Сварка в защитных газах плавящимся электродом
Сварка в защитных газах плавящимся электродом
Категория:
Сварка металлов
Сварка в защитных газах плавящимся электродом
Сварка в защитных газах плавящимся электродом — дуговая сварка, осуществляемая с использованием плавящегося электрода и защитного газа, вдуваемого в зону дуги. Для защиты используют инертные и активные газы, а также их смеси (Аг, Не, С02, Аг+СО», С02+02, Аг+02 и др.).
Основными разновидностями сварки плавящимся электродом в защитных газах являются аргонодуговая сварка и сварка в углекислом газе. Этот процесс является механизированным, сварку выполняют полуавтоматами и автоматами.
Сварка в защитных газах плавящимся электродом имеет ряд особенностей. Устойчивое горение дуги обеспечивается при высокой плотности постоянного тока (100 А/мм2 и выше) на возрастающей ветви вольт-амперной характеристики. Стабильность параметров сварного шва (его глубина и ширина) зависит от постоянства длины дуги, которая обеспечивается процессами саморегулирования длины дуги за счет поддержания постоянной скорости подачи электродной проволоки, равной скорости ее плавления.
Так как условием устойчивого горения дуги при сварке плавящимся электродом в защитных газах является высокая плотность сварочного тока, то применяют электродную проволоку малого диаметра, что приводит к необходимости применения больших скоростей подачи электродной проволоки.
При этих условиях процесс саморегулирования источниками питания с падающими характеристиками не обеспечивается. Поэтому для поддержания стабильной длины дуги и обеспечения процесса саморегулирования длины дуги необходимо применять источники питания постоянного тока с жесткой или возрастающей внешней характеристикой (преобразователи типа ПСГ-500 или выпрямители ВС-300, ИПП-300, ИПП-500 и др.). Сварку обычно ведут на постоянном токе обратной полярности при непрерывной подаче электродной проволоки. Сварку выполняют полуавтоматами и автоматами.
Наибольшее применение получили полуавтоматы типов А-547, ПДГ-500 и др.
Автоматы для сварки в защитных газах в основном тракторного типа — АДПГ-500, АДГ-500 и др.
Основные параметры режима и техника сварки. К основным параметрам режима сварки плавящимся электродом относятся сила тока, полярность, напряжение дуги, диаметр и скорость подачи электродной проволоки, состав и расход защитного газа, вылет электрода, скорость сварки. Сварку плавящимся электродом обычно выполняют на обратной полярности. При прямой полярности скорость расплавления в 1,4—1,6 раза выше, чем при обратной, однако дуга горит менее стабильно с интенсивным разбрызгиванием. Сварочный ток, от которого зависят размеры шва и производительность сварки, зависит от диаметра и состава проволоки, его устанавливают в соответствии со скоростью подачи проволоки.
Скорость сварки составляет обычно 15—80 м/ч, ее выбирают с учетом производительности и качества формирования шва. Качественные соединения можно получить при толщине металла для автоматической сварки >0,5 мм, полуавтоматической >1 мм, обычно сваривают толщины >3 мм.
Металлы толщиной до 4 мм сваривают без разделки кромок. Для улучшения формирования шва при толщине металла >2—3 мм сварку проводят на медной подкладке с формирующей канавкой или на остающейся подкладке из основного металла. Для сварки тонколистового металла используют проволоку диаметром 0,5—1,2 мм. Металл толщиной 4—12 мм обычно сваривают за два прохода с двух сторон без разделки, толщиной 15—20 мм — за два-три прохода с углом разделки 60° и притуплением 2—4 мм. При толщине 20— 30 мм применяют двустороннюю разделку кромок с углом 60° и притуплением 2—4 мм. Металлы большей толщины целесообразно сваривать при узкой щелевой разделке кромок за несколько проходов.
Для улучшения формирования шва при толщине металла >2—3 мм сварку проводят на медной подкладке с формирующей канавкой или на остающейся подкладке из основного металла. Для сварки тонколистового металла используют проволоку диаметром 0,5—1,2 мм. Металл толщиной 4—12 мм обычно сваривают за два прохода с двух сторон без разделки, толщиной 15—20 мм — за два-три прохода с углом разделки 60° и притуплением 2—4 мм. При толщине 20— 30 мм применяют двустороннюю разделку кромок с углом 60° и притуплением 2—4 мм. Металлы большей толщины целесообразно сваривать при узкой щелевой разделке кромок за несколько проходов.
Полуавтоматическую сварку выполняют обычно на меньших силах тока, чем автоматическую. Сварку можно выполнять в различных пространственных положениях с применением приемов удержания сварочной ванны. Техника сварки металла толщиной >2 мм при полуавтоматической сварке аналогична технике при ручной дуговой сварке покрытыми электродами.
Аргонодуговая сварка плавящимся электродом. Область применения этого вида — сварка цветных металлов (алюминия, магния, меди, титана и их сплавов) и легированных сталей.
Область применения этого вида — сварка цветных металлов (алюминия, магния, меди, титана и их сплавов) и легированных сталей.
Сварка происходит с капельным и струйным переносом. С увеличением тока капельный перенос металла электрода сменяется струйным и глубина проплавления увеличивается. Критическая величина тока, при которой капельный перенос сменяется струйным, составляет: при сварке сталей — от 60 до 120 А на 1 мм2 сечения электродной проволоки, при сварке алюминия — 70 А.
При аргонодуговой сварке плавящимся электродом предъявляются более жесткие требования к сборке, чем при сварке вольфрамовым электродом, перед сваркой необходима тщательная очистка кромок свариваемых материалов и проволоки.
Сварка плавящимся электродом в углекислом газе. Этим способом можно сваривать подавляющее большинство сталей, удовлетворительно сваривающихся другими видами дуговой сварки. Наряду с другими преимуществами, которые характерны для сварки в защитных газах, сварка в углекислом газе характеризуется высокой производительностью и низкой стоимостью. К недостаткам ее относятся повышенное разбрызгивание и не всегда удовлетворительный внешний вид шва.
К недостаткам ее относятся повышенное разбрызгивание и не всегда удовлетворительный внешний вид шва.
Основной особенностью сварки в углекислом газе плавящимся электродом является необходимость применения электродных проволок с повышенным содержанием элементов — раскислителей кремния Si и марганца Мп, компенсирующих их выгорание в зоне сварки, предотвращающих дополнительное окисление металла при сварке и образование пор. Для углеродистых сталей в основном используют сварочные проволоки сплошного сечения Св-ЮГС, Св-08Г2С, а также порошковые проволоки, содержащие порошки ферросплавов FeSi, FeMn. Причины окисления и образования пор при сварке в углекислом газе следующие. При сварке углекислый газ диссоциирует в зоне дуги с образованием атомарного кислорода по реакции С02->С0+0, СО-КЯ-О. Атомарный кислород окисляет железо и легирующие присадки, содержащиеся Ь стали Fe+0->FeO. В результате этого металл сварочной ванны насыщается кислородом, а его свойства ухудшаются.
Образующийся при кристаллизации металла шва СО выделяется в виде пузырьков, часть из которых, не успевая выделиться, задерживается в металле шва, образуя поры.
В том случае, если сварочная проволока легирована кремнием и марганцем, окислы железа раскисляются не за счет углерода, а в основном за счет кремния и марганца из сварочной проволоки и таким образом предотвращается образование окиси углерода при кристаллизации и образование пор.
Реклама:
Читать далее:
Дуговая наплавка и резка металлов
Статьи по теме:
| Сварное соединение | Рекомендуемый способ сварки |
|---|---|
| 1 Стыковые соединения окрайки днища | 1.1 Механизированная сварка в углекислом газе и его смесях (МП). 1.2 Механизированная сварка порошковой проволокой (МПС, МПГ). 1.3 Механизированная аргонодуговая сварка плавящимся электродом (МАДП) |
| 2 Соединения элементов центральной части днища | 2.1 Автоматическая сварка под флюсом (АФ). 2.2 Автоматическая сварка проволокой сплошного сечения в среде защитного газа (АПГ, ААДП).  2.3 Механизированная сварка порошковой проволокой (МПС, МПГ). 2.4 Механизированная сварка в углекислом газе и его смесях (МП). 2.5 Механизированная аргонодуговая сварка плавящимся электродом (МАДП) |
| 3 Монтажные стыки стенки из рулонированных полотнищ | 3.1 Механизированная сварка в углекислом газе и его смесях (МП). 3.2 Механизированная аргонодуговая сварка плавящимся электродом (МАДП). 3.3 Механизированная сварка порошковой проволокой (МПС, МПГ) |
| 4 Вертикальные соединения стенки полистовой сборки | 4.1 Автоматическая сварка с принудительным формированием шва порошковой или активированной проволокой. 4.2 Механизированная сварка в углекислом газе и его смесях (МП) |
| 5 Горизонтальные соединения стенки полистовой сборки | 5.1 Автоматическая сварка под флюсом (АФ). 5.2 Механизированная сварка в углекислом газе и его смесях (МП). 5.3 Сварка порошковой проволокой с полупринудительным формированием шва |
| б Уторные швы в сопряжении стенки и днища | 6. 1 Механизированная сварка в углекислом газе и его смесях (МП). 1 Механизированная сварка в углекислом газе и его смесях (МП).6.2 Механизированная аргонодуговая сварка плавящимся электродом (МАДП). 6.3 Механизированная сварка порошковой проволокой (МПС, МПГ). 6.4 Автоматическая сварка под флюсом (АФ) |
| 7 Сварные соединения каркаса крыши при укрупнении в блоки | 7.1 Механизированная сварка в углекислом газе и его смесях (МП). 7.2 Механизированная аргонодуговая сварка плавящимся электродом (МАДП). 7.3 Механизированная сварка порошковой проволокой (МПС, МПГ). 7.4 Ручная аргонодуговая сварка неплавящимся электродом (РАД). 7.5 Ручная дуговая сварка (РД) |
| 8 Соединения люков, патрубков, усиливающих листов на стенке и на крыше | 8.1 Механизированная сварка в углекислом газе и его смесях (КО). 8.2 Механизированная аргонодуговая сварка плавящимся электродом (МАДП). 8.3 Механизированная сварка порошковой проволокой (МПС, МПГ). 8.4 Ручная аргонодуговая сварка неплавящимся электродом (РАД).  8.5 Ручная дуговая сварка (РД) |
| 9 Сварные соединения опорных узлов в сопряжении крыши со стенкой и колец жесткости | 9.1 Механизированная сварка в углекислом газе и его смесях (МП). 9.2 Механизированная аргонодуговая сварка плавящимся электродом (МАДП). 9.3 Ручная аргонодуговая сварка неплавящимся электродом (РАД). |
| 10 Сварные соединения настила крыши | 10.1 Механизированная сварка в углекислом газе и его смесях (МП). 10.2 Механизированная сварка порошковой проволокой (МПС, МПГ). 10.3 Механизированная аргонодуговая сварка плавящимся электродом (МАДП). 10.4 Ручная аргонодуговая сварка неплавящимся электродом (РАД). 10.5 Ручная дуговая сварка (РД) |
| 11 Сварные соединения понтонов или плавающих крыш | 11.1 Механизированная сварка в углекислом газе и его смесях (МП). 11.2 Механизированная сварка порошковой проволокой (МПС, МПГ).  11.3 Механизированная аргонодуговая сварка плавящимся электродом (МАДП). 11.4. Автоматическая сварка под флюсом (АФ). 11.5 Автоматическая сварка проволокой сплошного сечения в среде защитного газа(АПГ, ААДП) 11.6 Ручная аргонодуговая сварка неплавящимся электродом (РАД). 11.7 Ручная дуговая сварка (РД) |
| Примечания 1 Условные обозначения: ААДП — автоматическая аргонодуговая сварка плавящимся электродом; АЛГ — автоматическая сварка плавящимся электродом в среде активных газов и смесях; АФ — автоматическая сварка под флюсом; МАДП — механизированная аргонодуговая сварка плавящимся электродом; МП — механизированная сварка плавящимся электродом в среде активных газов и смесях; МПГ — механизированная сварка порошковой проволокой в среде активных газов и смесях; МПС — механизированная сварка самозащитой порошковой проволокой; РАД — ручная аргонодуговая сварка неплавящимся электродом; РД — ручная дуговая сварка покрытыми электродами.  2 Сварку в смеси углекислого газа с аргоном (до 25 %) допускается рассматривать как сварку в углекислом газе (МП). 3 Механизированную сварку в смеси аргона с углекислым газом (до 25 %) и/или с кислородом (до 5 %)допускается рассматривать как аргонодуговую сварку (МАДП). 4 При сварке в защитных газах в условиях ветра рекомендуется применять технологию, обеспечивающую повышение устойчивости защитной струи газа и стойкости к порообразованию, или применять заграждения от ветра. 5 Для всех типов сварных соединений возможно применение ручной дуговой сварки. 6 Допускается применение иных аттестованных способов сварки. |
|
Сварка алюминиевых сплавов
Сварка алюминиевых сплавов
Алюминий и его сплавы можно сваривать многими способами дуговой сварки: покрытыми электродами, плавящимся и неплавящимся электродами в среде инертных газов, под слоем флюса, электрошлаковой сваркой.
Большую популярность в настоящее время приобрела сварка в инертных газах. В среде инертных газов сварку выполняют неплавящимся (вольфрамовым) и плавящимся электродами. Различают вольфрамовые электроды лантанированые, иттрированные, торириванные. Инертные газы: аргон 1-го и 2-го сортов, гелий повышенной чистоты и смеси аргона с гелием. Сварка алюминиевых сплавов вольфрамовым электродом 2-6 мм целесообразна для металла толщиной до 12 мм. Присадочный металл выбирают в зависимости от марки сплава: для технического алюминия — АО, АД или АК, для сплавов типа АМг — проволоки той же марки, но с увеличенным (на 1-1,5%) содержанием магния для компенсации его угара. Диаметр присадочной поволоки 2-5 мм.
В среде инертных газов сварку выполняют неплавящимся (вольфрамовым) и плавящимся электродами. Различают вольфрамовые электроды лантанированые, иттрированные, торириванные. Инертные газы: аргон 1-го и 2-го сортов, гелий повышенной чистоты и смеси аргона с гелием. Сварка алюминиевых сплавов вольфрамовым электродом 2-6 мм целесообразна для металла толщиной до 12 мм. Присадочный металл выбирают в зависимости от марки сплава: для технического алюминия — АО, АД или АК, для сплавов типа АМг — проволоки той же марки, но с увеличенным (на 1-1,5%) содержанием магния для компенсации его угара. Диаметр присадочной поволоки 2-5 мм.
Ручную аргонодуговую сварку вольфрамовым электродом ведут на переменном токе на установках типа УДГ-ЗОО, УДГ-ЗОО при расходе аргона 6-15 л/мин. Сварку можно выполнять не только в аргоне, но и в гелии, при расходе гелия в 1,8-2,2 раза выше, чем аргона. Режимы сварки приведены в таблице.
При толщине листов до З мм сварку можно вести за один проход на подкладке, металл толщиной 4-6 мм можно сваривать без скоса кромок за два прохода с двух сторон. При толщине металла свыше 6 мм необходима V-образная разделка и увеличение числа проходов до четырех (б=8-15 мм). Возможна также Х-образная разделка. Протяженные швы выполняются автоматической сваркой.
При толщине металла свыше 6 мм необходима V-образная разделка и увеличение числа проходов до четырех (б=8-15 мм). Возможна также Х-образная разделка. Протяженные швы выполняются автоматической сваркой.
Производительность сварки вольфрамовым электродом можно повысить в 3-5 раз, если использовать трехфазную дугу, что повышает мощность источника и позволяет за один проход на подкладке сваривать металл толщиной до 30 мм. Совокупность трех дуг: двух зависимых (горящих между вольфрамовыми электродами) позволяет нагревать металл непрерывно, так как постоянно существует одна из разновидностей дуг.
