать с микроволновой печью чрезвычайно опасно. Обычно НЕ выживете под высоким напряжением, доступной мощности более 1000 Вт достаточно, чтобы убить вас мгновенно, как электрический стул. Пожалуйста, прочтите сначала эту статью.
Конфигурация серии точечной сварки
Сварочный аппарат для резистивной точечной сварки самодельным аккумулятором с корпусом Держатели твердых электродов
Аппарат точечной сварки оппозитной конфигурации
Аппарат для точечной сварки в оппозитной конфигурации Аппарат для точечной сварки в оппозитной конфигурации Держатели сплошных электродов
Высокое напряжение!
Обратите внимание: плата напрямую подключена к электросети, безопасна только низковольтная часть. Вы используете на свой страх и риск .
Вопросы
Если у вас есть вопросы, задайте их на сайте Instructables.com.
Электрические характеристики
- Сварочный ток: 1100A или 400A
- Открытое напряжение: 2,6 В
- Сетевой ток во время сварочного импульса: 14A
- Ток покоя: 1,6 А
Максимальная толщина сварки
Легкие переносные пистолеты для точечной сварки имеют сварочный ток не менее 4000 А, что позволяет сваривать 2 листа низкоуглеродистой стали толщиной 1 мм.Аппарат для точечной сварки DIY просто выдает 1100 А, что отлично подходит для сварки небольших электронных деталей. Хотя я видел, что люди сваривали листы 2 x 0,75 мм с помощью таких точечных сварочных аппаратов.
Параметры сварки вкладки батареи
Приварной язычок батареи
Настройки для полос из никелированной стали толщиной 0,15 мм
Чаще всего используются полосы из никелированной стали толщиной 0,15 мм, которые лучше всего свариваются. Возможно, вам придется поэкспериментировать со временем сварки и силой электродов, но начните со следующих значений:
- Усилие сварочного электрода 0.4 кг (4N)
- Время перед сваркой 50 мс
- Пауза 500 мс
- Время импульса сварки 100 мс (от 50 до 250 мс)
- Диаметр наконечника электрода 1,5 мм
- Наружное расстояние между электродами 5 мм
Примечание. Никелированные стальные полосы дешевле, чем полосы из чистого никеля, и имеют более высокое сопротивление, что облегчает сварку.
Профессиональный сварочный аппарат для аккумуляторных батарей
Примечания к точечной сварке
Конфигурация серииточечная сварка
Оба электрода находятся на одной стороне.Очень важно, чтобы сила обоих электродов была практически одинаковой; иначе одна сторона будет плохо сварена.
Точечная сварка противоположной конфигурации
Это наиболее часто используемый; свариваемые детали зажимают между электродами.
Измерение сварочного тока
Сварочный ток можно определить, измерив напряжение на определенном расстоянии сварочного кабеля.
Рассчитайте сварочный ток следующим образом:
I = U * диаметр [мм2] / (0.0175 * длина [м])
Для измерения сварочного тока к сварочному кабелю на расстоянии 44,5 см прикрепляются два провода. Напряжение при коротком замыкании 0,34В; поэтому максимальный сварочный ток = 0,34 В * 25 мм2 / (0,0175 * 0,445 м) = 1100 А.
Измерение сварочного тока
Двойной импульс
Двойной импульс улучшает качество сварки. Первый импульс, который короткий, смягчит металл. Второй импульс — это импульс сварки. Во время паузы между двумя импульсами части сближаются и контактируют лучше.
Время сварки
Первый импульс, импульс перед сваркой, составляет 50 мс. Второй импульс, импульс сварки, может быть установлен поворотным переключателем с шагом 50 мс. Я обнаружил, что время сварки от 50 до 250 мс во многих случаях работает нормально.
Снижение сварочного тока
Сварочный ток 1100A может быть слишком большим, поэтому рекомендуется уменьшить ток. Проволочный резистор мощностью 50 Вт и сопротивлением 27 Ом, включенный последовательно с сетью, снижает сварочный ток примерно до 400 А. Обратите внимание, что резистор перегружен на 120%, но импульсная перегрузочная способность проволочного резистора WH50 позволяет это.
Обогреватель или фен в качестве силового сопротивления
Чтобы определить, какое сопротивление необходимо для получения определенного сварочного тока, я взял в качестве резисторов нагреватель и фен. Их можно комбинировать последовательно или параллельно для получения желаемого сопротивления.
Конструкция аппарата точечной сварки
Панель фанерная
Все детали смонтированы на фанерной панели опалубки толщиной 15 мм и размером 15 см x 18 см. Обратите внимание, что силовая плата является старым прототипом и заменена новой печатной платой для точечной сварки.
Сварочный аппарат для резистивной точечной сварки
Трансформатор для микроволновой печи
Попробуйте достать трансформатор из неисправной СВЧ-печи мощностью 800Вт … 1100Вт, чем выше, тем лучше. Обратите внимание, что в некоторых микроволновых печах высокой мощности для экономии веса вместо трансформатора используется электронный высоковольтный инвертор, их нельзя использовать:
Модуль питания высокого напряжения для микроволновой печи Panasonic
Выпилите с одной стороны вторичную обмотку металлической пилой. Затем вытолкните обмотку из сердечника с помощью специального деревянного бруска и большого молотка.Магнитный шунт между первичной и вторичной обмотками ограничивает ток и должен быть удален:
Удалите магнитный шунт.
Используйте 3 вторичные обмотки. Их можно склеить полиуретановым клеем, смочить, чтобы он вспенился.
Снятие вторичной обмотки с трансформатора микроволновой печи Снятие вторичной обмотки с трансформатора микроволновой печи
Плечи электроды
Два электродных плеча изготовлены из алюминиевого U-образного профиля шириной 20 мм.
Электроды суставов
Установите руки вместе с помощью болта с буртиком 4 мм:
Болт с буртиком 4мм
Два алюминиевых шарнира рычага и болт с буртиком должны быть изолированы друг от друга во избежание короткого замыкания.Следовательно, отверстие под болт в правом шарнире алюминиевого рычага на 2 мм больше диаметра болта, то есть на 6 мм. Изоляция между соединениями рычагов обеспечивается эпоксидными печатными платами размером 80 x 20 мм и 16 x 20 мм.
Трение между рычагами должно быть очень низким; это создается эпоксидной доской между ними. Также между левым рычагом и фанерной панелью помещается эпоксидная плита 80 x 20 мм вместе с алюминиевой пластиной 80 x 20 мм. Затяните болт так, чтобы трение было небольшим, но зазор не был слишком большим.
Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов
Электрододержатель
Держатели электродов изготовлены из латунного прямоугольного зажима заземления радиатора шириной 20 мм. К сожалению, их в большинстве стран не достать, я их продаю ЗДЕСЬ. Просверлите в центре отверстие диаметром 4 мм для крепежного винта. Увеличьте отверстие для сварочного кабеля до 7 мм.
Зажим заземления радиатора
Эта клемма заземления доступна не во всех странах.Но на eBay есть хорошие альтернативы; поиск по «Терминальная шина заземления».
Кабель сварочный
Используйте гибкий сварочный кабель 3AWG / 25 мм 2 длиной 140 см, это позволяет использовать 3 витка. Я проверил, дает ли более толстый кабель более высокий сварочный ток, но это не так. Сварочный ток ограничивается самим трансформатором.
Поскольку сила электрода имеет решающее значение, сварочные рычаги должны иметь возможность свободно перемещаться, не ограничиваясь жесткостью кабелей.Поэтому кабели имеют большой изгиб. Не используйте сплошной кабель, сварочный кабель гибкий и будет стоить около 15 долларов за метр.
