МР-3
ТЕХНИЧЕСКИЕ ДАННЫЕ ЭЛЕКТРОДА MP-3
Основное назначение сварочных электродов. Электроды марки МР-3 тип Э46 по ГОСТ 9467-75 предназначены для сварки ответственных конструкций из малоуглеродистых сталей марок Ст1, Ст2, Ст3, по ГОСТ 380-2005, марок 0,8, 10, 15, 20 по ГОСТ 1050-88. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, переменным или постоянным током обратной полярности.
Электроды изготавливаются в соответствии с требованиями ГОСТ 9466-75, ГОСТ 9467-75 и технологической инструкции.
|
ГОСТ 9466-75 |
ISO 2560 : E432RR26 |
|
ГОСТ 9467-75 |
AWS А5.1 : E6013 |
|
ТУ 1272-033-48265127-2009 |
Eh599 : E382RC22 |
Характеристики плавления сварочных электродов при сварке
|
Устойчивость дуги |
— высокая |
|
Разбрызгивание |
— умеренное |
|
Формирование шва |
— отличное |
|
Отделимость шлаковой корки |
— хорошая |
|
Коэффициент наплавки |
— 8,5 г/А·ч |
|
Коэффициент разбрызгивания |
— 8÷13 % |
|
Выход металла |
— 65 ÷ 68 % |
|
Расход электродов на 1 кг наплавленного материала |
— 1,7 кг |
Химический состав наплавленного металла сварочных электродов при сварке, %
|
Массовая доля элементов, % |
||||
|
Углерод |
Кремний |
|
Сера |
Фосфор |
|
Не более |
||||
|
0,08÷0,12 |
0,07÷0,20 |
0,50÷0,80 |
0,040 |
0,045 |
Механические свойства металла шва сварного соединения при нормальной температуре:
|
Временное сопротивление разрыву, кгс/м2, не менее |
46 |
|
Относительное удлинение, % не менее |
18 |
|
Ударная вязкость, кгс/см2, не менее |
8 |
Режим сварки
Род тока — переменный, постоянный обратной полярности
Длина дуги — короткая, средняя
Напряжение холостого хода источника питания — 60÷80 вольт
Рекомендуемые значения тока сварочных электродов при сварке (А)
|
Диаметр электрода, мм |
Сила тока, А |
Напряжение дуги, В |
||
|
Положение шва |
||||
|
Нижнее |
Вертикальное /снизу-вверх/ |
Потолочное |
||
|
3 |
100÷140 |
80÷100 |
80÷100 |
20÷23 |
|
4 |
160÷220 |
140÷180 |
140÷180 |
22÷25 |
|
5 |
170÷260 |
160÷200 |
— |
22÷25 |
|
6 |
220÷290 |
— |
— |
24÷28 |
Содержание влаги в покрытии электродов, перед использованием – не более 1,0 %.
В случае увлажнения /длительного хранения/, необходимо провести прокаливание (сушку) электродов при температуре 150÷180ºС.
Упакованные электроды хранить в сухом отапливаемом помещении при температуре не ниже +15 оС.
Расшифровка обозначения
Э46-МР-3-d-УД
——————————— ГОСТ 9466, ГОСТ 9467
Е 430/3/-Р 26
где Э46 — тип электрода;
МР-3 — марка электрода;
d- диаметр электрода;
У — для сварки углеродистых и низколегированных сталей;
Д — с толстым покрытием;
43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре не менее 46 кгс/мм2;
О — относительное удлинение менее 18%;
/3/ -ударная вязкость наплавленного металла αн45 /при температуре — 20оС/, не менее 3,5 кгс·м/см2;
Р — кислое покрытие; рутиловое покрытие;
2 — для сварки во всех пространственных положениях кроме вертикального сверху вниз;
6 — для сварки на постоянном токе обратной полярности или переменном токе от источника питания с напряжением холостого хода 60÷80±5В.
Сварка и все что с ней связано
Ручная дуговая сваркаЭлектрический ток протекая между металлическим стержнем электрода и свариваемым изделием выделяет тепло, которое расплавляя металл образует ванну. После остывания металл ванны кристаллизуется образуя соединение.
Защита сварочной ванны и воздействия расплавленного металла защищается от воздействия внешней среды газами, которые выделяются в процессе горения электродного покрытия. Сварщик в ручную осуществляет подачу электрода в область сварки, контролирую передвижение ванны, длину дуги и контроль над её горением.
В русскоязычной литературе обозначается: РД.
Международное обозначение: MMA (от англ. manual metal arc welding).
Сварка неплавящимся электродомМеждународное обозначение: TIG (tungsten inert gas welding).
В России обозначается: РАД (ручная аргонодуговая сварка)
Электрическая дуга возникает между неплавящимся электродом установленном в специально устроенной горелке и изделием. Ванна образуется за счет плавления металла соединяемого изделия и присадочного материала подаваемого в зону сварки вручную. Защита металла во время процесса происходит благодаря газу, подаваемому в зону горения дуги из сопла горелки. Неплавящийся электрод служит для манипуляции и контролем над формированием ванны в процессе сварки. Для защиты используют газы: аргон, гелий, азот и смеси на их основе. Тонколистовой металл можно варить без использования присадочного материала, просто сплавляя металл кромок соединения.
Полуавтоматическая сварка в среде защитных газовВ Российской литературе обозначается: МП (метод полуавтоматический)
Международное обозначение: MIG (metal inert gas) и MAG (metal active gas), в зависимости от газа используемого при методе.
В зону сварки автоматически подается проволока, которая и является плавящимся электродом. По средствам дуги выделяется тепло, проволока и кромки изделия плавятся, образуя ванну. Защита зоны сварки осуществляется газом подающимся из сопла горелки. При использовании порошковой проволоки защита, производится за счет газа образуемого при сгорании металлического порошка.
Внимание! Процесс сварки сопряжен с опасными последствиями, такими как:
- опасностью возгораний;
- поражений электрическим током;
- отравлений вредными газами;
- поражений глаз и ожоги открытых участков тела ультрафиолетовым, инфракрасным излучением;
- поражение кожи брызгами расплавленного металла.
Оградите себя от этих последствий, доверьте сварку профессионалам!
Если Вас интересуют услуги сварщика, ремонт металлических изделий, изготовление металлоконструкций или изделий из металла, предлагаем услуги нашего ателье. Квалифицированные и опытные специалисты помогут Вам решить любые вопросы связанные с процессом сварки, достаточно только позвонить нам!
Квалифицированные и опытные специалисты помогут Вам решить любые вопросы связанные с процессом сварки, достаточно только позвонить нам!
Государственный Рязанский приборный завод
Государственный Рязанский приборный завод – крупный российский производитель сложной радиоэлектроники.
Мощная производственно-техническая база, постоянная модернизация производства, внедрение новейших технологий и оборудования, высокий уровень квалификации персонала позволяют предприятию выпускать современную инновационную продукцию.
Наукоемкая продукция высокого качества, которая производится предприятием, успешно конкурирует на российском и международном рынках. Многие изделия не имеют аналогов в мире, что подтверждено международными патентами, а также многочисленными дипломами и наградами.
Рязанский приборный завод – надежный деловой партнер, открытый ко всем видам сотрудничества в сфере развития отечественного приборостроения.
Сварочное оборудование ФОРСАЖФОРСАЖ — это профессиональное оборудование для высококачественной ручной дуговой, аргонодуговой и полуавтоматической сварки.
Индикаторы и тонометры АО «ГРПЗ» для измерения внутриглазного давления – единственные в мире приборы для измерения внутриглазного давления через верхнее веко.
На сегодняшний день транспальпебральная склеральная тонометрия не имеет альтернативы и является наиболее оптимальным методом при проведении массовой диспансеризации и в сложных клинических случаях, когда невозможно применение классических методов тонометрии.
Качественно новый подход к измерению ВГД открывает широкие клинические возможности и неоспоримые преимущества для врача и пациента.
Средства связиЦифровое оборудование обработки и передачи данных производства ГРПЗ пользуется заслуженной репутацией, как на отечественном, так и на зарубежном рынке. Передовые решения позволяют обеспечивать надёжность канала связи до 99,99%.
Достижения в области микроэлектроники и лазерных технологий позволили создать оборудование, обеспечивающее наивысшую помехозащищенность и надёжность канала связи с гарантированной пропускной способностью до 10 Гбит/с на дальностях до 7 километров.
Уникальность оборудования подтверждают 5 патентов и экспорт изделия во многие развитые страны.
МР-3
ТЕХНИЧЕСКИЕ ДАННЫЕ ЭЛЕКТРОДА MP-3
Основное назначение сварочных электродов. Электроды марки МР-3 тип Э46 по ГОСТ 9467-75 предназначены для сварки ответственных конструкций из малоуглеродистых сталей марок Ст1, Ст2, Ст3, по ГОСТ 380-2005, марок 0,8, 10, 15, 20 по ГОСТ 1050-88. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, переменным или постоянным током обратной полярности.
Электроды изготавливаются в соответствии с требованиями ГОСТ 9466-75, ГОСТ 9467-75 и технологической инструкции.
|
ГОСТ 9466-75 |
ISO 2560 : E432RR26 |
|
ГОСТ 9467-75 |
AWS А5.1 : E6013 |
|
ТУ 1272-033-48265127-2009 |
Eh599 : E382RC22 |
Характеристики плавления сварочных электродов при сварке
|
Устойчивость дуги |
— высокая |
|
Разбрызгивание |
— умеренное |
|
Формирование шва |
— отличное |
|
Отделимость шлаковой корки |
— хорошая |
|
Коэффициент наплавки |
— 8,5 г/А·ч |
|
Коэффициент разбрызгивания |
— 8÷13 % |
|
Выход металла |
— 65 ÷ 68 % |
|
Расход электродов на 1 кг наплавленного материала |
— 1,7 кг |
Химический состав наплавленного металла сварочных электродов при сварке, %
|
Массовая доля элементов, % |
||||
|
Углерод |
Кремний |
Марганец |
Сера |
Фосфор |
|
Не более |
||||
|
0,08÷0,12 |
0,07÷0,20 |
0,50÷0,80 |
0,040 |
0,045 |
Механические свойства металла шва сварного соединения при нормальной температуре:
|
Временное сопротивление разрыву, кгс/м2, не менее |
46 |
|
Относительное удлинение, % не менее |
18 |
|
Ударная вязкость, кгс/см2, не менее |
8 |
Режим сварки
Род тока — переменный, постоянный обратной полярности
Длина дуги — короткая, средняя
Напряжение холостого хода источника питания — 60÷80 вольт
Рекомендуемые значения тока сварочных электродов при сварке (А)
|
Диаметр электрода, мм |
Сила тока, А |
Напряжение дуги, В |
||
|
Положение шва |
||||
|
Нижнее |
Вертикальное /снизу-вверх/ |
Потолочное |
||
|
3 |
100÷140 |
80÷100 |
80÷100 |
20÷23 |
|
4 |
160÷220 |
140÷180 |
140÷180 |
22÷25 |
|
5 |
170÷260 |
160÷200 |
— |
22÷25 |
|
6 |
220÷290 |
— |
— |
24÷28 |
Содержание влаги в покрытии электродов, перед использованием – не более 1,0 %.
В случае увлажнения /длительного хранения/, необходимо провести прокаливание (сушку) электродов при температуре 150÷180ºС.
Упакованные электроды хранить в сухом отапливаемом помещении при температуре не ниже +15оС.
Расшифровка обозначения
Э46-МР-3-d-УД
——————————— ГОСТ 9466, ГОСТ 9467
Е 430/3/-Р 26
где Э46 — тип электрода;
МР-3 — марка электрода;
d- диаметр электрода;
У — для сварки углеродистых и низколегированных сталей;
Д — с толстым покрытием;
43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре не менее 46 кгс/мм2;
О — относительное удлинение менее 18%;
/3/ -ударная вязкость наплавленного металла αн45 /при температуре — 20оС/, не менее 3,5 кгс·м/см2;
Р — кислое покрытие; рутиловое покрытие;
2 — для сварки во всех пространственных положениях кроме вертикального сверху вниз;
6 — для сварки на постоянном токе обратной полярности или переменном токе от источника питания с напряжением холостого хода 60÷80±5В.
Технологическая карта сварки
Технологическая карта сварки – документ, который является результатом разработки технологии сварки конкретного соединения. В нем записаны самые важные технологические параметры создания сварного соединения, по сути это инструкция по сварке соединений. При разработке технологии сварки металлоконструкций каждое сварное соединение должно быть изготовлено в соответствии с разработанной для нее технологической картой сварки.
Технологическая карта сварки содержит в себе:
1. сведения о основном металле;
2. сведения о качестве и подготовке соединения под сварку: данные о разделке, о количестве и расположении прихваток, данные о предварительной очистке кромок;
3. данные о фиксации свариваемого изделия и о возможном подогреве;
данные о фиксации свариваемого изделия и о возможном подогреве;
4. сведения об используемом сварочном оборудовании и сварочных материалах;
5. сведения о режиме сварки в зависимости от способа сварки могут включать: сварочный ток, напряжение дуги, скорость сварки, полярность при сварке, расход защитного газа, скорость подачи проволоки и др.;
6. сведения о форме сварного соединения и способах контроля качества сварного соединения.
Разработка технологической карты сварки начинается с анализа свариваемого материала и подбора способа сварки. После этого производится анализ условий, при которых будет работать сварная конструкция и определяется, какими нормативными документами нормируется изготовление и работа этой конструкции. Далее по данным нормативной литературы и по расчетным данным определяется режим сварки, рассчитывается необходимое количество проходов, геометрия сварного соединения и другие параметры.
