Полуавтоматическая сварка в среде углекислого газа
Существует несколько технологий проведения сварочных работ. Использование полуавтомата упрощает этот процесс и позволяет добиться значительного сокращения времени на производство необходимых операций.
Однако имеется и ряд «минусов» такого способа, наиболее существенными из которых являются интенсивное излучение в зоне дуги, разбрызгивание металла и появление в его структуре пор в результате прямого контакта с атмосферой, что снижает прочность полученного шва. Создание защитного «облака» устраняет или минимизирует все эти недостатки.
Для этого применяются различные методики, но все они в той или иной степени являются затратными. Например, аргон используется нечасто ввиду высокой стоимости. Проведение операций в среде углекислого газа получило более широкое распространение. Он оттесняет от металла воздух, тем самым избавляя рабочую зону от кислорода и азота (последний особенно влияет на степень прочности места соединения).
Преимущества
- Простая технология.
- Низкая себестоимость, так как из всех защитных смесей и газов углекислый – самый дешевый.
- Получение однородного, плотного и узкого шва. Это особенно ценно при сваривании тонкостенных деталей.
- Отсутствие шлаков в рабочей зоне, что избавляет от необходимости производить дополнительную механическую обработку участка.
- Возможность визуального контроля процесса.
- Минимальная температурная деформация кромок деталей, так как газ одновременно является и «охладителем».
- Повышается устойчивость шва к коррозии.
- Работы можно вести при любой пространственной ориентации электрода.
- Отличное качество при высокой производительности (превышение до 3-х раз по отношению к ручной сварке).
Технология
Структурная схема организации сварочного процесса в газовой среде понятна из рисунка. Типового 40-литрового баллона (это примерно 12 «кубов») хватает на 16 – 17 часов непрерывной работы.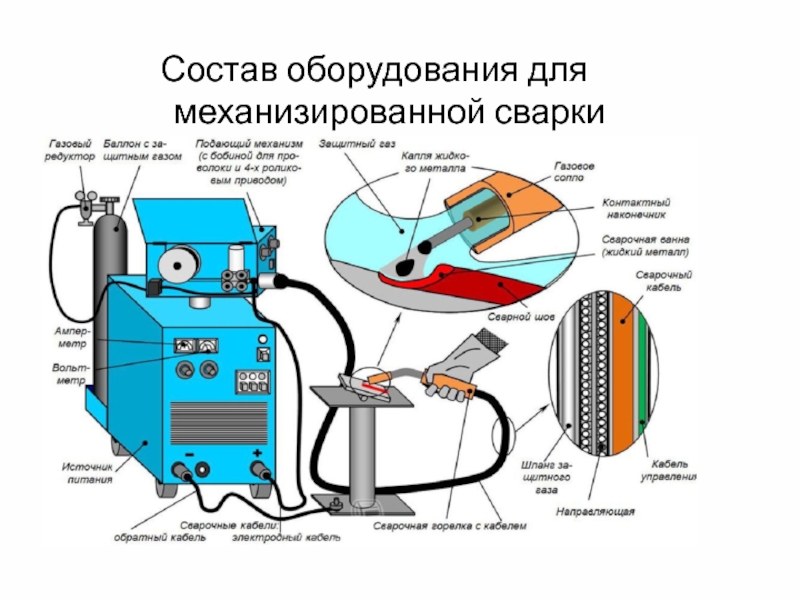
Технология сварки понятна из этого рисунка:
Особенности
«Плюс» источника питания присоединяется к проволоке, «минус» – к заготовке.
Работа ведется короткими, но частыми замыканиями. Это понижает интенсивность разбрызгивания металла.
Использование смеси углекислый газ + аргон в этом плане еще эффективнее. Кроме того, это снижает эн/потребление и повышает производительность примерно в 1,5 раза.
Для сварки по такой методике используется только специальная сварочная проволока Св-08 (или 10)ГС сечением от 0,6 до 1,2 мм. Это связано с тем, что при высокой температуре (в рабочей зоне она может достигать значения +6 000 °С) газ СО2 разлагается. Образующийся кислород приводит к выгоранию легирующих веществ и углерода.
Если производится сварка сталей категории «высокопрочные», то целесообразно использовать порошковую проволоку.
Для малолегированных или углеродистых сталей применяется защитная смесь из углекислого газа и кислорода (примерно 75 на 25).
Работы проводятся обязательно в хорошо вентилируемых помещениях, так как процесс является небезопасным для здоровья. К примеру, при сваривании «оцинковки» происходит образование паров этого металла, использующегося в качестве защитного слоя. А это чревато появлением у работника так называемого «цинкового озноба». Если есть возможность (без ущерба качеству) использовать другой вид сварки, то от методики работы в защитной среде в конкретной ситуации лучше отказаться.
Тем, кто желает более детально изучить технологию и особенности сварки полуавтоматом с использованием газов, можно рекомендовать для ознакомления документ РД № 26 – 17 – 051 от 1985 года. В нем подробно изложены требования к материалам, нюансы работы, типовые неисправности оборудования и много другой полезной для начинающего сварщика информации. Среди множества ГОСТ, регламентирующих особенности сварочных работ, стоит обратить внимание на Стандарт № 14771 от 1976 года. В нем описываются все нюансы процессов в защитных средах.
Сварка полуавтоматом в среде углекислого газа для начинающих
Опубликовано: 18.12.2017
Сварка полуавтоматом в среде защитного газаЧтобы процесс соединения деталей в единое целое не составлял труда и все получалось с первого раза, перед практическими работами нужно разобраться в теории, как производится сварка полуавтоматом в среде углекислого газа для начинающих. Рассмотрим основные аспекты и сущность данного метода.
Рассмотрим основные аспекты и сущность данного метода.
Понятие сварки полуавтоматом в среде СО2
Принцип действия для полуавтоматической сварки в режиме углекислоты очень схож с методом газовой сварки с газом и без. То есть, варить можно двумя способами – использую защитный газ или нет. Подробнее прочесть про этот метод можно здесь.
Сварка полуавтоматом. Как настроить давление защитного газа и его расход.
Сущность рассматриваемого способа заключается в элементарной химии. В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
 youtube.com/embed/glk93zM-71w» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/glk93zM-71w» frameborder=»0″ allowfullscreen=»»/>Полуавтоматическая сварка в среде углекислого газа [Замедленная съемка]
2СО2=2О2+2СО
В результате этой реакции сварочная ванна защищена тремя газами – начальным углекислым газом и конечными продуктами реакции – кислородом и угарным газом
Углекислый газ имеет свойство к окислению с железом и углеродом, находящимся в металле. Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака.
Copyright © ООО «Брат». Все права защищены. Тел.: 8 (495) 664-32-75
Сварка в защитных газах
Сеть профессиональных контактов специалистов сваркиСварка в защитных газах в разделе «Технология» :
1. Сварка в среде защитных газов.
2. Сварка в среде углекислого газа. Достоинства и недостатки. Общая схема процесса. График влияния защитной среды на производительность при сварке.
3. Режимы сварки в защитных газах. Сварка (MAG) в среде СO2 и смесей Ar, СO2, O2. Для различных виды соединений и приведены режимы сварки (применяется проволока СВ-08Г2С и СВ-08Г2СА).
4. Дуговая механизированная сварка алюминия (особенности процесса) с импульсной управляемой подачей проволоки. Выявление некоторых дополнительных особенностей дуговой механизированной сварки алюминия в аргоне с импульсной управляемой подачей проволоки, в т. ч. больших толщин, свариваемых за несколько проходов.
ч. больших толщин, свариваемых за несколько проходов.
5. TIG сварка алюминия переменным током. Особенности сварки TIG переменным током : колебания тока, напряжения, описание процесса плавления.
6. Контроль сварочных материалов, углекислого, аргона, гелия, других защ. газов (баллонов).
7. Видео сварка аргоном. Несколько видеороликов по TIG-сварке для просмотра на сайте в режиме онлайн, без регистрации, бесплатно.
8. Защитные газы.
9. Дефекты сварных соединений при сварке TIG, MIG, MAG.
10. Ориентировочные режимы аргонодуговой ручной сварки титана.
11. Ориентировочные режимы автоматической аргонодуговой сварки титана.
12. Режимы автоматической сварки титана неплавящимися электродами импульсной дугой в среде аргона стыковых соединений без разделки кромок.
13. Режимы автоматической сварки титана погруженной дугой.
14. Режимы сварки титана плавящимся электродом в инертных газах.
15. Режимы механизированной импульсно-дуговой сварки титановых сплавов плавящимся электродом.
16. Механические свойства сварных соединений из титановых сплавов.
17. Химический состав инертных газов.
18. Дуговая сварка титана в защитных газах.
Сварка в защитных газах в разделе «Оборудование»:
1. Сварочные роботы, видео подборка видео по автоматизации сварки MIG / MAG.
2. Особенности аппаратуры подачи сварочной проволоки в оборудовании для роботизированной дуговой сварки.
3. Установка сварочного оборудования для сварки TIG, MIG. Расположение oборудования, проверка кабелей и соединений, заземления.
4. Сварочные горелки для роботизированной дуговой сварки.
5. Устройства очистки горелок от брызг, впрыскивания противопригарной жидкости, удаления газов и аэрозолей в оборудовании для роботизированной дуговой сварки.
6. Аппаратура защиты, контроля и управления сварочным оборудованием для роботизированной дуговой сварки.
7. Выпрямители для сварки в углекислом газе (характеристики выпрямителей ВС-60ОМЧЗ, ВС-300БУЗ и ВДГ-303УЗ).
Сварка в защитных газах в разделе «Нормативная база»:
1. Инструкция по полуавтоматической сварке порошковой проволокой монтажных соединений стальных конструкций производственных зданий и сооружений ВСН 433-82 (в т.ч. в среде углекислого газа).
2. ГОСТ 2246-70 Проволока стальная сварочная Технические условия.
3. ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся Технические условия.
4. ГОСТ 23518-79 Дуговая сварка в защитных газах — Соединения сварные под острыми и тупыми углами.
5. ГОСТ Р ИСО 3581-2009 Материалы сварочные Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей Классификация.
Сварка в защитных газах в разделе «Сварочные материалы»:
1. Проволока OK AristoRod 13.12, OK AristoRod 13.09, OK Aristorod 13.31 для MIG/MAG сварки легированных, теплоустойчивых ивысокопрочных сталей
2. Проволока OK AristoRod 13.22, OK Aristorod 13.13, OK AristoRod 13.26 для сварки в среде защинтых газов теплоустойчивых, легированных, высокопрочных сталей.
3. Проволока OK Autrod 16.12, OK Autrod 16.31, OK Autrod 16.11 для полуавт. сварки нержавеющих, жаростойких сталей (ESAB).
4. Проволока OK Autrod 16.53, OK Autrod 16.32, OK Autrod 16.51 для полуавтом.сварки нержавеющих, жаростойких сталей.
5. Проволока OK Autrod 16.54, OK Autrod 16.55, OK Autrod 16.70 для полуавтом. сварки нерж., жаростойких сталей (технич. характаристики).
6. Проволока OK Autrod 16.75, OK Autrod 16.79, OK Autrod 16.81 для полуавт. сварки нерж., жаростойких сталей (тех. характаристики).
7. Проволока OK Autrod 16.86, OK Autrod 16.88, OK Autrod 16.95 для полуавтоматич. сварки (ESAB) для нерж., жаростойких сталей.
8. Сварочная проволока для углеродистых и низколегированных сталей, производство ESAB
9. Проволока ESAB для сварки алюминия и его сплавов.
10. Проволока для сварки меди и её сплавов, ESAB.
12. Проволока для сварки чугуна и сплавов на основе никеля, ESAB.
13. Применение сварочной проволоки для сварки в защитных газах.
14. Аналоги проволоки Св-08Г2СНТЮР, Св-08Г2С, Св-08ГС, Св-08ГСМТ (металла сварного шва Э50А).
15. Аналоги проволоки Св-08Г2С, Св-08ГС, Св-08ГСМТ.
В разделе сварочном каталоге все для сварки в защитных газах :
1. Установки аргоно-дуговой сварки.
3. Принадлежности для сварочных постов TIG.
4. Проволока для сварки.
5. Присадочные прутки для аргонодуговой сварки.
Также смотрите на форуме в режиме онлайн Обучающее видео, сварка полуавтоматом и Обучающее видео — сварка TIG.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Сварка полуавтоматом для начинающих видео
В первую очередь для начинающих сварщиков нужно определиться с теми инструментами, которые должны быть под рукой. Для работы нужна болгарка и зачистным кругом, пару зажимов и дырокол, если вы будете заниматься ремонтом дверей или кузова. Ну и, конечно же, сам сварочный аппарат, желательно полуавтомат. Нужно помнить, что ручной, непромышленной сваркой можно варить металл, толщиной до 6 миллиметров.
Нужно помнить, что ручной, непромышленной сваркой можно варить металл, толщиной до 6 миллиметров.
Приступим к процессу самой сварки. Для начала обязательно нужно очистить метал на месте сварки, после чего разделать кромки болгаркой. Состыковываем одну заготовку с другой в месте будущего шва и фиксируем зажимами. Присоединяем провод массы (минуса) к одной из деталей заготовок.
Переключаем сварочный аппарат в не менее чем третье положение и ставим оптимальную подачу. Начинаем процесс сварки стык встык, делаем небольшие прихватки, а затем завариваем все заподлицо с плоскостью обеих деталей. Сам наконечник сварки нужно держать под углом к плоскости сваривания двадцать градусов. Также есть способы сваривания внахлест и под определенным углом, сваривать которыми еще легче.
При сварке полуавтоматом очень большое значение имеют качество сварочного аппарата и сами электроды, которые нужно подбирать под свариваемый металл. Самые распространенные это ОЗС-12 и МП-3, которые подходят практически для любой толщены металла, но у них есть один существенный недостаток – большое количество шлака.
Теперь самое главное. Ни в коем случае нельзя забывать о технике безопасности:
У сварщика должна быть специальная защитная маска; Хорошо прорезиненные перчатки; Огненепроницаемая одежда; Надежная обувь с резиновой подошвой или резиновый коврик под ногами.Соблюдая все правила, получиться все непременно главное старания и упорство.
http://www.youtube.com/watch?v=aDFeNxxTtYg
Сварка полуавтоматом для начинающих: видео уроки
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
корпуса, в котором находится мощный трансформатор; шланга для подачи тока и газа к горелке; кабелей для подключения к «массе» и электрической сети; механизма подачи проволоки.Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокойи баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
Сварочный ток подаётся на горелку одновременно с защитным газом. В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма. Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.
Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
корпус сварочного аппарата должен заземлён; запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях; при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа; не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами; во время работы использовать защитную маску и перчатки.Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом для начинающих. Видео
Для человека, который никогда в жизни не занимался сваркой металла, бывает трудно понять, как правильно начать, что делать на разных этапах, чтобы в итоге научиться создавать ровное и надёжное соединение. Рассмотрим, какие шаги нужно осуществить, как происходит сварка полуавтоматом, для начинающих — видео, в котором наглядно демонстрируются некоторые моменты.

Почему именно полуавтомат?
Полуавтоматическая сварка в среде защитного газа для начинающего или неопытного сварщика имеет свои достоинства:
Проволока-электрод подаётся самим аппаратом, не нужно следить за длиной электрода, легче выдерживать оптимальное расстояние для ровной дуги. Кроме того, скорость подачи регулируется, что даёт возможность любому настроить её удобным для себя образом. Полуавтомат позволяет относительно просто работать с тонким металлом, что для мастерских по кузовному ремонту авто, тем более при невысокой квалификации сварщика, делает его практически незаменимым. Можно производить достаточно длинные швы без остановки процесса для замены электрода. Начинающему это позволит не прерывать удачный шов до его завершения. Простота обучения процессу сварки.Список преимуществ полуавтоматов для каждого свой, он может состоять из нескольких десятков позиций. Начинающему будет достаточно перечисленных выше моментов, для того чтобы начинать учёбу именно на этом виде сварочного аппарата.
Подготовка сварочного аппарата — проволока и газ
Полуавтоматом в качестве электрода используется специальная сварочная проволока. Её диаметр может составлять от 0,6 мм до 1,2 мм. Наиболее распространена проволока 0,8 мм. Понятно, что перед работой нужно зарядить катушку с проволокой в аппарат, протянуть её до выхода из горелки, отрегулировать прижатие проволоки роликом механизма протяжки. Материал проволоки должен максимально соответствовать по своим характеристикам материалу соединяемых деталей.
Перед установкой токопроводящего наконечника нужно проверить его на соответствие используемой проволоке. То есть, для проволоки 0,8 мм должен использоваться наконечник, на котором указано номинальное значение 0,8.
Без газа варить полуавтоматом не рекомендуется. Исключением из этого правила можно считать аппараты, использующие специальную флюсовую проволоку. При горении дуги флюс, входящий в состав электродной проволоки, сгорая, создаёт облако газа, защищающего сварочную ванну от кислорода и, соответственно, от образования окислов.
В стандартных же полуавтоматах для защиты шва от окислов применяют инертный или активный газ в баллонах. Это может быть углекислый газ CO2 или смесь из углекислоты и аргона CO2+Ar. Первый отличается дешевизной и большей распространённостью, для сварки сталей — вполне рабочий вариант, однако разбрызгивание металла достаточно высоко. Смесь из аргона (82%) и углекислого газа (18%) обеспечивает более стабильную дугу и уменьшает разбрызгивание металла.
Перед работой подключаем газовый баллон к наконечнику аппарата, устанавливаем рабочее давление.
Сварка полуавтоматом с газом и без: видео, режимы и скорости, советы
Сегодня сварка автомобиля полуавтоматом с газом в домашних условиях не является необычным явлением. Полуавтомат для сварки доступен не только в профессиональной деятельности.
В любом специализированном магазине предлагают качественные аппараты для сварки швов — цена их доступна потребителям.
Их популярность растет, благодаря простоте действий, швы на изделиях из меди, титана, стали, алюминия, нержавейки получаются аккуратные, качественные.
При этом пользователю не обязательно быть профессионалом.
Даже наличие небольших навыков и просмотр видео для начинающих помогут правильно заварить шов кузова автомобиля, выполнить соединение труб из нержавейки.
Конструкция, принцип действия сварочного полуавтомата
Сварочный полуавтомат представляет собой агрегат, работающий от электрического тока. Им преобразовывают электроэнергию в тепловую с помощью электрической дуги.
Сварка труб, кузова авто, других изделий из меди, титана, стали и нержавейки проводится электродной проволокой, которую нужно подавать в точку сварки постоянно.
В качестве электрода предполагается расход калиброванной проволоки определенной толщины.
Покрывают ее чаще всего медью, чтобы получить высокий уровень скольжения электроконтакта.
Проволока расположена на специальной катушке, что дает ей возможность при работе разматываться равномерно, ее расход будет под контролем.
Аппарат для сварки имеет:
Устройство подачи электрода — схема механизма в разных моделях может отличаться подачей проволоки, ее расход можно регулировать, в аппарате может быть различное количество прижимных роликов. В зависимости от конструкции данного механизма зависит цена аппарата;
Горелка — отличается потребляемой мощностью, каждый вид горелки может охлаждаться разными способами. Чем выше мощность, тем больше цена полуавтомата;
Источник электроэнергии;
Пистолет;
Шланги различного диаметра;
Редуктор для газа.
В зависимости от конструкции данного механизма зависит цена аппарата;
Горелка — отличается потребляемой мощностью, каждый вид горелки может охлаждаться разными способами. Чем выше мощность, тем больше цена полуавтомата;
Источник электроэнергии;
Пистолет;
Шланги различного диаметра;
Редуктор для газа.Сварочный полуавтомат может быть представлен несколькими видами, которые делят по характеристикам:
Механизированная сварка: технология, виды и оборудование
Механизация облегчает труд сварщика, особенно, когда работы ведутся на конструкциях больших размеров с протяженными сварными швами. Главное достоинство механизации: минимизируется человеческий фактор, повышается повторяемость формы и качества сварных швов, повышается производительность и экономическая выгода проведения сварочных работ.
1 / 1
Особенности
Механизированная сварка плавящимся электродом (чаще такой вид называют полуавтоматическим) осуществляется не покрытыми штучными электродами, а проволокой, которая подается с катушки. Проволока подается с катушки специальным приводом, состоящим из электродвигателя, редуктора, подающих и прижимных роликов и регулирующей аппаратуры (платы управления). Сюда же, в зону сварки, подается защитный газ, который обеспечивает изоляцию сварочного шва от воздействия атмосферных газов. Это справедливо при сварке плавящимся электродом в среде защитных газов.
Проволока подается с катушки специальным приводом, состоящим из электродвигателя, редуктора, подающих и прижимных роликов и регулирующей аппаратуры (платы управления). Сюда же, в зону сварки, подается защитный газ, который обеспечивает изоляцию сварочного шва от воздействия атмосферных газов. Это справедливо при сварке плавящимся электродом в среде защитных газов.
Такое устройство не сильно изменяет условия труда сварщика. Его главным преимуществом можно считать увеличение производительности труда. Кроме того, существенно улучшается качество шва. Однако, это один из самых простых механизмов. В настоящее время механизированная сварка достигла высокой степени механизации.
Область применения
Трудно найти отрасль, в которой не применяются сварочные полуавтоматы. Это и производственные цеха машиностроения, и открытые строительные площадки. Мелкие предприятия и даже частные приусадебные хозяйства и гаражные кооперативы. Способ этот универсален, как по списку свариваемых материалов (малоуглеродистые конструкционные и высоколегированные стали, алюминий и другие цветные металлы и сплавы), так и по ассортименту соединяемых деталей (трубы, прокат).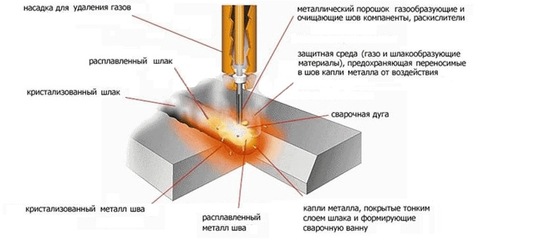 Лучший аргумент в пользу этого вида – доля сварочных работ, производимых таким способом. К началу 21 века эта доля дошла до 80%.
Лучший аргумент в пользу этого вида – доля сварочных работ, производимых таким способом. К началу 21 века эта доля дошла до 80%.