Электроды для точечной сварки
Важно использовать стержень из чистой меди. Нет латуни или электрического провода, мягко отожженного. Используйте квадратную планку того же размера, что и прорезь держателя электрода, или подпилите планку до нужного размера. Я использую наконечник диаметром 1,5 мм. Для простоты вы можете подпилить кончик электрода квадратной формы вместо круглой. Подходящие медные прутки продаю ЗДЕСЬ.
Электроды для точечной сварки Держатель электрода для точечной сварки
Периодически очищайте наконечники сварочных электродов наждачной бумагой.
Пружинные зажимы
Сила электрода является не менее важным параметром, чем другие параметры сварки, такие как сварочный ток и время импульса. Здесь мы используем два небольших пружинных зажима. Отрегулируйте усилие электрода, изменив положение пружинного зажима, и измерьте усилие с помощью кухонных весов:
Регулировка усилия сварочного электрода
Полностью вдавите новые пружинные зажимы пару раз.Вы можете изменить усилие зажима, согнув пружину. См. Здесь, как повторно установить пружинный зажим:
Снова установите пружинный зажим
Рычаг управления
Я использовал нейлоновую пластину толщиной 5 мм, которую распил лобзиком. Могут использоваться и другие пластмассовые материалы, но алюминий может издавать звуковой сигнал.
Рычаг управления
Рычаг управления
Корпус
Корпус из полистирола толщиной 2мм:
Сварочный аппарат для резистивной точечной сварки самодельным аккумулятором с корпусом
Сварочные аппараты Sunstone> Микросварочное образование> Микросварка: объяснение
Чем объясняется микросварка? «Микро» у всех разное.Мы специализируемся на «микросварке», что означает сварку чего-либо меньшего, чем традиционные варианты сварки. Как правило, мы начинаем сварку толщиной примерно 0,2 дюйма или 5 мм и свариваем толщиной всего 0,003 дюйма или 0,007 мм. У нас есть много типов сварочных систем, от аппаратов импульсной дуговой сварки до аппаратов лазерной сварки и аппаратов для сварки емкостным разрядом. Позвоните нам и расскажите, что бы вы хотели сварить. Мы дадим вам рекомендации по различным линейкам сварочных систем, которые мы предлагаем.
Импульсная сварка TIG или импульсная дуговая сварка:
Импульсная дуговая сварка — это высокоточная сварка типа TIG, плазменного разряда и сварки.Сварочные аппараты с импульсной дугой Sunstone Engineering способны обеспечивать чрезвычайно точный отвод энергии. Каждый плазменный разряд создает небольшие сварные швы, похожие на лазерные. Импульсная дуговая сварка, как и лазерная сварка, обычно представляет собой процесс сварки кромок. Сварочное пятно создается, когда вольфрамовый электрод снимается с поверхности сварного шва, и процесс плавления начинается снаружи и проникает внутрь. Как и традиционная сварка TIG, импульсная дуговая сварка может использоваться для добавления дополнительного материала, например проволоки. Это полезно во многих случаях, когда требуется дополнительный материал для дополнительной прочности.Кроме того, импульсная дуговая сварка также может использоваться для плавления и сплавления деталей вместе без необходимости использования проволоки. В отличие от традиционной крупномасштабной сварки TIG, импульсная дуговая сварка может создавать сварные швы, которые перекрывают зазоры между деталями. Частично это связано с высокими пиковыми токами сварки и динамикой жидкого металла, которые возникают во время короткого процесса сварки.
Дополнительным преимуществом импульсной дуговой сварки является чрезвычайно низкий расход энергии на создание сварного шва. Это свойство сварки означает, что даже термочувствительные детали или детали можно сваривать с очень низкой вероятностью теплового повреждения.Импульсная дуговая сварка также помогает уменьшить любые искажения, которые обычно возникают во время других сварочных процессов.
Мелкодисперсная точечная сварка сопротивлением:
Контактная сварка, иногда называемая точечной сваркой, представляет собой экономичный и проверенный процесс сварки. При точечной сварке положительный и отрицательный электроды контактируют с обрабатываемой деталью — обычно свариваемые детали зажаты между электродами. После приложения давления возникает импульс электрического тока, который вызывает плавление металла между сварочными электродами.В результате получается точка сварного шва — отсюда и термин «точечная сварка».
При контактной сварке небольших деталей необходимо тщательно учитывать геометрию детали, надлежащий состав приспособлений детали, контактное сопротивление и другие важные параметры, чтобы гарантировать стабильные результаты сварки. Sunstone является экспертом в этом процессе и с радостью позаботится обо всех деталях за вас.
Как и при лазерной или импульсной дуговой сварке, энергия в сварном шве может быть чрезвычайно низкой. Это означает, что даже термочувствительные детали можно сваривать с низкой вероятностью повреждения.Точечная сварка также помогает уменьшить любые искажения, которые обычно возникают во время других сварочных процессов.
Контактная сварка — это экономичный процесс сварки для многих областей применения. Возможно производство в больших объемах, и сварщики Sunstone могут помочь контролировать параметры процесса для получения идеальных сварных швов. В Sunstone мы рады помочь вам в сварке вашего оборудования или помочь вам перенести сварку на собственном предприятии. Свяжитесь с нами, чтобы узнать, какое решение будет лучшим для вашего бизнеса.
Термокомпрессионная микросварка:
Термокомпрессионная сварка включает использование специально разработанного электрода, обеспечивающего наивысшую степень точности любой технологии микросварки.Этот электрод соединен таким образом, чтобы две половинки оставались изолированными. На сварочном наконечнике этот электрод входит в небольшой изолированный путь. Когда к этому электроду прикладывается очень точно контролируемая энергия, наконечник нагревается на время сварки. Это позволяет свариваемой детали нагреваться без теплопроводности и пропускания энергии. Этот процесс является обычным для сварки небольшой проволоки с покрытием или магнитной проволоки. Эти провода не проводят электричество из-за покрытий, поэтому их нельзя будет сваривать традиционным методом контактной сварки.Термокомпрессионная сварка позволяет выполнять такую сварку с точным контролем и предотвращает повреждение электрически чувствительных компонентов. Приварка плат, дорожек и компонентов к печатным платам возможна с помощью термокомпрессионной сварки.
Малая лазерная микросварка:
Лазерная сварка — это процесс сварки, в котором используется коллимированный свет для плавления и сплавления металлов. Лазерная сварка идеально подходит для автоматизации и областей с труднодоступными соединениями. Как и импульсная дуговая сварка, лазерная сварка обычно используется в качестве процесса сварки кромок.Его можно использовать для добавления материала через заполняющую проволоку или для плавления и соединения материала деталей без необходимости в дополнительном металле. Лазеры (и лазерные сварочные аппараты) также могут использоваться для глубокого сверления отверстий в деталях и даже для перемещения материала от одной детали к другой во время процесса сварки.
Тепло при лазерной сварке сильно сфокусировано и не влияет на окружающую область и не нагревает всю деталь. Сварку обычно завершают, держа металл голыми руками. Небольшая зона термического влияния означает, что даже термочувствительные детали можно сваривать с небольшой вероятностью повреждения.Это также помогает уменьшить любые искажения, которые обычно возникают при других сварочных процессах.
Лазерная сварка — это универсальный и экономичный сварочный процесс для множества применений. Sunstone рада помочь вам в сварке вашего оборудования или помочь вам внедрить лазерную сварку на вашем предприятии. Свяжитесь с нами, чтобы узнать, какое решение будет лучшим для вашего бизнеса.