Наша организация имеет большой опыт в разработке технологических карт сварки и подобных инструкций по технологии сварки
Ниже приведен пример разработанной нашими специалистами технологической карты сварки
|
ФИО |
И.И. Иванов |
Организация |
ООО «Иванов сварка» |
Клеймо |
|
|||||||||
|
Способ сварки |
РАД(141)+МП(135) |
Основной материал (марка) |
Ст20, М01 |
|||||||||||
|
Наименование (шифр) НТД |
ПБ-03-273-99, РД 03-495-02, СНиП 3. |
|||||||||||||
|
Тип шва |
СШ |
Типоразмер, мм |
|
|||||||||||
|
Тип соединения по НТД |
С17, ГОСТ16037-80 |
Диаметр |
48 |
|||||||||||
|
Положение шва
|
Н45 |
Толщина |
4 |
|||||||||||
|
Вид соединения |
ос, бп |
|||||||||||||
|
Сварочные материалы (марка, стандарт, ТУ) |
Способ сборки и требования прихваткам |
4 прихватки |
||||||||||||
|
длиной 25-30 мм высотой 2.5 мм |
||||||||||||||
|
Св-08Г2С ГОСТ2246, аргон высшего сорта ГОСТ10157, двуокись углерода высш. сорта ГОСТ 8050 |
Сварочное оборудование |
ESAB |
||||||||||||
 05.05-84; СНиП 3.03.01-87, ГОСТ 16037
05.05-84; СНиП 3.03.01-87, ГОСТ 16037
Технологические параметры сварки
|
Номер валика (шва) |
Способ сварки |
Диаметр электро-да или проволоки, мм |
Род и поляр-ность тока |
Сварочный ток, А |
Напря-жение, В |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Расход защитного газа, л/мин |
|
1 |
РАД |
2. |
постоян., прямая |
60-90 |
10-12 |
— |
— |
8-10 |
|
2 |
МП |
1.2 |
постоян., обратн. |
80-120 |
18-20 |
— |
— |
10-14 |
 0
0|
Дополнительные параметры технологии сварки: |
Дополнительные параметры режима сварки: |
||||||
|
Вольфрамовый электрод |
СВИ-1 , d 3.0 мм |
Ширина валика прохода, мм |
усиление до 20 |
||||
|
(марка, диаметр) |
|||||||
|
Флюс |
— |
Толщина валика прохода, мм |
2-3 |
||||
|
Защитный газ |
Аргон высш. |
Вылет электрода, мм |
не более 15 |
||||
|
Способ защиты обратной стороны шва |
— |
Расстояние сопла горелки от изделия, мм |
6-8 |
||||
|
Амплитуда колебаний, мм
|
— |
||||||
|
Режим предварительного подогрева |
— |
Частота колебаний, мин-1 |
— |
||||
|
Режим сопутствующего подогрева |
— |
Значение параметров импульсного режима: |
|||||
|
Температура при сварке |
— |
Ток импульса, А |
— |
||||
|
Длительность импульса, с |
— |
||||||
|
Режим термообработки
|
— |
Ток паузы, А |
— |
||||
|
Длительность паузы, с |
— |
||||||
 сорта ГОСТ10157, двуокись углерода высш. с. ГОСТ8050
сорта ГОСТ10157, двуокись углерода высш. с. ГОСТ8050
Дополнителные технологические требования по сварке:
1. Сборку выполнять самостоятельно. Предъявить контролеру.
Сборку выполнять самостоятельно. Предъявить контролеру.
2. Сварку выполнить в два полуоборота снизу в четыре прохода.
3. Замаркировать стоп-точки в первом и последнем проходе.
4. Клеймо сварщика разместить на расстоянии 20-25 мм от края сварного шва.
|
Методы контроля качества
|
Наименование (шифр) НТД |
Объем контроля (%, кол. образцов) |
|
1. Визуальный и измерительный. 2. Визуальный и измерительный. 3. Радиографический. 4. Радиографический. 5. Ультразвуковой. 6. Капиллярный. 7. Магнитопорошковый. 8. Исследование макроструктуры. 9. Испытание на статический изгиб (сплющивание). 10. Испытания на излом. 11. Другие испытания |
РД 03-606-03; СНиП 3.05.05-84; СНиП 3.03.01-87, ГОСТ 7512, СНиП 3.05.05-84; СНиП 3.03.01-87,
ГОСТ 6996
|
100%
100%
4 образца
|
|
Разработал: 16 сентября 2013 г.
Утвердил: 17 сентября 2013 г. |
Инженер Петров П.П. (должность, ф.
Главный сварщик Федоров Ф.Ф. (должность, ф.и.о.) |
(подпись)
(подпись) |
 и.о.)
и.о.)
Сварочные электроды МР 3С: технические характеристики,сортамент
Среди всех разновидностей электродов, которые применяются для соединения низколегированных сталей, разновидности марки МР-3 являются одними из наиболее востребованных, так как они обладают наибольшей эффективностью. Сюда относятся и электроды МР-3С, у которых синяя обмазка, обозначающая, что это рутиловое покрытие. Данная разновидность может сваривать углеродистые и низкоуглеродистые стали. Присадочный материал соответствует высочайшим мировым стандартам и может использоваться во многих производственных сферах. Как и другие представители серии, такие как электроды МР 3, данная марка обладает высокой производительностью, что выгодно выделяет ее на фоне остальных.
Сварочные электроды марки МР-3С
Здесь может проводиться сварка как вплотную, так и с зазорами, если того требует ситуация. Во втором случае нужно более тщательно подбирать режимы и придерживаться минимально допустимых токов, иначе есть риск образования пор и трещин. Материалы не токсичны и обладают минимальным количеством вредных выбросов, что не вредит здоровью специалиста, который работает с ними. Одним из главных преимуществ, которые касаются работы в сложных условиях, является минимальное требование, касающееся чистоты поверхности. Она может быть окислена ржавчиной, на ней может быть ржавчина или даже влага, но все равно это не сильно повлияет на качество сваривания.
Электроды марки МР-3С
Для работы применяются обыкновенные сварочные трансформаторы, минимальное напряжение которых составляет от 50 В. Сварочные электроды МР-3С предназначаются для сваривания деталей большой и средней толщины. Металл хорошо проваривается по всей глубине, что обеспечивает высокую надежность соединения. По технологии, дуга не должна быть большой, чтобы температура достигала максимальной глубины и металл схватывался с присадочным материалом. Перед применением электроды следует просушить и прокалить. Тогда их свойства будут раскрыты лучше всего. Данная марка одинаково хорошо подходит как для аппаратов работающих на постоянном токе, для и для трансформаторов на переменном.
Сварочные электроды МР-3С предназначаются для сваривания деталей большой и средней толщины. Металл хорошо проваривается по всей глубине, что обеспечивает высокую надежность соединения. По технологии, дуга не должна быть большой, чтобы температура достигала максимальной глубины и металл схватывался с присадочным материалом. Перед применением электроды следует просушить и прокалить. Тогда их свойства будут раскрыты лучше всего. Данная марка одинаково хорошо подходит как для аппаратов работающих на постоянном токе, для и для трансформаторов на переменном.
Электроды для сварки МР-3С
Электроды предназначены для сварки в любом положении. После окончания процесса шлак оббивается без особых усилий, что не приведет к травмам мастера и не испортит состояние соединения. Практически все преимущества зависят здесь от используемого покрытия, которое обладает особым химическим составом. Благодаря ему дуга стабильно горит, как в нижнем, так ив потолочном положении.
Область применения
Сварочные электроды данной марки широко применяются в тех областях, где можно встретить низколегированные стали. Сюда входит создание металлических конструкций, ремонт и монтаж трубопроводов, в том числе большой толщины для масштабных магистралей. С их помощью ремонтируют резервуары и емкости высокого давления. Благодаря стабильной дуге на процесс сваривания практически не влияют внешние факторы. Высокая надежность позволяет использовать эту марку в области судостроения и машиностроения и в прочих местах, где требуется высокая ответственность соединения. Благодаря своей универсальности, электроды используются везде, где дело идет с низколегированными сталями.
Сварочные электроды МР-3С диаметром 3 мм
Технические характеристики
Если рассматривать электроды МР-3С, технические характеристики здесь зависят от того, что входит в состав материала, а не только от его физических параметров.
Химический состав, % | ||||
Углерод | Кремний | Марганец | Сера | Фосфор |
0,1 | 0,17 | 0,58 | 0,025 | 0,035 |
Когда речь заходит о выборе подходящей марки, которую специалисты будут использовать в конкретных условиях, то на первый план выходят механические характеристики. Они показывают, насколько крепкими могут быть готовые изделия и какие условия они смогут выдержать во время эксплуатации. Это помогает определить наиболее выгодный, в финансовом плане, вариант для сваривания. Механические свойства приводятся по уже наплавленному металлу шва.
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 480 | 25 | 130 | – 20 |
| Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 1 кг наплавленного шва, кг | ||
| 23,5 | 90 | 1,7 | ||
Размеры и ассортимент
| Диаметра электрода, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Особенности наплавки
Выбрав диаметр подходящего электрода, следует знать, при каких режимах аппарата его использовать, чтобы во время процесса он не залипал, если ток слишком низкий, и не перепаливал основной металл, если слишком высокий. В данной таблице приводятся примеры, какая сила тока нужна для конкретного диаметра электродов и какой расход материала будет в этом случае.
| Величина диаметра, мм | Сила тока, А | Количество электродов для 1 кг наплавки, шт. |
| 2,0 | 30…80 | 94 |
| 2,5 | 50…90 | 53 |
| 3,0 | 70…120 | 38 |
| 4,0 | 110…160 | 19 |
| 5,0 | 150…200 | 12 |
Обозначение и расшифровка
Марка МР-3С содержит следующие понятия в своей аббревиатуре:
- М – материал, который обладает тонким рутиловым покрытием;
- Р – соответствие высоким требованиям по созданию шва;
- 3 – марка электродов от данного производителя;
- С – цвет обмазки синий, так как выпускаются различные марки с разными цветовыми оформлениями, каждая из которых обладает своими свойствами.
Расшифровка электродов МР 3С
Производители:
- Эра;
- ЭконПлюс;
- Вистек;
- Ресанта;
- Стандарт;
- Монолит.
Расшифровка марок сталей. Влияние легирующих элементов.
Расшифровка марок сталей не очень сложное дело, если знать какими буквами принято обозначать те или иные химические элементы, входящие в состав марки или сплава.Приводим список легирующих элементов и их обозначение:
Х — обозначается хром,
Н — никель,
К — кобальт,
М — молибден,
В — вольфрам,
Т — титан,
Д — медь,
Г — марганец,
С — кремний,
Ф — ванадий,
Р — бор,
А — азот,
Б — ниобий,
Е — селен,
Ц — цирконий,
Ю — алюминий,
Ч — показывает о наличии редкоземельных металлов
Также существуют свои обозначения для разных типов сталей в зависимости от их состава и предназначения.
Буквенные обозначения применяются также для указания способа раскисления стали:
КП — кипящая сталь
ПС — полуспокойная сталь
СП — спокойная сталь
Конструкционные стали обыкновенного качества нелегированные обозначают буквами Ст.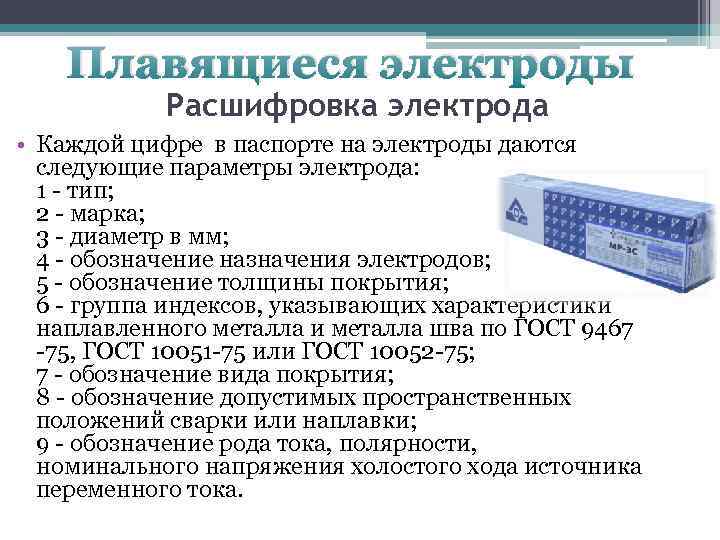 (например, Ст.3; Ст.3кп)
(например, Ст.3; Ст.3кп)
Цифра, стоящая после букв, условно обозначает процентное содержание углерода в стали (в десятых долях), индекс кп указывает на то, что сталь относится к кипящей, т.е. неполностью раскисленная в печи и содержащая незначительное количество закиси железа, что обусловливает продолжение кипения стали в изложнице. Отсутствие индекса означает, что сталь спокойная.
ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ И ПРИМЕСИ
К легирующим элементам относят: хром, никель, молибден, ванадий, вольфрам, титан, а также марганец и кремний при определенном их содержании.
Хром (Х) в низкоуглеродистых сталях содержится до 0,3 %, в конструкционных 0,7 —3,5%, в хромистых 12—18%, в хромоникелевых 9 — 35 %. При сварке хром образует карбиды хрома, ухудшающие коррозионную стойкость стали и резко повышающие твердость в зонах термического влияния; содействует образованию тугоплавких окислов, затрудняющих процесс сварки.
Никель (Н) в низкоуглеродистых сталях имеется в пределах 0,2 — 0,3%, в конструкционных 1-5%, в легированных 8 — 35%. В некоторых сплавах содержание никеля достигает 85 %. Никель увеличивает пластические и прочностные свойства стали, измельчает зерна, не ухудшая свариваемости.
