Плазменная сварка принцип работы
Плазменная сварка, принцип работы которой описан ниже, применяется для сваривания металлов любой температуры плавления, хотя рекомендовано использовать технологию для работы с тугоплавкими сплавами. Один и тот же аппарат успешно справляется как со свариванием, так и с резкой, поэтому это достаточно универсальный инструмент и технология, благодаря чему она и получила широкое распространения в промышленности и бытовых условиях.
Принцип работы плазменной сварки основан на локальном разогреве металла потоком плазмы, которая генерируется в плазмотроне. Плазма представляет собой ионизированный газ, который под давлением выбрасывается через сопло плазмотрона. В этом газе содержаться заряженные частицы, которые отличаются способностью проводить электрический ток. Процесс ионизации газа производится непосредственно в плазмотроне под воздействием сжатой электрической дуги высокой мощности.
Температура генерируемой плазмы находится в пределах от 5 000 — 30 000 градусов по шкале Цельсия, чего достаточно, чтобы расплавить любой тугоплавкий металл.
Не смотря на внушительные характеристики, приведенные выше, плазменная сварка, принцип работы которой не сложен, достаточно проста в устройстве и обслуживании. Как упоминалось выше, в этой технологии применяется направленная плазменная дуга, генерируемая подаваемым электрическим током требуемой сил (А). В свою очередь плазменная дуга образуется из так называемой «дежурной» (обычной). Основными характеристиками установки является следующие три качества:
- Минимальный диаметр плазменной струи;
- Высокая мощность;
- Высокие рабочие температуры.
Перечисленные характеристики вносят свои корректировки и в саму конструкцию, что вполне логично (можно читать и наоборот). Для достижения описанных выше характеристик, обязательным образом выполняются следующие условия:
Для достижения описанных выше характеристик, обязательным образом выполняются следующие условия:
- Интенсивное охлаждение стенок плазмотрона производится непрерывно;
- Используется не плавящийся вольфрамовый электрод, производимый с присадками тория;
- Обязательно организуется защита электрода путем подачи инертного газа (аргона).
Плазменная сварка принцип работы или как с ней работать?
Плазменная сварка принцип работы которой заключается в следующих действиях, имеет высокую производительность и качество сварных соединений. Итак, вот основополагающие принципы сваривания металлов плазменной сваркой:
- сварочный аппарат передает ток в плазмотрон, где возбуждается дуга. Затем подводится газ, образующий плазму. Газ нагревается дугой и ионизируется. Этот газ состоит из заряженных ионов и электронов, а также нейтральных молекул и атомов;
- получается плазма, которая вырывается из горелки со скоростью более 2000 км/ч.
 Она имеет температуру 100000 С;
Она имеет температуру 100000 С; - сжатие плазменной дуги происходит устройством плазмотрона, которое охлаждается водой;
- после этого необходимо взять присадочную проволоку, одеть средства защиты и подвести сопло горелки к стыку детали на расстоянии 5 мм. Горелку держать под углом 70<sup>0</sup>;
- поверхность нагревать до расплавления на стыке и образования сварной ванны. Для качественной сварки необходимо поддерживать одно расстояние между соплом и стыком детали. Выбрать скорость перемещения горелки такой, при которой не будет происходить выдувания металла. При необходимости используется присадочная проволока.
 Она имеет температуру 100000 С;
Она имеет температуру 100000 С;Такая технология плазменной сварки металла позволяет качественно производить соединение деталей с наименьшими затратами времени, энергии и ресурсов. Процесс практически аналогичен и для использования этой технологии как на производстве, так и в бытовых условиях.
оборудование и аппараты, как работает, цена
Сегодня все большую актуальность приобретает [плазменная сварка], которая позволяет производить работу со многими современными сплавами, в том числе и с цветными металлами, а также с нержавейкой.
Сварка плазмой обеспечивает максимально прочное сцепление обрабатываемых поверхностей, притом, что качество и плотность шва получаются на высоком уровне.
Сварка плазменной дугой и резка выполняются на специальном оборудовании, эксплуатация которого возможна и в домашних условиях, правда его цена достаточно высокая.
За счет прямого действия на обрабатываемые сварочные поверхности воздушно-газовой смесью, которая используется при плазменной сварке, удается избежать разбрызгивания расплавленного металла.
В настоящее время плазменная сварка и резка используются на многих промышленных объектах и позволяет выполнять качественное соединение металлических поверхностей практически любой сложности.