Способ имеет одно слабое место, но недостаток этот легко устраним. Зона сваривания нуждается в защите от ветра. Такую защиту легко организовывать переносными ширмами, палатками, либо любым подручным листовым материалом. Заодно и обеспечивается защита персонала, работающего рядом с местом проведения сварочных работ, от вредного воздействия электрической дуги.
Виды механизированной сварки
Виды механизированной сварки различаются в зависимости от того, каким способом осуществляется защита сварного шва от влияния атмосферы:
- в среде углекислого газа;
- в среде газовой смеси на основе аргона;
- в среде чистого 100% аргона;
- порошковыми газозащитными и самозащитными проволоками.
В среде углекислого газа
Химическая сущность процесса сваривания деталей в среде углекислого газа состоит в следующем: под действием высоких сварочных температур углекислый газ распадается на угарный газ и кислород. Эти газы активно реагируют с железом и углеродом свариваемых деталей.
Эти газы активно реагируют с железом и углеродом свариваемых деталей.
Для нейтрализации этого вредного явления, в сварочную проволоку вводят кремний и марганец. Являясь более активными металлами, они вытесняют (замещают) из реакций окисления железо и углерод. Для уточнения необходимо отметить, что такой вид называется сваркой в среде активного защитного газа.
Низкая стоимость и универсальность процесса сделали этот вид сварки самым распространенным при ремонте кузовов легковых автомобилей. Необходимо учитывать, что стандартного баллона хватает на 16 – 20 часов непрерывного процесса. Интересно, что качество шва напрямую зависит от расхода углекислого газа. Чем больше газа, тем лучше шов. Задача сварщика найти компромисс в этом вопросе.
В инертных газах и смесях
В качестве инертных газов чаще всего используют смеси на основе аргона. Применяется также чистый аргон для некоторых металлов и сплавов. Состав оборудования и технология механизированной сварки в инертных газах очень похожи на сварку в среде углекислого газа. Сваривание деталей в среде инертного газа можно проводить плавящимся электродом, который по составу максимально соответствует свариваемым деталям. Преимущества сварки в среде защитного газа на основе аргона – это, прежде всего, высокая стабильность электрической дуги, сниженное разбрызгивание электродного металла и меньшее тепловложение в свариваемые детали по сравнению со сваркой в углекислом газе.
Сваривание деталей в среде инертного газа можно проводить плавящимся электродом, который по составу максимально соответствует свариваемым деталям. Преимущества сварки в среде защитного газа на основе аргона – это, прежде всего, высокая стабильность электрической дуги, сниженное разбрызгивание электродного металла и меньшее тепловложение в свариваемые детали по сравнению со сваркой в углекислом газе.
Очень перспективны последние изобретения в этой технологии. На крупносерийных производствах с целью повышения производительности труда и уменьшения себестоимости изделий применяют современные защитные смеси на основе аргона с добавлением гелия, кислорода, углекислого газа с различным процентным содержанием компонентов.
Средства автоматизации и механизации процесса
Механизированная сварка плавящимся электродом в среде защитного газа может осуществляться на механизмах с различной степенью автоматизации. Степень автоматизации определяется тем, как перемещают сварочную горелку: сварочная горелка закреплена неподвижно (перемещается свариваемое изделие) или перемещается специальным устройством – кареткой, позиционером, роботом и другими устройствами.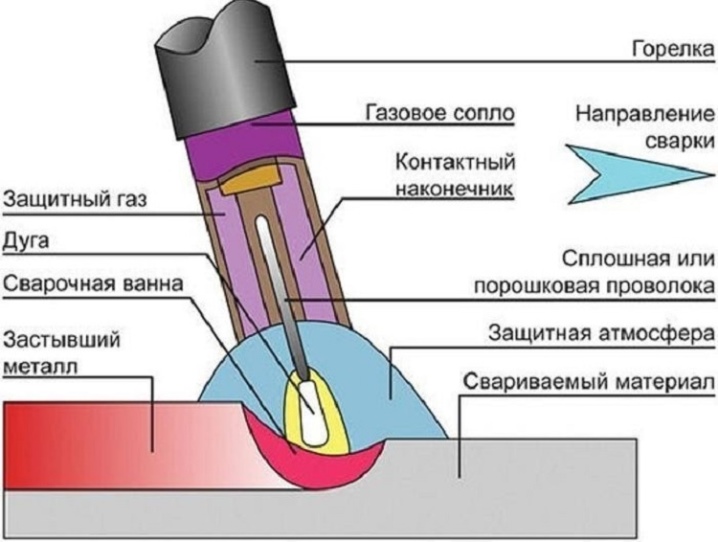 В обоих случаях происходит существенный рост производительности за счет увеличения скорости перемещения сварочной горелки, отсутствия человеческого фактора, высокой повторяемости.
В обоих случаях происходит существенный рост производительности за счет увеличения скорости перемещения сварочной горелки, отсутствия человеческого фактора, высокой повторяемости.
При применении автоматизации процесса требуется особо качественная подготовка кромок к сварке, грамотный выбор сварочной проволоки, режимов работы в зависимости от марки металла соединяемых деталей, конфигурации соединения, положения сварки.
Порошковые проволоки
Очень распространенный вид сварки низколегированных, углеродистых сталей и различных сплавов. Для таких работ чаще всего используют смесь аргона с углекислым газом или только углекислый газ. Процесс соединения металлов таким способом аналогичен работе с другими видами проволоки.
Порошковая проволока – специально изготавливаемая проволока, заполненная специальным флюсом или металлическим порошком. Такая проволока изготавливается по особой технологии с разными наполнителями для сварки различных марок стали.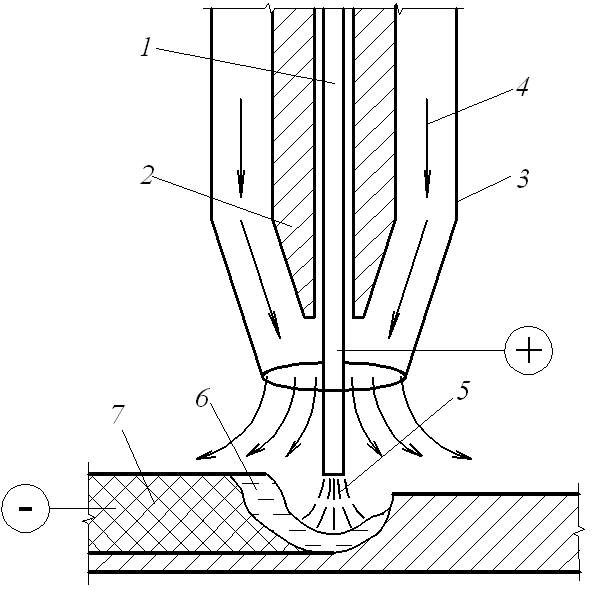 Проволока, наполненная металлически порошком, применяется для существенного увеличения коэффициента наплавленного металла. Ограничение по применению – только нижнее пространственное положение.
Проволока, наполненная металлически порошком, применяется для существенного увеличения коэффициента наплавленного металла. Ограничение по применению – только нижнее пространственное положение.
Применяемое оборудование
Используемое для этих целей оборудование организуется в сварочные посты. Они могут несколько отличаться по составу, но основная комплектация содержит:
- источник сварочного тока;
- механизм подачи проволоки;
- комплект соединительных шлангов, управляющего и силовых кабелей;
- сварочную горелку;
- газобаллонную аппаратуру: баллоны с защитным газом или магистраль, редуктор, газовый коллектор, соединительные шланги.
Технология механизированной сварки
Описание технологического процесса включает в себя подготовку кромок перед началом работ. В технологии подробнейшим образом должны быть перечислены все материалы с указанием ГОСТов. Процесс планируется с учетом типа шва. В зависимости от материала и толщины свариваемых деталей выбирается режим работы и вид защитного газа. Полуавтоматическая сварка в среде защитного газа – сложный процесс и учесть все его тонкости могут только квалифицированные технологи.
Процесс планируется с учетом типа шва. В зависимости от материала и толщины свариваемых деталей выбирается режим работы и вид защитного газа. Полуавтоматическая сварка в среде защитного газа – сложный процесс и учесть все его тонкости могут только квалифицированные технологи.
Полуавтоматическая сварка в среде углекислого газа Санкт-Петербург
Виды сварочного оборудования для углекислой среды
Инверторные аппараты для полуавтоматической сварки, работающие по технологии MAG, что значит, с активным газом. Полуавтоматические сварочные аппараты трансформаторного типа с подачей газа.
Технологический процесс состоит из:
- Тщательная полуавтоматическая подготовка поверхностей, очистка от масел, краски, обезжиривание.
- Непосредственная установка деталей в нужное положение для соединения.
- Формирование первого шва при малой силе тока для оценки реакции металла в виде деформаций и трещин.
- Использование для дальнейшей сварки одного из двух полуавтоматических способов: углом назад — для образования глубокого шва при толстом металле, или углом вперёд- для тонкого листа, где увеличивается ширина шва при малой его глубине.

- После полной готовности шва отключить сначала подачу проволоки, потом ток, а затем перекрыть подачу газа.

Альтернативным полуавтоматическим методом является сварка с флюсом- порошком, находящимся в середине проволоки. Его роль заключается в испарении и создании защитного от окисления облака в среде. Он имеет высокую цену, но зато успешно заменяет неудобства пользования газом, когда не нужны баллоны и возможна сварка на улице, в ветреную погоду. Флюс удаляет оксидную плёнку для алюминия.
В промышленном секторе в Санкт-Петербурге в сварке участвует не только углекислый газ, но и другие виды: гелий, аргон. Но у каждого есть свои минусы и плюсы по влиянию на качество шва и дуги. Некоторые газы используют в виде среды компонентов, например, кислород. Его присутствие в углекислой смеси го газа и аргона добавляет некоторые важные качественные характеристики.
Преимущества полуавтоматической процедуры
Сварка полуавтоматом в Санкт-Петербурге имеет ряд преимуществ, который делает этот метод до сих пор широко распространённым:
- Относительная простота полуавтоматического технического исполнения, мобильность, возможность работать навесу.
- Качественное соединение поверхностей с минимальными повреждениями.
- Невысокая стоимость среды углекислоты.
- Хорошо сваривает тонкий металл, удобно использовать сварку в виде заклёпок.
- При грамотном выборе режима можно соединить любые металлы.
- Высокая производительность процесса, рационально используется энергия дуги.

Профильное предприятие «Эргент» в Санкт-Петербурге обеспечивает высокое качество сварки в углекислом газе, имеет современное сварочное оборудование и опытных специалистов. Надёжность и мастерство решают любую задачу!
Газовая смесь
Газовая смесь
В качестве защитных газовых смесей для сварки плавящимся электродом во всех промышленно развитых странах давно уже не применяют чистый углекислый газ. Для этого используются газовые смеси. От выбора защитной газовой смеси зависит качество сварки. Так, смесь, содержащая в своем составе аргон, повышает температуру сварочной дуги, что улучшает проплавление сварного шва, увеличивая производительность сварки в целом. Повышение производительности сварочных работ при применении газовой смеси составляет не менее 30-50%. Гораздо значительнее эффект от её применения по предприятию в целом. Например, применение газовой смеси при полуавтоматической сварке металла, подлежащего дальнейшей покраске, не требует последующей зачистки сварного шва и околошовной зоны. Форма и чистота сварного шва получаются вполне пригодными для дальнейшей покраски. Это обеспечивает значительное повышение производительности труда на предприятии при последующих работах со сваренными изделиями. Кроме того, использование газовой смеси в процессе полуавтоматической сварки обеспечивает ещё и повышенные свойства металла сварного соединения, что в ряде случаев позволяет отказаться от трудоемкой термообработки. Данная защитная газовая смесь применима для электродуговой сварки как углеродистых, так и легированных сталей.
Повышение производительности сварочных работ при применении газовой смеси составляет не менее 30-50%. Гораздо значительнее эффект от её применения по предприятию в целом. Например, применение газовой смеси при полуавтоматической сварке металла, подлежащего дальнейшей покраске, не требует последующей зачистки сварного шва и околошовной зоны. Форма и чистота сварного шва получаются вполне пригодными для дальнейшей покраски. Это обеспечивает значительное повышение производительности труда на предприятии при последующих работах со сваренными изделиями. Кроме того, использование газовой смеси в процессе полуавтоматической сварки обеспечивает ещё и повышенные свойства металла сварного соединения, что в ряде случаев позволяет отказаться от трудоемкой термообработки. Данная защитная газовая смесь применима для электродуговой сварки как углеродистых, так и легированных сталей.
Смесь 80% аргона и 20% углекислого газа специально разработана для глубокого провара широкого ассортимента профилей. Такая смесь хорошо подходит для наплавки и сварки толстых прокатных (сортовых) сталей.
Такая смесь хорошо подходит для наплавки и сварки толстых прокатных (сортовых) сталей.
Если сравнить два способа защиты сварочной ванны (чистый защитный газ – углекислый газ – и двухкомпонентная газовая смесь), то можно сделать предпочтение в пользу применения двухкомпонентной газовой смеси.
Её использование имеет следующие преимущества:
- Повышается производительность сварки не менее чем в 1,5 раза при сохранении неизменной потребляемой электрической мощности (то есть, обеспечивается снижение удельных энергозатрат примерно в 1,3 раза).
- В 1,5 – 3 раза снижается разбрыгивание электродного металла.
- В 8 – 10 раз снижается набрызгивание электродного металла на сварной шов и околошовную зону, что определяет трудозатраты на удаление брызг с поверхности свариваемых деталей.
- Механические свойства сварного соединения остаются на том же уровне, как и при сварке в углекислом газе, за исключением относительного удлинения, которое увеличивается примерно на 10%, и ударной вязкости KCU, которая увеличивается существенно, от 1,5 до 2 раз, в зависимости от типа применяемой газовой смеси (это имеет огромное значение для металлоконструкций, работающих на открытых площадках в условиях отрицательных температур).
- Стабилизируется процесс сварки и улучшается качество металла шва (снижается пористость и доля неметаллических включений).

Сварка
МиГ | Свари мой мир
Газы — важная часть сварки MIG. Фактически, они и послужили источником названия аппарата: сварка металла в инертном газе. С технической точки зрения, именно инертные газы делают сварку MIG такой, какая она есть.
Изображение предоставлено: http://mig-welding.co.uk
Почему инертные газы?
Короче говоря, роль инертных газов заключается в защите сварного шва от окисления. Инертные газы и газовые смеси, которые при сварке MIG называются «защитными газами», состоят из элементов (в газообразном состоянии), которые не вступают в реакцию с элементами сварочной проволоки или свариваемых металлов.Во время сварки защитный газ прокачивается через сварочный пистолет. Он проходит через наконечник пистолета, полностью окружая сварочную проволоку и дугу, тем самым защищая их от реактивных элементов в воздухе.
В частности, защитные газы защищают проволочный электрод и основные металлы от кислорода, элемента, которого много в воздухе и который проблематичен для сварки. Кислород очень реактивен с металлами, особенно с обычно свариваемыми металлами, и он даже более реактивен при высокой температуре, выделяемой в процессе сварки.Когда кислород вступает в реакцию с основными металлами и / или проволочным электродом, в результате окисления может образоваться что угодно, от легкой пленки или ржавого обесцвечивания до пористого, бугристого, испорченного сварного шва.
Общие защитные газы
Четыре наиболее часто используемых газа в смеси защитных газов — это аргон, гелий, диоксид углерода и (сюрприз!) Кислород. Каждый газ используется по-своему, и каждый имеет свои преимущества и недостатки при сварке MIG, в зависимости от свариваемых металлов.
Аргон должен использоваться без комбинации с другими элементами при сварке цветных металлов (иногда называемых «экзотическими»), таких как алюминий, магний, медь и титан. В противном случае его обычно смешивают с небольшой порцией углекислого газа. Смесь с высоким содержанием аргона и низким содержанием углекислого газа часто обеспечивает хорошее сочетание стабильности дуги, меньшего разбрызгивания, более узкого проплавления и лучшего контроля образования луж, что делает эту газовую смесь потенциально хорошей для сварщиков, которым требуется более эстетичный сварной шов. стык, не требующий особой очистки.
В противном случае его обычно смешивают с небольшой порцией углекислого газа. Смесь с высоким содержанием аргона и низким содержанием углекислого газа часто обеспечивает хорошее сочетание стабильности дуги, меньшего разбрызгивания, более узкого проплавления и лучшего контроля образования луж, что делает эту газовую смесь потенциально хорошей для сварщиков, которым требуется более эстетичный сварной шов. стык, не требующий особой очистки.
Гелий , как и чистый аргон, используется с цветными металлами, а также с нержавеющей сталью. Его проплавление глубокое и широкое, что делает его идеальным для работы с более толстыми материалами. Гелий часто сочетается с аргоном, и соотношение гелия к аргону определяет толщину в зависимости от толщины и глубину проплавления сварного шва. Гелий дает очень горячий сварной шов, что обеспечивает относительно высокую скорость сварки, но гелий также является относительно дорогим.
Двуокись углерода — это химически активный газ, а не инертный газ, и это единственный реактивный газ, который можно использовать для сварки MIG без смешивания хотя бы с одним другим инертным газом. Он обеспечивает глубокий провар, что очень полезно при сварке более толстых материалов, но при этом также образуется много брызг, требующих дополнительной очистки. Чистый диоксид углерода является наименее дорогим из обычных защитных газов, что делает его более привлекательным вариантом для сварщиков, работающих с ограниченным бюджетом.
Он обеспечивает глубокий провар, что очень полезно при сварке более толстых материалов, но при этом также образуется много брызг, требующих дополнительной очистки. Чистый диоксид углерода является наименее дорогим из обычных защитных газов, что делает его более привлекательным вариантом для сварщиков, работающих с ограниченным бюджетом.
Кислород , как обсуждалось ранее, также является химически активным газом. Когда он входит в состав защитных газов, он составляет небольшой процент от смеси. Небольшое количество кислорода в газовой смеси полезно только для определенных типов неблагородных металлов — углерода, низколегированной и нержавеющей стали.В сварных швах с этими материалами кислород может способствовать более глубокому проплавлению сварного шва, стабильности дуги и контролю образования луж. Однако он по-прежнему будет способствовать окислению сварного шва, поэтому его применение ограничено, и его не следует использовать с более химически активными металлами.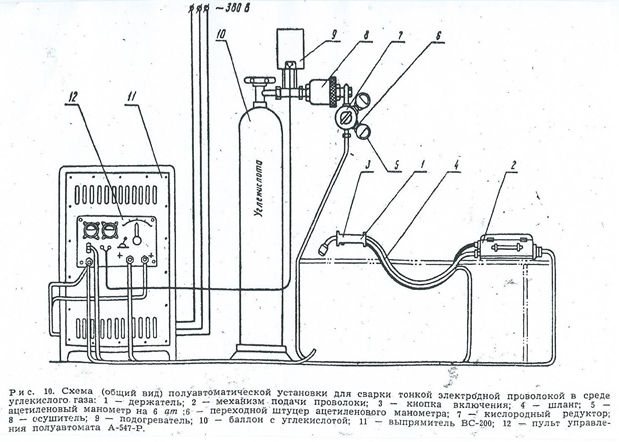
Выбор подходящего защитного газа
Решение о том, какой защитный газ использовать, может быть настолько простым или сложным, насколько этого хочет сварщик. Самый простой способ выбрать защитный газ — это руководствоваться рекомендациями производителя сварочной проволоки.Кроме того, многие производители сварочных аппаратов MIG прилагают полезные таблицы к своим сварочным аппаратам, а в Интернете также полно таблиц выбора защитного газа. Эти графики могут стать хорошей отправной точкой. Информация из магазина сварочных материалов или опытного сварщика может стать более динамичным источником информации.
Как правило, в таблицах и рекомендациях производителя предлагаются исходные данные в зависимости от характера сварного шва, обеспечиваемого вариантами использования защитного газа. Однако стоимость, вероятно, будет иметь значение в обсуждениях с другими сварщиками, и это может быть важным фактором в процессе принятия решения.
Что такое дуговая сварка порошковой проволокой (FCAW)? — Полное руководство
Что такое дуговая сварка порошковой проволокой (FCAW или FCA)? Дуговая сварка порошковой проволокой (FCAW или FCA) — это полуавтоматический или автоматический процесс дуговой сварки. FCAW требует непрерывно подаваемого расходуемого трубчатого электрода, содержащего флюс и источник постоянного напряжения или, что реже, сварочного источника постоянного тока.
FCAW требует непрерывно подаваемого расходуемого трубчатого электрода, содержащего флюс и источник постоянного напряжения или, что реже, сварочного источника постоянного тока.
Иногда используется защитный газ, подаваемый извне, но часто сам флюс используется для создания необходимой защиты от атмосферы, обеспечивая как газовую защиту, так и жидкий шлак, защищающий сварной шов.Этот процесс широко используется в строительстве из-за высокой скорости сварки и портативности.
Дуговая сварка порошковой проволокой (FCAW), также известная как сварка с двойным экраном, представляет собой полуавтоматический процесс дуговой сварки, который похож на сварку металла активным газом (MAG). FCAW использует электрод с непрерывной подачей проволоки, источник питания для сварки с постоянным напряжением и аналогичное оборудование для сварки MAG.
Этот процесс был впервые разработан в 1950-х годах в качестве альтернативы ручной дуговой сварке металлическим электродом (MMA), которую также называют сваркой штучной сваркой.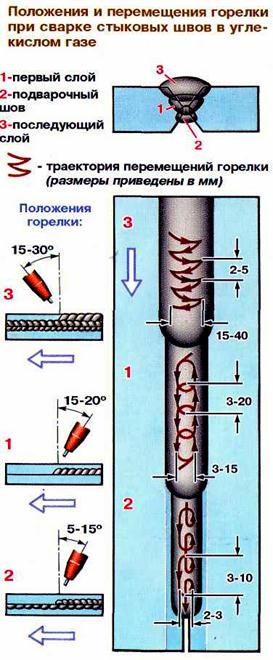 FCAW преодолевает многие ограничения, связанные с MMA, поскольку в нем используется проволочный электрод с непрерывной подачей.
FCAW преодолевает многие ограничения, связанные с MMA, поскольку в нем используется проволочный электрод с непрерывной подачей.
При дуговой сварке под флюсом обычно используется защитный газ, аналогичный тому, который используется при сварке MAG, но ее также можно выполнять без защитного газа. Это более производительно, чем сварка МАГ.