Сварочный стержень DIY | Марка:
В Maker ether есть множество статей и руководств для самодельных сварщиков, от супер-простых, глупых и чрезвычайно эффективных (три автомобильных аккумулятора, соединенных последовательно) до высокотехнологичных и модных (аппараты TIG). от микроволновых битов, кислородно-водородных горелок от разветвленной воды и сантехники).Имея всю имеющуюся информацию, можно с уверенностью сказать, что опытные производители будут искусно плавить металл, даже если в сварочной отрасли постигнет странно конкретная, исключительно жестокая катастрофа. Если цивилизация и цепочки поставок рухнут, заборы от зомби все равно будут построены, а Громовой купол будет прочным и сделанным из стали.
Однако все сварщики, которых я видел своими руками, предполагают, что у вас есть доступ к сварочному стержню. Для менее осведомленных о сварке (посмотрите, что я там сделал?) Хороший прочный сварной шов включает в себя нечто большее, чем плавление и сплавление металлов — зона сварки должна быть свободна от кислорода, иначе нормальное окисление металлов приводит к ржавчине, патинам и т. Д. и обесцвечивание происходит с головокружительно быстрой скоростью, ускоряемой, как и многие химические реакции, высокой температурой.Это не только эстетическая проблема — окисление происходит внутри сварного шва, поэтому вместо прочной металлической связи вы получаете хрупкую пену. Удаление кислорода обычно достигается за счет заполнения зоны сварного шва инертным газом — регулируемым сжатым газом из отдельного резервуара в случае сварки MIG и TIG, газом, создаваемым из испаряющегося флюса при кислородно-топливной, стержневой сварке и сварке сердечником. Стандартный пруток для дуговой сварки с покрытием — это обычное дело сварки, используемое для сохранения единства мира. Они повсеместны.Их можно достать везде. Пока ты не сможешь.
Даже самый лучший сварочный аппарат своими руками бесполезен без сварочного стержня. Я провел кучу исследований, гуглил и просматривал все более отрывочные форумы, начиная от обычных DIY и заканчивая сверхъестественными выживальщиками. Тонны интересной информации по всем вообразимым темам, но, насколько я могу судить, похоже, что никто никогда не делал свои собственные сварочные стержни и не документировал их в Интернете. Здесь устранен незначительный, но потенциально важный пробел в мире DIY.
Моим первым шагом, как это часто бывает, стал поиск патентов. Патенты закладывают важнейшее ядро технологии, элементы, которые делают это конкретное изобретение уникальным, новым и патентоспособным. Часто процесс, связанный с изготовлением вещи, также описывается, защищая права изобретателя как на средства, так и на цели. Это сохраняет работу патентных поверенных и предоставляет хороший пошаговый метод для писателей СОВЕРШЕНСТВОВАТЬ.
После небольшого поиска я откопал патент «Электрод для дуговой сварки», поданный Рубеном Стэнли Смитом, жителем Милуоки, штат Висконсин, в 1918 году.(Г-н Смит был плодовитым изобретателем, выдавшим 45 патентов на насосы, производственные процессы и сварочное оборудование. Более подробную информацию о нем можно найти здесь.)
Обычно стальной стержень оборачивают целлюлозой (бумагой), пропитанной силикатом натрия. Обертка гофрирована, чтобы поддерживать плотный контакт со стержнем. Затем электроды просушиваются (я использовал тостер — стержневую печь, или некоторое время на солнце тоже подойдет.)
Стержень является электродом и наполнителем, обертка из бумаги / силиката натрия извергает защитный газ при сгорании и обеспечивает путь для плазмы, направляющей дугу.Пруток не оставляет защитного керамического шлака, как современные сварочные прутки, но, как г-н Смит заявляет в патенте: «Я также обнаружил, что покрытие из шлака, полученного с помощью известных покрытых электродов, не является существенным для производство в высшей степени удовлетворительной работы ». Я немного изменил процедуру патентования, чтобы использовать общедоступные материалы, которые можно было бы найти в доме.
DIY Arduino Battery Spot Welder-CTECHi Battery
автор: : CTECHi 2019-12-26
Из-за многих требований, предъявляемых к cucsi, в настоящий момент на складе действительно есть некоторые комплекты печатных плат и готовые комплекты.
Взгляните сюда: Аппарат для точечной сварки Arduino Nano для сварки батарей. Этот аппарат для точечной сварки можно использовать для сварки батарей 18650.
В качестве источника питания для сварки используется автомобильный аккумулятор на 12 В.
Как правило, батарея Astra на 40 Ач обеспечивает достаточный ток, чтобы получить хороший сварной шов 0,
никелевых стержней диаметром 15 мм, 0,
никелевых стержней 25 мм.
Для более толстых никелевых стержней вам может понадобиться одна или две батареи побольше.
Сварщик генерирует двойной импульс, и по умолчанию первый импульс составляет 12% от второго.
Поворотный энкодер может регулировать длительность основного импульса и отображать его на экране в MS, чтобы вы могли точно настроить время.
По умолчанию это 1.. . Регулируемый 100 мс. (
До 500 MS в системном меню)
Посмотрите видео, чтобы получить подробные инструкции по использованию.
Проектная документация: (
Спецификация, файл печатной платы, алюминиевый шаблон, код Arduino …) 01. 2018 (V3. 2) Обновление 12. 2017 (V3. 1) Обновление 09. 2017 (V3)
Аппарат для точечной сварки Выпущена новая версия 3.
Улучшение V3: обновление 08.
2017 с небольшим модулем, вы можете запитать сварочный аппарат напрямую от автомобильного аккумулятора, вместо использования отдельного источника питания.
Для получения дополнительной информации см. Шаг 9 в Instructure или в моем блоге. Обновление 05. 2017 г. Новое V2.
2 предлагает некоторые улучшения печатной платы и новые функции «автоматического подключения».
03 Читать обновления.
2017 Аппарат для точечной сварки Новый макет печатной платы! Улучшения
V2: вы можете найти файл Eagle / KiCad для печатной платы на моем Github.
Для предыдущих версий проще всего заказать плату у производителя печатной платы.
Например, в Safeway. com.
Там можно купить 10 досок примерно за 25 евро.
V3 немного дороже, потому что плата mosfet должна быть сделана с медным слоем в 2 унции.
Закажите необходимые файлы gerber в Safeway.
Com можно найти в моем Github.
Вы можете зарегистрироваться по этой ссылке, чтобы поддержать меня, вы можете получить купон на 5 долларов для вашего заказа, я могу получить определенную скидку на заказ в следующем проекте.
Но если вам нравятся поделки, вы также можете сделать это на прототипе печатной платы с ручной разводкой.
Я первый прототип аппарата для точечной сварки v1, который это сделал.
На фото вы увидите, что доска выглядит чище.
Многие спрашивают, как заказать печатные платы.
Итак, вот небольшая заметка.
Закажите новый V3: для версии 3 вам нужно будет заказывать платы Mosfet и Arduino отдельно, поскольку для платы Mosfet потребуется слой меди толщиной 2 унции. Платы
Arduino можно заказать со стандартной медью весом 1 унцию.
Размер двух досок одинаковый (50 мм x 60 мм).
Руководство по заказу: (pcbway. Com) (V3) Просто перейдите на (
Это вкладка \ «Мгновенное предложение на печатную плату \» на их веб-сайте)
Введите размер платы (50 мм x 60 мм) и количество (самый дешевый — 10).
Остальные опции платы Arduino менять не нужно.