Сварка плавящимся электродом возможна в чистом аргоне либо в смеси аргона и гелия (до 70% Не) на постоянном токе обратной полярности проволокой диаметром 1,5-2‚5 мм. Разделка кромок V-образная и Х-образная с углом разделки 70-90° либо рюмкообразная, притупление 6 мм. Такое раскрытие кромок необходимо для размещения в разделке наконечника горелки.
Скорость сварки определяется сечением шва и может достигать 30-40 м/ч. Скорость подачи проволоки до 400 м/ч. При использовании газовой смеси из 30% Ar и 70% Не удается за один проход (на подкладке) сварить металл толщиной до 16 мм, за два прохода – 30 мм, так как при этом составе смеси увеличивается и ширина, и глубина провара. В этом случае форма шва приобретает более благоприятную форму.
Скорость подачи проволоки до 400 м/ч. При использовании газовой смеси из 30% Ar и 70% Не удается за один проход (на подкладке) сварить металл толщиной до 16 мм, за два прохода – 30 мм, так как при этом составе смеси увеличивается и ширина, и глубина провара. В этом случае форма шва приобретает более благоприятную форму.
Механизированная сварка плавящимся электродом может быть выполнена с использованием фторидно-хлоридных флюсов марок АН-А1 и АН-А4. Флюс марки АН-А1 используется для сварки технического алюминия, флюс марки АН — A4, не содержащий NaCl, — для алюминиево-магниевых сплавов. Для сплавов этого типа наличие хлорида натрия во флюсе недопустимо, так как за счет магния и алюминия из флюса восстанавливается натрий — он попадает в шов, в результате в металле возникает пористость и снижается пластичность.
Механизированную сварку листов ведут по слою флюса, так как даже нерасплавленный флюс обладает большой электропроводностью, шунтирует дугу и нарушает стабильность процесса. Толщина и ширина слоя насыпаемого флюса зависит от толщины свариваемого металла (обычно 10-16 мм). С обратной стороны шва для предотвращения протеков жидкого металла необходима стальная формирующая подкладка.
Толщина и ширина слоя насыпаемого флюса зависит от толщины свариваемого металла (обычно 10-16 мм). С обратной стороны шва для предотвращения протеков жидкого металла необходима стальная формирующая подкладка.
Сварка толстолистового алюминия плавящимся электродом
Ручную дуговую сварку покрытыми электродами применяют при толщине металла свыше 4 мм, сварку ведут на постоянном токе обратной полярности, как правило, без поперечных колебаний. При сварке технически чистого алюминия и сплавов АМг следует применять проволоку с повышенным содержанием магния (1,5-2%) для компенсации его угара при сварке. Основу покрытия электродов составляет криолит, хлористые и фтористые соли натрия и калия.
При сварке алюминиевых сплавов имеются достаточно значительные выбросы оксида алюминия и магния а так же других элементов. Данные вещества являются очень опасными. Особенно тяжелые отравления алюминием наблюдались у рабочих в самолетостроении. Для минимизации вредного воздействия алюминия необходимо использовать сварочные маски с поддувом.
Для минимизации вредного воздействия алюминия необходимо использовать сварочные маски с поддувом.
Читайте также:
Выбор электродов для сварки
Воздушно-дуговая резка
Продвижение промышленного сайта. Ключевые слова
Автоматическая сварка под слоем флюса
Устранение литейных дефектов бронзы Бр О5Ц5С5, Бр О10Ф1 заваркой
Описание технологии сварки цветных металлов и сплавов на их основе
Алюминий и его сплавы
Для алюминия и его сплавов используют все виды сварки плавлением. Наибольшее применение нашли автоматическая и полуавтоматическая дуговая сварка неплавящимся и плавящимся электродом в среде инертных защитных газов, автоматическая дуговая сварка с использованием флюса (открытой и закрытой дугой), электрошлаковая сварка, ручная дуговая сварка плавящимся электродом, электронно-лучевая сварка.
Дуговую сварку в среде инертных газов осуществляют неплавящимися (вольфрамовыми чистыми, лантанированными и иттрированными) и плавящимися электродами. Используемые инертные газы: аргон высшего и первого сорта по ГОСТ 10157-79, гелий повышенной чистоты, смесь аргона с гелием. Выбор конкретного способа сварки определяется конструкцией изделия и условиями производства.
Используемые инертные газы: аргон высшего и первого сорта по ГОСТ 10157-79, гелий повышенной чистоты, смесь аргона с гелием. Выбор конкретного способа сварки определяется конструкцией изделия и условиями производства.
Сварка неплавящимся электродом диаметром 2 … 6 мм используется для узлов с толщиной стенки до 12 мм. Толщины 3 мм сваривают за один проход на стальной подкладке, толщины 4 … 6 мм — за два прохода (по проходу с каждой стороны), более 6 мм — за несколько проходов с предварительной разделкой кромок (V- или Х-образной). Присадочный металл выбирают в зависимости от марки сплава: для технического алюминия — проволоку марок АО, АД или АК, для сплавов типа АМг — проволоки той же марки, но с увеличенным (на 1 … 1,5 %) содержанием магния для компенсации его угара. Диаметр проволок 2 … 5 мм.
Ручную дуговую сварку вольфрамовым электродом ведут на специально для этого разработанных установках типа УДГ. При других условиях питание дуги при сварке неплавящимся электродом может осуществляться от других источников переменного тока. Использование источников переменного тока связано с тем, что при сварке постоянным током обратной полярности допустим сварочный ток небольшой величины из-за возможного расплавления электрода, а при сварке постоянным током прямой полярности не происходит удаления окисной пленки с поверхности алюминия. Расход аргона составляет 6 … 15 л/мин. При переходе на гелий расход газа увеличивается примерно в 2 раза. Напряжение дуги при сварке в аргоне 15 … 20 В, а в гелии 25 … 30 В. Рекомендуемые режимы сварки приведены в табл. 1.
Использование источников переменного тока связано с тем, что при сварке постоянным током обратной полярности допустим сварочный ток небольшой величины из-за возможного расплавления электрода, а при сварке постоянным током прямой полярности не происходит удаления окисной пленки с поверхности алюминия. Расход аргона составляет 6 … 15 л/мин. При переходе на гелий расход газа увеличивается примерно в 2 раза. Напряжение дуги при сварке в аргоне 15 … 20 В, а в гелии 25 … 30 В. Рекомендуемые режимы сварки приведены в табл. 1.
Табл. 1 Рекомендуемые режимы сварки вольфрамовым электродом
При выполнении швов на алюминии вручную особое внимание уделяется технике сварки. Угол между присадочной проволокой и электродом должен быть примерно 90°. Присадка подается короткими возвратно-поступательными движениями. Недопустимы поперечные колебания вольфрамового электрода. Длина дуги 1,5 … 2,5 мм. Вылет электрода от торца наконечника горелки 1 … 1,5 мм. Сварку ведут обычно справа налево («левый» способ), чтобы снизить перегрев свариваемого металла. При автоматической сварке вольфрамовым электродом качество и свойства шва по его длине более стабильны, чем при ручной сварке.
Сварку ведут обычно справа налево («левый» способ), чтобы снизить перегрев свариваемого металла. При автоматической сварке вольфрамовым электродом качество и свойства шва по его длине более стабильны, чем при ручной сварке.
Производительность сварки вольфрамовым электродом можно повысить в 3 … 5 раз, если использовать трехфазную дугу (рис. 1). Благодаря более интенсивному прогреву за один проход на подкладке сваривают листы толщиной до 30 мм. Сварку осуществляют как ручным, так и механизированным способом (табл. 2).
Сварку плавящимся электродом выполняют полуавтоматом или автоматом в чистом аргоне либо в смеси из аргона и гелия (до 70 % Не) на постоянном токе обратной полярности проволокой диаметром 1,5 … 2,5 мм. Режимы сварки плавящимся электродом сплавов типа АМг приведены в табл. 3.
При использовании газовой смеси (30 % Аr и 70 % Не) увеличиваются ширина и глубина провара и улучшается форма шва.
Рис. 1 Схема сварки трехфазной дугой (a) и поперечное сечение сварного шва (б): 1 — сопло; 2,3 — электроды; 4 — изделие
1 Схема сварки трехфазной дугой (a) и поперечное сечение сварного шва (б): 1 — сопло; 2,3 — электроды; 4 — изделие
Для обеспечения большей устойчивости процесса переноса капель с плавящегося электрода, особенно при сварке в различных пространственных положениях, используют наложение на основной сварочный ток импульсов тока заданных параметров с частотой 50 … 100 Гц.
Табл. 2 Ориентировочные режимы аргонодуговой сварки алюминия трехфазной дугой
Табл. 3 Рекомендуемые режимы сварки плавящимся электродом в защитных газах алюминиевых сплавов типа АМг
При сварке листов малых толщин хорошие результаты по формированию сварного соединения получают при микроплазменной сварке. При этом аргон является плазмообразующим газом, а гелий — защитным. Гелий выполняет две функции: охлаждает периферийные слои плазмы и защищает жидкий металл сварочной ванны от воздействия воздуха.
Автоматическая сварка алюминия и его ставов с применением флюсов реализуется в двух вариантах: сварка по флюсу полуоткрытой дугой и сварка под флюсом закрытой дугой.
Сварку по флюсу применяют при производстве сосудов из алюминия и сплавов типа АМц с использованием фторидно-хлоридных флюсов. Сварка по флюсу ведется вследствие высокой электропроводности данных флюсов даже в нерасплавленном состоянии, а поэтому возможно шунтирование дуги и нарушение стабильности ее горения. Благодаря высокой концентрации энергии при сварке алюминия по флюсу достигается глубокое проплавление основного металла.
При равных токах глубина проплавления алюминия в 2 … 3 раза выше, чем стали. Для технического алюминия применяют флюс АН-А1, а для сплавов — другие флюсы, не содержащие NaCl, так как в случае загрязнения металла шва восстановленным натрием ухудшается его пластичность. Толщина слоя насыпанного флюса обычно составляет 7 … 16 мм, а ширина 25 … 45 мм в зависимости от толщины свариваемого металла. Сварка ведется на постоянном токе обратной полярности одинарным (табл. 4) или сдвоенным (расщепленным) электродом на стальной формирующей подкладке.
Табл. 4 Режимы однопроходной сварки по слою флюса одиночным электродом на формирующей подкладке
Сварочные алюминиевые проволоки обладают небольшой жесткостью и вследствие значительных колебаний конца проволоки при сварке могут возникнуть непровары. Использование сдвоенных проволок позволяет увеличить размеры сварочной ванны, время пребывания в жидком состоянии, улучшить условия для дегазации сварочной ванны и уменьшить пористость.
В конструкцию тракторов для автоматической сварки по флюсу вносят специальные бункеры с дозаторами флюса, подающие механизмы тянущего типа, специальные водоохлаждаемые мундштуки, газоотсасывающее устройство. Основные преимущества сварки по флюсу: высокие производительность и экономичность по сравнению с другими способами, меньшее коробление конструкции. Недостаток — необходимость удаления шлака после сварки.
Автоматическую сварку под флюсом ведут на больших плотностях тока расщепленным электродом переменным или постоянным обратной полярности током. Применяют керамические флюсы ЖА-64 и ЖА-64А. При этом предъявляются повышенные требования к вентиляционным системам для удаления паров флюса.
Применяют керамические флюсы ЖА-64 и ЖА-64А. При этом предъявляются повышенные требования к вентиляционным системам для удаления паров флюса.
Электрошлаковую сварку алюминия и его сплавов осуществляют для толщин металла 50 … 250 мм. Сварку ведут на переменном токе пластинчатыми электродами или плавящимися мундштуками. Применяют флюсы АН-301, АН-302 на основе галогенидов щелочных и щелочноземельных металлов. Формирование шва осуществляют медными водоохлаждаемыми или графитовыми кристаллизаторами. Плотность тока в электроде около 2,5 А/мм2, скорость сварки 6 … 8 м/ч. Прочность сварных соединений составляет 80 … 100 % прочности основного металла. Технико-экономическая эффективность данного способа сварки возрастает с увеличением толщины свариваемых изделий.
Ручная дуговая сварка покрытыми электродами выполняется для изделий из технического алюминия, алюминиево-марганцевых и алюминиево-магниевых (с содержанием магния до 5 %) сплавов, силуминов при толщине металла более 4 мм. Можно сваривать металл толщиной до 20 мм без разделки кромок, но рекомендуется производить разделку с толщин 10 мм.
Можно сваривать металл толщиной до 20 мм без разделки кромок, но рекомендуется производить разделку с толщин 10 мм.
Наиболее применяемый тип соединения — стыковое. Соединения внахлестку и тавровые не рекомендуют, так как возможно затекание шлака в зазоры, откуда его сложно удалить при промывке. Остатки шлака могут вызвать коррозию.
При сварке необходим подогрев до 100 … 400 °С в зависимости от толщины деталей. Диаметр электродов d = 4 … 8 мм. Стержень электрода изготовляют из проволок состава, близкого к составу основного металла. Для сплавов типа АМг берут проволоку с увеличенным на 2 % содержанием магния для компенсации его угара при сварке.
Основу покрытия составляют криолит, хлористые и фтористые соли натрия и калия. Ток постоянный обратной полярности. При сварке алюминиевый электрод расплавляется в 2 … 3 раза быстрее стального. Покрытия электродов имеют значительное электрическое сопротивление. При обрывах дуги кратер и конец электрода покрываются пленкой шлака, препятствующей ее повторному зажиганию. Поэтому сварку рекомендуют выполнять на высоких скоростях, без колебания конца электрода, непрерывно в пределах одного электрода.
Поэтому сварку рекомендуют выполнять на высоких скоростях, без колебания конца электрода, непрерывно в пределах одного электрода.
При выполнении многослойных швов перед наложением каждого слоя требуется тщательная зачистка от шлака и окислов. Получаемые сварные соединения обладают удовлетворительными механическими свойствами.
Ручная дуговая сварка угольными электродами производится только для неответственных конструкций из алюминия. Сварку производят постоянным током прямой полярности. Диаметр угольного электрода dэ = 10 … 20 мм. Конец угольного электрода затачивают на конус под углом 60°. Металл толщиной до 2,5 мм сваривают без разделки кромок, а свыше — с разделкой (угол разделки 70 … 90°). Используют присадочный пруток диаметром 2 … 5 мм. Предварительно на присадочный пруток наносят слой флюса многократным окунанием в водный раствор флюса (смеси фторидно-хлоридных солей) или флюс наносят в виде пасты на свариваемые кромки.
Газовая сварка алюминия ведется с использованием ацетилена и реже с использованием пропан-бутановой смеси и метана. Сварка ведется нормальным пламенем при незначительном избытке ацетилена. При выборе горелки исходят из расхода примерно 100 л/ч ацетилена на 1 мм толщины основного металла. Номер наконечника выбирают в зависимости от толщины свариваемых заготовок. Диаметр присадочного прутка 1,5 … 5,5 мм в зависимости от толщины свариваемых заготовок.
Сварка ведется нормальным пламенем при незначительном избытке ацетилена. При выборе горелки исходят из расхода примерно 100 л/ч ацетилена на 1 мм толщины основного металла. Номер наконечника выбирают в зависимости от толщины свариваемых заготовок. Диаметр присадочного прутка 1,5 … 5,5 мм в зависимости от толщины свариваемых заготовок.
Наиболее распространенный флюс АФ-4А наносится на присадочный пруток или свариваемые кромки. При толщине заготовок до 4 мм разделку кромок не выполняют, а свыше 4 мм — рекомендуется выполнять. При толщине листов более 8 мм производят общий или местный подогрев. Сварку выполняют «левым» способом. После сварки швы промывают для удаления флюсов теплой или подкисленной (2 %-ный раствор хромовой кислоты) водой.
Электронно-лучевая сварка (ЭЛС) является эффективным способом соединения заготовок из алюминиевых сплавов. По сравнению с другими способами этот способ позволяет производить сварку при высокой плотности теплового потока, минимальных тепловложениях, высоких скоростях и получать минимальное разупрочнение металла в зоне термического влияния, плотные качественные швы, минимальные деформации конструкций.