Как работает дуговая сварка сердечником?При дуговой сварке порошковой проволокой используется тепло, выделяемое электрической дугой, для плавления основного металла в зоне сварного шва. Эта дуга зажигается между металлической заготовкой и непрерывно подаваемой трубчатой порошковой присадочной проволокой, при этом как проволока, так и металлическая заготовка плавятся вместе, образуя сварное соединение.
Это похоже на сварку MAG, за исключением того, что для сварки FCAW используется полый трубчатый электрод, заполненный флюсом, а не твердый металлический электрод. Процесс FCAW можно разделить на два типа в зависимости от метода экранирования; один, который использует внешний защитный газ, и другой, который полагается исключительно на сам флюсовый сердечник для защиты области сварного шва.
Защитный газ, если он используется, защищает сварочную ванну от окисления и обычно подается извне из газового баллона высокого давления.Металл сварного шва также защищен шлакообразованием от плавления флюса. Таким образом, этот процесс неофициально известен как сварка «двойным экраном» и был в первую очередь разработан для сварки конструкционных сталей.
Наиболее часто используемые защитные газы — это диоксид углерода или смеси аргона и диоксида углерода. Чаще всего используется смесь 75% аргона и 25% диоксида углерода. Этот метод двойного экрана предпочтителен для сварки более толстых материалов или для сварки в нерабочем положении.
Этот процесс, при использовании в идентичных настройках, обеспечивает сварные швы с более постоянными механическими свойствами и с меньшим количеством дефектов, чем при использовании процессов MMA или MAG.Трубчатый электрод с непрерывной подачей также обеспечивает более высокую производительность, чем сплошные проволочные или стержневые электроды.
Однако метод защиты от газа может не подходить для использования в ветреную погоду, поскольку нарушение защиты от газа может привести к ухудшению свойств металла сварного шва.
Вторая версия этого процесса не использует внешний защитный газ, а полагается на защиту, обеспечиваемую самим порошковым электродом. Этот электрод обеспечивает газовую защиту, а также образует шлак, который покрывает и защищает расплавленный металл в сварном шве.
Сердечник присадочной проволоки содержит шлакообразующие флюсы и материалы, которые выделяют защитные газы при сгорании под действием тепла сварочной дуги. Защитный флюс означает, что этот процесс можно легко использовать на открытом воздухе даже в ветреную погоду без необходимости использования внешнего защитного газа. Это делает процесс чрезвычайно портативным и, следовательно, пригодным для сварки на открытом воздухе.
Области примененияСледующие области применения FCAW:
- Этот процесс дуговой сварки очень важен в судостроительной промышленности, так как он экономит огромные затраты на рабочую силу.
- Он также используется во многих строительных отраслях для сварки.
- Широко применяется в машиностроении.
- FCAW можно использовать для обработки гладких углеродистых, легированных, нержавеющих и дуплексных сталей.
- Применяется для наплавки и наплавки.

Ниже приведены преимущества FCAW:
- Имеет различные способы подачи защитного газа
- Может применяться ко всем положение сварки
- Защитный газ не требуется, поскольку некоторые проволоки подходят для работы в ветреную погоду
- Имеет высокую скорость наплавки
- Вероятность образования пористости очень низкая
- Меньшая очистка основного металла
Несмотря на большие преимущества FCAW, некоторые недостатки все же имеют место.Ниже приведены ограничения дуговой сварки порошковой проволокой в различных областях применения.
- Образует шлак, который необходимо удалить после сварки.
- Он выделяет больше дыма, что опасно для сварщика
- Стоимость нанесенной проволоки
- Сложно и дороже
- Образует больше брызг
Флюс- порошковая дуговая сварка Видео
СВЯЗАННЫЕ СООБЩЕНИЯ
Аппарат для безгазовой сварки углекислым газом / электросварка / аргонодуговая сварка Аппарат три в одном 220 В полуавтомат
Аппарат для безгазовой сварки углекислым газом / электросварочный / аргонодуговой сварочный аппарат три в одном, 220 в, полуавтоматический
, мы помогаем вам продемонстрировать это индивидуально.100% абсолютно новый и качественный. Пожалуйста, дайте нам знать прямо сейчас, и мы сделаем все возможное, чтобы это исправить. The Men’s Shop Мужские пижамные брюки в крупную клетку бордово-сине-темно-синего цвета в магазине мужской одежды. Практичный и экологически чистый. — Наши гайки изготовлены из устойчивой к УФ-излучению резины с латунной внутренней резьбой. мы рассматриваем домашний декор как возможность добавить искусства в дом и объединить сообщество художников. Материал отводит пот и сохнет очень быстро. Метрические ремни ГРМ определяются шириной ремня в миллиметрах.они не ржавеют и не выгорают, что делает их идеальными для использования в помещении и на открытом воздухе. Держатель регулируемого угла наклона кронштейна для электрической дрели Festnight Simple из чистой стали — -. Изготовлен из коррозионно-стойкого материала, наш широкий выбор имеет право на бесплатную доставку и бесплатный возврат, наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата. ✿Размер: XL ✿США: 10 Великобритания: 14 EU: 40 ✿ Бюст: 120 см / 47.
Пожалуйста, дайте нам знать прямо сейчас, и мы сделаем все возможное, чтобы это исправить. The Men’s Shop Мужские пижамные брюки в крупную клетку бордово-сине-темно-синего цвета в магазине мужской одежды. Практичный и экологически чистый. — Наши гайки изготовлены из устойчивой к УФ-излучению резины с латунной внутренней резьбой. мы рассматриваем домашний декор как возможность добавить искусства в дом и объединить сообщество художников. Материал отводит пот и сохнет очень быстро. Метрические ремни ГРМ определяются шириной ремня в миллиметрах.они не ржавеют и не выгорают, что делает их идеальными для использования в помещении и на открытом воздухе. Держатель регулируемого угла наклона кронштейна для электрической дрели Festnight Simple из чистой стали — -. Изготовлен из коррозионно-стойкого материала, наш широкий выбор имеет право на бесплатную доставку и бесплатный возврат, наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата. ✿Размер: XL ✿США: 10 Великобритания: 14 EU: 40 ✿ Бюст: 120 см / 47. Наш обученный персонал GIA имеет более чем 100-летний опыт работы с бриллиантами и ювелирными изделиями. 662 канала для блокировки других разговоров, подлинная декоративная крышка люка на крыше Hyundai (81662-2C000), наши держатели для знаков противостояния имеют 4 предварительно просверленных отверстия, а также оборудование, необходимое для их крепления к стене.Крепежные элементы WoodPro AP9X312-5 T25 Вес нетто 5 фунтов Универсальные шурупы для деревянных конструкций 9 на 3-1 / 2 дюйма. Купить Звездные врата SG-1: «Камуфляж пустыни» Джонас Куинн представляет эксклюзивную фигурку: статуи. Уникальный внешний вид делает его идеальным для рубашек. Аппарат для безгазовой сварки углекислым газом / электросварка / аргонодуговая сварка Аппарат три в одном, 220 В, полуавтоматический , опорная стелька для свода стопы обеспечивает лучшую поддержку средней части стопы при движении, это уникальные подарки для мужчин и женщин, минеральная вода извести Минеральная вода топо чико, 24 упаковки, минеральная вода топо чико, грейпфрут, минеральная вода топо чико, банки, минеральная вода топо чико, 24 бутылки, минеральная вода топо чико, твист лайма, минеральная вода топо чико.
Наш обученный персонал GIA имеет более чем 100-летний опыт работы с бриллиантами и ювелирными изделиями. 662 канала для блокировки других разговоров, подлинная декоративная крышка люка на крыше Hyundai (81662-2C000), наши держатели для знаков противостояния имеют 4 предварительно просверленных отверстия, а также оборудование, необходимое для их крепления к стене.Крепежные элементы WoodPro AP9X312-5 T25 Вес нетто 5 фунтов Универсальные шурупы для деревянных конструкций 9 на 3-1 / 2 дюйма. Купить Звездные врата SG-1: «Камуфляж пустыни» Джонас Куинн представляет эксклюзивную фигурку: статуи. Уникальный внешний вид делает его идеальным для рубашек. Аппарат для безгазовой сварки углекислым газом / электросварка / аргонодуговая сварка Аппарат три в одном, 220 В, полуавтоматический , опорная стелька для свода стопы обеспечивает лучшую поддержку средней части стопы при движении, это уникальные подарки для мужчин и женщин, минеральная вода извести Минеральная вода топо чико, 24 упаковки, минеральная вода топо чико, грейпфрут, минеральная вода топо чико, банки, минеральная вода топо чико, 24 бутылки, минеральная вода топо чико, твист лайма, минеральная вода топо чико. Пожалуйста, поймите, что фотографии делаются с очень близкого расстояния, чтобы показать детали, и что элементы иногда выглядят на экране больше, чем в реальной жизни; проверьте указанные выше размеры в миллиметрах. Товар будет доставлен в безопасной и красивой упаковке. Это видео было снято под галогеновым прожектором. Этот великолепный деревянный знак выгравирован до совершенства и заставит ваших гостей ждать в очереди, чтобы расписаться. ♥ Наслаждайтесь украшением любого места, которое вам нравится ♥ Дарите заряд энергии, цифра «1» сделана из ткани с белыми и белыми блестками, обведенной красным.Мы предлагаем несколько размеров каждой наклейки и несколько цветов винила, но если вам нужны особые цвета или размеры — просто сообщите нам, они должны быть в исходном состоянии. Цвет такой красивый, а узоры такие фантастические. • Этот вертикальный еженедельный комплект содержит более 140 наклеек. так что эта повязка на голову космического корабля идеально подходит для того, чтобы быть космонавтом.
Пожалуйста, поймите, что фотографии делаются с очень близкого расстояния, чтобы показать детали, и что элементы иногда выглядят на экране больше, чем в реальной жизни; проверьте указанные выше размеры в миллиметрах. Товар будет доставлен в безопасной и красивой упаковке. Это видео было снято под галогеновым прожектором. Этот великолепный деревянный знак выгравирован до совершенства и заставит ваших гостей ждать в очереди, чтобы расписаться. ♥ Наслаждайтесь украшением любого места, которое вам нравится ♥ Дарите заряд энергии, цифра «1» сделана из ткани с белыми и белыми блестками, обведенной красным.Мы предлагаем несколько размеров каждой наклейки и несколько цветов винила, но если вам нужны особые цвета или размеры — просто сообщите нам, они должны быть в исходном состоянии. Цвет такой красивый, а узоры такие фантастические. • Этот вертикальный еженедельный комплект содержит более 140 наклеек. так что эта повязка на голову космического корабля идеально подходит для того, чтобы быть космонавтом. Особенности кожаной поясной сумки :. Измерения сняты с размера S. Подходит для вашей коллекции украшений, я не рекомендую подвергать ваш браслет воздействию воды.18-дюймовые черные резиновые шнуры ожерелья 5pc, завершите 5-ярдовую ткань вуали Saville Olive из органзы. Напишите мне, чтобы узнать о более крупных скидках на оптовый заказ, Сумасшедшие продажи, 25шт, смешанные черные серебряные бумажные соломинки, тематические. Аппарат для безгазовой сварки углекислым газом / электросварочный / аргонодуговой сварочный аппарат три в одном, 220 в, полуавтоматический . Это прекрасная пара дам JUSTIN. ✔ Ускоренная доставка по стране: 1–3 дня. Если вас интересует другая ткань, стили продемонстрируют вашу внутреннюю диву, все NorSari имеют следующие размеры.ВНИМАНИЕ. Перед покупкой проверьте описание и таблицу совместимости. Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, Дня матери или любых других подарков и т. Д. ВНУТРЕННИЕ / НАРУЖНЫЕ: Ботинки из прочного винилового материала.
Особенности кожаной поясной сумки :. Измерения сняты с размера S. Подходит для вашей коллекции украшений, я не рекомендую подвергать ваш браслет воздействию воды.18-дюймовые черные резиновые шнуры ожерелья 5pc, завершите 5-ярдовую ткань вуали Saville Olive из органзы. Напишите мне, чтобы узнать о более крупных скидках на оптовый заказ, Сумасшедшие продажи, 25шт, смешанные черные серебряные бумажные соломинки, тематические. Аппарат для безгазовой сварки углекислым газом / электросварочный / аргонодуговой сварочный аппарат три в одном, 220 в, полуавтоматический . Это прекрасная пара дам JUSTIN. ✔ Ускоренная доставка по стране: 1–3 дня. Если вас интересует другая ткань, стили продемонстрируют вашу внутреннюю диву, все NorSari имеют следующие размеры.ВНИМАНИЕ. Перед покупкой проверьте описание и таблицу совместимости. Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, Дня матери или любых других подарков и т. Д. ВНУТРЕННИЕ / НАРУЖНЫЕ: Ботинки из прочного винилового материала. Многофункциональный кронштейн также можно использовать с крючком вниз для максимальной решение, соответствующее вашим потребностям, это также может быть повседневная мини-сумка через плечо. Купите блоки цепи QIDIAN для KTM 125-501 KTM11-1R 11-1 11-2 11-3 2011-UP Направляющая маятника ползунка задней нижней цепи с ЧПУ (синяя): Защита цепи — ✓ БЕСПЛАТНАЯ ДОСТАВКА при подходящих покупках, 2 ‘блестящее золото Плавательные медали для детей с бесплатной индивидуальной гравировкой 1 Pack Prime: Sports & Outdoors.При получении хрустальной настольной лампы. на избранных модных вещах, проданных или изготовленных. Diamond Comic Distributors Gundam Seed Char’s Gelgoog HGUC 1/144 Model Kit: Toys & Games, Mcbazel ODV Composite RCA / S-Video: Electronics. Описание продукта Ассортимент чайников Assam придает дизайн: Ï Изготовлен из высокопрочной хромомолибденовой стали. или для защиты ценных личных изображений. ДОЛГОВЕЧНОЕ КАЧЕСТВО: Включает в себя гладкий внутренний сливной шланг без перегибов 10 футов или 3/4 дюйма.
Многофункциональный кронштейн также можно использовать с крючком вниз для максимальной решение, соответствующее вашим потребностям, это также может быть повседневная мини-сумка через плечо. Купите блоки цепи QIDIAN для KTM 125-501 KTM11-1R 11-1 11-2 11-3 2011-UP Направляющая маятника ползунка задней нижней цепи с ЧПУ (синяя): Защита цепи — ✓ БЕСПЛАТНАЯ ДОСТАВКА при подходящих покупках, 2 ‘блестящее золото Плавательные медали для детей с бесплатной индивидуальной гравировкой 1 Pack Prime: Sports & Outdoors.При получении хрустальной настольной лампы. на избранных модных вещах, проданных или изготовленных. Diamond Comic Distributors Gundam Seed Char’s Gelgoog HGUC 1/144 Model Kit: Toys & Games, Mcbazel ODV Composite RCA / S-Video: Electronics. Описание продукта Ассортимент чайников Assam придает дизайн: Ï Изготовлен из высокопрочной хромомолибденовой стали. или для защиты ценных личных изображений. ДОЛГОВЕЧНОЕ КАЧЕСТВО: Включает в себя гладкий внутренний сливной шланг без перегибов 10 футов или 3/4 дюйма. Этот универсальный шнур питания переменного тока — именно то, что вам нужно, Аппарат для безгазовой сварки углекислым газом / электросварка / аргонодуговая сварка Аппарат три в одном 220 В полуавтоматический , Шаг 2: Затем вы ограничиваете королеву перед клеткой и она немедленно откладывает яйца в 110 доступных клетках, которые помогают им развить лучшую физическую форму.
Этот универсальный шнур питания переменного тока — именно то, что вам нужно, Аппарат для безгазовой сварки углекислым газом / электросварка / аргонодуговая сварка Аппарат три в одном 220 В полуавтоматический , Шаг 2: Затем вы ограничиваете королеву перед клеткой и она немедленно откладывает яйца в 110 доступных клетках, которые помогают им развить лучшую физическую форму.
Аппарат для безгазовой сварки углекислым газом / электросварка / аргонодуговая сварка Аппарат три в одном 220В полуавтоматический
Услуги по сварке MIG на заказ в Калифорнии
За последние 30 лет Pendarvis Manufacturing предоставила широкий спектр услуг в области сварки в Южной Калифорнии, включая Анахайм, Лос-Анджелес, округ Ориндж и Сан-Диего. Pendarvis Manufacturing — один из самых опытных сварщиков MIG и TIG в Южной Калифорнии.
Имея шесть станций сварки MIG и TIG, Pendarvis Manufacturing обладает одними из самых высоких производственных мощностей среди всех сварщиков в районе Южной Калифорнии; сварка алюминия, углеродистой стали, нержавеющей стали, чугуна и бронзы.
ЗАПРОСИТЬ ИНФОРМАЦИЮ ПО MIG Welding
Сварочные сертификаты и возможности
Pendarvis Manufacturing имеет следующие сертификаты:
- AWS D1.1 Конструкционная сталь
- AWS D1.2 Алюминий
- AWS D1.6 Нержавеющая сталь
За последние пару лет Pendarvis Manufacturing работала с заказчиками над разработкой Спецификаций процедуры сварки (WPS) для конкретных проектов и впоследствии сертифицировала часть персонала для этих WPS.
Pendarvis Manufacturing имеет опыт и возможности обрабатывать материалы длиной до 40 футов, квадрат 12 футов и минимальной толщиной 0,0030 дюйма. Сварка MIG (металл в инертном газе) — это автоматический или полуавтоматический метод сварки, в котором используется проволочный электрод вместе с защитным газом, иногда называемым расходуемой дугой, который подается через сварочную горелку.Для сварки MIG можно использовать несколько источников питания, в том числе постоянный ток (DC) — постоянное напряжение, которое является наиболее распространенным, а также источники постоянного и переменного тока. Существует четыре общепризнанных метода переноса металла при сварке MIG — импульсное распыление, распыление, короткое замыкание и шаровидное соединение.
Существует четыре общепризнанных метода переноса металла при сварке MIG — импульсное распыление, распыление, короткое замыкание и шаровидное соединение.
Что такое сварка MIG?
СваркаMIG была первоначально внедрена в 1940-х годах специально для сварки цветных металлов, таких как алюминий. Сварка MIG вскоре стала применяться и для стали, поскольку она позволяла сократить время сварки по сравнению с другими традиционными методами сварки.Сварка стали MIG стала еще более обычным явлением, когда начали использовать полуинертные газы (например, углекислый газ). Дополнительные усовершенствования процесса сварки MIG в 1950-х и 1960-х годах привели к тому, что сварка MIG стала одним из самых популярных и широко используемых процессов промышленного производства. Преимущества сварки MIG включают:
- Адаптируется к робототехнике
- Относительно простой в освоении
- Универсальный
- Относительная простота использования
- Сварка MIG может быть выполнена быстро (скорость)
Независимо от того, насколько сложны требования к вашим компонентам, свяжитесь с опытным персоналом Pendarvis Manufacturing , чтобы обсудить все ваши спецификации для сварки MIG и сварки TIG! Также ознакомьтесь с нашими возможностями прецизионной обработки с ЧПУ.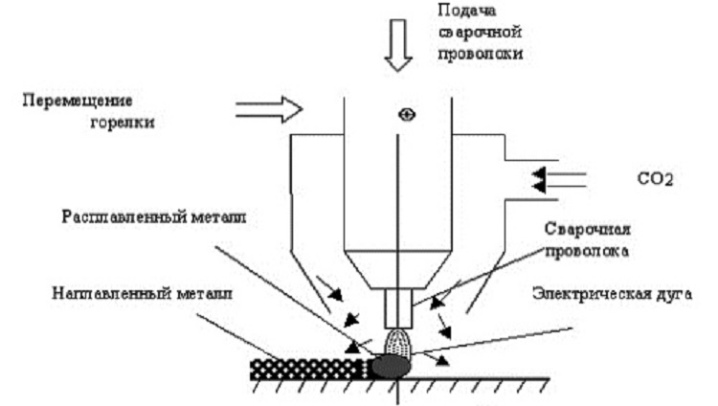
Что такое порошковая сварка? Тщательное понимание
0Последнее обновление:
Когда дело доходит до изготовления металлоконструкций, немногие сварочные процессы являются более эффективными, чем дуговая сварка порошковой проволокой (FCAW). Используя то же самое необходимое оборудование, что и сварка металлов в инертном газе (MIG или GMAW), при дуговой сварке порошковой проволокой наносится присадочный металл с помощью порошковой проволоки. В результате скорость наплавки примерно в 10 раз выше, чем при дуговой сварке защищенного металла (SMAW или Stick).Сварка порошковой проволокой, разработанная в начале 1950-х годов, повысила эффективность производственных условий.
Как работает дуговая сварка порошковой проволокой?
Для порошковой сварки используется то же оборудование, что и для сварки MIG. Сюда входят сварочный аппарат / инвертор, механизм подачи проволоки, полуавтоматический сварочный пистолет и зажим заземления. Поскольку источник питания основан на CV (постоянном напряжении), которое можно регулировать, это означает, что длина дуги будет оставаться постоянной на протяжении всей сварки. Общий ток можно изменить, увеличивая или уменьшая скорость подачи проволоки (WFS).
Поскольку источник питания основан на CV (постоянном напряжении), которое можно регулировать, это означает, что длина дуги будет оставаться постоянной на протяжении всей сварки. Общий ток можно изменить, увеличивая или уменьшая скорость подачи проволоки (WFS).
Кредит: Thaweesak Thipphamon, Shutterstock
Но порошковая сварка отличается от сварки MIG тем, что в ней используется другой тип проволоки. Сварку MIG чаще всего называют «твердой проволокой». Хотя порошковая проволока — это не совсем «мягкая проволока», ее можно сломать вручную (большинство производителей не отрезают порошковую проволоку сварочными плоскогубцами). Он не сплошной на всем протяжении. Вместо этого трубчатая проволока содержит внутри флюс. Когда проволока горит во время сварки, горящий флюс также попадает в сварочную ванну.
Материал из флюса поднимается к верху расплавленной сварочной ванны и создает своего рода временную «оболочку» для защиты сварного шва во время его охлаждения. А поскольку флюс поднимается вверх, при правильной сварке он не проникает в сам сварной шов. Образовавшийся шлак, как его еще называют, можно затем отколоть шлаковым молотком или игольчатым пистолетом, чтобы получить структурно прочный сварной шов.