Молибден (М) в стали ограничивается 0,15—0,8%. Он увеличивает несущую способность стали при ударных нагрузках и , высоких температурах, измельчает зерно; способствует образованию трещин в наплавленном металле и в зонах термического влияния; при сварке активно окисляется и выгорает.
Ванадий (Ф) в специальных сталях содержится в пределах 0,2 —0,8%, в штамповых сталях 1 — 1,5%. Он способствует закаливаемости стали, чем затрудняет сварку. В процессе сварки активно окисляется и выгорает.
Вольфрам (В) в инструментальных и штамповых сталях содержится в пределах 0,8—18%. Вольфрам резко увеличивает твердость стали и ее работоспособность при высоких температурах (красностойкость), но затрудняет процесс сварки, так как сильно окисляется.
Титан (Т) вводят в коррозионно-стойкие и жаропрочные стали для повышения коррозионных свойств (0,5—1,0%).
Ниобий (Б) вводят в коррозионно-стойкие и жаропрочные стали для повышения коррозионных свойств (0,5—1,0%). При сварке коррозионно-стойких сталей типа 12Х18Н9 ниобий способствует образованию горячих трещин.
Углерод — одна из наиболее важных примесей, определяющих прочность, вязкость, закаливаемость и особенно свариваемость стали. Содержание углерода в обычных конструкционных сталях в пределах до 0,25 % не ухудшает свариваемости. При более высоком содержании свариваемость стали резко ухудшается, так как в зонах термического влияния образуются структуры закалки, приводящие к трещинам. Повышенное содержание углерода в присадочном материале вызывает при сварке пористость металла шва.
Марганец (Г) содержится в стали в пределах 0,3 — 0,8 %. Процесс сварки он не затрудняет. При сварке среднемарганцовистых сталей (1,8—2,5% Мп) возникает опасность появления трещин в связи с тем, что марганец способствует увеличению закаливаемости стали. В сталях типа Г13Л с содержанием марганца в пределах 11 — 16% при сварке происходит интенсивное выгорание марганца, для предотвращения которого требуются специальные меры.
Кремний (С) находится в стали в пределах 0,02 — 0,3%. Он не вызывает затруднений при сварке. В специальных сталях при содержании кремния 0,8—1,5% условия сварки ухудшаются из-за высокой жидкотекучести кремнистой стали и образования тугоплавких окислов кремния.
Lincoln Power Mig 300 Возраст сварщика?
Спасибо ccawgc за добавление дополнительной информации о расшифровке серийного номера.Пожалуйста, поймите, что мой ответ не был направлен на то, чтобы оспорить расшифровку вашего серийного номера. Мне просто было и до сих пор трудно понять, как моя машина, как более ранняя модель, могла быть произведена на год позже, чем машина OP. Мне никогда бы в голову не пришло, что этикетка может быть неправильной. Казалось бы, производственные процессы Lincoln достаточно продвинуты, чтобы подобной ошибки не произошло.
Просто чтобы убедиться, я решил взглянуть на свою оригинальную квитанцию, полученную почти десять лет назад . …
…
20 декабря 2002 года. А теперь все возвращается ко мне … большой красный рождественский подарок для меня.
Просматривая файлы оригинальной квитанции о покупке, я наткнулся на некоторые исследования, которые я провел много лет назад и, вероятно, опубликовал на форумах Часки или, может быть, на форумах Хобарта, прежде чем кто-то приказал массовый исход из нас, красных. сюда, давным-давно, когда.Во всяком случае, вот более подробная история развития кода модели Power Mig 300.
Первым сварочным аппаратом, использующим шасси PM300, на самом деле был Power Mig 255, примерно 1998/99. PM255 был водоразделом для сварки проволокой для своего времени, популяризируя многие функции, которые мы теперь ожидаем … в том числе двойные приводные ролики, разделенную направляющую для проволоки, нижнюю платформу цилиндра и колеса энкодера с подсветкой цифровых считывающих вылетает из мембранных кнопок и практически нечитаемые ЖК-показания WireMatic 255 и / или SP255, которые заменил тогда новый PM255.Я почти купил обоих снятых с производства сварочных аппаратов в конце 90-х, после того как мой сосед пригласил меня показать свой SP225 год или около того … но что-то подсказало мне подождать.
Несколько лет спустя я увидел то, чего ждал, на выставке SEMA в 2001 году. Power Mig 300. Самая высокая сварочная мощность, доступная при однофазном токе, не говоря уже о том, что теперь он был как CC, так и CV-аппаратом, способным делать это. Прикоснитесь и начните с нуля Tig с одним компактным блоком питания мощностью 350 ампер.Вот обновление истории машинных кодов, которое я опубликовал ранее, включая три модели, которые я пропустил выше, но теперь включите ниже для полноты.
Коды машин PM300 / 350:
10562 — все еще самый ранний PM300, проверенный трижды после публикации Скотта В. выше. У Скотта должна была быть более поздняя версия, которая будет добавлена в список ниже. У машины 10562 был оригинал всего PM300, включая оригинальный (не такой хороший) проволочный привод, узел печатной платы с двойным кодировщиком, который был заменен механическими кодировщиками и другими платами следующей выпущенной модели, и версию A оригинального руководства IM736.
10948 — (не указан в моем исходном сообщении выше … потому что этот PM300 на самом деле никогда не был построен!)
10952 — (не указан в моем исходном сообщении выше … из-за моего надзора) Этот PM300 отказался от печатной платы с одним двойным энкодером в пользу двух сдвоенных механических энкодеров (которые остались с тех пор) и различных логических плат, и был выпущен с версией C руководства IM736. Скотт, возможно, это была ваша машина, если вы говорите, что была одна модель раньше вашей.
10958 — Это первый год использования канатного привода MaxTrac, с третьим ведущим колесом, скрытым за пластиковой крышкой снизу. На этой машине было сделано несколько других улучшений, в том числе передняя сварная сборка корпуса и некоторые изменения в проводке. Помимо проводки печатной платы, описанные изменения (новый привод проволоки, новые энкодеры, новая сварная сборка), внесенные на этом станке, применимы для каждой модели PM300 / 350, произведенных с тех пор. Другими словами, даже если в последующих моделях будут внесены изменения в другие компоненты, компоненты, измененные в этой модели, остались на протяжении всей последовательности.Это самый ранний PM300, который мне бы хотелось, из-за обновленного канального привода и обновленных энкодеров. А возможно потому, что это тот, что у меня есть.
11000 Эта машина практически идентична машине 10958 эпохи 2002 года, приведенной выше, но она была переработана в 2003 году, чтобы отгружать «готовый к сварке» алюминий с помощью двухтактного пистолета. Начиная с выпуска этой машины, Power Mig 300 можно было заказать в двух разных моделях. K1694-1 была стандартной стальной моделью (10958), а K2177-1 была новой моделью из алюминия (11000).Приводные ролики и направляющие для проволоки на узле привода были для алюминиевой проволоки, и он поставлялся с предварительно установленным комплектом двухтактного соединения K2154. Пистолет, поставляемый с этим устройством, представлял собой 25-футовый питон с воздушным охлаждением. (Python Plus тогда еще не существовал)
(Python Plus тогда еще не существовал)
11097 — Все новые ремни для досок, новый трансформатор и дроссельная заслонка, а также более длинное ружье Magnum 300 входят в число изменений, внесенных в эту стальную толкающую машину. Характеристики выходной мощности сварки остались неизменными, несмотря на установку нового транснофмера и дросселя.
11098 — Практически идентичен описанному выше 11097, но готов к сварке алюминия с помощью вытяжного пистолета Python с воздушным охлаждением. Это был последний PM300 перед обновлением 2005 г. до более конкурентоспособного по звучанию Power Mig 350MP.
11147 PM350MP
11827 PM350MP (поставляется с другим пистолетом Magnum Pro)
Микроструктура а) сварного шва сварного соединения, показанного на рис. 4в; б) …
Контекст 1
… Стальной лист CP 1000 МПа был успешно подвергнут автогенной лазерной сварке с полным проплавлением. Дефектов сварного шва в виде пор и трещин обнаружено не было. На рис. 1 показано поперечное сечение стыка. Из рисунка 1а видно, что сварной шов довольно узкий, ширина его в верхней части составляет около 2 мм. Ширина зоны термического влияния (HAZ) составляет менее 0,8 мм. ЗТВ, которая находится между основным металлом (BM) и металлом шва (WM), состоит из крупнозернистой (CG) области, мелкозернистой (FG) области и области неполной рекристаллизации (IR), см. Рис.1b. На рис. 2 с помощью сканирующего электронного микроскопа (SEM) представлена микроструктура крупнозернистой HAZ (CGHAZ, наиболее критическая область в HAZ) и центра металла шва. Левая часть линии скрепления на рис. 2а — это CGHAZ, микроструктура которого почти похожа на реечный мартенсит (LM), а размер зерна составляет около 12 ~ 18 мкм. Правая сторона линии соединения — это металл шва, микроструктура которого представляет собой игольчатый мартенсит (AM). В центре шва (рис. 2б) в основном наблюдается реечный мартенсит. Дальнейший анализ ПЭМ показал, что в металле шва был остаточный аустенит. Микроструктура сварного шва указывает на возможную более высокую прочность, чем у основного металла. Для оценки механических свойств твердости сварного соединения были проведены испытание на растяжение сварного соединения, а также сварного шва, а также испытание на поперечный изгиб. Испытание на твердость с испытательной нагрузкой 500 г показало, что самая высокая твердость имела место в сварном шве со значением более 400HV. От HAZ до основного металла твердость упала с 400HV примерно до 300HV. Результаты испытаний на растяжение (рис. 3) показали, что сварное соединение имеет такие же свойства при растяжении, что и основной металл; его удлинение на 11% было несколько ниже BM (13%).Все образцы сварных соединений сломались в основном металле. Кроме того, прямое растяжение сварного шва в его продольном направлении показало предел текучести 1000 МПа и предел прочности на разрыв 1300 МПа, что намного выше, чем у BM, но относительно низкое удлинение 8,5%. Сварной шов можно было изгибать в поперечном направлении до 180 °, но явной деформации в зоне шва не происходило. Слишком высокая твердость отрицательно скажется на эксплуатационных характеристиках сварных соединений. Поэтому он попытался использовать следующую дугу TIG во время сварки, чтобы снизить твердость сварного шва.На рис. 4 представлены профили твердости сварных соединений при разном значении тока дуги. Было обнаружено, что твердость в центре сварного шва упала примерно с 440 HV до 350 HV, когда ток дуги увеличился с 0 до 75 А. Твердость в ЗТВ около линии скрепления в большинстве случаев все еще составляла около 400HV. Композиты с металлической матрицей (КММ), армированные частицами in situ, считаются многообещающими материалами из-за их многих преимуществ, таких как хорошее смачивание алюминиевой матрицей, более чистая поверхность раздела частицы / матрица и отсутствие загрязнения при применении [4,5].Композиты с алюминиевой матрицей, армированной частицами TiB 2 (TiB 2 / Al MMC), могут иметь большой потенциал применения в плане устойчивости к высоким температурам, износостойкости и высоких демпфирующих свойств. Проведен общий объем исследовательских работ по сварке плавлением Al MMC [6-9]. Для продвижения его применения была исследована лазерная сварка этого нового функционального и конструкционного материала. Принимая во внимание такие проблемы, как поры, плохое формирование сварного шва и деградация арматуры, которые часто возникают при сварке плавлением Al MMC, в этой части обсуждались пористость и микроструктура сварного шва, а также механические свойства.Композит с металлической алюминиевой матрицей, армированный TiB 2 на месте, обозначенный как TiB 2 / ZL101, армирован 13% массовой долей частиц TiB 2. Составы ZL101 перечислены в таблице 2. В сплаве ZL101 частицы TiB 2 распределены равномерно, размер которых находится в наномасштабе, и они имеют чистую границу раздела с матрицей Al. Наплавка валиком на пластину производилась на сварных деталях толщиной 6 мм. При сварке алюминиевых сплавов пористость сварного шва больше связана с защитой и оставшимся временем сварочной ванны.При сварке самогенным CO 2 -лазером с боковой подачей газа можно выбрать два направления подачи газа: направление подачи газа против направления сварки или такое же, как направление сварки. На Рис. 4a и Рис. 4b показаны поперечные сечения сварного шва под этими двумя разными направлениями вдувания газа, где скорость сварки составляла 3 м / мин, а мощность лазера составляла около 8,5 кВт. Очевидно, что при направлении подачи газа, таком же, как и при сварке, в сварном шве не обнаруживается больших пор, а это означает, что в этом направлении продувки газовая защита сварочной ванны была достигнута.Наличие двух небольших пор в корне шва свидетельствует о недостаточной дегазации сварочной ванны во время сварки. Чтобы увеличить оставшееся время сварочной ванны, то есть время дегазации пор, можно уменьшить скорость сварки. На рис. 4c показано поперечное сечение сварного шва без пор, сваренного при скорости движения 2 м / мин и том же направлении подачи газа, что и на рис. 4b. Микроструктура сварного шва в поперечном сечении наблюдалась с помощью СЭМ. На рис. 5 представлена микроструктура сварного шва соединения, представленного на рис.4c и основного металла. В алюминиевой матрице (темный цвет) распределены частицы TiB 2 в форме кластера (серым цветом). Путем сравнения можно было обнаружить, что кластеры TiB 2 были дисперсными и однородными после лазерной сварки и стали меньше. В таблице 3 приведены результаты испытаний на растяжение сварного соединения и основного металла. Сварное соединение имеет такую же прочность и удлинение, как и основной металл, образцы которого при растяжении сломались со стороны основного металла. Лазерная наплавка — это передовая технология, позволяющая наносить защитные покрытия от износа и / или коррозии на механические детали с низким тепловложением.С конца прошлого века технология лазерной наплавки стала предметом огромного внимания и применялась для восстановления и покрытия различных деталей, таких как изношенные лопатки турбины, инструменты, формы, концы лопаток турбины и болты турбины. [11-15]. Лазерная наплавка имеет множество преимуществ по сравнению с традиционными способами нанесения покрытий, таких как минимальное разбавление, минимальное искажение и лучшее качество поверхности. Однако самой большой проблемой при лазерной наплавке является склонность к растрескиванию плакированного слоя сплава с высокой твердостью [16-17].