Разрушение окисной пленки при электронно-лучевой сварке идет за счет воздействия на пленку паров металла и за счет разложения окиси алюминия в вакууме с образованием газообразной субокиси алюминия А1О. Вакуум способствует удалению водорода из шва.
Магний и его сплавы
Сварку магниевых сплавов в основном осуществляют вольфрамовым лантанированным или иттрированным электродом в аргоне (иногда в гелии) на переменном токе. Инертный газ аргон обеспечивает хорошую защиту сварочной ванны от окружающей атмосферы, а переменный ток способствует разрушению окисной пленки в периоды обратной полярности вследствие катодного распыления. Для предотвращения попадания в металл окисной пленки с корня шва сварку ведут с полным проплавлением кромок на подкладках из металлов с малой теплопроводностью (аустенитные стали). С этой позиции менее технологичны нахлесточные, тавровые и угловые соединения. Наилучшие защита зоны сварки и эффект катодного распыления обеспечиваются при малой длине дуги (1 . .. 1,5 мм). Ориентировочные режимы сварки вольфрамовым электродом приведены в табл. 5.
.. 1,5 мм). Ориентировочные режимы сварки вольфрамовым электродом приведены в табл. 5.
Для сварки металлов толщиной более 5 мм может быть использована сварка плавящимся электродом со струйным переносом электродного металла на повышенных токах. Сварку плавящимся электродом осуществляют от источников постоянного тока на обратной полярности. Сварка магниевых сплавов плавящимся электродом осуществляется за один проход при толщинах до 5 мм без разделки кромок, толщинах 10 … 20 мм -с V-образной разделкой с углом раскрытия 50 … 60° и притуплением 2 … 6 мм, при толщинах больше 20 мм — Х-образной разделкой.
Табл. 5 Ориентировочные режимы аргонодуговой сварки вольфрамовым электродом магниевых сплавов
Медь и ее сплавы
Для сварки меди и ее сплавов могут быть применены все основные способы сварки плавлением. Наибольшее применение нашли дуговая сварка в защитных газах, Ручная дуговая сварка покрытыми электродами, механизированная дуговая сварка под флюсом, газовая сварка, электронно-лучевая сварка.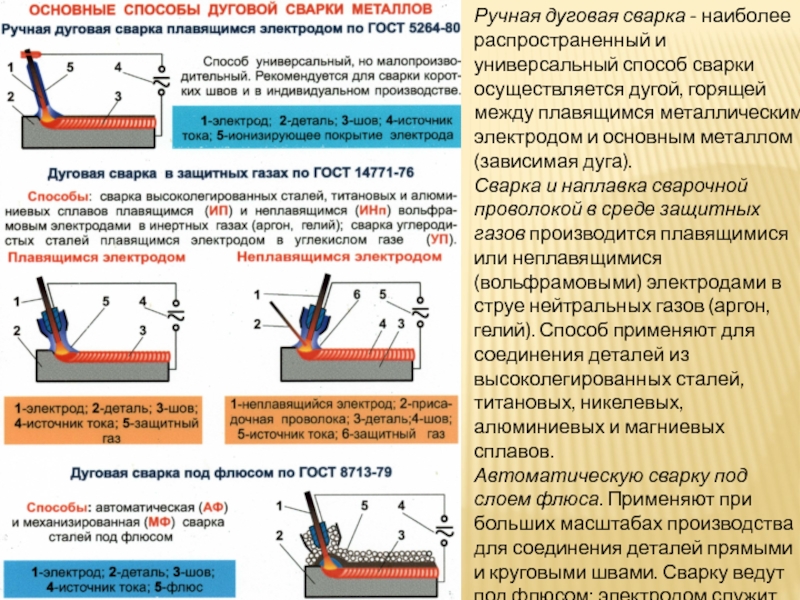
Сварка в защитных газах позволяет получить сварные соединения с наиболее высокими механическими и коррозионными свойствами благодаря минимальному содержанию примесей. В качестве защитных газов используют азот особой чистоты, аргон высшего сорта, гелий высшей категории качества, а также их смеси (например, (70 …. 80) % Аr + (20 … 30) % N2 для экономии аргона и увеличения глубины проплавления). При сварке в среде азота эффективный и термический КПД дуги выше, чем при сварке в среде аргона и гелия, но ниже устойчивость горения дуги.
Табл. 6 Выбор диаметра вольфрамового электрода и присадки
При сварке в защитных газах в качестве неплавящегося электрода используют лантанированные или иттрированные вольфрамовые электроды диаметром до 6 мм. В качестве присадочного материала используют проволоку из меди и ее сплавов, по составу близкую к основному металлу, но с повышенным содержанием раскислителей (МРЗТЦрБ 0,1-0,1-0,1-0,1; БрХНТ; БрКМц 3-1; БрХ 0,7). При сварке в азоте для улучшения качества сварного шва дополнительно применяют флюс на борной основе, который наносят на присадочную проволоку или в канавку подкладки. Выбор диаметров электрода и присадки зависит от толщины свариваемых заготовок (табл. 6).
При сварке в азоте для улучшения качества сварного шва дополнительно применяют флюс на борной основе, который наносят на присадочную проволоку или в канавку подкладки. Выбор диаметров электрода и присадки зависит от толщины свариваемых заготовок (табл. 6).
Сварку вольфрамовым электродом ведут на постоянном токе прямой полярности. При сварке в среде азота или в смеси азота с гелием сварочный ток уменьшают, а напряжение повышают (табл. 7). При толщинах более 4 … 5 мм рекомендуется подогрев до 300 … 600 °С.
Табл. 7 Рекомендуемые режимы сварки меди вольфрамовым электродом (стыковые соединения на медной водоохлаждаемой подкладке или флюсовой подушке)
При сварке плавящимся электродом используют постоянный ток обратной полярности. Широкое распространение для меди при толщинах более 4 мм получила многослойная полуавтоматическая сварка проволокой малого диаметра (1 … 2 мм). Режимы сварки: сварочный ток 150 … 200 А для проволоки диаметром 1 мм и 300 . .. 450 А для проволоки диаметром 2 мм, напряжение дуги 22 … 26 В, скорость сварки зависит от сечения шва. Температура подогрева 200 … 300 °С.
.. 450 А для проволоки диаметром 2 мм, напряжение дуги 22 … 26 В, скорость сварки зависит от сечения шва. Температура подогрева 200 … 300 °С.
Для латуней, бронз и медно-никелевых сплавов предпочтительнее сварка неплавящимся электродом, так как в этом случае меньше испарение цинка, олова и других элементов. Предварительный подогрев для медных сплавов требуется при толщинах более 12 мм.
Ручная дуговая сварка меди и ее сплавов покрытыми электродами выполняется на постоянном токе обратной полярности (табл. 8). Медные листы толщиной до 4 мм сваривают без разделки кромок, до 10 мм с односторонней разделкой при угле скоса 60 … 70° и притуплении 1,5 … 3 мм, более 10 мм — с Х-образной разделкой кромок. Для сварки меди используют электроды с покрытием «Комсомолец-100», АНЦ/ОЗМ-2, АНЦ/ОЗМ-3, ЗТ, АНЦ-3.
Сварку ведут короткой дугой с возвратно-поступательным движением электродов без поперечных колебаний. Удлинение дуги ухудшает формирование шва, увеличивает разбрызгивание, снижает механические свойства сварного соединения. Предварительный подогрев делают при толщине 5 … 8 мм до 200 … 300 °С, а при толщине 24 мм — до 800 °С. Теплопроводность и электропроводность металла шва резко снижаются при сохранении высоких механических свойств. Для сварки латуней, бронз и медно-никелевых сплавов применяют электроды ММЗ-2, Бр1/ЛИВТ, ЦБ-1, МН-4 и др.
Предварительный подогрев делают при толщине 5 … 8 мм до 200 … 300 °С, а при толщине 24 мм — до 800 °С. Теплопроводность и электропроводность металла шва резко снижаются при сохранении высоких механических свойств. Для сварки латуней, бронз и медно-никелевых сплавов применяют электроды ММЗ-2, Бр1/ЛИВТ, ЦБ-1, МН-4 и др.
Табл. 8 Ориентировочные режимы ручной однопроходной сварки меди покрытыми электродами
Рис. 2 Схема механизированной сварки меди угольным электродом под флюсом
Механизированную дуговую сварку под флюсом осуществляют угольным (графитовым) электродом (рис. 2) и плавящимся электродом. Сварка угольным электродом выполняется на постоянном токе прямой полярности с использованием стандартных флюсов АН-348А, ОСЦ-45, АН-20. При сварке угольным электродом кромки 1 собирают на графитовой подкладке 2, поверх стыка накладывают полоску латуни 3, которая служит присадочным металлом. Дуга горит между угольным электродом 4, заточенным в виде плоской лопаточки, и изделием под слоем флюса 5. Способ пригоден для сварки толщин до 10 мм. Диаметр электрода до 18 мм, сила тока до 1000 А, напряжение дуги 18 … 21 В, скорость сварки 6 … 25 м/ч.
Способ пригоден для сварки толщин до 10 мм. Диаметр электрода до 18 мм, сила тока до 1000 А, напряжение дуги 18 … 21 В, скорость сварки 6 … 25 м/ч.
Механизированная сварка плавящимся электродом под плавлеными флюсами (АН-200, АН-348А, ОСЦ-45, АН-M1) выполняется на постоянном токе обратной полярности, а под керамическим флюсом ЖМ-1 и на переменном токе. Основным преимуществом этого способа сварки является возможность получения высоких механических свойств сварного соединения без предварительного подогрева. При сварке меди используют сварочную проволоку диаметром 1,4 … 5 мм из меди МБ, M1, бронзы БрКМц 3-1, БрОЦ 4-3 и т.д. За один проход можно сваривать без разделки кромок толщины до 15 … 20 мм, а при использовании сдвоенного (расщепленного) электрода — до 30 мм. При толщинах кромок более 15 мм рекомендуют делать V-образную разделку с углом раскрытия 90°, притуплением 2 … 5 мм, без зазора. Флюс и графитовые подкладки перед сваркой должны быть прокалены. Для возбуждения дуги при сварке под флюсом проволоку закорачивают на изделие через медную обезжиренную стружку или пружину из медной проволоки диаметром 0,5 . .. 0,8 мм. Начало и конец шва должны быть выведены на технологические планки. Режимы сварки приведены в табл. 9.
.. 0,8 мм. Начало и конец шва должны быть выведены на технологические планки. Режимы сварки приведены в табл. 9.
При сварке латуней применяют флюсы АН-20, ФЦ-10, МАТИ-53 и бронзовые БрКМцЗ-1, БрОЦ4-3 и латунные ЛК80-3 проволоки. Сварка ведется на низких значениях сварочного тока и напряжения для снижения интенсивности испарения цинка. Бронзы под флюсом свариваются хорошо.
Табл. 9 Ориентировочные режимы автоматической сварки меди под флюсом (стыковое соединение, диаметр электродной проволоки 5 мм)
Газовая сварка меди используется в ремонтных работах. Рекомендуют использовать ацетиленокислородную сварку, обеспечивающую наибольшую температуру ядра пламени. Для сварки меди и бронз используют нормальное пламя, а для сварки латуней — окислительное (с целью уменьшения выгорания цинка). Сварочные флюсы для газовой сварки меди содержат соединения бора (борная кислота, бура, борный ангидрид), которые с закисью меди образуют легкоплавкую эвтектику и выводят ее в шлак. Флюсы наносят на обезжиренные сварочные кромки по 10 … 12 мм на сторону и на присадочный металл. При сварке алюминиевых бронз надо вводить фториды и хлориды, растворяющие Аl2О3. При сварке меди используют присадочную проволоку из меди марок M1 и М2, а при сварке медных сплавов — сварочную проволоку такого же химического состава. При сварке латуней рекомендуют использовать проволоку из кремнистой латуни ЛК80-3. После сварки осуществляют проковку при подогреве до 300 … 400 °С с последующим отжигом для получения мелкозернистой структуры и высоких пластических свойств.
Флюсы наносят на обезжиренные сварочные кромки по 10 … 12 мм на сторону и на присадочный металл. При сварке алюминиевых бронз надо вводить фториды и хлориды, растворяющие Аl2О3. При сварке меди используют присадочную проволоку из меди марок M1 и М2, а при сварке медных сплавов — сварочную проволоку такого же химического состава. При сварке латуней рекомендуют использовать проволоку из кремнистой латуни ЛК80-3. После сварки осуществляют проковку при подогреве до 300 … 400 °С с последующим отжигом для получения мелкозернистой структуры и высоких пластических свойств.
При электрошлаковой сварке меди применяют легкоплавкие флюсы системы NaF-LiF-CaF2 (AHM-10). Режим электрошлаковой сварки: сварочный ток Iсв = 1800 … 1000 А, напряжение U = 40 … 50 В, скорость подачи пластинчатого электрода 12 … 15 м/ч. Механические свойства шва мало отличаются от свойств основного металла.
Электронно-лучевая сварка меди эффективна при изготовлении электровакуумных приборов. Она обеспечивает сохранение высокой чистоты меди от примесей и получение мелкозернистой структуры.
Она обеспечивает сохранение высокой чистоты меди от примесей и получение мелкозернистой структуры.
При соединении элементов из меди и ее сплавов больших толщин хорошие результаты дает плазменная сварка. Возможно производить сварку элементов толщиной до 60 мм за один проход. Применяют плазмотроны прямого действия. Для обеспечения хорошей защиты от атмосферного воздуха плазменную сварку иногда выполняют по слою флюса, а для создания мелкозернистой структуры используют порошковую проволоку. Для сварки малых толщин до 0,5 мм эффективно используют микроплазменную сварку.
Никель и его сплавы
Основным способом сварки никеля и его сплавов является дуговая сварка в среде защитных газов. Используются также способы сварки плавлением: ручная дуговая покрытыми электродами, автоматическая дуговая под слоем флюса, угольным электродом, газовая, электрошлаковая, электронно-лучевая, лазерная.
Сварка в среде защитных газов никеля и его сплавов обеспечивает высокое качество сварных соединений, отвечающих эксплуатационным требованиям. Дуговую сварку вольфрамовым электродом выполняют на прямой полярности с применением аргона первого сорта и без присадочного или с присадочным (чаще всего проволока НМц 2,5) металлом. Сварку рекомендуют проводить на медной подкладке или с защитой корня шва аргоном, с соплами горелок, как при сварке титана. Сварку никеля осуществляют при минимально возможной длине дуги, повышенных силе тока и скорости сварки.
Дуговую сварку вольфрамовым электродом выполняют на прямой полярности с применением аргона первого сорта и без присадочного или с присадочным (чаще всего проволока НМц 2,5) металлом. Сварку рекомендуют проводить на медной подкладке или с защитой корня шва аргоном, с соплами горелок, как при сварке титана. Сварку никеля осуществляют при минимально возможной длине дуги, повышенных силе тока и скорости сварки.
При ручной сварке применяют «левый» способ. Наклон горелки к оси шва должен быть 45 … 60° вылет вольфрамового электрода 12 … 15 мм. Присадочный металл подают под углом 20 … 30° к оси шва. При многопроходной сварке последующие швы необходимо накладывать после полного охлаждения, зачистки и обезжиривания предыдущих слоев. Швы, обращенные к агрессивной среде, выполняются в последнюю очередь. Начинать и заканчивать сварные швы необходимо на технологических планках. Для предотвращения образования трещин в кратере заканчивают сварку с уменьшением сварочного тока. Режимы сварки никеля приведены в табл. 10.
Режимы сварки никеля приведены в табл. 10.