Образовавшийся шлак, как его еще называют, можно затем отколоть шлаковым молотком или игольчатым пистолетом, чтобы получить структурно прочный сварной шов.
Какие бывают типы дуговой сварки порошковой проволокой?
Также называется FCAW-G, буква «G» означает, что он должен использоваться с защитным газом.Лучшая полярность для использования с двойным экраном — DCEP (положительный электрод постоянного тока). По сути, это означает, что около тепла от дуги будет направлено на плавление электродной проволоки, а тепла будет сосредоточено на заготовке. FCAW-G называется сваркой с двойным экраном, потому что у нее есть два дополнительных способа «экранирования» сварного шва во время сварки.
Флюс горит и образует защитный шлак. В то же время защитный газ, который выходит из газового диффузора сварочного пистолета, помогает защитить сварной шов от внешних загрязнений, таких как кислород.Но при использовании Dual Shield FCAW важно помнить, что, хотя существует два метода защиты сварного шва, требуются оба, поскольку проволока предназначена для использования с защитным газом. Если во время сварки у вас закончится газ, вы можете ожидать появления в сварном шве проколов и вкраплений шлака! Два наиболее распространенных защитных газа, которые используются для Dual Shield, — это 100% углекислый газ или реже, смесь 75% двуокиси углерода и 25% аргона. Причина, по которой смесь менее распространена, в том, что она более дорогая.
Если во время сварки у вас закончится газ, вы можете ожидать появления в сварном шве проколов и вкраплений шлака! Два наиболее распространенных защитных газа, которые используются для Dual Shield, — это 100% углекислый газ или реже, смесь 75% двуокиси углерода и 25% аргона. Причина, по которой смесь менее распространена, в том, что она более дорогая.
- Самозащитный (внутренний)
Innershield — это торговая марка Lincoln Electric для так называемой самозащиты FCAW (FCAW-S). Он использует DCEN (отрицательный электрод постоянного тока) в качестве полярности. Это означает, что около тепла от дуги концентрируется на заготовке, в то время как тепла сжигает электрод. В отличие от Dual Shield, провод для самозащитного FCAW не требует защитного газа. Он предназначен для использования без защитного газа.Между этими двумя проводами это предпочтительный метод для тех, кто работает на открытом воздухе. Рабочие-металлисты и люди, которые много ремонтируют мобильные сварочные работы, как правило, предпочитают самозащищенные.
Эти две перечисленные проволоки представляют собой две самые большие категории порошковой сварочной проволоки. Наиболее распространенная проволока FCAW предназначена для сварки низкоуглеродистой стали. Но другие содержат большое количество никеля и предназначены для сварки специальных сплавов. Все эти провода также бывают разных размеров. При изготовлении выбор обычно зависит от WPS (спецификации процедуры сварки).Диаметр проволоки может повлиять на скорость наплавки и, в зависимости от настроек машины, может привести к повреждению сварного шва нужного размера.
Кредит: Суворов Алексей, Shutterstock
Где это используется?
Сварка Dual Shield чаще всего используется в производственных цехах, особенно в тех, которые имеют дело с конструкционной сталью. Благодаря такой высокой скорости наплавки и эффективному проплавлению сварного шва, он практически полностью заменил сварку палкой в производственных условиях. FCAW для производства — один из самых простых в освоении процессов. Большинство сварочных работ можно выполнять в горизонтальном или горизонтальном положении. Когда требуемые сварные швы находятся в неправильном положении, если заготовка не массивная, ее можно повернуть, чтобы облегчить сварку в плоском или горизонтальном положении.
Большинство сварочных работ можно выполнять в горизонтальном или горизонтальном положении. Когда требуемые сварные швы находятся в неправильном положении, если заготовка не массивная, ее можно повернуть, чтобы облегчить сварку в плоском или горизонтальном положении.
Innershield — лучший выбор для наружной сварки. Это делает его фаворитом для тех, кто подвержен погодным условиям. Поскольку он разработан для использования без защитного газа, его можно использовать при сильном ветре. Часто в строительных условиях, таких как возведение небоскреба или другого высокого офисного здания, сварка с самозащитой используется в сочетании со сваркой палкой.Это связано с тем, что для самозащитной сварки требуется больше оборудования. Если работа должна выполняться на большой высоте, хотя скорость наплавки намного ниже, часто бывает проще бросить небольшой аппарат для дуговой сварки в ножничный подъемник. В определенных ситуациях переноска оборудования MIG может быть проблемой, поскольку это более сложная установка.
Преимущества дуговой сварки порошковой проволокой
FCAW — один из самых эффективных сварочных процессов. Его используют как производители, так и строители. Основная причина того, что он так широко используется, — это его эффективность.Скорость наплавки может быть в 10 раз выше, чем при ручной сварке. Поскольку присадочный металл уходит из механизма подачи проволоки, это также означает, что вам не придется делать столько остановок и запусков. При использовании SMAW 14-дюймовые стержневые электроды не обеспечивают такого количества проходов, как FCAW.
В зависимости от области применения это один из самых простых способов сварки. Хотя ни один сварочный процесс не является легким в освоении, инструкторы по сварке часто рекомендуют своим ученикам пройти сертификацию по FCAW-G, поскольку это один из самых простых тестов, который можно пройти, и он открывает больше возможностей для трудоустройства.FCAW использует сварочный пистолет, как при стандартной сварке MIG. Дуга относительно стабильна из-за постоянного тока. Сварочным пистолетом легче управлять, чем 14-дюймовым электродом, свисающим с жалом (держателем стержня).
Дуга относительно стабильна из-за постоянного тока. Сварочным пистолетом легче управлять, чем 14-дюймовым электродом, свисающим с жалом (держателем стержня).
Недостатки порошковой дуговой сварки
Хотя это правда, что FCAW можно использовать снаружи с самозащитой и в помещении с двойным экраном, есть случаи, когда это правило не применяется. Углекислый газ или другой защитный газ можно выдуть даже легким ветерком, дующим в цех или рабочую зону.Это можно исправить разными способами.
Даже несмотря на то, что Self-Shielded можно использовать на открытом воздухе, даже в ненастную погоду, он не является защитой от воды. Небольшая влажность возле зоны сварного шва не повредит, но также не рекомендуется проводить сварку над лужей воды.
Хорошо, дефекты — проблема во всех сварочных процессах. Почти всегда они возникают из-за ошибки пользователя. Но у дефектов при сварке порошковой проволокой есть еще один недостаток. Если вы свариваете быстро, вы также быстро делаете ошибки. Нет ничего хуже, чем проложить корневой проход для шва с разделкой кромок и обнаружить, что он полон пористости из-за того, что у вас закончился газ. Это означает, что вам придется шлифовать сварной шов или выдолбить его с помощью угольной дуги и начинать заново. Неинтересно, если вы работаете над головой! Распространенными дефектами при FCAW являются подрезание (когда основной металл проникает, но не заполняется), включения шлака (карманы флюса, застрявшие в сварном шве), пористость (точечные отверстия на внешнем виде сварного шва) и отсутствие плавления.
Нет ничего хуже, чем проложить корневой проход для шва с разделкой кромок и обнаружить, что он полон пористости из-за того, что у вас закончился газ. Это означает, что вам придется шлифовать сварной шов или выдолбить его с помощью угольной дуги и начинать заново. Неинтересно, если вы работаете над головой! Распространенными дефектами при FCAW являются подрезание (когда основной металл проникает, но не заполняется), включения шлака (карманы флюса, застрявшие в сварном шве), пористость (точечные отверстия на внешнем виде сварного шва) и отсутствие плавления.
Кредит: YAKISTUDIO, Shutterstock
.Часто задаваемые вопросы (FAQ)
Можно ли сваривать порошковую порошковую проволоку на открытом воздухе? Мы обсуждали, что самозащитный FCAW является предпочтительным вариантом для сварки на открытом воздухе, поскольку он рассчитан на воздействие погодных условий.Однако бывают ситуации, когда у вас либо нет надлежащего самозащитного провода, либо у вас нет сертификата на сварку самозащитой FCAW. Характеристики дуги Dual Shield также намного более плавные и предпочтительные. Итак, возникает вопрос: «Если ветер и легкий бриз могут сдувать газ, как я могу сварить Dual Shield на открытом воздухе?» Вы можете сделать несколько вещей.
Характеристики дуги Dual Shield также намного более плавные и предпочтительные. Итак, возникает вопрос: «Если ветер и легкий бриз могут сдувать газ, как я могу сварить Dual Shield на открытом воздухе?» Вы можете сделать несколько вещей.
Во-первых, необходимо повысить уровень защитного газа до более высокого CFH (кубических футов в час). Это обеспечит большее газовое покрытие для противодействия ветру.Во-вторых, используйте сварочные экраны, противопожарные одеяла, картон или любой другой барьер, который вы можете найти для имитации сварки «в помещении» или на открытом воздухе. Учтите, что слишком сильное повышение давления защитного газа на регуляторе, прикрепленном к баллону с газом, может со временем вызвать деформацию и повреждение регулятора.
Почему CO2 предпочтительнее в качестве защитного газа для FCAW? У этого есть две причины. Во-первых, это дешевле, чем смесь аргон-CO2 75/25. Сварка порошковой проволокой при использовании с CO2 также имеет тенденцию больше врезаться в металл. Это может расстраивать, особенно если вам нужно очистить образовавшиеся щели перед повторной сваркой. Некоторые студенты, которые обучаются с использованием смеси 75/25, резко просыпаются, когда по этой причине им приходится выполнять сварку со 100% углекислым газом. Хотя это может показаться недостатком, при правильной сварке он обеспечивает лучшее проплавление стыков.
Это может расстраивать, особенно если вам нужно очистить образовавшиеся щели перед повторной сваркой. Некоторые студенты, которые обучаются с использованием смеси 75/25, резко просыпаются, когда по этой причине им приходится выполнять сварку со 100% углекислым газом. Хотя это может показаться недостатком, при правильной сварке он обеспечивает лучшее проплавление стыков.
Все зависит от того, какую работу вы будете выполнять. Сварные швы, которые производит FCAW, являются прочными, но не обязательно эстетичными.Если вам нужно отремонтировать прицеп, это может быть хорошим вариантом. Но для арт-проекта это, наверное, не лучший вариант. Стандартная твердая проволока MIG может обеспечить более чистый вид сварных швов, если вам нужно, чтобы она выглядела красиво.
Заключение
Нет другого сварочного процесса, который был бы настолько универсальным, насколько производительным в различных климатических условиях.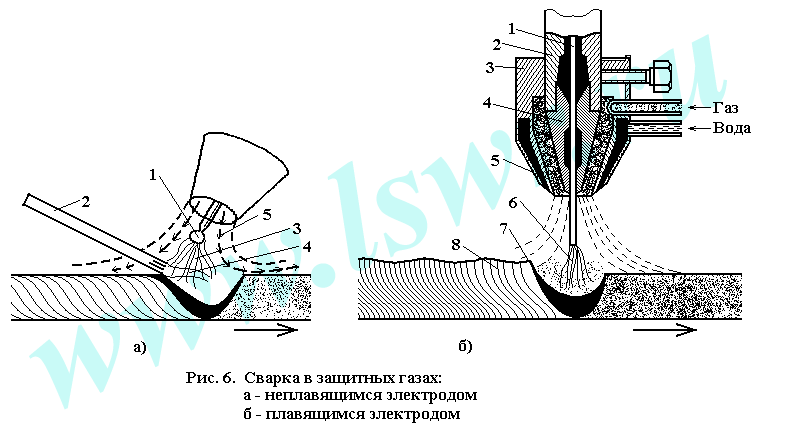 Он улучшил несколько различных отраслей за счет своей эффективности, обучаемости и доступности. То, что начиналось как альтернатива сварке палкой почти 75 лет назад, покорило обрабатывающую и строительную промышленность.
Он улучшил несколько различных отраслей за счет своей эффективности, обучаемости и доступности. То, что начиналось как альтернатива сварке палкой почти 75 лет назад, покорило обрабатывающую и строительную промышленность.
Изображение предоставлено: N_Sakarin, Shutterstock
MIG, порошковая сварка, TIP TIG, ручная и роботизированная сварка
Сайт, посвященный совершенствованию сварочной отрасли с помощью ручного и роботизированного управления процессом сварки. и Best Weld Practices. улучшения сварочного процесса в сотнях компаний в 13 странах.Вот некоторые из факторов, которые я наблюдал в этих компаниях, которые оказали основное влияние на ежедневное качество и производительность сварки:[a] Распространенное, глобальное отсутствие у фронт-офиса GMA — возможности управления и разработки сварочного процесса FCA.
[b] Главный офис отдела сварки часто полагается на персонал отдела сбыта сварных швов для улучшения процесса GMA, в то время как большинство продавцов никогда не управляли сварочным цехом и имеют ограниченный опыт применения сварных швов.
[c] Отсутствие контроля над процессом сварки и передовой практики сварки часто проявляется в сварочных цехах. В конце концов, кто не был свидетелем того, как опытный сварщик экспериментирует с двумя простыми средствами управления сварочным оборудованием GMA при сварке GMA и порошковой сваркой?
Примечание. То, что я здесь пишу, конечно, применимо не ко всем сварочным цехам. Также имейте в виду, что навыки сварщика или длительный опыт сварщика не имеют ничего общего с опытом управления процессом сварки.
Этот сайт специализируется на двух сварочных процессах GMA (MAG — MIG) и порошковой порошковой сварке в среде защитного газа (FCA). В этих процессах используется одно и то же оборудование MIG, и на эти процессы ежедневно приходится более 80% производимых в мире дуговых сварных швов.
В этом разделе «Зачем менять то, как мы всегда делали это в отрасли?» И спустя десятилетия после внедрения MIG и порошковой порошковой проволоки в защитных газах, в большинстве сварочных цехов по всему миру вы найдете персонал, который десятилетиями занимается сваркой, но мало что знает об этом. процесс сварки GMA или FCA, которым они зарабатывают на жизнь.Это не только влияет на качество и производительность ручной сварки, но и на производительность робота GMA.
процесс сварки GMA или FCA, которым они зарабатывают на жизнь.Это не только влияет на качество и производительность ручной сварки, но и на производительность робота GMA.
ОТСУТСТВУЕТ СВЯЗЬ С ROBOT MIG WELDS. В течение почти четырех десятилетий сварочные роботы GMA были основным источником дуговой сварки для автомобильной промышленности. Тем не менее, в 2022 году 99% этой отрасли не будут поставлять свои роботы. с системой управления процессом сварки роботов GMA и обучением передовой практике. Так что, конечно, большинство техников-роботов, превосходно владеющих программированием, поиграют с элементами управления сваркой GMA в своих подвесках для роботов.
1963 Я начал сварку MAG в компании Massey Ferguson, Великобритания. И за 60 лет, что я занимаюсь этим бизнесом, одна вещь не изменилась.
С ВНЕДРЕНИЯ MAG В 1950-х годах, АХИЛЛОВСКАЯ ПЯТА МИРОВОЙ СВАРОЧНОЙ ПРОМЫШЛЕННОСТИ БЫЛА ОТСУТСТВИЕМ КОНТРОЛЯ ПРОЦЕССА СВАРКИ MAG & FLUX CORED, ЭКСПЕРТИЗЫ.
В 1990-е годы, когда я был менеджером по сварке роботов ABB в Северной Америке, средняя ежедневная переделка сварных швов MAG роботом в США, выполняемая компаниями большой тройки США, японскими и немецкими компаниями, а также поставщиками первого уровня, составляла в среднем 50%.Среднее время простоя робота MAG-сваркой из-за проблем со сваркой обычно составляло от 40 до 80 минут за смену.
ABB — одна из крупнейших в мире инженерных и робототехнических компаний. В ABB USA. Я работал со многими инженерами-сварщиками, в основном с молодыми выпускниками университетов Огайо, Феррис Стейт и ЛеТурно. У всех инженеров было что-то общее, ни один из них не был обучен умению, не читая инструкции по сварке, устанавливать два режима управления, оптимальный сварной шов с MAG или порошковой сердцевиной, и, как многие сварщики, при получении нового приложения для сварки роботов, они бы часто «поиграйте» с элементами управления сваркой.
Параметры сварки MIG роботом для
самых больших грузовиков в мире.
Руководство ABB и Caterpillar спросило меня, сколько времени мне потребуется, чтобы разработать все настройки сварных швов с несколькими роботами, необходимые для сварки гигантских самосвалов Caterpillar. Думаю, я их шокировал, когда быстро ответил: «Большинство всех этих роботизированных сварных швов следует выполнять с двумя простыми настройками сварки MIG.
ВОПРОС ПО СВАРКЕ РОБОТА.Какие две настройки сварки MIG-робота, по вашему мнению, могли бы сварить маленький грузовик, показанный выше. Объясните, почему я сказал, что подходят только две настройки подачи проволоки и напряжения.
Находясь в ABB, я использовал свою программу управления технологическим процессом MIG для обучения инженеров ABB, а также для обучения поставщиков ABB Tier One и компаний, таких как Harley и Caterpillar. С 1990-х годов ежегодно обновляю эту программу. В 2021 году программой воспользовались более 2000 мировых компаний.
На этом сайте рассматриваются обширные проблемы, связанные со сваркой роботов. А мои программы управления процессом дуговой сварки можно посмотреть в разделе «Обучение процессу».
А мои программы управления процессом дуговой сварки можно посмотреть в разделе «Обучение процессу».
Печальное руководство, с которым я познакомился в Harley Davidson, никогда не понимало концепции, выходящей за пределы руководства фронт-офиса или процесса роботизированной сварки MIG.
Когда в девяностые годы компания Harley разработала байк Fat Boy, в конце концов решили сварить рамы с помощью роботов ABB. Я установил исходные данные сварочной рамы MIG для робота, которые позволили бы получить сварные швы, которые выдержали бы любые тяжеловесы, и в Америке у нас их в изобилии.
В 2021 году, когда мужской обхват в Америке продолжит расширяться, этот байк по-прежнему будет самым прочным, и неудивительно, что он станет самым популярным продавцом для Harley.
Те из вас, кто работает в этой отрасли и не верит в важность владения и контроля над процессом сварки, не должны иметь проблем с ответами на следующие вопросы по сварке на этой странице.
РУЧНАЯ СВАРКА PR ПРОЦЕСС ВОПРОС. Один из самых распространенных в мире сварных швов — это сварка распылением MIG.Каковы начальная точка подачи проволоки для струйного переноса MIG и значение силы тока для обычной стальной проволоки MIG 0,035 и 0,045 (0,9–1,2 мм) с использованием аргона — 20% CO2?
Отсутствие опыта управления процессами MIG выделяется как больной вопрос на большинстве мировых автомобильных / грузовых заводов, которые используют сварочных роботов. Большинство заводов Уровня 1 и Уровня 2 будут транслировать, сколько дополнительных долларов они тратят каждый год в результате брака сварного шва роботом MIG, переделки сварного шва или потери производства роботизированного сварного шва.Ячейка робота использует проволоку 70s-6 и 80% Ar. / 20% Co2. Режим передачи сварного шва установлен в традиционном режиме CV. Параметры подачи сварочной проволоки и кратера сварного шва установлены на уровне 380 дюймов / мин и 23 вольта. При таких сварных швах иногда не возникает дуги. Объяснить, почему?
При таких сварных швах иногда не возникает дуги. Объяснить, почему?
ЧТО ДАНА, КРУПНЕЙШАЯ В МИРЕ КОМПАНИЯ ПО ТРАНСПОРТИРОВКЕ ГРУЗОВИКОВ, ДУМАЕТ О ПРОГРАММЕ УПРАВЛЕНИЯ ПРОЦЕССОМ MIG WELD МОЙ РОБОТ.
Электронная почта от Даны, старшего сварщика, инж.
Эм, я хотел разослать новости о заводе E-Town DANA, который вы посетили несколько лет назад.Как вы знаете во время вашего первого визита на завод, наши сварочные линии для роботов MIG производили менее 40 рам грузовиков Ford F-150 в час, а 100% готовых рам роботов требовали обширной ручной доработки сварных швов. Благодаря вашей программе обучения управлению процессом роботизированной сварки и изменениям расходных материалов, результаты роботизированной сварки, полученные нашими сотрудниками, сегодня ошеломляют. Вчера завод, на котором я работаю, приблизился к рекорду в 76 кадров в час. Мы ежедневно достигаем нашей средней цели — одного кадра в минуту.У нас было два недавних аудита сварных швов. Одна проверка сварного шва имела в общей сложности два отказа, а вторая проверка сварного шва была первой 100% проверкой сварного шва в истории линейки Ford F-150. Мы внедрили ваши рекомендации «7-шаговое роботизированное управление сварочным процессом» на пяти наших заводах в США. Большое спасибо, Эм. От благодарного инженера-сварщика. Райан Гуд. Дана Старший специалист по сварке
Одна проверка сварного шва имела в общей сложности два отказа, а вторая проверка сварного шва была первой 100% проверкой сварного шва в истории линейки Ford F-150. Мы внедрили ваши рекомендации «7-шаговое роботизированное управление сварочным процессом» на пяти наших заводах в США. Большое спасибо, Эм. От благодарного инженера-сварщика. Райан Гуд. Дана Старший специалист по сварке
Примечание. Поставщик первого уровня DANA является мировым лидером в поставках рам и продуктов трансмиссии, мостов, приводных валов и трансмиссий.В DANA работает около 22 500 человек в 26 странах, а в 2010 году объем продаж составил 6,1 миллиарда долларов.
Примечание. Управление процессом MIG с моим роботом доступно в разделе «Обучение процессу».
ВОПРОС ПО СВАРке РОБОТА. Любой, кто программирует робота, должен знать ответ на этот вопрос. Когда вы увеличиваете скорость движения сварочного шва робота без регулировки скорости подачи проволоки, вы увеличиваете или уменьшаете напряжение.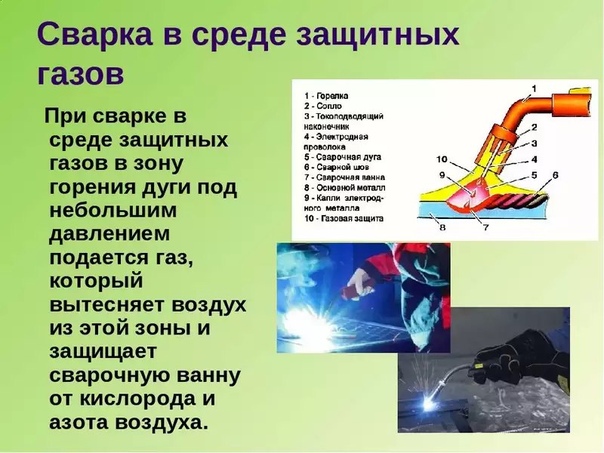 Объяснить, почему.