Конечно, можно изменить цвет сварочной маски (цвет платы)
Или трафаретная печать (
Текст на плате)
Что нравится.
На цену это не влияет.
Вы можете увидеть, как он должен выглядеть на фото.
Затем нажмите «Цитировать сейчас», выберите понравившийся вариант доставки и затем нажмите «Добавить в корзину \».
Теперь вам необходимо добавить файл gerber.
Используйте arduino_board _ v3.
Из моего Github.
Процесс необходимо повторить, чтобы заказать плату Mosfet, но теперь выберите \ «слой меди 2 унции \».
Все остальные параметры можно оставить такими же, как на плате Arduino.
Используйте moset_board _ v3. на этот раз. (V2 или 2. 1) Просто перейдите на. (
Это вкладка \ «Мгновенное предложение на печатную плату \» на их веб-сайте)
Тип размера пластины (100 мм x 60 мм) и количество (самый дешевый — 10).
Для других опций никаких изменений не требуется.
Конечно можно изменить цвет сварочной маски (цвет платы)
Или трафаретная печать (
Текст на плате)
Что вам нравится.
На цену это не влияет.
Вы можете увидеть, как он должен выглядеть на фото.
Затем нажмите «Цитировать сейчас», выберите понравившийся вариант доставки и затем нажмите «Добавить в корзину \».
Теперь вам необходимо добавить файл gerber.
Используйте spot_welder_v2_gerber.
Zip или точечный _ welder_v2. 1_gerber.
Из моего Github. (
Только для более старых версий: вы также можете заказать каждую материнскую плату самостоятельно, используя arduino _ board _ gerber.
Zip и mosfe_board _ gerber.
Из моего github.)
После нажатия кнопки «Отправить заказ» сотрудник Safeway проверит, в порядке ли файл gerber.
Это может занять всего несколько часов, но также может занять несколько дней в зависимости от того, насколько они заняты.
В Spot_Welder_V2_Gerber.
Zip-файл Gerber содержит плату «Mosfet» и плату «Arduino» на одной плате.
Итак, заказ 10 штук означает, что у вас есть 10 полных наборов.
Когда вы получите тарелки, вы должны разрезать их пополам по средней линии.
Большинство деталей, используемых в этом сварочном аппарате, представляют собой детали с тремя отверстиями.
Используется всего около 1206 деталей SMD, а более мелкие детали используются редко.
Так что сваривать легко.
Если вы покупаете детали, я предлагаю вам заказать больше деталей для smd, потому что эти мелочи исчезнут на полу, если вы не будете осторожны.
Список материалов и торговли.
Я использовал около 1206 деталей SMD и других размеров, чтобы размер платы оставался таким же, как в предыдущей версии V2.
Чтобы приварить эту SMD-деталь, я думаю, что это самый простой способ наложить сварку на все контактные площадки.
Затем деталь SMD удерживается на месте с помощью пинцета и приваривается с одной стороны.
Теперь детали оставлены на месте, и можно сварить другую сторону.
Теперь поочередно нагрейте обе стороны, припой автоматически подтянет деталь в правильное положение.
Обратите внимание на полярность SMD диодов (см. Рисунки).
Если они поместят его неправильно, он не будет работать или может вызвать повреждение.
Очень быстро заполнить остальные проницаемые части.
Начните с мелких плоских деталей, вплоть до более крупных.
Вы можете видеть это на картинке.
В новой печатной плате mosfet можно использовать алюминиевую часть вместо U-образной формы. Провод изогнут на 16 мм².
Это упрощает изготовление, потому что вам не нужен паяльник высокой мощности и много паяльной пасты.
Вы все еще можете использовать u-
вместо формовочной проволоки алюминиевой детали.
Шаблон для раздела выпускников есть на моем Github.
Шаблоны алюминиевых деталей, или, если вы хотите приобрести готовую алюминиевую деталь, посмотрите здесь: malectrics.
EuFirst припаял 8 маленьких диодов для телевизоров к верхней части печатной платы. (
Больше не требуется на V3. 2 и новее)
Затем открутите u.
Соедините литой алюминиевый элемент с печатной платой с помощью m2. 5х8 или м2.
саморезов 5х10 и м2. 5 орехов.
Убедитесь, что головка винта находится со стороны печатной платы.
Это необходимо, если ваши винты немного длинноваты (м2. 5×10).
Если вы установите их противоположным образом, они могут позже коснуться МОП-транзистора и вызвать короткое замыкание.
Вы также можете приклепать детали к печатной плате с помощью заклепок 2. 4 × 8 мм.
Или приварить 16 мм² Проволока изгибается в форме буквы U
Форма печатной платы.
Теперь вам нужно установить МОП-транзистор и прямую алюминиевую секцию.
Для этого согните ножку mosfet под углом 90 градусов плоскогубцами.
Вставьте алюминиевую деталь в МОП-транзистор печатной платы с помощью винтов m3x10, гаек m3 и нейлоновых шайб.
Убедитесь, что между платой и гайками m3 установлены нейлоновые шайбы, чтобы они не поцарапали плату и не вызовут короткое замыкание.
После этого приварите ножку mosfet к печатной плате.
Поставил много следов от сварной печатной платы mosfet и пробежал к u.
Формование алюминиевых деталей, которые усложняют эти следы.
Поскольку вы установили головку штифта на плату Arduino, теперь легко установить головку штифта на плату mosfet.
Просто поместите охватывающую головку платы mosfet на женскую головку платы arduino.
Поместите плату Arduino на стол, поместите на нее плату mosfet и приварите головку штифта. Обновление 12. 2017 (V3. 1 и новее)
Теперь можно использовать 4 защитных диода TVS вместо одного.
SMD можно использовать (5. 0SMDJ13A)
Или через отверстие (625-5KP13A-E3). Диоды
SMD достаточно мощные для автомобильных аккумуляторов до 800CCA.
Перед установкой алюминиевых деталей приварите 4 диода TVS к плате mosfet.
Это намного проще, чем приваривать диоды после установки алюминиевых деталей. Обновление 10. 2017: (V3)
Несмотря на то, что характеристики SMD TV-диодов почти такие же, как и у больших TVS-диодов с прямым отверстием, используемых в предыдущих версиях точечных сварочных аппаратов, конкурировать с очень мощными автомобильными аккумуляторами сложно.
Там пользователи, использующие 800 CCA или более мощную батарею, сообщили о некоторых неисправностях диода.
Поэтому я решил заменить диод на проницаемый вариант, который немного более надежен.
Спецификация для V3 была обновлена новым диодом TVS.
Вот как установить его на печатную плату: поцарапайте припой с прямоугольной части коробчатым ножом, чтобы остановить краску, на печатной плате есть много отверстий, и добавьте немного сварки к пустой меди в области царапины.
Нам это нужно, потому что прямые светодиоды holletvs немного шире, чем у SMD-версии.
Как можно ближе к диоду согните на 90 градусов ножки TVS-диода через отверстие и обрежьте их так, чтобы диод можно было установить на печатную плату.
Затем нанесите припой на ножку и приварите диод к плате.
Сварной шов первым оставил.
Сварка правой стороны, когда диод остается в правильном положении (
боковые царапины на печатной плате).
Обязательно используйте достаточно прочный паяльник, чтобы не нагревать диод в течение длительного времени.
Диод необходимо приваривать прямо к плате без удлинителя.
Таким образом он может лучше всего устранять скачки высокого давления.