Табл. 10 Ориентировочные режимы ручной аргонодуговой сварки вольфрамовым электродом в среде аргона стыковых соединений никеля
Ручную дуговую сварку покрытыми электродами для листов толщиной более 1,5 мм осуществляют на постоянном токе обратной полярности. Для сварки никеля используют электроды «Прогресс-50» со стержнем из проволоки НШ и ОЗЛ-22 со стержнем НМцАТК 1-1,5-2,5-0,15. Толщины до 4 мм сваривают без разделки, а больше 4 мм с разделкой кромок (табл. 11). Рекомендуется по возможности вести сварку за 1 проход, а длинные швы выполнять отдельными участками.
Для предупреждения перегрева электрода и получения меньших остаточных напряжений при сварке используют ток, пониженный по сравнению с током при сварке сталей и пониженную скорость сварки (табл. 12).
Сварку рекомендуют вести в нижнем положении короткой дугой для уменьшения угара стабилизирующих и раскисляющих элементов, содержащихся в электродной проволоке. Продольные колебания конца электрода способствуют газоудалению и получению более плотных швов.
Продольные колебания конца электрода способствуют газоудалению и получению более плотных швов.
2.4. Сварка неплавящимся электродом
Для неплавящихся электродов при сварке в защитных газах могут применяться стержни вольфрама или графита. В основном сварку производят вольфрамовым электродом. Высокая стойкость его наблюдается при использовании защитных газов, не взаимодействующих с вольфрамом. Основным защитным газом является аргон, а процесс называют аргонодуговой сваркой вольфрамовым электродом.
Горение
дуги в гелии происходит при более высоком напряжении
(в 1,4–1,7 раза выше, чем в аргоне). Это
требует применения для питания дуги
специализированных источников с
повышенным напряжением холостого хода.
Поэтому, учитывая дефицитность гелия,
этот процесс применяется гораздо реже. Чаще
гелий используют как добавку к аргону. Применение аргоногелиевых
смесей целесообразно в тех случаях, когда требуется повысить
проплавляющую способность дуги без
увеличения сварочного тока. Наряду с
инертными газами для сварки вольфрамовым
электродом используют и некоторые
активные газы, например азот и водород или их смеси
с аргоном.
Применение аргоногелиевых
смесей целесообразно в тех случаях, когда требуется повысить
проплавляющую способность дуги без
увеличения сварочного тока. Наряду с
инертными газами для сварки вольфрамовым
электродом используют и некоторые
активные газы, например азот и водород или их смеси
с аргоном.
Аргонодуговая сварка вольфрамовым электродом может выполняться с местной или общей защитой, без подачи или с подачей присадочной проволоки, на постоянном или переменном токе.
Большинство металлов сваривают на постоянном токе прямой полярности. Сварку алюминия, магния и бериллия ведут на переменном токе.
При сварке на постоянном токе при прямой полярности обеспечиваются лучшие условия для термоэлектронной эмиссии с электрода, выше его стойкость и допускаемый предел силы тока.
Например,
предельная сила тока для вольфрамового
электрода диаметром 3 мм ориентировочно
составляет при прямой полярности 240–280
А, а при обратной – лишь 20–42 А, при
переменном токе – промежуточное значение
140–160 А. Дуга на прямой полярности легко
возбуждается и горит при напряжении
10–15 В в широком диапазоне плотностей
тока. При
обратной полярности возрастает напряжение дуги, уменьшается
устойчивость горения, резко снижается
стойкость электрода, повышаются его
нагрев и расход. Эти особенности
дуги обратной полярности делают ее непригодной для непосредственного
применения в сварочном процессе. Однако дуга
обратной полярности обладает важным технологическим
свойством: при
ее воздействии на поверхность свариваемого
металла происходит удаление поверхностных
оксидов.
Происходит очистка
поверхности металла.
Это явление объясняется тем, что при
обратной полярности поверхность металла
бомбардируется тяжелыми положительными
ионами аргона,
которые, перемещаясь под действием
электрического поля от анода (электрод)
к катоду (изделие), разрушают
оксидные пленки на поверхности металла,
а выходящие с катода (поверхности
изделия) электроды
способствуют их удалению. Этот процесс удаления поверхностных
оксидов получил название процесса
катодного распыления (катодной очистки).
Этот процесс удаления поверхностных
оксидов получил название процесса
катодного распыления (катодной очистки).
Указанное свойство используют при сварке алюминия, магния, бериллия и их сплавов, имеющих на поверхности прочные оксидные пленки. Поскольку же при постоянном токе обратной полярности стойкость вольфрамового электрода низка, то для этой цели используют переменный ток. При этом удаление пленки, т.е. катодная очистка, происходит в полярность сварочного тока, когда свариваемое изделие является катодом. Таким образом, при сварке вольфрамовым электродом на переменном токе в определенной степени реализуются преимущества дуги прямой и обратной полярностей, т.е. обеспечиваются устойчивость электрода и разрушение поверхностных оксидов на изделии.
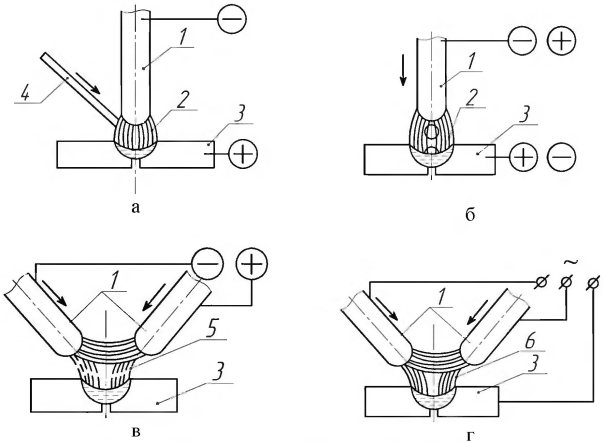
Аргонодуговая сварка может выполняться вручную или автоматически. На рисунке 2.4 показаны циклограммы процессов для различных вариантов сварки.
а б
Рис. 2.4. Циклограмма
процесса сварки в защитном газе:
2.4. Циклограмма
процесса сварки в защитном газе:
а – неплавящимся вольфрамовым электродом; б – плавящимся электродом;
I – сварочный ток; Uд – напряжение дуги; Vсв – скорость сварки; Q – расход защитного газа; Vпп – подача проволоки; Uосц – напряжение осциллятора
Защитный газ подают
за 10–15с до начала горения дуги. Дуга
возбуждается кратковременным разрядом
осциллятора или замыканием электрода и основного металла угольным
стержнем. Ручную
сварку производят наклонной горелкой
углом вперед,
угол наклона к поверхности изделия
составляет 70–80º. Присадочную
проволоку подают с передней стороны
сварочной ванны под углом 10–15º к поверхности изделия. По окончании
сварки дугу
обрывают постепенно подъемом электрода
для заварки кратера.
Для защиты охлаждающегося металла
подачу газа прекращают через 10–15 с
после выключения тока.
Примерный режим ручной аргонодуговой сварки вольфрамовым электродом стыкового соединения из высоколегированной стали толщиной 3 мм: диаметр вольфрамового электрода 3–4 мм, диаметр присадочной проволоки 1,6–2 мм, сварочный ток 120–160 А, напряжение дуги 12–16 В, расход аргона 6–7 дм3/мин. Ручную аргонодуговую сварку вольфрамовым электродом применяют главным образом для соединения металла относительно небольшой толщины (до 3 мм), при небольшой протяженности швов, имеющих сложную форму или расположенных в труднодоступных местах. Конструкции, имеющие протяженные швы, изготовляют автоматической сваркой неплавяшимся вольфрамовым электродом с подачей присадочной проволоки, выбранной в зависимости от мощности дуги или диаметра вольфрамового электрода.
dп=(0,5…0,7)×d. (2.1)
При сварке
вольфрамовым электродом используют
источники питания с крутопадающими
вольтамперными характеристиками.
ОБЩИЕ СВЕДЕНИЯ О ТЕХНОЛОГИИ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
При механизированной сварке подача электродной проволоки в зону горения дуги осуществляется механизированным способом, а перемещение дуги вдоль свариваемых кромок производится вручную.
Механизированная сварка плавящимся электродом может выполняться под слоем флюса, в защитных газах и самозащитной порошковой проволокой. В настоящее время использование механизированной сварки под флюсом весьма ограничено. Общие требования и технология выполнения в общем аналогичны, как и в случае автоматической дуговой сварки под слоем флюса. Более широкое применение нашли два последних варианта. Механизированной сваркой в защитных газах сваривают соединения, имеющие стыковые и угловые швы. Сварка выполняется шланговыми полуавтоматами с постоянной скоростью подачи электродной проволоки. Применяемые источники питания дуги имеют жесткую вольт-амперную характеристику.
Стыковые швы могут выполняться вертикальным электродом при движении горелки на себя, слева направо и справа налево. Изделие толщиной до 6-8 мм можно сваривать односторонним швом без разделки кромок, при больших толщинах — двусторонним швом с разделкой кромок и многослойном варианте. При выполнении стыковых соединений однослойными швами, а также при наложении первого слоя многослойного шва горелку перемещают обратно-поступательно по оси шва без поперечных колебаний электрода (рис. 15.1). При наложении последующих сварных слоев горелку перемещают по вытянутой спирали. Последние сварные слои выполняют при зигзагообразном движении горелки «змейкой» или же по вытянутой спирали, но с большей амплитудой колебания.
Изделие толщиной до 6-8 мм можно сваривать односторонним швом без разделки кромок, при больших толщинах — двусторонним швом с разделкой кромок и многослойном варианте. При выполнении стыковых соединений однослойными швами, а также при наложении первого слоя многослойного шва горелку перемещают обратно-поступательно по оси шва без поперечных колебаний электрода (рис. 15.1). При наложении последующих сварных слоев горелку перемещают по вытянутой спирали. Последние сварные слои выполняют при зигзагообразном движении горелки «змейкой» или же по вытянутой спирали, но с большей амплитудой колебания.
Во время сварки горелка не должна задерживаться на одном месте, так как в противном случае значительно увеличивается размер сварочной ванны, что вызывает перегрев металла. После заварки кратера и выключения сварочного тока для защиты металла ванны от окисления необходимо в течение 3-5 с подержать горелку над кратером, не прекращая поступления защитного газа до полного затвердевания жидкого металла. Заканчивать процесс сварки растягиванием дуги и отводом горелки не рекомендуется.
Заканчивать процесс сварки растягиванием дуги и отводом горелки не рекомендуется.
Рис. 15.1. Перемещение горелки при механизированной сварке многослойных стыковых швов в углекислом газе: а — первый слой; б — заполняющий слой; в — замыкающий слой |
Для выполнения стыковых соединений сварку можно вести также с наклоном электрода как углом вперед, так и назад. В первом случае при наклоне электрода до 10-30° глубина проплавления несколько меньше, шов шире, удобнее направлять дугу при разделке шва, можно добиться существенного уменьшения разбрызгивания, сварку можно выполнять с большими скоростями, чем вертикальным электродом. При сварке углом назад рекомендуется наклонять горелку на 5-15°. В этом случае можно несколько увеличить глубину провара, но ширина шва уменьшается. Для расширения шва сварку выполняют поперечными к оси шва колебаниями электрода.
Угловые швы могут выполняться как наклонным (рис. 15.2), так и вертикальным электродом «в лодочку». При сварке наклонным электродом горелка наклоняется поперек шва под углом 30-45° к вертикали, а вдоль шва — на 5-15°.
При сварке наклонным электродом горелка наклоняется поперек шва под углом 30-45° к вертикали, а вдоль шва — на 5-15°.
Рис. 15.2. Положение горелки при механизированной сварке угловых швов |
Торец электрода направляют в угол соединения или смещают от него на расстояние до 1 мм от горизонтальной детали. В процессе сварки горелку перемещают возвратно-поступательно по оси шва без поперечных колебаний. Желательно вести сварку на спуск с наклоном изделия на 6-10°. Это улучшает формирование шва, позволяет повышать скорость сварки и уменьшать разбрызгивание металла. Основной трудностью при выполнении угловых швов наклонным электродом является растекание жидкого металла по горизонтальной плоскости, что может привести к подрезам и непроварам. Во избежание этого за один проход обычно формируют угловые швы катетом не более 8 мм. При выполнении угловых швов «в лодочку» особых трудностей не возникает.
Основные типы, конструктивные элементы и размеры швов сварных соединений при механизированной сварке в защитных газах те же, что и при автоматической.
Механизированная сварка в защитных газах может производиться во всех пространственных положениях шва, из которых наиболее удобным является нижнее. Колебательные движения поперек оси шва сообщают электроду в зависимости от требуемой ширины шва, толщины свариваемого металла и формы подготовленных кромок.
Вертикальные стыковые и угловые швы могут выполняться снизу вверх и сверху вниз. Сварку сверху вниз применяют при соединении тонколистовых деталей, а также при наложении первого слоя многослойного шва. В начале процесса сварки, чтобы обеспечить хороший провар начала шва, электрод располагают перпендикулярно основному металлу. После образования сварочной ванны его наклоняют на 10-15° ниже горизонтали и направляют на переднюю часть ванны, предупреждая ее стекание, увеличивая проплавление корня шва и исключая не — сплавления и натеки по краям шва. При толщине металла более 6 мм сварку производят снизу вверх как углом вперед, так и назад. Второй способ применяют в случае сварки металла большей толщины. Для улучшения формирования шва электроду сообщают колебательные движения. При сварке снизу вверх получается глубокий провар корня шва и отсутствуют несплавления по его краям.
Для улучшения формирования шва электроду сообщают колебательные движения. При сварке снизу вверх получается глубокий провар корня шва и отсутствуют несплавления по его краям.
В горизонтальном положении при толщине деталей до 3 мм сварку ведут без скоса кромок, с небольшим зазором при сборке, что обеспечивает полный провар швов и небольшую выпуклость шва. Сварку ведут с наклоном электрода снизу вверх и углом назад без поперечных колебаний электрода. При толщине металла более 3 мм делают скос на кромке верхнего листа, электрод также направляют снизу вверх, что предупреждает стекание металла на нижнюю кромку.
В потолочном положении сварку выполняют углом назад при минимальных напряжениях и силе тока. Дугу и поток защитного газа направляют на ванну жидкого металла, что уменьшает ее стекание. Для этой цели рекомендуется увеличивать расход защитного газа. Стыковые швы в потолочном положении выполняют с разделкой кромок и с поперечными колебаниями электрода.
Технология выполнения поворотных кольцевых стыковых швов во многом подобна технологии выполнения продольных швов. Электрод при этом располагается сверху с небольшим смещением от верхней точки окружности в сторону, противоположную направлению вращения изделия.
Электрод при этом располагается сверху с небольшим смещением от верхней точки окружности в сторону, противоположную направлению вращения изделия.
Сварку толщиной до 2,5 мм, а также наложение первого слоя на металл большой толщины рекомендуется вести в вертикальном положении сверху вниз или в полупотолочном положении (рис. 14.3). Дугу и поток защитного газа следует направлять на ванну жидкого металла. Это обеспечивает получение полного проплавления соединения с обратным формированием шва без прожогов, даже при значительных переменных зазорах.
Рис. 15.3. Расположение горелки при выполнении кольцевых швов: а — сверху вниз; б — полупотолочное |
Подготовка кромок и сборка под механизированную сварку, а также выбор электродной проволоки производятся в основном так же, как и при автоматической сварке в защитных газах. Во всех случаях, где это возможно, рекомендуется собирать и сваривать соединения в приспособлениях без прихваток. При сборке на прихватках последние следует устанавливать с обратной стороны соединения. Прихватку можно выполнять сваркой неплавящимся электродом, тонкой проволокой в защитном газе и др. Во избежание протекания жидкого металла в зазоры, стыковые соединения тонких деталей должны выполняться сваркой на медных или керамических подкладках.
При сборке на прихватках последние следует устанавливать с обратной стороны соединения. Прихватку можно выполнять сваркой неплавящимся электродом, тонкой проволокой в защитном газе и др. Во избежание протекания жидкого металла в зазоры, стыковые соединения тонких деталей должны выполняться сваркой на медных или керамических подкладках.