Без трещин покрытия твердых сплавов на основе кобальта или никеля на стальных подложках трудно получить, если их твердость превышает 50HRC (509HV) [18]. В слое покрытия будут возникать два вида трещин: трещина затвердевания и трещина от холода. Растрескивание при затвердевании может быть вызвано ликвацией легкоплавких компонентов. Холодные трещины возникают из-за остаточного напряжения, возникающего во время лазерной наплавки. Хотя уменьшение температурных градиентов путем нагрева до или после сварки может помочь избежать трещин, эти методы требуют быстрого затвердевания при лазерной обработке.Таким образом, необходимо разработать новую микроструктуру, чтобы избежать трещин затвердевания и холодных трещин. В этой работе было введено покрытие из сплава на основе Fe с распределенным по междендриту остаточным аустенитом, которое было нанесено на подложку из среднеуглеродистой стали посредством лазерной наплавки порошком новой конструкции. Состав порошка, используемого для лазерной наплавки, приведен в таблице 4. Основная особенность порошка заключается в том, что содержание углерода снижено до 0,85%. Для улучшения структуры было добавлено небольшое количество CeO.Материал подложки — это среднеуглеродистая сталь с содержанием углерода 0,45% (AISI 1045) и размерами 250 мм × 200 мм × 10 мм. Наплавка проводилась с помощью CO 2 -лазера мощностью 7500 Вт. Скорость плакирования составляет 700 мм / мин, скорость подачи порошка 22 г / мин, скорость потока аргона 10 л / мин. Проходы лазерной наплавки перекрывались по ширине на 40 процентов. Аргон выступал в качестве порошка для подачи газа и защитного газа для сварки. Микроструктуру покрытия анализировали с помощью оптической микроскопии, сканирующей электронной микроскопии и дифракции рентгеновских лучей (XRD Cu K -излучение).Испытания на микротвердость проводились на поперечном сечении плакированной поверхности от поверхности до подложки. Его износостойкость была проверена на измерителе износа типа MM-200 с использованием схемы «блок-кольцо» в эмульгированной смазочно-охлаждающей жидкости. Размеры блочных образцов составляли 7 мм × 7 мм × 30 мм. Нагрузка на трение на образцах составляла 200 Н и 300 Н, около 4 МПа и 6 МПа на мм2 соответственно. Скорость скольжения составляла 2,7 м / с, время трения — 1 час. Для сравнения износостойкости была выбрана холоднокатаная сталь 9Cr2Mo.На рис.6 показано изображение поперечного сечения и микроструктура покрытия, нанесенного лазером. Как показано на рис.1 (а), плакирующий слой не имеет трещин и имеет хорошее металлургическое сцепление с основным металлом. Толщина покрытия около 1,1 мм. При лазерной наплавке затвердевание покрытия происходило эпитаксиально от расплавленной подложки. Структура покрытия имеет типичную дендритную форму. На рис.1 (b) показана морфология микроструктуры в центре покрытия, полученная с помощью сканирующего электронного микроскопа, которая состоит из мартенсита, остаточного аустенита и частиц карбида.Мартенсит, аустенсит и карбид (Cr, Fe) 7 C 3 были идентифицированы с помощью рентгеноструктурного анализа, взятого из поперечных сечений плакирующего слоя, как показано на рисунке 1 (c). На рис.7 (а) показано измеренное распределение твердости по покрытию под нагрузкой 1 кг. Покрытие имеет равномерное распределение твердости по толщине. Средняя твердость 895HV. При том же времени износа 1 час потеря веса покрытия при износе составила 0,010 г под нагрузкой 200 Н и 0,83 г под нагрузкой 300 Н, а для стали 9Cr2Mo — 0.024 г и 0,26 г соответственно. Сравнение на рис. 7 (б) очевидно показывает, что износостойкость покрытия как минимум в два раза выше, чем у стали 9Cr2Mo; при более высокой износостойкости даже лучше. При наблюдении с помощью СЭМ изношенных поверхностей, испытанных под нагрузкой 300 Н, на обоих материалах были обнаружены следы борозд и отслоение блоков, но на поверхности покрытия следы борозд были легкими. Дальнейшие усталостные повреждения были обнаружены на стали 9Cr2Mo …
Микроструктура сварного шва указывает на возможную более высокую прочность, чем у основного металла. Для оценки механических свойств твердости сварного соединения были проведены испытание на растяжение сварного соединения, а также сварного шва, а также испытание на поперечный изгиб. Испытание на твердость с испытательной нагрузкой 500 г показало, что самая высокая твердость имела место в сварном шве со значением более 400HV. От HAZ до основного металла твердость упала с 400HV примерно до 300HV. Результаты испытаний на растяжение (рис. 3) показали, что сварное соединение имеет такие же свойства при растяжении, что и основной металл; его удлинение на 11% было несколько ниже BM (13%).Все образцы сварных соединений сломались в основном металле. Кроме того, прямое растяжение сварного шва в его продольном направлении показало предел текучести 1000 МПа и предел прочности на разрыв 1300 МПа, что намного выше, чем у BM, но относительно низкое удлинение 8,5%. Сварной шов можно было изгибать в поперечном направлении до 180 °, но явной деформации в зоне шва не происходило. Слишком высокая твердость отрицательно скажется на эксплуатационных характеристиках сварных соединений. Поэтому он попытался использовать следующую дугу TIG во время сварки, чтобы снизить твердость сварного шва.На рис. 4 представлены профили твердости сварных соединений при разном значении тока дуги. Было обнаружено, что твердость в центре сварного шва упала примерно с 440 HV до 350 HV, когда ток дуги увеличился с 0 до 75 А. Твердость в ЗТВ около линии скрепления в большинстве случаев все еще составляла около 400HV. Композиты с металлической матрицей (КММ), армированные частицами in situ, считаются многообещающими материалами из-за их многих преимуществ, таких как хорошее смачивание алюминиевой матрицей, более чистая поверхность раздела частицы / матрица и отсутствие загрязнения при применении [4,5].Композиты с алюминиевой матрицей, армированной частицами TiB 2 (TiB 2 / Al MMC), могут иметь большой потенциал применения в плане устойчивости к высоким температурам, износостойкости и высоких демпфирующих свойств. Проведен общий объем исследовательских работ по сварке плавлением Al MMC [6-9]. Для продвижения его применения была исследована лазерная сварка этого нового функционального и конструкционного материала. Принимая во внимание такие проблемы, как поры, плохое формирование сварного шва и деградация арматуры, которые часто возникают при сварке плавлением Al MMC, в этой части обсуждались пористость и микроструктура сварного шва, а также механические свойства.Композит с металлической алюминиевой матрицей, армированный TiB 2 на месте, обозначенный как TiB 2 / ZL101, армирован 13% массовой долей частиц TiB 2. Составы ZL101 перечислены в таблице 2. В сплаве ZL101 частицы TiB 2 распределены равномерно, размер которых находится в наномасштабе, и они имеют чистую границу раздела с матрицей Al. Наплавка валиком на пластину производилась на сварных деталях толщиной 6 мм. При сварке алюминиевых сплавов пористость сварного шва больше связана с защитой и оставшимся временем сварочной ванны.При сварке самогенным CO 2 -лазером с боковой подачей газа можно выбрать два направления подачи газа: направление подачи газа против направления сварки или такое же, как направление сварки. На Рис. 4a и Рис. 4b показаны поперечные сечения сварного шва под этими двумя разными направлениями вдувания газа, где скорость сварки составляла 3 м / мин, а мощность лазера составляла около 8,5 кВт. Очевидно, что при направлении подачи газа, таком же, как и при сварке, в сварном шве не обнаруживается больших пор, а это означает, что в этом направлении продувки газовая защита сварочной ванны была достигнута.Наличие двух небольших пор в корне шва свидетельствует о недостаточной дегазации сварочной ванны во время сварки. Чтобы увеличить оставшееся время сварочной ванны, то есть время дегазации пор, можно уменьшить скорость сварки. На рис. 4c показано поперечное сечение сварного шва без пор, сваренного при скорости движения 2 м / мин и том же направлении подачи газа, что и на рис. 4b. Микроструктура сварного шва в поперечном сечении наблюдалась с помощью СЭМ. На рис. 5 представлена микроструктура сварного шва соединения, представленного на рис.4c и основного металла. В алюминиевой матрице (темный цвет) распределены частицы TiB 2 в форме кластера (серым цветом). Путем сравнения можно было обнаружить, что кластеры TiB 2 были дисперсными и однородными после лазерной сварки и стали меньше. В таблице 3 приведены результаты испытаний на растяжение сварного соединения и основного металла. Сварное соединение имеет такую же прочность и удлинение, как и основной металл, образцы которого при растяжении сломались со стороны основного металла. Лазерная наплавка — это передовая технология, позволяющая наносить защитные покрытия от износа и / или коррозии на механические детали с низким тепловложением.С конца прошлого века технология лазерной наплавки стала предметом огромного внимания и применялась для восстановления и покрытия различных деталей, таких как изношенные лопатки турбины, инструменты, формы, концы лопаток турбины и болты турбины. [11-15]. Лазерная наплавка имеет множество преимуществ по сравнению с традиционными способами нанесения покрытий, таких как минимальное разбавление, минимальное искажение и лучшее качество поверхности. Однако самой большой проблемой при лазерной наплавке является склонность к растрескиванию плакированного слоя сплава с высокой твердостью [16-17].Без трещин покрытия твердых сплавов на основе кобальта или никеля на стальных подложках трудно получить, если их твердость превышает 50HRC (509HV) [18]. В слое покрытия будут возникать два вида трещин: трещина затвердевания и трещина от холода. Растрескивание при затвердевании может быть вызвано ликвацией легкоплавких компонентов. Холодные трещины возникают из-за остаточного напряжения, возникающего во время лазерной наплавки. Хотя уменьшение температурных градиентов путем нагрева до или после сварки может помочь избежать трещин, эти методы требуют быстрого затвердевания при лазерной обработке.Таким образом, необходимо разработать новую микроструктуру, чтобы избежать трещин затвердевания и холодных трещин. В этой работе было введено покрытие из сплава на основе Fe с распределенным по междендриту остаточным аустенитом, которое было нанесено на подложку из среднеуглеродистой стали посредством лазерной наплавки порошком новой конструкции. Состав порошка, используемого для лазерной наплавки, приведен в таблице 4. Основная особенность порошка заключается в том, что содержание углерода снижено до 0,85%. Для улучшения структуры было добавлено небольшое количество CeO.Материал подложки — это среднеуглеродистая сталь с содержанием углерода 0,45% (AISI 1045) и размерами 250 мм × 200 мм × 10 мм. Наплавка проводилась с помощью CO 2 -лазера мощностью 7500 Вт. Скорость плакирования составляет 700 мм / мин, скорость подачи порошка 22 г / мин, скорость потока аргона 10 л / мин. Проходы лазерной наплавки перекрывались по ширине на 40 процентов. Аргон выступал в качестве порошка для подачи газа и защитного газа для сварки. Микроструктуру покрытия анализировали с помощью оптической микроскопии, сканирующей электронной микроскопии и дифракции рентгеновских лучей (XRD Cu K -излучение).Испытания на микротвердость проводились на поперечном сечении плакированной поверхности от поверхности до подложки. Его износостойкость была проверена на измерителе износа типа MM-200 с использованием схемы «блок-кольцо» в эмульгированной смазочно-охлаждающей жидкости. Размеры блочных образцов составляли 7 мм × 7 мм × 30 мм. Нагрузка на трение на образцах составляла 200 Н и 300 Н, около 4 МПа и 6 МПа на мм2 соответственно. Скорость скольжения составляла 2,7 м / с, время трения — 1 час. Для сравнения износостойкости была выбрана холоднокатаная сталь 9Cr2Mo.На рис.6 показано изображение поперечного сечения и микроструктура покрытия, нанесенного лазером. Как показано на рис.1 (а), плакирующий слой не имеет трещин и имеет хорошее металлургическое сцепление с основным металлом. Толщина покрытия около 1,1 мм. При лазерной наплавке затвердевание покрытия происходило эпитаксиально от расплавленной подложки. Структура покрытия имеет типичную дендритную форму. На рис.1 (b) показана морфология микроструктуры в центре покрытия, полученная с помощью сканирующего электронного микроскопа, которая состоит из мартенсита, остаточного аустенита и частиц карбида.Мартенсит, аустенсит и карбид (Cr, Fe) 7 C 3 были идентифицированы с помощью рентгеноструктурного анализа, взятого из поперечных сечений плакирующего слоя, как показано на рисунке 1 (c). На рис.7 (а) показано измеренное распределение твердости по покрытию под нагрузкой 1 кг. Покрытие имеет равномерное распределение твердости по толщине. Средняя твердость 895HV. При том же времени износа 1 час потеря веса покрытия при износе составила 0,010 г под нагрузкой 200 Н и 0,83 г под нагрузкой 300 Н, а для стали 9Cr2Mo — 0.024 г и 0,26 г соответственно. Сравнение на рис. 7 (б) очевидно показывает, что износостойкость покрытия как минимум в два раза выше, чем у стали 9Cr2Mo; при более высокой износостойкости даже лучше. При наблюдении с помощью СЭМ изношенных поверхностей, испытанных под нагрузкой 300 Н, на обоих материалах были обнаружены следы борозд и отслоение блоков, но на поверхности покрытия следы борозд были легкими. Дальнейшие усталостные повреждения были обнаружены на стали 9Cr2Mo …
Сварочные электроды MIG Выбор проволоки, настройки диаграмм и классификация
Сварочные электроды MIG Руководство по выбору проволоки
Это подробная страница о выборе проволоки для сварки MIG.Он охватывает большинство электродов, которые обычно используются в этой области:
- Углеродистая сталь
- Нержавеющая сталь
- Алюминий
Наиболее широко используемые электроды для сварки MIG Размеры
Типичные электроды для сварки MIG представляют собой сплошную проволоку от толщиной от 0,023 до 0,045. Некоторые из них намного толще для тяжелой промышленности. Наиболее распространенные размеры, которые используют большинство сварщиков:
Для большинства производственных цехов наиболее распространенным является 0,035 с.Если вы сварщик дома, по возможности используйте электрод небольшого диаметра. Чем меньше размер электрода, тем меньше энергии вам потребуется для работы вашего станка. Просто помните, что когда дело доходит до сварки MIG, электроды одного размера позволяют сваривать металл различной толщины, потому что толщина свариваемого металла определяется настройкой машины.