Сварочные аппараты для данного вида сварки представляют собой достаточно компактные устройства, которые дополнительно оснащаются системой для подачи воздушно-газовой смеси.
Плазменная сварка и резка имеет достаточно простой принцип работы, который заключается в том, что расплавление металла в заданном месте происходит от прямого действия потока плазмы в воздушно-газовой защитной смеси.
Принцип работы, который производит аппарат сварки плазмой можно увидеть на видео, которое размещено ниже в статье.
Сущность плазменной сварки
Плазмой называется состояние газа, в которое оно переходит под воздействием электрической дуги. Образуется она в специальном наконечнике, который называется плазмотрон (это как горелка в газовой сварке). Плавление плазмой – это такая техника, при которой для образования плазмы применяются горелка, в которой находится вольфрамовый электрод, сопла плазмы и труб подачи газа и водяного охлаждения. Данный вид незаменим для обработки изделий из металла высокой прочности и толщины (до 9 мм). Он немного схож с методикой дуговой сварки, но в отличие от электрода, который обеспечивает нагрев до 5-7 тысяч градусов, воздействует на изделие сверхвысокой температурой – до 30 тысяч градусов. От этого данный способ часто называют «плазменно-дуговая сварка». Выполнять работы таким аппаратом можно в любом пространственном положении изделия.
Плазменная сварка металла, благодаря высокой температуре воздействия на изделие позволяет обрабатывать широкий спектр металлов – бронза, титан, нержавейка, углеродистая сталь, латунь, чугун, алюминий. Такой способ применяется в разных отраслях производств – приборостроение, машиностроение, пищевая промышленность, изготовление медицинского оборудования, ювелирное дело, химическое производство и многие другие. Плазменная сварка и резка металлов необходима и незаменима практически в каждом производстве.
Такой способ применяется в разных отраслях производств – приборостроение, машиностроение, пищевая промышленность, изготовление медицинского оборудования, ювелирное дело, химическое производство и многие другие. Плазменная сварка и резка металлов необходима и незаменима практически в каждом производстве.
Плазменная сварка и резка металлов бывает двух видов:
- Плавление металла дугой, которая возникает между изделием и неплавящимся электродом
- Сварка плазменной струей, которая образуется благодаря дуге горит между наконечником плазмотрона и неплавящимся электродом.
В качестве материалов для образования плазмы чаще всего применяется воздух, кислород, аргон и азот. Величина тока в плазме может быть разной, и различают три подвида:
- Микроплазменная сварка, которая реализуется на малом токе до 25 А
- Работа на средних токах – до 150А
- На больших токах, свыше 150А.
Говоря простыми словами, суть данного способа состоит в ионизации рабочего газа, который под давлением переходит в состояние плазмы и обеспечивает высокую температуру, используемую для расплавления металлов для резки или соединения.
Технология плазменной сварки делится на две разновидности:
- плазменная сварка прямого действия;
- плазменная сварка косвенного действия.
Что такое плазменная сварка? — TWI
Плазменно-дуговая сварка (PAW) представляет собой процесс дуговой сварки, очень похожий на сварку TIG, поскольку дуга образуется между заостренным вольфрамовым электродом и заготовкой. Однако, поместив электрод внутри корпуса горелки, плазменную дугу можно отделить от оболочки защитного газа. Затем плазма пропускается через тонкое медное сопло, которое сужает дугу.
За счет изменения диаметра отверстия и расхода плазмообразующего газа можно получить три режима работы —
Микроплазменная сварка (0,1–15 А)
Микроплазма используется для сварки тонких листов (толщиной до 0,1 мм), а также профилей из проволоки и сетки. Игольчатая жесткая дуга сводит к минимуму отклонение и искажение дуги.
Игольчатая жесткая дуга сводит к минимуму отклонение и искажение дуги.
Сварка на среднем токе (15–200 А)
При использовании в режиме плавления это альтернатива обычной сварке TIG. Преимуществами являются более глубокое проникновение (из-за более высокого потока плазменного газа), большая устойчивость к загрязнению поверхности, включая покрытия (электрод находится внутри корпуса горелки) и лучшая устойчивость к изменениям расстояния между электродом и заготовкой без значительного изменения подводимого тепла.
Сварка с отверстием под ключ (более 100 А)
За счет увеличения сварочного тока и потока плазменного газа создается очень мощный плазменный луч, который может обеспечить полное проникновение в материал, как при лазерной или электронно-лучевой сварке. Во время сварки образуется замочная скважина, которая постепенно прорезает металл, а расплавленная сварочная ванна течет позади, образуя сварной шов под действием сил поверхностного натяжения. Этот процесс можно использовать для сварки более толстых материалов (до 10 мм нержавеющей стали) за один проход.