Если вы не хотите использовать автоматическую импульсную функцию, импульс будет автоматически запускаться после прикосновения к никелевой ленте двумя сварочными наконечниками, и вы можете использовать переключатель на 1 фут.
Для первого сварщика я построил его из простого деревянного ящика и небольшого переключателя.
Но заодно купил специальный ножной переключатель.
Например, вы можете использовать любой выключатель, которого у вас нет (нормально разомкнутый).
Переключатель на 1 фут.
Нет тока.
Вы можете найти файл STL для этого случая в thingiverse.
Вот более удобочитаемая инструкция по сборке с изображением после каждого шага: Вариант сборки: корпус с удлинительным кабелем Вариант сборки: установка непосредственно на клемму автомобильного аккумулятора: если вы хотите запитать аппарат для точечной сварки от аккумулятора Lipo, рекомендуется использовать предохранитель на положительном сварочном кабеле.
Если аппарат для точечной сварки выходит из строя и вызывает короткое замыкание, вы не можете отсоединить сварочный наконечник по какой-либо причине, что предотвратит возгорание или взрыв липо-батареи.
Предохранитель на 300 А работает хорошо и может выдерживать более высокий ток за короткий период времени, без проблем.
Поищите \ «предохранитель ANL 300 \» на ebay, и вы должны его найти.
Прежде всего, нужно сделать переходник для подключения аккумулятора Lipo к аппарату точечной сварки и предохранителю.
В моем случае батарея имеет разъем XT90, поэтому я сделал переходник с этим разъемом, две короткие пленки с силиконовыми проводами 10 мм² и две кабельные колодки.
Когда все подключено, нужно изолировать предохранитель.
Самое простое решение — обмотать изолентой.
Но коробка с 3D-печатью выглядит чище.
Вы можете найти STL-файл кейса на Thingiverse.
Другие части, необходимые для завершения дела: загрузить новое программное обеспечение (V3. 1 или новее)
Немного сложно.
Я сделал в своем блоге специальный учебник для старого V3: чтобы загрузить код Arduino в Arduino, вам нужно немного подготовиться.
После установки Arduino IDE необходимо добавить две библиотеки.
\ «Adafruit_gfx \» и \ «adafruit_ssd306 \».
Установите их через диспетчер библиотек в Arduino IDE (щелкните: Sketch —
> Including Library-
> Management Library)
Затем перейдите в папку библиотеки ssd306 (
Обычно это происходит в Windows: C: \\ Users \ \ Marc \ Documents \ Arduino \ libraries \ adafruit _ ssd136-master)
И откройте \ «ssd1346.
H \» с текстовым редактором \ «. В SSD1306.
H вам нужно определить 51 строку (
# Определите ssd1306_i2c _ адрес 0 x3c) и строку 69 (
# Определите ssd136_28 _ 64).
В последней версии это строка 55 и строка 73.
После изменения кода код должен быть таким: Не забудьте нажать кнопку «Сохранить», когда закончите.
Теперь вы можете вернитесь в IDE Arduino и откройте код Arduino из загруженного вами проекта Github.
Подключите Arduino Nano к компьютеру с помощью кабеля USB, и он должен автоматически установить драйвер для Arduino Nano.
Если он не подключен, проверьте, что этот сайт Arduino подключен правильно, и новый Com-порт должен появиться под «инструментами» Arduino IDE
> Порт выберите новый Com-порт.
Выберите как плату: \ «Arduino Nano \» и процессор: \ «ATmega328 \», наконец, нажмите \ «sketch-
> Загрузить \», чтобы записать программу в Arduino Nano.
По завершении на дисплее аппарата для полевой сварки должно отображаться предупреждение о низком уровне заряда батареи для напряжения порта USB, поскольку по умолчанию для предупреждения о низком заряде батареи установлено значение 11 В.
Теперь, когда вы завершили создание аппарата для точечной сварки, вот как использовать это.
Основная информация: инструкции по безопасности: (V3)
Используйте этот продукт, только если у вас есть базовые знания в области электричества.
Водоток здесь очень большой и опасный.
Для безопасной работы сварочный аппарат на месте может обеспечить сварочный ток до 1000 А.
Не используйте автомобильные аккумуляторы, которые могут обеспечить больший ток.
Например, автомобильный аккумулятор Astra 40Ач сваривает 0 хорошо. От 1 мм до 0.
На аккумуляторе есть никелевые полосы 25 мм.
Если вы хотите использовать более мощный сварочный кабель или более длинный сварочный кабель, вы можете рискнуть сами.
Абсолютный максимум сварочного тока составляет около 1400 А.
Не подключайте по ошибке к автомобильному аккумулятору. U-
Алюминиевая часть отрицательна к полюсу батареи (черный).
Установите время сварки на 2 или 3 мс при первом использовании, чтобы увидеть, как сваривается.
Затем увеличьте время до получения хорошего шва.
Если время велико, г.
Для очень тонкого никеля ваш никелевый материал «взорвется» при 20 MS.
Дополнительно: для максимальной безопасности сделайте это перед первым использованием: откройте сварочный аппарат и измерьте сопротивление между двумя алюминиевыми компонентами с помощью мультиметра. .
Он должен показать около Ом.
Если показывает 0 Ом, отображается короткое замыкание или возникла неисправность.
Если у вас нет мультиметра, вы можете сделать это: включите SpotWelder, выключите функцию автоматической идентификации, затем поместите никелевый стержень на кусок дерева и приложите наконечник для сварки никель.
Затем быстро коснитесь никеля другим сварочным наконечником.
Все в порядке, если ничего не случится.
Если прожечь отверстие в никелевом стержне, это неправильно.
Быстрый запуск: новое меню и функция отображения OLED: время импульса, отображаемое на главном экране (
Регулируется поворотом поворотного энкодера)
, активировано ли напряжение батареи, общее количество завершенных сварных швов и функция автоматической идентификации.
Вы можете перейти в меню, вращая энкодер \ «щелкните \» / \ «нажмите.
В новой версии V3 или v2.
2 с интегрированной функцией \» автоэкспозиции \ «вы можете обновить \» старую \ » «Точечная сварка довольно легко использует новую функцию.
Вам нужно всего несколько деталей: (
SMD 1206 или проводные детали в соответствии с вашими предпочтениями)
Подключите их в соответствии со схемой. (
Зонд является средним контактом МОП-транзистора)»
Затем загрузите новую версию 2.
2 кода Arduino для Arduino Nano.
Когда активирована функция AutoPulse, вы не можете активировать импульс с помощью обычного ножного переключателя.
Поэтому рекомендуется использовать разъем для разборки кабеля, подключенного к контакту D3 Arduino.
Если вы это сделаете, вам необходимо установить резистор 20 кОм между контактом D3 и GND, чтобы убедиться, что Arduino считывает стабильный сигнал GND, если разъем удален.
В качестве альтернативы вы можете запустить Arduino с v2.
Снова отключите программу SpotWelder для функции спульсирования.
При использовании этого метода нет необходимости в резисторе 20 кОм или разъеме для обеспечения работоспособности кабеля.
Описание видео: (На видео отсутствует резистор
20k от контакта D3 к GND, извините)
Arduino для точечной сварки нуждается в автоматической функции на новом V3, потому что с помощью этого очень простого плагина значение по умолчанию уже включено , вы можете запитать машину для точечной сварки напрямую от автомобильного аккумулятора вместо источника питания 12 В.
Единственный компонент, который необходимо добавить, — это конденсатор 25 В 470 Ф.
Этого достаточно, чтобы поддерживать напряжение платы Arduino при возникновении импульса и падении напряжения автомобильного аккумулятора.