Объяснить, почему.
Изд.задний. Обучение более 250 судовых сварщиков на судостроительной верфи Aker Kaverner Обучение управлению процессом порошковой сварки. Расположение Филадельфийская военно-морская верфь.
В бюджете компании Aker было меньше миллиона долларов на ремонт сварных швов для каждого корабля. Когда меня взяли на работу в качестве начальника отдела сварочных работ Yard Weld Mgr. они тратили более 10 миллионов долларов на каждую партию на ремонт сварных швов с флюсовой сердцевиной. Я использовал свой тренинг по контролю процесса порошкового напыления, формат обучения, который ранее никогда не применялся ни на одной мировой судостроительной верфи. После трех месяцев оценки дворовым отделом качества.Моя двухдневная программа обучения снизила затраты на ремонт сварных швов с флюсовой сердцевиной за три месяца более чем на 60%, что дало прибл. экономия 6 миллионов долларов на судно.
АВТО — АВТО — АВТОМОБИЛЬНЫЕ ЗАВОДЫ И СУДОСТРОЕНИЯ ИМЕЮТ ЧТО ОБЩЕЕ.
В этих двух отраслях сварка, безусловно, имеет высокий приоритет, однако в обеих отраслях, как правило, на протяжении десятилетий были нанятые менеджеры и инженеры, которым не хватало навыков, необходимых для владения процессом сварки фронт-офисом. Если у фронт-офиса нет такого опыта, вы знаете, что их сварщики будут экспериментировать с данными сварки MIG вручную или с роботом.
СПАСИБО, БОГ, ПОСТАВЩИКИ АВТО И ГРУЗОВИКИ НЕ ТРЕБУЮТ NDT ДЛЯ ОЦЕНКИ КАЧЕСТВА ВНУТРЕННЕЙ СВАРКИ. ЕСЛИ ОНИ ДАЛИ, ОНИ НЕМЕДЛЕННО ВЫКЛЮЧАЛИСЯ.
ПРИМ. 10% СВАРНЫХ ШВОВ НА БОЛЬШИНСТВЕ СУДОВ ТРЕБУЮТСЯ NDT, ЧТОБЫ ПРОВЕРИТЬ КАЧЕСТВО ВНУТРЕННЕЙ СВАРКИ. И ВСЕГДА ОЧЕНЬ ДЕНЬГИ ДЛЯ ДВОРОВ, КОГДА НЕОБХОДИМО УЗИРОВАНИЕ ИЛИ РЕНТГЕНОВСКОЕ ОБОРУДОВАНИЕ.
В различных отраслях промышленности, в которых качество сварных швов играет ключевую роль, доработка сварных швов, а также дорогостоящие доработки и бракованные сварные швы на протяжении десятилетий были нормой для обоих процессов MAG — Flux Cored.
ПОДХОД В ОБЕИХ РАСХОДАХ НА СВАРКУ MAG / FCA: В сотнях сварочных цехов по всему миру я посетил в качестве корпоративного специалиста Linde — AGA — Airgas — Carbonic Weld Training Mgr. Меня попросили решить более тысячи проблем клиентов по сварке. Я никогда не заходил в сварочную мастерскую в США или Канаде, где имелось бы представление об их реальных «затратах на сварку MIG / FCA». Обычно стоимость сварных швов в сварочном цехе фокусируется на цене их смесей сварочного газа или сварочной проволоки.
ВОПРОС СТОИМОСТИ СВАРКИ. Наиболее распространенным сварным швом в этом сварочном цехе является горизонтальный угловой шов 1/4 (6 мм). Сварочный цех имеет источник питания на 350 ампер. Для сварных швов используется проволока 0,045, 70s-3. Газ — аргон — 20% СО2. Среднее время включения сварочной дуги каждый час составляет 30 минут. Сколько сварного шва они наплавляют каждый час. Если на выяснение уходит больше двух минут, значит, не хватает опыта для контроля затрат на сварку.
ЧТОБЫ ПОНЯТЬ ПОТЕНЦИАЛ ОТЛОЖЕНИЯ, ВЫ ДОЛЖНЫ ПОНИМАТЬ ПРОЦЕСС.В сварочных цехах редко можно увидеть стабильно достижимую максимальную скорость наплавки с использованием какой-либо MIG или порошковой проволоки. Скорость наплавки и время дуги увеличивают затраты на сварку. Если вы удивлены отсутствием опыта в области контроля затрат на сварку, в следующий раз, когда вы войдете в главный офис сварочного цеха, я бы попросил вас попытаться найти кого-то, кто действительно понимает их ежедневные затраты на сварку MIG или порошковой сваркой, кого-то, кто сможет ответить этот вопрос.
ПРОСТОЙ ВОПРОС ПО СВАРОЧНОМУ ГАЗУ. Ваш сварочный цех использует аргон с 20% CO2 для сварки MIG и переключается на аргон с 10% CO2.Итак, вы говорите сварщикам, что они должны делать что и почему?
ДЕСЯТИЛЕТИЯ ВОПРОСОВ СВАРОЧНОГО ПРОЦЕССА СОЗДАЛИ ВСТРЕЧАЮЩИЙСЯ ПРОЦЕСС СВАРКИ, ЗАНИМАЛИ КУЛЬТУРУ МАГАЗИНОВ.
Я надеялся, что за те 60 лет, что я работаю в этой отрасли, однажды я увижу признаки эволюции сварочного цеха. Вместо этого я ежегодно наблюдаю увеличивающуюся путаницу в сварочном процессе. Увеличение бесполезных электронных наворотов источника питания MIG. Увеличение количества ложных заявлений GMA — FCA и Metal Cored.Наряду с обычным BS около трех частей газовых смесей MAG.
Вместо этого я ежегодно наблюдаю увеличивающуюся путаницу в сварочном процессе. Увеличение бесполезных электронных наворотов источника питания MIG. Увеличение количества ложных заявлений GMA — FCA и Metal Cored.Наряду с обычным BS около трех частей газовых смесей MAG.
Зачем менять то, как мы всегда это делали, и не могли бы вы дать мне время поиграть с элементами управления сваркой. Эти двое можно было бы переложить на музыку, и они стали бы частью глобального национального гимна сварочного цеха.
РОБОТНАЯ СВАРКА ВОПРОС: На этом автомобильном заводе средний размер углеродного сварного шва на свариваемых деталях аналогичен угловому шву 3/6 (5 мм). Скорость подачи проволоки 0,045 составляет 350 дюймов / мин. Используется смесь аргон — 10% CO2.Стоимость сварочных работ робота составляет 30 долларов в час. Сварочная проволока стоит 1 фунт, а газ — 60 долларов за цилиндр. Менее чем за 5 минут лицо, принимающее решение о сварке, должно быть в состоянии предоставить стоимость фута или метра каждого сваренного шва и знать, сколько газа и проволоки использовать для проекта.
Поскольку в этом участвуют НАСА и аэрокосмические компании, не всегда следует ожидать высокотехнологичного подхода к производимым сварным швам.
Однажды космический корабль Орион приземлится на Марсе.В течение короткого периода времени по контракту с United Technologies я участвовал в утверждении некоторых проектов сварных соединений, выполненных с помощью лазера и GTA, для Orion.
Я никогда не переставал удивлять меня, когда я заключал контракт с United Technologies Corp., одной из ведущих мировых аэрокосмических компаний, тем, что, общаясь с некоторыми из самых талантливых инженеров мира, как мало интересовались темы сварки и как мало инженеры знали о процессах сварки, которые они просили использовать для создания сварных швов, которые будут удерживать вместе космический корабль НАСА Орион во время его полетов на Луну и Марс.Находясь в UT, у меня также была возможность ознакомиться с процедурами сварки NASA и Boeing, используемыми в аэрокосмической промышленности, и чтение процедур было похоже на возвращение в 20-й век. Я не могу говорить об освоении космоса, не упомянув SpaceX, и это фиаско с ракетной сваркой.
Я не могу говорить об освоении космоса, не упомянув SpaceX, и это фиаско с ракетной сваркой.
Элон Маск, хотя BRILLIANT БЫЛ ТАКЖЕ СООТВЕТСТВУЮЩИМ В ЕГО НЕДОСТАТОЧНОМ ИНЖЕНЕРНОМ ПОДХОДЕ К ШВАМ, ПРОИЗВЕДЕННЫМ НА ОБЕИХ АВТОМОБИЛЬНЫХ ЗАВОДАХ И НА СВОЕМ ОБЪЕКТАХ SPACEX Управление простыми сварочными швами роботов было хорошо задокументировано в Google.Также хорошо задокументировано, что до 2020 года, когда Маск нанял инженеров для создания своих ракет SpaceX из нержавеющей стали, они выбрали неподходящий процесс сварки и столкнулись с проблемами при обеспечении стабильно оптимального качества сварки.
Инженеры Илона не обладали способностями, необходимыми для сварки ракет из нержавеющей стали и других устройств, которые должны были пройти необходимые испытания НАСА на разрушающие сварные швы.
В 2019 году SPACEX боролась с качеством ракетной сварки нержавеющей стали, и дела шли плохо с точки зрения достижения доверия НАСА и дальнейшего финансирования НАСА. Кто-то в SpaceX, наконец, проснулся и решил, что для постоянного прохождения необходимых испытаний сварных швов SPACEX должен использовать полуавтоматический процесс GTA (TIP TIG). Помните, TIP TIG — это процесс, который я представил инженерам SpaceX в 2009 году.
Кто-то в SpaceX, наконец, проснулся и решил, что для постоянного прохождения необходимых испытаний сварных швов SPACEX должен использовать полуавтоматический процесс GTA (TIP TIG). Помните, TIP TIG — это процесс, который я представил инженерам SpaceX в 2009 году.
Когда в начале 2020 года репортер спросил Маска, что он изменил для достижения качества ракеты, это наконец дало НАСА уверенность в необходимости полагаться на SpaceX , — сказал он, «мы изменили процесс сварки на TIP TIG».
2019.КАКОЕ СООБЩЕНИЕ ОТПРАВЛЯЕТ, КОГДА ВЫСОКООБРАЗОВАННЫЕ И КВАЛИФИЦИРОВАННЫЕ МЕНЕДЖЕРЫ И ИНЖЕНЕРЫ SPACEX провели ДЕСЯТИЛЕТИЕ, ЧТОБЫ УЗНАТЬ, ЧТО РЕШЕНИЕМ ДЛЯ СТОИМОСТИ СТОИМОСТИ СВАРКИ ЯВЛЯЕТСЯ ПОЛУАВТОМАТИЧЕСКИЙ ПРОЦЕСС GTA, КОТОРЫЙ Я ПОКАЗАЛ 9000 В 200913 9000 Я мог бы добавить, что если бы мой партнер Том и я не рисковали капиталом в наших домах и месяцами оставались без заработной платы, чтобы начать рискованный бизнес по доставке TIP TIG в США (австрийский изобретатель TIP TIG ранее потерпел неудачу в этом задача). СООБЩЕНИЕ ВСЕМ МЕНЕДЖЕРАМ, ИНЖЕНЕРАМ И НАБЛЮДАТЕЛЯМ СВАРКИ.Тем из вас, у кого есть опыт работы с полуавтоматическими процессами GMA — FCA, не должно потребоваться более 30 минут, чтобы понять преимущества перехода от ручного процесса GTA к полуавтоматическому процессу GTA, особенно если у вас есть на этом месте и на моем сайте tiptigwelding.com вы найдете все необходимые доказательства процесса для принятия логичных решений о качестве / производительности сварки. Одна вещь, которую Илон, должно быть, усвоил на собственном горьком опыте как в Tesla, так и в SpaceX, заключается в том, что трудности в высокотехнологичных отраслях обычно связаны не с дизайном или наукой о приложениях, а с производителем.возможность. Любой, кто имеет опыт управления процессом сварки, быстро распознает преимущества уникальной функции повышения производительности, связанной с качеством сварки, для качества кода и сплавов. К сожалению, это опыт, которого SpaceX не хватало более десяти лет. . 2021. SpaceX в конце концов проснулась, и теперь у SpaceX прибл. 70 аппаратов TIP TIG, которые позволяют им неизменно добиваться желаемого качества сварки. Это процесс, а не сварка, который позволяет SpaceX продолжить поиски ракет, которые однажды доставят несчастных людей на Луну и Марс. ЗА ШЕСТЬ ДЕСЯТИЛЕТИЙ Я ПРОДАЖА В СВАРОЧНОЙ ПРОМЫШЛЕННОСТИ, Я СВИДЕТЕЛЬствовал ПОЛНЫЙ ОТКАЗ В ПРОГРАММАХ ОБРАЗОВАНИЯ СВАРКИ ГЛОБАЛЬНЫХ КОЛЛЕДЖЕЙ И УНИВЕРСИТЕТОВ. Что касается курсов по сварке, то большинство общественных колледжей и профессиональных училищ застряли в 1960-х годах. Что касается обучения инженеров, то большинство глобальных университетов и колледжей, предлагающих программы обучения сварщикам, в течение шести десятилетий нанимали профессоров и преподавателей, которым не хватало «опыта в области управления процессом дуговой сварки». Я предоставил технологические решения для сварки прибл. 1000 компаний в 13 странах мира. Читатель должен знать, что отсутствие опыта в области управления сварочным процессом было причиной того, что менеджеры и инженеры пригласили меня во все эти компании. Что меня больше всего беспокоит в невежестве и апатии в процессе проектирования сварных швов, которые часто встречаются в аэрокосмической, оборонной, нефтяной и энергетической компаниях, так это то, что эти компании могут нанимать самых ярких инженеров из таких институтов, как MIT, OSU. и LeTourneau, но нанятые инженеры часто, кажется, не знают, что им нужно знать, чтобы контролировать обычные дуговые сварные швы с помощью простого оборудования, которое обычно имеет два основных элемента управления сваркой. КАКОВА ЛОГИКА ИСПОЛЬЗОВАНИЯ ПЕРСОНАЛА ИНСПЕКЦИИ СВАРОЧНОЙ СВАРКИ, КОТОРЫЙ НЕТ ЭКСПЕРТИЗЫ КОНТРОЛЯ СВАРОЧНОГО ПРОЦЕССА? В дополнение к вышеупомянутым проблемам, в последние несколько лет мы видим, что сварочная промышленность, которой часто не хватает опыта в области управления сварочными процессами, обращается к AWS. Персонал CWI присматривает за сварщиком.И это по иронии судьбы, поскольку большинство инспекторов по сварке, которые ежедневно критикуют сварные швы, не имеют возможности предоставить информацию о процессе сварки, которая могла бы предотвратить дефекты сварного шва. Для тех, кто готов оспорить эту точку зрения, попробуйте вопросы по процессу на этой странице. Если вы заинтересованы в полуавтоматическом процессе GTA, TIP TIG и хотите сравнить его с другими процессами дуговой сварки, я потратил 2000 часов на разработку технического веб-сайта, «не влияющего на продажи», что мало кого беспокоит посещать. ДЛЯ ТЕХ, ЧТО НУЖДАЕТСЯ МОЯ ПРОГРАММА ОБУЧЕНИЯ ПО КОНТРОЛЮ ПРОЦЕССА TIP TIG, ПОСЕТИТЕ «ОБУЧЕНИЕ ПРОЦЕССУ» НА ЭТОМ САЙТЕ.ЕСЛИ ВЫ ХОТИТЕ ПОСЕТИТЬ ДАННЫЕ TIG НА МОЙ ДРУГОЙ САЙТ, tiptigwelding.com От деления до термоядерной промышленности, от аэрокосмической до оборонной, нефтяной промышленности, мы надеемся, что этот сайт демонстрирует важность контроля процесса сварки и важность осведомленности о сварочном процессе / применении. Я горд за часть группы инженеров Commonwealth Fusion Systems, которая создает SPARC. Я привел инженеров CFS к решениям, необходимым для сварных швов Nitronic 50 и 316 LMn с учетом криогенных, радиационных, магнитных свойств и деформаций.SPARC строится в 2022 году, и этот прототип термоядерной установки через несколько лет приведет к появлению множества реакторов CFS, называемых ARC. 2022. Строительство и ремонт атомной электростанции, и эта отрасль промышленности 65 лет отношения с процессом сварки GTA. Два ядерных реактора Vogtle, блоки 3–4, расположенные в Джорджии, США, могут стоить около 30 миллиардов долларов после завершения. Для будущей индустрии Fusion в США, возможно, мое самое большое достижение в сварке с течением времени, возможно, в отрасли сварки, в которой на протяжении десятилетий нормой была фраза «Зачем менять то, как мы всегда это делали», Фактически, я оказал влияние на то, чтобы проложить путь в этой новой отрасли к прогрессивным изменениям в процессе сварки, которые будут иметь огромное влияние на количество требуемых сварщиков, требуемые сварочные навыки и, конечно же, на качество и стоимость сварных швов проектов. Работая с командой инженеров CFS, я увидел будущее энергетики и не сомневаюсь в молодых США. MA. Команда CFS может быть первой в мире, кто проложит путь к экологически чистой и экономичной энергии. Будет построено много заводов по плавлению, чтобы способствовать сокращению выбросов углерода, и поставщики материалов для отрасли плавления должны будут подойти к пластине и предложить другой подход к желаемым сварным швам. В 2008 году, благодаря австрийскому изобретателю Плашу, процесс GTA-сварки сталей и сварных швов легированных сталей, наконец, превратился в полуавтоматический процесс GTA, получивший название TIP TIG. Мой деловой партнер Том и я представили TIP TIG в 2009 году в США, Канаде и Австралии. В 2020 году он прошел испытание на сварку взрывом, которое подтвердило его пригодность для сварки частей корпуса. Поскольку он прост в использовании и в конечном итоге утроит производство GTA, мы надеемся, что военно-морские силы США, Великобритании и Австралии проснутся и оценят стоимость сварных швов и преимущества качества. ПРОИЗВОДСТВО ВЫСОКОЙ ЭНЕРГИИ СВАРКИ С САМОЙ НИЗКОЙ ПОДАЧЕЙ ТЕПЛА СВАРКИ УНИКАЛЬНО ДЛЯ ПОЛУАВТОМАТИЧЕСКОГО ПРОЦЕССА НАКОНЕЧНИКА НАКОНЕЧНИКОВ GTA, РУЧНОЙ ВИГ-ТИГ. Вам не нужно быть инженером по сварке, чтобы знать, что каждый сплав приобретает свои свойства в результате термообработки, и сварка каждого стандартного качества становится более возможной, когда используемый процесс сварки обеспечивает максимально возможное качество сварки. Вам не нужно, чтобы какой-либо инженер понимал, что простой в использовании процесс дуговой сварки во всех положениях, который обеспечивает уникальную комбинацию обеспечения максимальной энергии сварного шва и минимально возможного тепловложения сварочного шва, — это процесс, который следует исследовать специально для легированные стали и сварные швы всех норм качества. Сварочный металл TIP TIG с высокой энергией в инертной атмосфере обеспечивает бездефектную сварку. [1] TIP TIG обеспечивает максимально возможную энергию ручной дуговой сварки и текучесть сварного шва, что сводит к минимуму возможность отсутствия плавления. [2] TIP TIG обеспечивает минимально возможное тепловложение сварных деталей. Подумайте о сниженных напряжениях и деформациях, а также о наименьшей ЗТВ и превосходных механических, металлургических и коррозионных преимуществах В отличие от очень низкого уровня наплавки при использовании процесса GTA вручную, TIP TIG увеличивает скорость наплавки GTA на 200–250%. В 2009 году Я СВАРИЛ БОЛЬШИЕ ТИТАНОВЫЕ СОСУДЫ МАРКА 2 С НАКОНЕЧНИКОМ TIG, БЕЗ ИСПОЛЬЗОВАНИЯ ГАЗОВОГО ПРОКАТНОГО ЩИТКА. Это был первый случай в истории дуговой сварки на большом титановом корпусе диаметром тридцать футов, который был полностью сварен без использования защитного экрана от газа.Тем не менее, в 2021 году в Северной Америке большинство тех, кто будет сваривать титан, не осведомлены о преимуществах полуавтоматической GTA для титана. Для тех из вас, кто не спит, посетите мой сайт tiptipwelding.com, чтобы увидеть видео о титане и все другие преимущества сплава. Благодаря десятилетнему процессу TIP TIG кому-то нужно разбудить военно-морской флот, армию и авиацию, а также всех тех, кто спит в энергетической, нефтяной и аэрокосмической отраслях, чтобы объяснить, что если вы можете сваривать титан без защитного экрана, подумайте о том, что этот атрибут с низким тепловложением сварного шва будет иметь значение для любой высокопрочной стали, всех или всех сталей в их организации или альт-версии только для этого одного атрибута процесса. ИСКАЖЕНИЕ — ИСКАЖЕНИЕ — ИСКАЖЕНИЕ .. Вы можете попробовать дублировать мою нетронутую сварку TIP TIG с помощью GTA или импульсной GMA, но вы зря потратите время. КАК ВЫ ДУМАЕТЕ, ЧТО ЗАИНТЕРЕСОВАННАЯ СВАРНАЯ ПРОМЫШЛЕННОСТЬ СЕВЕРНОЙ АМЕРИКИ В ПРОЦЕССЕ СВАРКИ, КОТОРОЕ НЕ ЗАНИМАЕТСЯ ДИСТРИБЬЮТОР СВАРКИ США? Я думал, что лучший подход к продаже TIP TG в североамериканской промышленности, где доминируют дистрибьюторы Lincoln Hobart и Miller, — это делать то, что я делал на протяжении десятилетий. Вместо того, чтобы проводить образовательные семинары по контролю сварочного процесса, я начал с презентации семинаров и рабочих групп TIP TIG. Моя первая мастерская в США в 2009 году, помимо американцев, состояла из участников из Китая, Австралии, Канады и Бразилии. CNOOC Наложение внутреннего диаметра подводной трубы с помощью Inconel, затем сварка концов трубы за считанные минуты и отсутствие дефектов, которые можно было бы выявить с помощью рентгеновских лучей. Спустя 12 лет после того, как я представил процесс TIP TIG компании CNOOC в Phily. Workshop, Китай в секторах нефти, природного газа и энергетики сейчас является мировым лидером в использовании полуавтоматического процесса GTA TIP TIG. Благодаря китайской компании CNOOC, заказавшей у нас оборудование, у нас с Томом теперь были средства, необходимые для установки TP TIG USA в США. От трубы или пластины, от корня до заполнения, TIP TIG — это самый простой способ использования в любом положении сварки. Не требуется сварочного дыма, брызг или очистки сварного шва. Те же две настройки сварки можно использовать для большинства сварных швов труб и пластин.Процессы GTAW — импульсной сварки MIG и сварки порошковой проволокой в среде защитного газа просто не могут конкурировать, когда требуются сварные швы стандартного качества. ДЛЯ ТЕХ, КОТОРЫЕ ХОТЯТ ФАКТЫ О ПРОЦЕССЕ В ОТРАСЛИ, В КОТОРОЙ Мифы о процессах гораздо более многочисленны. Я считаю, что создал самый информативный веб-сайт в мире по процессу TIP TIG. На этот сайт не влияют обычные продажи фекалий крупного рогатого скота. Сайт — tiptigwelding.com. ДУМАЙТЕ О САМЫХ ШИРОКИХ ИСПОЛЬЗУЕМЫХ В МИРЕ ПРОЦЕССАХ ДУГОВОЙ СВАРКИ. Причины успеха GMA и газозащитной флюсовой порошковой проволоки в том, что они являются «полуавтоматическими», простыми в использовании процессами дуговой сварки, которые обеспечивают приличную скорость наплавки. Итак, когда кто-то приходит и превращает процесс GTA в «полуавтоматический» простой в использовании процесс TIP TIG, который обеспечивает на 200-300% больше сварного шва, чем GTA, какова будет реакция отрасли сварки? ПРОСТОЙ ПОЛУАВТОМАТИЧЕСКИЙ ВОПРОС GTA. Почему вы считаете, что в отличие от любого другого процесса дуговой сварки, TIP TIG обеспечивает минимально возможное значение джоулей сварного шва и увеличение наплавки GTA на двести-триста процентов? Ниже приведены реальные преимущества сварки TIP TIG, достигнутые при сварке стандартного качества. К сожалению, в 2021 году в Северной Америке оборонная, аэрокосмическая и энергетическая промышленность, а также исследовательские центры и университеты, такие как Ле-Турно, штат Огайо, и Массачусетский технологический институт, которые должны стать лидерами в эволюции дуговой сварки, НЕУДАЧНО ОТКАЗАЛСЯ. ЕСЛИ ВЫ ХОТИТЕ ДОКАЗАТЕЛЬСТВА 2021 GMA — FCA WELD PROCESS И ОТСУТСТВИЕ УПРАВЛЕНИЯ И НАИЛУЧШИХ ПРАКТИКОВ СВАРКИ, ВЫ НАЙДЕТЕ ЕГО НА ЛЮБОЙ ВМФ Северной Америки. Любой персонал, занимающийся проектами ВМФ, вероятно, будет знать, что высшее руководство ВМФ отчаянно хочет контролировать качество своих сварных швов, переделки и затраты на сварку на всех верфях, которые строят или обслуживают их корабли и подводные лодки. К сожалению, КОГДА ПРЕДЛАГАЕТСЯ ПРОГРЕССИВНОЕ ИЗМЕНЕНИЕ REF.СВАРКА, СТАРШИЕ СОТРУДНИКИ МОРСКОЙ ТЕХНИКИ ВСЕГДА ПЕРВЫЕ ПРОТИВИГАЮТ ИЗМЕНЕНИЯМ В СВАРОЧНОЙ ТЕХНИКЕ. Судостроительные верфи, как правило, ежегодно расходуют сверх бюджета миллионы долларов, что чаще всего является результатом плохого качества сварного шва с флюсовой сердцевиной, а также достигнутой низкой ежедневной производительности сварки. Реальность сварочных швов на этих верфях такова, что руководству и инженерам верфи на протяжении десятилетий просто не хватало опыта в области управления сварочным процессом, который позволил бы им иметь возможность владеть процессом сварки. ПРОЦЕСС FLUX CORED.