Плазменная дуга обычно работает с источником питания постоянного тока с постоянной (падающей) характеристикой тока. Поскольку его уникальные рабочие характеристики обусловлены особым расположением горелки и раздельными потоками плазмы и защитного газа, к обычному источнику питания TIG можно добавить консоль управления плазмой. Также доступны специализированные плазменные системы.
Хотя дуга зажигается с помощью ВЧ, сначала она образуется между электродом и плазменным соплом. Эта «пилотная» дуга удерживается в корпусе горелки до тех пор, пока она не потребуется для сварки, а затем переносится на заготовку. Система вспомогательной дуги обеспечивает надежное зажигание дуги, а поскольку вспомогательная дуга поддерживается между сварными швами, это устраняет необходимость повторного зажигания ВЧ, которое может вызвать электрические помехи.
Электрод, используемый для плазменного процесса, изготовлен из вольфрама и 2% тория, а плазменное сопло выполнено из меди. Диаметр отверстия плазменного сопла имеет решающее значение, и слишком малый диаметр отверстия для текущего уровня и расхода плазменного газа приведет к чрезмерной эрозии сопла или даже к плавлению.
Обычные комбинации газов: аргон в качестве плазмообразующего газа с аргоном или аргоном плюс от 2 до 5% водорода в качестве защитного газа. Гелий можно использовать в качестве плазменного газа, но поскольку он более горячий, это снижает номинальный ток сопла. Меньшая масса гелия также может затруднить режим замочной скважины. Смеси гелия с аргоном используются в качестве защитного газа для таких материалов, как медь.
Дополнительная информация
Профессия сварщика 18: Оборудование для плазменной сварки.
Плазменная сварка титановых труб — Standard Titanium Co.
ГЛАВНАЯ » Блог » Плазменная сварка титановых труб
Плазменная сварка титановых труб
Знаете ли вы какой-нибудь элемент, который называется «суперматериал»? Действительно, этот элемент является 9-м по распространенности элементом и 7-м по распространенности металлом в земной коре, и это не что иное, как титан. Происхождение имени можно проследить до Титанов (сыновей Богини Земли из греческой мифологии). Титан является металлом с низкой плотностью (чуть больше половины плотности стали) и высокой прочностью, обладающим высокой коррозионной стойкостью. Поэтому его часто называют «супергероем». Для справки, он не был обнаружен до 179 года.1, что должно быть удивительно для вас.
Титан является металлом с низкой плотностью (чуть больше половины плотности стали) и высокой прочностью, обладающим высокой коррозионной стойкостью. Поэтому его часто называют «супергероем». Для справки, он не был обнаружен до 179 года.1, что должно быть удивительно для вас.
Для сварки титана и титановых сплавов используется множество методов, таких как плазменная сварка. Точно так же вы, должно быть, слышали о титановых трубах, популярных благодаря своей прочности, коррозионной стойкости, низкой плотности, высокой прочности и многим другим превосходным характеристикам. При легировании алюминием или ванадием титановые трубы могут демонстрировать повышенную прочность при сохранении преимущества в весе. Эти грани делают его очень предпочтительным материалом, используемым во всем мире в судостроении, аэрокосмической (коммерческий и военный самолет) и химической промышленности.
В том же духе у вас может возникнуть много вопросов относительно сварки титановых труб. Поэтому давайте углубимся в подробное объяснение плазменной сварки титановых труб.
Что такое плазменная сварка?
Плазменная сварка относится к методу дуговой сварки в жидком состоянии. Подача высокоэнергетических горячих ионизированных газов, называемых плазмой, используется для плавления заготовки, и между вольфрамовым электродом (неплавящимся) и заготовкой образуется дуга. Принцип работы плазменно-дуговой сварки заключается в термической резке, для которой требуется мощный источник постоянного тока. Температура дуги может достигать 33 000 °C, а также использовать защитный газ для поддержания низкого давления, высокой температуры и высокой концентрации тепла. Кроме того, процесс сварки сопровождается оборудованием, методами и надлежащими испытаниями для обеспечения хорошего качества сплавления или сварки.
Почему он используется при сварке титановых труб?