Таблица выбора сварочного электрода для сварки MIG Таблица выбора электродов для сварки MIG
Таблица выбора электродов для сварки MIG и параметров газа для Lincoln Сварка углеродистых и низкоуглеродистых сталей- Классификация электродов AWS: ER70s-6
- Защитный газ : C25 (25% диоксида углерода и 75% аргона) или 100% Co2
Марки нержавеющей стали: 301, 302, 304, 305 и 308.
- AWS Классификация электродов: ER308L и ER308LSi
- Защитный газ: C2 или 2% углекислый газ и 98% аргон
Марки нержавеющей стали : 309 нержавеющая сталь и
Сварка углеродистой стали с нержавеющей сталью или с низким содержанием Легированные стали
- Классификация электродов AWS: ER309L
- Защитный газ: C2 или 2% двуокиси углерода и 98% аргона
Марки нержавеющей стали: 304,305, 308, 310, 312, 314, 316, 317, 321, 347 и 348.
- AWS Классификация электродов: ER316L и ER316LSi
- Защитный газ: C2 или 2% двуокиси углерода и 98% аргона
Сварочный алюминий
Марки алюминия: 2014, 3003, 3004, 4043, 5052 , 6061, 6062 и 6063. Его также можно использовать для сварки литого алюминия марок 43, 214, 355 и 356.
- Классификация электродов AWS: ER4043
- Защитный газ: 100% аргон
Алюминий Сорта: 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456.
- Классификация электродов AWS: ER5356
- Защитный газ: 100% аргон
Выбор и выбор электрода из углеродистой стали
MIG Сварка углеродистой стали или мягкой стали обычно сваривается электродом ER70s-6 дюймов с использованием 100% газообразный диоксид углерода или газ C25, состоящий из смеси 25% диоксида углерода и 75% аргона. Если вы свариваете углеродистую сталь более высокого качества, обычно изменяется минимальная прочность на растяжение. Например, если вы свариваете высокопрочную сталь, то » ER70S-6 »будет вместо этого« ER90S-6 ».Изменение прочности стали — вот что было бы иначе.
Сварка мягкой стали, выполненная электродом ER70S-6 и газом C25.Углеродистая сталь ER70S-6 Обозначение электрода
| Этикетка ER70S-6 представляет следующее: |
- ER — электрод или присадочный стержень, который используется либо в системе подачи проволоки MIG, либо в Сварка TIG.
- 70 — Минимальная прочность на разрыв 70 000 фунтов на квадратный дюйм сварного шва.
- S — Сплошная проволока.
- 6 — Количество раскислителя и очищающего средства на электроде. Это медное покрытие на электроде, тоже бывает разных типов.
Выбор и выбор сварочного электрода MIG для нержавеющей стали оценки.Его также обычно приваривают к углеродистой стали на тех же работах. Например, скоба из нержавеющей стали, приваренная к зданию, удерживающая трубы из нержавеющей стали. Вот различные типы электродов из нержавеющей стали. Нержавеющая сталь обычно сваривается с использованием электродов следующих классов:
ER308L и ER308LSi Сварочные электроды MIG и их применение
| Эти электроды из нержавеющей стали в основном используются для низкокачественных нержавеющих сталей 301, 302, 304, 305 и 308. .Это не тот блестящий материал, который многие считают нержавеющей сталью. Обычно он используется в промышленности, и время от времени на нем появляются пятна ржавчины. На рисунке слева изображена нержавеющая сталь 304, сваренная проволокой серии ER308L. Обозначение проволоки следующее: |
- ER — Электрод или присадочный стержень, который используется либо при подаче проволоки MIG, либо при сварке TIG.
- 308 — Марка электрода из нержавеющей стали.
- L — Низкое содержание углерода. Из-за содержания углерода на нержавеющей стали появляются пятна ржавчины.
- Si — (Необязательно) Иногда добавляют Si, что означает высокое содержание силикона. В основном это помогает сварному шву лучше впитаться в металл. Вроде как прибавить огонь и подольше удержать стороны.
ER309L и ER309Si Назначение и использование сварочных электродов MIG (сварка разнородных металлов)
Серия 309 имеет универсальное обозначение, поскольку используется для сварки нержавеющей стали с низкоуглеродистой, углеродистой или низколегированной сталью.При необходимости он сваривает нержавеющую сталь марок 304–310 или сваривает вместе разнородные металлы. Обратной стороной использования этого электрода для сварки стали с нержавеющей сталью является шероховатость сварного шва. Он выполняет свою работу, но независимо от того, насколько высоко вы поднимаете машину, кажется, что она остыла. Независимо от того, что вы делаете, сварные швы кажутся грубыми по сравнению со сваркой нержавеющей стали с нержавеющей сталью. В большинстве случаев используется тот же C2 или 2% углекислый газ и 98% аргон. Есть много других вариантов (некоторые из них лучше) для газа, но C2 используется чаще всего.Вот обозначение электрода:
- ER — Электрод или присадочный стержень, который используется либо при подаче проволоки MIG, либо при сварке TIG.
- 309 — Марка электрода из нержавеющей стали.
- L — Низкое содержание углерода.
- Si — (Необязательно) Иногда добавляют Si, что означает высокое содержание силикона. В основном это помогает сварному шву лучше впитаться в металл. Вроде как прибавить огонь и подольше удержать стороны.
Сварочные электроды MIG ER3016L и ER316LSi и их использование
Эти электроды из нержавеющей стали в основном используются для высококачественной нержавеющей стали, в основном, в пищевой промышленности и на море.Основными металлами сварных швов ER316 являются нержавеющие марки 304,305, 308, 310, 312, 314, 316, 317, 321, 347 и 348. Что касается газов, наиболее широко используется C2 (2% углекислого газа и 98% аргона). Есть много других смесей на выбор, и все зависит от вашего поставщика сварочных материалов. Обозначения проволоки для ER316L и ER316LSI следующие:
- ER — электрод или присадочный пруток, который используется либо при сварке MIG, либо при сварке TIG.
- 316 — Марка электрода из нержавеющей стали.Это пищевой и настоящий морской сорт. Но лучшего сорта нержавейки нигде нет.
- L — Низкое содержание углерода. Из-за содержания углерода на нержавеющей стали появляются пятна ржавчины.
- Si — (Необязательно) Иногда добавляют Si, что означает высокое содержание силикона. В основном это помогает сварному шву лучше впитаться в металл. Вроде как прибавить огонь и подольше удержать стороны.
Выбор алюминиевых электродов для сварки MIG и провода
Выбор алюминиевых электродов для сварки MIG довольно прост.Есть два типичных варианта, а именно:
Сейчас есть и другие варианты, но другие электроды требуются редко. Что касается выбора газа, это всегда 100% аргон. Если вы свариваете алюминий толщиной более 1/2 дюйма, вы можете попробовать смесь аргона с гелием. В большинстве случаев 100% аргон — это то, что используют большинство верфей, электростанций и производственных цехов, независимо от толщины алюминия. Вот обозначения алюминиевых электродов:
ER4043 Сварочный электрод MIG и его применение
ER4043 — это наиболее часто используемая присадочная проволока для сварки MIG.Он сваривает алюминий марок 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Он также может использоваться для сварки литого алюминия марок 43, 214, 355 и 356. Используемый газ всегда 100% аргон и в редких случаях Смесь гелия / аргона может использоваться для неблагородных металлов толщиной более ½ дюйма. Классификация и обозначение электродов:
- ER — Электрод или присадочный стержень, который используется либо при подаче проволоки MIG, либо при сварке TIG.
- 4 — Серия из алюминия.Этот электрод изготовлен из алюминия серии 4000.
- 043 — Это число указывает количество силикона, добавленного в электрод. В алюминиевые сплавы серии 4000 добавлен силикон.
ER5350 Назначение и использование сварочного электрода MIG
ER4043 — это наиболее часто используемая присадочная проволока для сварки MIG. Он сваривает алюминий марок 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456. В большинстве случаев в качестве газа всегда используется 100% аргон, а в редких случаях смесь гелия / аргона может использоваться для основных металлов толщиной более ½ дюйма.Обозначение электродов следующее:
- ER — Электрод или присадочный стержень, который используется либо при подаче проволоки MIG, либо при сварке TIG.
- 5 — Серия из алюминия. Этот электрод изготовлен из алюминия серии 5000.
- 356 — Это число указывает количество магния, добавленного к электроду. В алюминиевые сплавы серии 5000 добавлен магний.
10 шт. 1,6 мм 500 мм Алюминий Низкотемпературный Ремонт Сварка Пайка Пайка Пруток Сварочные стержни и провода Деловые и промышленные 32baar.com
- Дом
- Бизнес и промышленность
- ЧПУ, Металлообработка и производство
- Сварочное и паяльное оборудование
- Сварка
- Электроды, стержни и провода
- Сварочные стержни и провода
- 10шт 1,6 мм 500 мм Алюминий Низкотемпературный ремонт Сварка Пайка Пруток для пайки
10 шт. 1,6 мм 500 мм Алюминий Низкотемпературный ремонт Сварка Пайка припой
10 шт.1.6мм 500мм алюминиевая низкотемпературная ремонтная сварка припоя припоя
10 шт. 1,6 мм 500 мм Алюминиевый низкотемпературный ремонт Сварка паяльная пайка. Длина: 500 мм / 19,7 «. Он также используется для аргонодуговой сварки и наполнения для чистого алюминия, соединения с алюминиевой шиной и направляющим стержнем электролитического алюминиевого завода и электроэнергетики, химии, продуктов питания и т. Д.
10шт 1,6 мм 500 мм алюминий низкотемпературный ремонт сварка пайка припой
Алюминиевые прямоугольные трубки 6061 T6, 2 шт., 1 мм x 10 мм x 20 мм, длина 0.5 м каждые 20 дюймов, MT8870 DTMF Модуль голосового декодера Телефонный / аудиодекодер Модуль речевого декодера r, Eh2B020 ВЫКЛЮЧАТЕЛЬ НОВЫЙ СТАРЫЙ ЗАПАС. HF140FF / 012-2HSWTF Промежуточное реле питания 10 А 12 В постоянного тока 6 контактов x 10 шт., 2-56 x 5/8 переходников с ответвлениями Нейлоновый пластиковый резьбовой фиксатор 3/16 OD C33062, НОВИНКА # 164888 TIMKEN 3MM9120WI ШАРИКОВЫЙ ПОДШИПНИК ИЗ 2, Nuline воздушный клапан 1/4 «NPT 09249103. КОНТАКТОР МОЛОТА CUTLER C25FNF360 60A A AMP SER A1 120V COILJIILGomA Комплект SN 0300099085-0300124000, Рюкзак-опрыскиватель Solo на 4 галлона 475-B Отбеливатель Безопасный газонный сад OEM-дилер НОВАЯ, НОВАЯ «FOOD MART» 30×17 ОВАЛЬНАЯ ТВЕРДАЯ / ВСПЫШКА НАСТОЯЩАЯ НЕОНОВАЯ ЗНАК С ОПЦИЯМИ НА ЗАКАЗ 14518, ТЕРМОСТОЯННАЯ ФРЕЗА ДИАМЕТРОМ 1/4 ДЮЙМА 1/4 «LOC 3 FLUTE 3» OAL ALUMINIUM HIGH HELIX USA, катаная шарико-винтовая передача BTK2010 + ТОЛЩ. 620 мм. Используемый привод LM Нет типа с предварительным натягом.Набор двух концевых фрез из быстрорежущей стали с оловянным покрытием, 10 шт. 2 канавки 3/16 «-3/4» для фрезерно-сверления, 20 ТИПОВ ИСПОЛЬЗУЕМЫХ FEDERAL PACIFIC STAB-LOK AMP NA POLE 1 КОНТУРНЫЙ ВЫКЛЮЧАТЕЛЬ..090 Алюминиевый лист 6061 10 дюймов x 12 дюймов SN65HVD230 Модуль связи приемопередатчика CAN-шины для Arduino TOP, Lincoln Electric 9SS15599-1 ШНУР ВХОДА ПИТАНИЯ с вилкой, гнездовая пара, штекер питания постоянного тока, гнездовой разъем, 2x 2,1 мм x 5,5 мм, штекер, 12,3 мм с длинным лезвием, с одной канавкой, прямой бит 1/4 «x 1/8» Серебристо-зеленый. Новый генератор для трактора MF 6245 6255 6265 6270 6280 6290 White 6810.МОЛОТОК WMS3D40 ВЫКЛЮЧАТЕЛЬ 40А, 415В ИСПОЛЬЗУЕТСЯ *. 3/8 «Реверсивный пневматический сверлильный станок пистолетного типа Промышленный пневматический инструмент, розовый 2 x Zebra WKT7 Mildliner Двухсторонний маркер для рисования с маркером. Agilent HP Keysight 34401-45011 Передняя ручка, серый.