Механизированная сварка в углекислом газе является наиболее распространенным способом механизированной сварки плавящимся электродом в защитных газах. В настоящее время этот способ, как более производительный, успешно конкурирует с ручной дуговой сваркой покрытыми электродами и по своей маневренности. Технологические условия и режимы механизированной сварки в углекислом газе примерно те же, что и при автоматической сварке. Во избежание появления прожогов механизированную сварку выполняют с меньшей силой тока, чем автоматическую, и, как следствие, с меньшей скоростью.
Сварщик ручной дуговой сварки плавящимся покрытым электродом 3 уровень квалификации
Целью реализации программы является качественное изменение профессиональных компетенций по профессии рабочего «Сварщик ручной дуговой сварки плавящимся покрытым электродом».
В результате освоения данной программы слушатель должен знать:
- Размеры сварных соединений и обозначение их на чертежах.
- Основные группы и марки свариваемых материалов.
- Оборудование, приспособления и инструмент для ручной дуговой сварки плавящимся покрытым электродом.
- Правила по охране труда при проведении сварочных работ.
- Технологию ручной дуговой сварки плавящимся покрытым электродом в нижнем, вертикальном и горизонтальном пространственном положении сварного шва.
- Дуговую резку простых деталей.
- Причины возникновения и меры предупреждения внутренних напряжений и деформаций в свариваемых (наплавляемых) изделиях.
- Причины возникновения дефектов сварных швов, способы их предупреждения и исправления.
должен уметь:
- Применять сборочные приспособления для сборки элементов конструкции (изделий, узлов, деталей) под сварку.
- Использовать ручной и механизированный инструмент для подготовки элементов конструкции (изделий, узлов, деталей) под сварку, зачистки сварных швов и удаления поверхностных дефектов после сварки.

- Пользоваться конструкторской, производственно-технологической и нормативной документацией для выполнения данной трудовой функции.
- Настраивать сварочное оборудование для ручной дуговой сварки плавящимся покрытым электродом.
- Выбирать пространственное положение сварного шва для ручной дуговой сварки плавящимся покрытым электродом.
- Владеть техникой ручной дуговой сварки плавящимся покрытым электродом сложных и ответственных конструкций во всех пространственных положениях сварного шва.
- Владеть техникой дуговой резки металла.

Учебный план
| № п/п | Наименование разделов и тем | Всего, ч | Количество часов | |||
| в том числе | ||||||
| теоретические занятия | практические занятия | самостоятельная работа | с применением ДОТ | |||
| 1. Базовый цикл | 10 | 8 | 2 | — | — | |
1. 1. 1. | Чтение чертежей | 2 | 2 | — | — | — |
| 1.2. | Допуски и технические измерения | 2 | 2 | — | — | — |
| 1.3. | Охрана труда | 4 | 2 | 2 | — | — |
| 1.4. | Общие сведения о промышленной безопасности | 2 | 2 | — | — | — |
| 2. Специальный цикл | 90 | 34 | 56 | — | — | |
| 2.1 | Способы электрической сварки и сведения из теории сварочных процессов | 10 | 4 | 6 | — | — |
| 2.2. | Оборудование, приспособления и инструмент для ручной дуговой сварки плавящимся покрытым электродом | 10 | 4 | 6 | — | — |
2. 3. 3. | Электроды для ручной дуговой сварки плавящимся покрытым электродом | 4 | 2 | 2 | — | — |
| 2.4. | Технология ручной дуговой сварки плавящимся покрытым электродом и резки | 38 | 8 | 30 | — | — |
| 2.5. | Деформации и напряжения при ручной дуговой сварки плавящимся покрытым электродом | 8 | 8 | — | — | — |
| 2.6. | Контроль качества сварки | 4 | 4 | — | — | — |
| 2.7. | Механизированные способы сварки | 8 | 2 | 6 | — | — |
| 2.8. | Особые виды сварки | 8 | 2 | 6 | ||
| Итоговая аттестация (теоретический экзамен) | 4 | 4 | — | — | — | |
| Итого | 104 | 46 | 58 | |||
3. Производственное обучение (практика) Производственное обучение (практика) | — | — | ||||
| 3.1. | Инструктаж на рабочем месте по охране труда | 2 | — | 2 | — | — |
| 3.2. | Наплавка и сварка швов в горизонтальном, наклонном и вертикальном положениях | 16 | — | 16 | — | — |
| 3.3. | Ручная дуговая сварка кольцевых швов на трубчатых соединениях в поворотном положении | 16 | — | 16 | — | — |
| 3.4. | Заварка раковин и трещин | 16 | — | 16 | — | — |
| 3.5. | Сварка несложных деталей и узлов | 8 | — | 8 | ||
3. 6. 6. | Сварка сложных деталей и узлов | 16 | — | 16 | ||
| 3.7. | Самостоятельное выполнение различных сварочных работ по 3 уровню квалификации сварщика ручной дуговой сварки плавящимся покрытым электродом | 206 | — | 206 | — | — |
| Всего | 280 | 280 | — | — | ||
| Итоговая аттестация | ||||||
| Квалификационный экзамен | 8 | 8 | ||||
| ВСЕГО | 392 | 46 | 346 | |||
Сварочный электрод: типы, функции и определение
Сварочный электрод
Сварочный электрод — это кусок проволоки или прутка, который может быть из металла или сплава и имеет флюс с флюсом или без него и проводит электрический ток для получения тепла, достаточного для сварки. На одном конце он закреплен на держателе, а на другом установлена дуга .
На одном конце он закреплен на держателе, а на другом установлена дуга .
Электроды составляют большую часть сварочных работ. Сварка без электродов невозможна в большинстве сварочных процессов, которые в основном делятся на две части в зависимости от работы выхода электрода.
Типы сварочных электродовВ зависимости от функции электроды можно классифицировать следующим образом:
- Неплавящийся электрод
- Расходный электрод
- Эти электроды не плавятся во время сварки, а действуют только как электрические проводники, которые генерируют дуги для получения достаточного количества тепла, называемые неплавящимися электродами, и они состоят из металлов с высокой температурой плавления, таких как вольфрам (точка плавления 6150 ° C). F), углерод (точка плавления 6700).
Эти электроды не плавятся во время сварки и отделяют присадочную проволоку, необходимую для заполнения стыка с этими электродами. Однако из-за испарения и окисления электрода во время сварки длина электрода со временем уменьшается.
Неплавящиеся электроды можно классифицировать следующим образом:
a — Угольные или графитовые электроды
b — Вольфрамовые электроды
Неплавящиеся электроды часто имеют угольные или графитовые электроды с медным покрытием. Медное покрытие увеличивает электрическую проводимость или токопроводимость электрода.
 Однако из-за испарения и окисления электрода во время сварки длина электрода со временем уменьшается.
Однако из-за испарения и окисления электрода во время сварки длина электрода со временем уменьшается. дешевле графитовых электродов. Резистивная емкость внутри угольного электрода выше по сравнению с графитовым электродом, в результате этот поток тока занимает сравнительно меньший, короткий срок службы из-за мягкого материала, в то время как графитовый электрод более дорогой, пропускающий ток больше из-за меньшего электрического сопротивления. Его материал твердый и хрупкий, поэтому углеродный электрод имеет более длительный срок службы по сравнению с углеродным электродом.
Вольфрамовые электроды
Следующим электродом в серии неплавящихся электродов является вольфрам, который можно в основном классифицировать следующим образом:
Чистый вольфрам,
Циркониевый вольфрам (от 0,3 до 0,5%),
Торированный вольфрам (1-2%).
В чистом вольфраме сплав увеличивает стойкость к загрязнениям, стабильность дуги и срок службы электрода. Кроме того, зажигание дуги происходит легко, кончик электрода остается холодным (по сравнению с электродами из чистого вольфрама), потребление электрода низкое, а пропускная способность увеличивается.По сравнению с угольными электродами, вольфрамовые электроды намного дороже, а легированные вольфрамовые электроды еще дороже. Электроды из вольфрама / сплава вольфрама диаметром от 0,5 мм до 6 мм обычно доступны для сварочных целей
Сварочные электроды этого типа имеют низкую температуру плавления, действуют как электрические проводники, которые генерируют дуги для получения достаточного количества тепла, плавятся сами и заполняют шов, называются плавящимися сварочными электродами.
Расходные электроды можно классифицировать следующим образом:
a- Голые электрод
b- Электрод, покрытый флюсом
a- неизолированные электроды:
Этот тип электродов требует дополнительной защиты для защиты металла от атмосферного загрязнения расплавленной сварочной ванны, которое может быть в виде газа или флюса.
b- Электроды покрытые флюсом
В этом типе электродов не требуется никакого дополнительного экранирования для защиты металла от атмосферного загрязнения. Они сами покрыты флюсом, который полностью покроет сварочную ванну в виде шлака во время сварки. И впоследствии удаляются после охлаждения.
Характеристики электродов и материалов с полным описанием можно скачать здесь… ..
Скачать
Электроды, покрытые флюсомРасходуемый двойной электрод с одинарной дугой GMAW
 org/ScholarlyArticle»> 1.
org/ScholarlyArticle»> 1.Lahnsteiner R (1992) T.I.M.E. процесс — инновационный процесс сварки MAG. Weld Rev Int 11 (1): 17–20
Google ученый
Church J (2001) T.I.M.E. В процессе сварки получаются устойчивые к разрушению швы. Weld Des Fabr 74 (5): 32–35
Google ученый
Мацумото Т., Сасабе С. (2005) Тандемная сварка алюминиевых сплавов MIG. Weld Int 19 (12): 945–949
Артикул Google ученый
Уэяма Т., Охнава Т., Танака М., Наката К. (2005) Влияние конфигурации горелки и сварочного тока на формирование сварного шва при высокоскоростной тандемной импульсной газовой дуговой сварке стальных листов. Sci Technol Weld Join 10 (6): 750–759
Sci Technol Weld Join 10 (6): 750–759
Статья Google ученый
Хуанг Я., Чжан Ю.М. (2010) GMAW с лазерной обработкой. Сварка J 89 (9): 181–188 с
Google ученый
Shao Y, Wang ZZ, Zhang YM (2011) Мониторинг жидких капель в GMAW с лазерной коррекцией.Int J Adv Manuf Technol 57 (1–4): 203–214
Статья Google ученый
Wang XW, Huang Y, Zhang YM (2013) Модель капельного переноса для лазерно-усовершенствованного GMAW. Int J Adv Manuf Technol 64 (1–4): 207–217
Статья Google ученый
 org/ScholarlyArticle»> 8.
org/ScholarlyArticle»> 8.Баггер С., Олсен Ф.О. (2005) Обзор гибридной лазерной сварки. J Laser Appl 17 (1): 2–14
Артикул Google ученый
Рибич Б., Палмер Т.А., Деброй Т. (2009) Проблемы и проблемы гибридной лазерно-дуговой сварки. Int Mater Rev 54 (4): 223–244
Статья Google ученый
Xu GX, Wu CS, Qin GL, Wang XY, Lin SY (2011) Адаптивные объемные модели источников тепла для процессов гибридной сварки лазерным лучом и лазерным + импульсным GMAW. Int J Adv Manuf Technol 57 (1–4): 245–255
Статья Google ученый
Hu B, den Ouden G (2005) Лазерная стабилизация сварочной дуги. Sci Technol Weld Join 10 (1): 76–81
Sci Technol Weld Join 10 (1): 76–81
Статья Google ученый
Mendez PF, Eagar TW (2003) Проникновение и образование дефектов при сварке сильноточной дугой. Сварка J 82 (10): 296s – 306s
Google ученый
Ли К. Х., Чжан Ю. М. (2007) Перенос металла при двухэлектродной газовой дуговой сварке.J Manuf Sci Eng-Trans ASME 129 (6): 991–999
Статья Google ученый
Li KH, Chen JS, Zhang YM (2007) Процесс и контроль GMAW с двумя электродами. Сварка J 86 (8): 231–237
Google ученый
 org/ScholarlyArticle»> 15.
org/ScholarlyArticle»> 15.Ли К.Х., Чжан Ю.М. (2010) Интервальное модельное управление процессом сварки двухэлектродным плавящимся электродом в газовой среде. IEEE Trans Autom Sci Eng 7 (4): 826–839
Статья Google ученый
Ли К. Х., Ву С. С. (2009) Механизм переноса металла в DE-GMAW. J Mater Sci Technol 25 (3): 415–418
Статья Google ученый
Ли К. Х., Чжан Ю. М. (2007) Моделирование и управление процессом двухэлектродной газовой дуговой сварки. Sec IEEE Conf Ind Electron Appl, Харбин, Китай, стр. 495–500
Wu CS, Hu ZH, Zhong LM (2012) Предотвращение выпуклости валика, связанного с высокой скоростью сварки, за счет двухэлектродной газовой дуговой сварки металлическим электродом. Int J Adv Manuf Technol 63 (5–8): 573–581
Int J Adv Manuf Technol 63 (5–8): 573–581
Статья Google ученый
Ли К. Х., Чжан Ю. М. (2008) Расходный двухэлектродный GMAW, часть I: процесс. Сварка J 87 (1): 11s – 17s
Google ученый
Ли К.Х., Чжан Ю.М. (2008) Расходный двухэлектродный GMAW, часть II: мониторинг, моделирование и управление. Weld J 87 (2): 44s – 50s
Артикул Google ученый
Ma GH, Zhang YM (2012) Новый метод DE-GMAW для сварки стальных труб в упрощенных условиях. Int J Adv Manuf Technol 63 (14): 147–153
Статья Google ученый
 org/ScholarlyArticle»> 22.
org/ScholarlyArticle»> 22.Немчинский В.А. (1998) Теплообмен в электроде при дуговой сварке плавящимся электродом. J Phys D Appl Phys 31 (6): 730–736
Статья Google ученый
Андо К., Хасегава М. (1978) Явления сварочной дуги.Машиностроение, Пекин
Google ученый
Lowke JJ, Tanaka M (2008) Физика нетермоэлектронных катодов электрических дуг. В: Материалы 17-й международной конференции по разрядам газа и их применению, стр. 137–140. Линдфилд, Новый Южный Уэльс, Австралия
Гайл А.Е. (1971) Явления дугового электрода. IEE Ред. 118 (9): 1131–1154
Google ученый
 org/ScholarlyArticle»> 26.
org/ScholarlyArticle»> 26.Бингуль З. (2002) Явления нестабильности в процессе саморегулирования газовой дуговой сварки. Proc Inst Mech Eng B-J Eng Manuf 216 (6): 899–910
Статья Google ученый
Hu B, den Ouden G (2005) Синергетические эффекты гибридной лазерной / дуговой сварки. Sci Technol Weld Join 10 (4): 427–431
Статья Google ученый
Рибик Б., Рай Р., Деброй Т. (2008) Численное моделирование теплопередачи и потока жидкости при гибридной сварке GTA / Laser.Sci Technol Weld Join 13 (8): 683–693
Статья Google ученый
Сварка плавящимся электродом, сварка плавящимся электродом Поставщики и производители на Alibaba.
 com
comДля правильного выполнения сварочных работ пользователям необходимы права. Сварка плавящимся электродом . На Alibaba.com покупатели могут найти широкий выбор для любых сварочных работ. Есть варианты для простого ремонта или элементарных сварочных работ.Покупатели также могут найти специализированные товары. Сварка плавящимся электродом для специальных применений. Есть варианты в виде различных материалов, таких как карбид вольфрама, алюминиевый сплав и углеродистая сталь. Потребители также могут заказать минимальное количество или купить оптом, чтобы удовлетворить более крупные потребности.Когда дело доходит до строительства и производства, сварка всегда является ключевым компонентом. Каждый проект требует подходящего типа. Сварка плавящимся электродом . Использование неподходящих материалов может привести к катастрофическим результатам.Например, разновидности карбида вольфрама идеально подходят для нефтяной и горнодобывающей промышленности.