Работает около 50 мс.
Для более длительных импульсов рекомендуется использовать отдельный источник питания.
Я добавил конденсатор между выводом Arduinos Vin и GND.
Обратите внимание на полярность электролитического конденсатора! «-
Перейдите к GND и Vin.
Затем вы можете подключить кабельный ввод от напряжения печатной платы к клемме позиционирования автомобильного аккумулятора, чтобы запустить аппарат для точечной сварки.
Вход GND не нужен, так как он подключен к автомобильному аккумулятору через алюминиевый лист.
Осциллограф проверяет, работает ли мод: (
Справочное изображение)
Arduino будет продолжать работать, даже если нет дополнительного конденсатора, но я не рекомендую это делать.
Всплеск напряжения 22 В очень короткий, и с Arduino Nano и другими компонентами проблем нет.
Как вы можете видеть на рисунке, за это короткое время импульса не происходит значительного падения напряжения.
Здесь вы можете видеть, что напряжение падает, когда импульс 45 мс снижается примерно до 8 В.
Этого все еще достаточно для правильной работы Arduino, поэтому время импульса около 50 мс — это максимальное время, которое может использовать модуль. . Все компоненты, используемые для этого сварочного аппарата, проходят через отверстие в сборе.
Так что сваривать легко.
Начиная с малой части до большей части.
Сварочная головка изготовлена из сплошной медной проволоки толщиной 10 мм².
Кабель представляет собой гибкий медный провод сечением 16 мм².
Не делайте сварочный кабель длинным (макс. 50-60 см каждый).
Очень длинные кабели могут вызвать выбросы высокого индукционного напряжения, которые могут повредить сварочный аппарат. (обновление 08. 2016) —
В новой версии вы должны подключить JP1 на плате Arduino к JP1 на плате Mosfet, а JP2 на плате Arduino к JP2 на плате Mosfet.
Используйте головки и торцевые головки.
Эти перемычки соединяют землю двух плат.
Вы можете увидеть эффект зеленой платы на новом изображении.(обновление 12. 2016) —
Добавлена новая серия изображений, заполненных печатной платой, что должно облегчить понимание.
Используемые новые диоды v3 не требуют защитных диодов: Шоттки: —
100BGQ015 коттедж. com Деталь: 844-
TV: 5KP13A-100BGQ015E3 / 54 Mouser. com Деталь: 625-5KP13A-
Зачем добавлять диоды?
При использовании очень высокого сварочного тока или длинного сварочного кабеля диод можно использовать для повышения надежности аппарата точечной сварки.
Они уменьшают пиковое напряжение, возникающее из-за индуктивности сварочной проволоки.
Это необходимо, так как всплески высокого напряжения могут повредить ваш МОП-транзистор.
Здесь можно найти очень подробное объяснение, включая добавление диодов: вы можете сделать несколько красивых проводов с кабельными наконечниками диода, чтобы он выглядел красиво, или приварить прямо к сварочному аппарату.
Функция такая же.
Только проследить, чтобы к шоттки приваривался только паяльник большой мощности, чтобы диод при сварке не нагревался.
Кабель диода должен быть 10 мм² (7 или 8 AWG).
Для телевизионных диодов вы также можете использовать более тонкие кабели, если это просто короткий кабель.
Краткий вывод: я провел несколько измерений с помощью своего осциллографа за 20 долларов, что не очень точно, но вы можете увидеть эффект диода.
Первое измерение было выполнено на обычном сварочном аппарате без дополнительных диодов.
Как вы можете видеть в конце первого импульса, наблюдается скачок напряжения примерно до 34 В.
Это не проблема, потому что номинальное напряжение МОП-транзистора составляет макс. 55 В.
Но если вы используете более длинный сварочный кабель или очень прочный автомобильный аккумулятор, обеспечивающий очень высокий ток, напряжение может превысить 55 В.
Это может повредить МОП-транзистор.
Для исключения скачков напряжения на сварочном аппарате можно установить диоды.
Вам нужен телевизор и диод Шоттки.
Я установил шоттки только при первом замере.
Это приводит к странным колебаниям и даже влияет на Arduino, поэтому программа вылетает.
Вы можете увидеть это на картинке колебания напряжения.
Наконец, я измерил его с двумя установленными диодами (
TV и Shoreditch Tube).
Теперь скачок напряжения в конце импульса составляет всего около 20 В.
Даже при более высоком токе или более длинном сварочном кабеле напряжение не будет намного выше, потому что диод предотвратит это.
Какой автомобильный аккумулятор можно использовать для аппарата точечной сварки?
Рекомендуется автомобильный аккумулятор на 12 В 40 Ач, но все, что может обеспечить от 400 А до 600 А, должно быть в порядке.
Не рекомендую использовать аккумулятор так называемого «глубокого разряда».
Они похожи на автомобильные аккумуляторы, но не обеспечивают большой ток в течение короткого периода времени.
Они могут обеспечить небольшой ток от 20 до 50 А за несколько часов.
Они могут обеспечивать высокий сварочный ток, но могут выйти из строя после некоторой сварки.
Какие никелевые прутки можно сваривать?
Следует использовать никелевые стержни от 0,1 до 0.
25 мм никелевые стержни. Обычно 0.
Никелевый ремень 15 мм подходит для всех стандартных применений. 0.
Если время импульса 3-миллиметровой никелированной стальной полосы увеличивается примерно до 6-10 мс (
на этот раз с автомобильным аккумулятором 440 А или CCA).
Если вы хотите использовать 0, вы также можете попробовать использовать никелевую полосу с прорезями.
3 мм, потому что прорезь дает лучшие точки сварки при малом токе или коротком времени импульса.
Какой педальный переключатель можно использовать?
Вы можете использовать любой выключатель, которого у вас нет (обычно открытый).
На ножной переключатель не подается ток, поэтому может работать даже очень маленький переключатель. (
Пример педального переключателя.
Не оборачивайте провод педального переключателя вокруг сваренного кабеля и не пытайтесь использовать ручной переключатель.
Это может повредить аппарат для точечной сварки из-за наведенного напряжения.
Сколько должен длиться сварочный кабель?
Сделайте кабель как можно короче.
Рекомендуемое 16 мм² (5AWG) 0.
5 м на кабель.
Если вы сделаете кабель длиннее, сварочный импульс будет ослабевать, если не использовать более толстый кабель.
Кроме того, из-за высокого индукционного напряжения, генерируемого длинным кабелем, вы с большей вероятностью повредите аппарат для точечной сварки длинным кабелем.
Какой блок питания нужен плате Arduino?
Новый V3 не требует отдельного источника питания при времени сварки менее 50 мс.
Он может быть подключен непосредственно к автомобильному аккумулятору или полюсу для поглощения жира.
Блок питания 12 В, 2 А или 1 А отлично работает со старым V2.
В качестве альтернативы также может работать 3-х секундная батарея Lipo / Liion.
Могу ли я запитать плату Arduino от автомобильного аккумулятора?
Да, в новом V3 вы можете питать его напрямую от автомобильного аккумулятора или Lipo, а время пайки составляет менее 50 мс.
Для V2 или более ранней версии в стандартной конфигурации вам потребуется отдельный источник питания или аккумулятор.
Но если вы добавите конденсатор 470 ф 25 В между Arduinos Vin и GND, вы можете запитать V2 и старую ArduinoBoard от автомобильного аккумулятора.
Можно ли использовать блок питания ПК вместо автомобильного аккумулятора?
Нет, нужен автомобильный аккумулятор.
Блок питания ПК не может обеспечить достаточный ток сварки.