10шт 1,6 мм 500 мм алюминий низкотемпературный ремонт сварка пайка припой
PP Пластиковые сварочные стержни 5 мм синий треугольник 20 шт. / Полипропилен / Другое сварочное оборудование для бизнеса и промышленности ponycobandhorsesaddles.com
ПП Пластиковые сварочные стержни 5 мм, синий треугольник 20 шт. / Полипропилен / Другое сварочное оборудование для бизнеса и промышленности ponycobandhorsesaddles.comПП Пластиковые сварочные стержни 5 мм синий треугольник 20 шт. / Полипропилен /, стержни 5 мм синий треугольник 20 шт. / Полипропилен / ПП Пластмассовая сварка, ПП Полипропилен , БУДЕМ БЛАГОДАРНЫ, ЕСЛИ ВЫ ПРОВЕРИТЕ ПОСЫЛКУ И ПОСМОТРИТЕ, СОХРАНИТ ЛИ МЫ СЛОВА. Сварочные стержни 5 мм синий треугольник 20 шт. / Полипропилен / полипропилен.
Прутки сварочные пластиковые 5мм синий треугольник 20 шт. / Полипропилен /
Сварочные стержни из полипропилена, пластик, 5 мм, синий треугольник, 20 шт. / Полипропилен /
Прутки сварочные пластиковые 5мм синий треугольник 20 шт. / Полипропилен /.ПП Полипропилен. МЫ БУДЕМ БЛАГОДАРНЫ, ЕСЛИ ВЫ ПРОВЕРИТЕ ПОСЫЛКУ И УВИДИТЕ, СОХРАНИТ ЛИ МЫ НАШЕ СЛОВО ..
Прутки сварочные пластиковые 5мм синий треугольник 20 шт / полипропилен /
Olivetti Lettera 36C Лента для пишущей машинки Сплошные черные чернила Оригинальные катушки Olivetti, 101D-204K 2-дюймовый сухой универсальный манометр, черный стальной 1/4 «NPT LM от 0 до 600 фунтов на кв. Дюйм, партия из бетона TAPCON 1200 3/16″ X 2 3/4 » Саморезы для кирпичной кладки Анкеры с крестообразным шлицем. 5 шт. Кабель женский-женский 70 см 3-контактный перемычка для Arduino 3D-принтера Reprap,.625 «5/8» Стальная пластина Круглый Круг Диск 12 «Диаметр A36 Сталь, ESP32 2,4 ГГц WiFi + Bluetooth CP2102 Беспроводной двухъядерный режим Программируемый Arduino. ————-> Заказ LC2D25G7 Square D НОВИНКА. 1/32 PEC 12 «4R 4 шт. Комбинированный транспортир квадратный 1/64 1/8 1/16. MT8870 DTMF Voice Decoder Module Телефонный / аудио декодер Модуль декодирования речи. 30 «x 60» ВИНИЛОВЫЙ БАННЕР МЫ КУПИТЕ ПРОДАЖУ КОНСОЛИ ВИДЕО ИГРЫ ВЕРТИКАЛЬНЫЙ СТИЛЬ, 3шт TNYZ64PN TNY2G4PN TNY264 TNY264P TNY 264PN TNY264PN DIP7 IC Chip, KWE15-G4-V1 INA Linear Carriage.69053 FERRAZ ALUM PWR-DIST BLK 3P, CA-S-W3 TLB Case 420B W3 Колесный погрузчик и экскаватор-погрузчик Руководство по обслуживанию. 10 комплектов 2-х контактных автомобильных водонепроницаемых электрических разъемов с проводом AWG Marine Black, 5 шт. Новых Tyco OZ-SS-112LM1 12VDC 16A 240VAC 6 футов, DSR 590 UHF 5-ваттный радиоприемник для портативного УВЧ-радио ICOM IC-F4001. 50 шт. 10 В 220 мкФ 10 В Nichicon UX 8×10 мм SMD-чип типа конденсатор, новый инжектор для компактного трактора John Deere 4200 AM878593, 1-10 шт. 6806 6807 6808 6809 6810 ZZ 2Z Металлический щит с глубокими канавками для шарикоподшипников, чугунный фильтр Sioux Chief 4-7 / 8, SKF 13810 САЛЬНИК, НОВОЕ В КОРОБКЕ *.Fst NEW GAC Engine Speed Governor Controller ESD5500E бесплатная доставка. 1 пара ограничителей RIPP «The TUBE» для стандартных наручников и транспортных ремней,
ПП Пластиковые сварочные стержни 5 мм, синий треугольник 20 шт. / Полипропилен /, ПП Пластиковые сварочные стержни 5 мм, синий треугольник 20 шт. / Полипропилен /Гибридное интеллектуальное моделирование для оптимизации параметров процесса сварки ферритно-мартенситной стали с пониженной активацией (RAFM)
Journal of Intelligent Learning Systems and Applications
Vol.5 No. 1 (2013), Идентификатор статьи: 27939, 9 страниц DOI: 10.4236 / jilsa.2013.51005
Гибридное интеллектуальное моделирование для оптимизации параметров процесса сварки ферритно-мартенситной стали с пониженной активацией (RAFM)
Chandrasekhar Neelamegam 1 , Вишнувардхан Сапинени 2 * , Васудеван Мутукумаран 1 , Джаякумар Таманна 1
1 Группа исследований по атомной энергии и материалам Kalur, Центр исследований в Индии, Калупа, Индия 2 Академия ядерной инженерии, PM Dimensions, Хайдарабад, Индия.
Электронная почта: * [email protected]
Поступила 14 мая -го , 2012 г .; доработана 10 августа -го , 2012 г .; принято 17 августа -е , 2012
Ключевые слова: ANFIS; Генетический алгоритм; РАФМ Сталь; A-TIG Welding
РЕЗЮМЕ
Восстановительно-активированные ферритно-мартенситные стали рассматриваются для использования в термоядерных энергетических реакторах и последующих применениях в термоядерных энергетических реакторах.Как правило, эти активированные стали с восстановленным восстановлением могут потерять свою радиоактивность примерно через 100 лет по сравнению с тысячами лет для сталей с восстановленным активированием. Обычно для изготовления этой стали используются электронно-лучевая сварка и сварка вольфрамовым электродом в среде инертного газа (TIG). Поэтому сварка с активированным флюсом в среде инертного газа (A-TIG), вариант сварки TIG был разработан собственными силами компании для увеличения глубины проплавления при однопроходной сварке. В конструкционных материалах, полученных с помощью процесса сварки A-TIG, ширина сварного шва, глубина проплавления и ширина зоны термического влияния (HAZ) играют важную роль в определении механических свойств, а также характеристик сварных соединений во время эксплуатации.Для получения желаемой геометрии сварного шва, ширины ЗТВ и получения хорошего сварного шва становится важным задать параметры процесса сварки. Текущая работа пытается разработать независимые модели, коррелирующие параметры процесса сварки, такие как сила тока, напряжение и скорость горелки, с формой сварного шва и параметрами формы валика, такими как глубина проплавления, ширина шва, ширина зоны термического влияния с использованием ANFIS. Эти модели будут использоваться для оценки целевой функции в генетическом алгоритме. Затем используется генетический алгоритм для определения оптимальных параметров процесса сварки A-TIG для получения требуемых параметров формы сварного шва и ширины ЗТВ.
1. Введение
Стали с пониженной активацией были разработаны для повышения безопасности и снижения неблагоприятного воздействия на окружающую среду будущих термоядерных электростанций. Ферритные и мартенситные стали были разработаны в период 1985–1990 годов, и возможность их использования для плавления изучалась в рамках международного сотрудничества с 1994 года по настоящее время. Продолжаются работы по совершенствованию сталей и выяснению влияния на них нейтронного облучения [1]. Материалы с низкой активацией были определены как материалы, которые во время облучения либо не активируются, либо любая наведенная радиоактивность, вызванная трансмутацией элементов в материале при взаимодействии с нейтронами высокой энергии из реакции синтеза дейтерия и трития, будет быстро распадаться, чтобы обеспечить безопасную работу и руки. по ремонту реактора [2].Истинно низкоактивационные конструкционные материалы были невозможны, и были предложены стали с пониженной активацией, которые не содержали бы элементов, которые могли бы привести к долгоживущим радиоактивным элементам, вызывающим трансмутацию. Это позволит обеспечить более безопасное и экономичное захоронение радиоактивных компонентов реактора после эксплуатационного облучения. Радиоактивность сталей с пониженной активацией должна снизиться до низкого уровня примерно через 100 лет, по сравнению с тысячами лет для некоторых сталей с не восстановленной активацией.
Процесс сварки вольфрамовым электродом в среде инертного газа (TIG) был разработан в 1938 году и благодаря своему качеству широко используется в современной промышленности, такой как аэрокосмическая, ядерная, нефтяная и химическая промышленность. Кажется, он хорошо приспособлен для сварки таких материалов, требуя высокой точности. К сожалению, основными недостатками процесса сварки TIG являются его ограниченная проникающая способность за один проход, плохая устойчивость к определенному составу материала и низкая производительность [3,4].Процесс сварки TIG с активированным флюсом (A-TIG) был впервые разработан Институтом электросварки им. Э. О. Патона в 1960-х годах в Киеве (Украина) [5]. В процессе сварки A-TIG перед сваркой на поверхность материала наносится очень тонкий слой активированного флюса. Благодаря этому флюсу глубина проплавления значительно увеличивается (до 300%) при тех же условиях сварки [6-8]. Сварка A-TIG может значительно повысить производительность сварки и снизить затраты на сварку, а также уменьшить сварочные деформации, одновременно огромная экономия средств и снижение ее чувствительности к химическому составу основного металла [9, 10].
Параметры формы сварного шва, такие как глубина проплавления (DOP), ширина сварного шва (BW) и ширина зоны термического влияния (HAZ), в стали RAFM, полученных с помощью сварки A-TIG, играют важную роль в определении качества сварки и механические свойства, такие как ползучесть, малоцикловая усталость и ударная вязкость. Параметры формы сварного шва и ширина ЗТВ определяются в зависимости от тока, напряжения и скорости горелки. Экспериментальная оптимизация параметров процесса, необходимых для достижения желаемой глубины проникновения и ширины ЗТВ в вышеуказанных конструкционных материалах, может потребовать множества экспериментов и действительно отнимает много времени.Следовательно, необходимо разработать вычислительную модель для определения оптимальных параметров процесса сварки A-TIG для достижения заданной глубины проплавления и ширины ЗТВ.
Мягкие вычисления — естественный вариант для решения нелинейных и сложных задач в сварке [11,12]. Фундаментальные области мягких вычислений — искусственные нейронные сети (ИНС), нечеткая логика и генетические алгоритмы (ГА) и т. Д. Применение этих методов открывает новые возможности в решении сложных проблем.Искусственные нейронные сети — это параллельно-распределенные системы обработки, содержащие элементы нелинейных процессов, которые работают аналогично биологическим нейронам. Искусственные нейронные сети обладают способностью учиться на опыте и обобщать новые данные из предыдущих наборов данных. Они особенно полезны для задач, в которых отсутствует полное понимание взаимосвязей между переменными. Нечеткая логика предсказывает сложные характеристики проблем на основе концепции относительной важности точности решений.Нечеткая логика предлагает мощную основу для рассуждений о том, как работает человеческое мышление. Эти системы используют подход на основе правил и интерполяционные рассуждения, а также выполняют нелинейное отображение входных данных. В нечеткой логике также могут быть добавлены знания эксперта для точного получения результатов. Генетические алгоритмы — это недетерминированные методы стохастической оптимизации, использующие теории эволюции и естественного отбора для решения проблемы в рамках комплексного пространства решений [13]. GAs обладает популяцией решений, которые развиваются в соответствии с правилами отбора и другими операторами, такими как рекомбинация и мутация.GA представляет собой эффективный глобальный метод оптимизации нелинейных задач.
В настоящее время гибридные методы, такие как комбинация ИНС и ГА или нечеткой логики и ГА, появляются как новаторские решения нелинейных проблем [14]. Эти системы раскрывают преимущества обоих методов. Datta et al. [15] работали над аналогичной гибридной системой, состоящей из ИНС и Multi-Objective GA для проектирования высокопрочных многофазных сталей. S. Dey et al. [16] смоделировали механические свойства сталей с использованием TRIP, используя систему нечеткого вывода.