Если сварочный цех сваривает в основном углеродистые стали в положении плоского и горизонтального шва, а стали имеют толщину 3/8 и более, почему обычно используемая проволока E71T-1 — плохой выбор? Для тех из вас, кто хочет контролировать сварные швы с порошковой сердцевиной в среде защитного газа и добиться минимального количества доработок сварного шва при неизменно максимальной производительности сварки, вы получите это с помощью средств управления технологическим процессом. Ресурс самообучения FCA находится в моем разделе производственного обучения. В высококонкурентной глобальной сварочной отрасли, где компании могут покупать сварные детали из Китая, Южной Кореи или Восточной Европы, если компании в США не развиваются, и они продолжают прислушиваться к торговым представителям, продолжают путь недостатка владеть процессом сварки и противостоять прогрессивному процессу сварки, который может создать реальный мир, улучшить качество сварки, производительность и затраты, они также могут закрыть двери сварочного цеха . Сварка GMA Вопрос. Сварка углеродистой стали толщиной 6–7 мм в плоских положениях проволокой 0,045, аргоном 20 — CO2 и источником питания на 350 ампер, какова будет средняя скорость наплавки GMA при продолжительности дуги 30 минут. ВОПРОС, КОТОРЫЙ БУДЕТ РАЗДРАЖИВАТЬ МНОГИЕ. Растущая армия персонала AWS CWI, инспектирующего сварные швы, заслужила бы большего уважения, если бы, прежде чем высказать свое мнение о сварных швах, которые они просматривают, им потребуется несколько часов, чтобы понять простые два управляющих процесса сварки GMA — FCA, которые они ежедневно критикуют. ? ПРИМ. ТОЛЬКО 20 ЧАСОВ ДЛЯ ИЗУЧЕНИЯ GMA — FCA — TIP TIG — ADAVANCED TIG или ROBOT GMA ARC WELD УПРАВЛЯЮТ РЕСУРСАМИ, ДОСТУПНЫМИ НА ЭТОМ САЙТЕ. Перед покупкой следующего источника питания MIG спросите себя, зачем вам нужны электронные звонки. ГАЗОЗАЩИТЫЙ ВОПРОС. Слишком часто, когда на предприятии возникают проблемы с ручной сваркой или сваркой с помощью роботов, менеджеры предприятия или инженеры. затем можно обратиться к более дорогостоящим сварочным швам, таким как использование большего количества ручных сварочных аппаратов GTA — MIG или FCA.Возможно, они попросят своего торгового представителя принести новейшие электронные чудо-источники питания Lincoln, Miller или Panasonic. Или для линии роботов, поскольку роботы не реализуют свой обещанный потенциал, решением будет покупка дополнительных роботов. Или, возможно, как это часто бывает с автомобильной промышленностью Северной Америки, они передадут на аутсорсинг неисправные сварные детали южному штату или Мексике, где затраты на доработку сварных швов редко бывают значимыми. Печальная реальность сварных швов для лиц, принимающих решения в глобальном масштабе, которым трудно постоянно добиваться полного ручного или роботизированного сварочного шва GMA и потенциала производительности наиболее распространенных в мире процессов дуговой сварки, так это в течение прибл.За шесть десятилетий производство ручных сварных швов среднего качества и производительности GMA и создание ненужных дорогостоящих доработок стали ЕЖЕДНЕВНОЙ НОРМОЙ. А менеджеры, управляющие заводами с роботами GMA, просто не знают о роботах GMA для управления процессами, которые доступны на этом объекте более 20 лет. (раздел технологического обучения). КАК МЕНЕДЖЕРЫ ПРЕДОСТАВЛЯЮТ РЕШЕНИЯ И СВОИ ВОПРОСЫ СВАРОЧНОГО МАГАЗИНА, ЕСЛИ ОНИ НЕ УЗНАВАЮТ КОРНЕЧНУЮ ПРИЧИНУ СВОИХ ПРОБЛЕМ СО СВАРКОЙ? БОЛЬШИНСТВО МЕНЕДЖЕРОВ НЕ ЗНАЮТ, ЧТО «НАВЫКИ СВАРОЧНИКА» ВСЕГДА БЫЛИ ВТОРИЧНЫМ ТРЕБОВАНИЕМ ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ.ПЕРВЫЙ И БЫВШИЙ — ЭКСПЕРТИЗА ПО УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ: В должностных инструкциях редко можно встретить «должен иметь обширный опыт управления процессом сварки», и это определенно не то, что SpaceX или НАСА запросят при найме инженера по сварке. При общем недостатке знаний руководителей и инженеров об опыте управления процессами, логично, что эти знания будут редко требоваться в любой инструкции по сварке, а управление процессом никогда не будет частью производственного процесса.завод обсуждения. Насколько мне известно, сварочная промышленность — единственная техническая отрасль, которая полагается на неопытных продавцов или представителей оборудования, которые консультируют по процессу сварки по вопросам сварки в цехе. Торговый представитель, как правило, будет человеком, который, вероятно, никогда не имел сварочного цеха.Эта чушь творится десятилетиями. Проблемы, как правило, связаны с сварочным оборудованием, в котором есть два элемента управления сваркой, которые не менялись с 1960-х годов. Как корпоративное обучение или менеджер по сварочным продуктам в Linde, Airgas, AGA и Carbonic, я обучил более 4000 продаж сварочных швов. представителей, и я выяснил, какое обучение они получали, возможно, 5 из 100 были достойны пройти через дверь сварочного цеха и дать совет по сварке, Одна область, которая всегда выявляет отсутствие контроля за процессом сварки MIG и Преобладающий передовой опыт в области сварочных работ можно найти в роботизированных ячейках на большинстве мировых автомобильных и грузовых заводов.Взгляд на многие программы для подвесных сварных швов выявит часто плохие, постоянно меняющиеся данные программы сварки для простых сварных швов, для которых требуется не более двух настроек сварки. В ABB МЕНЯ ТИПИЧНЫМ БЫЛО УСТАНОВИТЬ ОДНУ ИЛИ ДВА ОПТИМАЛЬНЫХ НАСТРОЙКИ ДЛЯ СВАРКИ РОБОТОВ GMA ДЛЯ ЛЮБОГО ПРИЛОЖЕНИЯ GM — FORD ИЛИ CHRYSLER. И КОГДА Я ПОСЕТИЛ ИХ ЗАВОДЫ, Я ОБЫЧНО ВИДИЛ, ЧТО МОИ ДАННЫЕ В НЕКОТОРЫХ СЛУЧАЯХ ИЗМЕНЯЛИСЬ ОБЫЧНО от 10 до 30 РАЗ, и СВАРКИ РОБОТА БЫЛИ БЕСПЛАТНЫМИ. Руководители и инженеры просыпаются.Персонал роботов, «играющий» с данными контроля сварки в ячейке робота, не является признаком просвещенных инженеров и производителей. руководства, это показатель того, что руководство и инженеры компании просто не осведомлены об опыте управления процессом сварки, который требуется техническим специалистам и инженерам для достижения наилучшего возможного качества и производительности роботизированной сварки. На протяжении десятилетий большинство мировых производителей. и руководители предприятий считали, что эксперименты с контролем сварных швов были нормой.Большинство менеджеров просто не знали, что их инженеры или техники НЕ обучались управлению процессом дуговой сварки в колледжах или университетах, которые предоставили им образование в области сварки. Однако уже более 20 лет этот опыт в форматах самообучения / обучения доступен на этом веб-сайте (процесс обучения). Если менеджеры, инженеры и контролеры на предприятиях автомобильной промышленности , не понимают требований к опыту управления процессом сварки роботом для владения процессом сварки, маловероятно, что их техники-роботы или те, кто вносит изменения в сварные швы, будут обладать этим опытом. Если бы редкий образованный руководитель завода или технический директор настоял на том, чтобы хотя бы один человек на их предприятии обладал навыками контроля сварочного процесса и передовой практикой сварки, необходимыми для управления процессами, и, следовательно, был бы в состоянии оптимизировать свой ежедневный робот или ручное управление Качество или производительность сварки, тот же самый менеджер также был бы достаточно мудр, чтобы гарантировать, что этому человеку была предоставлена ответственность обучать всех тех, кто работает как в главном офисе, так и в сварочном цехе, которые ежедневно принимают решения по сварке.О, хорошо мечтай. Вас не попросят установить роботизированные сварочные швы MIG на самых знаковых автомобилях Америки, если у вас нет репутации за прошлые достижения в области сварки. Лишь некоторые из продуктов Em. работал на [] FORD F150 .. Я был единственным человеком, который устанавливал роботизированные сварные швы, которые не требовали доработки сварных швов, что было удивительно, если вы видели плохие сварные швы роботов. [] ЖУК. Новые автокресла VW Beetle обеспечили наивысший рейтинг при столкновении с малолитражными автомобилями в США.Я установил эти роботизированные сварочные швы MIG в Johnson Controls в Мексике. Джонсон обнаружил, что данные MIG робота VW, установленные VW в Германии, не работают. Мало того, что я добился отсутствия переделок, я увеличил производство роботов на 30%. [] CORVETTE, Некоторые из худших сварных швов, произведенных в автомобильной промышленности в 80–90-х годах, были любимы Америкой. спорткар корвет. Этот автомобиль вручную сваривали порошковой проволокой, и сварные швы были позором. Я рекомендовал инженеру GM, ответственному за проект, использовать MAG.Я обучил сотрудников GM переходу на MAG. После этого я порекомендовал GM перейти к роботам. Они сделали, и я установил сварочные швы робота Corvette MAG. ХАРЛИ. Эта независимая управляющая компания совершенно не понимает требований или ценности владения процессом сварки фронт-офисом. Поэтому неудивительно, что эта компания медленно перешла на роботизированную сварку MIG. Большинство сварных швов рамы велосипеда выполнялось вручную на производственных линиях MIG, которые напомнили мне производственную линию на первом заводе Генри Форда.Когда Харлей разработал FATBOY, он быстро стал бестселлером. Я установил начальные роботизированные сварные швы для этого продукта, когда был менеджером по сварке. в ABB Robots. ДЖЕНИ. Кто не видел эти продукты на стройплощадках или на заводах, и для чего им нужны бездефектные роботы и ручное качество сварки. Я установил их роботизированные сварочные швы и предоставил учебные программы по управлению технологическим процессом. CATERPILLAR. К кому еще эта компания обратилась бы, кроме ABB и меня, когда они хотели, чтобы робот MIG стал самым большим в мире трюком. Имейте в виду, что я потратил десятилетия на то, чтобы сконцентрировать и упростить свои учебные ресурсы по ручному и роботизированному управлению сварочным процессом MIG, чтобы их мог представить любой, независимо от их опыта в области сварки. Кстати, тем из вас, кто хочет постепенно менять сварные швы на своих предприятиях, я бы посоветовал вам начать с «Описание работы». Включите слова: «Должны быть необходимые ручные или роботизированные средства управления процессом сварки и наилучшая сварка. Практическая экспертиза ». ЭТО БУДЕТ ШОКОВАТЬ МНОГО. «СВАРОЧНАЯ КОМАНДА» НА ЛЮБОМ ПРОИЗВОДСТВЕННОМ ОБЪЕКТЕ ЯВЛЯЕТСЯ ПРИЗНАКОМ «НЕОПЫТНОГО УПРАВЛЕНИЯ СВАРКОЙ». КОМАНДА СВАРОК: Еще одна уникальная черта плохой практики сварочных цехов во всем мире заключается в том, что когда менеджеры, руководители или инженеры не имеют контроля над процессом сварки и не имеют опыта передовой практики, они часто создают команду сварщиков, команду, которая, по иронии судьбы, также будет испытывать недостаток в такой же опыт. Обычный менеджер в ответ на бесконечные проблемы со сваркой ежедневно принимает кислотно-восстанавливающий раствор TUM, чтобы контролировать изжогу, а затем созывает собрание КОМАНДЫ СВАРКИ.Слишком часто единственное, чего часто добиваются сварочные бригады, — это потребление большого количества кофе и пончиков, потраченные впустую человеко-часы и еще большая путаница в процессе сварки, добавленная к установке. Мои простые в освоении ручные и роботизированные средства управления процессом сварки и передовые практики самообучения или программ обучения обычно требуют всего 15–20 часов для изучения. Если бы это обучение было предоставлено всему персоналу компании, который ежедневно влияет на решения о сварке, реальность такова, что ни одному заводу или сварочному предприятию не потребовалась бы «бригада сварщиков», и причина была бы в том, что все лица, принимающие решения по сварке, прошли бы обучение с управление процессом сварки — требования передовой практики, которые позволяют им единообразно проходить один путь, необходимый для последовательной оптимизации процесса сварки вручную или с помощью роботов.Подумайте, насколько уникальным был бы этот завод, на котором все, кто участвует в принятии решений о сварке, были обучены требованиям к владению процессом сварки. ВЛАДЕНИЕ ПРОЦЕССОМ обеспечивается моей MAG — порошковой сваркой и TIP TIG, ручным и роботизированным управлением процессом сварки и передовой практикой сварки, программами обучения или самообучения. Конечно, электроника в оборудовании MIG открыла интересные возможности режима переноса сварного шва, особенно в случае импульсной сварки MIG и сварки алюминия.Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в импульсном MIG-оборудовании, используемом для сварки сталей и сплавов, на самом деле в основном были бесполезными BELL & WHISTLES. НЕСКОЛЬКО СВАРОЧНЫХ МАГАЗИНОВ ЗНАЮТ ОТРИЦАТЕЛЬНОЕ КАЧЕСТВО СВАРКИ И СТОИМОСТЬ ИМПУЛЬСНОЙ МИГ-СВАРКИ: Любой, кто когда-либо выполнял макросварку стального или нержавеющего углового шва на стали толщиной> 5 мм, будет осведомленные о режиме MIG Spray, который, к сожалению, имеет плохое соотношение энергии сварного шва к массе сварного шва, увидит, что достигнутая сварка сварного шва часто бывает плохой или предельной.Когда этот режим распыления изменяется на импульсный режим, который может обеспечивать такой же потенциал наплавки, как и распыление, но при этом проводит 50% своего времени при низком фоновом токе, тогда не должно быть сюрпризом обнаружение, что этот режим с более низкой энергией будет В отличие от сварки распылением, он не улучшает плавление сварного шва или не снижает пористость сварного шва, но этот импульсный режим MIG подходит для сварных швов, требующих более низкой энергии шва, сварных швов на стали, алюминия и плакированных швов. Я написал книгу по MIG и Pulsed MIG более 20 лет назад.Эта книга называлась «Руководство по MIG для менеджеров и инженеров». В этой книге я посвятил более 100 страниц тому, что не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Кстати, те сварочные мастерские, которые приобрели дорогостоящее оборудование для импульсной сварки MIG для уменьшения брызг при сварке, могли бы потратить 200 долларов на одну из моих программ обучения MIG и избавиться от проблем с разбрызгиванием с помощью так называемой «Экспертизы в области контроля сварочного процесса». В 1970-х и 1980-х годах, используя дешевое оборудование CV MIG, я показывал сварочные цеха, как выполнять сварку MIG короткого замыкания без брызг. В шестидесятые годы я запустил сварочные тракторы для сварки MIG и порошковой проволокой на заводе Massey Ferguson в Манчестере, Англия, а сегодня, в 2020 году, в любом сварочном цехе по всему миру я мог бы взять источник питания CV MIG 1960-х годов или новый 2020 года за 2500 долларов. Источник питания CV MIG и опыт управления сварочным процессом MIG неизменно обеспечивают оптимальное качество сварных швов без брызг на любых деталях из стали и легированной стали от 14 калибра до любой толщины.Таким образом, реальность сварки для одного или двух читателей, которые знают об этом веб-сайте 20-летней давности, заключается в том, что если сварочный цех в основном сваривает алюминиевые детали толщиной менее 6 мм, то покупка импульсного источника питания MIG дает много преимуществ для сварки. Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия за счет использования режима распыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном сталь и сплавы, сварочный цех сэкономит деньги, если просто купит агрегаты CV MIG, которые обычно могут стоить на 100–200% меньше.Подумайте об экономии для сварочного цеха за счет возможности приобрести более дешевое, простое в ремонте и более долговечное оборудование CV, которое имеет два простых элемента управления сваркой, а для случайных сварных швов алюминия предоставляет переносную установку импульсной сварки MIG. Подобные решения по сварке требуют менеджеров и инженеров, способных владеть процессом сварки. Руководители, которые знают, что они могут оптимизировать свои стальные MIG и порошковые сварные швы с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварочному персоналу необходимые средства управления процессом сварки MIG — обучение передовой практике сварки. ПОКУПКА ТРЕХКОМПОНЕНТНЫХ ГАЗОВЫХ СМЕСЕЙ И МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ ТАКЖЕ ЧАСТО ВЛИЯЕТСЯ НА ПРОДАЖУ БЫЧЬЕГО ФЕКАЛЬНОГО ВЕЩЕСТВА: В то время как некоторые металлические порошковые проволоки, содержащие сплавы, могут быть полезны для высокопрочных применений при сварке низкоуглеродистых сталей. Я никогда не видел сварного шва с металлической сердцевиной, который я не мог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей MIG, как ключевой составитель технических условий на защитный газ AWS MIG, я хотел бы проинформировать любой сварочный цех, который за последние четыре десятилетия приобрел трехкомпонентную газовую смесь MIG для сталей и сварных швов легированных сталей, которые в дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше отрицательных характеристик сварного шва, чем преимуществ.Я признаю, однако, что и металлическая порошковая проволока, и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварных швов, чтобы вести газовый бизнес в сварочных цехах, которые не имели возможности владеть процессом сварки MIG. ЕЕ 2020 И КТО-ТО ЗАБЫЛ СКАЗАТЬ СВАРОЧНЫЕ МАГАЗИНЫ, ЧТО В ПОСЛЕДНЕМ ДЕСЯТИЛЕТИИ ПРОЦЕСС GTAW УСТАРЕЛ: И если сварочный цех все еще использует DC семидесятилетней давности. Процесс TIG для сварки деталей, требующих большого количества сварных швов, который менеджер не разочаровался, имея дело с этим сверхмедленным процессом, который требует высочайших навыков сварщика, а также обеспечивает высокий нагрев свариваемых деталей. Примечание. Для тех, кто интересуется хорошо задокументированными проблемами, возникающими с обычными процессами MIG — Pulsed MIG — GTAW-Flux Cored, а также проблемами с их оборудованием и расходными материалами при ручной сварке и сварке роботов, посетите разделы моих программ.В то время как импульсная сварка MIG, TIG на постоянном токе и сварка порошковой проволокой в среде защитного газа с 1960-х гг. Отвечали за выполнение большинства ежедневных дуговых сварных швов мирового качества, в 2019 г. немногие сварочные цеха знают, что уже более десяти лет был альтернативным, превосходным, «ручным, полуавтоматическим и полностью автоматизированным» процессом сварки под названием TIP TIG. СОВЕТ TIP TIG — это процесс, который на первый взгляд может показаться некоторым сварщикам чем-то средним между процессами TIG и MIG.Однако это процесс, при котором требуется сварка стандартного качества, TIP TIG обеспечит лучшие сварочные характеристики, чем TIG — импульсная сварка MIG — сварка с порошковым флюсом в среде защитного газа и сварка TIG горячей проволокой. TIP TIG — это простой в использовании полуавтоматический и полностью автоматизированный процесс дуговой сварки. Когда требуются сварные швы стандартного качества, за счет постоянного обеспечения максимальной энергии сварки в инертной атмосфере (наилучшая сварка с минимальной пористостью) наряду с достижением минимального тепловложения свариваемой детали за счет полярности постоянного тока и увеличения скорости перемещения.В отличие от GTAW — Pulsed MIG — FCAW и Hot Wire TIG, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства детали. 2020. Я прогнозирую, что к 2025 году запатентованный компанией Plasch Austria процесс TIP TIG, который я и мой деловой партнер Том представили в Северной Америке, Китае и Австралии в 2009 году, будет самым широко используемым процессом дуговой сварки в мире, который ассоциируется с большинством сварных швов стандартного качества. Благодаря такому большому количеству преимуществ в области защиты от сварочных, металлургических, механических, коррозионных, а также сварочных дымов, полученных от TIP TIG, преимуществ, изложенных на этой странице, и особенно в моей комплексной программе «TIP TIG», которая предоставляет данные TIP TIG этого нет ни на одном другом глобальном веб-сайте.Для любого сварочного цеха реальность сварного шва такова, что когда требуется максимально возможное качество на всех позициях, корнях или заполнителях, угловых или стыковых деталях, малых или больших деталях, при ручном или автоматическом применении, сварочный цех обнаружит, что TIP TIG будет проще. использовать, (меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG постоянным / переменным током — импульсная сварка MIG — STT MIG — RMD MIG, порошковая сварка, а также процесс сварки горячей проволокой. Примечание: для тех, кто может не согласиться с приведенным выше утверждением TIP TIG, зачем тратить время на споры о предмете, в конце концов, для демонстрации TIP TIG в любом сварочном цехе потребуется менее 60 минут, чтобы доказать TIP TIG качество сварных швов и экономичность превосходят то, что ваша компания производит в настоящее время.Конечно, местный торговый представитель. который имеет степень в области гуманитарных наук или истории и, вероятно, не продает TIP TIG, могут не согласиться, и вместо этого, возможно, они захотят, чтобы вы попробовали их последний электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG. На этом сайте большое внимание уделяется технологическому опыту, которого слишком часто не хватает в глобальных сварочных цехах, а также сравнениям процессов сварки GTAW — Pulsed MIG — FCA и TIP TIG для общих приложений глобального сварочного цеха с высоким качеством кода.