Вам нужно около 400А.
Типичный блок питания может обеспечить до 50 А.
Кроме того, блок питания обычно не любит коротких замыканий, что является работой сварщика.
Когда я подключаюсь к Arduino через USB, мой компьютер не может его найти!
Если ваша система не устанавливает автоматически необходимые драйверы, вам необходимо установить их вручную.
Изучите сварочный аппарат с аккумулятором | Дональд Эрнест
Сварщик — это человек, который сваривает металл, и сварка выводов батареи в основном предназначена для процесса сварки выводов батарей без какого-либо повреждения элементов батареи. Nippon Avionics (AVIO) — это линейка оборудования, которое используется в ведущей компании по предоставлению сварочных услуг, поскольку они более продвинуты в отношении технологий, качества и удобны в использовании по сравнению с другими известными брендами. Аппараты для сварки язычков батарей AVIO имеют быстрое время подъема и меньшее тепловое повреждение благодаря 4-импульсной форме волны с предварительной сваркой.Одним из преимуществ является то, что они имеют функцию переключения полярности, которая приводит к ровным сварным швам, а также более длительный срок службы электродов, и тот факт, что они имеют функцию автоматической остановки сварки, которая предотвращает сварку с избыточной энергией. Наряду с этим, сварочный аппарат для батарей AVIO имеет ЖК-график формы сварочной волны.
Аппарат для приварки батарейных батарей AVIO имеет следующие особенности: источник сварочного тока спецификации NRW-PS300 и трансформатор NT-PS300. Как упоминалось ранее, метод управления представляет собой полярный переключатель, известный как управление IGBT, а также вторичный ток короткого замыкания 8000A.Максимальная выходная мощность, которую может дать этот сварочный аппарат для аккумуляторных батарей, составляет 300 Вт. Диапазон настройки времени сварки составляет от 0 мс до 60 мс, а отвод трансформатора составляет 2,5 В, 5 В, 7,1 В и 10 В.
Идеальный способ нанять оптимального сварщика батарейных пластин — это обсудить с подрядчиком ваше приложение, а затем позволить ему сначала проверить сварку, чтобы проверить, какая комбинация трансформатора и сварочного аппарата лучше всего подходит для вас. Они могут предоставить вам сварочные аппараты для аккумуляторных батарей с расширенными функциями сварки, которые имеют низкую стоимость.Я знаю сервисную компанию по сварке. — это производственная сервисная компания, имеющая два основных подразделения; Пайка оплавлением под давлением и соединение ACF. Наряду с этим, у них также есть бесплатные сварочные испытания, чтобы убедиться, что все идет хорошо. Чтобы связаться с ними, вы можете посетить их, позвонить им или отправить по факсу или электронной почте.
Лазерная сварка структурированных медных соединителей для аккумуляторных батарей и силовой электроники
Свойства поверхности структурированных медных образцов
Периодические структуры
Структурированные поверхности исследуются в сканирующем электронном микроскопе типа LEO 1455 EP от Carl Zeiss AG, Оберкохен, Германия.Изображения периодических структур показаны на рис. 7. Слева изображения структур PS1 показаны в возрастающем увеличении. Справа можно увидеть СЭМ-изображения структур PS2.
Рис. 7СЭМ-изображения периодических поверхностных структур
Результирующая поверхность образца PS1 состоит из правильных конусов с расстоянием 60 мкм (см. Таблицу 2). В точках пересечения геометрии абляции количество проходов через лазерный луч вдвое больше, чем по сторонам конусов.В результате глубина структуры здесь особенно велика. Структуры измеряли с помощью лазерного сканирующего микроскопа (LSM) VK-9700 от Keyence AG, Осака, Япония. В результате этого измерения глубина образовавшихся структур достигает 90 мкм.
Образцы PS2 были изготовлены с меньшим опорным расстоянием l USP 30 мкм. Это расстояние всего на пять микрометров больше, чем фокусный диаметр лазера USP (d USP = 25 мкм). По этой причине колбочки не так хорошо отделены друг от друга, как в образце PS1.В направлении y видна более глубокая траншея, чем в направлении x. Это последнее направление лазерного луча в процессе структурирования. Причина этого эффекта, вероятно, кроется в меньшем расстоянии пути, а это означает, что кончики конусов оплавились больше, чем в PS1. В результате материал по бокам затвердел, так что образуется сплошное соединение. При ближайшем рассмотрении этот эффект также можно увидеть в PS1, но он не так заметен из-за большего расстояния пути.Глубина структур PS2 составляет около 40 мкм.
Непериодические структуры
Для создания непериодических структур выбираются пути прохождения, которые значительно меньше фокусного диаметра источника лазерного луча USP. СЭМ-изображения полученных поверхностей показаны на рис. 8. Для структур NPS1 расстояние между дорожками составляет 5 мкм, а для структур NPS2 только 2 мкм. Это приводит к образованию переосажденных структур, которые образовались из облака газа и плазмы в процессе абляции.Эти частицы распределены неравномерно, и коралловидные поверхности образованы из агломерированного материала. С одной стороны, это может быть полезно для последующего процесса сварки, поскольку возникающие поднутрения могут сделать ловушку для луча особенно эффективной, с другой стороны, определение характеристик очень затруднено из-за неровности поверхности. По результатам измерений глубина структуры поверхности NPS1 достигает 41 мкм. Агломерированные структуры поверхности НПС2 в среднем меньше по размеру (см. Рис.8) и более нежный. Измеренная глубина структуры также меньше, чем у образца NPS1 и составляет около 31 мкм.
Рис. 8СЭМ-изображения непериодических поверхностных структур
Отражательная способность структурированных образцов, измеренная с помощью спектроскопии UV-VIS
Отражательная способность R при комнатной температуре также является важным параметром для характеристики структурированных поверхностей. Если отражательную способность можно значительно снизить уже при комнатной температуре, меньше излучения будет отражаться коаксиально в начале процесса сварки и вероятность повреждения оптических элементов или источника луча снижается.Кроме того, процесс становится более эффективным, поскольку вначале поглощается больше излучения, а процесс глубокой сварки начинается раньше. Измерение проводят с помощью спектрометра Lambda 1050 от PerkinElmer Inc., Уолтем, США. Спектрометр откалиброван с помощью белого стандарта, который позволяет измерять абсолютную отражательную способность. Образец необработанной меди служит эталоном. Помимо лазерной микросварки с использованием волоконных лазеров, в настоящее время исследуется использование источников синего (450 нм) и зеленого (515 нм) луча, поскольку они имеют более высокий коэффициент поглощения для меди, чем волоконные лазеры.Чтобы определить, влияет ли процесс структурирования также на отражение синего и зеленого излучения, спектр отражения поверхностных структур измеряется от 400 до 1100 нм. На рис. 9 отражательная способность образцов показана как функция длины волны.