Пользователи ищут. Сварка плавящимся электродом для легкой промышленности и прецизионной сварки обнаружит, что на сайте Alibaba.com есть из чего выбрать. Некоторые производители предлагают материалы, предназначенные для косметической сварки. Они идеально подходят для создания красивых бусинок. Некоторые области применения включают автомобильную промышленность и легкие конструкции.Опять же, пользователи могут выбирать из множества материалов для выполнения проекта.
Покупатели должны выбирать право. сварка плавящимся электродом для каждого сварочного проекта и их бюджета. Каждое приложение предъявляет определенные требования к прочности, внешнему виду и устойчивости. Вот почему Alabiba.com - это то место, где можно найти те, которые подходят под ваш проект. Будь то крупное строительство и горнодобывающая промышленность или прецизионная сварка, есть варианты. Большой выбор различных материалов, производителей и даже минимальные количества заказа.
 Их твердость очень полезна для буровых установок, труб и другой арматуры.
Их твердость очень полезна для буровых установок, труб и другой арматуры. 
ISO 544: 1975 Электроды для ручной дуговой сварки и присадочные металлы для газовой сварки. Диаметры и допуски. | 95,99 | ISO / TC 44 |
ISO 544: 1989 Присадочные материалы для ручной сварки — Требования к размерам | 95. 99 99 | ISO / TC 44 / SC 3 |
ISO 544: 2003 Сварочные материалы. Технические условия поставки присадочных материалов для сварки. Тип изделия, размеры, допуски и маркировка. | 95.99 | ISO / TC 44 / SC 3 |
ISO 544: 2011 Сварочные материалы. Технические условия поставки присадочных материалов и флюсов. | 95.99 | ISO / TC 44 / SC 3 |
ISO 544: 2017 Сварочные материалы. Технические условия поставки присадочных материалов и флюсов. Вид продукции, размеры, допуски и маркировка. | 60.60 | ISO / TC 44 / SC 3 |
ISO 545: 1975 Прутки присадочные, кроме тянутых или экструдированных, для сварки. | 95,99 | ISO / TC 44 |
ISO 546: 1975 Тянутые или экструдированные присадочные прутки для сварки, поставляемые отрезками прямой длины — длина и допуски | 95.99 | ISO / TC 44 |
ISO 547: 1975 Электроды для сварки низкоуглеродистой стали и низколегированной высокопрочной стали — длина и допуски | 95,99 | ISO / TC 44 |
95. 99 99 | ISO / TC 44 | |
| 95,99 | ISO / TC 44 | |
ISO 636: 1989 Твердые присадочные стержни без покрытия для кислородно-ацетиленовой и дуговой сварки вольфрамовым электродом в среде инертного газа (TIG), наплавки нелегированной или низколегированной стали — Кодификация | 95. 99 99 | ISO / TC 44 / SC 3 |
ISO 636: 2004 Сварочные материалы. Прутки, проволока и наплавки для сварки нелегированных и мелкозернистых сталей вольфрамовым электродом в среде защитного газа. Классификация. | 95.99 | ISO / TC 44 / SC 3 |
ISO 636: 2015 Сварочные материалы. | 95.99 | ISO / TC 44 / SC 3 |
ISO 636: 2017 Сварочные материалы. Прутки, проволока и наплавки для сварки нелегированных и мелкозернистых сталей вольфрамовым электродом в среде защитного газа. Классификация. | 60.60 | ISO / TC 44 / SC 3 |
| 95,99 | ISO / TC 44 | |
| 95.99 | ISO / TC 44 | |
| 95,99 | ISO / TC 44 | |
| 95,99 | ISO / TC 44 | |
ISO 864: 1975 Проволока сплошного сечения для дуговой сварки низкоуглеродистой стали в среде защитных газов. Размеры проволоки, катушек, ободов и бухт. | 95.99 | ISO / TC 44 |
ISO 864: 1988 Дуговая сварка — Сплошная и трубчатая порошковая проволока для наплавки углеродистой и углеродисто-марганцевой стали — Размеры проволоки, катушек, ободов и бухт | 95.99 | ISO / TC 44 / SC 3 |
| 95,99 | ISO / TC 44 | |
| 95.99 | ISO / TC 44 | |
ISO 1071: 1983 Покрытые электроды для ручной дуговой сварки чугуна. Обозначение. | 95,99 | ISO / TC 44 / SC 3 |
ISO 1071: 2003 Сварочные материалы. Покрытые электроды, проволока, стержни и трубчатые порошковые электроды для сварки плавлением чугуна. Классификация. | 95.99 | ISO / TC 44 / SC 3 |
ISO 1071: 2015 Сварочные материалы. Покрытые электроды, проволока, стержни и трубчатые порошковые электроды для сварки плавлением чугуна. Классификация. | 90.93 | ISO / TC 44 / SC 3 |
ISO 2401: 1972 Покрытые электроды — Определение КПД, извлечения металла и коэффициента наплавки | 95,99 | ISO / TC 44 / SC 3 |
ISO 2401: 2018 Сварочные материалы. Покрытые электроды. Определение КПД, восстановления металла и коэффициента наплавки. | 60.60 | ISO / TC 44 / SC 3 |
ISO 2560: 1973 Покрытые электроды для ручной дуговой сварки низкоуглеродистой и низколегированной стали — Код обозначений для идентификации | 95,99 | ISO / TC 44 |
ISO 2560: 1973 / Добавить 1: 1974 Покрытые электроды для ручной дуговой сварки низкоуглеродистой и низколегированной стали — Код условных обозначений — Приложение 1 | 95.99 | ISO / TC 44 |
ISO 2560: 2002 Сварочные материалы. Покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация. | 95,99 | ISO / TC 44 / SC 3 |
ISO 2560: 2009 Сварочные материалы. Покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация. | 95.99 | ISO / TC 44 / SC 3 |
ISO 2560: 2020 Сварочные материалы. Покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация. | 60.60 | ISO / TC 44 / SC 3 |
ISO 3580: 1975 Покрытые электроды для ручной дуговой сварки жаропрочных сталей. Код условных обозначений. | 95,99 | ISO / TC 44 / SC 3 |
ISO 3580: 2004 Сварочные материалы. Покрытые электроды для ручной дуговой сварки жаропрочных сталей. Классификация. | 95.99 | IIW |
ISO 3580: 2010 Сварочные материалы. Покрытые электроды для ручной дуговой сварки жаропрочных сталей. Классификация. | 95,99 | ISO / TC 44 / SC 3 |
ISO 3580: 2017 Сварочные материалы. Покрытые электроды для ручной дуговой сварки жаропрочных сталей. Классификация. | 60.60 | ISO / TC 44 / SC 3 |
ISO 3581: 1976 Покрытые электроды для ручной дуговой сварки нержавеющих и других аналогичных высоколегированных сталей — Код обозначений для идентификации | 95.99 | ISO / TC 44 / SC 3 |
ISO 3581: 2003 Сварочные материалы. Покрытые электроды для ручной дуговой сварки нержавеющих и жаропрочных сталей. Классификация. | 95.99 | ISO / TC 44 / SC 3 |
ISO 3581: 2003 / Amd 1: 2011 Сварочные материалы. Электроды с покрытием для ручной дуговой сварки нержавеющих и жаропрочных сталей. Классификация. Поправка 1. | 95.99 | ISO / TC 44 / SC 3 |
ISO 3581: 2003 / Cor 1: 2008 Сварочные материалы. Покрытые электроды для ручной дуговой сварки нержавеющих и жаропрочных сталей. Классификация. Техническое исправление 1. | 95.99 | ISO / TC 44 / SC 3 |
ISO 3581: 2016 Сварочные материалы. Покрытые электроды для ручной дуговой сварки нержавеющих и жаропрочных сталей. Классификация. | 90.20 | ISO / TC 44 / SC 3 |
ISO 5182: 1978 Материалы для электродов контактной сварки и вспомогательного оборудования | 95,99 | ISO / TC 44 |
ISO 5182: 1991 Сварка — Материалы для электродов контактной сварки и вспомогательного оборудования | 95.99 | ISO / TC 44 / SC 6 |
ISO 5182: 2008 Сварка сопротивлением — Материалы для электродов и вспомогательного оборудования. | 95,99 | ISO / TC 44 / SC 6 |
ISO 5182: 2016 Сварка сопротивлением — Материалы для электродов и вспомогательного оборудования | 60.60 | ISO / TC 44 / SC 6 |
| 95,99 | ISO / TC 44 | |
| 90.93 | ISO / TC 44 / SC 6 | |
ISO 6847: 1985 Покрытые электроды для ручной дуговой сварки металлом — нанесение металлической подушки для химического анализа | 95,99 | ISO / TC 44 / SC 3 |
ISO 6847: 2000 Сварочные материалы — наплавка металлической подушки для химического анализа | 95.99 | IIW |
ISO 6847: 2013 Сварочные материалы — наплавка металлической подушки для химического анализа | 95,99 | IIW |
ISO 6847: 2020 Сварочные материалы — наплавка металлической подушки для химического анализа | 60.60 | IIW |
ISO 6848: 1984 Вольфрамовые электроды для дуговой сварки в среде защитного инертного газа, а также для плазменной резки и сварки. | 95,99 | ISO / TC 44 / SC 3 |
ISO 6848: 2004 Дуговая сварка и резка. Неплавящиеся вольфрамовые электроды. Классификация. | 95.99 | ISO / TC 44 / SC 3 |
ISO 6848: 2015 Дуговая сварка и резка. Неплавящиеся вольфрамовые электроды. Классификация. | 90,93 | ISO / TC 44 / SC 3 |
ISO 10446: 1990 Сварка — Испытательная установка для цельносварного металла для классификации коррозионно-стойких электродов для дуговой сварки, покрытых хромом и хромоникелевой сталью. | 95.99 | IIW |
ISO 12153: 2011 Сварочные материалы. Трубчатые порошковые электроды для дуговой сварки никеля и никелевых сплавов в среде защитного и негазового газа. Классификация. | 90.20 | ISO / TC 44 / SC 3 |
ISO / TR 13393: 2009 Сварочные материалы. Классификация наплавок. Микроструктуры. | 90,93 | IIW |
ISO 14171: 2002 Сварочные материалы. Проволока электродная и комбинации проволока-флюс для дуговой сварки под флюсом нелегированных и мелкозернистых сталей. Классификация. | 95.99 | ISO / TC 44 / SC 3 |
ISO 14171: 2010 Сварочные материалы. Сплошные проволочные электроды, трубчатые электроды с сердечником и комбинации электрод / флюс для дуговой сварки под флюсом нелегированных и мелкозернистых сталей. Классификация. | 95.99 | ISO / TC 44 / SC 3 |
ISO 14171: 2016 Сварочные материалы. Сплошные проволочные электроды, трубчатые электроды с сердечником и комбинации электрод / флюс для дуговой сварки под флюсом нелегированных и мелкозернистых сталей. Классификация. | 90.20 | ISO / TC 44 / SC 3 |
ISO 14172: 2003 Сварочные материалы. Электроды с покрытием для ручной дуговой сварки никеля и никелевых сплавов. Классификация. | 95,99 | ISO / TC 44 / SC 3 |
ISO 14172: 2003 / Cor 1: 2004 Сварочные материалы. Покрытые электроды для ручной дуговой сварки никеля и никелевых сплавов. Классификация. Техническое исправление 1. | 95.99 | ISO / TC 44 / SC 3 |
ISO 14172: 2003 / Cor 2: 2005 Сварочные материалы. Покрытые электроды для ручной дуговой сварки никеля и никелевых сплавов. Классификация. Техническое исправление. 2. | 95.99 | ISO / TC 44 / SC 3 |
ISO 14172: 2008 Сварочные материалы. Электроды с покрытием для ручной дуговой сварки никеля и никелевых сплавов. Классификация. | 95,99 | ISO / TC 44 / SC 3 |
ISO 14172: 2015 Сварочные материалы. Электроды с покрытием для ручной дуговой сварки никеля и никелевых сплавов. Классификация. | 90.92 | ISO / TC 44 / SC 3 |
ISO / CD 14172 Сварочные материалы. Электроды с покрытием для ручной дуговой сварки никеля и никелевых сплавов. Классификация. | 30,60 | ISO / TC 44 / SC 3 |
ISO 14174: 2004 Сварочные материалы. Флюсы для дуговой сварки под флюсом. Классификация. | 95.99 | ISO / TC 44 / SC 3 |
ISO 14174: 2012 Сварочные материалы. Флюсы для дуговой сварки под флюсом и электрошлаковой сварки. Классификация. | 95,99 | ISO / TC 44 / SC 3 |
ISO 14174: 2019 Сварочные материалы. Флюсы для дуговой сварки под флюсом и электрошлаковой сварки. Классификация. | 60.60 | ISO / TC 44 / SC 3 |
ISO 14175: 1997 Сварочные материалы. Защитные газы для дуговой сварки и резки. | 95,99 | ISO / TC 44 / SC 3 |
ISO 14175: 2008 Сварочные материалы. Газы и газовые смеси для сварки плавлением и родственных процессов. | 90.93 | ISO / TC 44 / SC 3 |
ISO 14341: 2002 Сварочные материалы. Проволока электродная и наплавки для дуговой сварки в среде защитных газов нелегированных и мелкозернистых сталей. Классификация. | 95.99 | ISO / TC 44 / SC 3 |
ISO 14341: 2010 Сварочные материалы. Проволока, электроды и наплавки для дуговой сварки нелегированных и мелкозернистых сталей в защитных газах. | 95.99 | ISO / TC 44 / SC 3 |
ISO 14341: 2020 Сварочные материалы. Проволока, электроды и наплавки для дуговой сварки нелегированных и мелкозернистых сталей в защитных газах. | 60.60 | ISO / TC 44 / SC 3 |
ISO 14343: 2002 Сварочные материалы. Проволочные электроды, ленточные электроды, проволока и прутки для сварки плавлением нержавеющих и жаропрочных сталей. Классификация. | 95.99 | IIW |
ISO 14343: 2002 / Amd 1: 2006 Сварочные материалы. Проволочные электроды, ленточные электроды, проволока и прутки для сварки плавлением нержавеющих и жаропрочных сталей. Классификация. Поправка 1. Добавление ленточных электродов для дуговой сварки под флюсом и электрошлаковой сварки. | 95.99 | IIW |
ISO 14343: 2009 Сварочные материалы. Проволочные электроды, ленточные электроды, проволока и прутки для дуговой сварки нержавеющих и жаропрочных сталей. Классификация. | 95.99 | ISO / TC 44 / SC 3 |
ISO 14343: 2017 Сварочные материалы. Проволочные электроды, ленточные электроды, проволока и прутки для дуговой сварки нержавеющих и жаропрочных сталей. Классификация. | 60.60 | ISO / TC 44 / SC 3 |
ISO 14344: 2002 Сварка и родственные процессы. Процессы электросварки в среде защитного флюса и газа. Руководство по закупкам расходных материалов. | 95.99 | IIW |
ISO 14372: 2000 Сварочные материалы. Определение влагостойкости электродов для ручной дуговой сварки путем измерения содержания диффузионного водорода. | 95.99 | IIW |
ISO 14372: 2011 Сварочные материалы. Определение влагостойкости электродов для ручной дуговой сварки путем измерения содержания диффузионного водорода. | 95.99 | IIW |
ISO 15792-1: 2000 Сварочные материалы. Методы испытаний. Часть 1. Методы испытаний образцов для испытаний цельносварного металла из стали, никеля и никелевых сплавов. | 95.99 | ISO / TC 44 / SC 3 |
ISO 15792-1: 2000 / Amd 1: 2011 Сварочные материалы — Методы испытаний — Часть 1: Методы испытаний образцов для испытаний цельносварного металла из стали, никеля и никелевых сплавов — Поправка 1 | 95.99 | ISO / TC 44 / SC 3 |
ISO 15792-1: 2020 Сварочные материалы. Методы испытаний. Часть 1. Подготовка испытательных образцов для цельносварного металла из стали, никеля и никелевых сплавов. | 60.60 | ISO / TC 44 / SC 3 |
ISO 15792-2: 2000 Сварочные материалы. Методы испытаний. Часть 2. Подготовка образцов для одно- и двухпроходных испытаний стали. | 95.99 | ISO / TC 44 / SC 3 |
ISO 15792-2: 2020 Сварочные материалы. Методы испытаний. Часть 2: Подготовка образцов для одно- и двухпроходных испытаний и образцов из стали. | 60.60 | ISO / TC 44 / SC 3 |