Сварка титановых труб может быть умеренно сложной, поскольку материал может стать высокореактивным при повышенных температурах, а также может негативно повлиять на общую целостность сварного шва из-за включенных примесей. Однако в этой ситуации может помочь плазменная дуговая сварка. Причина в том, что плазменно-дуговая сварка приводит к меньшему подводу тепла, более высокой скорости сварки и перемещения, а также более высокому уровню металлургического качества, чем ранее использовавшаяся технология сварки вольфрамовым электродом в среде инертного газа.
Однако в этой ситуации может помочь плазменная дуговая сварка. Причина в том, что плазменно-дуговая сварка приводит к меньшему подводу тепла, более высокой скорости сварки и перемещения, а также более высокому уровню металлургического качества, чем ранее использовавшаяся технология сварки вольфрамовым электродом в среде инертного газа.
Трубы каких размеров можно сваривать?
Режим «замочная скважина» и режим плавления — это два разных режима работы, используемых при плазменной дуговой сварке. Режим замочной скважины используется при более высоких расходах плазмообразующего газа и токах дуги, когда плазменная струя может проникнуть в соединение после вытеснения расплавленного металла и образования замочной скважины. Этот режим можно использовать для всех коммерческих металлов, включая титановые трубы диаметром от 1,6 мм до 13 мм.
С другой стороны, режим вварки удобно использовать при более низких токах дуги для титановых труб и других промышленных металлов толщиной от 0,050 мм до 3,2 мм за один проход. В то же время режим многопроходной вплавки подходит для толщин от 6,4 мм и выше. Напротив, диапазоны толщины и тонкости могут варьироваться в зависимости от используемого металла. По сути, присадочные стержни используются при сварке толстых материалов, поэтому вы можете легко сваривать металлы большой толщины.
В то же время режим многопроходной вплавки подходит для толщин от 6,4 мм и выше. Напротив, диапазоны толщины и тонкости могут варьироваться в зависимости от используемого металла. По сути, присадочные стержни используются при сварке толстых материалов, поэтому вы можете легко сваривать металлы большой толщины.
Что такое сварочный материал?
В качестве сварочного материала вы используете титановую трубку. Поскольку каждый элемент имеет свои уникальные механические и химические свойства, методы или этапы зависят от используемого металла для обеспечения качественного сварного шва. Вот некоторые теоретические свойства титановых труб:
Какой тип машины используется?
Вам может быть интересно, какой тип оборудования и механизмов используется для плазменной дуговой сварки. В этом методе используется источник питания с низкой плотностью, генератор (высокочастотный), сварочная горелка, электрод (неплавящийся), регулятор плазмы и защитного газа, устройство подачи присадочной проволоки или кабеля, проволочная щетка и т. д.
д.
Кроме того, сварочный аппарат, используемый для плазменной дуговой сварки, работает либо на постоянном, либо на переменном токе. Обратите внимание, что машины постоянного тока могут обеспечивать отличную производительность, поскольку количество выделяемого тепла можно контролировать благодаря постоянному току. Хотя они экономически эффективны, качество сварочных аппаратов переменного тока не является оптимальным, поскольку они используют переменный ток, поэтому количество подаваемого тепла меняется со временем.
Что может пойти не так?
Несколько факторов влияют на свариваемость титановых труб. Как известно, титановая труба нагревается в процессе сварки, поэтому она с большей вероятностью соединяется с кислородом, азотом, углеродом или водородом, присутствующими в воздухе при температуре выше 500-600°С, что приводит к ухудшению механических свойств. Например, пластичность и прочность металла. К другим дефектам сварки относятся пористость, шлаковые включения, подрезы, несплавления и неполное проплавление. Все эти неисправности могут возникнуть в процессе сварки и повлиять на качество сварного шва.
Все эти неисправности могут возникнуть в процессе сварки и повлиять на качество сварного шва.
Что такое качественный сварной шов?
- Если вы хотите получить сварной шов хорошего качества, вы должны понимать, что такое сварной шов хорошего качества. Далее здесь мы упомянем некоторые основные требования, чтобы соединение можно было назвать сварным швом хорошего качества.
- Изделие выполнено точно по проектным размерам.
- Продукт обеспечивает необходимую прочность и функциональность.
- Внешний вид сварного шва соответствует требуемому уровню.
- Бортик не имеет деформации, трещин или отверстий.
- Прочность сварного соединения эквивалентна прочности основного материала.
- Взаимосвязь между эффективностью соединения, прочностью сварного соединения и прочностью основного материала может быть выражена следующим образом: Эффективность соединения = прочность сварного соединения / прочность основного материала.
Как обеспечить качество сварки?