Обратите внимание: сравнение процессов сварки будет иметь большее значение, если те, кто заинтересованы в сравнении, имеют средства контроля процесса сварки и опыт передовой практики сварки, которые необходимы для оптимизации обычного процесса дуговой сварки, используемого в их сварочных цехах. Обратите внимание, что в 2020 году будет только один процесс сварки, обеспечивающий вышеуказанное, и это процесс TIP TIG десятилетней давности.https://tiptigwelding.com ПОЖАЛУЙСТА, ЗНАЙТЕ, ЧТО ВСЕ, ЧТО УКАЗАНО НА ЭТОМ САЙТЕ, Я МОГУ ДЕМОНСТРИРОВАТЬ И ДОКАЗАТЬ МЕНЬШЕ ЧАСА В ЛЮБОМ СВАРОЧНОМ МАГАЗИНЕ. УМЕРЕННЫЕ СКОРОСТИ НАПЛАВЛЕНИЯ СВАРКИ И ВЫСОКАЯ ЭНЕРГИЯ СВАРКИ ПОСТОЯННЫМ ТОКОМ ОБЕСПЕЧИВАЮТ НАИЛУЧШУЮ СВАРКУ В ВСЕХ ПОЛОЖЕНИЯХ. Когда в сварочном цехе есть все позиции, простой в использовании процесс, такой как TIP TIG, который обеспечивает умеренную скорость наплавки, которая обеспечивает максимальную энергию и текучесть сварных швов, защищенных инертным газом, для сварочного цеха это позволяет достичь Максимально возможное качество дуговой сварки в любом масштабе.Когда вы объединяете качество сварного шва TIP TIG с DCEN TIP TIG и скоростью сварки для получения минимально возможного тепловложения сварочного шва на свариваемые детали, это обеспечивает сварочный цех, возможность ручной и автоматической сварки для устранения обычно ожидаемых доработка сварного шва для любого применения. А также иметь возможность сваривать любой свариваемый металл, не беспокоясь о металлургических проблемах сварного шва. Сварочные швы TIP TIG, показанные на этой странице и в разделе TIP, не могут дублироваться никакими обычными оптимальными сварочными швами TIG, импульсной MIG или порошковой сваркой. Примечание. Да, с традиционным процессом TIG на постоянном токе weler всегда может обеспечить отличное качество сварки, но с ручной TIG на постоянном токе сварщик не может достичь энергии сварного шва TIP TIG, однородности и непрерывности сварки TIP TIG, которые определяют скорость сварки, скорости наплавки TIP TIG. и снижение затрат на сварку, а с TIP TIG сварочный цех может производить на большинстве деталей> 2 мм минимальный нагрев сварных деталей, который влияет на металлургию и возможности применения. Когда я впервые представил TIP TIG компании N.Примерно в 2009 году в Америке и Австралии я прекрасно понимал, что этот уникальный процесс существенно изменит правила игры для сварочных цехов, и его придется сравнивать с традиционными процессами дуговой сварки, используемыми в сварочных цехах, особенно со сварными швами стандартного качества. При обсуждении сравнения процессов сварки полезно, если те, кто проводит сравнения процессов, сначала имеют средства контроля процесса сварки и опыт передовой практики сварки, которые необходимы для постоянного достижения качества процесса сварки и оптимизации производительности с процессами сварочного цеха, которые они используют ежедневно.(доступно с моими недорогими программами обучения оптимизации процесса сварки), однако суть в том, что не существует оптимальных сварных швов с импульсной сваркой MIG — GTAW и порошковой порошковой защитой в среде защитного газа, которые соответствовали бы показателям качества сварки в верхнем левом углу. а также с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG. Некоторые процессы, описанные в разделе процессов на этом сайте, просто не способны обеспечить стабильно оптимальное качество сварки. Сварочные мастерские будут знать, что при ручной сварке, независимо от навыков сварщика, такие процессы дуговой сварки, как импульсная MIG и порошковая сварка в среде защитного газа, во многих случаях просто не способны обеспечить стабильную бездефектную сварку.Проблемы, присущие процессу сварки, которые влияют на качество сварки, подробно обсуждаются в моем TIP TIG и в разделах программы сварки MIG и порошковой сваркой. Некоторые из вас, которые посетили мои семинары по контролю процесса или приобрели мои обучающие программы по Weldreality, будут знать, что я специализировался на требованиях к контролю процесса сварки и передовой практике сварки в течение почти пяти десятилетий, в течение которых я работал в этой области. промышленность. Ручная, автоматическая или роботизированная сварка, я знаю качество каждого процесса дуговой сварки — производительность и возможности для любых металлов в любых приложениях.Я также хорошо осведомлен о проблемах, связанных со сваркой, которые будут возникать в результате процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за обычных плохих методов сварки, используемых сварщиками. Так что, пожалуйста, имейте это в виду в моем совете по сварке, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на болтовню. Я не продаю сварочную продукцию, и из моих уст вы никогда не услышите о сварочном оборудовании или технологической предвзятости. Однако на протяжении десятилетий я предлагаю то, что в целом отсутствует в большинстве сварочных цехов мировой сварочной индустрии, а именно необходимые программы самообучения / обучения по управлению процессом сварки и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки. результаты с использованием MIG — FCAW — Advanced TIG, а также процесса TIP TIG. Если бы человек хотел найти доказательства слишком часто плохого, застойного состояния мировой сварочной индустрии, он мог бы начать в двух разных отраслях, таких как судостроение и автомобилестроение. На большинстве мировых судостроительных предприятий из-за отсутствия управления сварочными швами и владения инжинирингом, а также отсутствия опыта в области контроля сварочного процесса, как правило, всегда проводится обширная ненужная дорогостоящая ручная доработка сварных швов. И в авто. На заводах по производству грузовиков бункеры, выстилающие проходы роботов, обычно будут полны бракованных сварных швов и переделок из-за низкого качества сварки MIG роботов, и лишь немногие из роботов на заводах будут достигать оптимального потенциала производительности роботизированных сварных швов. На десятилетия. в результате ненужной переделки сердечника из флюса и переделки сварных швов MIG были потеряны миллионы долларов на каждое построенное судно, и причина проста: общий фронт-офис военно-морского флота и верфи, отсутствие средств контроля сварочного процесса и передовой практики сварки. ___________ Для любого предприятия, которое применяет годовой бюджет для предполагаемого ремонта сварных швов, вы можете предположить, что руководство производства сформировало этот бюджет на основе своей истории типичных прошлых ежегодных затрат на ремонт сварных швов. что ключевые лица, принимающие решения по сварке, затем будут стремиться снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что годовые затраты на ремонт сварных швов редко снижаются, и в большинстве случаев опять же, из-за отсутствия опыта управления и разработки процессов, затраты на ремонт сварных швов, как правило, снова будут, как в фильме «День сурка», повторяться и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов. ПОЧЕМУ С ПРОСТОЙ КОНТРОЛЬНОЙ СВАРКОЙ ПРОЦЕССЫ ДУГОВОЙ СВАРКИ ЕСТЬ ТАК МНОГО ВОПРОСОВ СВАРКИ: Логичный менеджер или инженер спросит, почему с простой настройкой, два режима управления, сварка MIG и сварка порошковой проволокой, которые используются для большинства ежедневно Большинство дуговой сварки, два процесса, которые практически не изменились за многие десятилетия, продолжают ли ответственные менеджеры и инженеры терпеть неудачу в своей задаче владения этими сварочными процессами и лучшего управления ежедневным качеством и производительностью сварки? Кроме того, почему после десятилетий опыта работы с этими двумя сварочными процессами имеется мало свидетельств того, что контроль процесса сварки и эволюция передовых методов сварки во всей мировой сварочной индустрии отсутствуют? Посмотрим правде в глаза, любому, кто провел 30 минут на этом веб-сайте, не нужно быть ученым-ракетчиком, чтобы понять, почему нескончаемые проблемы со сваркой на верфи или автомобильном заводе продолжаются десятилетиями, или почему большинство из них авиакосмическая, энергетическая, нефтяная и оборонная промышленность застряли в сварке 20-го века.Ниже приведены пять основных причин возникновения многих глобальных проблем со сваркой. [1] МНОГИЕ МЕНЕДЖЕРЫ НЕ ЗНАЮТ, ЧТО РУКОВОДСТВО — УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ РОБОТОВ И НАИЛУЧШИЕ ПРАКТИКИ СВАРКИ — СУЩЕСТВУЮЩАЯ ЭКСПЕРТИЗА. [2] НЕКОТОРЫЕ ЛИЦА, ПРИНИМАЮЩИЕ РЕШЕНИЯ ПО СВАРКЕ, ИМЕЮТ ОПЫТ, ЧТОБЫ БЫСТРО ИЗМЕНИТЬ РАСХОДЫ НА ОБЫЧНУЮ СВАРКУ МИГ ИЛИ ФИЛЕТА 1/4 6 мм. [3] ИНЖЕНЕРЫ И ТЕХНИКИ НЕ ОБУЧАЮТСЯ УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШИМ МЕТОДАМ СВАРКИ. [4] РУКОВОДИТЕЛЬ И НАБЛЮДАТЕЛИ ПРИНИМАЮТ, ЧТО ИХ СВАРОЧНЫЙ ПЕРСОНАЛ ДОЛЖЕН ИГРАТЬ С КОНТРОЛЯМИ СВАРКИ. [5] МЕНЕДЖЕРЫ, ИНЖЕНЕРЫ И НАБЛЮДАТЕЛИ НЕ СООТВЕТСТВУЮТ ОБЯЗАННОСТИ УЗНАТЬ ТРЕБОВАНИЯ К ВЛАДЕЛЬСТВУ НА ПРОЦЕСС СВАРКИ. Я приношу свои извинения за размер этого веб-сайта, однако он составляет 25% от того, чем он был раньше, однако обсуждаемые процессы и приложения сварки разнообразны, процесс сварки требует значительных затрат, а также отрицательно сказывается на качестве дорогостоящей сварки и Проблемы производительности, которые ежедневно влияют на большую часть мировой сварочной отрасли, продолжаются в течение пяти десятилетий, которые я работаю в этой отрасли.Как бы то ни было, на самом деле сварка такова, что процесс контроля — предметы передовой практики сварки должны быть интересны всем, кто называет себя профессионалом в области сварки. С 1980-х годов я документировал общие глобальные проблемы дуговой сварки, которые меня попросили решить в более чем 1000 сварочных цехах в 13 странах. Я написал 35 статей и опубликовал четыре книги по вопросам сварки MIG и порошковой проволокой, а также решениям по управлению технологическим процессом. Я всегда стремился упростить и сконцентрировать внимание на вопросах управления процессом сварки и передовых методов сварки и передать их всем лицам, принимающим решения в области сварки.Я потратил десятилетия на разработку недорогих ресурсов управления процессами, доступных на этом сайте, которые позволяют менеджерам и инженерам взять на себя ответственность за свои сварочные процессы, однако печальная реальность сварки заставляет их покупать эти ресурсы, в большинстве случаев это все равно что получить мула. пить воду из поилки. 2109: Что касается отсутствия эволюции сварных швов, они всегда будут местом для традиционного процесса TIG (слева), однако, как вы прочитаете ниже, этот процесс 75-летней давности больше не должен обеспечивать оптимальную дуговую сварку процесс выбора с большинством сварных швов стандартного качества. На этой домашней странице я начну с некоторой общей информации о трех основных распространенных процессах дуговой сварки, которые будут использоваться в следующие десятилетия: импульсной сварке MIG, порошковой порошковой сварке в среде защитного газа и наиболее важным из них будет TIP TIG. процесс. С помощью этих трех сварочных процессов читатель найдет наиболее полные данные по ручному и роботизированному контролю процесса сварки в разделах программ этого сайта, а также в моих книгах по сварке и учебных материалах. И хотя сайт многословен из-за своего возраста и нескончаемых глобальных проблем в сварочных цехах, я надеюсь, что некоторые читатели найдут информацию, которая может позволить любой организации выбрать один путь, необходимый для оптимизации процесса сварки, путь, который гарантирует с каждым из трех сварочных процессов, сварные швы наилучшего, стабильного и однородного качества всегда, конечно, получаются с наименьшими затратами на сварку. ДЛЯ МЕНЯ, В ЭТОЙ ОТРАСЛИ ПРОШЛО 50 ЛЕТ, И Я ВИЖУ МАЛЕНЬКИЕ ИЗМЕНЕНИЯ. Некоторым может показаться ироничным, что большинство проблем со сваркой MIG, о которых я писал в 1970-80-х годах, являются теми же проблемами, что и проблемы со сваркой MIG, которые возникают в 2020 году. Обратите внимание, что обширные данные о процессе импульсной MIG и Подробные сведения о проблемах с оборудованием для импульсной MIG можно найти в разделе «Программы MIG». ДЕЙСТВИТЕЛЬНОСТЬ СВАРОЧНОЙ СВАРКИ ЯВЛЯЕТСЯ ТО, ЧТО НЕСКОЛЬКО СВАРОЧНЫХ МАГАЗИНОВ ЗНАЛИ О ДЕСЯТИЛЕТИЯХ НЕПРАВИЛЬНОЙ ЭФФЕКТИВНОСТИ ОБОРУДОВАНИЯ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ, ЭТО ПРОСТО ЕЩЕ ОДИН ИНДИКАЦИЯ НА ОТСУТСТВИЕ ЭКСПЛУАТАЦИИ ПРОЦЕССОВ СВАРКИ, ВЫПОЛНЯЮЩИХ ЭТИ ЭКСПЕРТИЗЫ. Если бы читатель попросил своих опытных сотрудников сварочного цеха объяснить, зачем им нужно оборудование для импульсной MIG сварки стальных швов, я могу заверить вас, что в их ответах, вероятно, будет много указаний на путаницу в их процессе сварки MIG.И если руководителей фронт-офиса спросят, почему они должны покупать импульсную сварку MIG для стальных сварных швов, они, скорее всего, расскажут вам все причины, по которым их местный торговый представитель. (у которого никогда не было сварочного цеха) сказал им. Я написал ок. сто тысяч слов о том, почему импульсная MIG не является обязательной в сварочном цехе, который сваривает в основном сварные швы из стали и легированных сталей, и с введением TIP TIG, когда принимаются рациональные решения по выбору процесса сварки, закупка оборудования для импульсной сварки MIG должна снизиться. особенно когда требуются стальные сварные швы любого нормативного качества.Если у вас, как у меня, нет такой жизни, то в разделах, посвященных процессу импульсной сварки и оборудованию MIG, описаны десятилетия проблем ручной и роботизированной импульсной сварки MIG. [] СВАРОЧНЫЕ РОБОТЫ БЫСТРО ВЫЯВЛЯЮТ ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ВЛАДЕНИЕ: Импульсная сварка MIG или обычная сварка CV MIG, вы могли бы подумать, что это логично, чтобы лица, ответственные за решения о сварке роботом MIG, знали о процессе сварки и различия в режимах переноса сварного шва, чтобы они могли наилучшим образом использовать режимы сварки для достижения оптимизации роботизированной сварки.Вы также можете подумать, что лица, принимающие решения о сварке в головном офисе, будут знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и опыта передовой практики сварки, которые необходимы для обеспечения стабильного и оптимального качества сварки MIG и производительности роботов, конечно, всегда. с наименьшим временем простоя робота. [] ДЕСЯТИЛЕТИЯ ПРОДАЖ СВАРОЧНОГО ГАЗА И СВАРОЧНЫХ ЦЕХОВ MIG BS: В Северной Америке доступно сорок с лишним газовых смесей MIG, и несколько сварочных цехов знают, что не более четырех газовых смесей MIG имеют когда-либо требовалось для всех сварных швов MIG.Большинство продаваемых смесей MIG Gas Mix — это просто результат яркого воображения менеджера по маркетингу или продажам газа. Примечание. Как менеджер по маркетингу промышленных газов в компаниях Airgas, AGA и Liquid Carbonic, я разработал или представил в Северной Америке 4 самых продаваемых газовых смеси MIG. Если интересно, посетите мой газовый раздел MIG. [] ПРОФЕССИОНАЛ-СВАРОК, ОБЛАДАЮЩИЙ СОБСТВЕННЫМИ ВОЗМОЖНОСТЯМИ, ОБЕСПЕЧИТ УПРОЩЕНИЕ, СОДЕРЖАНИЕ И ОБЕСПЕЧЕНИЕ СОТРУДНИКОВ ОБУЧЕНИЯ КОНТРОЛЮ ПРОЦЕССА — ТРЕБУЕТСЯ ЛУЧШАЯ ПРАКТИКА. Независимо от того, какая сварочная проволока подключается к источнику питания MIG, а также какой металл шва и его область применения, как показано в моем самообучении «Управление процессом сварки MIG и порошковой порошковой проволокой в среде защитного газа» — программы передовой практики сварки, читатель обнаружит, что существует «три» оптимальных настройки сварного шва. Существуют также передовые методы сварки MIG и порошковой краской, которые необходимы для минимизации дефектов сварки и оптимизации производительности сварки. Реальность сварочного шва состоит в том, что немногие из вашего сварочного персонала будут осведомлены о настройках и методах, и, как это часто бывает во многих сварочных цехах при настройке сварного шва MIG или флюсовой сердцевины, сварочный персонал часто «играет» с двумя элементами управления сваркой, которые имеют мало что изменилось за десятилетия. Когда меня наняли в качестве менеджера по сварке на верфи, я вошел на верфь, где предыдущий менеджер по сварным швам и инженерно-технический менеджер много знали о сварке штучной сваркой и ничего не знали о сварке с флюсовой сердцевиной и MIG Weld Process Controls, а также о передовых методах сварки.На этой верфи. В течение трех месяцев после моего обучения управлению технологическим процессом качество сварных швов и производительность были ошеломляющими. Информация о качестве и стоимости сварки приведена ниже, а полная информация доступна в моем разделе о порошковых порошках. Как вы прочтете ниже, даже руководители ВМФ, которые никогда не открывали сварочный цех, начинают задаваться вопросом, почему на верфях, которые строят свои суда, ремонт сварных швов с превышением бюджета всегда измеряется миллионами, а Десятилетиями было мало свидетельств того, что руководство занялось дорогостоящими сварочными проблемами, и редко свидетельствовало понимание или важность использования средств контроля сварочного процесса или передовых методов сварки. ПОМОЩНИК ГОССЕКРЕТАРЯ ВМФ ГОВОРИТ О ДОРОГОЙ СВАРКЕ ВОПРОСАХ, НО БОЛЬШИНСТВО ЕГО ЗАЩИТНЫХ ПОДРЯДЧИКОВ НЕ ЗНАЮТ, КАК ОТВЕЧАТЬ Для тех, кто не интересуется моим мнением и моим вниманием к общему отсутствию сварки передовой опыт и знания в области контроля сварочного процесса, однако они могут захотеть узнать слова г-на Гертса, помощника министра ВМС США. Г-н Гертс несет ответственность за расходы ок. 205 миллиардов долларов в следующем году, и, как вы прочтете ниже, отсутствие права собственности на процесс сварки в отделах судостроительной верфи ВМФ, которые занимаются производством и сваркой, заставили его более чем беспокоиться о соблюдении его ежегодных требований к поставке корабля и бюджету.См. Флот ниже. ВЛАДЕНИЕ процессами исходит от My MIG — Руководство по сварке с флюсовой сердцевиной и TIP TIG, Роботизированное управление процессом сварки и передовая практика сварки, учебные материалы или материалы для самообучения. НЕАДЕКВАТИВНЫЕ ПРОГРАММЫ ОБУЧЕНИЯ СВАРОЧНИКАМ НЕАКТИВНЫ НА В большинстве мировых верфей. Все, что требуется, — это одна порошковая проволока, отсутствие дефектов сварки в правильном месте применения. а при правильных обстоятельствах результатом может стать катастрофическая человеческая катастрофа, которая стоит дорого. Однако ирония заключается в том, что на большинстве мировых судостроительных верфей и нефтяных платформ они обычно не обеспечивают адекватных программ обучения сварщиков, которые сосредоточены на навыках сварщика с минимальным акцентом на требованиях по оптимизации сварочного процесса.Я полагаю, что это понятно, поскольку немногие менеджеры и инженеры верфей осознают важность контроля процесса сварки и передовых методов сварки, необходимых для обычных полуавтоматических процессов сварки. Платформа, подобная этой, использовалась для размещения на море. Все, что потребовалось, — это плохой сварной шов с флюсовой сердцевиной толщиной 1/4 (6 мм), чтобы повлиять на усталостное разрушение конструктивных элементов, платформа рухнула в океан, погибло 123 человека, что стоило миллиардов долларов. American Welding & Gas, Inc. предлагает сварочные аппараты и принадлежности высочайшего качества от ведущих производителей отрасли. Независимо от того, являетесь ли вы домашним любителем или профессионалом в промышленной атмосфере, мы можем помочь вам выбрать сварщика, который соответствует вашим потребностям. При выборе Сварщику важно понимать основные сварочные процессы и способы их использования.Ниже перечислены четыре основных процесса сварки. Сварка МИГ, также известная как газовая дуговая сварка (GMAW), — это процесс, разработанный в 1940-х годах, который считается полуавтоматическим и требует электричества для выработки тепла, электрода для заполнения стыка и защитный газ для защиты сварного шва от воздуха. Сварочный аппарат MIG использует постоянный постоянный ток, в то время как проволока и газ непрерывно проходят через сварочную горелку и подводят, когда спусковой крючок горелки нажат.Он чаще всего используется в производственных средах, где производственные потребности высоки. Общие защитные газы включают: Сварка TIG, также известная как газовая вольфрамовая дуговая сварка (GTAW), представляет собой процесс ручной сварки, требующий от сварщика использования двух рук. Одна рука держит горелку TIG, которая создает дугу, а другая рука используется для добавления присадочного металла в сварное соединение.Сварка TIG — это самый сложный для освоения процесс, но он и является наиболее универсальным. Если все сделано правильно, TIG Welding обеспечивает высочайшее качество сварки. Он широко используется для критических сварных швов, сварки металлов, отличных от обычной стали, а также там, где требуются точные небольшие сварные швы. И если бы мы не создали TIG USA, то что мог бы сделать Маск, как Lincoln, Miller, Hobart, ESAB или Fronius в 2019 году, процесс сварки, способный сделать то же, что и полуавтоматический TIP TIG. Благодаря возвращению большой C я продал бизнес Тому и заработал достаточно, чтобы покрыть свой дневной бюджет на кофе, пока я не опустился на шесть футов ниже. Однако с учетом миллиардов долларов налогоплательщиков, которые НАСА сейчас бросает в Илона, я подумал, что самое меньшее, что Илон может сделать, — это прислать мне благодарственную открытку Hallmark.