ISO 15792-3: 2000 Сварочные материалы — Методы испытаний — Часть 3: Классификационные испытания на позиционную нагрузку и корневое проплавление сварочных материалов в угловом шве | 95.99 | ISO / TC 44 / SC 3 |
ISO 15792-3: 2000 / Кор 1: 2006 Сварочные материалы. Методы испытаний. Часть 3. Классификационные испытания на позиционную нагрузку и глубину проплавления сварочных материалов в угловом шве. Техническое исправление 1. | 95.99 | ISO / TC 44 / SC 3 |
ISO 15792-3: 2011 Сварочные материалы — Методы испытаний — Часть 3: Классификационные испытания на позиционную нагрузку и корневое проплавление сварочных материалов в угловом шве | 90.20 | ISO / TC 44 / SC 3 |
ISO 16834: 2006 Сварочные материалы. Проволока, электроды, проволока, прутки и наплавки для дуговой сварки высокопрочных сталей в среде защитных газов. Классификация. | 95.99 | ISO / TC 44 / SC 3 |
ISO 16834: 2012 Сварочные материалы. Проволока, электроды, проволока, прутки и наплавки для дуговой сварки в защитных газах высокопрочных сталей. Классификация. | 90.93 | ISO / TC 44 / SC 3 |
ISO 17632: 2004 Сварочные материалы. Трубчатые порошковые электроды для дуговой сварки нелегированных и мелкозернистых сталей в среде защитных газов и негазированных сталей. | 95.99 | ISO / TC 44 / SC 3 |
ISO 17632: 2015 Сварочные материалы. Трубчатые порошковые электроды для дуговой сварки нелегированных и мелкозернистых сталей в среде защитных газов и негазированных сталей. | 90.93 | ISO / TC 44 / SC 3 |
ISO 17633: 2004 Сварочные материалы. Трубчатые порошковые электроды и стержни для дуговой сварки нержавеющих и жаропрочных сталей в среде защитного и негазового газа. | 95.99 | ISO / TC 44 / SC 3 |
ISO 17633: 2010 Сварочные материалы. Трубчатые порошковые электроды и стержни для дуговой сварки нержавеющих и жаропрочных сталей в среде защитного и негазового газа. | 95.99 | ISO / TC 44 / SC 3 |
ISO 17633: 2017 Сварочные материалы. Трубчатые порошковые электроды и стержни для дуговой сварки нержавеющих и жаропрочных сталей в среде защитного и негазового газа. | 60.60 | ISO / TC 44 / SC 3 |
ISO 17633: 2017 / DAmd 1 Сварочные материалы. Трубчатые электроды и стержни с сердечником для дуговой сварки нержавеющих и жаропрочных сталей в среде защитных и негазовых сталей. Классификация. Поправка 1. | 40.20 | ISO / TC 44 / SC 3 |
ISO 17634: 2004 Сварочные материалы. Трубчатые порошковые электроды для дуговой сварки жаропрочных сталей в среде защитного газа. Классификация. | 95.99 | ISO / TC 44 / SC 3 |
ISO 17634: 2015 Сварочные материалы. Трубчатые порошковые электроды для дуговой сварки жаропрочных сталей в среде защитного газа. Классификация. | 90.93 | ISO / TC 44 / SC 3 |
ISO 17777: 2016 Сварочные материалы. Покрытые электроды для ручной дуговой сварки меди и медных сплавов. Классификация. | 90,20 | ISO / TC 44 / SC 3 |
ISO 18273: 2004 Сварочные материалы. Проволока электродная, проволока и прутки для сварки алюминия и алюминиевых сплавов. Классификация. | 95.99 | ISO / TC 44 / SC 3 |
ISO 18273: 2015 Сварочные материалы. Проволока электродная, проволока и прутки для сварки алюминия и алюминиевых сплавов. Классификация. | 90.93 | ISO / TC 44 / SC 3 |
ISO 18274: 2004 Сварочные материалы. Проволока и ленточные электроды, проволока и прутки для сварки плавлением никеля и никелевых сплавов. Классификация. | 95.99 | ISO / TC 44 / SC 3 |
ISO 18274: 2004 / Cor 1: 2005 Сварочные материалы. Проволока и ленточные электроды, проволока и прутки для сварки плавлением никеля и никелевых сплавов. Классификация. Техническое исправление 1. | 95.99 | ISO / TC 44 / SC 3 |
ISO 18274: 2004 / Cor 2: 2006 Сварочные материалы. Проволока и ленточные электроды, проволока и прутки для сварки плавлением никеля и никелевых сплавов. Классификация. Техническое исправление 2. | 95.99 | ISO / TC 44 / SC 3 |
ISO 18274: 2010 Сварочные материалы. Сплошные проволочные электроды, сплошные ленточные электроды, сплошные проволоки и сплошные прутки для сварки плавлением никеля и никелевых сплавов. Классификация. | 90.92 | ISO / TC 44 / SC 3 |
ISO / CD 18274 Сварочные материалы. Сплошные проволочные электроды, сплошные ленточные электроды, сплошные проволоки и сплошные прутки для сварки плавлением никеля и никелевых сплавов. Классификация. | 30.60 | ISO / TC 44 / SC 3 |
ISO 18275: 2005 Сварочные материалы. Покрытые электроды для ручной дуговой сварки высокопрочных сталей. Классификация. | 95,99 | ISO / TC 44 / SC 3 |
ISO 18275: 2005 / Cor 1: 2007 Сварочные материалы. Покрытые электроды для ручной дуговой сварки высокопрочных сталей. Классификация. Техническое исправление 1. | 95.99 | ISO / TC 44 / SC 3 |
ISO 18275: 2011 Сварочные материалы. Покрытые электроды для ручной дуговой сварки высокопрочных сталей. Классификация. | 95,99 | ISO / TC 44 / SC 3 |
ISO 18275: 2018 Сварочные материалы. Покрытые электроды для ручной дуговой сварки высокопрочных сталей. Классификация. | 60.60 | ISO / TC 44 / SC 3 |
ISO 18276: 2005 Сварочные материалы. Трубчатые порошковые электроды для дуговой сварки высокопрочных сталей в среде защитного и негазового газа. | 95.99 | ISO / TC 44 / SC 3 |
ISO 18276: 2017 Сварочные материалы. Трубчатые порошковые электроды для дуговой сварки высокопрочных сталей в среде защитного и негазового газа. | 60.60 | ISO / TC 44 / SC 3 |
ISO 19288: 2016 Сварочные материалы. Сплошные проволочные электроды, сплошные проволоки и прутки для сварки плавлением магния и магниевых сплавов. Классификация. | 90.20 | ISO / TC 44 / SC 3 |
ISO 20168: 2016 Сварка сопротивлением — фиксирующие конусы для электрододержателей и электродных колпачков | 60,60 | ISO / TC 44 / SC 6 |
| 95.99 | ISO / TC 44 / SC 10 | |
| 90,92 | ISO / TC 44 / SC 10 | |
ISO / PRF TR 20172 Сварка — Системы группировки материалов — Европейские материалы | 50.60 | ISO / TC 44 / SC 10 |
| 95,99 | ISO / TC 44 / SC 10 | |
| 95.99 | ISO / TC 44 / SC 10 | |
| 60,60 | ISO / TC 44 / SC 10 | |
| 95.99 | ISO / TC 44 / SC 10 | |
| 60,60 | ISO / TC 44 / SC 10 | |
ISO 20378: 2017 Сварочные материалы. Прутки для газовой сварки нелегированных и жаропрочных сталей. Классификация. | 60.60 | ISO / TC 44 / SC 3 |
ISO 21952: 2007 Сварочные материалы. Проволока, электроды, проволока, прутки и наплавки для дуговой сварки жаропрочных сталей в среде защитных газов. Классификация. | 95.99 | ISO / TC 44 / SC 3 |
ISO 21952: 2012 Сварочные материалы. Проволока, электроды, проволока, прутки и наплавки для дуговой сварки в защитных газах жаропрочных сталей. Классификация. | 90.93 | ISO / TC 44 / SC 3 |
ISO / TR 22281: 2018 Сварочные материалы — Заявление Международного института сварки (IIW) об использовании анализа микроэлементов в спецификациях сварочных материалов | 60.60 | IIW |
ISO / TR 23413: 2019 Контактная сварка — Обзор стандартов контактной сварки | 60,60 | ISO / TC 44 / SC 6 |
ISO 24034: 2005 Сварочные материалы. Сплошная проволока и прутки для сварки плавлением титана и титановых сплавов. Классификация. | 95.99 | ISO / TC 44 / SC 3 |
ISO 24034: 2005 / Amd 1: 2008 Сварочные материалы. Сплошная проволока и прутки для сварки плавлением титана и титановых сплавов. Классификация. Поправка 1:. | 95.99 | ISO / TC 44 / SC 3 |
ISO 24034: 2010 Сварочные материалы. Сплошные проволочные электроды, сплошные проволоки и прутки для сварки плавлением титана и титановых сплавов. Классификация. | 95.99 | ISO / TC 44 / SC 3 |
ISO 24034: 2020 Сварочные материалы. Сплошные проволочные электроды, сплошные проволоки и прутки для сварки плавлением титана и титановых сплавов. Классификация. | 60.60 | ISO / TC 44 / SC 3 |
ISO 24373: 2008 Сварочные материалы. Сплошная проволока и прутки для сварки плавлением меди и медных сплавов. Классификация. | 95,99 | ISO / TC 44 / SC 3 |
ISO 24373: 2018 Сварочные материалы. Сплошная проволока и прутки для сварки плавлением меди и медных сплавов. Классификация. | 60.60 | ISO / TC 44 / SC 3 |
ISO 24598: 2007 Сварочные материалы. Сплошные проволочные электроды, трубчатые электроды с сердечником и комбинации электрод / флюс для дуговой сварки под флюсом жаропрочных сталей. Классификация. | 95.99 | ISO / TC 44 / SC 3 |
ISO 24598: 2012 Сварочные материалы. Сплошные проволочные электроды, трубчатые электроды с сердечником и комбинации электрод-флюс для дуговой сварки под флюсом жаропрочных сталей. Классификация. | 95.99 | ISO / TC 44 / SC 3 |
ISO 24598: 2019 Сварочные материалы. Сплошные проволочные электроды, трубчатые электроды с сердечником и комбинации электрод-флюс для дуговой сварки под флюсом жаропрочных сталей. Классификация. | 60.60 | ISO / TC 44 / SC 3 |
ISO 26304: 2008 Сварочные материалы. Сплошные проволочные электроды, трубчатые электроды с сердечником и комбинации электрод-флюс для дуговой сварки под флюсом высокопрочных сталей. | 95.99 | ISO / TC 44 / SC 3 |
ISO 26304: 2008 / Кор 1: 2009 Сварочные материалы. Сплошные проволочные электроды, порошковые электроды и комбинации электрод-флюс для дуговой сварки под флюсом высокопрочных сталей. Классификация. Техническое исправление 1. | 95.99 | ISO / TC 44 / SC 3 |
ISO 26304: 2011 Сварочные материалы. Сплошные проволочные электроды, трубчатые электроды с сердечником и комбинации электрод-флюс для дуговой сварки под флюсом высокопрочных сталей. | 95.99 | ISO / TC 44 / SC 3 |
ISO 26304: 2017 Сварочные материалы. Сплошные проволочные электроды, трубчатые электроды с сердечником и комбинации электрод-флюс для дуговой сварки под флюсом высокопрочных сталей. | 60.60 | ISO / TC 44 / SC 3 |
 Вид продукции, размеры, допуски и маркировка.
Вид продукции, размеры, допуски и маркировка. Длина и допуски.
Длина и допуски. Прутки, проволока и наплавки для сварки нелегированных и мелкозернистых сталей вольфрамовым электродом в среде защитного газа. Классификация.
Прутки, проволока и наплавки для сварки нелегированных и мелкозернистых сталей вольфрамовым электродом в среде защитного газа. Классификация.Электроды для газовой вольфрамовой дуговой сварки
Самая универсальная техника для выполнения сварных швов плавлением в соответствии с высочайшими стандартами качества
Когда почти 60 лет назад была внедрена дуговая сварка в среде защитного газа, мало кто мог себе представить, какое влияние этот процесс, в частности вариант с неплавящимся электродом, окажет на промышленное производство во всем мире.
Концепция дуговой сварки вольфрамом была быстро принята с 1950-х годов и внесла решающий вклад в развитие ядерной, химической и аэрокосмической техники. Возможно, в настоящее время он признан наиболее универсальным методом для производства сварных швов плавлением в соответствии с высочайшими стандартами качества.
Поскольку во время сварки в дуге образуется температура около 4000 ºC, роль электрода имеет решающее значение. Очевидно, что он должен иметь высокую температуру плавления и быть неплавящимся: вольфрам быстро зарекомендовал себя как наиболее подходящий материал для электродов при дуговой сварке.
По мере того, как знания о характеристиках дуги увеличивались, стало ясно, что использование чистого вольфрама представляет некоторые ограничения для развития процесса, в частности, инициирование дуги, стабильность и износ электродов.
Ранние исследования влияния незначительных добавок тугоплавких оксидов, особенно тория, на вольфрам показали, что можно добиться значительного общего улучшения рабочих характеристик, и благодаря этой работе был постепенно введен ряд вольфрамовых электродов, содержащих оксидные добавки или «легирующие примеси».
Несмотря на потенциальное значение характеристик электродов, за последние 50 лет было опубликовано несколько практических научных работ, посвященных характеристикам вольфрамовых электродов.
Некоторые из них выступают за широкое использование легирующих добавок на основе улучшенных сварочных характеристик, некоторые подчеркивают связанные с ними опасности.
Однако большая часть работы противоречива и вызывает споры. Поставщики и пользователи также провели множество полевых испытаний и заявили о превосходстве одних присадок над другими.
Доказательства, подтверждающие результаты этих испытаний, однако, ошибочны и не могут использоваться в качестве основы для обобщенных выводов. Здесь мы представляем объективный обзор того, что стало эмоциональным вопросом — использования легирующих добавок в вольфрамовых электродах.
Рассматриваемые вопросы обычно делятся на две категории; те, которые связаны с техническими и коммерческими преимуществами, и те, которые связаны с опасностями для здоровья.
Производство электродов
Электроды производятся с использованием металлургического процесса, в котором порошок сжимается и спекается при высокой температуре для производства стержней.Оксидные добавки обычно тонко диспергированы в вольфрамовом порошке перед формованием, но некоторые изделия — композитные электроды — состоят из вольфрамового сердечника с оксидным покрытием.
После этого стержни подвергаются термообработке и механическому уменьшению в диаметре, чтобы соответствовать стандартам, установленным на рынке. (10)
Основные легирующие добавки
Основным преимуществом вольфрама как материала сварочного электрода является его низкая работа выхода — энергия, необходимая для удаления электрона.
Это важное требование для эффективного генерирования дуги. Легирующие примеси уменьшают работу выхода и, таким образом, увеличивают эмиссию электронов.
Как следствие, это увеличивает срок службы электрода, а также может способствовать возникновению дуги и стабильности.
| Материал | Работа выхода (электрон-вольт) |
| Вольфрам Тория Лантана Церия MST | 4,5 3,35 3,3 2.6 2,4 |
(MST — это MultiStrike® Tungsten, торговая марка Huntingdon Fusion Techniques Limited для вольфрамовых электродов)
Наиболее часто используемые добавки — это торий (ThO2), диоксид циркония (ZrO2), лантана (LaO2), иттрий (Y2O3) оксид церия (CeO2), и некоторые из них классифицированы в таблице 1.