Если в качестве сварочного материала используется титановая трубка, качество можно обеспечить, выполнив несколько шагов. Они могут включать, но не ограничиваться приведенными ниже шагами.
Они могут включать, но не ограничиваться приведенными ниже шагами.
- Нанесите метилэтилкетон через безворсовую ткань, чтобы удалить поверхностные загрязнения титановой трубки (масло, грязь, пыль и ржавчина). Дайте растворителю полностью испариться.
- Удалите оксидную окалину, которая может привести к ослаблению сварного шва, если ее не удалить. Для этой цели вы можете использовать твердосплавный напильник или инструмент для снятия заусенцев.
- Вы знаете, что титановая трубка должна быть полностью покрыта защитным газом, чтобы можно было использовать чистый аргон. Однако смесь аргон-гелий 75/25 лучше всего подходит для хорошего проникновения. Кстати, азот и водород также могут быть включены в смесь.
- Лучше всего использовать присадочный металл, если толщина титановой трубки превышает 0,010 дюйма. Убедитесь, что свойства присадочного металла такие же, как у основного металла.
- Следует также учитывать влияние циклов нагрева/охлаждения, связанных с процессом сварки, на механические свойства титановых труб.
- Высококачественный шов возможен благодаря сварке в плоском положении, которая рекомендуется для всех методов дуговой сварки и обеспечивает высокое качество сварного шва при высокой скорости наплавки. Это также приводит к увеличению сварочной ванны, что приводит к более медленному затвердеванию и охлаждению, позволяя газам выделяться из скопления и, в конечном итоге, уменьшая пористость.
- Еще один момент, на который следует обратить внимание, это толщина трубы. По мере увеличения толщины трубы параметры соединения становятся более критическими. Следовательно, за качество сварного шва отвечает соответствующая глубина скоса по обе стороны от соединения и площадь земли между скосами.

Как проверяется сварной шов?
Сварной шов проверяется с использованием надлежащих методов в строго контролируемых условиях окружающей среды. NDT (неразрушающий контроль) широко используется для оценки сварных швов и обычно включает в себя такие тесты, как визуальный осмотр, магнитопорошковый контроль, пенетрант, вихретоковый контроль, акустическая эмиссия, ультразвук и радиография.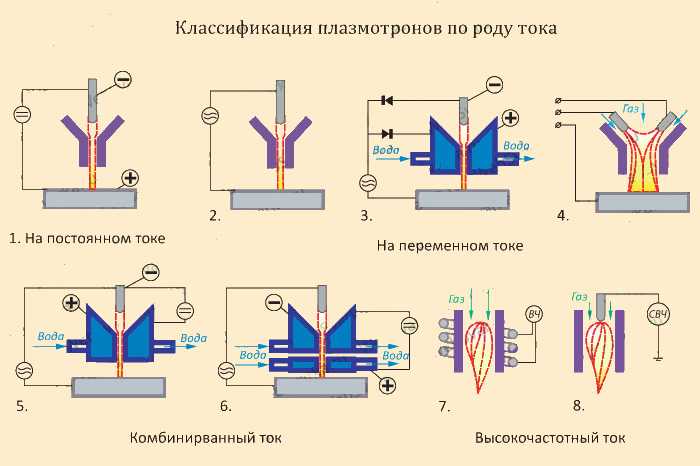 Сварной шов проверяется на равномерность распределения материала шва, отсутствие загрязнений, пористость, герметичность соединения, герметичность и обеспечение надлежащей прочности. Сварное соединение проверяется на соответствие критериям, упомянутым в одном из вышеприведенных разделов.
Сварной шов проверяется на равномерность распределения материала шва, отсутствие загрязнений, пористость, герметичность соединения, герметичность и обеспечение надлежащей прочности. Сварное соединение проверяется на соответствие критериям, упомянутым в одном из вышеприведенных разделов.
Final Words
Титановые трубы коммерчески используются в различных высокотехнологичных и точных отраслях промышленности. Следовательно, необходимо знать его свариваемость. Соответственно, для сварки титановых труб широко используются многочисленные сварочные процессы, такие как GTAW, GMAW, LBW, RW и EBW, и это лишь некоторые из них. Плазменно-дуговая или плазменная сварка также является одним из них, который является распространенным методом, используемым при сварке титановых труб. Основной принцип процесса остается одинаковым для всех металлов. Тем не менее, некоторые методы и приемы, которые различаются в зависимости от сварочного материала, обеспечивают хорошее качество сварного шва.