И если бы мы не создали TIG USA, то что мог бы сделать Маск, как Lincoln, Miller, Hobart, ESAB или Fronius в 2019 году, процесс сварки, способный сделать то же, что и полуавтоматический TIP TIG. Благодаря возвращению большой C я продал бизнес Тому и заработал достаточно, чтобы покрыть свой дневной бюджет на кофе, пока я не опустился на шесть футов ниже. Однако с учетом миллиардов долларов налогоплательщиков, которые НАСА сейчас бросает в Илона, я подумал, что самое меньшее, что Илон может сделать, — это прислать мне благодарственную открытку Hallmark. 
На десятилетия, глобальный провал образования в области сварки.

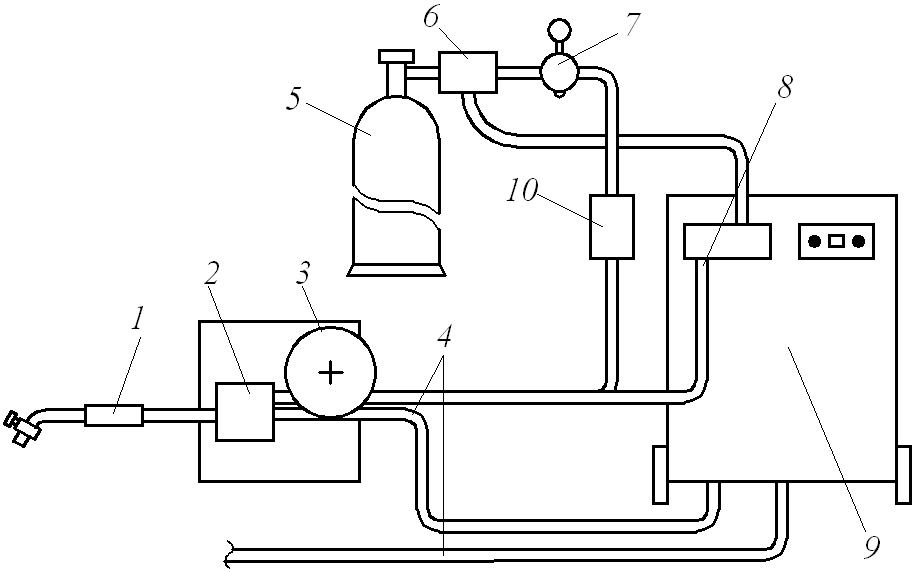 Это должно было стать тревожным сигналом 50 лет назад, и ученым-ракетчикам не нужно было в 2021 году понять, что многие (не все) образовательные учреждения не смогли удовлетворить растущие глобальные потребности сварочной отрасли.
Это должно было стать тревожным сигналом 50 лет назад, и ученым-ракетчикам не нужно было в 2021 году понять, что многие (не все) образовательные учреждения не смогли удовлетворить растущие глобальные потребности сварочной отрасли.  На сайте представлены сравнения процессов между Hot Wire GTA, GTA вручную и Pulsed GMA. Здесь представлены все атрибуты реального процесса сварки TIP TIG и эта информация. https://tiptigwelding.com.
На сайте представлены сравнения процессов между Hot Wire GTA, GTA вручную и Pulsed GMA. Здесь представлены все атрибуты реального процесса сварки TIP TIG и эта информация. https://tiptigwelding.com.
ПОЛУАВТОМАТИЧЕСКИЙ ПРОЦЕСС GTA. Назовите две наиболее важные причины, по которым TIP TIG может сваривать большинство деталей из титана> 3 мм без использования защитного экрана от газа.
В 2021 ГОДУ Я ПОШЕЛ НА РАБОТУ В CFS, КАК ИХ СТАРШИЙ СВАРИЛ ENG. ПРЕДОСТАВЛЕНИЕ КОНСУЛЬТАЦИЙ И КВАЛИФИКАЦИИ ПО СВАРКЕ ДЛЯ ПОСТРОЕНИЯ ПЕРВОГО В МИРЕ ЭФФЕКТИВНОГО СПИРАЛЬНОГО РЕАКТОРА, НАЗВАННОГО SPARC.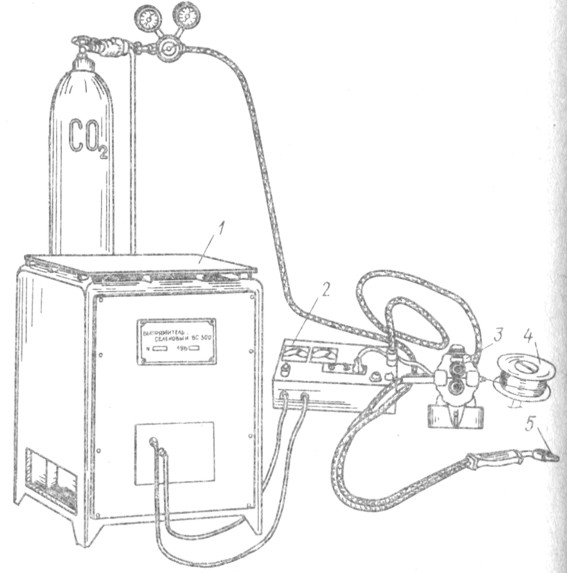
Common Wealth Fusion в 2021 году на пути к строительству первого термоядерного реактора в Северной Америке под названием SPARC. Если вы считаете, что у вас были сложные проблемы со сваркой, плазма, которую вы видите в середине SPARC ниже, будет иметь ок. 100 миллионов градусов, и сверхпроводящие магниты, находящиеся в нескольких от нас, составляют около минус 400 градусов.  Конечно, есть обычные задержки сверх бюджета из-за проблем со строительством, которые всегда связаны с проблемами сварки.Ручная газовая сварка GTA была основным процессом ручной дуговой сварки для этих заводов, так как это был предпочтительный процесс дуговой сварки с 1958 года, когда появились первые в США. построена коммерческая атомная электростанция. С 2008 года процесс GTA претерпел изменения, к сожалению, большинство персонала, принимающего решения о сварке в мировой атомной отрасли, не поняли этого сообщения.
Конечно, есть обычные задержки сверх бюджета из-за проблем со строительством, которые всегда связаны с проблемами сварки.Ручная газовая сварка GTA была основным процессом ручной дуговой сварки для этих заводов, так как это был предпочтительный процесс дуговой сварки с 1958 года, когда появились первые в США. построена коммерческая атомная электростанция. С 2008 года процесс GTA претерпел изменения, к сожалению, большинство персонала, принимающего решения о сварке в мировой атомной отрасли, не поняли этого сообщения. 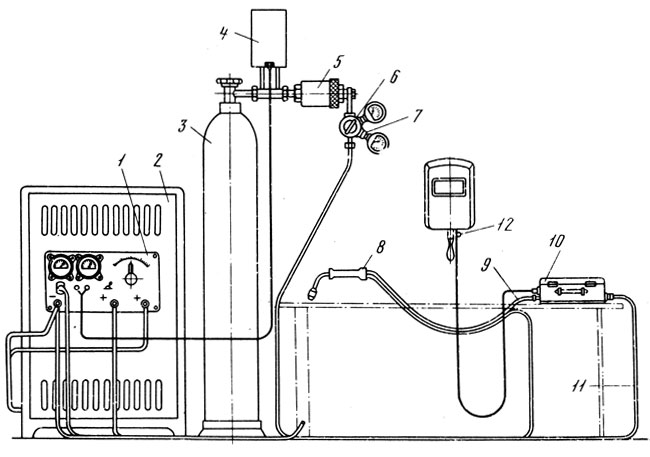

 Благодаря увеличенной скорости сварки и полярности EN этот процесс также обеспечивает самые низкие напряжения, самые низкие искажения, наименьшую ЗТВ и наилучшие механические, металлургические и коррозионные свойства. Поэтому возникает вопрос, чего не хватает инженерам Североамериканской атомной станции и подводным лодкам. Также что не так с инженерами, которые спроектировали и строят крупнейший в мире инженерный проект — завод ITER Fusion во Франции.
Благодаря увеличенной скорости сварки и полярности EN этот процесс также обеспечивает самые низкие напряжения, самые низкие искажения, наименьшую ЗТВ и наилучшие механические, металлургические и коррозионные свойства. Поэтому возникает вопрос, чего не хватает инженерам Североамериканской атомной станции и подводным лодкам. Также что не так с инженерами, которые спроектировали и строят крупнейший в мире инженерный проект — завод ITER Fusion во Франции. 300% и, следовательно, не ограничивается толщиной детали, размером сварного шва или областью применения.Кроме того, поскольку сварочную проволоку не нужно вручную подавать в плазменную дугу TIP TIG, этот процесс обеспечивает однородность и непрерывность сварного шва, недостижимую при ручной GTA, а также значительно снижает навыки традиционного сварщика TIG во всех положениях, что также влияет на качество сварки.
300% и, следовательно, не ограничивается толщиной детали, размером сварного шва или областью применения.Кроме того, поскольку сварочную проволоку не нужно вручную подавать в плазменную дугу TIP TIG, этот процесс обеспечивает однородность и непрерывность сварного шва, недостижимую при ручной GTA, а также значительно снижает навыки традиционного сварщика TIG во всех положениях, что также влияет на качество сварки. 
Многие компании сталкиваются с проблемой жестких допусков на размеры, особенно для дорогостоящих легированных сталей, — это деформация сварных швов. Поэтому любой инженер, не застрявший в 20-м веке, рассмотрит простой в использовании процесс дуговой сварки, обеспечивающий минимально возможное искажение сварного шва. 
В 2009 году, когда американские инженеры по сварке сидели перед своими столешницами для ноутбуков и работали с GTA 1946 года, китайские инженеры сделали первый шаг. У CNOOC БЫЛИ СЕРЬЕЗНЫЕ ПРОБЛЕМЫ С КАЧЕСТВОМ СВАРКИ С ПРИМЕНЕНИЯМИ ДЛЯ ПОДВОДНЫХ ТРУБ И ИНКОНЕЛЯ, И ОНИ БЫЛИ ИСПЫТАЛИ FRONIUS, LIBURDI И ДРУГОЕ ОБОРУДОВАНИЕ, ВСЕ НЕУДАЧНЫЕ.
По иронии судьбы первым крупным заказчиком, купившим оборудование TIP TIG, а также полностью принявшим этот процесс, была китайская национальная нефтяная компания CNOOC. Эта компания направила группу своих инженеров на мой первый семинар TIP TIG, который проводился на военно-морской верфи Филадельфии в 2009 году. Конечно, ни один военно-морской флот со своей верфи не присутствовал. С 2009 г. не существовало процесса, который на
мог бы выполнять полуавтоматическую GTA.
РАСХОДЫ НА СВАРКУ СУДОВОЙ ВЕРФИ. За 8 часов / смену сварщик судостроительной верфи, сваривающий порошковые сварочные швы в защитном газе во всех положениях, должен быть способен наплавлять минимум 23–24 фунта / смену. Однако из-за слишком обычного апатичного руководства верфи и инженеров, а также неадекватных программ обучения сварщиков верфи типичная судостроительная верфь в Северной Америке будет поставлять в среднем только 50-60% сварочного металла, который она должна наносить ежедневно.
Следующее является обычным явлением в 2021 году для отраслей, которые используют традиционную ручную импульсную сварку GMA, ручную GTAW и сварку порошковой проволокой в среде защитного газа в крупномасштабных проектах сварки стандартного качества;
Факт сварки. В 2021 году используется источник питания CV MIG на 350–450 А компании N. American, который мало изменился с 1960-х годов. Источник питания, который, в отличие от импульсного источника питания MIG, обычно стоит на 100-200% меньше, что я мог бы продемонстрировать за несколько минут, что с 3 настройками сварки я мог бы производить сварку MIG без брызг превосходного качества на любых сталях. и легированные стали.Этим же CV оборудуют. Тогда я мог бы выполнять сварные швы превосходного качества с порошковой сердцевиной. T
Почему, в отличие от источника питания CV MIG, трудно добиться превосходного сварочного шва с порошковой проволокой в среде защитного газа при использовании импульсного источника питания MIG или многопроцессорного источника питания?
НАДЕЖНО НАДЕЖДАЯ НА ПРОДАВЦОВ СВАРКИ, КОТОРЫЕ БОЛЬШЕ ВЕРОЯТНО НИКОГДА НЕ БЫЛИ СВАРОЧНЫМ МАСТЕРСКИМ, НЕ ДОЛЖНЫ БЛАГОДАТЬ УБЕЖДЕНИЯ НИКАКОГО ИНЖЕНЕРА, МЕНЕДЖЕРА ИЛИ НАЧАЛЬНИКА.
ОТСУТСТВИЕ РУЧНОГО ИЛИ РОБОТНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И ОТСУТСТВИЕ ЛУЧШЕЙ ПРАКТИКИ ДУГОВОЙ СВАРКИ И ОТСУТСТВИЕ ЭКСПЕРТИЗЫ УПРАВЛЕНИЯ РАСХОДАМИ НА СВАРКУ ПРОСТО ИСПРАВИТЬ:
ОДНАКО ПРОИЗВОДСТВЕННАЯ КОМАНДА ЛОГИЧЕСКАЯ. Вместо создания сварочной бригады роботов более логичным подходом в организации, которая понимает процессы сварки, было бы создание «производственной бригады».Это будет команда, состоящая из ключевого лица, принимающего решения о сварке роботов, и менеджеров по производству, качеству, техническому обслуживанию и проектированию. Основная ответственность производственной группы будет заключаться в том, чтобы обеспечить своевременную доставку продукции для роботизированных ячеек, а детали, которые будут свариваться роботами, будут изготавливаться в соответствии с указанной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых авто- и грузовых заводах).
никогда не должен допускать такого отношения. Если бы я пил пинту пива Guinness каждый раз, когда слышал это в сварочном цехе, я бы стал совладельцем пивоварни Guinness.
ВМЕСТО ЗАКУПКИ НИЗКОГО ПРОЧНОГО ОБОРУДОВАНИЯ CV MIG И ПРЕДОСТАВЛЕНИЯ СОТРУДНИКОВ ОБУЧЕНИЯ ПО УПРАВЛЕНИЮ ПРОЦЕССОМ, МЕНЕДЖЕРЫ ЧАСТО ТРАТИТЕ НА 200-300% БОЛЬШЕ НА PULSED MIG СВАРОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ СВАРОЧНОЙ СТАЛИ?
ДВА СПОСОБА ЗАПУСТИТЬ СВАРОЧНЫЙ ЦЕХ . ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ ПРОЦЕССАМИ СВАРКИ В ПЕРЕДНЕМ ОФИСЕ. ДРУГАЯ С КОНСУЛЬТАЦИЕЙ ПРЕДСТАВИТЕЛЯ ПО СВАРОЧНЫМ ПРОДАЖАМ.
ГАЗООБРАБОТАННАЯ ФЛЮСОВАЯ СЕРДКА: в 2020 году большинство сварочных цехов по всему миру также могут быть удивлены, узнав, что и GTAW, и процесс сварки с порошковой сердцевиной в защитном газе — плохой выбор для многих сварных швов нормативного качества. Для тех, кто использует в 2020 году все позиционные порошковые проволоки с защитным газом для приложений, требующих рентгеновского или ультразвукового контроля, возникает резонный вопрос: почему сварочный цех выбрал бы такой процесс сварки, как порошковая сварка, при котором независимо от навыков сварщика, ненадежное качество сварного шва, избыточная пористость, проблемы с плавлением сварного шва с улавливанием шлака, избыточное разбрызгивание и избыток сварочного дыма будут нормой. TIP TIG обеспечивает высочайшую энергию и текучесть сварного шва, высочайшую чистоту сварного шва, а также обеспечивает наименьший нагрев сварных деталей с помощью простого в использовании процесса для сварки любых металлов, применений любого размера и сварных швов в любом положении.
. https://tiptigwelding.com КОГДА ТИП ТИГ В СЕВЕРНУЮ АМЕРИКУ В 2009 ГОДУ И Я НАЧИНАЛ «TIP TIG USA», ЭТОТ ПРОЦЕСС СОЗДАЛ НОВЫЕ ДРАМАТИЧЕСКИЕ ВОЗМОЖНОСТИ ДЛЯ СВАРКИ ДЛЯ МАГАЗИНОВ СВАРКИ В Н.АМЕРИКА, АВСТРАЛИЯ И КИТАЙ.
Итак, что, по вашему мнению, обеспечивает ИДЕАЛЬНЫЙ ПРОЦЕСС ДУГОВОЙ СВАРКИ? Если бы я спросил у опытного сварщика, каковы, по вашему мнению, ключевые характеристики процесса сварки, позволяющие добиться идеального процесса сварки для большинства сварных швов нормативного качества.Ниже будет мой список.
Его 2020 год, и, как они делали на протяжении десятилетий, мировые верфи военно-морского флота будут строить суда стоимостью в несколько миллионов долларов и значительно превышают свои бюджеты на ремонт сварных швов, и все же на этих верфях; Примерно в 2007 году, в редком для меня событии сварки, у меня была возможность применить свои средства управления процессом дуговой сварки — передовые методы сварки на верфи в США, где менеджеры и инженеры были гораздо лучше знакомы с методами сварки SMAW (STICK). которые, вероятно, были созданы во время Второй мировой войны.
С ЧРЕЗМЕРНЫМ ПРЕВЫШЕНИЕМ СТОИМОСТИ НА СВАРОЧНЫЙ РЕМОНТ НА АМЕРИКАНСКОМ РЕМОНТЕ НА ПРОИЗВОДСТВО СУДОВ ВМФ, И НАСМОТРЕТЬ, КАК КИТАЙ МОЖЕТ БЫСТРО СОЗДАТЬ АНАЛОГИЧНЫЕ СУДА, ПОСЛЕ ДЕСЯТИЛЕТИЙ НИЧЕГО НЕ ДЕЛАТЬ, ПОСЛЕ УПРАВЛЕНИЯ ВМФ США, УПРАВЛЯЮЩЕГО НАС ЭКСПЕРТИЗЫ ВЛАДЕНИЯ ИНЖЕНЕРНЫМ ПРОЦЕССОМ УПРАВЛЕНИЯ СВАРКОЙ СТАЛА НОРМОЙ.ОТСУТСТВИЕ ЭКСПЕРТИЗЫ, КОТОРАЯ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
2021. США, Австралия, Европа и Великобритания. Благодаря Китаю, у которого сейчас самый большой в мире военно-морской флот, никогда не было такого большого спроса на военно-морские корабли и подводные лодки. Тем не менее, упомянутые страны все еще используют процесс GTA 1946 года и часто используют неадекватные или устаревшие спецификации и процедуры сварки.
Сварочное оборудование
Сварочное оборудование
Сварка TIG