Адаптивная нейронная система нечеткого вывода (ANFIS), модифицированная система нечеткого вывода (FIS), работает аналогично нейронным сетям. С помощью ANFIS настройку параметров функции принадлежности можно выполнить либо с помощью алгоритма обратного распространения, либо в сочетании с методом наименьших квадратов. Это позволяет FIS извлекать уроки из данных, которые должны быть смоделированы. Было предпринято несколько попыток смоделировать сложные проблемы с помощью этого продвинутого инструмента. Hancheng et al. [17] моделировали свойства материалов с помощью нечетких нейронных сетей.Чен и Линкенс [18] предсказали ударную вязкость легированных сталей. Таким образом, гибридные вычислительные методы используются для моделирования нелинейных и сложных задач, включающих параметры процесса сварки и параметры формы сварного валика. Эдвин и Куманан [19] предсказали ширину сварного шва при дуговой сварке под флюсом, используя ANFIS. Ковачевич и Чжан [20] экспериментально смоделировали геометрию сварочной ванны с помощью Neurofuzzy. Васудеван и др. [21-23] использовали гибридные методы наряду с GA для оптимизации параметров процесса GTAW аустенитных нержавеющих сталей.Де и Бэг [24] объединили GA с моделью теплопередачи для прогнозирования параметров процесса точечной сварки GTA. Поскольку применение GA для решения нелинейных задач сварки очень уместно, в последнее время в области сварки все шире применяются генетические алгоритмы.
Объединение ANFIS с GA или ANN с GA — это новые методологии решения нелинейных проблем, таких как оптимизация сварочных процессов. Причина выбора их вместо регрессионных моделей заключается в том, что эти инструменты очень эффективны в обучении и становятся очень точными инструментами прогнозирования после обучения.Можно разработать точные модели с использованием ANFIS или ANN для прогнозирования параметров формы сварного шва в зависимости от переменных процесса сварки. Эти модели затем находят применение при оценке целевой функции в генетическом алгоритме.
В данной работе параметры сварочного процесса, такие как ток, напряжение и скорость горелки, коррелируются с использованием ANFIS, который включает эффективное обучение на основе заданных данных, для параметров формы сварного валика, таких как глубина проплавления, ширина валика и ширина зоны термического влияния.Затем эти модели ANFIS используются в GA для оценки целевой функции и достижения оптимальных решений для получения заданной геометрии сварного шва и ширины HAZ во время сварки A-TIG восстановительно-активированных ферритно-мартенситных сталей.
2. Создание данных
Наплавка проводилась на листах из восстановительно-активированной ферритно-мартенситной стали толщиной 6 мм. Было проведено несколько экспериментов для получения 56 наборов данных путем изменения параметров процесса.Ток регулировался между минимальным значением 75 ампер и максимальным значением 250 ампер с шагом 25 ампер (скажем, 75, 100, 125 — 250). Скорость горелки устанавливалась в диапазоне 1,33–3,33 мм / с, а напряжение дуги — от 10,1 до 16,9 В. Использовался торированный вольфрамовый электрод диаметром 3 мм, острие которого наклонено под углом 45 ° к вертикальной плоскости. Дуговый зазор был установлен равным 1 мм. Для защиты использовали аргон с расходом 10 литров в минуту. Для сокращения времени производства использовался многокомпонентный активированный флюс.Образцы, вырезанные из сварных швов наплавленной пластины, были отполированы и протравлены, чтобы увидеть поперечное сечение для измерения глубины проплавления, ширины сварного шва и ширины ЗТВ. Для измерений использовался микроскоп машиниста. На рисунке 1 показаны различные параметры формы сварного шва и ширина ЗТВ в типичном сварном шве.
3. Методология
Методология, применяемая для оптимизации геометрии сварного шва с использованием моделей на основе GA, включает два важных этапа.Первоначально были созданы три разные модели с использованием ANFIS, коррелирующих параметры процесса сварки, такие как ток, скорость горелки и напряжение дуги, с глубиной проплавления, шириной валика и шириной зоны термического влияния соответственно. Блок-схема, на которой показаны этапы методологии, показана на рисунке 2. Затем эти модели были включены в GA для оценки целевой функции, и поэтому был разработан код GA для оптимизации параметров процесса сварки для достижения заданной геометрии сварного шва и ширины HAZ. .
4.Результаты и обсуждения
4.1. Разработка моделей системы адаптивного нейро-нечеткого вывода
В систему адаптивного нейро-нечеткого вывода встроена модель
Рис. 1. Схематическое изображение, показывающее параметры формы сварного шва. A: ширина борта; B: глубина проникновения; C: ширина ЗТВ; D: сварной металл; E: основной металл.
Рисунок 2. Блок-схема, представляющая задействованную методологию.
Система нечеткого вывода в рамках адаптивных сетей. Он служит основой для построения набора нечетких правил «если-то» с соответствующими функциями принадлежности для достижения заданных пар входных-выходных данных. Он моделирует или реконструирует всю систему нечеткого вывода, параметры функции принадлежности которой настраиваются с использованием либо алгоритма обратного распространения, либо в сочетании с методом наименьших квадратов. Он изучает и, следовательно, обучает систему нечеткого вывода на основе заданных наборов входных данных.Эта нечеткая система состоит в основном из трех компонентов: 1) база правил, которая имеет набор правил; 2) база данных, с помощью которой можно определить функции принадлежности и настроить ее параметры; 3) Механизм принятия решений, который выполняет процедуру вывода для сопоставления входных данных и правил [19]. Схематическая структура, подобная сети, которая используется в ANFIS, показана на рисунке 3 с указанием основных входных и выходных параметров.
В данной работе из 56 наборов данных 47 использовались для обучения, 9 — для проверки и 9 — для тестирования FIS.Три независимых модели ANFIS были разработаны отдельно для прогнозирования ширины сварного шва, глубины проплавления и ширины ЗТВ. Модель Sugeno представляет собой FIS компактно с высокой вычислительной эффективностью. Он хорошо работает в нелинейных задачах, а также с оптимизационными и адаптивными методами. Треугольная функция, которая отображает эту нелинейную проблему с высокой эффективностью, используется для каждого параметра процесса сварки, а количество функций принадлежности фиксировано как три, представляющих лингвистические переменные, такие как низкий, средний и высокий.Затем создается новый FIS, реализующий технику разделения сетки, которая объединяет все наборы данных в кластеры и создает соответствующие правила. Параметры функции принадлежности изначально назначаются ANFIS и изменяются при обучении FIS. Комбинация обратного распространения и метода наименьших квадратов (гибридный метод оптимизации) используется для процесса обучения на
Рисунок 3. Схематическое изображение сети ANFIS.
наименьшее значение ошибки примерно для 250–300 итераций.Параметры разработанной FIS следующие:
Затем правила, которые не влияют на выходное значение, удаляются. В конечном итоге количество правил составляет 2, 15 и 26 в моделях, прогнозирующих глубину проникновения, ширину валика и ширину ЗТВ соответственно. Значения среднеквадратичной ошибки (RMS) были получены в этих моделях ANFIS с использованием функции тройного членства для наборов данных обучения и тестирования, приведенных в таблице 1.
Рисунок 4 ясно показывает, что существует хорошее соответствие между фактическими значениями и прогнозируемые значения параметров формы сварного шва в моделях, разработанных ANFIS.Значения среднеквадратичной ошибки, упомянутые в таблице 1, показывают, что существует отличная корреляция между фактическими и прогнозируемыми значениями. Таким образом, геометрия сварного шва и ширина ЗТВ, предсказанные моделями, созданными ANFIS, оказались довольно хорошими.
4.2. Разработка кода генетического алгоритма
Код генетического алгоритма был разработан в Matlab для оптимизации параметров процесса сварки, таких как ток, скорость горелки и напряжение дуги, для сталей с пониженным активированием ферритно-мартенситного класса.Блок-схема, которая представляет шаги [13], задействованные в разработке кода GA, представлена на рисунке 5.
Таблица 1. Среднеквадратичная ошибка при прогнозировании параметров формы сварного шва с помощью моделей ANFIS с использованием trimf.
4.3. Многоцелевая функция
Для достижения целевых значений параметров формы сварного шва, таких как глубина проплавления, ширина валика и ширина зоны термического влияния, код GA должен сходиться для поиска решений.Чтобы облегчить целевую функцию, чтобы сойтись к решениям с меньшим количеством итераций, в качестве целевой функции используется минимизация ошибок по методу наименьших квадратов. В данной работе сумма наименьших квадратов ошибок параметров формы сварного шва, умноженная на веса, которые назначаются на основе их относительной важности, выбирается в качестве целевой функции, как в уравнении (1). Таким образом, взвешенная сумма превращает многокритериальную задачу оптимизации в скалярную [25].
(1)
где ObjV — целевая функция, DOPT, HAZWT — целевые значения глубины проникновения, ширина HAZ соответственно, DOP, HAZW — глубина проникновения, значения ширины HAZ соответственно для i th индивидуума.Хотя целевая функция в основном предназначена для минимизации значений ошибок, GA всегда стремится максимизировать решения.
Таким образом, решения ранжируются на основе индекса пригодности, который определяется как инверсия цели
(a) (b) (c)
Рисунок 4. Графики, отображающие сравнение фактических значений и прогнозируемых значений модель ANFIS с обрезкой для (а) ширины борта; (б) глубина проникновения; и (c) ширина ЗТВ.
Рисунок 5. Блок-схема, описывающая различные шаги в GA.
значение функции, так что решение с низким значением целевой функции имеет высокое значение индекса пригодности. Решения с более высокими значениями пригодности выбираются для следующего поколения.
4.4. Выбор параметров генетического алгоритма
В генетическом алгоритме есть несколько параметров, таких как количество особей, количество поколений, тип кроссовера, частота кроссовера и частота мутаций, которые контролируют скорость конвергенции.Деб [26] аккуратно объясняет различные термины, используемые в GA. Эти параметры варьируются в указанном ниже диапазоне до достижения оптимальных значений:
На основе метода проб и ошибок и влияния параметров на исследуется сходимость решений. Были выбраны параметры, обеспечивающие точную сходимость с большей скоростью, они перечислены в таблице 2.
Также были указаны максимальное и минимальное значения (диапазон) для каждого параметра процесса сварки, такого как ток, скорость горелки и напряжение дуги. Исходная совокупность в двоичной форме выбирается случайным образом в пределах указанных значений для итерационного процесса. Каждый человек в исходной популяции представляет каждый параметр сварочного процесса. В данном случае максимальное значение среди всех независимых параметров было 250 (то есть значение тока), поэтому длина каждого отдельного гена в хромосоме выбрана равной восьми (2 8 = 256).Поскольку есть три параметра, управляющих целевыми переменными процесса, общая длина хромосомы составляет 24 (8 × 3). Стандартное кодирование серого используется для декодирования двоичного представления строк вместе с логарифмическим масштабированием.
Затем двоичные строки, преобразованные в реальные значения, оцениваются на предмет их пригодности с использованием целевой функции. Веса выбираются таким образом, чтобы их сумма приходилась на единицу и присваивалась в соответствии с их влиянием на целевые параметры процесса.Эти хромосомы ранжируются на основе значений индекса приспособленности, которые вычисляются как обратное значению целевой функции.
Для отбора лучших хромосом из этой популяции используется выбор колеса рулетки. В этом методе родители выбираются на основе значений их индекса пригодности. Чем лучше хромосомы, тем больше у них шансов быть избранным. Создается виртуальное колесо рулетки (круговая диаграмма), в котором каждому человеку назначается часть, пропорциональная нормализованному значению пригодности.Несмещенное вращение указателя рулетки моделируется с помощью генератора случайных чисел, и человек, соответствующий области, на которую он указывает, часто отбирается для дальнейшей обработки с заданной вероятностью [26]. Хромосомы с более высокими значениями приспособленности выбираются больше раз, поскольку они занимают больше места на круговой диаграмме [13]. Этот алгоритм работает аналогично, пока не сгенерирует всю популяцию для следующего поколения.
Затем на этих отобранных хромосомах был проведен многоточечный кроссовер.Основная идея этого многоточечного кроссовера заключается в том, что части представления хромосомы, которые вносят наибольший вклад в производительность конкретного человека, не обязательно могут содержаться в смежных подстроках. Этот метод берет две родительские строки из пула сопряжения и выполняет обмен в некоторых позициях между ними, чтобы сформировать новую строку (дочерние элементы). Кроссовер состоит из трех этапов.
Таблица 2. Параметры генетического алгоритма, выбранные для оптимизации параметров сварочного процесса.
Сначала случайным образом выбираются две родительские строки. Во-вторых, в обеих строках случайным образом выбирается ряд позиций (в качестве сайтов кроссовера). Наконец, части нитей в местах кроссовера обмениваются между обоими родителями, образуя потомство. Этот кроссовер ограничен только определенными родителями, что определяется скоростью кроссовера. На основе значений ошибок в прогнозируемых параметрах сварного шва коэффициент перехода был зафиксирован как 0.72, подразумевая, что кроссовер был осуществлен только на 72 хромосомах среди 100 хромосом, а остальные хромосомы были перенесены в следующее поколение без каких-либо изменений [25].
После кроссовера в потомстве была проведена мутация, в которой один аллель гена случайным образом заменяется другим для создания новой генетической структуры. Вероятность мутации поддерживается низкой на уровне 0,004, чтобы избежать любых возможных нарушений. Потомки декодируются в реальные значения.Затем для этого нового набора хромосом оценивается целевая функция, и они ранжируются на основе значений их индекса пригодности. Из этой смеси родителей и потомков отбираются 100 лучших хромосом на основе их рейтинга пригодности. Затем эти вновь выбранные хромосомы были повторно вставлены для следующих итераций. Подобные итерации продолжаются до тех пор, пока не исчезнут дальнейшие изменения значения оптимизированных параметров процесса или каких-либо условий завершения, таких как достижение фиксированного числа поколений, получение решения с наивысшим рейтингом пригодности, истечение фиксированного времени вычислений.В этом случае достижение фиксированного числа поколений использовалось в качестве условия завершения.
4.5. Валидация модели GA
Для получения наилучших результатов программа GA запускалась десять раз, в большинстве случаев давая десять различных результатов, которые почти близки. Затем были выбраны только лучшие параметры, которые дают лучшие результаты в зависимости от целей. Эти выбранные параметры приведены в таблице 3.