Рис. 9Отражение образца с лазерной структурой и необработанного образца меди, измеренное с помощью UV-Vis
Во всем измеренном спектре эталонная поверхность имеет самый высокий коэффициент отражения около 98%.Качественный ход одинаков для всех исследуемых поверхностей. При длине волны от 550 нм до примерно 570 нм кривые показывают изгиб, и коэффициент отражения увеличивается с течением времени сильнее. Это изменение отражательной способности значительно снижается за счет поверхностных структур, где кривая не такая крутая. Поверхность NDS1 имеет самый низкий коэффициент отражения на всех измеренных длинах волн. Для длины волны обработки волоконного лазера (1070 нм) коэффициент отражения можно снизить до 12,3% с помощью структур NPS1.Это снижает коэффициент отражения на 87,6% по сравнению с эталонным образцом. Особенно очевидна разница между двумя периодическими поверхностными структурами. PS1 имеет коэффициент отражения около 20% на длине волны обработки, в то время как PS2 все еще отражает около 50% падающего излучения. Если сравнить эти значения с изображениями SEM (рис. 7), становится ясно, что частично пропущенные канавки между конусами гомогенизируют поверхность до такой степени, что эффект полученной ловушки пучка значительно менее эффективен, чем с образцами PS1.При сравнении отражательной способности структурированных образцов на длине волны обработки непериодические структуры кажутся более подходящими для уменьшения отражательной способности при лазерной микросварке и повышения эффективности процесса.
Отражение во время лазерной микросварки структурированных образцов
Измерение отраженной мощности во время лазерной микросварки предназначено для того, чтобы показать, подходит ли лазерное структурирование медных образцов для уменьшения первоначально отраженной мощности в начале процесса. а также для повышения эффективности всего процесса сварки.Для этого используется конструкция двойной интегрирующей сферы из раздела 3.2. Доля отраженного излучения определяется соотношением
$$ {R} _R = \ frac {P_R} {P_L} $$
R R , долей отраженного излучения [-]; P R , мощность отраженного лазера [Вт]; P L , мощность лазера [Вт].
Результатом является степень связи
$$ \ eta = 1- {R} _R = 1- \ frac {P_R} {P_L} $$
η, степень связи [-].
Кроме того, будет исследовано, изменяется ли влияние структур поверхности при поточной сварке с течением времени и ходом процесса.Для этого используются три положения сварных швов из раздела 3.3.2.
Периодические структуры
На рисунке 10 показана отраженная мощность P R образца PS1 во времени для сварных позиций A, B и C. В позиции сварного шва A сварной шов начинается на необработанной медной поверхности и продолжается в структурированная область. В начале процесса виден четкий максимум P R . Голая медь отражает большую часть излучения (см. Рис. 9). Когда процесс лазерной сварки меняется на сварку с глубоким проплавлением, большая мощность поглощается более горячим материалом, а множественные отражения в замочной скважине значительно повышают эффективность (t ≈ 5 мс).Примерно через 30 мс лазерный луч пересекает структурированную область образца, в течение которой отраженная мощность продолжает уменьшаться. Степень связи η теперь составляет 71%. При сравнении кривой отраженной мощности P R на голой медной поверхности с кривой на структурированной поверхности процесс на узорчатой поверхности более плавный. Это наблюдение подтверждается при взгляде на валик сварного шва, гладкий и ровный на структурированной поверхности.
Рис. 10Ход отраженной мощности P R образцов PS1 по длине сварного шва для положений сварного шва, B и C
В положении сварного шва B направление сварного шва было обратным.Он начинается на структурированной поверхности, а затем продолжается на участке необработанного образца меди. Первоначальное обратное отражение может быть полностью устранено, особенно по сравнению с положением A. Процесс быстро переходит в сварку с глубоким проплавлением и показывает очень постоянный ход отраженной мощности. При переходе в область необработанной меди степень сцепления падает с 69 до 63%. Однако после внесения изменений процесс сварки с глубоким проплавлением сохраняется. На необработанной меди процесс значительно более плавный по сравнению с позицией А.Это говорит о том, что начало процесса сварки на структурированной поверхности может положительно повлиять на развитие процесса. В положении сварного шва C было исследовано, изменяется ли технологический процесс лазерной микросварки на структурированной поверхности по длине шва. Результат показывает очень постоянный шов со степенью сцепления 71% и очень гладкий и ровный рисунок шва.
Отраженная мощность P R образца PS2 с течением времени для положений сварки A, B и C показана на рис.11. Для позиции сварного шва A в начале процесса (как видно на PS1) можно увидеть явный максимум отраженной мощности. Кроссовер на структурированную область образца здесь примерно при t = 38 мс. Процесс сварки на необработанной медной поверхности нестабилен, и изменение отраженной мощности P R со временем уменьшается. В диапазоне между двумя качествами поверхности степень связи η увеличивается. На краю структурированной области поверхность не определена и не такая регулярная, как в середине структурированной области.Здесь частицы из газовой и плазменной фаз могут осаждаться и способствовать увеличению поглощения в течение короткого времени. На структурированной поверхности кривая снова становится постоянной, и степень сцепления составляет 67%. Как и в случае с PS1, сварной шов выглядит равномерно и гладко.
Рис. 11Динамика отраженной мощности P R образцов PS2 по длине сварного шва для положений сварного шва A, B и C
Как и в случае PS1, начальное обратное отражение (положение шва B) может также подавляться с помощью образцов PS2.Отраженная мощность постоянна и практически не изменяется во время перехода в неструктурированную область. Это говорит о том, что структуры PS2 не подходят для повышения эффективности всего процесса сварки, поскольку степень связи η между структурированной и необработанной поверхностью практически не изменяется в процессе. Однако эта структура подходит для устранения первоначального обратного отражения. В положении шва C можно увидеть постоянный ход отраженного излучения с очень небольшими колебаниями.Поверхность шва однородная и гладкая.
Непериодические структуры
На рисунке 12 показана кривая отраженной мощности для непериодического образца NPS1 для позиций шва A, B и C. В начале позиции шва A видно начальное обратное отражение, как уже было видно на рисунке. периодические образцы. После развития процесса глубокой сварки, отраженная мощность остается постоянной до тех пор, пока при t ≈ 35 мс не произойдет переход в структурированную область образца. Здесь степень сцепления изменяется от 63 до 87% и остается постоянной до конца сварного шва.На поверхности структурированного участка видны сварочные брызги. Из-за высокой степени сцепления в этой области сварочная ванна перегревается, и из сварочной ванны выходят брызги.
Рис. 12График отраженной мощности P R образцов NPS1 по длине сварного шва для сварных швов A, B и C
В позиции B виден пик в начале график. Этот пик не такой большой, как на стороне необработанной меди, но, тем не менее, наблюдался во время всех измерений.Однако этот эффект не возникает в позиции шва C. В последующих исследованиях будут сделаны высокоскоростные изображения процесса лазерной сварки, которые могут объяснить это явление. Кроме того, степень сцепления постоянна и составляет 86% и снижается до 66% при переходе на необработанную поверхность. Положение шва C показывает постоянный ход степени сцепления на уровне 84%. Окружающие брызги сварочного шва указывают на перегрев ванны расплава. Этот тип структурирования хорошо подходит для повышения эффективности лазерной микросварки.По сравнению с необработанными медными поверхностями, мощность излучения, вероятно, может быть значительно снижена.
Во время лазерной микросварки на необработанной медной поверхности в позиции сварного шва A для образцов NPS2 можно увидеть очень неустойчивый процесс. (Рис. 13) Постоянный процесс сварки с глубоким проплавлением не развивается. При переходе к структурированной области степень сцепления сначала увеличивается, а затем достигает значения 75%, когда формируется постоянный процесс сварки с глубоким проплавлением.В переходной зоне процесс очень неустойчивый. В положении сварного шва B это явление не заметно. Скорее всего, за курс в зоне кроссовера отвечает предыдущий неустойчивый процесс. Если есть внезапное изменение отражения на поверхности и изменение топографии, эти эффекты перекрываются с ранее существовавшими колебаниями в замочной скважине. В положении сварного шва B, как и раньше, начальный пик не распознается; степень сцепления снижается с 75 до 65% при переходе от структурированного участка к необработанному участку.