См. также ссылки 1, 2, 3.
Коммерческие производители также производят ряд электродов, в состав которых входит комбинация присадок (4).
Технические и коммерческие соображения
| Зеленые безопасные электроды из вольфрама без торирования | Синий наконечник указывает на безопасный зеленый вольфрам |
Запуск дуги
Несмотря на то, что материал электрода оказывает значительное влияние на легкость зажигания дуги, существует несколько других управляющих факторов.К ним относятся дуговый зазор, геометрия наконечника, напряжение холостого хода, сварочный ток, защитный газ и характеристики источника сварочного тока.
При таком большом количестве взаимодействующих переменных экспериментирование отнимает много времени. Относительные характеристики зажигания дуги для любого одного электрода зависят от других параметров; наиболее сложные условия запуска преобладают при низком напряжении холостого хода, т.е. <35 В, низком токе, т.е. <20 А, и большом дуговом промежутке.
Кастнер (5) сообщил, что электрод с 2% оксида церия показал наилучшие характеристики, но Мацуда (6) обнаружил, что при низких напряжениях холостого хода оксид церия уступает лантане, иттрию и торию.
Специальная, но ограниченная работа (7) над электродом с несколькими легирующими добавками пришла к выводу, что существует небольшая разница в зажигании дуги по сравнению с электродом с 2% тория, однако испытания, проведенные Huntingdon Fusion Techniques Limited, показали, что электрод MultiStrike® Tungsten Electrode дает 10 ударов больше, чем торированный вольфрам при тех же условиях.
Обзор обзора. Есть небольшой выбор между влиянием различных легированных электродов на зажигание дуги, но в целом ни один из них не хуже чистого вольфрама.При определенных условиях лантана и церий дают значительные преимущества, в то время как MultiStrike® Tungsten предлагает значительные поразительные преимущества, а также не содержит радиоактивного тория.
Стабильность дуги
Стабильная дуга — необходимое условие для получения сварных швов неизменно высокого качества. Стабильность обратно пропорциональна работе выхода материала электрода, так что, хотя вольфрам хорош, добавление легирующих примесей с их более низкими функциями выхода увеличивает стабильность дуги.
Имеются данные (5), что некоторые легирующие материалы теряются с поверхности электрода, однако могут или не могут адекватно восполняться за счет диффузии из тела электрода. В итоге это приведет к постепенному снижению стабильности дуги во время использования.
Многолегированный вольфрам действительно обеспечивает более высокий процент легирующей примеси для противодействия этому эффекту.
Обзор обзора. Добавление любых тугоплавких оксидных присадок улучшает стабильность дуги, но MultiStrike® Tungsten является наиболее эффективным.
Эрозия электрода
Как и в случае зажигания дуги, на эрозию влияют многие связанные переменные; поэтому даже сложные исследования должны приводить к выводам, основанным на ограниченном сочетании обстоятельств.
Основным фактором, способствующим этому, является загрязнение от прикосновения и контакта со сварочной ванной. Другими факторами являются геометрия наконечника электрода, сварочный ток, напряжение холостого хода, защитный газ, основной материал и источник сварочного тока.
Андерсон (7) показал, что добавки легирующих примесей могут уменьшить эрозию при высоких уровнях тока, но заключение основано на ограниченной работе.
Huntingdon Fusion Techniques (8) показали, что электроды с множественными легированными добавками работают лучше, чем электроды, содержащие только диоксид циркония, в большинстве случаев на алюминии, но, опять же, работа ограничена.
Winson & Turk (9) сообщили, что в большинстве случаев электроды, легированные торием, обладают более длительным сроком службы, чем чистый вольфрам. Мацуда (6) обнаружил, что добавка легирующего вещества дает значительные преимущества при более высоких сварочных токах (рис. 1).
Эрозия за счет испарения является важным фактором, и тот факт, что тугоплавкие оксиды снижают температуру электрода во время сварки (6), (9), предполагает, что добавление оксидов может снизить потери на испарение: однако следует учитывать эффект диффузии, упомянутый ранее. .
Обзор обзора. Добавки всех типов уменьшают эрозию электродов при некоторых обстоятельствах, но ни одна из присадок не превосходит другие при всех условиях сварки.
Вопросы качества сварки
Сварочный электрод играет важную роль в обеспечении бесперебойной работы, поскольку он влияет на стабильность дуги. Хотя в продаже имеются недорогие вольфрамовые и легированные оксидом вольфрамовые электроды, они, как правило, имеют низкое качество: в частности, низкая эксплуатационная стабильность.Прослеживаемый вольфрамовый электрод будет в некоторой степени гарантировать критически важному пользователю стабильность и надежность. (4)
Обзор обзора. Качество сварки может зависеть от качества электрода
Опасности для здоровья
Предупреждения о вреде для здоровья выпускаются (1, 2, 3, 12, 13) многими законодательными и консультативными органами в связи с использованием сварочных электродов, содержащих тугоплавкие оксиды.
Предупреждения относятся к потенциальной токсичности и, в частности, к риску вдыхания частиц пыли от торийсодержащих электродов, образующихся во время шлифования.
Общая опасность может быть помещена в субъективный контекст, если обратиться к спецификациям для легированных электродов, перечисленных в таблице 1. Хотя все эти электроды могут содержать радиоактивные вещества, уровень риска значительно меньше для электродов, содержащих диоксид циркония, лантан, оксид иттрия и оксид церия чем те, которые содержат торий.
Хотя использование электродов, легированных торием, не запрещено, поставщики и пользователи этих продуктов несут ответственность за соблюдение надлежащих мер предосторожности во время хранения и использования.
Хранение
Во всех случаях рекомендуется отдельное хранилище. Для пользователей с небольшим объемом работы это может быть простой металлический шкаф, но для крупных пользователей может быть более подходящей отдельная комната. В любом случае стен шкафа / комнаты, вероятно, будет достаточно для обеспечения надлежащей защиты от внешнего гамма-излучения. (11)
Использование
Местная вытяжная вентиляция должна быть обеспечена там, где время от времени проводится шлифовка наконечников электродов и удаляется пыль с поверхности. регулярно пылесосить.При серийной сварке электродами, легированными торием, может потребоваться специальная установка для шлифования наконечников. В этих обстоятельствах следует применять систему работы, основанную на использовании вспомогательных средств вытяжки и дыхания, с соответствующими приспособлениями для последующего удаления пыли (12).
Обзор обзора. Использование электродов, легированных торием, представляет опасность для здоровья. Альтернативные электроды, легированные оксидом, сравнительно безопасны.
Выводы
Что касается зажигания дуги, все электроды с оксидными добавками работают лучше, чем электроды из чистого вольфрама.При определенных условиях лантана и диоксид церия дают значительные преимущества, в то время как вольфрам MultiStrike® дает больше всего преимуществ.
Добавление любой тугоплавкой оксидной легирующей добавки к вольфрамовым электродам улучшает стабильность дуги, но оксид церия или оксид церия, содержащий многолегированный вольфрам, является наиболее эффективным.
Добавки всех типов уменьшают эрозию электрода при некоторых обстоятельствах, но ни одна из присадок не превосходит другие при всех условиях сварки.
Качество электродов и отслеживаемость могут быть важным фактором.
Прослеживаемый вольфрам должен использоваться компаниями, имеющими критические сварные швы и работающими в соответствии со стандартами ISO или аналогичными.
Использование электродов, легированных торием, представляет опасность для здоровья, поэтому следует использовать альтернативные электроды, легированные оксидом.
Доктора Майкл Флетчер и Рон А. Сьюэлл
Ссылки
1. Британский стандарт 6678: 1986
Вольфрамовые электроды для дуговой сварки в среде защитного газа, а также для плазменной резки и сварки
2.ISO 6848-1984
Вольфрамовые электроды для дуговой сварки в среде защитного газа и для плазменной резки и сварки
3. Британский стандарт BS EN 26848-1991
Спецификация на вольфрамовые электроды для дуговой сварки в среде защитного газа и для плазменной резки и сварки
4 Вольфрам MultiStrike®
Huntingdon Fusion Techniques Ltd, PE29 6EJ, Англия
5. Castner HR
Новые разработки в электродах для газовой вольфрамовой дуговой сварки Институт сварки Эдисона
6.Matsuda et al.
Исследование газо-вольфрамового электрода
Trans Japan WRI V15 № 1 1986
V15 № 2 1986
7. Anderson PCJ
Характеристики электродов TIG
Отчет Института сварки 220177 июнь 1993
8. Huntingdon Fusion Techniques
Manual Сварочные испытания с использованием вольфрама MultiStrike® на алюминиевых площадках Испытания май 1999 г.
9. Winson & Turk
Сравнительное исследование электродов из торированного, циркониевого и чистого вольфрама Welding Journal Res Supp March 1957
10.Американский стандарт ANSI / AWS A5 12-92
Спецификация для электродов из вольфрама и вольфрамовых сплавов для дуговой сварки и резки
11. Исполнительный орган по охране здоровья и безопасности HSE 564/6 (Rev)
Хранение и использование торированных вольфрамовых электродов
12. Руководство по охране здоровья и безопасности: Инструктивная записка EH53
Средства защиты органов дыхания для использования против радиоактивности в воздухе
13. Директива Совета Европы 90/394 / EEC
Вам не разрешается использовать или копировать какие-либо из этих материалов или содержимого без письменного разрешения Huntingdon Fusion Techniques HFT®, защищенного авторскими правами.Все права принадлежат исключительно Huntingdon Fusion Techniques HFT®. Запрещается воспроизведение без согласия.
Урок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 УРОК ГРУППЫ ЭСАБ, ИНК. II 2.7 ЭЛЕКТРОШЛАГОВАЯ И ЭЛЕКТРОГАЗОВАЯ СВАРКА Электрошлаковая сварка (ЭШС) и электрогазовая сварка (EGW) составляют лишь небольшую часть всех сварочных работ в стране, но они уникально адаптированы для определенных приложений, в первую очередь соединение очень толстых материалов.Соединение 12-дюймового материала вдоль 40-футовая линия Электрошлаковый процесс — не редкость. 2.7.1 Электрошлак Сварка (см. Рисунок 21) технически не является процессом дуговой сварки, хотя в нем используется токопроводящий расходный электрод. Единственный раз есть дуга между электродом и работой кусок — это когда ток изначально заряжается через электрод. Эта начальная загрузка нагревает слой рыхлого флюса, который расплавляется и гасит дуга.2.7.2 Поток — Флюс, используемый в ESW, имеет высокое электрическое сопротивление. При подаче тока достаточно тепло генерируется из этого сопротивления, чтобы сохранить флюс, основной металл и электрод в расплавленном состоянии. Эта ось сварного шва находится в вертикальной плоскости. Две части металла, обычно из одинаковой толщины, располагаются так, чтобы между ними оставалось отверстие. Один или более электродов подаются в отверстие через сварочный валик, который движется вертикально по мере того, как стык заполнен.Чтобы удержать расплавленную лужу, устанавливаются медные башмаки или дамбы с водяным охлаждением. по бокам вертикальная полость. По мере затвердевания сварного шва перемычки перемещаются вертикально. чтобы всегда остаются в контакте с расплавленной лужей. 2.7.3 Процесс — Вариантом ESW является метод направляющих для расходных материалов. Процесс такой же с этим методом, за исключением того, что направляющая трубка, которая подает электрод к расплавленному веществу бассейн ВОДА ВХОД / ВЫХОД МЕДЬ БАЗА ОБУВИ ЗАВЕРШЕННЫЙ МЕТАЛЛ МЕТАЛЛИЧЕСКАЯ СВАРКА БАССЕЙН РАСПЛАВЛЕННЫЙ РУКОВОДСТВО ПО ПОТОКУ ТРУБКА (РАСХОДНЫЕ НАПРАВЛЯЮЩИЙ МЕТОД) ЭЛЕКТРОД ЭЛЕКТРОШЛАГОВАЯ СВАРКА РИСУНОК 21Какие существуют способы сварки металла?
Когда дело доходит до сварки, это не всегда касается шлемов и искр.Кемпф и Харрис дают вам глоссарий по различным типам сварки в производственных цехах:
Автоматическая сварка: Процесс электродуговой сварки с автоматическим управлением движением дуги вдоль линии сварки, подачей электрода и длиной дугового промежуткаУглеродная дуговая сварка (CAW): Процесс, при котором происходит слияние металлов при нагревании. их с помощью дуги между неплавящимся углеродным / графитовым электродом и заготовкой
Холодная сварка: Также известна как контакт сварка; твердотельный процесс сварки , в котором соединение двух частей происходит без плавления или нагрева на границе раздела
Электрогазовая сварка (EGW): Разработан непрерывный процесс дуговой сварки в вертикальном положении, при котором дуга зажигается между плавящимся электродом и заготовкой
Электрошлаковая сварка (ESW): Высокопроизводительный однопроходный процесс для толстых материалов в вертикальном или близком к вертикальному положению
Экзотермическая сварка : Также называется экзотермическая сварка , термитная сварка (TW) и термитная сварка ; процесс, который использует экзотермическую реакцию термитной композиции с расплавленным металлом для постоянного соединения проводников
Сварка порошковой проволокой (FCAW): Высокоскоростной портативный процесс подачи проволоки, не требующий защитного газа и использующий порошковую проволоку для защиты дуги.
Примечание: Этот метод изготовления листового металла эффективен при сварке на открытом воздухе, в ветреную погоду или на грязных материалах.
Сварка металлической дугой (GMAW): Часто называют ее подтипами, сварка подача проволоки в среде инертного газа (MIG) , которая отлично подходит для чистой сварки тонких металлов, или активный металл газ (MAG ) сварка ; процесс, в котором электрическая дуга образует и нагревает металл заготовки до расходуемого проволочного электрода путем их плавления вместе
кислородно-ацетиленовая сварка: Также называется кислородно-топливная сварка , кислородная сварка и газовая сварка ; процесс, в котором резервуар с кислородом и ацетиленом сочетается с регулируемой горелкой, что приводит к точному контролируемому пламени, используемому для нагрева металла
Плазменно-дуговая сварка (PAW): Процесс, в котором электрическая дуга образуется между спеченным вольфрамовым электродом и заготовкой путем размещения электрода внутри корпуса горелки, чтобы плазменная дуга могла быть отделена от оболочки защитного газа. и проталкивается через медь с мелким отверстием, ведущую к выходу на высоких скоростях и температуре, приближающейся к
градусам Фаренгейта.Сварка давлением: Процесс, при котором внешнее давление применяется для создания сварных соединений либо при температурах ниже точки плавления ( сварка в твердом состоянии, ), либо при температуре выше точки плавления ( сварка плавлением )
Сварка сопротивлением: Термоэлектрический процесс, при котором тепло генерируется на стыке соединяемых частей путем пропускания через них электрического тока или точно контролируемого времени и под контролируемым давлением
Сварка коротким замыканием / переносом дуги: Также известна как сварка погружением ; вариация, которая возникает, когда провода дуги и контактируют с металлом, создавая короткие замыкания
Палка / дуговая сварка: Процесс, в котором используется электрический ток, протекающий из зазора между металлом и сварочной палкой, также известный как электрод для дуговой сварки; эффективен для сварки большинства сплавов или соединений и может использоваться как в помещении, так и на открытом воздухе, а также на сквозняках
Приварка шпилек: Техника, аналогичная flash сварка , когда резьбовой, нерезьбовой или резьбовой крепежный элемент или гайка специальной формы приваривается к другой металлической детали, такой как основной металл или подложка
Сварка под флюсом: Является частью процесса дуговой сварки в экранированном металле (SMAW) ; метод, при котором толстый слой расплавленного флюса становится проводящим и обеспечивает путь тока между электродом и заготовкой после погружения под слой гранулированного плавкого флюса, состоящего из извести, кремнезема, оксида марганца, фторида кальция и других соединений
Примечание: Этот толстый слой флюса предотвращает разбрызгивание и искры, а также подавляет интенсивное ультрафиолетовое излучение и пары.