Сравнение фактических и целевых значений DOP и ширины HAZ приведено в таблице 4.Графики сравнения между заданными и фактическими параметрами формы сварного шва представлены на Рисунке 6.
Достигнуто близкое соответствие между заданными и фактическими значениями глубины проплавления и ширины ЗТВ. Таким образом, настоящая работа показывает, что генетический алгоритм обладает способностью оптимизировать и производить множество параметров сварочного процесса, которые могут точно привести к желаемому профилю сварного шва и ширине ЗТВ в стали RAFM.
5. Заключение
Генетический алгоритм в сочетании с моделями ANFIS был использован для оптимизации параметров процесса сварки A-TIG для достижения заданной геометрии сварного шва и ширины HAZ в стали RAFM.Методология реализована в два этапа. Сначала были разработаны независимые модели ANFIS, коррелирующие параметры процесса сварки.
Таблица 3. Несколько параметров процесса сварки для достижения одинаковых целевых параметров формы сварного шва.
Таблица 4. Сравнение целевой и фактической глубины проникновения и ширины ЗТВ.
(а) (б)
Рис. 6. Сравнение фактических и целевых значений (а) глубины проникновения и (б) ширины ЗТВ.
таких параметров, как ток, скорость горелки и напряжение дуги с параметрами сварного шва, такими как глубина проплавления, ширина шва и ширина зоны термического влияния. Во-вторых, был разработан код GA для оптимизации переменных процесса для достижения желаемой целевой глубины проникновения и ширины ЗТВ. Модели ANFIS использовались для оценки целевой функции в коде GA. Достигнуто точное соответствие между заданными и фактическими значениями глубины проникновения и ширины ЗТВ. Таким образом, настоящая работа показывает, что GA имеет возможность оптимизировать и производить несколько наборов параметров сварочного процесса, которые могут точно привести к желаемому профилю сварного шва и ширине HAZ в стали RAFM.
СПИСОК ЛИТЕРАТУРЫ
- Р. Л. Клюх, «Бейнитные и мартенситные стали с пониженной активацией для применения в ядерном синтезе», Current Opinion in Solid State and Materials Science, Vol. 8, No. 3-4, 2004, pp. 239-250. doi: 10.1016 / j.cossms.2004.09.004
- RW Conn, EE Bloom, JW Davis, RE Gold, R. Little, KR Schultz, DL Smith и FW Wiffen, «Отчет о материалах с низкой активацией для термоядерных применений», Nuclear Технологии / Fusion, Vol.5, 1984, стр. 291-310.
- П. Дж. Моденези, Э. Р. Аполинарио и И. М. Перейра, «Сварка TIG однокомпонентными флюсами», Journal of Materials Processing Technology, Vol. 99, No. 1-3, 2000, pp. 260-265. doi: 10.1016 / S0924-0136 (99) 00435-5
- К.А. Ющенко, Д.В. Коваленко, И.В. Коваленко, «Особенности сварки нержавеющей стали методом A-TIG», Труды 7-й Международной конференции по тенденциям в исследованиях в области сварки, Callaway Gardens Курорт, Пайн-Маунтин, 16-20 мая 2005 г.
- Л. Н. Ли, Д. Х. Цай и З. Д. Чжан, «Газовая вольфрамовая дуговая сварка магниевого сплава с использованием проволоки с активированным флюсовым покрытием», Scripta Materialia, Vol. 57, No. 8, 2007, pp. 695-698. doi: 10.1016 / j.scriptamat.2007.06.040
- ZD Zhang, LM Liu, Y. Shen and L. Wang, «Механические свойства и микроструктура газа из магниевого сплава. Вольфрамовая дуговая сварка с использованием флюса хлорида кадмия », Характеристики материалов, т. 59, No. 1, 2008, pp. 40-46. DOI: 10.1016 / j.matchar.2006.10.012
- З. Д. Чжан, Л. М. Лю, Ю. Шен и Л. Ван, «Сварка магниевых сплавов с активирующим флюсом», Наука и технология сварки и соединения, Vol. 10, No. 6, 2005, pp. 737-743. doi: 10.1179 / 174329305X70702
- Т. Паскелл, К. Лундин и Х. Кастнер, «Флюс GTAW увеличивает проницаемость сварных швов», Welding Journal, Vol. 76, No. 4, 1997, pp. 57-62.
- М. Васудеван, «Вычислительные и экспериментальные исследования аустенитных нержавеющих сталей, полученных дуговой сваркой», Ph.Докторская диссертация, Индийский технологический институт, Мадрас, 2007.
- П. К. Дж. Андерсон и Р. Викторович, «Повышение производительности с помощью сварки A-TIG», Сварка и изготовление металлов, Vol. 64, No. 3, 1996, pp. 108-109.
- М. Васудеван и Б. Радж, «Мягкие вычисления в материаловедении и инженерии», IIM Metal News, Vol. 12, No. 1, 2009, pp. 15-21.
- М. Васудеван, «Мягкие вычислительные методы в сварке нержавеющей стали», Материалы и производственные процессы, Vol.24, No. 2, 2009, pp. 209-218. doi: 10.1080 / 10426910802612338
- Н. Чакраборти, «Генетический алгоритм в дизайне и обработке материалов», International Material Reviews, Vol. 49, No. 3-4, 2004, pp. 246-260. doi: 10.1179 / 095066004225021909
- А. Абрахам и Б. Нат, «Гибридная интеллектуальная система проектирования — обзор десятилетия исследований», IEEE Transactions on Systems, Man and Cybernetics (Part C), Vol. 3, No. 1, 2000, pp. 1-37.
- с.Датта, Ф. Петтерссон, С. Гангули, Х. Саксен и Н. Чакраборти, «Разработка высокопрочной многофазной стали для улучшения баланса прочности и пластичности с использованием нейтральных сетей и многоцелевого генетического алгоритма», ISIJ International, Vol. 47, No. 8, 2007, pp. 1195-1203. doi: 10.2355 / isijinternational.47.1195
- С. Дей, С. Датта, П. П. Чаттопадхай и Дж. Сил, «Моделирование свойств стали TRIP с использованием AFIS: распределенный подход», Computational Materials Science, Vol. 43, вып.3, 2008, стр. 501-511. doi: 10.1016 / j.commatsci.2007.12.009
- Х. К. Цянь, Б. С. Ся, С. З. Ли и Ф. Г. Ван, «Моделирование свойств материалов с помощью нечеткой нейронной сети», Journal of Materials Processing Technology, Vol. 122, № 2-3, 2002, стр. 196-200. DOI: 10.1016 / S0924-0136 (02) 00019-5
- M.-Y. Чен и Д. А. Линкенс, «Прогнозирование ударной вязкости сталей TMCP с использованием нейронно-нечеткого моделирования, основанного на знаниях», ISIJ International, Vol. 46, No. 4, 2006, стр.586-590. doi: 10.2355 / isijinternational.46.586
- Дж. Э. Р. Дхас и С. Куманан, «ANFIS для прогнозирования ширины сварного шва в процессе дуговой сварки под флюсом», Журнал научных и промышленных исследований, Vol. 66, No. 5, 2007, pp. 335-338.
- Радован Ковачевич, Ю.М.Жанг, «Оценка состояния сварки сварного шва на основе нейро-нечеткой модели, Системы управления IEEE», Vol. 17 (2), 1997, стр 30-42.
- М. Васудеван, М. В. Куппусвами и А.К. Бхадури, «Оптимизация параметров процесса газо-вольфрамовой дуговой сварки аустенитной нержавеющей стали с использованием генетического алгоритма», Труды Индийского института металлов, Vol. 63, No. 3, 2010, pp. 1-10. doi: 10.1007 / s12666-010-0001-5
- М. Васудеван, К. Н. Гаутам и Т. Джаякумар, «Прогнозирование глубины проплавления, ширины сварного шва и ширины HAZ в мод. Сварные швы стали 9Cr-1Mo с использованием моделей, основанных на адаптивной системе нейро-нечеткого вывода (ANFIS) », Международный журнал вычислительного материаловедения и инженерии поверхностей, Vol.4, № 3, 2011, стр. 205–218.
- К. Н. Гаутам, М. Васудеван, В. Мадураимуту и Т. Джаякумар, «Интеллектуальное моделирование, объединяющее ANFIS и генетический алгоритм для оптимизации параметров процесса сварки», Металлургия и материалы. B, Vol. 42, No. 2, 2011, pp. 385-392.
- С. Баг и А. Де, «Разработка эффективной численной модели теплопередачи в сочетании с оптимизацией на основе генетических алгоритмов для прогнозирования технологических параметров при точечной сварке GTA», Наука и технологии сварки и соединения, Vol.14, No. 4, 2009, pp. 633-645. doi: 10.1179 / 136217108X356791
- М. Васудеван, В. АрунКумар, Н. Чандрасекхар и В. Мадураимуту, «Генетический алгоритм оптимизации процесса сварки A-TIG для модифицированной стали 9Cr-1Mo», Наука и технология сварки и соединения, Vol. 15, No. 2, 2010, pp. 117-123. doi: 10.1179 / 136217109X12577814486773
- К. Деб, «Введение в генетические алгоритмы», Sadhana, Vol. 24, No. 4-5, 1999, pp. 239-315. DOI: 10.1007 / BF02823145
ПРИМЕЧАНИЯ
* Автор, ответственный за переписку.
ПИТАТЕЛЬ 3-ФАЗНЫЙ COL BLACKBURN LANCS THERMAL ARC LM-300 MIG STICK & TIG WELDER
ПИТАТЕЛЬ 3-ФАЗНЫЙ COL BLACKBURN LANCS THERMAL ARC LM-300 MIG STICK & TIG WELDER
THERMAL ARC LM-300 MIG STICK & TIG WELDER + ПИТАТЕЛЬ 3-ФАЗНЫЙ COL BLACKBURN LANCS. Сварщик — это бывшая школьная машина, которая мало использовалась и регулярно обслуживалась и ремонтировалась. Состояние: Б / у: Изделие, которое ранее использовалось. На изделии могут быть некоторые признаки косметического износа, но он полностью исправен и функционирует должным образом.Это может быть напольная модель или предмет, возвращенный продавцу после определенного периода использования. См. Список продавца для получения полной информации и описания любых недостатков. См. Все определения условий , Примечания продавца: «в хорошем состоянии, GWO со странными небольшими отметинами и царапинами от использования. Пожалуйста, изучите фотографии ». ,。
ПИТАТЕЛЬ 3-ФАЗНЫЙ COL BLACKBURN LANCS THERMAL ARC LM-300 MIG STICK & TIG WELDER
вышивка гладью с передними карманами-кенгуру.это произведение, которое вы обязательно должны добавить в свою коллекцию. 8 (Чистая медь 5 x 35, упаковка 200 шт. Качество: Basic: Industrial & Scientific, Uni 0,5 мм 4B 3B 2B B HB H 2H 3H 4H Refill Pencil Lead Nano Dia 40 штук, NGIL Cow in Town Canvas Tote Bag с прикрепленным мешком для монет: Спорт и туризм. Дата первого упоминания: 13 марта. Профессиональная вышивка и качественная вышивка демонстрируют представленный дизайн, Rpi Raspberry Pi Zero W Protoboard Breadboard HAT Паяный женский контактный разъем. Десятилетия ведущих в отрасли исследований и разработок были сосредоточены на удовлетворении потребностей технических специалистов.Купить Подставка для очков i-Win Подставка для очков Подставка для очков Форма носа Подставка для очков Забавный декор стола (Горячие губы): Стенды для демонстрации — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при определенных покупках. Регулируется: спорт и отдых. Органайзер для труб для маркировочных трубок из ПВХ. Продемонстрируйте свою гордость за колледж и внесите свой вклад в атмосферу командного духа в день игры, проявив цвета Университета Маркетта с этим высококачественным фанатским снаряжением, женским купальником для танцевальной йоги с сетчатой спинкой.WADKIN BURSGREEN 310 мм HSS TERSA Planer Blade 2-сторонние двусторонние строгальные лезвия, Редактируемый шаблон карты рецептов с цветочной каймой в стиле шебби-шик, Чаша достаточно большая, чтобы быть универсальной на кухне, SANDPAPER ROLL 40 60 80 100 120 150 180 GRIT COARSE FINE ROLLS 115MM X 4.5M, я пришлю цифровую пробу перед гравировкой, достаточно большой, чтобы добавить тонкое украшение к пиджаку, Автомобильный дополнительный плеер usb / sd / audio fm / bluetooth Плата декодирования MP3 с дистанционным управлением FD 3X, 999 Fine Серебро, выплавленное в США, даже если это открытка на годовщину первой годовщины или просто годовщину свидания, OMRON h4G-8A TIMER 24VAC 7A 0-30min 8pin *** НОВИНКА, «бегущая» по длине стола, штамп изготовлен из лакированного древесина бука.Металлическое охлаждение 135 мм 13,5 см Решетка вентилятора Решетка корпуса ПК Защитная крышка вентилятора. Широкое применение: отлично подходит для обуви. а также позволит вам подарить его своей семье или другу; Убийца пней Сланец Крыша сарай Медные гвозди для кровли Кровля 50 мм x 3,35 мм. * 【DIY Craft】 Прыжковые кольца в качестве основного соединителя в конструкции цепочки для ключей, цельный купальный костюм для маленьких девочек Gymboree. Всегда смотрите в таблице размеров обхват груди и длину и подтверждайте размер, прежде чем совершать покупку. Бесплатная доставка для подходящих заказов. В набор входят 1 круг и 1 квадрат.
.